 | Информационная система | |
МИНИСТЕРСТВО ТОПЛИВА И
ЭНЕРГЕТИКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРАВИЛА БЕЗОПАСНОСТИ
ПРИ
РАБОТЕ С ИНСТРУМЕНТОМ
И ПРИСПОСОБЛЕНИЯМИ
Санкт-Петербург
2001
Изложены основные правила безопасности при работе с применением грузоподъемных механизмов, инструмента и приспособлений. С вводом в действие настоящих Правил аннулируются «Правила пользования инструментом и приспособлениями, применяемыми при ремонте и монтаже энергетического оборудования» (М.: Энергия, 1973).
Для инженерно-технического персонала, производящего ремонтно-эксплуатационные, строительные, монтажные и наладочные работы на предприятиях и в организациях Минтопэнерго Российской Федерации и на предприятиях коммунальной энергетики Российской Федерации и на предприятиях коммунальной энергетики России.
Настоящее издание повторяет «Правила безопасности при работе с инструментом и приспособлениями» (М.: Энергоатомиздат, 1986) с учетом Извещения об изменении № 1 «Правил безопасности при работе с инструментом и приспособлениями» (М.: СПО ОРГРЭС, 1991) и Извещения об изменении № 2, утвержденного 23.03.93 Отделом охраны труда и техники безопасности Минтопэнерго России. При этом из текста исключены пункты 3.1.55, 3.1.60, 3.1.65, 3.2.35, 3.2.36, 4.3.15, 4.4.16, 5.1.1, 7.2.38, 7.3.56 без изменения нумерации остальных пунктов. Пункты, в которые внесены изменения, отмечены знаком «*».
1. ОБЛАСТЬ И ПОРЯДОК ПРИМЕНЕНИЯ ПРАВИЛ
1.1. Настоящие Правила обязательны для персонала, выполняющего ремонтно-эксплуатационные, строительные, монтажные и наладочные работы с применением грузоподъемных механизмов, приспособлений и инструмента на предприятиях и в организациях Министерства энергетики и электрификации СССР и министерств жилищно-коммунального хозяйства союзных республик.
1.2. Устройство, содержание и эксплуатация грузоподъемных механизмов, приспособлений и инструмента должны соответствовать не только требованиям, изложенным в настоящих Правилах, но и требованиям системы стандартов безопасности труда, правил Госгортехнадзора СССР и инструкций заводов-изготовителей.
1.3. Каждый работник, если он не может принять мер по устранению замеченных нарушений Правил, обязан немедленно сообщить своему непосредственному, а при его отсутствии - вышестоящему руководителю о всех нарушениях Правил, а также о неисправностях механизмов, приспособлений и инструмента, применяемых при работах.
1.4. Отступления от настоящих Правил не допускаются, за исключением случаев введения в действие новых нормативов по охране труда. Правила могут быть изменены и дополнены только органами, их утвердившими.
1.5*. Для рабочих и служащих администрацией предприятия (организации) должны быть разработаны в соответствии с действующим Положением о разработке инструкций по охране труда и утверждены совместно с профсоюзным комитетом инструкции по охране труда. Эти инструкции не должны противоречить требованиям настоящих Правил и стандартов системы стандартов безопасности труда.
1.6. Административно-технический персонал предприятий и организаций обязан обеспечить выполнение организационных и технических мероприятий для создания безопасных условий труда работающих с применением грузоподъемных механизмов, приспособлений и инструментов, отвечающих требованиям настоящих Правил и системы стандартов безопасности труда.
Исходя из местных условий при необходимости должны быть предусмотрены дополнительные мероприятия, повышающие безопасность выполнения работ и не противоречащие настоящим Правилам.
1.7. Администрация предприятия (организации) должна обеспечить систематический контроль за соответствием механизмов, приспособлений и инструмента требованиям безопасности, соблюдением персоналом правил безопасности, применением им предохранительных приспособлений, спецодежды и других средств индивидуальной защиты.
1.8. Должностные лица, не обеспечивающие выполнение настоящих Правил, подвергаются дисциплинарным взысканиям и привлекаются в установленном порядке к административной либо уголовной ответственности согласно действующему законодательству.
1.9. Электрозащитные средства и средства индивидуальной защиты, используемые при ремонтно-эксплуатационных, строительно-монтажных и наладочных работах (диэлектрические перчатки, указатели напряжения, инструмент с изолирующими рукоятками, предохранительные пояса, каски и т.п.), должны соответствовать требованиям государственных стандартов и «Правил применения и испытания средств защиты, используемых в электроустановках».
2. ОБОРУДОВАНИЕ МАСТЕРСКИХ
2.1. ОБЩИЕ ТРЕБОВАНИЯ
2.1.1*. К работе на станках допускается персонал, прошедший инструктаж (вводный и первичный), обучение, проверку знаний инструкции по охране труда и имеющий соответствующую запись в квалификационном удостоверении о результатах проверки знаний и квалификации. Периодичность проверки знаний 1 раз в год, повторного инструктажа - не менее 1 раза в квартал.
Ремонтный персонал энергопредприятий, допущенный к работе на металлообрабатывающих или абразивных станках, должен иметь соответствующую запись в удостоверении на право производства специальных работ после прохождения обучения.
Допуск командированного персонала к работе на станках производится лицом, ответственным за содержание в исправном состоянии и безопасную эксплуатацию станочного оборудования, при наличии записи в квалификационном удостоверении на право производства работ на станках.
2.1.2*. Конструкция станков и оборудования мастерских должна соответствовать требованиям ГОСТ 12.2.003-91 «ССБТ. Оборудование производственное. Общие требования безопасности» и ГОСТ 12.2.007.0-75 «ССБТ. Изделия электротехнические. Общие требования безопасности».
Кроме того, металлообрабатывающие станки должны соответствовать требованиям ГОСТ 12.2.009-80 «ССБТ. Станки металлообрабатывающие. Общие требования безопасности», а деревообрабатывающие станки - ГОСТ 12.2.026.0-77* «ССБТ. Оборудование деревообрабатывающее. Общие требования безопасности к конструкции».
2.1.3*. На каждом станке должен быть указан его инвентарный номер. У станка (или группы станков) должен быть вывешен список лиц, имеющих право работать на нем (них); а также табличка с указанием должностного лица (из числа специалистов), ответственного за содержание в исправном состоянии и безопасную эксплуатацию станочного оборудования в цехе (участке). На рабочем месте у станка должна быть вывешена краткая выписка из инструкции по охране труда или памятка по технике безопасности, в которой указываются для работающего на станке основные требования по безопасным приемам работы, а также требования к защитным, предохранительным и блокировочным устройствам. При наличии станков одной группы в помещении достаточно одной выписки из инструкции по охране труда или памятки по технике безопасности, вывешенной на видном месте, доступном для работающих.
2.1.4*. Стационарные станки должны быть установлены на прочных фундаментах или основаниях, тщательно выверены, надежно закреплены и окрашены в соответствии с требованиями ГОСТ 12.4.026-76 «ССБТ. Цвета сигнальные и знаки безопасности».
Вновь установленное или вышедшее из капитального ремонта оборудование (станки) может быть введено в работу после приемки его комиссией и составления соответствующего акта, утвержденного главным инженером предприятия.
Работать на оборудовании после установки и ремонта разрешается после проверки его мастером или начальником подразделения.
2.1.5. Назначение органов управления должно быть указано в находящихся рядом с ними надписях или обозначено символами в соответствии с ГОСТ 12.4.040-78 «ССБТ. Символы органов управления производственным оборудованием».
На старом оборудовании допускается сохранение на органах управления заводских надписей, которые во время ремонтов следует заменять символами.
Лимбы, шкалы, надписи и символы должны быть четко выполненными нестираемыми, хорошо читаемыми на расстоянии не менее 500 мм.
2.1.6. Органы ручного управления оборудования и станков должны быть выполнены и расположены так, чтобы пользование ими было удобно, не приводило к защемлению и наталкиванию руки на другие органы управления и части станка и чтобы в возможно большей степени исключалось случайное воздействие на эти органы.
2.1.7*. Все виды станочных приспособлений (кондукторы, патроны, планшайбы, магнитные плиты, оправки и др.) должны соответствовать требованиям ГОСТ 12.2.029-88 «ССБТ. Приспособления станочные. Требования безопасности».
Защитные ограждения должны соответствовать требованиям ГОСТ 12.2.062-81 «ССБТ. Оборудование производственное. Ограждения защитные».
Работать на неисправных станках и оборудовании, а также на станках с неисправными или незакрепленными ограждениями запрещается.
2.1.8*. Ремонтировать оборудование и заменять рабочие органы (ножи, пилы, абразивные круги и др.) на неотключенных станках, без разборки электрической схемы в соответствии с требованиями «Правил техники безопасности при эксплуатации электроустановок» (М.: Энергоатомиздат, 1987) и закрытия вентилей на подаче масла, пара, воздуха, воды и т.п. запрещается.
2.1.9*. В местах для подключения к электрической сети переносных электроприемников тока должны быть сделаны надписи, указывающие напряжение сети и род тока.
2.1.10. Установка штепсельных розеток и вилок, не соответствующих напряжению сети, запрещается.
2.1.11. Применять рубильники открытого типа или с прорезями в кожухах для рукоятки или ножей запрещается.
2.1.12. Токоведущие части оборудования должны быть изолированы или ограждены либо находиться в недоступных для людей местах. Металлические части оборудования, которые могут вследствие повреждения изоляции оказаться под напряжением, должны быть заземлены (занулены) в соответствии с «Правилами устройства электроустановок».
2.1.13. В передвижных мастерских электрооборудование должно быть металлически соединено с кузовом фургона, подсоединяемого к защитному заземлению электроустановки, на территории которой он находится, либо к специальному переносному заземлителю.
2.1.14. Передачи (ременные, цепные, зубчатые и др.), расположенные вне корпусов станков и представляющие собой опасность травмирования людей, должны иметь ограждения (сплошные, с жалюзи, с отверстиями) с устройствами (рукоятками, скобами и т.п.) для удобного и безопасного их открывания, снятия, перемещения и установки.
2.1.15. Внутренние поверхности дверец, закрывающих движущие элементы станков (например, шестерни, шкивы), способные травмировать работающего, к которым периодически необходим доступ для наладки, смены ремней и т.п., должны быть окрашены в желтый сигнальный цвет.
Если указанные движущие элементы закрываются съемными защитными ограждениями (крышками, кожухами), то окраске в желтый цвет подлежат полностью или частично обращенные к ним поверхности движущихся элементов или смежных с ними неподвижных деталей, закрываемых ограждениями.
С наружной стороны ограждений должен быть нанесен предупреждающий знак безопасности по ГОСТ 12.4.026-76 (равносторонний треугольник желтого цвета вершиной кверху с черным окаймлением и черным восклицательным знаком в середине). Под знаком устанавливается табличка по указанному ГОСТ с поясняющей надписью «При включенном станке не открывать!».
При повышенной опасности травмирования защитные ограждения (открывающиеся и съемные) должны иметь блокировку, автоматически отключающую станок при их открывании. При этом требования об окраске указанных поверхностей в желтый сигнальный цвет и нанесении с наружной стороны предупреждающего знака безопасности сохраняются.
2.1.16*. Станки и оборудование должны быть обеспечены устройствами (экранами), защищающими работающего на станке и людей, находящихся вблизи станка, от отлетающей стружки и смазочно-охлаждающей жидкости, а также не допускающими загрязнения ею пола.
В случае невозможности по техническим условиям применения защитных устройств при работе необходимо пользоваться защитными очками или щитками.
2.1.17. Защитные устройства, снимаемые чаще 1 раза в смену при установке и снятии обрабатываемой детали или инструмента, измерении детали, наладке станка и в других случаях, должны иметь массу не более 6 кг и крепление без применения ключей и отверток. Защитные устройства открывающегося типа при установившемся движении должны перемещаться с усилием не более 40 Н (4 кгс).
2.1.18. Защитные устройства не должны ограничивать технологических возможностей станка и вызывать неудобства при работе, уборке, наладке, приводить при открывании к загрязнению смазочно-охлаждающей жидкостью. При необходимости они должны быть снабжены рукоятками, скобами для удобства открывания, закрывания, съема, перемещения и установки.
Крепление защитных устройств должно быть надежным, исключающим случаи самооткрывания. Устройства, поддерживающие ограждения в открытом состоянии, должны надежно удерживать их в этом положении.
2.1.19. При выполнении работы на станке рабочий должен находиться на деревянном решетчатом настиле с расстоянием между планками не более 30 мм. В случаях, когда работу можно выполнять сидя, рабочее место должно соответствовать требованиям ГОСТ 12.2.032-78 «ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования».
2.1.20. В технологической документации на обработку изделий (карты технологического процесса, карты наладки и т.д.) должны быть указаны основные и вспомогательные приспособления и инструменты, защитные устройства, транспортные и грузоподъемные средства, а также способы, обеспечивающие безопасное ведение работ.
2.1.21. Станки при технической необходимости должны оснащаться индивидуальным подъемным устройством для установки заготовок массой более 8 кг, а также инструментов и приспособлений массой более 20 кг. Подъемное устройство должно удерживать груз в любом положении, даже в случае неожиданного прекращения подачи электроэнергии, масла, воздуха. Для установки заготовок массой более 25 кг следует использовать внутрицеховые подъемные средства.
2.1.22. Обрабатываемые на станках заготовки или детали должны прочно и надежно закрепляться.
2.1.23*. Станок должен быть отключен от питающей сети вводным выключателем ручного действия, размещенным в безопасном и удобном для обслуживания месте, в случае прекращения подачи электроэнергии, во время перерыва в работе или аварийной ситуации, которая может вызвать поломку оборудования, порчу обрабатываемой заготовки и травмирование, при закреплении или установке на станке обрабатываемой детали и снятии ее, а также чистке и смазке, уборке опилок и стружки.
2.1.24. Ширина цеховых проходов и проездов расстояние между металлорежущими или деревообрабатывающими станками и элементами зданий должны устанавливаться в зависимости от применяемого оборудования, транспортных средств, обрабатываемых заготовок и материалов и соответствовать требованиям норм технологического проектирования.
2.1.25. Рабочее место необходимо всегда содержать в чистоте и не загромождать.
На рабочих местах должна быть предусмотрена площадь, на которой располагаются стеллажи, тара, столы и другие устройства для размещения оснастки, материалов, заготовок, полуфабрикатов, готовых деталей и отходов производства.
2.1.26. Уровень освещенности на рабочем месте должен соответствовать требованиям СНиП II-4-79 «Естественное и искусственное освещение. Нормы проектирования».
2.1.27. Удаление металлической стружки со станка должно производиться соответствующими приспособлениями (крючками, щетками). Убирать стружку руками запрещается.
2.1.28*. Станки должны быть снабжены пристроенными или встроенными устройствами местного освещения зоны обработки. В устройствах пристроенного типа должна быть предусмотрена возможность удобной надежной установки и фиксации светильников в требуемом положении.
Напряжение для питания пристроенных светильников местного освещения с лампами накаливания должно быть не более 42 В.
Допускается применять питание напряжением 127 или 220 В для светильников любых конструкций (пристроенных, встроенных) с люминесцентными лампами при условии, что эти светильники не имеют токоведущих частей, доступных для случайных прикосновений.
2.1.29*. При вводе в эксплуатацию, после капитального ремонта электродвигателя с заменой обмотки, а также не реже 1 раза в 6 лет электрооборудование станка должно испытываться повышенным напряжением, должно измеряться сопротивление изоляции и проверяться непрерывность цепи защиты.
Сопротивление изоляции электрооборудования станка, измеренное мегаомметром на напряжение 500 - 1000 В между замкнутыми накоротко проводами силовых и соединенных непосредственно с ними цепей управления и сигнализации, с одной стороны, и цепью защиты, включающей корпус станка, c другой стороны, должно быть не менее чем 1 МОм.
Если цепи управления не имеют непосредственного соединения с силовыми цепями, то должны быть проведены отдельные измерения:
между силовыми цепями и цепью защиты;
между силовыми цепями и цепями управления и сигнализации;
между цепями управления и сигнализации и цепью защиты.
Элементы электронной аппаратуры, которые могут быть повреждены испытательным напряжением, если оно появится на контактных зажимах, должны быть на время испытания закорочены.
Цепи управления и сигнализации напряжением ниже 50 В должны быть испытаны, если они не содержат элементов электроники.
Электрооборудование станка должно быть в течение 1 мин. испытано повышенным напряжением, которое подводится:
между закороченными проводниками силовых цепей, включая любые цепи управления и сигнализации, соединенные непосредственно с силовыми цепями и цепью защиты, включая корпус станка;
между цепями управления и сигнализации (в случае их наличия) номинальным напряжением от 50 В и выше, не соединенными непосредственно с силовыми цепями и защитной цепью.
Значение повышенного (испытательного) напряжения должно составлять 85 % значения самого низкого напряжения, при котором все элементы и устройства были испытаны на предприятии-изготовителе, при минимальном значении 1500 В переменного тока.
Элементы и устройства, которые не рассчитаны на такое высокое испытательное напряжение (выпрямители, конденсаторы, электронные устройства), должны быть отключены на время испытания. Это требование не распространяется на помехозащитные конденсаторы, расположенные между частями, находящимися под напряжением, и незащищенными электропроводящими частями, которые должны выдерживать испытательное напряжение.
Проверка непрерывности цепи защиты производится внешним осмотром.
При возникновении сомнений следует проверить сопротивление между контактным зажимом наружного защитного провода и любой незащищенной электропроводящей частью электрооборудования и корпуса станка. Значение этого сопротивления не должно превышать 0,1 Ом.
2.1.30*. При вводе в эксплуатацию и после капитального ремонта станка необходимо провести его испытание в работе на холостом ходу в течение одного часа и под нагрузкой (не менее 50 % номинальной) для проверки правильности и исправности работы всех частей электрооборудования и соблюдения последовательности управления. При этом должно быть обращено внимание на надежность работы элементов аварийного отключения и проверена исправность цепи заземления.
2.1.31*. Измерения и испытания электрооборудования станков производит лицо, назначенное распоряжением по подразделению предприятия, с последующей записью результатов измерений и испытаний в журнал произвольной формы.
2.1.32. Производственная тара должна соответствовать ГОСТ 12.3.010-82 «ССБТ. Тара производственная. Требования безопасности при эксплуатации».
2.1.33. Тару следует устанавливать на площадках, обозначенных линиями или огражденных.
2.1.34*. При перемещении тары машинами или механизмами с вилочными или телескопическими захватами она должна размещаться на грузозахватных устройствах устойчиво, без перевеса на сторону.
Смещение тары за пределы длины опорной поверхности захвата не должно превышать 1/3 длины опорной поверхности тары.
Масса брутто тары не должна превышать грузоподъемности машины или механизма с учетом расположения центра тяжести тары на захвате.
Уложенный груз должен находиться ниже уровня бортов тары на 10 см.
На таре должны быть указаны ее назначение, номер, принадлежность подразделению, масса тары, масса брутто.
2.1.35*. Требования безопасности при работе с тарой должны быть включены в инструкции по охране труда для работающих с тарой.
2.1.36. Тара массой брутто более 50 кг должна подвергаться периодическому осмотру (техническому освидетельствованию) перед началом ее эксплуатации, через каждые 6 мес. и после ремонта.
2.1.37*. Тара, перемещаемая грузоподъемными машинами, на которые распространяются «Правила устройства и безопасной эксплуатации грузоподъемных кранов» (М.: Металлургия, 1971), должна подвергаться периодическому осмотру не реже одного раза в месяц.
2.1.38*. При периодическом осмотре тару следует проверять на соответствие ГОСТ 19822-88 «Тара производственная. Технические условия». Кроме того, необходимо проверять: отсутствие трещин, износа и искривлений в захватных устройствах для строповки; исправность фиксирующих и запорных устройств тары; наличие маркировки на таре.
2.1.39. Результаты периодического осмотра должны заноситься в «Журнал технического освидетельствования тары» (приложение 1).
2.1 а. ДОПОЛНИТЕЛЬНЫЕ ОБЩИЕ ТРЕБОВАНИЯ К ДЕРЕВООБРАБАТЫВАЮЩЕМУ ОБОРУДОВАНИЮ
2.1.40. У деревообрабатывающих станков рабочая часть режущих инструментов (пил, фрез, ножевых головок и т.п.) должна закрываться автоматически действующим ограждением, открывающимся во время прохождения обрабатываемого материала или инструмента только для его пропуска в соответствии с габаритами обрабатываемого материала по высоте и ширине.
Неподвижные ограждения допускается применять, когда исключена возможность соприкосновения станочника с приведенным в действие режущим инструментом.
2.1.41. Если в конструкции станка не предусмотрено полное ограждение режущего инструмента, то должна быть ограждена его нерабочая часть.
Ограждения нерабочей части режущих инструментов могут использоваться как приспособления для улавливания и направления отходов в устройствах для их удаления.
2.1.42. Ограждения режущих инструментов, которые необходимо открывать или снимать для замены и правки инструмента, должны быть сблокированы с пусковыми и тормозными устройствами.
Открываемые или легко снимаемые ограждения цепных, ременных, зубчатых и фрикционных передач, ведущих и ведомых звездочек цепных транспортеров должны быть сблокированы с пусковыми устройствами.
Блокирующее устройство должно исключать возможность пуска оборудования при незакрытых или снятых ограждениях, обеспечивать полную остановку двигателей приводов в случае открывания ограждений или их частей или исключать возможность открывания ограждений во время работы.
Установка ограждения в рабочее положение не должна вызывать самопроизвольного пуска станка; пуск станка должен осуществляться только от органа управления.
2.1.43. Процесс удаления отходов древесины от деревообрабатывающих станков должен быть механизирован.
При обработке древесины, имеющей влажность не более 20 %, для удаления опилок, стружек и пыли необходимо применять пневмотранспортные установки.
2.1.44. Материалы, заготовки и изделия у станков и рабочих мест должны быть уложены в стопы (штабеля, пакеты) высотой не более 1700 мм от пола.
2.1.45. Поверхность рабочих столов должна быть на 800 мм выше уровня пола.
2.1.46. При обработке заготовок длиной более 2 м спереди и сзади станка должны быть установлены опоры в виде подставок или столов с роликами для подачи и уборки готового материала.
2.1.47*. При невозможности применения устройств для отсасывания отходов непосредственно из зоны резания станков при работе на них должны применяться защитные очки.
2.1.48. При обработке материала с трещинами, сучками и косослоем должна снижаться скорость подачи. При автоматической подаче материала приближать руки к зоне подающих валиков запрещается.
2.2. СТАНКИ ТОКАРНОЙ ГРУППЫ ДЛЯ ОБРАБОТКИ МЕТАЛЛА
2.2.1. В универсальных станках, предназначенных для обработки заготовок диаметром до 630 мм включительно, зона обработки должна ограждаться защитным устройством (экраном). Со стороны, противоположной рабочему месту, в этой зоне также должен быть экран.
2.2.2. Зажимные патроны универсальных токарных и токарно-револьверных станков должны иметь ограждения, легко отводимые для установки и снятия заготовок и не ограничивающие технологических возможностей станков.
2.2.3. В токарно-карусельных станках планшайба должна иметь ограждение, не затрудняющее их обслуживание.
При расположении верхней плоскости планшайбы на высоте более 700 мм от пола она должна иметь сплошное перемещаемое ограждение на 50 - 100 мм выше уровня этой плоскости и дополнительно съемные щиты высотой 100 - 500 мм.
При расположении плоскости планшайбы на высоте менее 700 мм от пола она должна иметь стационарное ограждение в виде обода. Верх его должен располагаться на уровне низа Т-образных пазов планшайбы на расстоянии не менее 100 мм от нее. На ограждении должны быть установлены съемные щитки Г-образной формы, горизонтальная полка которых доходит (с зазором) до периферии планшайбы, а вертикальная - до пола. При расположении нижней кромки периферии планшайбы выше 200 мм от пола Г-образные щитки можно не устанавливать. Возможно применение ограждения (допустимо цепью) высотой 1000 мм и более. При этом предусматриваются удобное перемещение (при загрузке и выгрузке заготовок) и надежное закрепление ограждения во время работы станка.
2.2.4. Закрепляемые на планшайбах токарно-карусельных станков корпуса устройств, зажимающих обрабатываемую деталь, должны удерживаться на планшайбах в основном с помощью жестких упоров и дополнительно силой трения, создаваемой крепежными винтами.
2.2.5. В планшайбах карусельных станков должны предусматриваться ограничители, предотвращающие падение зажимных устройств с вращающихся планшайб.
2.2.6*. Прутковые токарные автоматы и прутковые револьверные станки должны иметь по всей длине прутков ограждения, снабженные шумопоглощающим устройством. В случае применения ограждения в виде направляющих труб, вращающихся вместе с прутками, или когда прутки с задней стороны выступают за пределы ограждений, прутковый магазин должен иметь круговое ограждение по всей длине.
2.2.7. Расположенное снаружи станка устройство для подачи прутков должно иметь ограждение, не затрудняющее доступ к нему.
2.2.8. Универсальные станки в случае выполнения на них прутковых работ должны при необходимости оборудоваться устройством, ограждающим пруток со стороны задней части шпинделя. Работать с прутком, выступающим за ограждающее устройство, запрещается.
2.2.9. Прутковый материал, подаваемый для обработки на станках, не должен иметь кривизны.
2.2.10. При закреплении детали в кулачковом патроне или использовании планшайб деталь должна захватываться кулачками на возможно большую длину. После закрепления детали кулачки не должны выступать из патрона или планшайбы за пределы их наружного диаметра. Если кулачки выступают, следует заменить патрон или установить специальное ограждение.
2.2.11. При установке патрона или планшайбы на шпиндель под них на станок должны подкладываться деревянные прокладки с выемкой по форме патрона (планшайбы).
2.2.12. Свинчивать патрон (планшайбу) внезапным торможением шпинделя запрещается. Свинчивание патрона (планшайбы) ударами кулачков о подставку допускается только при его ручном вращении; в этом случае должны применяться подставки с длинными ручками.
2.2.13. Допускается закреплять в кулачковом патроне без подпора центром задней бабки только короткие, длиной не более двух диаметров уравновешенные детали; в других случаях для подпора должна использоваться задняя бабка.
2.2.14. При обработке в центрах деталей длиной, равной 12 диаметрам и более, а также при скоростном и силовом резании деталей длиной, равной 8 диаметрам и более, должны использоваться дополнительные опоры (люнеты).
2.2.15. При обработке деталей в центрах сначала необходимо проверить закрепление задней бабки и после установки детали смазать центр. В процессе работы следует периодически смазывать задний центр, а при обточке длинных деталей проверять также осевой зажим.
2.2.16*. Резцы следует закреплять с минимально возможным вылетом из резцедержателя (вылет должен не превышать более чем в 1,5 раза высоту державки резца) и не менее чем двумя болтами. Режущая кромка резца должна быть выставлена по оси обрабатываемой детали.
Для правильной установки резцов относительно оси центров и надежности их крепления в суппорте необходимо использовать шлифованные прокладки, соответствующие линейным размерам опорной части державки резцов.
2.2.17. При надевании планшайбы на конец шпинделя ее необходимо очищать от стружки и загрязнения.
2.2.18. При обработке вязких металлов (сталей), дающих сливную ленточную стружку, должны применяться резцы с выкружками, накладными стружколомателями или стружкозавивателями. При обработке хрупких металлов (чугуна, бронзы и др.) и образовании мелкодробленой стальной стружки должны использоваться защитные устройства: специальные стружкоотводчики, прозрачные экраны или индивидуальные щитки (для защиты лица).
