 | Информационная система | |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система технологической документации ФОРМЫ И ТРЕБОВАНИЯ К ЗАПОЛНЕНИЮ И ОФОРМЛЕНИЮ Unified system for technological
documentation. Forms and requirements for |
ГОСТ |
Дата введения 01.01.88
Настоящий стандарт устанавливает формы и требования к заполнению и оформлению технологических документов, проектируемых различными методами, на процессы и операции изготовления изделий из пластмасс и резины.
1. В зависимости от применяемых методов изготовления изделий из пластмасс и резины и выполнения сопутствующих действий выбор соответствующих видов документов устанавливает разработчик документов по табл. 1.
Таблица 1
|
Условное обозначение вида документа, функции которого выполняет документ |
Указания по применению |
|
|
Операционная карта (ОК): |
||
|
- формы 1 и 2 |
ОК |
Для описания операций прессования |
|
- формы 3 и 4 |
ОК |
Для описания операций литья |
|
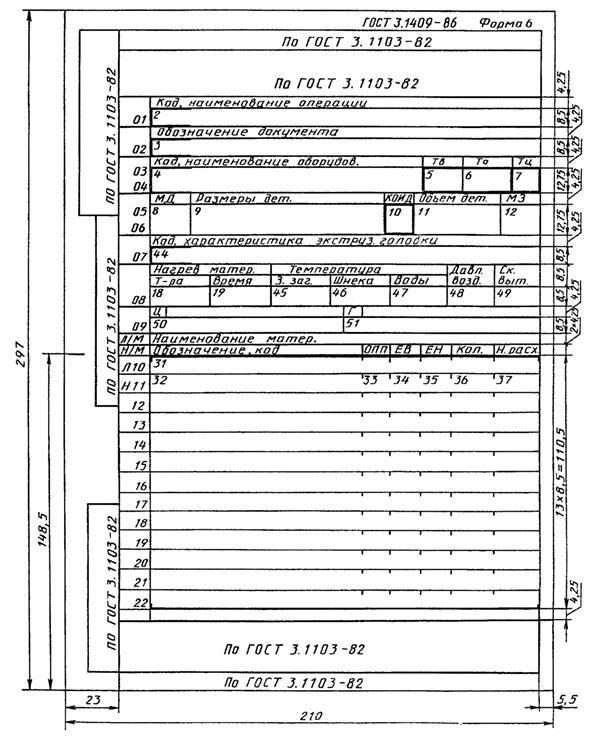
- формы 5 и 6 |
ОК |
Для описания операций шприцевания и экструзии |
|
Маршрутная карта (МК) по ГОСТ 3.1118, формы 1б и 3б |
ОК |
В качестве продолжений ОК (формы 1 - 6) |
|
МК, формы 2 и 1б, 4 и 3б по ГОСТ 3.1118 |
КТП |
Для описания сопутствующих операций в технологической последовательности с применением различной степени детализации описания технологических процессов |
|
То же |
КТТП |
Для описания основных и сопутствующих операций в технологической последовательности |
|
Технологическая инструкция (ТИ) по ГОСТ 3.1105, формы 5 и 5а |
ТИ |
Для описания процессов по подготовке материалов, оборудования и т.п. |
|
Карта эскизов (КЭ), формы 6 и 6а, 7 и 7а, 8 и 8а по ГОСТ 3.1105 |
КЭ |
Для указания графических иллюстраций к документам |
|
Ведомость технологических документов (ВТД), формы 5 и 5а по ГОСТ 3.1122 |
ВТД |
Для указания состава изделий (деталей) к ТТП (ГТП). Необходимость применения устанавливает разработчик документов |
|
Ведомость деталей к типовому (групповому) технологическому процессу (операции), формы 2 и 2а, 3 и 3а по ГОСТ 3.1121 (МК), формы 2 и 1б, 4 и 3б по ГОСТ 3.1118 |
ВТП |
Для указания состава изделий (деталей) к ТТП (ГТП) при описании сопутствующих и основных операций |
Примечание. Применение документов других видов, указанных в ГОСТ 3.1102 и не приведенных в табл. 1, производится в соответствии с требованиями, установленными на уровне отрасли или предприятия (организации).