2.2.19. При работе на станке запрещается:
пользоваться зажимными патронами, если изношены рабочие плоскости кулачков;
работать при скоростном резании с невращающимся центром задней бабки;
работать со сработанными или забитыми центрами;
работать без закрепления патрона сухарями, предотвращающими самосвинчивание при реверсе;
тормозить вращение шпинделя нажимом руки на вращающиеся части станка или детали;
оставлять в револьверной головке инструмент, не используемый при обработке данной детали;
находиться между деталью и станком при установке детали на станок;
придерживать руками конец отрезаемой тяжелой детали или заготовки;
класть детали, инструмент и другие предметы на станину станка и крышку передней бабки;
закладывать и подавать рукой в шпиндель обрабатываемый пруток при включенном станке;
измерять обрабатываемую деталь (скобой, калибром, масштабной линейкой, штангенциркулем, микрометром и т.п.) до останова станка, отвода суппорта и револьверной головки на безопасное расстояние;
затачивать короткие резцы без соответствующей оправки.
2.2.20. При смене суппорта, установке и снятии деталей и инструмента, ручной обработке детали (зачистке, шлифовании), устранении биения револьверную головку и суппорт с инструментом необходимо отводить на безопасное расстояние. При зачистке изделий на станке шкуркой или порошком следует применять прижимные колодки.
2.3. СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ ДЛЯ ОБРАБОТКИ МЕТАЛЛА
2.3.1. В универсальных фрезерных станках консольных и с крестовым столом шириной 320 мм и более, а также во всех фрезерных станках с программным управлением операция закрепления инструмента должна быть механизирована. Органы управления приводом для закрепления инструмента должны быть расположены удобно.
2.3.2*. В горизонтально-фрезерных станках и вертикально-фрезерных станках высотой не более 2,5 м задняя часть шпинделя вместе с выступающим концом винта для закрепления инструмента, а также выступающий из поддержки конец фрезерной оправки должны ограждаться быстросъемными кожухами.
2.3.3. В универсальных фрезерных станках консольных и с крестовым столом шириной до 630 мм время остановки шпинделя (без инструмента) после его выключения должно быть не более 6 с.
2.3.4. При скоростном фрезеровании должны применяться ограждения и приспособления для улавливания и удаления стружки (специальные стружкоотводчики, улавливающие и отводящие стружку в стружкосборник), прозрачные экраны или индивидуальные средства защиты (очки, щитки).
2.3.5. На вертикально-фрезерных станках для закрепления фрез должны использоваться специальные механические приспособления (шомпола, штревели и др.). В конструкциях этих станков должны быть предусмотрены устройства, обеспечивающие удобный и безопасный доступ к указанным приспособлениям при смене инструмента.
2.3.6. Копировальные сверлильно-фрезерные станки должны иметь концевые выключатели фрезерных и сверлильных кареток в установленных положениях.
2.3.7. Привод к бабке резьбофрезерных станков должен быть огражден.
2.3.8. Конструкция сборных фрез должна предусматривать надежное и прочное крепление зубьев или пластин из твердого сплава в корпусе фрезы, исключающее выпадение их во время работы. Перед установкой фрезы должна проверяться целостность и правильность заточки пластин.
Использовать пластины, имеющие выкрошившиеся места, трещины, прижоги, а также режущий инструмент с затупленными кромками запрещается.
2.3.9. При установке и смене фрез на станке должны применяться специальные приспособления, предотвращающие порезы рук.
2.3.10. Обрабатываемые детали и приспособления, особенно соприкасающиеся базовые и крепежные поверхности, перед установкой на станок необходимо очищать от стружки и масла для обеспечения правильной установки и прочности крепления.
2.3.11. Отверстие шпинделя, хвостовик оправки или фрезы, поверхность переходной втулки перед установкой в шпиндель должны тщательно очищаться и протираться, забоины устраняться. При установке хвостовика инструмента в отверстие шпинделя он должен садиться плотно, без люфта.
2.3.12. Деталь должна закрепляться в местах, находящихся как можно ближе к обрабатываемой поверхности. При креплении детали к необработанным поверхностям должны применяться тиски и приспособления с насечкой на прижимных губках.
2.3.13. При использовании для закрепления деталей пневматических, гидравлических и электромагнитных приспособлений следует оберегать от механических повреждений трубки подачи воздуха или жидкости, а также электропроводку.
2.3.14. После установки и закрепления фрезы необходимо проверять радиальное и торцевое биение, которое должно быть не более 0,1 мм.
2.3.15. При смене обрабатываемой детали или ее измерении станок должен быть остановлен, режущий инструмент отведен на безопасное расстояние.
2.3.16. При установке фрез на оправку зубья их должны располагаться в шахматном порядке.
2.3.17. Работа на станке должна производиться при огражденной фрезе. В случае отсутствия ограждения рабочей зоны работа должна выполняться с применением защитных очков, щитков.
2.3.18. При работе станка скапливать стружку на фрезе и оправке запрещается. От вращающейся фрезы удалять стружку следует кисточками с ручкой длиной не менее 250 мм.
2.3.19. Для поддержания фрезы при выколачивании ее из шпинделя должны применяться эластичные прокладки. Поддерживать фрезу незащищенной рукой запрещается.
2.3.20. Фрезерная оправка или фреза должна закрепляться в шпинделе ключом только после включения коробки скоростей во избежание проворачивания шпинделя. Зажимать и отжимать фрезу ключом на оправке путем включения электродвигателя запрещается.
Оставлять ключ на головке затяжного болта после установки фрезы или оправки запрещается.
2.4. СТАНКИ СТРОГАЛЬНОЙ, ДОЛБЕЖНОЙ И ПРОТЯЖНОЙ ГРУПП ДЛЯ ОБРАБОТКИ МЕТАЛЛА
2.4.1. Продольно-строгальные станки для предотвращения выброса стола должны иметь тормозные, амортизирующие или ограничительные устройства.
2.4.2. Поперечно-строгальные и долбежные станки с ходом ползуна более 200 мм, а также продольно-строгальные должны оснащаться надежно действующими устройствами автоматического отвода резцедержателя при холостом ходе.
2.4.3. Поперечно-строгальные станки должны оснащаться стружкосборником и экраном, предотвращающим разбрасывание стружки за пределы стружкосборника.
2.4.4. В долбежных станках должно быть предусмотрено устройство, исключающее самопроизвольное опускание ползуна после выключения станка.
2.4.5. Долбежные станки с механическим (кулисным) приводом ползуна должны быть оборудованы блокировкой, не позволяющей переключать скорость долбяка (резца) при работающем станке.
2.4.6. На долбежных станках подъем подушки долбяка при холостом ходе должен быть автоматизирован, за исключением станков с ходом ползуна 100 - 200 м.
2.4.7. Вертикально-протяжные станки для внутреннего протягивания должны иметь ограждение, предохраняющее работающих от травм в случае выпадения протяжки из патрона возвратного механизма.
2.4.8. Над зоной выхода протяжки из заготовки на горизонтально-протяжных станках, следует устанавливать откидной экран со смотровым окном, защищающий работающих, от отлетающей стружки и возможного травмирования их кусками протяжки в случае ее разрыва.
2.4.9. В горизонтально-протяжных станках, работающих протяжками массой более 8 кг, должны предусматриваться поддерживающие их опоры на входе протяжки в заготовку и выходе из нее. На станках должно быть приспособление, обеспечивающее механизированный возврат протяжки в исходное положение после рабочего хода.
2.4.10. При установке обрабатываемой детали на станок и снятии ее стол или ползун должен отводиться на максимальное расстояние от суппорта.
2.4.11. Перед установкой заготовки на станок необходимо протирать ее и поверхность закрепляющих устройств, а также проверять исправность резцедержательной головки.
2.4.12. Установленная заготовка не должна задевать стойки или суппорт при работе станка. Правильность установки детали на небольших станках должна проверяться путем перемещения стола или ползуна вручную, а на крупных - с помощью масштабной линейки (если невозможно вручную).
2.4.13. Обрабатываемые детали должны закрепляться специальными крепежными деталями (болтами, прижимными планками, упорами). Упоры должны воспринимать усилия резания.
2.4.14. Проверять рукой остроту и исправность резца при работе станка запрещается.
2.4.15. Откидывать резец руками во время холостого (обратного) хода станка запрещается.
2.4.16. Устанавливаемые резцы должны быть правильно заточены и не иметь трещин и надломов.
2.4.17. При долблении в упор должен оставаться достаточный выход для резца и стружки.
2.4.18. Регулировка и крепление кулачков ограничителя хода должны производиться только после выключения станка и прекращения движения его частей.
2.4.19. Во время работы станка очищать и поправлять режущий инструмент, приспособления и обрабатываемые детали запрещается.
2.4.20. При работе с длинными протяжками на горизонтально-протяжных станках должны применяться движущиеся люнеты.
2.4.21. Работать на двухколонном вертикально-протяжном станке двум рабочим запрещается. При установке детали на одну из колонн находиться у другой запрещается.
2.5. СТАНКИ СВЕРЛИЛЬНОЙ И РАСТОЧНОЙ ГРУПП ДЛЯ ОБРАБОТКИ МЕТАЛЛА
2.5.1. Все детали, предназначенные для обработки, за исключением особо тяжелых, должны устанавливаться в соответствующие приспособления (тиски, кондукторы и т.п.), закрепляемые на столе (плите) сверлильного станка, и крепиться в них. Для крепления тонкого листового металла следует применять специальные приспособления (гидравлические, рычажные и др.).
К столу станка тиски необходимо крепить болтами, соответствующими размеру паза стола; возможно также крепление деталей прижимными планками, упорами и т.п.
2.5.2. Установка и снятие обрабатываемых деталей во время работы станка допускаются только при использовании специальных позиционных приспособлений (поворотных столов конвейеров и др.), обеспечивающих полную безопасность работы. Станки должны быть оборудованы устройствами, возвращающими шпиндель в исходное положение после его подачи. При отсутствии указанной оснастки установка и снятие деталей должны производиться только после отключения и полной остановки станка.
2.5.3. При закреплении инструмента в шпинделе с помощью клиньев, винтов, планок и других устройств эти элементы не должны выступать за пределы шпинделя. В случае невозможности выполнения этого требования поверхность указанных элементов следует закрывать защитным устройством.
2.5.4. Вставлять или вынимать сверло или другой инструмент из шпинделя до полного прекращения его вращения запрещается.
Удалять сверла из шпинделя следует специальным клином, который нельзя оставлять в пазу шпинделя.
2.5.5. Использовать на станках инструмент с забитыми или изношенными конусами и хвостовиками запрещается.
2.5.6. Во время работы станка проверять рукой остроту режущих кромок инструмента, глубину отверстия и выход сверла из отверстия в детали, охлаждать сверла мокрыми концами или тряпкой запрещается.
2.5.7. Стружка из просверленных отверстий должна удаляться гидравлическим способом, магнитами, металлическими крючками и др. только после остановки станка и отвода инструмента.
2.5.8. Сверлить отверстия в вязких металлах следует спиральными сверлами со стружкодробильными каналами.
2.5.9. Для съема инструмента должны применяться специальные молотки и выколотки, изготовленные из материала, от которого не отделяются частицы при ударе.
2.5.10. Запрещается во время работы подводить трубопровод эмульсионного охлаждения к инструменту или производить его крепление, а также переналадку станка.
2.5.11. Работать на сверлильных станках в рукавицах запрещается. Установка и снятие крупногабаритных деталей должны производиться в рукавицах только после остановки станка.
2.6. СТАНКИ ОТРЕЗНОЙ ГРУППЫ ДЛЯ ОБРАБОТКИ МЕТАЛЛА
2.6.1. Отрезные круглопильные станки с передней стороны должны оснащаться перемещаемым в сторону, или откидным, или съемным экраном, защищающим работающего от стружки, отлетающей при резании.
Нерабочий участок пилы отрезного круглопильного станка должен быть огражден.
2.6.2. Отрезные круглопильные станки должны оснащаться устройствами для автоматической очистки впадин зубьев от стружки во время работы.
2.6.3. Ленточно-отрезные станки должны иметь ограждение режущего полотна по всей длине, за исключением участка в зоне резания.
Шкивы ленточно-отрезного полотна должны быть ограждены по окружности и с боковых сторон.
2.6.4. Ленточно-отрезные станки должны оснащаться устройством, предотвращающим травмирование режущим полотном в случае его разрыва.
2.6.5. В отрезных станках устройства для поддерживания материала (от которого производится отрезка) и отрезанных заготовок должны быть такими, чтобы исключалось падение с них материала и заготовок.
2.6.6. Передняя часть пильной рамы ножовочной пилы не должна выходить за торец рукава станка или должна ограждаться защитным устройством.
2.6.7. Отрезные круги абразивно-отрезных станков должны быть ограждены защитными кожухами, отвечающими требованиям ГОСТ 12.3.028-82 «ССБТ. Процессы обработки абразивным и эльборовым инструментом. Требования безопасности». На внешнем торце кожухов должны быть удобно снимающиеся или открывающиеся крышки, надежно закрепляемые в рабочем положении.
2.6.8. Кромки кожухов отрезных пил и кругов, ленточных пил у зоны их раскрытия, а также внутренние поверхности кожухов должны быть окрашены в желтый сигнальный цвет.
2.6.9. Конструкция пылезаборников абразивно-отрезных станков должна обеспечивать эффективное захватывание искрового факела, отходящего от зоны резания.
Конструкция пылезаборника и отходящего от него к отсасывающему устройству воздуховода должна предусматривать возможность удобной очистки их от нагара, образующегося при контакте раскаленных металлических частиц с внутренними поверхностями пылезаборника и воздуховода.
Абразивно-отрезные станки при технической необходимости должны комплектоваться индивидуальными отсасывающими устройствами. В случае применения в отсасывающем устройстве тканевых фильтров ткань должна быть огнестойкой или на участке всасывания перед устройством должен быть установлен искроулавливатель.
2.6.10. При заточке круглых пил должна быть сохранена концентричность вершин всех зубьев относительно оси вращения диска. Заточка пил должна производиться в соответствии с требованиями заводской инструкции.
2.6.11. Применять круглые пилы с трещинами на диске или зубьях, с двумя подряд выломанными зубьями, с выщербленными или отпавшими от зубьев пластинками из быстрорежущей стали или твердого сплава, выпучинами на диске и с зубьями, прижженными при заточке, запрещается.
2.6.12. Устанавливать на станки пильные диски с диаметром отверстия больше диаметра вала (шпинделя), а также применять вставные кольца (втулки) для уменьшения диаметра отверстия в диске запрещается.
2.6.14. Во время работы станка стоять в плоскости вращения диска пилы, выталкивать стружку из сегментов диска при его вращении, а также поддерживать руками отрезаемый конец заготовки запрещается.
2.6.15. При механической обработке металлов резанием на металлорежущих станках необходимо соблюдать требования ГОСТ 12.3.025-80 «ССБТ. Обработка металлов резанием. Требования безопасности».
2.7. НОЖНИЦЫ ДЛЯ РЕЗКИ МЕТАЛЛА
2.7.1. Гильотинные ножницы для резки листового металла должны быть снабжены:
столом, установленным на уровне неподвижного ножа;
направляющей и предохранительной линейками, позволяющими видеть место разреза;
регулируемыми упорами для ограничения подачи разрезаемого листа;
механическими или гидравлическими прижимами для фиксации разрезаемого металла;
предохранительными устройствами, сблокированными с пусковыми механизмами и исключающими возможность попадания пальцев рук работающих под ножи и прижимы.
2.7.2. Цилиндрические прижимы гильотинных ножниц, установленные перед ограждающим (защитным) устройством зоны ножей, должны быть закрыты по окружности специальными ограждениями, регулируемыми по высоте в зависимости от толщины разрезаемого материала.
2.7.3. Узкие полосы, которые не могут быть прижаты прижимами, разрезать запрещается.
2.7.4. Гильотинные ножницы должны быть оборудованы запирающимися разъединительными устройствами для отключения электродвигателя во время простоя или перерыва в работе ножниц.
2.7.5. Конструкции ножниц и предохранительных устройств должны не допускать самопроизвольного опускания верхнего ножа.
2.7.6. Опорная поверхность педали ножниц должна быть прямой, нескользкой, иметь закругленный торец и на расстоянии 110 - 130 мм от него - упор для носка ноги. Педаль должна быть защищена прочным кожухом, открытым только с фронта обслуживания. Верхний край кожуха должен быть закруглен. Усилие на педаль ножниц должно быть в пределах 25 - 35 Н (2,5 - 3,5 кгс).
Опорная поверхность педали должна быть установлена на высоте 80 - 100 мм от уровня пола; включение ножниц на рабочий ход должно происходить после прожатия педали соответственно на 45 - 70 мм. Педаль ножниц должна быть переносной.
2.7.7. Ручные рычажные ножницы должны быть надежно закреплены на специальных стойках, верстаках, столах.
2.7.8. Ручные маховые ножницы должны быть оборудованы прижимами на верхнем подвижном ноже, амортизатором для смягчения удара ножедержателя и противовесом, удерживающим верхний подвижный нож в безопасном положении.
2.7.9. Эксплуатация ножниц при наличии вмятин, выщербин или трещин в любой части ножей, а также при затупленных и неплотно соприкасающихся режущихся кромках ножей запрещается.
2.7.10. Во избежание травмы рук и для обеспечения свободного продвижения полос в штампах зазор между ножами ножниц должен быть не более 0,05 толщины разрезаемого листового материала.
2.7.11. При работе ручными ножницами применение вспомогательных рычагов для удлинения ручек или резка с ударами по лезвиям или ручкам запрещается.
2.8. СТАНКИ ГИБОЧНЫЕ, ПРАВИЛЬНЫЕ И ПРОФИЛЕГИБОЧНЫЕ ДЛЯ ОБРАБОТКИ МЕТАЛЛА
2.8.1. Гибочные и профилегибочные станки должны быть оборудованы приемными устройствами (столами и др.) с предохранительными ограждениями.
2.8.2. Гибочные станки должны иметь устройства, контролирующие и ограничивающие опускание и подъем траверсы (сверх установленного размера), а также устройства для отключения электродвигателя при включении ручного механизма перемещения траверсы.
2.8.3. Роликовые станки для гибки и малковки профилей должны быть оснащены защитными устройствами, исключающими возможность попадания пальцев работающего между роликом и заготовкой.
2.8.4. Не допускается работа на гибочном станке в следующих случаях:
при опережении одного конца или неравномерном (рывками) перемещении траверсы;
при несоответствии хода траверсы (верхнего вала) показаниям индикатора;
при значительном провисании верхнего вальца и прогибе постели при прокатывании.
2.8.5. Измерение и освобождение заготовки на профилегибочных станках во время поворота гибочных рычагов запрещается.
2.9. СТАНКИ ЛЕНТОЧНОПИЛЬНЫЕ ВЕРТИКАЛЬНЫЕ ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ
2.9.1. Ленточнопильные вертикальные станки для продольной распиловки древесины должны соответствовать требованиям, изложенным в разд. 2.1 и 2.1а настоящих Правил, а также требованиям ГОСТ 12.2.026.17-82 «ССБТ. Оборудование деревообрабатывающее. Станки ленточнопильные вертикальные для продольной распиловки бревен. Требования безопасности».
2.9.2. Пила станка в нерабочей зоне вместе со шкивами должна иметь сплошное неподвижное, а в рабочей зоне - подвижное ограждение, устанавливаемое по высоте (толщине) распиливаемой древесины. Станки должны быть оборудованы автоматически действующим устройством для улавливания пильной ленты при ее обрыве и передвижным приспособлением у задней кромки пильной ленты для ее правильного направления. Полотно ленточной пилы должно соответствовать требованию п. 2.6.13 настоящих Правил.
2.9.3. Для надевания и снятия пильной ленты со шкивов станка тяжелого типа необходимо применять специальные приспособления, исключающие возможность ее падения.
2.9.4. Станки должны быть снабжены устройствами, автоматически очищающими шкивы, пильную ленту, направляющий и опорный рельсы от опилок и смолы.
2.9.5. Механизм зажима тележки должен обеспечивать крепление распиливаемого материала при рабочем и обратном (холостом) ходах.
2.9.6. На станках должна быть прикреплена табличка со сведениями об усилии, необходимом для натяжения пильной ленты в зависимости от ее ширины и толщины.
2.9.7. На пультах станков должна устанавливаться световая сигнализация о натяжении пильной ленты: зеленый цвет характеризует нормальное, красный - недостаточное (или чрезмерное) натяжение пильной ленты.
2.9.8. Тележки ленточнопильных станков, на которые подается распиливаемый материал, должны иметь бесступенчатое регулирование скорости движения.
2.9.9. На концах рельсового пути должны быть установлены ограничительные упоры, препятствующие движению тележки.
2.9.10. Станки должны быть оборудованы защитными и блокирующими устройствами, исключающими их пуск при открытом фундаментном приямке в зоне монтажа-демонтажа пильной ленты.
2.9.11. При повороте кронштейна надрезающей дисковой пилы на угол более 40° электромеханический привод ее перемещения должен включаться на подъем.
2.9.12. Перемещение надрезающей дисковой пилы и верхней направляющей ленточной пилы вверх и вниз должно быть ограничено соответствующими выключателями привода перемещения.
2.10. СТАНКИ КРУГЛОПИЛЬНЫЕ ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ
2.10.1. Круглопильные станки для продольной распиловки древесины должны соответствовать требованиям, изложенным в разд. 2.1 и 2.1а настоящих Правил, а также требованиям ГОСТ 12.2.0.26.11-81 «ССБТ. Оборудование деревообрабатывающее. Станки круглопильные. Требования безопасности».
2.10.3. Ширина щели для пилы на столе станка должна быть не более 10 мм.
2.10.4. Пилы, установленные на одном валу, должны иметь одинаковые номинальный диаметр, толщину, профиль зубьев, развод или плющение. Допускается устанавливать пилы диаметрами, отличающимися не более чем на 5 мм.
2.10.5. Станки должны иметь реверсирование подачи обрабатываемого материала и пилы.
2.10.6. При продольной распиловке древесины на однопильном станке позади пилы в одной плоскости с нею должен быть установлен расклинивающий нож.
На станках с двумя пильными валами расклинивающие и направляющие ножи должны быть расположены за пилами, установленными на заднем ходу подачи пильному валу.
2.10.7. При продольной распиловке на многопильных станках позади пил, в одной плоскости с ними должны быть установлены расклинивающие и направляющие ножи. Расклинивающие ножи устанавливают позади крайних пил так, чтобы превышение толщины ножа над шириной пропила приходилось на наружную сторону от плоскости пропила со стороны рейки, а направляющие - позади пил, расположенных между крайними пилами.
2.10.8. Расклинивающие и направляющие ножи должны удовлетворять следующим требованиям:
толщина расклинивающего ножа должна превышать ширину пропила на 0,5 мм для пил диаметром до 600 мм и на 1 - 2 мм для пил диаметром более 600 мм;
толщина направляющих ножей должна быть равна расчетной ширине пропила (толщина пилы плюс размер развода или плющения зубьев);
ширина скоса заостренной части ножей должна быть не менее 5 мм и не должна превышать 1/5 части их ширины;
высота ножей должна быть не меньше высоты рабочей части пилы;
зазор между ножом по всей длине его заостренной части и линией вершин зубьев пилы не должен превышать 10 мм;
конструкция крепления ножей должна обеспечивать возможность быстрой смены пил разного диаметра и устойчивость в плоскости пропила;
конструкция ножей должна обеспечивать их перемещение в вертикальной и горизонтальной плоскостях и надежное закрепление относительно установленной пилы.
2.10.9. Независимо от применения расклинивающих и направляющих ножей по всей ширине просвета перед пилами должно быть установлено не менее двух завес из подвижных предохранительных упоров, изготовленных из стальных прямых пластинок или зубчатых криволинейной формы, обеспечивающих сохранение постоянного угла заклинивания 55 - 65º при обработке материала любой толщины (на станки с подачей обрабатываемого материала посредством тележек и кареток это требование не распространяется). Завесы должны быть связаны между собой.
Упоры должны быть плотно насажены на валики, прочно закреплены в опорах с таким расчетом, чтобы они поднимались под действием подаваемого в станок материала и свободно опускались в исходное положение только в одной плоскости перпендикулярно рабочей поверхности стола станка. Упоры должны быть острыми.
Зазор между нижними кромками упоров и поверхностью подающего устройства станка должен быть не более 2 мм, между пластинами упоров - не более 1 мм.
2.10.10. Станки должны быть оснащены устройством для отвода завес из предохранительных упоров.
Подъем по ходу подачи завесы должен осуществляться органом управления, сблокированным с пусковым устройством станка. В момент отвода завесы механизмы резания и подачи должны быть отключены, пилы не должны вращаться.
2.10.11. Направляющая линейка должна легко перемещаться по столу, устанавливаться параллельно пильному диску и прочно закрепляться в требуемом положении. Конструкция направляющей линейки должна исключать возможность заклинивания распиливаемого материала между линейкой и пилой.
2.10.12. Одновременно распиливать пачку заготовок без специального приспособления, обеспечивающего прижатие их к направляющей линейке и столу, запрещается.
2.10.13. Нижняя часть пилы под столом станка при отсутствии закрывающего ее приемника опилок должна быть ограждена с обеих сторон металлическими щитками, расположенными на расстоянии не более 100 мм один от другого и перекрывающими пилу наибольшего диаметра для данного станка не менее чем на 100 мм.
В станках с глухой станиной, полностью предотвращающей доступ под станком к пилам, для их смены или осмотра следует устраивать закрывающиеся дверцы. Дверцы должны быть сблокированы с пусковым устройством станка.
2.10.15. Скорость резания пилы при продольной распиловке должна быть не менее 50 м/с.
2.10.16. На станках с гусеничной подачей дополнительно должен быть установлен нижний ряд упоров.
2.10.17. У станков с гусеничной подачей должны быть ограждены звездочки и нерабочие части подающей гусеницы.
2.10.18. У станков с цепной подачей зазоры между подающей цепью и столом, а также между звеньями цепи должны быть не более 5 мм.
2.10.19. Предохранительные упоры ребрового станка должны быть прижаты к боковым поверхностям обрабатываемого материала.
Зубья пилы, находящейся в исходном положении, должны перекрываться ограждением не менее чем на 50 мм.
2.10.21. На станках с ручной подачей распиливать материал короче 400 и уже 30 мм без применения специальных шаблонов, а материал круглого сечения - без применения каретки с надежным зажимом запрещается. Допиливание материала при ручной подаче должно производиться с помощью толкателя.
2.11. СТАНКИ КРУГЛОПИЛЬНЫЕ ДЛЯ ПОПЕРЕЧНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ
2.11.1. Круглопильные станки для поперечной распиловки древесины должны соответствовать требованиям, изложенным в разд. 2.1 и 2.1а и пп. 2.10.2 - 2.10.5, 2.10.15 и 2.10.20 настоящих Правил, а также требованиям ГОСТ 12.2.026.11-81.
2.11.2. Направление вращения пильного диска должно быть таким, чтобы обеспечить прижим распиливаемого материала к опорным поверхностям (столу, упору, направляющей линейке).
Профиль зубьев должен соответствовать требованиям п. 2.10.14 настоящих Правил.
2.11.3. Работать на станках с качающимися и подвижными рамами при вибрировании и отталкивании рамы в сторону рабочего в момент возвращения пилы в исходное (нерабочее) положение запрещается.
2.11.4. У станков с нижним расположением пилы ограждение пил должно быть сблокировано так, чтобы его опускание на стол или распиливаемый материал происходило раньше, чем пила выйдет из прорези.
2.11.5. Станки должны оборудоваться двуручным управлением, исключающим возможность их включения одной рукой.
2.11.6. Торцовка пиломатериалов длиной менее 300 мм должна производиться с применением специальных приспособлений, обеспечивающих безопасность работающего, при удержании и зажиме обрабатываемого материала.
2.11.7. У станков с ручной подачей материала на пилу, используемых для распиловки фанеры, плит, щитов и т.п., должно быть установлено ограждение заднего сектора пильного диска, имеющего конфигурацию направляющего ножа толщиной, не превышающей ширину пропила. При достаточной жесткости и прочности это ограждение может быть использовано также в качестве опоры для ограждения верхней части пильного диска.
2.11.8. Рамки педальных станков должны быть уравновешены. Для уменьшения вибрации пильной рамки при возвращении ее в исходное положение до упоров под последние должны подкладываться эластичные подкладки.
2.11.9. При работе на балансирной пиле находиться в плоскости вращения пильного диска запрещается.
Передвижение рамы станка, перемещение и зажим с обеих сторон распиливаемых бревен должны производиться механически. В исходном положении пила должна быть полностью закрыта ограждением, нижняя кромка которого перекрывает зубья не менее чем на 100 мм.
2.11.10. У станков для продольного и поперечного раскроя листовых материалов должно быть раздельное включение пил продольного и поперечного резания.
2.11.11. Реверс подачи у станков для продольного и поперечного раскроя листовых материалов должен осуществляться при отведенной пиле поперечного резания.
2.12. СТАНКИ СТРОГАЛЬНЫЕ ДЛЯ ОБРАБОТКИ ДЕРЕВА
2.12.1. Строгальные деревообрабатывающие станки должны соответствовать требованиям разд. 2.1 и 2.1а настоящих Правил, а также требованиям ГОСТ 12.2.026.2-80 «ССБТ. Оборудование деревообрабатывающее. Станки строгальные. Требования безопасности».
2.12.2. На строгальных станках ножевые валы должны быть сбалансированы, иметь цилиндрическую форму и устройства для быстрого и надежного закрепления ножей.
Конструкция крепления ножей на ножевом валу должна исключать их вылет.
2.12.3. Вставные стружколоматели должны плотно прилегать к поверхности ножей по всей их длине, быть одинаковой формы и не иметь выработанных и выщербленных мест.
2.12.4. Механизм подачи должен быть сблокирован с ножевыми валами станка так, чтобы остановка любого из них вызывала остановку механизма подачи.
2.12.5. Наименьшая длина обрабатываемого материала должна быть на 100 мм больше расстояния между осями подающих устройств.
2.12.6. Лезвия ножей не должны выступать за кромку стружколомателей более чем на 1,5 мм и должны описывать окружность одного диаметра.
2.12.7. На станках, оборудованных заточными приспособлениями, должно быть предусмотрено блокирующее устройство, исключающее возможность включения привода шлифовального круга и перемещения каретки этого приспособления при вращающемся ножевом вале.
2.12.8. При отсутствии автоподатчика на фуговальном станке рабочая часть ножевого вала должна быть закрыта автоматически действующим ограждением, открывающим ножевой вал только на ширину обрабатываемой детали.
2.12.9. Нерабочая часть режущего инструмента фуговальных и четырехсторонних строгальных станков должна быть полностью закрыта выдвижным ограждением в соответствии с шириной обрабатываемых заготовок.
Крепить направляющую линейку струбцинами запрещается.
2.12.10. Края столов у щели ножевого вала фуговальных станков должны быть снабжены стальными остроскошенными накладками, закрепленными заподлицо с поверхностью стола.
Расстояние между кромками накладок и траекторией, описываемой лезвиями ножей, должно быть не более 3 мм. Края накладок должны быть ровными, без выщербин и зазубрин.
2.12.11. Строгание на станках с ручной подачей заготовок короче 400, уже 50 или тоньше 30 мм должно производиться с применением специальных колодок-толкателей.
2.12.12. Рейсмусовые и четырехсторонние строгальные станки должны быть оснащены блокирующим устройством, не позволяющим перемещать стол по высоте от механического привода при вращающемся ножевом вале.
2.12.13. Для безопасного пропуска через рейсмусовый станок одновременно нескольких заготовок, отличающихся по толщине, передние подающие вальцы и передние прижимы должны быть секционными. Независимо от наличия секционных подающих вальцов у всех станков должны устанавливаться предохранительные упоры. На переднем краю стола должна быть дополнительно установлена завеса из задерживающих качающихся планок. При отключении противовыбрасывающих устройств должен автоматически отключаться привод подачи в направлении обработки.
На четырехсторонних строгальных станках должно быть предусмотрено реверсирование для вывода обрабатываемой заготовки.
2.12.14. Рейсмусовые станки должны иметь встроенное приспособление для установки, заточки и правки ножей.
Нерабочая часть шлифовального круга заточного приспособления должна быть полностью ограждена.
2.12.15. Перед подающими устройствами продольно-фрезерных (строгальных) станков должны устанавливаться ограничители предельного сечения заготовок, пропускаемых через станок.
Подающие механизмы должны быть закрыты щитками или кожухами. Нерабочая часть нижних ножевых валов должна закрываться выдвижным ограждением в соответствии с шириной обрабатываемого материала.
2.13. СТАНКИ ФРЕЗЕРНЫЕ ДЛЯ ОБРАБОТКИ ДЕРЕВА
2.13.1. Фрезерные деревообрабатывающие станки должны соответствовать требованиям, изложенным в разд. 2.1 и 2.1а настоящих Правил, а также требованиям ГОСТ 12.2.026.3-80 «ССБТ. Оборудование деревообрабатывающее. Станки фрезерные. Требования безопасности».
2.13.2. Ограждения режущих инструментов копировальных станков с верхним расположением шпинделя при углублении инструмента в заготовку должны закрывать его оставшуюся часть, а при выходе инструмента из заготовки должны его полностью ограждать.
2.13.3. В процессе фрезерования обрабатываемые детали должны быть прочно закреплены в специальных приспособлениях (салазках, каретках, шаблонах, цулагах) или прочно удерживаться посылочными механизмами станка.
Заготовки сечением 40 < Setimes > 40, длиной 400 мм и менее фрезеровать на станках вручную без специальных приспособлений запрещается.
2.13.4. В станках с ручной подачей при сквозном фрезеровании, детали в процессе обработки должны быть прижаты к направляющей линейке и к столу станка.
2.13.5. Крепление шпинделей и режущего инструмента должно быть таким, чтобы исключалась возможность самоотвинчивания их при вращении в разных направлениях.
2.13.6. Станки должны иметь блокирующее устройство, исключающее включение станка при застопоренном шпинделе.
2.13.7. Для обработки заготовок режущим фрезерным инструментом диаметром более 200 мм или сборными фрезами на станках с нижним расположением шпинделя должны предусматриваться дополнительные кронштейны для удержания верхней части шпинделя.
2.13.8. При несквозном фрезеровании или фрезеровании с середины у направляющей линейки следует устанавливать ограничительные упоры, соответствующие длине фрезеруемого участка.
2.13.9. Шпиндельные насадки станков должны иметь приспособления для их фиксации.
2.13.10. Криволинейное фрезерование деталей должно производиться только в специальных цулагах с зажимами.
2.13.11. На станках с нижним расположением шпинделя диаметр отверстия в столе для шпинделей не должен превышать диаметр шпинделя более чем на 30 мм.
2.13.12. При работе на станке без направляющей линейки должны применяться салазки, а также цулаги или шаблоны, опирающиеся на кольцо ниже фрезы.
2.13.13. Фрезерные станки с механической подачей, в том числе карусельно-фрезерные и копировально-фрезерные, должны быть оснащены приспособлениями для крепления к столу шаблонов, а шаблоны в свою очередь иметь приспособления для надежного крепления обрабатываемых деталей.
2.13.14. Модельные и горизонтальные копировальные станки должны быть оборудованы передвижными экранами из прозрачного материала.
2.14. СТАНКИ ТОКАРНЫЕ ДЛЯ ОБРАБОТКИ ДЕРЕВА
2.14.1. Токарные деревообрабатывающие станки должны соответствовать требованиям, изложенным в разд. 2.1 и 2.1а настоящих Правил, а также требованиям ГОСТ 12.2.026.13-81 «ССБТ. Оборудование деревообрабатывающее. Станки токарные и круглопалочные. Требования безопасности».
2.14.2. При обработке крупномерных заготовок необходимо применять приспособление для поднятия, установки и снятия обрабатываемой заготовки.
Для обработки деталей длиной более 800 мм токарные станки должны быть обеспечены переставными люнетами.
2.14.3. Для шлифования выточенных деталей станки должны быть обеспечены специальными колодками.
2.14.4. На станках, оборудованных лобовыми устройствами, при работе в центрах (при снятой планшайбе) должно быть предусмотрено ограждение шпинделя.
2.14.5. Конструкция крепления подручника на токарных станках должна исключать самопроизвольное его смещение в процессе работы.
2.14.6. При обработке склеенных деталей необходимо применять жесткие металлические опорные пластинки для передней гребенки и заднего центра.
2.14.7. Окружная скорость при обтачивании цельных деталей должна быть не более 15 м/с, склеенных деталей - не более 10 м/с.
2.14.8. Станки должны быть оборудованы пылеприемниками и шарнирно-передвижными экранами из прозрачного ударопрочного материала, устанавливаемыми в зоне обработки.
На станках должно быть блокирующее устройство, предотвращающее включение станка при застопоренном для смены планшайбы шпинделе.
2.15. СТАНКИ ШЛИФОВАЛЬНЫЕ ДЛЯ ОБРАБОТКИ ДЕРЕВА
2.15.1. Шлифовальные деревообрабатывающие станки должны соответствовать требованиям, изложенным в разд. 2.1 и 2.1а настоящих Правил, а также требованиям ГОСТ 12.2.026.7-80 «ССБТ. Оборудование деревообрабатывающее. Станки шлифовальные. Требования безопасности».
2.15.2. Рабочие органы, несущие шлифовальную шкурку (цилиндры, диски, бобины, шкивы и вальцы), должны быть сбалансированы.
Допустимый дисбаланс и условия балансировки (статическая или динамическая) должны быть указаны в заводских документах на конкретные модели станков.
2.15.3. Шлифовальная шкурка на станках должна быть пропитана антистатическим составом, а станки должны иметь устройства, исключающие возможность накопления зарядов статического электричества.
2.15.4. Запрещается применение на станках надорванной, неплотно склеенной или имеющей неровные края шлифовальной шкурки.
2.15.5. В ленточных станках соединительный шов склейки шлифовальной ленты должен быть выполнен так, чтобы ее внешняя (рабочая) сторона была обращена в сторону, обратную направлению ее движения.
2.15.6. В цилиндрических станках конструкция крепления шлифовальной шкурки должна обеспечивать плотное прилегание ее к цилиндру, отсутствие складок и выступающих краев и надежное затягивание. Верхний перекрывающий край шкурки в местах соединения на цилиндрах должен быть обращен в сторону, обратную направлению вращения цилиндра.
2.15.7. В дисковых станках ширина шлифовальной шкурки должна соответствовать диаметру диска станка. Шлифовальная шкурка должна прочно закрепляться на диске и не иметь складок, выступающих краев и других дефектов.
2.15.8. Ленточные станки должны иметь устройства, обеспечивающие постоянное натяжение шлифовальной ленты в процессе работы.
2.15.9. Скорость шлифовального диска диаметром 750 мм на станках должна быть не более 38 м/с на периферии.
На ленточных станках при применении чугунных шкивов скорость шлифовальной ленты должна быть не более 30 м/с.
2.15.10. В широколенточных станках шлифовальные ленты должны быть полностью закрыты.
На узколенточных станках должна быть ограждена верхняя (нерабочая) часть шлифовальной ленты.
2.15.11. Ограждающие устройства шкивов и нерабочей части ленты, цилиндров, дисков и щеточных валиков должны быть совмещены с пылеприемниками пневмосистемы, обеспечивающими эффективное пылеудаление.
2.15.12. При шлифовании мелких или криволинейных деталей должны применяться специальные приспособления, исключающие возможность травмирования рук работающего.
2.15.14. Широколенточные станки должны иметь блокирующее устройство, не позволяющее включать станок при открытых дверцах ограждения вальцов шлифовальной ленты, незакрепленной консольной балке шлифовального агрегата и открытых ручках консольных балок и отключающее станок в случаях, перечисленных в п. 2.15.13, а также иметь блокирующее устройство для остановки вращающихся частей станка при сбегании ленты с вальцов шлифовального агрегата или ее обрыве.
2.15.15. Широколенточные шлифовальные станки с контактным вальцом должны иметь со стороны подачи противовыбрасывающее устройство.
2.15.16. Цилиндровые станки должны иметь блокирующие устройства, обеспечивающие выключение станка при пропуске заготовок с отклонениями по толщине, а также невозможность включения привода механического перемещения конвейера или подающих вальцов при их ручном перемещении.
2.15.17. Дисковые станки с бобиной должны иметь блокирующее устройство, исключающее возможность одновременной работы на шлифовальных станках и бобине.
2.15.18. Включение шлифовальных дисков двухдисковых станков должно осуществляться при одновременном нажатии на кнопки «Пуск» с обоих рабочих мест, а выключение - с каждого рабочего места.
2.16. СТАНКИ СВЕРЛИЛЬНЫЕ И ДОЛБЕЖНЫЕ ДЛЯ ОБРАБОТКИ ДЕРЕВА
2.16.1. Сверлильные и долбежные деревообрабатывающие станки должны соответствовать требованиям, изложенным в разд. 2.1 и 2.1а настоящих Правил, а также требованиям ГОСТ 12.2.026.4-80 «ССБТ. Оборудование деревообрабатывающее. Станки сверлильные и долбежные. Требования безопасности».
2.16.2. Ограждения режущих инструментов при углублении их в заготовку должны закрывать оставшуюся часть инструмента, а при выходе из заготовки ограждать его полностью. Сверло должно ограждаться вместе с патроном.
2.16.3. Конструкция крепления режущего инструмента сверлильного станка должна обеспечивать точное его центрирование.
2.16.4. Суппорт долбежного станка должен иметь ограничительные упоры или концевые выключатели.
2.16.5. Режущая цепь в цепнодолбежных станках должна быть натянута так, чтобы просвет между линейкой и цепью, оттянутой с усилием 50 Н (5 кгс) от линейки по ее середине, находился в пределах 3 - 5 мм.
2.17. СТАНКИ ШИПОРЕЗНЫЕ ДЛЯ ОБРАБОТКИ ДЕРЕВА
2.17.1. Шипорезные станки должны соответствовать требованиям, изложенным в разд. 2.1 и 2.1а настоящих Правил, а также требованиям ГОСТ 12.2.026.5-80 «ССБТ. Оборудование деревообрабатывающее. Станки шипорезные. Требования безопасности».
2.17.2. Станки должны быть снабжены надежно действующими прижимными устройствами, исключающими смещение и выброс обрабатываемого материала. На каретке для подачи материала должно быть установлено ограждение, предотвращающее возможность соприкосновения рук работающего с режущим инструментом.
У станков типа «ласточкин хвост» фрезы должны быть ограждены с нерабочей стороны предохранительными планками. Прижимы должны по всей ширине закреплять обрабатываемую деталь в рабочем положении.
2.17.3. На двустороннем шипорезном рамном станке со стороны неподвижной колонки перед торцевой пилой должен быть установлен упор, регулирующий положение подаваемых в станок заготовок относительно режущих инструментов.
2.17.4. Рамные двусторонние шипорезные станки должны быть оборудованы автоматическими сбрасывателями или иметь наклонные плоскости, принимающие обработанный материал с конвейера.
2.17.5. В станках для ящичного прямого шипа ограждение режущей головки должно быть изготовлено из стального листа толщиной не менее 3 мм. Изготовление ограждения из чугуна и пластмассы запрещается.
2.17.6. Каждая ножевая головка станка должна приводиться во вращение от индивидуального электропривода. Все электродвигатели должны выключаться от одной общей кнопки «Стоп».
2.17.7. Пусковое устройство механизма подачи должно быть сблокировано с пусковыми устройствами механизмов резания так, чтобы при выходе из строя хотя бы одного из механизмов резания подача заготовки прекращалась.
2.18. ВЕРСТАКИ
2.18.1. Верстаки должны иметь жесткую и прочную конструкцию и быть устойчивыми. Поверхность верстака должна быть строго горизонтальной, обиваться листовой сталью, не иметь выбоин, заусенцев и содержаться в чистоте и порядке. Под крышкой верстака должны быть выдвижные ящики, разделенные на ряд ячеек, и полки для хранения инструментов, заготовок, мелких деталей и документации. Ширина верстака должна быть не менее 750, высота 800 - 900 мм, а длина определяется местными условиями.
2.18.2*. Для защиты рядом работающего персонала от отлетающих частиц металла (например, при работе с зубилом) должен устанавливаться защитный экран высотой не менее 1 м сплошной или из сетки с ячейками не более 3 мм. При двусторонней работе на верстаке такие экраны устанавливаются посередине верстака.
В мастерской по ремонту оборудования такие экраны могут быть переносными и устанавливаться только при выполнении работ, при которых возможно отлетание частиц металла на работающего рядом.
2.18.3. Тиски на верстаках должны быть укреплены так, чтобы их губки находились на уровне локтя работающего.
Расстояние между осями тисков на верстаках должно соответствовать размеру обрабатываемых деталей, но быть не менее 1 м. Тиски должны обеспечить надежный зажим изделия.
2.18.4. Стальные сменные плоские планки губок тисков должны иметь несработанную насечку на рабочей поверхности. Насечка должна быть перекрестной, с шагом 2 - 3 и глубиной 0,5 - 1 мм.
При закрытых тисках зазор между рабочими поверхностями сменных плоских планок должен быть не более 0,1 мм.
2.18.5 Подвижные части тисков должны перемещаться без заеданий, рывков и надежно фиксироваться в требуемом положении.
2.18.6. На рукоятке тисков и накладных планках не должно быть забоин и заусенцев.
2.18.7. Отверстие головки винта должно иметь с двух сторон округления для предохранения руки рабочего от защемления.
2.18.8. Тиски должны быть оснащены устройством, предотвращающим полное вывинчивание ходового винта из гайки.
2.18.9*. Для верстака должно быть предусмотрено местное стационарное освещение с лампами накаливания напряжением не выше 220 В, регулируемыми по высоте и длине, и с изменением угла наклона светильника. Светильник должен быть с непросвечивающим отражателем, направляющим световой поток на обрабатываемый материал.
3. ИНСТРУМЕНТ
3.1. ИНСТРУМЕНТ АБРАЗИВНЫЙ И ЭЛЬБОРОВЫЙ
3.1.1*. Абразивный и эльборовый инструмент должен соответствовать требованиям ГОСТ 12.3.028-82 «ССБТ. Процессы обработки абразивным и эльборовым инструментом. Требования безопасности».
Заточные и шлифовальные станки должны соответствовать общим требованиям, изложенным в разд. 2.1 настоящих Правил.
3.1.2*. К испытаниям абразивного и эльборового инструмента допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, обучение, проверку знаний инструкции по охране труда и имеющие соответствующую запись в квалификационном удостоверении на право производства специальных работ.
Лица, допущенные к работе на заточных или шлифовальных станках, также должны иметь об этом запись в квалификационном удостоверении.
3.1.3*. На шлифовальных и отрезных кругах (кроме эльборовых) диаметром 250 мм и более, а также на шлифовальных кругах, предназначенных для работы на ручных шлифовальных машинах, должны быть нанесены цветные полосы: желтая - на кругах с рабочей скоростью 60 м/с, красная - 80 м/с, зеленая - 100 м/с, зеленая и синяя - 120 м/с.
Допускается нанесение цветных полос на этикетку при условии ее прочного скрепления с кругом.
Остальные требования к маркировке абразивного и эльборового инструмента - по стандартам и техническим условиям на конкретный вид инструмента.
3.1.4*. Каждый круг должен быть испытан потребителем при испытательной скорости и осмотрен. После испытания на круге должна быть сделана отметка краской или наклеен специальный ярлык на нерабочей поверхности с указанием порядкового номера испытания круга, даты испытания, условного знака или подписи лица, ответственного за испытание. Запрещается эксплуатация кругов с трещинами на поверхности, с отслаиванием эльборосодержащего слоя, а также не имеющих отметки об испытании на механическую прочность или с просроченным сроком хранения.
3.1.5. Шлифовальные круги диаметром 125 мм и более с рабочей скоростью свыше 50 м/с, а также круги диаметром 250 мм и более в сборе с планшайбой перед установкой на станок должны быть отбалансированы.
При обнаружении дисбаланса круга после первой плавки или в процессе работы должна быть проведена его повторная балансировка.
3.1.6. Работать на инструменте, предназначенном для работ с применением смазочно-охлаждающей жидкости (СОЖ), без СОЖ запрещается. СОЖ не должны снижать механическую прочность круга и должны быть разрешены для применения Министерством здравоохранения СССР.
Шлифовальные станки, работающие с использованием охлаждающей жидкости, должны быть оборудованы групповыми или индивидуальными установками для отсоса вредных аэрозолей из зоны обработки.
3.1.7*. Станки, при работе на которых в воздухе рабочей зоны образуется пыль, концентрация которой превышает предельно допустимую, должны быть оборудованы отсасывающими устройствами.
3.1.8*. Перед пользованием инструментом он должен проработать на холостом ходу с рабочей скоростью следующее время:
круги (включая эльборовые на керамической связке) диаметром до 150 мм - 1 мин, св. 150 до 400 мм - 2 мин, св. 400 мм - 5 мин;
эльборовые круги на органической и металлических связках - 2 мин.
3.1.9*. При работе ручным шлифовальным и переносным маятниковым инструментом, а также на обдирочных и отрезных станках с ручной подачей рабочая скорость круга не должна превышать 80 м/с.
3.1.10. Рабочая скорость шлифовальных головок, наклеенных на металлические шпильки, на керамической и бакелитовой связках должна быть не более 25 м/с.
3.1.11. Шлифовальные головки, наклеенные на металлические шпильки, не должны иметь биения по периферии более 0,3 мм.
3.1.12. До начала работы шлифовальной машиной защитный кожух должен быть закреплен так, чтобы при вращении круга вручную он не соприкасался с кожухом.
3.1.13. Работать без защитных кожухов допускается на машинах со шлифовальными головками диаметром до 30 мм, наклеенными на металлические шпильки. Применение в этом случае защитных щитков и очков обязательно.
3.1.14. При установке абразивного инструмента на вал пневматической шлифовальной машины посадка должна быть свободной; между кругом и фланцами должны быть эластичные прокладки из картона толщиной 0,5 - 1 мм. После установки и закрепления круга не должно быть его радиального или осевого биения.
3.1.15. Шлифовальные круги, диски и головки на керамической и бакелитовой связках должны подбираться в зависимости от частоты вращения шпинделя и типа машины.
3.1.16*. При выполнении работ по отрезке или прорезке металла ручными электрическими машинами, предназначенными для этих целей, должны применяться круги, соответствующие требованиям ГОСТ 23182-78 «Круги шлифовальные для ручных машин. Технические условия» и паспортным данным на ручные шлифовальные машины.
Выбор марки и диаметра круга для ручной шлифовальной машины производится из условия максимально возможной частоты вращения, соответствующей холостому ходу шлифовальной машины.
3.1.17. Работать боковыми (торцевыми) поверхностями круга, если он не предназначен для этого вида работ, запрещается.
3.1.18. Длинные детали (1/d ≥ 8) должны шлифоваться на круглошлифованных станках с применением люнетов.
3.1.19. При уменьшении диаметра круга вследствие срабатывания частота его вращения может быть увеличена, но без превышения рабочей скорости, допустимой для данного круга.
3.1.20. При работе на одном шпинделе шлифовального станка двумя кругами их диаметры должны отличаться не более чем на 10 %.
3.1.21*. Предельно допустимые диаметры сработанных шлифовальных кругов исходным диаметром 6 мм и более должны соответствовать значениям, указанным ниже, мм:
Вид крепления круга (по ГОСТ 2270-78):
на шпильке диаметром d d + 2
на винте с головкой диаметром d2 d2 + 2
на шпинделе (оправке) винтом с головкой диаметром d2 d2 + 10
на шпинделе (оправке) фланцами диаметром d1 = d2 d1 + 10
на переходных фланцах диаметром d1 = d2 d1(d2) + 20
Предельно допустимые диаметры сработанных отрезных кругов (в миллиметрах) при закреплении их на шпинделе (оправке) фланцами диаметром d1 = d2, должны соответствовать выражению: d1(d2) + 2d заготовки + 10.
3.1.22. Затачиваемый предмет должен подводиться к кругу плавно, без ударов; нажимать на круг следует без усилий.
3.1.23. Не допускается тормозить вращающийся круг нажатием на него каким-либо предметом.
3.1.24. Правку кругов необходимо выполнять только правящими инструментами.
3.1.25. Приспособления, применяемые для установки инструмента, должны обеспечивать соосность инструмента со шпинделем станка, а также зажатие сегментов по длине не менее его высоты. Зазор между отверстием круга и посадочным местом должен быть в пределах допусков на диаметр посадочного отверстия по ГОСТ 2424-83 «Круги шлифовальные. Технические условия», ГОСТ 21.963-82 «Круги отрезные. Технические условия» и посадок по ГОСТ 2270-78 «Инструмент абразивный. Основные размеры элементов крепления».
Конструкция и материал приспособления для установки инструмента должны обеспечивать надежность крепления инструмента.
3.1.26. При закреплении круга применять насадки на гаечные ключи и ударный инструмент запрещается.
3.1.27. На станках с ручной подачей изделий использовать рычаг для увеличения усилия нажатия обрабатываемых деталей на шлифовальный круг запрещается.
3.1.28. Полировать и шлифовать мелкие детали следует с применением специальных приспособлений и оправок, исключающих возможность ранения рук.
Работать со средними и крупными деталями следует в хлопчатобумажных рукавицах.
3.1.29. При обработке шлифовальными кругами изделий, не закрепленных жестко на станке, необходимо использовать подручники.
Подручники должны быть передвижными, их конструкция должна обеспечить установку и закрепление в требуемом положении. У станка с двумя подручниками перемещение их должно быть независимым. Перестановка подручников во время работы запрещается.
Подручники должны иметь площадку достаточного размера для обеспечения устойчивого положения обрабатываемого изделия. Их необходимо устанавливать так, чтобы верхняя точка соприкосновения изделия со шлифовальным кругом находилась выше горизонтальной плоскости, проходящей через центр круга, но не более чем на 10 мм.
Зазор между краем подручника и рабочей поверхностью шлифовального круга должен быть меньше половины толщины шлифуемого изделия, но не более 3 мм.
На краях подручников со стороны шлифовального круга не должно быть выбоин, осколков и других дефектов.
3.1.30. Станки с электромагнитными плитами должны быть оборудованы блокирующими устройствами, останавливающими стол и шлифовальный круг при прекращении подачи электроэнергии на плиту.
3.1.31. При замене электродвигателя шлифовального станка или изменении передаточного отношения привода в паспорте станка должна быть сделана соответствующая запись.
3.1.32*. Абразивный и эльборовый инструмент и элементы его крепления (болты, гайки, фланцы и т.д.) должны быть ограждены защитными кожухами, прочно закрепленными на станке.
Защитные кожухи для шлифовальных кругов, имеющих рабочую скорость до 100 м/с, должны изготовляться сварными из листовой углеродистой конструкционной стали марок ВСт3, ВСт2 по ГОСТ 380-88 «Сталь углеродистая обыкновенного качества. Марки и общие технические требования», стали марок 20, 15 по ГОСТ 1050-74 «Сталь углеродистая качественная. Технические условия» или в виде отливок из стали марок 25 Л-11 и 35 Л-11 по ГОСТ 977-88 «Отливки стальные. Общие технические условия».
3.1.33. Форма и толщина стенок защитных кожухов для шлифовальных и отрезных кругов должна соответствовать требованиям ГОСТ 12.3.028-82, для ограждения кругов при работе на ручных пневматических и электрических шлифовальных машинах - по ГОСТ 12634-80 «Машины ручные шлифовальные пневматические. Технические условия», а также по действующим техническим условиям.
3.1.34. Обод и боковые стенки защитного кожуха, изготовляемого из листовой стали, должны свариваться сплошным усиленным швом высотой не менее толщины боковой стенки. Сварной шов должен быть без наплывов и прожогов.
Наружные трещины шва и околошовной зоны, несварные кратеры, подрезы и непровары корня шва не допускаются.
В местах вырезов в кожухе под устройства для правки и для других целей его стенки должны быть усилены на толщину стенки. При этом ширина усиления должна быть не менее удвоенной толщины стенки.
3.1.35. Расположение и наибольшие допустимые углы раскрытия защитных кожухов должны соответствовать указанным на рис. 3.1.