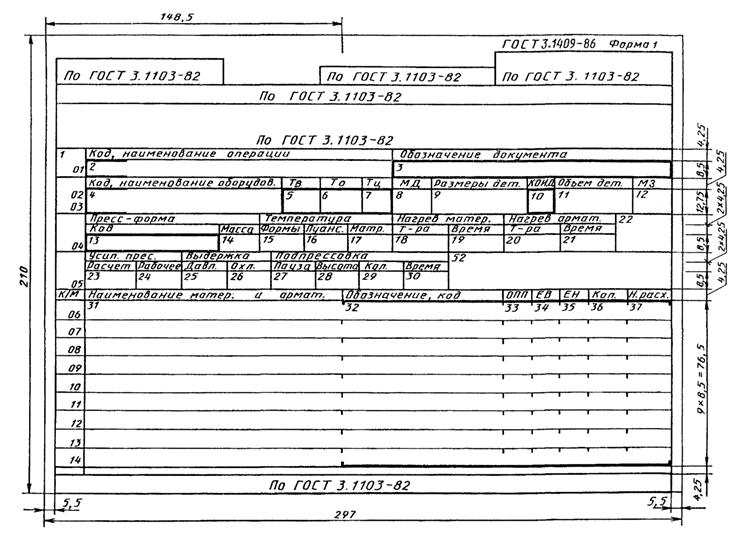
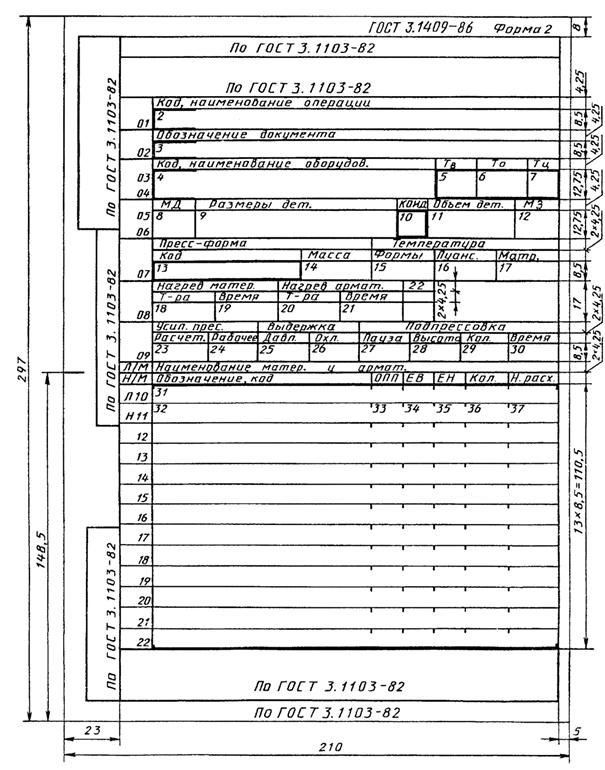
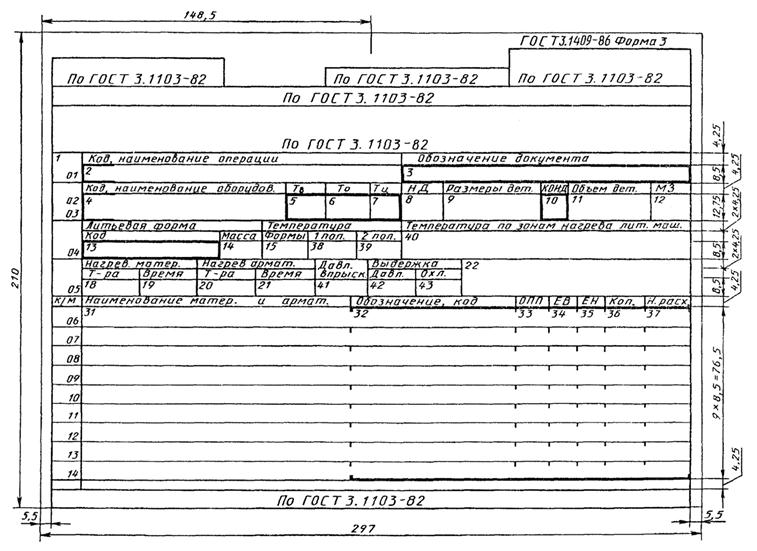
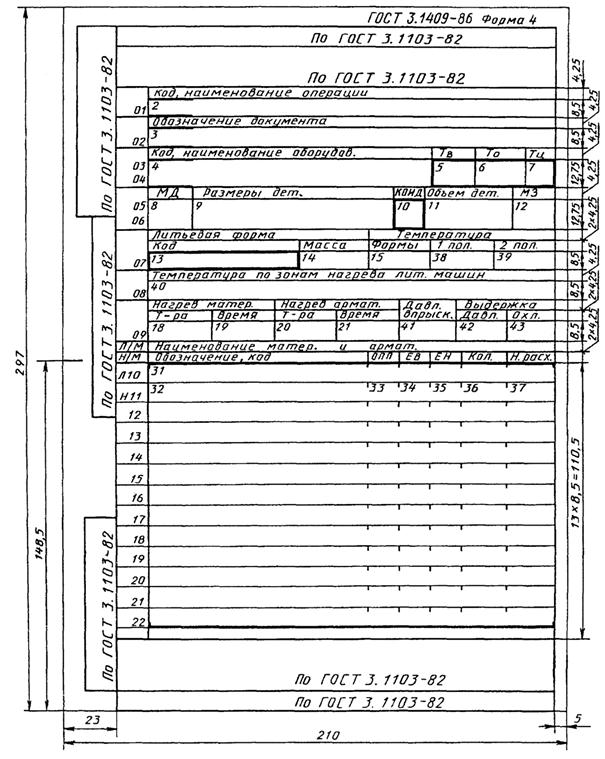
2. Графы форм 1 - 6 ОК следует составлять и заполнять в соответствии с табл. 2.
Таблица 2
|
Наименование (условное обозначение) графы |
Формы ОК |
Размеры графы, мм |
Кол. знаков |
Содержание информации |
|
|
1 |
- |
1, 2, 3, 4, 5, 6 |
13,0 |
5 |
Обозначение служебного символа и порядкового номера строки Запись выполняют на уровне одной строки, например М06 Допускается при указании порядкового
номера строки от 01 до 09 применять вместо «0» знак « |
|
2 |
Код, наименование операции |
1, 3, 5 2, 4, 6 |
143,0 169,0 |
55 65 |
Код операции по «Классификатору технологических операций машиностроения и приборостроения»; наименование операции. Допускается код операции указывать |
|
3 |
Обозначение документа |
1, 3, 5 2, 4, 6 |
130,0 169,0 |
50 65 |
Обозначение документов, применяемых при выполнении данной операции, например инструкция по охране труда. Состав документов следует указывать через разделительный знак «;» |
|
4 |
Код, наименование оборудов. |
1, 3, 5 2, 4, 6 |
85,8 117,0 |
33 43 |
Код оборудования по классификатору, краткое наименование оборудования, его инвентарный номер. Информацию следует указывать через разделительный знак «;». Допускается взамен краткого наименования оборудования указывать его модель. Допускается не указывать инвентарный номер |
|
5 |
Тв |
1, 3, 5, 2, 4, 6 |
18,2 |
7 |
Вспомогательное время на операцию |
|
6 |
То |
1, 3, 5, 2, 4, 6 |
20,8 |
8 |
Основное время на операцию |
|
7 |
Тц |