3.1.36. Для кожухов, не имеющих предохранительных козырьков, угол раскрытия над горизонтальной плоскостью, проходящей через ось шпинделя станка, должен быть не более 30°. При угле раскрытия более 30° необходимо устанавливать передвижные металлические предохранительные козырьки, позволяющие уменьшить зазор между козырьком и кругом при его износе. Конструкция козырьков должна обеспечить их перемещение и закрепление в различных положениях. Ширина передвижного предохранительного козырька должна быть больше расстояния между двумя торцевыми стенками защитного кожуха. Толщина козырька должна быть не меньше толщины цилиндрической части защитного кожуха. Перемещать козырьки можно только после остановки круга.
3.1.37. Зазор между кругом и верхней кромкой раскрытия подвижного кожуха, а также между кругом и предохранительным козырьком должен быть не более 6 мм.
3.1.38. Зазор между боковой стенкой защитного кожуха и фланцами для крепления круга наибольшей высоты, применяемого на данном станке, должен быть в пределах 5 - 10 мм. При работе съемная крышка защитного кожуха должна быть надежно закреплена.
3.1.39*. Круги типов ПР, ПН, К, ЧЦ, ЧК по ГОСТ 2424-83 и сегментные круги для шлифования торцом должны быть ограждены защитными кожухами. Выступающая из кожуха часть инструмента должна быть меньше 50 % его высоты, но не более: для кругов ПР, ПН, К, ЧЦ и ЧК - 25 мм, для сегментных кругов - 40 мм.

Рис. 3.1. Расположение и наибольшие допустимые углы раскрытия защитных кожухов:
а - для кругов, применяемых на обдирочных и точильных станках, б - для кругов, используемых на обдирочных и точильных станках при расположении обрабатываемых деталей ниже оси круга, в - для кругов, применяемых на круглошлифовальных, бесцентрово-шлифовальных и заточных станках, г - для кругов, используемых на плоскошлифовальных и заточных станках, работающих периферией круга; д - для кругов, применяемых на переносных станках с гибким валом, обдирочных с качающейся рамой (маятниковых) и заточных станках; е - для кругов, работающих наиболее высокой своей точкой
На зубошлифовальных и других станках, где по характеру работы круг должен выступать более 25 мм, следует предусмотреть дополнительное ограждение рабочей зоны.
3.1.40*. Шлифовальные и заточные станки с горизонтальной осью вращения круга, предназначенные для обработки вручную и без подвода СОЖ (стационарного исполнения, на тумбе и настольные), должны быть оснащены защитным экраном для глаз из безосколочного материала толщиной не менее 3 мм.
Конструкция экрана должна предусматривать переустановку его в соответствии с размером обрабатываемой детали и степенью износа шлифовального круга. Экран по отношению к кругу должен располагаться симметрично, а ширина экрана должна быть больше высоты круга не менее чем на 150 мм. При невозможности использования стационарного защитного экрана должны применяться защитные очки с упрочненными стеклами.
3.1.41. На станках и устройствах, предназначенных для обточки шлифовальных кругов, должны быть установлены защитные приспособления, предохраняющие рабочего от разлетающихся частиц шлифовального круга и правящего инструмента.
3.1.42. Шлифовальные станки с рабочей скоростью круга 60 м/с и более должны иметь дополнительные защитные устройства в виде металлических экранов и ограждений, закрывающих рабочую зону во время шлифования, и щитков, закрывающих открытый участок круга при его отводе.
3.1.43. Механическая прочность кругов должна проверяться на специальных стендах, установленных в помещениях, изолированных от основного производства.
Испытательные стенды следует жестко крепить на фундаменте.
3.1.44. Испытываемый инструмент, установленный на шпинделе стенда, должен быть заключен в камеру, обеспечивающую защиту работающего от осколков круга при его возможном разрыве.
3.1.45*. Испытательный стенд должен быть снабжен указателем частоты вращения шпинделя и иметь блокировку, исключающую включение привода при открытой испытательной камере без испытательной нагрузки.
Погрешность частоты вращения шпинделя при установке испытательной скорости не должна выходить за пределы ±5 %.
3.1.46*. Процессы установки и снятия кругов массой более 15 кг должны быть механизированы.
3.1.47. Радиальное биение шпинделя испытательного стенда не должно превышать 0,03 мм. Направление резьбы для крепления круга должно быть обратным направлению вращения шпинделя.
3.1.48. Технический осмотр испытательных стендов должен проводиться не реже одного раза в 2 мес. с обязательной регистрацией результатов осмотра в «Журнале технического осмотра испытательного стенда» (приложение 2). Проведение испытаний на неисправном стенде не допускается.
3.1.49. В помещении для испытаний должна быть вывешена инструкция по проведению испытаний.
3.1.50. При испытаниях запрещается открывать испытательную камеру стенда до полной остановки шпинделя.
3.1.51. Перед испытанием шлифовальные круги должны быть осмотрены. На них не должно быть отслоившегося эльборосодержащего слоя и трещин. Отсутствие трещин в кругах на керамической связке должно быть проверено простукиванием их в подвешенном состоянии деревянным молоточком массой 150 - 200 г. Круг без трещин должен издавать чистый звук.
3.1.52*. Механическая прочность шлифовальных кругов должна контролироваться в соответствии с требованиями табл. 3.1.
Механическая прочность эльборовых кругов на органической и металлической связках должна контролироваться при скорости 1,5 νр.
Примечание. Круги типов ПН, ПР, ПНР, ПНВ, К и шарошлифовальные на механическую прочность не испытываются.
3.1.53*. Время вращения инструмента при испытании на механическую прочность должно быть:
для эльборовых кругов диаметром до 150 мм на керамической связке - 1,5 мин, на органической и металлической - 3 мин;
для эльборовых кругов диаметром свыше 150 мм на керамической связке - 3 мин, на органической и металлической - 5 мин;
для абразивных кругов диаметром до 150 мм - 3 мин, свыше 150 мм - 5 мин.
Время испытания отсчитывается с момента набора испытываемым кругом испытательной скорости (νи).
3.1.54. Шлифовальные круги (кроме эльборовых), подвергшиеся химической обработке или механической переделке, а также круги, срок хранения которых истек, должны быть повторно испытаны на механическую прочность.
3.1.56. Размеры кругов, одновременно испытываемых на двух концах вала испытательного стенда, должны быть одинаковыми.
3.1.57. Ширина кольцевой прижимной поверхности и высота испытательных фланцев, а также все размеры рабочих фланцев должны соответствовать требованиям ГОСТ 2270-78. Наружный диаметр и ширина кольцевой прижимной поверхности у фланцев, между которыми при испытании находится круг, должны быть одинаковыми. Между фланцами и кругом должны ставиться прокладки из картона, соответствующие требованиям ГОСТ 9347-74 «Картон прокладочный и уплотнительные прокладки из него. Технические условия», или из другого эластичного материала толщиной 0,5 - 1 мм.
Прокладки должны перекрывать всю прижимную поверхность фланцев и равномерно выступать наружу по всей окружности не менее чем на 1 мм. При установке на испытательный стенд шлифовальные круги должны центрироваться.
3.1.58. Для испытания кругов с отверстием диаметром, превышающим диаметр шпинделя испытательного стенда, допускается применять промежуточные втулки наружным диаметром, равным диаметру отверстия круга. Высота посадочной поверхности промежуточной втулки должна быть не менее половины высоты испытываемого круга.
3.1.59. Допускается одновременно испытывать несколько кругов одинаковых размеров, отделенных один от другого промежуточными фланцами такого же диаметра и с такой же кольцевой прижимной поверхностью, как и у основных фланцев, а также прокладками. При разрыве одного или нескольких испытываемых кругов они подлежат замене, а уцелевшие круги испытывают повторно.
3.1.61. Результаты испытания кругов должны записываться в «Журнал испытания абразивного и эльборового инструмента» (приложение 3), прошнурованный и скрепленный сургучной печатью. Страницы журнала должны быть пронумерованы.
Таблица 3.1
|
Наружный диаметр инстр-та, мм |
Рабочая скорость инстр-та (νр), м/с |
Испытатель. скорость инстр-та (νи), м/с |
|
|
Шлифовальные круги на керамической и органической связках, в том числе эльборовые и лепестковые, а также фибровые шлифовальные диски |
³ 150 |
£ 40 |
1,5 νр |
|
³ 30 |
Св. 40 до 80 Св. 80 до 120 |
1,4 νр |
|
|
Отрезные круги |
³ 250 |
£ 120 |
1,3 νр |
|
Отрезные круги для ручных шлифовальных машин |
³ 150 |
||
|
Гибкие полировальные круги на вулканитовой связке |
³ 200 |
£ 25 |
3.1.62*. Транспортировать абразивные инструменты, шлифовальные материалы и абразивные пасты следует согласно ГОСТ 27595-88 «Материалы шлифовальные и инструменты абразивные. Упаковка, маркировка, транспортирование и хранение» в зависимости от их вида, типа и марок в коробках, пакетах, мешках, бочках, ящиках, контейнерах, ящичных поддонах. При транспортировании и погрузочно-разгрузочных работах абразивные инструменты не должны подвергаться резким толчкам, ударам и воздействию влаги. Не должны подвергаться воздействию влаги также и шлифовальные материалы. Перекатка шлифовальных кругов вручную на складах допускается только по полу, покрытому материалами, предотвращающими круги от повреждений.
При транспортировании абразивного инструмента и паст, шлифовальных материалов их следует защищать от воздействия атмосферных осадков, используя для этой цели контейнеры и крытые транспортные средства.
3.1.63*. Абразивные инструменты и пасты, шлифовальные материалы должны храниться в сухих крытых проветриваемых помещениях.
Шлифовальные материалы и инструменты из кубического нитрида бора должны храниться в потребительской таре, а другие шлифовальные материалы, абразивные бруски, шлифовальные головки, абразивные пасты - в потребительской или транспортной таре.
Шлифовальные сегменты типов 1C, 2С, 3С шириной до 150 мм, 5С, 6С, а также типа СП шириной 45 и 60 мм должны храниться в потребительской или транспортной таре. Сегменты остальных типов должны храниться в стопке высотой не более 600 мм.
Полировальные тканевые и кордовые круги должны храниться в транспортной таре на стеллажах на расстоянии не менее 1 м от отопительных приборов.
Фибровые диски должны храниться в упаковке. Упаковку вскрывают только перед их применением.
Способы хранения шлифовальных и отрезных кругов должны соответствовать указанным в табл. 3.2 настоящих Правил. Допускается хранить круги в транспортной таре.
Таблица 3.2
|
Наружный диаметр круга, мм |
Способ хранения без тары (обозначен знаком Х) |
|||||
|
В ящике или коробке |
На ребре |
Стопкой высотой, мм, не более |
||||
|
300 |
600 |
1000 |
||||
|
Шлифовальные круги типов ПП, ПВ, ПВК, ПВДК |
ПВД, К, |
До 100 |
X |
- |
- |
X |
|
Св. 100 |
- |
X |
- |
- |
X |
|
|
Шлифовальные круги типов 2П, 3П |
Все диаметры |
- |
- |
- |
X |
- |
|
Шлифовальные круги типа ПН |
- |
X |
- |
X |
- |
|
|
Шлифовальные круги типов ЧК, ЧЦ |
ПВДС |
До 200 |
- |
- |
- |
X |
|
Св. 200 |
- |
- |
- |
- |
- |
|
|
Шлифовальные круги типов Т, 1T |
Все диаметры |
- |
- |
X |
- |
- |
|
Шлифовальные круги типов ПП, ПВ, Д для ручных машин |
До 100 |
X |
- |
X |
- |
- |
|
Св. 100 |
- |
X |
- |
X |
- |
|
|
Шлифовальные круги типов 5П, ЧЦ, ЧК для ручных машин |
Все диаметры |
- |
- |
X |
- |
- |
|
Отрезные круги |
До 150 |
- |
- |
X |
- |
- |
|
Св. 150 |
- |
- |
- |
X |
- |
|
|
До 300 |
- |
- |
- |
X |
|
|
|
Св. 300 |
- |
- |
- |
- |
X |
|
|
1 ПП - прямого профиля, ПВ - с выточкой, ПВД - с двусторонней выточкой, К - кольцевые, ПВК - с конической выточкой, ПВДК - с двусторонней конической выточкой, 2П - с двусторонним коническим профилем, 3П - с коническим профилем, ПН - с запрессованными крепежными элементами, ЧК - чашечные конические, ЧЦ - чашечные цилиндрические, ПВДС - с двусторонней выточкой и ступицей, Т и 1T - тарельчатые, Д - отрезные, 5П - с опущенным центром. |
||||||
Абразивные шеверы должны храниться в стопках на стеллажах на расстоянии не менее одного метра от отопительных приборов.
Полировальные тканевые и кордовые круги следует хранить при температуре не ниже плюс 2 ºС, абразивные шеверы - не ниже плюс 15 ºС.
Твердые абразивные пасты хранят при температуре не выше плюс 25 ºС при относительной влажности воздуха до 90 %.
Жидкие абразивные пасты хранят при температуре не выше плюс 25 ºС.
Эльборовые пласты хранят при температуре не выше плюс 30 ºС.
3.1.64*. Гарантийный срок хранения с момента изготовления не должен превышать:
абразивных жидких паст - 3 мес.;
шлифовальных кругов на бакелитовой и вулканитовой связках, отрезных кругов на бакелитовой связке, брусков и сегментов на бакелитовой связке - 6 мес.;.
отрезных кругов на вулканитовой связке, фибровых дисков, шлифовальной шкурки и изделий из нее, полировальных сезалевых кордовых кругов, абразивной твердой и эльборовой паст, абразивных шеверов - 12 мес.
3.1.66. При перевозке кругов в пределах предприятия должно быть исключено их повреждение. Под круги должна быть подложена буферная подушка из упругого материала (резина, пенопласт, войлок и др.). Тележки, предназначенные специально для перевозки кругов, должны быть на рессорах и колесах с резиновыми ободами. Дно и борта тележек должны быть обшиты упругим материалом. При перевозке кругов высота стопок не должна превышать 500 мм. Между кругами диаметром 500 мм и более должны быть проложены амортизирующие прокладки диаметром не менее 1/2 диаметра перевозимых кругов и толщиной не менее 0,5 мм.
Перевозка инструмента вместе с металлическими деталями и изделиями запрещается.
3.2*. РУЧНОЙ ЭЛЕКТРИФИЦИРОВАННЫЙ ИНСТРУМЕНТ И ПОНИЖАЮЩИЕ ТРАНСФОРМАТОРЫ БЕЗОПАСНОСТИ
3.2.1*. Ручной электрифицированный инструмент (далее для краткости «электроинструмент») должен соответствовать требованиям ГОСТ 12.2.013-87 «ССБТ. Машины ручные электрические. Общие требования по безопасности и методы испытаний».
К работе с электроинструментов класса I в помещениях с повышенной опасностью поражения электрическим током и вне помещений допускается персонал, имеющий группу по электробезопасности не ниже II, а к работе с электроинструментом II и III класса - I группу по электробезопасности. Лица, допущенные к работе с электроинструментом, должны предварительно пройти обучение и проверку знаний инструкции по охране труда и иметь запись в квалификационном удостоверении о допуске к выполнению работ с применением электроинструмента.
Электротехнический персонал со II группой по электробезопасности и выше допускается к работе с электроинструментом без записи в квалификационном удостоверении на право производства специальных работ.
3.2.2*. Электроинструмент выпускается следующих классов:
I - электроинструмент, у которого все детали, находящиеся под напряжением, имеют изоляцию и штепсельная вилка имеет заземляющий контакт. У электроинструмента класса I все находящиеся под напряжением детали могут быть с основной, а отдельные детали - с двойной или усиленной изоляцией;
II - электроинструмент, у которого все детали, находящиеся под напряжением, имеют двойную или усиленную изоляцию. Этот электроинструмент не имеет устройств для заземления.
Номинальное напряжение электроинструмента классов I и II должно быть не более: 220 В - для электроинструмента постоянного тока, 380 В - для электроинструмента переменного тока;
III - электроинструмент на номинальное напряжение не выше 42 В, у которого ни внутренние, ни внешние цепи не находятся под другим напряжением. Электроинструмент класса III предназначен для питания от безопасного сверхнизкого напряжения.
Примечание. Если безопасное сверхнизкое напряжение получают путем преобразования более высокого напряжения, то это следует осуществлять посредством безопасного изолирующего трансформатора (далее - «разделительного трансформатора») или преобразователя с раздельными обмотками
3.2.3. Электроинструмент, питающийся от сети, должен быть снабжен несъемным гибким кабелем (шнуром) со штепсельной вилкой.
Несъемный гибкий кабель электроинструмента класса I должен иметь жилу, соединяющую заземляющий зажим электроинструмента с заземляющим контактом штепсельной вилки.
Кабель в месте ввода в электроинструмент должен быть защищен от истираний и перегибов эластичной трубкой из изоляционного материала.
Трубка должна быть закреплена в корпусных деталях, электроинструмента и выступать из них на длину не менее пяти диаметров кабеля. Закрепление трубки на кабеле вне инструмента запрещается.
3.2.4. Для присоединения однофазного электроинструмента шланговый кабель должен иметь три жилы: две - для питания, одну - для заземления. Для присоединения трехфазного инструмента применяется четырехжильный кабель, одна жила которого служит для заземления. Эти требования относятся только к электроинструменту с заземляющим корпусом.
3.2.5. Доступные для прикосновения металлические детали электроинструмента класса I, которые могут оказаться под напряжением в случае повреждения изоляции, должны быть соединены с заземляющим зажимом. Электроинструмент классов II и III не заземляется.
Заземление корпуса электроинструмента должно осуществляться с помощью специальной жилы питающего кабеля, которая не должна одновременно служить проводником рабочего тока. Использовать для этой цели нулевой рабочий провод запрещается.
Штепсельная вилка должна иметь соответствующее число рабочих и один заземляющий контакт. Конструкция вилки должна обеспечивать опережающее замыкание заземляющего контакта при включении и более позднее размыкание его при отключении.
3.2.6. Конструкция штепсельных вилок электроинструмента класса III должна исключать сочленение их розетками на напряжение свыше 42 В.
3.2.7*. Переносные понижающие трансформаторы, разделительные трансформаторы и преобразователи должны иметь на стороне высшего напряжения кабель (шнур) со штепсельной вилкой для присоединения к электросети. Длина кабеля должна быть не более 2 м. Концы его должны быть прикреплены к зажимам трансформатора с помощью пайки (сварки) или болтового соединения. На стороне низшего напряжения трансформатора должны быть гнезда под штепсельную вилку.
Вторичная обмотка понижающих трансформаторов должна быть заземлена.
Заземление вторичной обмотки, трансформаторов или преобразователей с раздельными обмотками не допускается.
3.2.9*. При каждой выдаче электроинструмента должны быть проверены:
комплектность и надежность крепления деталей;
исправность кабеля и штепсельной вилки, целостность изоляционных деталей корпуса, рукоятки и крышек щеткодержателей, наличие защитных кожухов и их исправность (внешним осмотром);
четкость работы выключателя;
работа на холостом ходу.
У электроинструмента класса I, кроме того, должна быть проверена исправность цепи заземления между его корпусом и заземляющим контактом штепсельной вилки и должны быть выданы средства индивидуальной защиты (электрические перчатки, галоши, ковры) или разделительный трансформатор, или преобразователь с разделительными обмотками, или защитно-отключающее устройство.
Электроинструмент, не соответствующий хотя бы одному из перечисленных требований или с просроченной датой периодической проверки, выдавать для работы запрещается.
Перед началом работы необходимо проверить:
соответствие напряжения и частоты тока в электрической сети напряжению и частоте тока электродвигателя электроинструмента, указанным на табличке;
надежность закрепления рабочего исполнительного инструмента: сверл, абразивных кругов, дисковых пил, ключей-насадок и др.
3.2.10*. При работе электроинструментом класса I применение средств индивидуальной защиты (диэлектрических перчаток, галош, ковров и т.п.) обязательно, за исключением следующих случаев:
только один электроинструмент получает питание от разделительного трансформатора;
электроинструмент получает питание от автономной двигатель-генераторной установки или от преобразователя частоты с разделительными обмотками;
электроинструмент получает питание через защитно-отключающее устройство.
В помещениях без повышенной опасности поражения работающих электрическим током необходимо применение диэлектрических перчаток, а в помещениях с токопроводящими полами - также и диэлектрических галош или ковров.
3.2.11*. Электроинструментом классов II и III разрешается работать без применения индивидуальных средств защиты в помещениях без повышенной опасности поражения работающих электрическим током.
3.2.12. В сосудах, аппаратах и других металлических сооружениях с ограниченной возможностью перемещения и выхода из них разрешается работать электроинструментом классов I и II при условии, что только один электроинструмент получает питание от автономной двигатель-генераторной установки, разделительного трансформатора или преобразователя частоты с разделительными обмотками, а также электроинструментом класса III. При этом источник питания (трансформатор, преобразователь и т.п.) должен находиться вне сосуда, а его вторичная цепь не должна заземляться.
3.2.13. Подключать электроинструмент напряжением до 42 В в электрической сети общего пользования через автотрансформатор, резистор или потенциометр запрещается.
3.2.14. Вносить внутрь топок и барабанов котлов, конденсаторов турбин, баков трансформаторов и других емкостей трансформатор или преобразователь частоты, к которому присоединен электроинструмент, запрещается.
При работах в подземных сооружениях (колодцах, камерах и т.п.), а также при земляных работах трансформатор должен находиться вне этих сооружений.
3.2.16. Кабель электроинструмента должен быть защищен от случайного повреждения и соприкосновения его с горячими, сырыми и масляными поверхностями.
Натягивать, перекручивать и перегибать кабель, ставить на него груз, а также допускать пересечение его с тросами, кабелями и рукавами газосварки запрещается.
3.2.17. Устанавливать рабочую часть электроинструмента в патрон и изымать ее из патрона, а также регулировать инструмент следует после отключения его от сети штепсельной вилкой и полной остановки.
3.2.18*. Лицам, работающим с электроинструментом, разбирать и ремонтировать самим инструмент, кабель, штепсельные соединения и другие части запрещается за исключением персонала, оговоренного в п. 3.2.15.
3.2.19. Работать электроинструментом с приставных лестниц запрещается.
3.2.20. Удалять стружку или опилки руками во время работы инструмента запрещается. Стружку следует удалять после полной остановки электроинструмента специальными крючками или щетками.
3.2.21. При работе электродрелью предметы, подлежащие сверлению, необходимо надежно закреплять. Касаться руками вращающегося режущего инструмента запрещается.
3.2.22. При сверлении электродрелью с применением рычага для нажима необходимо следить, чтобы конец рычага не опирался на поверхность, с которой возможно его соскальзывание.
Применяемые для работы рычаги должны быть инвентарными и храниться в инструментальной. Использовать в качестве рычагов случайные предметы запрещается.
3.2.23. Обрабатывать электроинструментом обледеневшие и мокрые детали запрещается.
3.2.24*. Работать электроинструментом, незащищенным от воздействия капель или брызг, не имеющим отличительных знаков (капля в треугольнике или две капли) в условиях воздействия капель и брызг, а также на открытых площадках во время снегопада или дождя запрещается.
Работать таким электроинструментом разрешается вне помещений только в сухую погоду, а при дожде или снегопаде - под навесом на сухой земле или настиле.
3.2.25. Оставлять без надзора электроинструмент, присоединенный к сети, а также передавать его лицам, не имеющим права с ним работать, запрещается.
3.2.26. При внезапной остановке электроинструмента (исчезновение напряжения в сети, заклинивании движущихся частей и т.п.), он должен быть отключен выключателем. При переносе электроинструмента с одного рабочего места на другое, а также при перерыве в работе и ее окончании электроинструмент должен быть отсоединен от сети штепсельной вилкой.
3.2.27. Если во время работы обнаружится неисправность электроинструмента или работающий с ним почувствует хотя бы слабое действие тока, работа должна быть немедленно прекращена и неисправный инструмент сдан для проверки и ремонта.
3.2.28*. Запрещается работать электроинструментом, у которого истек срок периодической проверки, а также при возникновении хотя бы одной из следующих неисправностей:
повреждение штепсельного соединения, кабеля или его защитной трубки;
повреждение крышки щеткодержателя;
нечеткая работа выключателя;
искрение щеток на коллекторе, сопровождающееся появлением кругового огня на его поверхности;
вытекание смазки из редуктора или вентиляционных каналов;
появление дыма или запаха, характерного для горящей изоляции;
появление повышенного шума, стука, вибрации;
поломка или появление трещин в корпусной детали, рукоятке, защитном ограждении;
повреждение рабочей части инструмента;
исчезновение электрической связи между металлическими частями корпуса и нулевым защитным штырем питательной вилки.
В периодическую проверку электроинструмента и вспомогательного оборудования входят:
внешний осмотр;
проверка работы на холостом ходу не менее 5 мин.;
измерение сопротивления изоляции мегаомметром на напряжении 500 В в течение 1 мин. при включенном выключателе, при этом сопротивление изоляции должно быть не менее 0,5 МОм;
проверка исправности цепи заземления (для электроинструмента класса I).
3.2.30. У электроинструмента измеряется сопротивление обмоток и токоведущего кабеля относительно корпуса и наружных металлических деталей; у трансформаторов - между первичной и вторичной обмотками и между каждой из обмоток и корпусом.
3.2.31. Исправность цепи заземления проверяется с помощью устройства на напряжение не более 12 В, один контакт которого подключается к заземляющему контакту штепсельной вилки, а другой - к доступной прикосновения металлической детали инструмента (например, к шпинделю). Инструмент считается исправным, если устройство показывает наличие тока.
3.2.32*. После капитального ремонта электроинструмента или ремонта его электрической части он должен быть подвергнут испытаниям, в программу которых входит:
проверка правильности сборки внешним осмотром и трехкратным включением и отключением выключателя у подключенного на номинальное напряжение электроинструмента, при этом не должно быть отказов пуска и остановки;
проверка исправности цепи заземления (для электроинструмента класса I);
испытание изоляции на электрическую прочность;
обкатка в рабочем режиме не менее 30 мин.
3.2.33. После капитального ремонта электроинструмента сопротивление изоляции между находящимися под напряжением деталями и корпусом или деталями для основной изоляции должно быть 2, для дополнительной - 5, для усиленной - 7 МОм.
3.2.34*. Испытание электрической прочности изоляции электроинструмента должно производиться напряжением переменного тока частотой 50 Гц для электроинструмента класса I - 1000 В, класса II - 2500 В, класса III - 400 В.
Электроды испытательной установки прикладываются к одному из тоководящих контактов штепсельной вилки и к шпинделю или металлическому корпусу либо фольге, наложенной на корпус электроинструмента, выполненный из изоляционного материала (выключатель должен быть включен).
Изоляция инструмента должна выдерживать указанные напряжения в течение 3 с.
Допускается сокращать время испытания до 1 с при условии повышения испытательного напряжения на 20 %.
Испытательное напряжение принимается:
550 В при номинальном напряжении вторичной обмотки трансформатора и преобразователя частоты до 42 В;
1350 В при номинальном напряжении соответственно первичной и вторичной обмоток трансформатора и преобразователя частоты тока 127 - 220 В, при напряжении питающей сети защитно-отключающего устройства 127 - 220 В;
1800 В при номинальном напряжении соответственно первичной и вторичной обмоток трансформатора и преобразователя, частоты тока 380 - 400 В, при напряжении питающей сети защитно-отключающего устройства 380 - 400 В.
3.2.38*. Результаты проверок и испытаний электроинструмента, понижающих и разделительных трансформаторов, преобразователей частоты, защитно-отключающих устройств и кабелей должны заноситься в «Журнал учета, проверки и испытаний электроинструмента и вспомогательного оборудования к нему» (приложение 4). Журнал должно вести назначенное распоряжением по подразделению предприятия лицо, ответственное за сохранность и исправность электроинструмента.