1, 3, 5, 2, 4, 6 |
18,2 |
7 |
Время цикла |
|
8 |
МД |
1, 3, 5, 2, 4, 6 |
18,2 |
7 |
Масса детали по конструкторскому документу |
|
9 |
Размеры дет. |
1, 3, 5, 2, 4, 6 |
44,2 83,2 |
17 32 |
Размеры детали (деталей) |
|
10 |
КОИД |
1, 3, 5, 2, 4, 6 |
13,0 |
5 |
Количество одновременно изготавливаемых деталей при выполнении операции |
|
11 |
Объем дет. |
1, 3, 5, 2, 4, 6 |
36,6 |
14 |
|
|
12 |
МЗ |
1, 3, 5, 2, 4, 6 |
18,2 |
7 |
Масса заготовки |
|
13 |
Пресс-форма Код |
1, 3, 5, 2, 4, 6 |
62,4 |
24 |
Код или обозначение формы: прессовой; литьевой |
|
14 |
Пресс-форма Масса |
1, 3 2, 4 |
18,2 28,6 |
7 11 |
Масса формы: прессовой; литьевой |
|
15 |
Температура Формы |
1, 3 2, 4 |
20,8 26,0 |
8 10 |
Температура формы: прессовой; литьевой |
|
16 |
Температура Пуанс. |
1 2 |
20,8 26,0 |
8 10 |
Температура нагрева пуансона |
|
17 |
Температура Матр. |
1 2 |
20,8 26,0 |
8 10 |
Температура нагрева матрицы |
|
18 |
Нагрев матер. Т-ра |
1, 3, 2, 4, 6 5 |
26,0 20,8 |
10 8 |
Температура нагрева материала Время нагрева материала |
|
19 |
Нагрев матер. Время |
1, 2, 3, 4, 6 5 |
26,0 20,8 |
10 8 |
Температура нагрева арматуры |
|
20 |
Нагрев армат. Т-ра |
1, 2, 3, 4 |
26,0 |
10 |
|
|
21 |
Нагрев армат. Время |
1, 2, 3, 4 |
26,0 |
10 |
Время нагрева арматуры |
|
22 |
- |
1 |
26,0 |
10 |
Резервная графа |
|
2 |
65,0 |
25 |
|||
|
3 |
104,0 |
40 |
|||
|
23 |
Усил. прес. Расчет. |
1, 2 |
23,4 |
9 |
Усилие прессования расчетное |
|
24 |
Усил. прес. Рабочее |
1, 2 |
20,8 |
8 |
Усилие прессования рабочее |
|
25 |
Выдержка Давл. |
1, 2 |
20,8 |
8 |
Время выдержки в пресс-форме под давлением |
|
26 |
Выдержка Охл. |