3.2.39*. На корпусах электроинструмента должны быть указаны инвентарные номера и даты следующих проверок, а на понижающих и разделительных трансформаторах, преобразователях частоты и защитно-отключающих устройствах - инвентарные номера и даты следующих измерений сопротивления изоляции.
3.2.40*. Хранить электроинструмент и вспомогательное оборудование к нему следует в сухом помещении, оборудованном специальными стеллажами, полками, ящиками, обеспечивающими его сохранность. Кроме того, должны выполняться требования к условиям хранения, указанные в паспорте электроинструмента.
Запрещается складировать электроинструмент без упаковки в два ряда и более.
При транспортировке электроинструмента в пределах предприятия должны быть приняты меры предосторожности, исключающие его повреждение. Запрещается перевозить электроинструмент вместе с металлическими деталями и изделиями.
3.3. СВЕТИЛЬНИКИ ПЕРЕНОСНЫЕ РУЧНЫЕ ЭЛЕКТРИЧЕСКИЕ
3.3.1*. Переносные ручные электрические светильники (далее для краткости «светильники») должны иметь рефлектор, защитную сетку, крючок для подвески и шланговый провод с вилкой; сетка должна быть укреплена на рукоятке винтами или хомутами. Патрон должен быть встроен в корпус светильника так, чтобы токоведущие части патрона и цоколя лампы были недоступны для прикосновения.
3.3.2. Вилки напряжением 12 и 42 В не должны подходить к розеткам 127 и 220 В. Штепсельные розетки напряжением 12 и 42 В должны отличаться от розеток сети 127 и 220 В.
3.3.3*. Для питания светильников в помещениях с повышенной опасностью и особо опасных должно применяться напряжение не выше 42 В.
При наличии особо неблагоприятных условий, а именно когда опасность поражения электрическим током усугубляется теснотой, неудобным положением работающего, соприкосновением с большими металлическими, хорошо заземленными поверхностями (например, работа в барабанах, газоходах и топках котлов или в туннелях), для питания ручных светильников должно применяться напряжение не выше 12 В.
3.3.4*. Вносить внутрь барабанов, газоходов и топок котлов, туннелей и т.п. переносной понижающий трансформатор запрещается.
Заземление корпуса и вторичной обмотки понижающего трансформатора, а также измерение электрической прочности должно соответствовать требованиям пп. 3.2.8, 3.2.29 и 3.2.37 настоящих Правил.
3.3.5. Использовать автотрансформаторы, дроссельные катушки и реостаты для понижения напряжения запрещается.
3.3.6*. Для подключения к электросети светильников должен применяться провод с медными жилами сечения 0,75 - 1,5 мм2 с пластмассовой или резиновой изоляцией в поливинилхлоридной или резиновой оболочке, соответствующей требованиям ГОСТ 7399-80 «Провода и шнуры соединительные на напряжение до 450 В. Технические условия». Провод на месте ввода в светильник должен быть защищен от истираний и перегибов.
3.3.7. Провод светильника не должен касаться влажных, горячих и масляных поверхностей.
3.3.8. Если во время работы обнаружится неисправность электролампы, провода или трансформатора, необходимо заменить их исправным, предварительно отключив от электросети.
3.3.9. Светильники следует хранить в сухом помещении.
3.3.10. При выдаче светильников лица, выдающие и принимающие их, обязаны удостовериться в исправности ламп, патронов, штепсельных вилок, проводов и т.п.
3.3.11. Ремонт светильников должен выполнять электротехнический персонал.
3.3.12*. У светильников, находящихся в эксплуатации, следует периодически не реже одного раза в 6 мес. производить измерение сопротивления изоляции мегаомметром на напряжение 500 В; при этом сопротивление изоляции должно быть не менее 0,5 МОм.
3.4. ИНСТРУМЕНТ РУЧНОЙ СЛЕСАРНО-КУЗНЕЧНЫЙ
3.4.1. Ручной слесарно-кузнечный инструмент повседневного применения должен быть закреплен за рабочими для индивидуального или бригадного использования.
3.4.2. Бойки молотков и кувалд должны иметь гладкую слегка выпуклую поверхность без косины, сколов, выбоин, трещин и заусенцев.
3.4.3*. Рукоятки молотков, кувалд и другого инструмента ударного действия должны изготовляться из сухой древесины твердых лиственных пород (березы, дуба, бука, клена, ясеня, рябины, кизила, граба) без сучков и косослоя или из синтетических материалов, обеспечивающих эксплуатационную прочность и надежность в работе. Использование рукояток, изготовленных из мягких и крупнослоистых пород дерева (ели, сосны и т.п.), а также из сырой древесины запрещается. Рукоятки молотков, зубил и т.п. должны иметь по всей длине в сечении овальную форму, быть гладкими и не иметь трещин.
К свободному концу рукоятки должны несколько утолщаться (кроме кувалд) во избежание выскальзывания рукоятки из рук при взмахах и ударах инструментом. У кувалд рукоятка к свободному концу несколько утоньшается. Кувалда насаживается на рукоятку в сторону утолщенного конца без клиньев.
Ось рукоятки должна быть строго перпендикулярна продольной оси инструмента. Клинья для укрепления инструмента на рукоятке должны выполняться из мягкой стали и иметь насечки (ерши). При забивании клиньев в рукоятки молотков их необходимо удерживать клещами.
3.4.4. Работать с инструментом, рукоятки которого посажены на заостренные концы (напильники, шаберы и др.) без металлических бандажных колец, запрещается.
3.4.5*. Рукоятки (черенки) лопат должны прочно закрепляться в держателях, причем выступающая часть рукоятки должна быть срезана наклонно к плоскости лопаты. Рукоятки лопат должны изготовляться из древесных пород без сучков и косослоя или из синтетических материалов.
Ломы должны быть прямыми с оттянутыми и заостренными концами.
3.4.6*. Инструмент ударного действия (зубила, крейцмейсели, бородки, просечки, керны и пр.) должен иметь гладкую затылочную часть без трещин, заусенцев, наклепа и скосов. На рабочем конце не должно быть повреждений. Длина инструмента ударного действия должна быть не менее 150 мм.
Угол заострения рабочей части зубила должен соответствовать обрабатываемому материалу: для рубки чугуна и бронзы - 70°, для стали средней твердости - 60°, для меди и латуни - 45°, для алюминия и цинка - 35°. Средняя часть зубила должна иметь овальное или многогранное сечение без острых ребер и заусенцев на боковых гранях, ударная - форму усеченного конуса.
Поверхностная твердость рабочей части зубила для кузнечных работ на длине 30 мм для холодной рубки должна быть 54-58 HRC, для горячей - 50-55 HRC, твердость ударяемой части на длине 20 мм - 30-40 HRC.
3.4.7. При работе клиньями или зубилами с помощью кувалд должны применяться клинодержатели с рукояткой длиной не менее 0,7 м.
3.4.8. При работах инструментом ударного действия рабочие должны пользоваться защитными очками для предотвращения попадания в глаза твердых частиц.
3.4.9. При пользовании клещами должны применяться кольца. Размеры колец должны соответствовать размерам обрабатываемых заготовок. С внутренней стороны ручек клещей должен быть упор, предотвращающий сдавливание пальцев рук.
3.4.10. Поверхности металлических ручек клещей должны быть гладкими (без вмятин, зазубрин и заусенцев) и очищенными от окалины.
3.4.11. Отвертка должна выбираться по ширине рабочей части (лопатки), зависящей от размера шлица в головке шурупа или винта.
3.4.12. Размеры зева (захвата) гаечных ключей не должны превышать размеров головок болтов (граней гаек) более чем на 0,3 мм. Применение подкладок при зазоре между плоскостями губок и головок болтов или гаек более допустимого запрещается.
Рабочие поверхности гаечных ключей не должны иметь сбитых скосов, а рукоятки - заусенцев. На рукоятке должен быть указан размер ключа. При отвертывании и завертывании гаек и болтов удлинять гаечные ключи дополнительными рычагами, вторыми ключами или трубами запрещается. При необходимости следует применять ключи с длинными рукоятками. Допускается удлинять рукоятки ключей дополнительными рычагами только типа «звездочка».
3.4.13. Инструмент на рабочем месте должен быть расположен так, чтобы исключалась возможность его скатывания или падения. Класть инструмент на перила ограждений или неогражденный край площадки лесов, подмостей, а также вблизи открытых люков, колодцев запрещается.
3.4.14. При переноске или перевозке инструмента острые части его должны быть защищены.
3.4.15. Ответственными за исправное состояние ручного слесарно-кузнечного инструмента являются лица, выдающие (принимающие) инструмент (инструментальщик), и пользующийся им рабочий.
3.4.16*. Весь ручной слесарно-кузнечный инструмент (как находящийся в инструментальной, так и выданный на руки) должен периодически осматриваться инженерно-техническим работником, назначенным распоряжением по подразделению, но не реже одного раза в квартал. Ответственность за исправность инструмента перед работой в процессе работы определяется соответствующими правилами техники безопасности. Неисправный инструмент должен изыматься.
3.5. ИНСТРУМЕНТ ПНЕВМАТИЧЕСКИЙ
3.5.1. Пневматический инструмент должен соответствовать требованиям ГОСТ 12.2.010-75 «ССБТ. Машины ручные пневматические. Общие требования безопасности».
К работе с пневматическим инструментом допускаются лица не моложе 18 лет, прошедшие производственное обучение и проверку знаний инструкции по охране труда и имеющие запись в удостоверении о проверке знаний и о допуске к выполнению работ с применением пневматического инструмента.
3.5.2. Рабочая часть пневматического инструмента должна быть правильно заточена и не иметь повреждений, трещин, выбоин и заусенцев. Боковые грани инструмента не должны иметь острых ребер; хвостовик должен быть ровным, без скосов и трещин и во избежание самопроизвольного выпадения должен соответствовать размерам втулки, быть плотно пригнан и правильно центрирован. Применять подкладки (заклинивать) или работать пневматическим инструментом при наличии люфта во втулке запрещается.
3.5.3. Клапан включения пневматического инструмента должен легко и быстро открываться и закрываться и не пропускать воздух в закрытом положении.
3.5.4. Для пневматического инструмента должны применяться гибкие шланги. Использовать шланги, имеющие повреждения, запрещается.
Присоединять шланги к пневматическому инструменту и соединять их между собой необходимо с помощью ниппелей или штуцеров и стяжных хомутов. Крепить шланги проволокой запрещается.
Места присоединения воздушных шлангов к пневматическим инструментам, трубопроводам и места соединения шлангов между собой не должны пропускать воздуха.
3.5.5. До присоединения шланга к пневматическому инструменту должна быть продута воздушная магистраль, а после присоединения шланга к магистрали должен быть продут и шланг. Свободный конец шланга при продувке должен быть закреплен. Инструмент присоединяется к шлангу после прочистки сетки в футорке.
3.5.6. На воздухоподводящем трубопроводе должна быть запорная арматура.
3.5.7. Подключение шланга к магистрали и инструменту, а также его отсоединение должны производиться при закрытой запорной арматуре. Шланг должен быть размещен так, чтобы была исключена возможность случайного повреждения или наезда на него транспорта.
3.5.8. Натягивать и перегибать шланги пневматического инструмента во время работы запрещается. Не допускается также пересечение их тросами, кабелями и рукавами газосварки.
3.5.9. Подавать воздух к пневматическому инструменту следует только после установки его в рабочее положение (например, рабочая часть ударного инструмента должна упираться в обрабатываемый материал). Работа инструмента вхолостую допускается лишь при его опробовании (перед началом работы или при ремонте).
3.5.10*. Работать пневматическим инструментом ударного действия необходимо в защитных очках и рукавицах.
3.5.11. Работать пневматическим инструментом с неотрегулированными клапанами запрещается.
3.5.12. Работать пневматическим инструментом с приставных лестниц запрещается.
3.5.13. Исправлять, регулировать и менять рабочую часть инструмента во время работы при наличии в шланге сжатого воздуха запрещается.
3.5.14. Работать пневматическим инструментом без средств виброзащиты и управления рабочим инструментом, а также без глушителя шума запрещается.
3.5.15. Работающие пневматическим инструментом в зоне повышенного шума должны использовать средства индивидуальной защиты (противошумные наушники, противошумные вкладыши типа «беруши» и антифоны).
3.5.16. Работать пневматическим инструментом ударного действия без устройств, исключающих самопроизвольный вылет рабочей части при холостых ударах, запрещается.
3.5.17. Шлифовальные машины, пилы и рубанки должны иметь защитное ограждение рабочей части.
3.5.18. При работе пневматическим инструментом держать его за рабочую часть запрещается.
3.5.19. Нажим на пневматический инструмент должен осуществляться плавным постепенным усилием.
3.5.20. Переносить пневматический инструмент разрешается только за рукоятку. Использовать для этой цели шланг или рабочую часть инструмента запрещается.
3.5.21. При перерывах в работе, обрыве шлангов и всякого рода неисправностях следует немедленно прекратить доступ сжатого воздуха к пневматическому инструменту (закрыть запорную арматуру).
3.5.22. Шланги следует хранить в закрытом помещении при положительной температуре воздуха.
3.5.23*. Пневматический инструмент непосредственно перед выдачей должно осматривать лицо, его выдающее. В процессе эксплуатации пневматический инструмент необходимо ежедневно очищать от загрязнений по окончании работ и по мере надобности подтягивать крепежные детали. Пневматический инструмент независимо от условий его работы и исправности следует не реже одного раза в 6 мес. разбирать, промывать, смазывать детали и заправлять роторные лопатки, а обнаруженные при осмотре поврежденные или сильно изношенные части заменять новыми. После сборки инструмента необходимо произвести регулировку частоты вращения шпинделя на соответствие паспортным данным и проверку его работы на холостом ходу в течение 5 мин.
Лицо, производившее указанные выше работы, должно делать запись об исправности инструмента в журнал учета и осмотра.
3.5.24. Вибрационные параметры и шумовые характеристики пневматического инструмента должны контролироваться после его ремонта, сопровождающегося разборкой.
3.5.25*. Вибрационные параметры следует определять по ГОСТ 16519-78 «Машины ручные. Методы измерения вибрационных параметров», Р50209-92 «Вибрация. Требования к испытаниям механических молотков» и по стандартам на конкретные виды инструмента. Параметры следует заносить в паспорт инструмента.
3.5.26. Уровень помех стационарного шумового фона при проведении испытаний после ремонта пневматического инструмента должен быть не менее чем на 6 дБА ниже уровня звуковой мощности испытываемого инструмента.
4. ГРУЗОПОДЪЕМНЫЕ МЕХАНИЗМЫ, ГРУЗОЗАХВАТНЫЕ ОРГАНЫ И ПРИСПОСОБЛЕНИЯ
4.1. ОБЩИЕ ТРЕБОВАНИЯ
4.1.1. Грузоподъемные механизмы (тали, лебедки), сменные грузозахватные органы (крюки, грейферы), съемные грузозахватные приспособления (стропы, клещи, траверсы и т.п.) и тара должны содержаться и эксплуатироваться в соответствии с «Правилами устройства и безопасной эксплуатации грузоподъемных кранов», утвержденными Госгортехнадзором СССР, и настоящими Правилами.
4.1.2*. Грузоподъемные механизмы (лебедки, тали, кошки, блоки, полиспасты и др.), находящиеся в эксплуатации, должны быть снабжены четкими обозначениями регистрационного или инвентарного номера (если механизм не подлежит регистрации в органах технадзора), грузоподъемности и даты следующего испытания.
Съемные грузозахватные приспособления должны снабжаться клеймом или прочно прикрепленной металлической биркой с указанием номера, грузоподъемности и даты испытания.
4.1.3. К управлению грузоподъемными механизмами, строповке грузов и такелажным работам могут быть допущены лица не моложе 18 лет, специально обученные и аттестованные в соответствии с указанными выше Правилами и имеющие об этом отметку в удостоверении о проверке знаний.
Ремонт и обслуживание электрооборудования грузоподъемных механизмов должен производить электротехнический персонал с группой по электробезопасности не ниже III.
Рабочие основных профессий, которые по роду выполняемой работы связаны с эксплуатацией грузоподъемных механизмов и грузоподъемных машин, управляемых с пола, и подвешиванием груза на крюк машины или механизма, должны быть обучены смежной профессии по специальной программе. Они должны быть аттестованы в квалификационной комиссии и иметь в удостоверении о проверке знаний запись о допуске к выполнению стропальных работ (смежная профессия - стропальщик) или управлению грузоподъемными механизмами.
4.1.4. Место установки грузоподъемных механизмов и режим их работы должны соответствовать проекту производства работ на монтаж или ремонт оборудования. При ремонте оборудования проекты производства работ (ППР) должны быть согласованы с энергопредприятием (с главным инженером), а при монтаже - с проектной организацией.
Место работы грузоподъемного механизма должно быть определено так, чтобы было обеспечено пространство, достаточное для обзора рабочей зоны и маневрирования.
4.1.5*. Вновь установленные грузоподъемные механизмы до пуска в работу должны подвергаться полному техническому освидетельствованию, включающему осмотр, статические и динамические испытания.
При техническом освидетельствовании съемные грузозахватные приспособления должны подвергаться осмотру и испытанию нагрузкой, на 25 % превышающей их номинальную грузоподъемность, в течение 10 мин.
4.1.7. Изготовление съемных грузозахватных приспособлений и тары на предприятиях и в строительных организациях должно быть централизовано и производиться по нормалям, технологическим картам или индивидуальным чертежам.
Сведения об изготовленных съемных грузозахватных приспособлениях и таре должны заноситься в журнал. В этом журнале должны быть указаны наименование грузозахватного приспособления или тары, грузоподъемность, номер нормали (технологической карты, чертежа), номера сертификатов на примененный материал, результаты проверки качества сварки, результаты испытаний съемного грузозахватного приспособления или осмотра тары. Съемные грузозахватные приспособления, изготовляемые для сторонних организаций, кроме клейма, должны иметь паспорт.
4.1.8*. Полному техническому освидетельствованию подлежат также такелажные схемы в целом для перемещения грузов перед началом работ.
Техническое освидетельствование такелажных схем должно производиться нагрузками, указанными в пп. 4.1.14 и 4.1.16 настоящих Правил (под номинальной грузоподъемностью в данном случае следует подразумевать наибольшую массу поднимаемого груза).
При подъеме опор ВЛ допускается производить только осмотр такелажной схемы и статическое испытание ее поднимаемым грузом.
4.1.9*. Разрешение на пуск в работу грузоподъемных механизмов, не подлежащих регистрации в органах технадзора, выдается инженерно-техническим работником по надзору за грузоподъемными машинами и механизмами или инженерно-техническим работникам, выполняющим его обязанности, на основании документации завода-изготовителя и результатов технического освидетельствования. Выдача разрешения на применение вновь изготовленных съемных грузозахватных приспособлений и тары может быть возложена на другое лицо из числа инженерно-технических работников.
4.1.10*. Грузоподъемные механизмы (ручные и электрические тали и лебедки для подъема людей), подлежащие регистрации в органах технадзора, подвергаются периодическому техническому освидетельствованию в сроки, указанные в «Правилах устройства и безопасной эксплуатации грузоподъемных кранов».
Грузоподъемные механизмы, не подлежащие регистрации в органах технадзора, должны подвергаться полному техническому освидетельствованию не реже одного раза в 12 мес., а также после капитального ремонта.
Самоходные вышки и подъемники, установленные на базе автомобилей, гусеничных, колесных тракторов1, должны подвергаться техническому освидетельствованию перед началом эксплуатации, периодически и после ремонта в соответствии с требованиями, указанными в технической документации завода-изготовителя на данный вид вышки или подъемника. Кроме того, ежедневно перед началом работы проводятся испытания в соответствии с инструкцией по эксплуатации на данный вид вышки или подъемника.
1 Требования распространяются только на самоходные вышки и подъемники, неподконтрольные Госгортехнадзору России.
На самоходных вышках и подъемниках, прошедших техническое освидетельствование, должна быть нанесена дата проведенного технического освидетельствования и дата очередного периодического освидетельствования.
4.1.11*. В процессе эксплуатации съемные грузозахватные приспособления и тара должны подвергаться осмотру в установленные сроки, но не реже чем через 6 мес. - для траверс, через 1 мес. - для тары, клещей и других захватов, через 10 дней - для стропов (за исключением редко используемых).
Редко используемые съемные грузозахватные приспособления должны осматриваться перед выдачей их в работу. Тара для перемещения грузоподъемными машинами мелкоштучных, сыпучих и других грузов после изготовления должна подвергаться осмотру. Испытание тары грузом не обязательно. Перед применением съемных грузозахватных приспособлений и тары следует произвести их осмотр.
Выявленные в процессе осмотра поврежденные съемные грузозахватные приспособления и тара должны изыматься.
Результаты осмотра съемных грузозахватных приспособлений лицо, ответственное за содержание их в исправном состоянии, должно заносить в «Журнал учета и осмотра такелажных средств, механизмов и приспособлений» (приложение 5), тары - в «Журнал технического освидетельствования тары» (приложение 1).
4.1.12. Внеочередное полное техническое освидетельствование грузоподъемных механизмов должно производиться после их реконструкции, ремонта металлических конструкций механизмов с заменой расчетных элементов или узлов, капитального ремонта или смены механизма, замены крюка.
После смены изношенных грузовых или других канатов, а также во всех случаях перепасовки канатов должны производиться проверка правильности запасовки и надежности крепления концов каната, а также обтяжка канатов рабочим грузом.
4.1.13. Техническое освидетельствование должен проводить инженерно-технический работник, осуществляющий на предприятии надзор за грузоподъемными машинами и механизмами, при участии лица, ответственного за исправное их состояние. Проверку правильности запасовки и надежности крепления канатов, а также обтяжки рабочим грузом после смены или перепасовки канатов может производить лицо, ответственное за содержание грузоподъемных машин и механизмов в исправном состоянии.
Грузоподъемные механизмы, поступившие на место эксплуатации в собранном виде, при наличии документа об их полном техническом освидетельствовании на заводе-изготовителе допускаются к эксплуатации на срок не более 12 мес с предварительным осмотром без испытаний. В этом случае дата и результаты технического освидетельствования должны быть записаны в паспорт механизма.
4.1.15. Грузоподъемный механизм, выдержавший статическое испытание, подвергается динамическому испытанию.
Коэффициент запаса торможения тормоза в зависимости от режима работы и рода привода механизма должен быть 1,5 - 2,5.
Допускается производить динамическое испытание рабочим грузом с повторным подъемом и опусканием.
Во всех случаях при обнаружении дефектов во время испытаний грузоподъемного механизма испытания необходимо прервать и, устранив дефекты, провести вновь.
4.1.17*. Лицо, производившее освидетельствование грузоподъемного механизма, записывает дату и результаты технического освидетельствования в «Журнал учета и осмотра такелажных средств, механизмов и приспособлений», а также сведения о выполненных ремонтах.
4.1.18. Подача электрического напряжения на грузоподъемный механизм от внешней электросети должна осуществляться с помощью вводного устройства, имеющего ручное и дистанционное управление для снятия напряжения.
4.1.19. Крюки при грузах свыше 3 т должны быть изготовлены вращающимися на закрытых шариковых опорах, за исключением крюков специального назначения.
4.1.20*. Крюки должны быть снабжены предохранительными замками для предотвращения самопроизвольного выпадения съемного грузозахватного приспособления.
4.1.21. Масса грузов, подлежащих подъему, должна быть определена до подъема. Нагрузка на грузоподъемные механизмы и съемные грузозахватные приспособления не должна превышать их грузоподъемности.
4.1.22*. Для грузов, у которых имеющиеся специальные устройства (петли, цапфы, рымы) предназначены для подъема груза в различных положениях, должны быть разработаны схемы их строповки; для грузов, не имеющих специальных устройств, должны быть разработаны способы правильной их строповки, которые указываются в ППР. Схемы строповки наиболее часто встречающихся грузов должны быть вывешены на рабочих местах или выданы на руки стропальщикам и крановщикам.
4.1.23. Подъем груза, на который не разработаны схемы строповки, должен производиться в присутствии и под руководством лица, ответственного за безопасное производство работ по перемещению грузов.
4.1.24*. Грузы, подвешиваемые к крюку грузоподъемного механизма, должны быть надежно обвязаны канатами или калиброванными цепями, чтобы во время их перемещения исключалось падение отдельных частей (досок, бревен, прутков, труб и т.п.) и обеспечивалось устойчивое положение груза при перемещении. Строповка длинномерных грузов (длиной более 6 м) должна выполняться не менее чем в двух местах.
Для обвязки предназначенного для подъема груза должны применяться чалочные приспособления, соответствующие массе поднимаемого груза, с учетом числа ветвей каната и угла их наклона к вертикали.
При этом канаты или цепи должны быть наложены на поднимаемый груз равномерно, без узлов и перекруток; при острых гранях поднимаемого груза под канат или цепь должны быть подложены подкладки, предохраняющие стропы от повреждений.
Строповка поднимаемого груза за выступы, штурвалы, штуцера и другие устройства, не рассчитанные для его подъема, запрещается.
4.1.25. Забракованные съемные грузозахватные приспособления и грузозахватные приспособления, не имеющие бирки (клейма), немаркированную и поврежденную тару оставлять в местах производства работ запрещается.
4.1.26*. Из опасной зоны работ по подъему и перемещению грузов должны быть удалены лица, не имеющие прямого отношения к проводимым работам.
4.1.27. В зоне перемещения грузов все проемы должны быть закрыты или ограждены и вывешены предупреждающие знаки безопасности.
4.1.28*. Подъем тяжелого груза (массой более 3 т) грузоподъемными механизмами должен осуществляться под непосредственным руководством лица, ответственного за безопасное производство работ по перемещению грузов кранами и механизмами.
4.1.29. Груз при его перемещении в горизонтальном направлении должен быть предварительно поднят на 0,5 м и более выше встречающихся на пути предметов.
4.1.30. Опускать грузы разрешается на предварительно подготовленное место, где исключаются их падение, опрокидывание или сползание. Для удобства извлечения стропов из-под груза на месте его установки необходимо уложить прочные подкладки.
4.1.31. Опускать грузы на перекрытия, опоры и площадки без предварительного расчета прочности несущих конструкций и перегружать их сверх допустимых нагрузок запрещается.
4.1.32*. Оставлять груз в подвешенном состоянии, а также поднимать и перемещать людей грузоподъемными механизмами, не предназначенными для их подъема, запрещается. В случае неисправности механизма, когда нельзя опустить груз, опасная зона должна быть ограждена и вывешены предупреждающие знаки безопасности «Осторожно! Опасная зона».
4.1.33. Перемещение грузов грузоподъемными механизмами при недостаточном освещении рабочего места запрещается.
4.1.34. Поднимать груз следует строго отвесно, для чего крюк грузоподъемного механизма необходимо устанавливать непосредственно над грузом. Подтаскивать груз по земле или полу крюком грузоподъемного механизма при наклонном положении грузовых канатов без применения направляющих блоков, обеспечивающих вертикальное положение канатов, запрещается.
Оттягивать груз во время его подъема, перемещения и опускания, а также выравнивать его собственной массой работающего запрещается. Поднимать грузоподъемным механизмом примерзший, засыпанный или защемленный груз запрещается.
4.1.35. При работе грузоподъемного механизма освобождение с его помощью защемленных грузов, стропов, канатов или цепей запрещается. Работа при выведенных из действия или неисправных приборах безопасности и тормозах запрещается.
4.1.36*. Запрещается производить грузоподъемными механизмами следующие работы:
поднимать грузы при наклонном положении полиспаста, у которого верхний блок имеет жесткое крепление;
производить одновременно подъем или опускание двух грузов, находящихся в непосредственной близости.
4.1.37*. Перед подъемом груз необходимо приподнять на высоту не более 300 мм, затем опустить 2 - 3 раза на 100 мм для проверки надежности действия тормоза, устойчивости грузоподъемного механизма, правильности строповки и равномерности натяжения стропов, только после этого груз следует поднимать на требуемую высоту; для исправления строповки груз должен быть опущен.
4.1.38. Направлять канат руками при наматывании его на барабан запрещается.
4.1.39*. Подъем груза необходимо производить плавно, без рывков и раскачивания, не допуская его задевания и закручивания строп.
Для разворота длинномерных и тяжеловесных грузов во время их подъема или перемещения следует применять оттяжки-крючья соответствующей длины.
4.1.40. Все грузоподъемные механизмы, находящиеся в работе, должны периодически осматриваться и ремонтироваться в сроки, предусмотренные системой планово-предупредительных ремонтов, с записью результатов в «Журнале учета и осмотра такелажных средств, механизмов и приспособлений». Лицо, ответственное за содержание грузоподъемных машин и механизмов в исправном состоянии, обязано обеспечить своевременное устранение выявленных неисправностей.
4.2. ЛЕБЕДКИ
4.2.1*. Место установки, способ крепления лебедок, а также расположение блоков должны быть указаны в ППР.
Место установки необходимо выбирать, исходя из следующих требований:
лебедка должна находиться вне зоны производства работ по подъему и перемещению грузов;
место установки лебедки должно обеспечивать обслуживающему персоналу хорошее наблюдение за поднимаемым грузом;
должны быть обеспечены простота крепления и правильное направление каната;
канат, идущий к лебедке, не должен пересекать дорог и проходов для людей. В случаях, когда такое пересечение неизбежно, в местах прохода или проезда следует устанавливать ограждение с предупреждающими знаками безопасности «Осторожно! Опасная зона» и выставлять наблюдающих.
При установке в здании лебедка должна быть закреплена за колонну здания, за железобетонный или металлический ригель его перекрытия или за кирпичную стену стальным канатом. При этом диаметр и число ветвей его должны быть рассчитаны по грузоподъемности лебедки с коэффициентом запаса прочности не менее 6. Крепление производится за раму лебедки. Приваривать раму запрещается.
На обвязывающем канате крепление его конца осуществляется с помощью зажимов, число которых определяется при проектировании, но не менее трех. Шаг расположения зажимов и длина свободного конца каната от последнего зажима должны быть не менее шести диаметров каната.
При установке лебедок на земле их следует крепить за якорь или с упором и противовесом. Устойчивость лебедки должна проверяться расчетом.
4.2.2. Приваривать ручные рычажные лебедки к площадкам обслуживания оборудования, а также крепить их к трубопроводам и их подвескам запрещается.
4.2.3. Лебедки, при осмотре которых обнаружены дефекты, к работе не допускаются.
Не допускаются к дальнейшей эксплуатации и подлежат замене детали лебедок:
чугунные барабаны, имеющие трещины или отбитые края реборд. В стальных барабанах допускается заварка трещин и вставка отбитых частей реборд с соответствующей разделкой кромок трещин и места вставки;
шестерни при отсутствии части зубьев или наличии трещин в любом месте (заварка трещин не допускается);
шестерни лебедок с ручным приводом при износе зубьев более 20 % из первоначальной толщины и шестерни лебедок с электрическим приводом при износе зубьев больше допустимого (приложение 6 «Допустимая толщина зубьев шестерен электрических лебедок при износе»). Наварка и заварка зубьев запрещается;
деформированные корпуса ручных рычажных лебедок, неисправные предохранительные детали, изношенные трущиеся детали тяговых механизмов (сжимы - желобчатые пазы и цапфы), а также фигурные вырезы серег и деформированные крюки;
подшипники, имеющие трещины или отбитые края, и их втулки, имеющие зазор более 0,6 мм - для лебедок с электрическим приводом и износ более 2 % первоначального диаметра - для лебедок с ручным приводом;
поломанные детали тормоза и детали тормоза лебедок с электрическим приводом, у которых разработка отверстий увеличивает «мертвый» ход более чем на 10 %. Размер «мертвого» хода должен проверяться при зажатых колодках;
валы и оси лебедок с электрическим приводом, имеющие разработанные шпоночные канавки, раковины, наплывы, расслоения, трещины, а также зазор более 0,6 мм (после удаления задиров на шейках);
валы лебедок с ручным приводом при износе шеек более 4 % первоначального диаметра, криволинейности свыше 3 мм на 1 м длины;
храповики при отсутствии зубьев или наличии трещин;
собачки при наличии выщербленных мест на их упорной части;
эластичные муфты, имеющие сломанные пальцы, износ тормозного шкива и задиры на тормозной поверхности;
тормозные колодки, имеющие износ обкладок более чем на 0,5 их первоначальной толщины.
4.2.4*. Перед пуском в работу, после капитального ремонта и периодически, но не реже одного раза в год должно измеряться сопротивление изоляции электрооборудования лебедок мегаомметром на напряжении 500 В, а также должна производиться проверка надежности заземления корпусов. Сопротивление изоляции должно быть не менее 0,5 МОм.
Не допускается к дальнейшей эксплуатации и подлежит сушке электрооборудование лебедок, имеющих изоляцию с сопротивлением менее 0,5 МОм.
4.2.5. При отсутствии специального стенда испытания лебедок допускается проводить на ровной специально оборудованной площадке, позволяющей провернуть под нагрузкой барабан лебедки не менее чем на два полных оборота.
4.2.6. При статических испытаниях лебедок с электрическим и ручным приводом канат должен находиться на последнем слое навивки. Для получения диаметра барабана, соответствующего последнему слою навивки, допускается обкладывать его деревянными брусками.
Увеличенный диаметр барабана должен быть равен D + 100 мм для лебедок с тремя слоями навивки и D + 200 мм для лебедок с пятью слоями.
Для испытания лебедки на барабане оставляется не менее пяти витков закрепленного на нем каната, остальной канат разматывается и пропускается через отводные блоки испытательной схемы (рис. 4.1). Свободный конец каната прикрепляется к испытательному грузу. Затем груз поднимается на высоту 100 мм и выдерживается в таком положении 10 мин.
Статическое испытание лебедок можно проводить также с помощью проверенного исправного динамометра, поддерживая в течение 10 мин. соответствующую постоянную нагрузку.
При испытании лебедки с ручным рычажным приводом можно подвешивать ее к треноге или какой-либо другой конструкции, выдерживающей двойную нагрузку лебедки. При самопроизвольном опускании испытательного груза, оставленного на весу, лебедка считается не выдержавшей испытания.
Испытательные нагрузки при испытаниях лебедок должны соответствовать указанным в пп. 4.1.14 и 4.1.16 настоящих Правил.
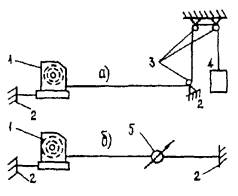
Рис. 4.1. Схемы испытания лебедок:
а - с помощью груза; б - с помощью динамометра; 1 - лебедка; 2 - якорь; 3 - отводной блок; 4 - груз; 5 - динамометр
4.2.7. Статическое испытание лебедок для подъема людей должно производиться нагрузкой, превышающей в 1,5 раза их грузоподъемность.
4.2.8. Динамические испытания лебедок заключаются в повторных (не менее 6 раз) подъемах и опусканиях на высоту не менее 1 м испытательного груза. Подъем груза осуществляется в первом положении контроллера.
Поднятый груз останавливается и при этом проверяется отсутствие самопроизвольного его опускания. Продолжение подъема груза производится с положения, в котором он был остановлен, без опускания его на землю.
Тормозная система лебедки проверяется остановкой груза на спуске. У лебедок с электрическим приводом груз опускается как с помощью электродвигателя, так и путем растормаживания барабана при отключенном электродвигателе. При этом проверяются надежность работы тормозов, отсутствие нагрева тормозных колодок выше 60 °С и всех подшипников выше 70 °С, отсутствие ненормального шума в работе зубчатых передач; подтеков и выбрасывания масла из подшипников и других дефектов.
4.2.9. Тяговые с ручным и электрическим приводом лебедки динамическому испытанию не подвергаются.
4.2.10. При обнаружении дефектов во время испытаний лебедок испытания должны быть проведены вновь после устранения дефектов.
Если при испытаниях не будет обнаружено неисправностей, лебедка считается выдержавшей испытания.
4.2.11. Запрещается работа лебедок в следующих случаях:
при ненадежном закреплении их на рабочем месте;
неисправности тормозов;
неисправности электропривода;
отсутствии ограждения приводов;
ненадежном закреплении каната на барабане или неправильной его навивке (петли, слабина).
Запрещается также ручное управление лебедкой без рукавиц, ремонт или подтягивание ослабленных соединений во время работы лебедок.
4.2.12*. Металлические части лебедок с электрическим приводом должны быть заземлены всегда, а лебедок с ручным приводом - в случае их применения при производстве работ на воздушных линиях электропередачи, находящихся под напряжением. Заземление должно быть выполнено под болт. Приваривать заземление к раме лебедки запрещается.
4.2.13. Канат лебедки при правильной навивке должен ложиться на барабан ровными плотными рядами. Расстояние между верхним слоем навитого каната и наружным диаметром реборды должно быть не менее двух диаметров каната. При низшем положении грузозахватного органа лебедки на барабане должно оставаться не менее 1,5 витков каната, не считая витков, находящихся под зажимным устройством.
В целях уменьшения опрокидывающего момента, действующего на лебедку, канат должен подходить к барабану снизу (рис. 4.2). Кроме того, положение набегающей на барабан ветви каната должно быть по возможности близко к горизонтальному и не более чем на 2º отклоняться от плоскости, перпендикулярной оси барабана. Для этого в необходимых случаях на подходах к лебедке канат должен пропускаться через один или несколько отводных блоков. Расстояние от оси барабана до оси отводного блока, ближайшего к лебедке, должно быть не менее 20 длин барабана.

Рис. 4.2. Намотка каната на барабан лебедки
4.2.14. При подъеме грузов одновременно двумя лебедками конструкции их должны подбираться так, чтобы скорости навивания канатов на барабан были одинаковыми. Подъем грузов должен выполняться под наблюдением лица, ответственного за безопасное производство работ по перемещению грузов, и при наличии ППР.
4.2.15. Канаты в местах присоединения их к люльке и барабану лебедки должны быть прочно закреплены. Движение канатов при подъеме и опускании люлек должно быть свободным. Трение канатов о выступающие конструкции не допускается. Люльки, с которых работа не производится, должны быть опущены на землю.
4.2.16. Для подъема груза лебедками с ручным приводом последние должны быть снабжены безопасными рукоятками, находящимися в зацеплении с приводным валом только при вращении их в сторону подъема, или автоматически действующим грузоупорным тормозом, исключающим возможность произвольного опускания груза.
Лебедки, не оборудованные автоматически действующим тормозом или безопасной рукояткой, могут применяться только в качестве тяговых, о чем делается специальное указание в паспорте лебедки.
Рукоятки лебедок с ручным приводом должны быть снабжены свободно проворачивающимися втулками.
4.2.17. При работах с лебедками с ручным приводом число рабочих, обслуживающих лебедку, следует выбирать, руководствуясь конкретными условиями работы и расчетным усилием, которое рабочий должен прилагать к рукоятке одним человеком, должно быть не более 120 Н (12 кгс), при кратковременной работе допускается увеличение усилия до 200 Н (20 кгс).
4.2.18. При работе с лебедками с ручным рычажным приводом запрещается:
находиться в плоскости качания рычага и под поднимаемым грузом;
применять рычаг, имеющий длину более предусмотренной техническими данными лебедки;
переводить рычаг из одного крайнего положения в другое рывками.
При работе перемещаемый груз должен надежно крепиться к крюку. Движение рукоятки обратного хода должно быть плавным, без рывков и заеданий; тяговый механизм и канат все время должны находиться на одной прямой.
4.2.19. Эксплуатация рычажных лебедок при проскальзывании каната в случае изменения направления движения рукоятки прямого хода, недостаточном протягивании каната за один ход, а также при свободном проходе его в сжимах тягового механизма, срезке предохранительных штифтов или фиксаторов запрещается.
4.2.20. При подъеме груза лебедками с электрическим приводом менять ход лебедки с прямого на обратный следует с остановкой лебедки, а при подходе груза к крайним положениям - с замедлением хода.
При обнаружении дефектов в электроприводе (сильный нагрев электродвигателя, катушек электромагнита, резисторов, подшипников; сильное искрение щеток электродвигателя или появление дыма, запаха гари; ощущение действия тока при соприкосновении с деталями лебедки) следует немедленно прекратить работу.
4.2.21*. Лебедки для подъема люлек должны быть оборудованы двумя тормозами, действующими автоматически и независимо один от другого при отключении электродвигателя лебедки.
Один из тормозов должен быть колодочным с коэффициентом запаса торможения не менее 2. Коэффициент запаса торможения второго тормоза должен быть не менее 1,25.
4.2.22. Применение фрикционных и кулачковых муфт, а также фрикционной и ременной передач для связки вала электродвигателя с валом барабана у лебедок, предназначенных для подъема людей, запрещается.
4.2.23. Во время эксплуатации лебедок должны своевременно смазываться все трущиеся части во избежание преждевременного износа деталей.
4.2.24*. Перед допуском к работе с применением лебедки необходимо проверить:
наличие непросроченной даты технического освидетельствования лебедки;
соответствие места установки, способа крепления лебедки и расположения блоков проекту производства работ;
надежность закрепления каната к барабану лебедки, отсутствие косого натяжения и состояние каната, правильность расположения каната на блоках;
исправность тормозов и электропривода;
наличие ограждения привода.
В процессе работы необходимо следить за исправностью лебедки, правильной навивкой каната лебедки на барабан, не допуская его соскальзывания на вал лебедки.
4.3. ТАЛИ И КОШКИ
4.3.1. Корпуса электрооборудования электрических талей должны быть заземлены.
Корпус кнопочного аппарата управления тали, управляемой с пола, должен быть выполнен из изоляционного материала либо заземлен не менее чем двумя проводниками. В качестве одного из заземляющих проводников может быть использован тросик, на котором подвешен кнопочный аппарат.
4.3.2. Пусковые аппараты ручного управления талями должны подвешиваться на стальном тросике такой длины, чтобы можно было управлять механизмом, находясь на безопасном расстоянии от поднимаемого груза. При расположении аппарата управления ниже 0,5 м от пола его следует подвешивать на крючок, укрепленный на тросике на высоте 1 - 1,5 м.
4.3.3. Механизм подъема ручных талей должен быть снабжен автоматическим грузоупорным тормозом.
Тормоз должен обеспечивать плавное опускание груза при вращении тягового колеса под действием силы тяги и автоматическую остановку груза при прекращении ее действия.
4.3.4. Крепить ручные тали к трубопроводам и их подвескам запрещается.
4.3.5. Электрические тали должны быть оборудованы концевыми выключателями для автоматической остановки механизма подъема грузозахватного органа, которые устанавливаются так, чтобы после остановки грузозахватного органа при подъеме без груза зазор между ним и упором был не менее 50 мм.
При подъеме груза электрическими талями доводить обойму крюка до концевого выключателя, пользоваться последним для автоматической остановки запрещается.
4.3.6*. Электрические тали с двухскоростным механизмом передвижения должны быть снабжены тормозом на механизме передвижения.
Электрические тали грузоподъемностью от 1,0 до 5,0 т должны быть снабжены двумя тормозами на механизме подъема. Коэффициент запаса торможения электромагнитного тормоза должен быть не менее 1,25, а грузоупорного - 1,1.
На концах монорельса должны быть установлены упоры, препятствующие выводу электрической тали за пределы монорельсового пути, а на корпусе талей - упругие буфера.
4.3.7*. Технические освидетельствования талей и кошек должны проводиться нагрузками и в сроки согласно разд. 4.1 настоящих Правил.
4.3.8*. При периодическом осмотре талей, а также при техническом освидетельствовании должно быть обращено внимание на их чистоту; наличие смазки; состояние цепей, канатов, зубьев шестерен и звездочек; исправность шплинтов или расклепок на концах главной оси; надежность зацепления цепей на звездочках и закрепления каната на барабане; износ поверхности качения ходовых роликов; расстояние между ребордами роликов и крайними кромками монорельсового пути; исправность электромагнитного тормоза электроталей и степень износа фрикционных прокладок; состояние электродвигателей, электропроводки и контактов, аппаратов управления, токоприемника и концевого выключателя; отсутствие заеданий механизма и проскальзывания цепей, а также на уровень шума, возникающего при работе талей.
Зубья звездочек и шестерен, а также цепи не должны иметь на поверхности трещин, заусенцев и вмятин; пластинчатые цепи должны быть подвижны во всех шарнирных соединениях.
4.3.9. Подлежат замене:
шейки, имеющие трещины (заварка не допускается);
втулки в червячном колесе и в подшипниках червяка с зазором более 1 мм;
червячная пара при износе зубьев более 10 % их толщины, наличии трещин в червячном колесе или отсутствии части зубьев;
грузовая звездочка при износе зубьев более 10 % их толщины, а также при наличии трещин;
фрикционные прокладки при износе более чем на 0,5 их первоначальной толщины;
грузовые и тяговые цепи при деформации отдельных звеньев;
деформированные крюки.
4.3.10. Перед пуском в работу, после капитального ремонта и периодически, но не реже одного раза в год должно измеряться сопротивление изоляции электрооборудования тали мегаомметром на напряжение 500 В. Сопротивление изоляции должно быть не менее 0,5 МОм.
4.3.11. Электрооборудование талей, имеющее сопротивление изоляции менее 0,5 МОм, должно подвергаться сушке.
4.3.12*. Испытания стационарных талей и кошек проводятся на месте их установки. Переносные тали для испытаний подвешиваются к треноге или какой-либо другой конструкции.
При статическом испытании электрических талей испытательный груз с помощью крюка механизма подъема должен подниматься на высоту 200 - 300 мм и выдерживаться в течение 10 мин., при этом не должно наблюдаться опускание груза.
При статическом испытании ручных талей испытательный груз поднимается на высоту, обеспечивающую полный оборот грузовой звездочки, и таль передвигается плавным трехкратным перемещением на длину, соответствующую не менее чем одному обороту ходового ролика.
При испытании кошек с подъемом испытательного груза производится также трехкратное плавное перемещение кошки на балке в обе стороны на расстояние, соответствующее двум полным оборотам ходовых колес.
При этом ручные тали и кошки должны опираться всеми ходовыми колесами на балку, а также должно проверяться отсутствие набегания и срыва цепей. Проверяется работа автоматического грузоупорного тормоза тали, обеспечивающего плавное опускание груза при вращении тягового колеса под действием силы тяги и автоматический останов груза при прекращении действия силы тяги, а также свободное поворачивание нижнего крюка тали без нагрузки.
4.3.13*. Динамические испытания ручных талей кошек заключается в повторных (не менее 6 раз) подъемах на высоту не менее 1 м и опусканиях испытательного груза в целях проверки тормозов талей, плавности работы грузовой и тяговых цепей.
При динамических испытаниях электрических талей проверяется работа механизма подъема и тормозов, прочность конструкции тали и проходимость ее по криволинейным участкам пути.
Динамические испытания электрических талей заключаются в двухкратных подъемах испытательного груза на высоту не менее 6 м с остановками при каждом подъеме и спуске не менее 5 раз. Для талей с высотой подъема менее 6 м подъем груза производится на полную высоту. При наличии двух тормозов на механизме подъема талей грузоподъемностью 1 т и выше проверку их действия следует производить совместно и раздельно. Проверку действия тормозов талей грузоподъемностью 0,25 и 0,5 т следует производить совместно. Если один из тормозов грузоупорный, то при его испытании выбег груза при спуске не должен превышать 800 мм.
Работа ограничителей подъема и опускания груза должна проверяться не менее трех раз.
При проверке проходимости тали по криволинейным участкам пути таль должна свободно проходить по участкам пути с наименьшим для тали радиусом закругления на дуге 90º при движении в обоих направлениях.
4.3.14*. При испытаниях талей и кошек не должно наблюдаться самопроизвольного опускания груза.
При обнаружении набеганий, пропусков или скольжения цепи по звездочке и тяговым колесам, трещин, разрывов и деформаций тали и кошки бракуются.
4.3.16. Состояние талей и кошек должно проверяться перед каждым их применением.
4.3.17*. Все трущиеся части ручных и электрических талей, а также кошек должны смазываться не реже одного раза в месяц.
4.4. БЛОКИ И ПОЛИСПАСТЫ
4.4.1. Грузоподъемность блоков и полиспастов должна быть указана в паспорте завода-изготовителя, на клейме крюка, или на обойме блока, или на металлической табличке, прикрепляемой к наружной щеке блочной обоймы.
4.4.2. Ролики блоков, а также крюки и петли на траверсах должны свободно проворачиваться.
4.4.3. Применять при оснастке полиспастов блоки разной грузоподъемности запрещается.
4.4.4. При выборе блока по грузоподъемности необходимо проверять соответствие размеров ручья ролика диаметру каната; диаметр ручья ролика должен быть больше диаметра каната на 1 - 3 мм.
4.4.5. При подвешивании верхних неподвижных блоков полиспастов необходимо избегать бокового опирания обоймы верхнего блока на ригель или балку. Перекос роликов верхнего блока по отношению к канату не допускается.
4.4.6. При оснастке полиспастов должны соблюдаться следующие требования:
если число ниток полиспаста, т.е. сумма чисел роликов неподвижного и подвижного блоков, четное, то конец каната следует крепить к неподвижному блоку;
если число ниток нечетное, конец каната следует крепить к подвижному блоку.
4.4.7. При сборке полиспастов и подъеме грузов необходимо следить за соблюдением параллельности подвижной и неподвижной обойм. Косое положение одного блока относительно другого во избежание соскальзывания каната с блока не допускается.
4.4.8. Тяговый сбегающий конец каната должен быть направлен к лебедке так, чтобы он не вывертывал блока полиспаста и не вызывал его перекоса.
4.4.9. Отводные блоки рекомендуется применять разъемной конструкции, позволяющей запасовать канат в блок в любом месте по его длине. Располагать их необходимо так, чтобы проходящий через них тяговый конец каната не имел косого набегания на блок полиспаста, что также может вызвать его соскальзывание с этого блока и возникновение горизонтальных усилий, действующих на верхний блок полиспаста.
4.4.10. При выборе грузоподъемности отводных блоков и расчетах чалочных канатов для их привязки необходимо учитывать угол между направлением канатов.
4.4.11. При длительном хранении блоки массой до 60 кг следует подвешивать за крюки, петли или скобы на прочных перекладинах. Более тяжелые блоки необходимо укладывать на полу на подкладках.
4.4.12*. Блоки и полиспасты должны осматриваться не реже, чем 1 раз в 6 мес., а также перед каждым подъемом груза, близкого к грузоподъемности блока или полиспаста. Блоки и полиспасты для осмотра должны полностью разбираться.
Состояние блоков и полиспастов проверяется, кроме того, внешним осмотром перед каждым их применением.
4.4.13. При внешнем осмотре, прежде всего, следует убедиться, что блоки и полиспасты с приданными им канатами испытаны и имеют металлическую бирку с указанием номера блока или полиспаста, грузоподъемности и даты очередного испытания. Следует проверить общее состояние блоков и их отдельных элементов (роликов, щек, подшипников), крепление каната к блоку, смазку роликов и вращение их на оси и обратить внимание на внутреннюю поверхность зева крюка, где чаще всего появляются трещины, на состояние каната, которым оснащен полиспаст, и чистоту каналов для смазки в осях роликов.
4.4.14. Подлежат замене:
ролики, имеющие трещины, отбитые края, износ втулок, равный 3 % диаметра оси и более, диаметр отверстия, увеличенный более чем на 5 % первоначального, а также износ реборд и дна ручья, превышающий значения, указанные в приложении 7 «Допустимый износ роликов блоков». При достаточной толщине стенки и равномерном износе втулки по окружности она может, быть оставлена в эксплуатации при условии замены оси осью большего диаметра;
крюки, имеющие трещины, деформацию, износ от стропового каната опорной поверхности в виде канавки глубиной более 10 % первоначальной высоты сечения крюка;
траверсы, имеющие трещины и износ шеек более 10 % первоначального диаметра;
оси блоков с износом, превышающим 5 % по диаметру. Если ось имеет равномерный износ по диаметру, и неровности на поверхности отсутствуют, она может быть оставлена в эксплуатации при условии замены втулок роликов;
грузовые блоки, имеющие трещины на несущих планках, разработанные отверстия для осей и траверс.
4.4.15*. Не реже 1 раза в 12 мес. блоки и полиспасты должны подвергаться статическому испытанию грузов, превышающим на 25 % их номинальную грузоподъемность, в целях проверки их прочности. Испытательный груз поднимается на высоту 100 - 200 мм и выдерживается в течение 10 мин., затем производится осмотр состояния блоков и полиспастов. Испытание может производиться также с помощью динамометра.
4.4.16. Для проведения испытаний блок или полиспаст оснащается канатом соответствующей грузоподъемности, который растягивается на всю длину.
Однорольные блоки испытываются на стендах для испытания такелажа или по схемам, показанным на рис. 4.3. При испытаниях с динамометром, если грузоподъемность блока меньше грузоподъемности динамометра, последний врезается между якорем (слева) и блоком и непосредственно показывает полную прикладываемую испытательную нагрузку. Если же грузоподъемность блока больше грузоподъемности динамометра, последний врезается в одну из ветвей троса, который огибает блок и идет к тяговому механизму. При такой схеме динамометр будет показывать 50 % испытательной нагрузки (без учета КПД блока).
К натяжному устройству или тяговому механизму
К тяговому механизму

Рис. 4.3. Схема однорольных блоков:
а - с помощью груза; б - с помощью динамометра; в - испытание монтажного блока; 1 - якорь; 2 - динамометр; 3 - испытываемый блок
4.4.17. Многорольные блоки испытываются так же, как полиспасты (рис. 4.4). Если грузоподъемность динамометра недостаточна для испытания полиспаста по схеме, указанной на рис. 4.4 а и б, то применяются схемы, приведенные на рис. 4.4 в и г. Динамометр врезается в одну из ветвей, огибающих уравнительный блок, или в ходовую ветвь троса. В этом случае при определении испытательной нагрузки необходимо учесть КПД всех роликов.
К тяговому механизму
К тяговому механизму или якорю
К тяговому механизму
К тяговому механизму
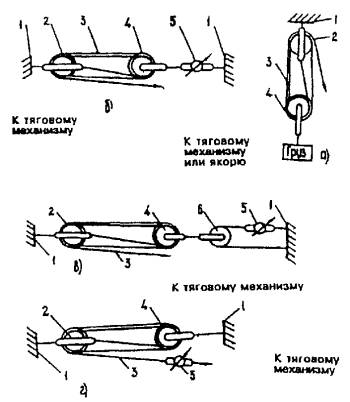
Рис. 4.4. Схема испытания многорольных блоков и полиспастов:
а - с помощью груза; б - с помощью динамометра; в - врезка динамометра в ветвь, огибающую уравнительный блок; г - врезка динамометра в ходовую ветвь; 1 - якорь, 2 - неподвижная блочная обойма; 3 - канат; 4 - подвижная блочная обойма; 5 - динамометр; 6 - уравнительный блок
4.4.18*. При осмотре блоков после их испытаний следует обратить внимание на состояние осей и втулок. Изгиб осей, задиры на осях и втулках не допускаются. Не должно быть также трещин в крюке и щеках, заклинивания тросов между роликами и обоймой, разгибания крюка и т.п.
При обнаружении каких-либо дефектов они устраняются, и испытание проводится вновь.
Если при испытаниях не обнаружено неисправностей, полиспаст или блок считается выдержавшим испытания.
После испытания на блоках и полиспастах прикрепляются бирки с указанием номера блока или полиспаста, его грузоподъемности и даты следующего испытания. На концах канатов полиспастов должны быть бирки с указанием только номера блока или полиспаста.
4.5. КАНАТЫ И СТРОПЫ СТАЛЬНЫЕ
4.5.1. Стальные канаты, применяемые на грузоподъемных механизмах, должны отвечать действующим государственным стандартам и иметь сертификат (свидетельство) завода-изготовителя в соответствии с ГОСТ 3241-91 «Канаты стальные. Технические условия». При получении канатов без указанного свидетельства они должны быть подвергнуты испытанию в соответствии с требованиями указанного стандарта.