1, 2 |
20,8 |
8 |
Время выдержки в пресс-форме при охлаждении |
|
27 |
Подпрессовка Пауза |
1, 2 |
20,8 |
8 |
Пауза до начала подпрессовки |
|
28 |
Подпрессовка Высота |
1, 2 |
20,8 |
8 |
Высота подпрессовки (высота подъема пуансона при подпрессовке) |
|
29 |
Подпрессовка Кол. |
1, 2 |
20,8 |
8 |
Количество подпрессовок |
|
30 |
Подпрессовка Время |
1, 2 |
20,8 |
8 |
Время подпрессовки |
|
31 |
Наименование матер. и армат. |
1, 3, 5 2, 4, 6 |
104,0 169,0 |
40 65 |
Наименование материала и арматуры |
|
32 |
Обозначение, код |
1, 2, 3, 4, 5, 6 |
75,4 |
35 |
Обозначение арматуры по конструкторскому документу или материала по классификатору |
|
33 |
ОПП |
1, 2, 3, 4, 5, 6 |
13,0 |
5 |
Обозначение подразделения, откуда поступает арматура или материал |
|
34 |
ЕВ |
1, 2, 3, 4, 5, 6 |
13,0 |
5 |
Код единицы величины (массы) детали по классификатору СОЕИ |
|
35 |
ЕН |
1, 2, 3, 4, 5, 6 |
13,0 |
5 |
Единица нормирования, на которую установлена норма расхода материала, например 1, 10, 100 |
|
36 |
Кол. |
1, 2, 3, 4, 5, 6 |
18,2 |
7 |
Количество арматуры, применяемой на деталь |
|
37 |
Н. расх. |
1, 2, 3, 4, 5, 6 |
20,8 |
8 |
Норма расхода материала. Допускается указывать массу арматуры (одной детали) |
|
38 - 39 |
Температура: 1 пол.; 2 пол. |
3 4 |
20,8 26,0 |
8 10 |
|
|
40 |
Температура по зонам нагрева лит. маш. |
3 4 |
130,0 169,0 |
50 65 |
Температура по зонам нагрева цилиндра литьевой машины. Количество зон устанавливает разработчик документов, применительно к виду оборудования |
|
41 |
Давл. впрыск. |
3, 4 |
23,4 |
9 |
Давление впрыска |
|
42 |
Выдержка Давл. |
3, 4 |
20,8 |