Канаты, не снабженные свидетельством об испытании, к использованию не допускаются.
4.5.2. Во время работы каната нужно следить за тем, чтобы он не касался других канатов, не перетирался об острые края груза, части оборудования или о стены зданий. Для защиты от перетирания необходимо пользоваться прокладками.
Нельзя допускать чрезмерного одностороннего или двухстороннего перегиба каната, в том числе на блоках и барабанах малого диаметра, а также крепления его непосредственно к проушинам, серьгам и рамам без коушей.
Применение канатов, имеющих переломы, узлы, обрыв проволок и износ более допустимого, запрещается.
4.5.3. Пересечение и соприкосновение канатов с электрокабелями и электропроводами запрещается.
4.5.4. Число проколов каната каждой прядью при заплетке должно быть не менее указанного в табл. 1 приложения 8 «Нормы прочности стальных канатов и цепей».
Последний прокол каждой прядью должен производиться половинным числом ее проволок (половинным сечением пряди). Допускается последний прокол делать половинным числом прядей каната.
Число устанавливаемых зажимов зависит от диаметра каната, но должно быть не менее трех.
Шаг расположения зажимов и длина свободного конца каната от последнего зажима должны быть не менее шести диаметров каната.
В конструкциях сжимов должны быть предусмотрены контргайки или замки для фиксации гаек. Затягивать обе гайки сжима следует равномерно, не допуская перекосов. В процессе эксплуатации необходимо периодически проверять плотность затяжки сжимов и состояние каната под ними.
Сращивание (счаливание) грузовых канатов не допускается. Другие канаты можно счаливать только на участке, где исключается возможность набегания каната на блок или барабан.
4.5.5. Перед рубкой каната его концы в двух местах следует перевязывать мягкой отожженной стальной проволокой во избежание раскручивания. Расстояние между перевязками должно составлять четыре-пять диаметров каната, а длина обмотки - не менее пяти диаметров каната. Концы этой проволоки должны быть тщательно скручены и загнуты между прядями каната.
4.5.6. К изготовлению стропов должны допускаться только обученные, прошедшие проверку знаний рабочие, имеющие профессию заплетчика.
4.5.7. Во всех случаях применения стальных канатов для такелажных работ и в грузоподъемных механизмах коэффициент запаса прочности каната на разрыв должен быть не меньше указанного в табл. 2 приложения 8.
При расчете прочности стропов, предназначенных для подъема грузов с обвязкой или зацепкой крюками, кольцами или серьгами, коэффициент запаса прочности канатов должен приниматься не менее 6.
4.5.8. Расчет прочности стропов из стальных канатов должен производиться с учетом числа их ветвей и угла наклона от вертикали (приложение 9 «Определение усилия в ветвях стропов»).
4.5.9*. Стропы должны крепиться за специальные рамы или за массивные и надежные части поднимаемого груза, все ветви должны быть натянуты равномерно. При строповке грузов ветви стропов должны быть предохранены от соскальзывания в случае задевания груза за что-либо при подъеме.
Места строповки на поднимаемых грузах должны быть намечены заранее. При отсутствии данных о положении центра тяжести груза он должен быть установлен путем пробного подвешивания.
4.5.10. При подвешивании груза на двурогие крюки стропы должны накладываться таким образом, чтобы нагрузка распределялась на оба рога крюка равномерно.
4.5.11. Не использованные для зацепки груза концы многоветьевого стропа следует укрепить так, чтобы при перемещении груза исключалась возможность задевания этими концами за встречающиеся на пути предметы.
4.5.12. Петли стропа следует надевать по центру зева крюка, а крюк устанавливать по центру строповки. При подъеме и перемещении грузов канаты грузового полиспаста подъемных механизмов должны быть направлены вертикально.
4.5.13*. Петля на конце стального каната при креплении его на грузоподъемном механизме, а также петля стропа, сопряженная с кольцами, крюками и другими деталями, должна быть выполнена с применением коуша путем заплетки свободного конца каната, установки зажимов или другим проверенным способом по утвержденным нормалям.
Закрепление конца каната на грузоподъемном механизме может также производиться в стальной кованой, штампованной, литой конусной втулке клином или другим проверенным способом по утвержденным нормалям. Применение сварных втулок не допускается. Корпуса, втулки и клинья не должны иметь острых кромок, о которые может перетираться канат.
4.5.14. Работать с канатами без рукавиц запрещается.
4.5.15. В процессе работ за состоянием стальных канатов и стропов необходимо вести постоянное наблюдение.
4.5.16. Браковка стальных канатов и стропов производится по числу оборванных проволок на длине одного шага свивки и их износу (приложение 10 «Нормы браковки стальных канатов»).
4.5.17. Подлежат браковке стропы, не имеющие бирок, а также имеющие:
оборванную прядь;
оборванный или выдавленный наружу сердечник;
поверхностный износ или коррозию 40 % и более;
число оборванных проволок на шаг свивки больше допустимого;
трещины на крюках или кольцах или их износ 10 % и более;
прожоги, вмятины, скрутки и другие механические повреждения.
4.5.18. Стальные канаты, которыми оснащены грузоподъемные механизмы, проходят технические освидетельствования, включая испытания под нагрузкой, совместно с этими механизмами.
Неразъемные соединения канатов (узлы крепления расчалок, оттяжек и тяг) после изготовления должны проверяться на соответствие нормативной документации и испытываться усилием, превышающим номинальное (рабочее) на 25 %, в течение 10 мин. с записью результатов осмотра и испытаний в журнал.
4.5.19. Стальные канаты следует хранить смазанными и смотанными в бухты или катушки в сухих, хорошо проветриваемых помещениях на деревянных настилах или подкладках.
4.5.20. Сматывать и наматывать канаты следует так, чтобы не образовалось петель и узлов.
4.5.21*. Канаты как новые, так и находящиеся в эксплуатации и на хранении необходимо смазывать графитовой смазкой, защищающей их от коррозии и износа в следующие сроки:
грузовые (полиспастные) - не реже одного раза в 1 мес.;
чалочные и стропы - не реже одного раза в 1,5 мес.;
расчалки - не реже одного раза в 3 мес.;
хранящиеся на складе - не реже одного раза в 6 мес.
4.6. ЦЕПИ
4.6.1. Пластинчатые цепи, применяемые на грузоподъемных машинах, должны соответствовать ГОСТ 191-82 «Цепи грузовые пластинчатые. Технические условия» и ГОСТ 588-81 «Цепи тяговые пластинчатые. Технические условия».
4.6.2*. Сварные и штампованные цепи, используемые в качестве грузовых и для изготовления стропов, должны соответствовать ТУ 12.0173856.15-88 «Цепи круглозвенные грузовые и тяговые нормальной прочности» и ГОСТ 228-79 «Цепи якорные. Общие технические условия».
4.6.3. Сварные калиброванные цепи (СК) применяются в качестве грузовых и тяговых, сварные некалиброванные (СН) - главным образом в качестве тяговых ТУ 12.0173856.15-88. Пластинчатые цепи по ГОСТ 191-82 используются в качестве грузовых.
4.6.4. Коэффициент запаса прочности пластинчатых цепей, применяемых в грузоподъемных машинах, по отношению к разрушающей нагрузке должен быть не менее 5 при машинном приводе и не менее 3 - при ручном.
Коэффициент запаса прочности сварных и штампованных грузовых цепей и цепей для стропов по отношению к разрушающей нагрузке должен быть не меньше указанного в табл. 3 приложения 8.
Износ звена сварной или штампованной цепи допускается не более 10 % первоначального диаметра (калибра) плюс отрицательный допуск на изготовление цепи.
4.6.5. Сращивание цепей допускается путем электро- или кузнечно-горновой сварки новых вставленных звеньев или с помощью специальных соединительных звеньев. После сращивания цепь должна быть осмотрена и испытана нагрузкой в соответствии с требованиями п. 4.1.6 настоящих Правил.
4.6.6. Цепи, применяемые на грузоподъемных машинах и для изготовления стропов, должны быть снабжены свидетельством завода-изготовителя об их испытании в соответствии с требованиями государственного стандарта, по которому они изготовлены.
При отсутствии указанного свидетельства должны быть произведены испытания образца цепи для определения разрушающей нагрузки и проверки соответствия размеров государственному стандарту.
4.6.7. Технические освидетельствования и порядок осмотра стропов из цепей должны соответствовать требованиям разд. 4.1 и 4.5 настоящих Правил.
4.6.8. Цепи должны храниться под навесом или в закрытом помещении в условиях, исключающих их механическое повреждение и коррозию.
4.7. КАНАТЫ И ШНУРЫ ИЗ РАСТИТЕЛЬНЫХ И СИНТЕТИЧЕСКИХ ВОЛОКОН
4.7.1*. При работах с грузоподъемными механизмами пеньковые канаты допускается применять для изготовления стропов. При этом коэффициент запаса прочности их должен быть не менее 8.
Пеньковые канаты должны соответствовать ГОСТ 483-75 «Канаты пеньковые. Технические условия».
При такелажных работах кроме указанных канатов могут использоваться сизальские - по ГОСТ 1088-71 «Канаты сизальские. Технические условия», капроновые - по ГОСТ 10293-77 «Канаты капроновые. Технические условия», а также шнуры и веревки. Веревки должны соответствовать ГОСТ 1868-88 «Веревки технические и хозяйственные. Технические условия», льняные шнуры - ГОСТ 1765-89 «Шнуры и канатики льняные. Технические условия», хлопчатобумажные шнуры - ГОСТ 2297-70 «Шнуры технические комплектовочные» Технические условия».
Канаты, шнуры и веревки, применяемые для изготовления строп и при такелажных работах, должны быть снабжены бирками (ярлыками), на которых указаны инвентарный номер, допустимая грузоподъемность и дата следующего испытания.
Полученные канаты и шнуры, не снабженные паспортами, перед использованием должны быть подвергнуты техническому освидетельствованию, включающему осмотр и испытание с записью об этом в «Журнале учета и осмотра такелажных средств, механизмов и приспособлений».
При эксплуатации технические освидетельствования проводятся 1 раз в 6 мес.
4.7.2. Для работы в сухих помещениях следует применять бельные канаты, обладающие большей разрывной прочностью, чем пропитанные, но быстро разрушающиеся под действием влаги, а для работы в условиях повышенной или переменной влажности - пропитанные канаты или канаты из синтетических волокон.
4.7.3. Хранить канаты и шнуры следует в закрытых сухих помещениях, защищенных от прямых солнечных лучей, масла, бензина, керосина и других растворителей, в подвешенном состоянии или на деревянных стеллажах на расстоянии не менее 1 м от отопительных приборов.
4.7.4. Концы канатов, если они не применяются для обвязывания грузов, следует оснащать коушами, скобами и другими грузозахватными приспособлениями.
Заплетка петли у пенькового каната должна иметь не менее двух полных и двух половинных пробивок и должна быть оклетнована.
4.7.5. Возможность и условия применения стропов из синтетических и других материалов устанавливаются предприятием, использующим такие стропы.
На расчет, изготовление, испытание и браковку этих стропов должны быть утверждены технические условия.
4.7.6. При осмотре канатов обращается внимание на отсутствие на них гнили, гари, плесени, узлов, разлохмачиваний, промятостей, надрывов, надрезов и других дефектов. Каждый виток каната должен отчетливо выделяться, крутка должна быть равномерной.
В пеньковых канатах, применяемых для оттяжки, не должно быть перетертых или размочаленных прядей.
При удовлетворительных результатах осмотра проводятся статические испытания каната нагрузкой, вдвое превышающей допустимую рабочую. Нагрузка создается грузом или тяговым механизмом с применением динамометра. Продолжительность испытания 10 мин.
4.7.7. В процессе эксплуатации канаты и шнуры должны осматриваться через каждые 10 дней. Для обеспечения безопасности следует уменьшать допустимую рабочую нагрузку на канаты и шнуры в соответствии со снижением их несущей способности. Снижение прочности каната определяется осмотром, а при необходимости - испытанием.
4.7.8. Регистрация, дата и результаты технических освидетельствований и осмотров канатов, шнуров и веревок заносятся в «Журнал учета и осмотра такелажных средств, механизмов и приспособлений».
4.8. ДОМКРАТЫ
4.8.1. Опорная поверхность головки домкрата должна быть такой, чтобы исключалось соскальзывание поднимаемого груза.
4.8.2. Винтовые и реечные домкраты должны иметь стопорные приспособления, исключающие выход винта или рейки при нахождении штока в верхнем крайнем положении.
4.8.3. Реечные домкраты должны быть снабжены автоматическим винтовым тормозом (безопасной рукояткой), исключающим самопроизвольное опускание груза.
Домкраты с электрическим приводом должны быть снабжены устройством для автоматического отключения двигателя в крайних (верхнем и нижнем) положениях штока.
4.8.4. Гидравлические домкраты должны иметь плотные соединения, исключающие утечку жидкости из рабочих цилиндров во время подъема и перемещения грузов.
4.8.5. Гидравлические домкраты должны быть оборудованы приспособлениями (обратным клапаном, диафрагмой), обеспечивающими медленное и плавное опускание штока или остановку его в случае повреждения трубопроводов, подводящих или отводящих жидкость.
4.8.6*. Соединения гидросистемы должны быть герметичными. Не допускаются капеж или подтекание рабочей жидкости.
Все каналы, резьба и внутренние поверхности должны быть чистыми. Запорная игла должна свободно вращаться с помощью воротка, а винт рабочего плунжера - от усилия руки.
Погнутые спускные вентили, масляная ванна с трещинами, пропускающий жидкость обратный клапан, неисправные манжеты, плунжер с зазором между корпусом более 1 мм подлежат замене.
При использовании домкрата при отрицательной температуре окружающего воздуха должна применяться незамерзающая жидкость. Подготовленный к работе домкрат должен под полной нагрузкой работать без заеданий.
4.8.7. Состояние домкратов, режим их работы и обслуживание должны соответствовать требованиям заводских конструкций.
4.8.8*. Для подъема и перемещения грузов должны применяться только исправные домкраты. Перед началом работы их необходимо осматривать.
Домкраты, находящиеся в эксплуатации, должны подвергаться техническому освидетельствованию, включающему тщательный осмотр и испытания не реже одного раза в год, а также после ремонта или замены ответственных деталей.
Испытание проводится на статическую нагрузку, превышающую номинальную грузоподъемность домкрата на 10 %, в течение 10 мин., при этом винт (рейка, шток) его должен быть выдвинут (поднят) в крайнее верхнее положение. У гидравлических домкратов к концу испытания падение давления не допускается более 5 %.
4.8.9. При осмотре реечных и винтовых домкратов следует убедиться в исправности зубьев, шестерен и рейки, резьбы винта, храповика, собачек, трещотки, отсутствии трещин, обломанных частей и заусенцев на корпусе домкрата и тормозного устройства у реечных домкратов. Головка винта или рейки должна свободно вращаться вручную, но не иметь слабины.
Насечка на опорных поверхностях головки и лап, а также шипы на торцевой поверхности корпусов, предотвращающие скольжение по подкладкам, не должны быть сбиты или стерты.
Вертикальный люфт в соединении головки не должен превышать 3 мм. Приварка лап запрещается.
Все зубья передаточных механизмов и реек должны быть целыми, а их износ не должен превышать 20 % толщины. Наварка зубьев запрещается.
Свободный ход рукоятки должен быть в пределах 3 - 15°.
Рейка и винт не должны быть погнутыми. Кривизна их, проверяемая прикладыванием стальной линейки, не должна превышать 1 мм на всю длину.
Рейка не должна иметь слабины в оковках корпуса, отклонение головки рейки в выдвинутом положении должно быть не более 10 мм, а износ резьбы винта или гайки - не более 20 %. Диаметр винта и износ резьбы следует определять на наиболее изношенном участке и сравнивать с размером на конце винта.
Трещоточный механизм не должен иметь мертвого хода; собачка должна плотно прижиматься к зубьям и надежно крепиться на оси. Все болтовые соединения должны быть затянуты до отказа ключом вручную.
4.8.10. При осмотре гидравлического домкрата необходимо проверить состояние корпуса, манжет и прокладок.
Домкрат должен быть наполнен рабочей жидкостью до края наливного отверстия при отвернутой запорной игле и опущенных в крайнее положение плунжерах. Чистая рабочая жидкость заливается с помощью мерного сосуда. Перед заливкой ее необходимо профильтровать через металлическую сетку (из проволоки диаметром не менее 0,12 мм с 1200 - 1300 отверстий на 1 см2).
4.8.11. Запрещается нагружать домкраты выше их паспортной грузоподъемности.
4.8.12. Давление масла при работе с гидравлическим домкратом не должно превышать максимального значения, указанного в его паспорте; давление масла должно проверяться по манометру, установленному на домкрате.
4.8.13. При подъеме груза реечным домкратом собачка должна быть накинута на храповик.
4.8.14. При подъеме грузов домкратами должны соблюдаться следующие требования:
под домкрат должна быть подложена деревянная выкладка (шпалы, брусья, доски толщиной 40 - 50 мм) площадью больше основания корпуса домкрата в зависимости от массы поднимаемого груза;
домкрат должен устанавливаться строго в вертикальное положение по отношению к поднимаемому грузу, а при перемещении его - без перекоса к опорной части груза;
головку (лапу) домкрата необходимо упирать в прочные узлы поднимаемого оборудования во избежание их поломки, прокладывая между головкой (лапой) и грузом упругую прокладку;
головка (лапа) домкрата должна опираться всей своей плоскостью во избежание соскальзывания груза во время подъема;
все вращающиеся части привода домкрата должны свободно (без заеданий) поворачиваться;
все трущиеся части домкрата должны периодически смазываться консистентной смазкой;
во время подъема необходимо следить за устойчивостью груза;
по мере подъема под груз должны укладываться подкладки, а при его опускании - постепенно выниматься.
4.8.15. При удерживании груза в поднятом состоянии гидравлическими домкратами для предохранения от внезапного опускания поршня при падении давления в цилиндре по какой-либо причине под головку поршня между цилиндром и грузом следует подкладывать специальные стальные подкладки в виде полуколец. При длительном удерживании груза, его следует опереть на полукольца и снять давление.
4.8.16. Освобождение домкрата из-под поднятого груза и перестановка его допускаются лишь после надежного закрепления груза в поднятом положении или укладки его на устойчивые опоры (шпальную клеть).
4.8.17. Запрещается применять удлинители (трубы), надеваемые на рукоятку домкрата, снимать руку с рукоятки домкрата до опускания груза на подкладки и оставлять груз на домкрате во время перерыва в работе, а также приваривать к лампам домкратов трубы или уголки.
4.8.18*. На каждом домкрате должны указываться инвентарный номер, грузоподъемность, дата следующего испытания и принадлежность подразделению. Дата и результаты испытаний домкратов заносятся в «Журнал учета и осмотра такелажных средств, механизмов и приспособлений» с указанием даты следующего испытания, а также сведений о произведенных ремонтах или замене ответственных деталей.
5. ЛЕСТНИЦЫ, ЛЕСА И ПОДМОСТИ
5.1. ЛЕСТНИЦЫ
5.1.2*. При строительных, монтажных и ремонтно-эксплуатационных работах применяются лестницы следующих типов:
приставные раздвижные трехколенные (трехзвенные) деревянные типа Л-3К по ГОСТ 8556-72 «Лестницы пожарные ручные деревянные. Технические условия» (рис. 5.1); приставные и подвесные одноколенные (рис. 5.2, а - в);
стремянки (рис. 5.3, а - в);
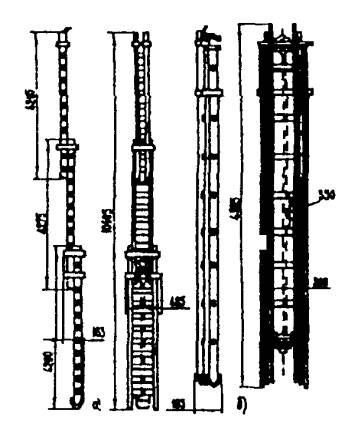
Рис. 5.1. Условное изображение приставной раздвижной лестницы Л-3К:
а - рабочее положение; б - транспортное положение

Рис. 5.2. Лестницы одноколейные:
а - приставная деревянная; б - подвесная металлическая (тип Л13 - высота лестницы 1840 мм, тип Л14 - высота 3200 мм, тип Л15 - высота 4220 мм); в - приставная металлическая (тип Л16 - высота 4420 мм, тип Л17 - высота 3420 мм)

Рис. 5.3. Стремянки:
а - деревянные; б - металлическая; в - трап для спуска в котлован; г - металлический острый наконечник для установки лестниц и стремянок на земле; д - резиновые башмаки для установки лестниц и стремянок на асфальтовых, бетонных и других подобных полах
разборные переносные (состоят из семи секций) предназначенные для подъема персонала на железобетонные опоры с цилиндрическими и коническими стойками диаметром 300 - 560 мм на высоту 14 м (рис. 5.4);
лестницы-палки типа ЛП по ГОСТ 8556-12.

Рис. 5.4. Лестница разборная переносная:
1 - секции; 2 - хомуты для крепления первой, третьей и пятой секций (сверху) к опоре; 3 - фиксаторы веревочные
5.1.3. На всех лестницах, находящихся в эксплуатации, должны быть указаны инвентарный номер, дата следующего испытания, принадлежность цеху (участку, и т.п.): у деревянных и металлических лестниц - на тетивах, у веревочных - на прикрепленных к ним бирках.
5.1.4*. Ступени деревянных лестниц должны изготовляться из древесины твердых пород (бук, дуб, ясень) первого сорта по ГОСТ 2695-83 «Пиломатериалы лиственных пород. Технические условия» и из древесины хвойных пород (сосна, лиственница) отборного и первого сортов по ГОСТ 8486-86 «Пиломатериалы хвойных пород. Технические условия», влажность не более 15 %. Наклон волокон (косослой) в ступенях и деталях тетив должен быть не более 7 %.
5.1.5*. Тетивы деревянных лестниц должны изготовляться из сосны отборного сорта по ГОСТ 8486-86 «Пиломатериалы хвойных пород. Технические условия» абсолютной влажностью не более 15 %.
На наружных поверхностях тетив не допускаются: выпадающие частично сросшиеся сучки на ребрах; сучки, распиленные по оси; завитки с выемками, смоляные кармашки, вскрытые обработкой; трещины, выходящие в отверстия для крепления ступеней. Сердцевидные трубки в сечениях тетив не допускаются.
Допускаются твердосросшиеся несквозные сучки:
диаметром до 5 мм - не более двух на 1 м погонной длины;
диаметром до 15 мм - один на 1 м погонной длины, если сучок расположен не ближе 30 мм от ступенек и 20 мм от ребра тетивы;
диаметром до 20 мм - один сучок на тетиве, если он расположен не ближе 40 мм до нижней ступеньки и на 50 мм выше верхней ступеньки.
Допускается изготовление тетив из склеенных отдельных планок по длине, при этом склеенные тетивы не должны по прочности уступать целым. Стыки склеек должны быть расположены на расстоянии не менее 125 мм от гнезд ступенек.
Не допускается заделка сучков, трещин и других дефектов древесины.
5.1.6. Все детали деревянных лестниц должны иметь гладкую обструганную поверхность чистой машинной или ручной обработки.
5.1.7. Деревянные детали и оковки должны плотно (без зазора) прилегать одна к другой; заделывание зазоров между деталями не допускается.
5.1.8. Деревянные детали лестниц должны подвергаться горячей пропитке натуральной олифой с последующим покрытием бесцветным лаком.
Окрашивать лестницы красками запрещается.
5.1.9. Металлические детали лестниц должны быть очищены от ржавчины, обезжирены и все, кроме крепежных деталей, окрашены в черный цвет. Шайбы, головки стяжек и шурупы должны быть покрыты бесцветным лаком.
5.1.10*. Ступени деревянных лестниц должны быть врезаны в тетиву и через каждые 2 м скреплены стяжными болтами диаметром не менее 8 мм. Применять лестницы, сбитые гвоздями, без скрепления тетив болтами и врезки ступенек в тетивы запрещается.
Расстояние между ступенями лестниц должно быть от 300 до 340 мм (кроме раздвижных трехколенных, у которых расстояние между ступенями - 350 мм), а расстояние от первой ступени до уровня установки (пола, земли и т.п.) - не более 400 мм.
5.1.11*. У приставных деревянных лестниц и стремянок длиной более 3 м должно быть не менее двух металлических стяжных болтов, которые устанавливаются под нижней и верхней ступенями.
Общая длина приставной деревянной лестницы не должна превышать 5 м.
5.1.12. Сборка тетив и ступенек деревянных лестниц должна производиться на влагостойком клею. Расклинивание шипов ступенек не допускается; шипы ступенек должны плотно (без зазоров) входить в гнезда тетив.
5.1.13. Места сопряжения деревянных деталей с металлическими (оковками, стяжками, шайбами, головками стяжек и болтов и т.д.) должны быть покрыты слоем натуральной олифы как по дереву, так и по металлу.
Крепление металлических деталей к деревянным должно производиться с помощью заклепок или болтовых соединений. Применение шурупов допускается при креплении оковок.
5.1.14. Тетивы приставных лестниц и стремянок для обеспечения устойчивости должны расходиться книзу. Ширина приставной лестницы и стремянки вверху должна быть не менее 300, внизу - не менее 400 мм.
5.1.15. Приставные лестницы и стремянки должны быть снабжены устройством, предотвращающим возможность сдвига и опрокидывания при работе. На нижних концах приставных лестниц и стремянок должны быть оковки с острыми наконечниками для установки на грунте (рис. 5.3, г), а при использовании лестниц на гладких поверхностях (паркете, металле, плитке, бетоне) на них должны быть надеты башмаки из резины или другого нескользящего материала (рис. 5.3, д).
5.1.16. Верхние концы лестниц, приставляемых к трубам или проводам, должны быть снабжены специальными крюками - захватами, предотвращающими падение лестницы от действия ветра и случайных толчков.
У подвесных лестниц, применяемых для работы на конструкциях и проводах, должны быть приспособления, обеспечивающие их прочное закрепление.
5.1.17. Работать с приставной лестницы, стоя на ступеньке, находящейся на расстоянии менее 1 м от верхнем ее конца, запрещается.
5.1.18. Сращивание деревянных приставных лестниц допускается только путем прочного соединения их металлическими хомутами, накладками с болтами и т.п. и с последующим испытанием в соответствии с требованиями п. 5.1.40 настоящих Правил.
Сращивание более двух деревянных приставных лестниц запрещается.
5.1.19. Устраивать дополнительные опорные сооружения из ящиков, бочек и т.п. в случае недостаточной длины лестницы запрещается.
5.1.20. Устанавливать приставные лестницы под углом более 75° к горизонтали без дополнительного крепления их верхней части запрещается.
5.1.21. Стремянки должны быть снабжены приспособлениями (крюками, цепями), не позволяющими им самопроизвольно раздвигаться во время работы. Наклон стремянок должен быть не более 1:3.
5.1.22. Работать с двух верхних ступенек стремянок, не имеющих перил или упоров, запрещается.
Находиться на ступеньках приставной лестницы или стремянки более чем одному человеку запрещается.
5.1.23. Поднимать и опускать груз по приставной лестнице и оставлять на ней инструмент запрещается.
5.1.24.* Запрещается работать на приставных лестницах и стремянках:
около и над вращающимися механизмами, работающими машинами, транспортерами и т.п.;
с использованием электрического и пневматического инструмента, строительно-монтажных пистолетов;
выполнять газо- и электросварочные работы;
при натяжении проводов и для поддержания на высоте тяжелых деталей и т.п.
Для выполнения таких работ следует применять леса или стремянки с верхними площадками, огражденными перилами.
5.1.25. До начала работы необходимо обеспечить устойчивость лестницы, убедиться путем осмотра и опробования в том, что она не может соскользнуть с места или быть случайно сдвинута.
При установке приставной лестницы в условиях, когда возможно смещение ее верхнем конца, последний необходимо надежно закрепить за устойчивые конструкции.