8 |
Время выдержки в форме под давлением |
|
43 |
Выдержка Охл. |
3, 4 |
20,8 |
8 |
Время выдержки в форме при охлаждении |
|
44 |
Код, характеристика экструз. головки |
5 6 |
143,0 169,0 |
55 65 |
Код (обозначение) экструзионной головки по классификатору, характеристика экструзионной головки. Заполняют по усмотрению разработчика документов |
|
45 |
Температура |
5 |
20,8 |
8 |
Температура зоны загрузки |
|
З. заг. |
6 |
26,0 |
10 |
||
|
46 |
Температура Шнека |
5 6 |
20,8 26,0 |
8 10 |
Температура шнека |
|
47 |
Температура Воды |
5 6 |
20,8 23,4 |
8 9 |
Температура воды |
|
48 |
Давл. возд. |
5 6 |
13,0 20,8 |
5 8 |
Давление воздуха, подаваемого для раздувки экструзируемого изделия |
|
49 |
Ск. выт. |
5 6 |
13,0 20,8 |
5 8 |
Скорость вытяжки |
|
50 |
Ц |
5 6 |
143,0 83,2 |
55 32 |
Температура по зонам нагрева цилиндра |
|
51 |
Г |
5 6 |
130,0 85,8 |
50 33 |
Температура по зонам нагрева головки |
|
52 |
- |
1 |
104,0 |
40 |
Резервная графа |
Примечания:
1. Если графы 50 и 51 в ОК (форма 5) разместить невозможно, допускается давать информацию по зонам нагрева цилиндра и головки отдельными строками за счет строк, отведенных для описания содержания операции.
2. В графе «Кол. знаков» указано число знаков, соответствующее ширине данной графы.
3. Максимальное число знаков, вносимых в графу, на один знак меньше количества знаков, указанных в табл. 2.
5. Общие требования к формам и бланкам документов при проектировании документов:
- без применения средств механизации и автоматизации - по ГОСТ 3.1129 и ГОСТ 3.1130;
- с применением средств механизации и автоматизации - по ГОСТ 2.004.
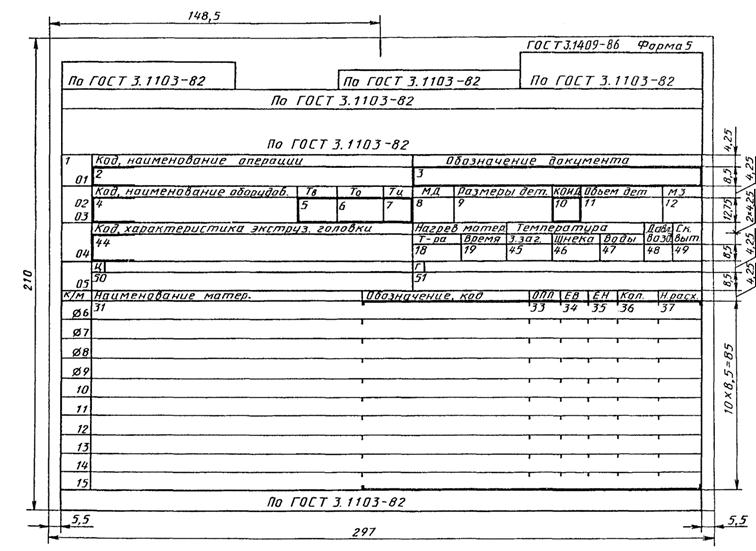
ОПЕРАЦИОННАЯ КАРТА ШПРИЦЕВАНИЯ
И ЭКСТРУЗИИ
(первый или заглавный лист)
3. При подготовке к размножению или распечатки форм документов внесение дополнительной информации следует выполнять в соответствии с правилами, установленными на уровне отрасли или предприятия (организации).
4. Общие требования к оформлению документов - по ГОСТ 3.1129 и ГОСТ 3.1130.
5. Общие требования к оформлению документов, проектируемых с применением средств механизации и автоматизации - по ГОСТ 2.004.
6. Общие требования к комплектности и оформлению комплектов документов:
- для единичных технологических процессов - по ГОСТ 3.1119;
- для типовых и групповых технологических процессов (операций) - по ГОСТ 3.1121.
7. Запись наименования операции следует выполнять в соответствии с классификатором технологических операций машиностроения и приборостроения.
8. Пример оформления ОК приведен в приложении.
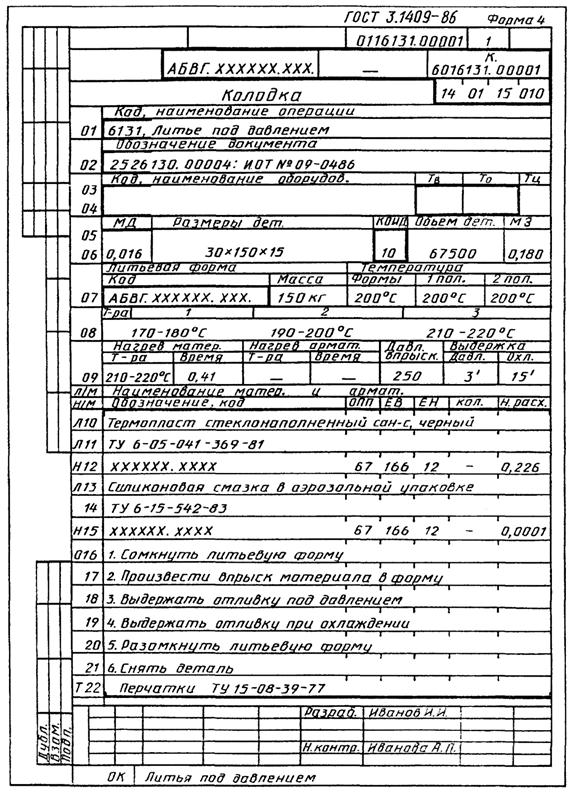
ПРИЛОЖЕНИЕ
Рекомендуемое
ПРИМЕР ОФОРМЛЕНИЯ ОК ЛИТЬЯ ПОД ДАВЛЕНИЕМ
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.11.86 № 3554
3. ВЗАМЕН ГОСТ 3.1409-74, ГОСТ 3.1421-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ:
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
5. ПЕРЕИЗДАНИЕ. Апрель 2003 г.