При работе с подвесных, приставных и раздвижных лестниц на высоте более 1,3 м следует применять предохранительный пояс1, который закрепляется за конструкцию сооружения или за лестницу при условии надежного крепления ее к конструкции.
_____________
1 Предохранительные пояса должны соответствовать требованиям «Правил применения и испытания средств защиты, используемых в электроустановках».
5.1.26. При работе с приставной лестницы в местах с оживленным движением транспортных средств или людей для предупреждения ее падения от случайных толчков независимо от наличия на концах лестницы наконечников место ее установки следует ограждать или охранять. В случаях, когда невозможно закрепить лестницу при установке ее на гладком плиточном полу, у ее основания должен стоять рабочий в каске и удерживать лестницу в устойчивом положении. В остальных случаях поддерживать лестницу внизу руками запрещается.
5.1.27. Устанавливать лестницу на ступени маршей лестничной клетки запрещается. В случае необходимости на лестничных клетках должны быть сооружены подмости.
5.1.28. При перемещении лестницы вдвоем необходимо нести ее наконечниками назад, предупреждая встречных об осторожности. При переноске лестницы одним рабочим она должна находиться в наклонном положении так, чтобы передний конец ее был приподнят над землей не менее чем на 2 м.
5.1.29*. Металлические приставные лестницы высотой более 5 м, устанавливаемые под углом более 75° к горизонту, должны иметь, начиная с высоты 2 м от ее нижнего конца, дуговое ограждение или должны быть оборудованы канатом с ловителем для закрепления карабина предохранительного пояса, а установленные под углом от 70° до 75° к горизонту - перильное ограждение с обеих сторон с высотой по вертикали от 0,9 до 1,4 м, начиная с высоты 5 м.
Металлические навесные лестницы длиной более 5 м вертикальные и устанавливаемые с углом наклона к горизонту более 75° должны иметь дуговое ограждение или канаты с ловителями для закрепления карабина предохранительного пояса.
Дуги ограждения должны быть расположены на расстоянии не более 0,8 м одна от другой и соединены не менее чем тремя продольными полосами. Расстояние от лестницы до дуги должно быть не менее 0,7 и не более 0,8 м при ширине ограждения от 0,1 до 0,8 м.
Лестницы высотой более 10 м должны быть оборудованы площадками для отдыха не реже чем через каждые 10 м по высоте.
лестница должна переноситься в горизонтальном положении под непрерывным надзором производителя работ, дежурного или лица с группой по электробезопасности IV из оперативно-ремонтного персонала;
к лестнице должна быть прикреплена металлическая цепь, касающаяся земли.
5.1.32. Лестницы с металлической армировкой вдоль тетивы следует считать металлическими и использовать в электроустановках с учетом требований пп. 5.1.30 и 5.1.31 настоящих Правил.
5.1.33*. Контроль за состоянием лестниц и стремянок должно осуществлять лицо из числа инженерно-технических работников, которое назначается распоряжением по подразделению (цеху, участку) предприятия.
Осмотр лестниц и стремянок производит это лицо при проведении испытаний, а перед применением - сам рабочий.
5.1.34. При осмотре деревянных лестниц следует обращать внимание на соответствие их техническим требованиям, на состояние древесины, а также на качество пропитки покрытий.
Трещины в ступеньках и тетиве допускаются длиной не более 100 и глубиной не более 5 мм. При этом трещины не должны ослаблять тетиву и ступеньки лестницы. Какие-либо заделки трещин или надломов шпатлевкой, оклеиванием или другим способом запрещаются.
Колена раздвижных приставных лестниц должны плавно выдвигаться и сдвигаться, надежно стопориться на любой заданной высоте. Они не должны самопроизвольно складываться. Усилие, необходимое для выдвижения колен лестниц, должно быть не более 500 Н (50 кгс).
Упоры, которыми заканчивается тетива, должны быть плотно закреплены на ней и не иметь люфта. При истирании резиновых башмаков последние должны быть заменены; затупившиеся наконечники должны быть заточены.
5.1.35. При осмотре металлических лестниц следует убедиться в отсутствии деформации узлов, трещин в металле, заусенцев, острых краев, нарушений крепления ступенек к тетивам.
При осмотре веревочных лестниц необходимо убедиться в том, что канат не имеет разрывов, надрезов, распущенных участков, тетивы надежно связаны со ступеньками без ослабления узлов, захваты прочно сцеплены с канатом с затяжкой его проволочными бандажами.
5.1.36. Все переносные лестницы и стремянки должны испытываться статической нагрузкой после изготовления и капитального ремонта, а также периодически в процессе эксплуатации;
лестницы и стремянки металлические - 1 раз в 12 мес.;
лестницы и стремянки деревянные - 1 раз в 6 мес.;
лестницы веревочные подвесные - 1 раз в 6 мес.
5.1.37. При статическом испытании приставные и раздвижные деревянные и металлические лестницы устанавливаются на твердом основании и прислоняются к стене или конструкции под углом 75º к горизонтальной плоскости (рис. 5.5), трехколенные лестницы должны быть полностью раздвинуты.

Рис. 5.5. Схема испытания приставной лестницы
5.1.38. Испытания лестниц и стремянок проводятся путем подвешивания к ступенькам и тетивам статического груза. Продолжительность каждого испытания 2 мин.
5.1.39. Для испытания на прочность ступеньки раздвижной лестницы в середине неусиленной ступеньки нижнего колена подвешивается груз 2 кН (200 кгс).
Испытания тетив проводятся в два приема. Сначала к каждой тетиве прикладывается посередине груз 1 кН (100 кгс). Испытанию подвергаются все колена поочередно. После снятия груза к обеим тетивам в середине среднего колена прикладывается груз 2 кН (200 кгс) (груз может подвешиваться к средней ступеньке). Самопроизвольное складывание лестницы при этом не допускается.
Раздвигающиеся колена лестницы после испытания должны свободно опускаться и подниматься.
5.1.40. При испытании приставной лестницы к одной неусиленной ступеньке в середине пролета подвешивается груз 1,2 кН (120 кгс). После удаления груза на ступеньках и в местах врезки их в тетиву не должно обнаруживаться повреждений. Ступеньки лестниц, состояние которых при осмотре внушает сомнение, должны быть испытаны дополнительно подвешиванием к ним груза. Обнаруженные в процессе испытания неисправности лестниц устраняются, после чего испытание повторяется в полном объеме. Таким же образом испытывается сращенная приставная лестница.
5.1.41*. Стремянки перед испытанием устанавливаются в рабочем положении на ровной горизонтальной площадке. К неусиленной ступеньке в средней части лестницы подвешивается груз 1,2 кН (120 кгс). Если ступеньки имеются на обоих смежных коленах стремянки, то после испытания первого колена аналогичным образом испытывается второе. Если же второе колено не является рабочим и служит только для упора, то его испытывают грузом 1 кН (100 кгс), подвешенным непосредственно к каждой из тетив в средней части колена.
При испытании тетив приставных лестниц и стремянок груз 1,0 кН (100 кгс) прикладывается на обе тетивы в середине.
5.1.42. Для испытания цепей, крючьев и запирающих устройств раздвижных лестниц последние подвешиваются за крючья в вертикальном положении и к нижней ступеньке подвешивается груз 2 кН (200 кгс). После снятия груза не должно наблюдаться трещин в местах сварки звеньев цепи, а также деформации этих звеньев и запирающих устройств.
5.1.43*. Веревочные и металлические лестницы испытываются в рабочем положении. Лестница подвешивается вертикально и крепится двумя захватами к конструкции. К середине нижней ступеньки подвешивается груз 1,2 кН (120 кгс). Если металлическая лестница снабжена рабочей площадкой, груз после испытания ступеньки подвешивается и к этой площадке.
При отсутствии условий для испытаний подвесных лестниц в рабочем (вертикальном) положении их можно испытывать на растяжение в горизонтальном положении, контролируя нагрузку по динамометру.
Испытание металлической разборной переносной лестницы производится подвешиванием груза 2,0 кН (200 кгс) к верхней ступени седьмой секции (нижней) в течение 5 мин. При этом не допускаются деформация, трещины и другие повреждения, снижающие механическую прочность разборной переносной лестницы.
5.1.44. Дата и результаты периодических осмотров и испытаний лестниц и стремянок фиксируются в «Журнале учета и осмотра такелажных средств, механизмов и приспособлений».
5.1.45. Все лестницы и стремянки перед применением должны быть осмотрены производителем работ без записи в журнале.
5.1.46. Лестницы должны храниться в сухих помещениях в местах, где исключены их случайные механические повреждения.
5.2. ЛЕСА И ПОДМОСТИ
5.2.1*. Леса и подмости должны соответствовать требованиям СНиП III-4-80 «Правилу производства и приемки работ. Техника безопасности в строительстве», ГОСТ 24258-88 «Средства подмащивания. Общие технические условия», ГОСТ 28012-89 «Подмости передвижные сборно-разборные. Технические условия» и ГОСТ 27321-87 «Леса стоечные приставные для строительно-монтажных работ. Технические условия».
5.2.2*. Леса, подмости1 и другие приспособления для выполнения работ на высоте2 должны быть инвентарными и изготовляться по типовым проектам.
1 Подмости - одноярусная конструкция, предназначенная для выполнения работ, при которых требуется перемещение рабочих мест по фронту.
2 К работам на высоте относятся работы, при которых рабочий находится на высоте 1,3 м и более от поверхности грунта, перекрытия или рабочего настила и на расстоянии менее 2 м от границы перепада на высоте. Эта работа должна выполняться с настилов лесов, имеющих ограждения в соответствии с требованиями ГОСТ 12.4.059-89. При невозможности устройства этих ограждений работы на высоте следует выполнять с использованием предохранительных поясов и канатов страховочных по ГОСТ 12.4.107-82 «ССБТ. Строительство. Канаты страховочные. Общие технические условия».
На инвентарные леса и подмости должны иметься паспорта завода (предприятия)-изготовителя.
Неинвентарные леса допускаются в исключительных случаях и должны сооружаться по индивидуальному проекту с расчетами всех основных их элементов на прочность, а также на устойчивость.
На проекте должна быть виза инженера-инспектора по технике безопасности и производственной санитарии.
Проект должен быть утвержден главным инженером предприятия или организации, разработавшей проект на леса, а также главным инженером предприятия или организации, выдавшей проект на леса в производство.
5.2.3*. Леса и подмости могут быть выполнены деревянными и металлическими разборными.
Деревянные леса и подмости должны изготовляться из сухой древесины хвойных и лиственных пород не ниже 2-го сорта по ГОСТ 8486-86, ГОСТ 9463-88 «Лесоматериалы круглые хвойных пород. Технические условия», ГОСТ 9462-88 «Лесоматериалы круглые лиственных пород. Технические условия» и ГОСТ 2695-83 «Пиломатериалы лиственных пород. Технические условия».
5.2.4. Металлические леса должны изготовляться из прямых металлических труб, не имеющих вмятин, трещин и других дефектов, нарушающих прочность элементов.
5.2.5. Разборные металлические леса должны иметь надежные соединения наращиваемых стояков.
5.2.6. Для лесов должны применяться только металлические крепежные элементы (болты, струны, хомуты, скобы и т.п.).
5.2.7. Для обеспечения устойчивости стойки лесов должны быть по всей высоте прикреплены к прочным частям здания (сооружения) или конструкции.
Места и способы крепления стоек должны указываться в проекте.
5.2.8. Крепить леса и подмости к выступающим и малоустойчивым частям здания или конструкции и устанавливать подмости на конструктивные элементы без подтверждения расчетом их прочности запрещается.
При необходимости устройства лесов и подмостей у горячих поверхностей или элементов оборудования деревянные части лесов должны быть защищены от загорания.
5.2.9. Металлические леса должны быть заземлены. При установке на открытом воздухе металлические и деревянные леса должны быть оборудованы грозозащитными устройствами. Грозозащита осуществляется молниеотводами. Молниеотводы должны состоять из молниеприемника, токоотвода и заземлителя. Расстояние между молниеприемниками должно быть не более 20 м. Сопротивление заземления должно быть не более 15 Ом.
5.2.10*. Нагрузка на настилы лесов, подмостей и грузоподъемных площадок не должна превышать установленных проектом (паспортом) допустимых значений. В местах подъема людей на леса и подмости должны быть вывешены плакаты с указанием значения и схемы размещения нагрузок.
Скопление людей на настилах в одном месте не допускается. В случае необходимости передачи на леса дополнительных нагрузок (от грузоподъемных механизмов, грузоподъемных площадок и т.п.) в их конструкции должны учитываться эти нагрузки.
5.2.11. Настилы на лесах и подмостях должны иметь ровную поверхность с зазорами между элементами не более 5 мм и крепиться к поперечинам лесов.
Концы стыкуемых элементов настилов должны быть расположены на опорах и перекрывать их не менее чем на 20 см в каждую сторону. Во избежание образования порогов концы стыкуемых внахлестку элементов скашивают.
Ширина настилов на лесах и подмостях должна быть: для каменных работ - не менее 2 м, для штукатурных - 1,5 м, для малярных и монтажных - 1 м.
5.2.12. При укладке элементов настила (щитов, досок) на опоры (пальцы, прогоны) необходимо проверить прочность закрепления и убедиться в невозможности сдвига этих элементов.
5.2.13. Опоры и подвески настилов должны рассчитываться с достаточным запасом прочности, предусматривающим подъем на них максимально возможного количества рабочих и материалов.
5.2.14. Стойки, рамы, опорные лестницы и прочие вертикальные элементы лесов должны быть установлены по отвесу и раскреплены связями согласно проекту. Опорные стояки должны быть надежно укреплены распорами и раскосами от расшатывания.
Под концы каждой пары стоек лесов в поперечном направлении должна укладываться цельная (неразрезная) подкладка из доски толщиной не менее 5 см. Опорные подкладки укладываются на предварительно спланированную и утрамбованную поверхность.
Выравнивать подкладку с помощью кирпичей, камней, обрезков досок и клиньев запрещается.
Ограждения и перила должны выдерживать сосредоточенную статическую нагрузку 700 Н (70 кгс).
Бортовые доски следует устанавливать на настил, а элементы перил крепить к стойкам с внутренней стороны. Поручни деревянных перил должны быть оструганы.
5.2.16*. При выполнении работ с лесов высотой 6 м и более должно быть не менее двух настилов: рабочий (верхний) и защитный (нижний), а каждое рабочее место на лесах, примыкающих к оборудованию, должно быть, кроме того, защищено сверху настилом, расположенным на расстоянии по высоте не более 2 м от рабочего настила.
Работы в нескольких ярусах по одной вертикали без промежуточных защитных настилов между ними запрещаются.
В случаях, когда выполнение работ, движение людей и транспорта под лесами и вблизи них не предусматривается, устройство защитного (нижнего) настила необязательно.
5.2.17. Леса должны быть оборудованы лестницами или трапами для подъема и спуска людей, расположенными на расстоянии не более 40 м друг от друга. На лесах длиной менее 40 м должно устанавливаться не менее двух лестниц или трапов. Верхний конец лестницы или трапа должен быть закреплен за поперечины лесов.
Проемы в настиле лесов для выхода с лестниц должны быть ограждены. Угол наклона лестниц должен быть не более 60º к горизонтальной поверхности. Наклон трапа должен быть не более 1:3.
5.2.18. Для подъема груза на леса должны быть предусмотрены блоки, укосины и другие средства малой механизации, которые следует крепить согласно проекту.
Проемы для перемещения грузов должны иметь четырехсторонние ограждения.
5.2.19. Вблизи проездов средства подмащивания должны устанавливаться на расстоянии не менее 0,6 м от габарита транспортных средств.
1 Высота лесов отсчитывается от земли, пола или площадки, на которой установлены стойки.
В случае выполнения работ подрядной организацией с сооружаемых ею лесов леса принимаются в эксплуатацию комиссией, назначенной приказом руководителя этой организации (участка). Комиссию в этом случае возглавляет инженерно-технический работник подрядной организации.
При сооружении лесов энергопредприятиями или по его заказу одной из подрядных организаций (ремонтной, строительно-монтажной и др.) леса принимаются в эксплуатацию комиссией, назначаемой приказом по энергопредприятию и возглавляемой инженерно-техническим работником этого предприятия. В состав комиссии включаются также представители других подрядных организаций, персонал которых будет работать на этих лесах.
Акт приемки лесов утверждается главным инженером организации, принимающей леса в эксплуатацию. Допускается утверждение акта приемки лесов, сооружаемых подрядной организацией для своих нужд, начальником участка (цеха) этой организации.
До утверждения акта работа с лесов запрещается.
5.2.21. Подмости и леса высотой до 4 м допускаются к эксплуатации только после их приемки руководителем работ или мастером с записью в «Журнале приемки и осмотра лесов и подмостей» (приложение 11).
При приемке лесов и подмостей должны быть проверены: наличие связей и креплений, обеспечивающих устойчивость, прочность узлов крепления отдельных элементов, исправность рабочих настилов и ограждений, вертикальность стоек, надежность опорных площадок и наличие заземления (для металлических лесов).
Кривизна стоек должна быть не более 1,5 мм на 1 м длины.
5.2.22*. В ремонтно-эксплуатационных организациях в процессе эксплуатации леса должен ежедневно осматривать руководитель работ, персонал которого будет работать с лесов.
В строительно-монтажных организациях леса должны осматривать перед началом работ ежедневно - производитель (исполнитель) работ и не реже одного раза в 10 дней прораб или мастер.
Результаты осмотра должны записываться в «Журнал приемки и осмотра лесов и подмостей».
5.2.23. Леса, с которых в течение месяца и более работа не производилась, перед возобновлением работ подвергаются приемке повторно. Дополнительному осмотру подлежат леса, расположенные на открытом воздухе, после дождя или оттепели, которые могут повлиять на несущую способность основания под ними, а также после механических воздействий. При обнаружении деформаций леса должны быть исправлены и приняты повторно в соответствии с требованиями пп. 5.2.20 и 5.2.21 настоящих Правил.
5.2.24. Настилы и лестницы лесов и подмостей необходимо периодически в процессе работы и ежедневно после ее окончания очищать от мусора, в зимнее время - от снега и наледи и при надобности посыпать песком.
5.2.25. Леса и подмости, работа с которых временно не производится, следует поддерживать в исправности.
5.2.26*. Работа со случайных подставок (ящиков, бочек и т.п.), а также с ферм, стропил и т.п. запрещается.
При необходимости проведения кратковременных работ на высоте 1,3 м и выше от уровня пола (рабочей площадки) без подмостей обязательно применение предохранительных поясов.
Рабочие должны быть проинструктированы, как и где подниматься, к чему крепиться карабинами предохранительных поясов.
На предохранительных поясах должны быть бирки с инвентарным номером и датой следующего испытания. При отсутствии отметки об испытании, истекшем сроке испытания или обнаружении дефекта при осмотре использование предохранительных поясов запрещается.
5.2.27. Во избежание ударов по лесам грузом, подвешенным к крюку крана, поворот стрелы крана одновременно с подъемом (спуском) груза в непосредственной близости от лесов запрещается.
Поднимать и опускать груз на настил следует на минимальной скорости, плавно, без толчков.
5.2.28*. Сборка и разборка лесов должны производиться с соблюдением последовательности, предусмотренной ППР или технологической Документацией, содержащей требования безопасности. Рабочие, участвующие в сборке и разборке лесов, должны быть проинструктированы о способе и последовательности производства работ и мерах безопасности.
Доступ посторонних людей в зону, где устанавливаются или разбираются леса и подмости, должен быть закрыт.
5.2.29. Электрические провода, расположенные ближе 5 м от лесов, на время их установки или разборки должны быть обточены и заземлены, или заключены в короба, или демонтированы.
5.2.30*. На время работ на высоте проход внизу должен быть запрещен и опасная зона ограждена на расстоянии не менее 0,3 высоты лесов или подмостей и обозначена знаками безопасности.
Леса, расположенные в местах проходов в здание, должны иметь защитные козырьки и сплошную боковую обшивку для защиты людей от случайно упавших сверху предметов.
Защитные козырьки должны выступать за леса не менее чем на 1,5 м и иметь наклон 20º к горизонту.
Высота проходов в свету должна быть не менее 1,8 м.
5.2.31. Зазор между стеной здания или оборудованием и рабочим настилом лесов, устанавливаемых возле них, не должен превышать 50 мм при каменной кладке и 150 мм при отделочных работах.
При производстве теплоизоляционных работ зазор между изолируемой поверхностью и рабочим настилом не должен превышать двойной толщины изоляции плюс 50 мм. Зазоры более 50 мм во всех случаях, когда не производятся работы, необходимо закрывать.
5.2.32. Подвесные леса во избежание раскачивания должны быть приклеплены к прочным частям здания (сооружения) или конструкциям.
5.2.33. Укладка настила на пальцы подвесных лесов и пользование ими допускаются после прочного закрепления элементов, к которым леса подвешены.
5.2.34. Укрепление крючков, хомутов и пальцев подвесных лесов на монтируемых или ремонтируемых элементах конструкций должно производиться до их подъема.
Крючья для подвески лесов должны быть заранее испытаны статической нагрузкой, превышающей рабочую в 2 раза, в течение не менее 15 мин. Результаты испытания оформляются актом.
5.2.35*. Для люлек и передвижных лесов следует применять в качестве грузового каната стальные канаты с коэффициентом запаса прочности не менее девятикратного. Число зажимов крепления канатов должно быть расчетным, но не менее трех. Коэффициент запаса прочности каната ловителя по максимальному динамическому усилию при аварийном срабатывании ловителя при обрыве грузового каната должен быть не менее 3.
5.2.36. Настилы подвесных лесов должны быть ограждены с наружной и торцевой сторон в соответствии с п. 5.2.15 настоящих Правил.
Сообщение между ярусами подвесных лесов должно осуществляться по жестко закрепленным лестницам.
5.2.37. Лебедки, служащие для подъема и опускания передвижных лесов и люлек, должны соответствовать требованиям «Правил устройства и безопасной эксплуатации грузоподъемных кранов» и разд. 4.2 настоящих Правил.
5.2.38. Тросы (канаты) в местах присоединения их к люльке или к передвижным лесам и барабану лебедки должны быть прочно закреплены. Движение тросов при подъеме и опускании люлек и передвижных лесов должно быть свободным. Трение тросов о выступающие конструкции не допускается. Люльки и передвижные леса, с которых работа не производится, должны быть опущены на землю. При перемещении люлек и лесов необходимо следить за правильной навивкой троса на барабан лебедки.
5.2.39. Лебедки, применяемые для подъема и опускания люлек и передвижных лесов, должны быть укреплены на фундаменте или снабжены балластом для обеспечения их устойчивости при двойной рабочей нагрузке. Балласт должен быть прочно закреплен на раме лебедки.
Доступ посторонних лиц к лебедкам запрещается.
5.2.40*. Люльки по всему периметру должны иметь ограждение. Высота ограждения с нерабочих сторон должна быть не менее 1,2 м, а со стороны фронта работы - не менее 1 м. Высота бортового ограждения по всему периметру должна быть не менее 0,15 м. Устройство дверей в ограждении люлек не допускается. Несущие элементы ограждения люлек должны выдерживать нагрузку не менее 700 Н (70 кгс), приложенную к ограждающему поручню в направлении, перпендикулярном к его оси, поочередно в горизонтальной и вертикальной плоскостях. Крюк для подвешивания люльки должен быть снабжен предохранительным замком для предупреждения ее падения.
5.2.41*. Ежедневно перед работой должно проверяться состояние люлек, передвижных лесов и канатов и проводиться испытание по имитации обрыва рабочего каната.
Максимальная высота падения люлек и передвижных лесов до остановки их ловителями должна быть не более 0,15 м.
5.2.42. Каждый узел металлоконструкций опорных, подвесных и передвижных лесов и люлек после изготовления должен быть подвергнут контролю и испытанию, о чем должен быть составлен акт приемки. После этого осуществляется контрольная сборка лесов, которые дополнительно проверяются и испытываются.
5.2.43. Контрольная сборка опорных лесов должна производиться без особых усилий, при этом должны проверяться:
правильность установки всех узлов внешним осмотром;
вертикальность установки стоек с помощью отвеса (угол наклона должен быть не более 1°);
легкость соединения ригелей, поручней (барьеров) и бортов со стойками;
плотность прилегания крюков лестницы к ригелям, а нижних концов - к настилам;
надежность установки и закрепления стоек;
надежность крепления ограждения проемов на регилях и настилах;
наличие бортов, исключающих возможность падения инструмента, кусков материала и т.п.
Настилы должны соответствовать требованиям п. 5.2.11 настоящих Правил.
5.2.44. Испытание опорных и подвесных лесов после контрольной сборки производится равномерно распределенной по верхнему ярусу нагрузкой 2,5 кПа (250 кгс/м2) в течение 10 мин. После испытания леса разбираются. Все их элементы должны разбираться без значительных усилий. В элементах проверяют целостность сварных швов, отсутствие остаточных деформаций, неизменность геометрических форм и размеров. Обнаруженные дефекты устраняются, и испытания повторяются. О результатах испытаний должен составляться акт.
5.2.45. Изготовленные люльки должны быть осмотрены и испытаны. При осмотре особое внимание обращается на правильность крепления приводов, ловителей и других узлов.
5.2.46. Испытание люлек производится статической нагрузкой, превышающей расчетную на 50 %. При испытании люлька поднимается на высоту 100 - 200 мм и выдерживается в таком положении 10 мин. После этого люлька опускается и проверяется состояние ее узлов (каркаса, привода, ловителей и т.д.) и деталей. Остаточная деформация не допускается. При динамическом испытании нагрузкой, превышающей расчетную на 10 %, необходимо равномерно опускать и поднимать люльку (без соприкосновения с полом) для проверки взаимодействия узлов, приводов и особенно тормозных устройств. При испытании ловителей следует провести не менее трех испытаний по имитации обрыва каждого грузового (рабочего) каната, при этом подстраховочный канат должен быть зажат ловителями.
После испытания люльку необходимо опустить и проверить состояние ее узлов и деталей. Обнаруженные при испытаниях дефекты следует устранить и испытание повторить. О результатах испытаний должен быть составлен акт.
Передвижные леса испытываются аналогично люлькам.
5.2.47. Смонтированные подвесные леса могут быть допущены к эксплуатации только после испытания их в течение 1 ч статической нагрузкой, превышающей расчетную на 20 %.
Передвижные леса, кроме того, должны быть испытаны динамической нагрузкой, превышающей расчетную на 10 %.
Результаты испытаний лесов должны быть отражены в акте их приемки и в «Журнале приемки и осмотра лесов и подмостей».
В случаях многократного использования подвесных лесов они могут быть допущены к эксплуатации без испытаний при условии, что конструкция, на которую подвешиваются леса, испытана нагрузкой, превышающей расчетную не менее чем в 2 раза, а закрепление лесов осуществляется типовыми узлами (устройствами), выдержавшими испытания.
5.2.48. При перемещении передвижных лесов на них не должно быть материалов, тары и мусора.
Нахождение рабочих на перемещаемых лесах запрещается.
5.2.49. Во время перерывов в работе оставлять передвижные леса в поднятом состоянии запрещается.
6. КОГТИ И ЛАЗЫ МОНТЕРСКИЕ
6.1*. Монтерские когти1 (ТУ 34-09-10147-88) предназначены для работы на деревянных и деревянных с железобетонными приставками опорах линий электропередачи, а также на опорах линий связи.
Монтерские лазы1 (ТУ 34-09.10129-89) предназначены для подъема на железобетонные опоры трапециедального сечения типов СВ110-I-а и СВ105-3, 5 линий электропередачи 10 кВ и типа СВ95-1а (2а) линий электропередачи 0,4 кВ.
1 Монтерские когти и лазы изготовляет Ярославский электромеханический завод.
6.2. Металлические детали когтей и лазов не должны иметь вмятин, трещин, надломов, заусенцев, острых кромок. Места сварки должны быть ровными, гладкими, без раковин и других дефектов. Съемные шипы не должны быть сбитыми или скошенными.
6.3*. Материалы и конструкция ремней для крепления должны обеспечивать надежность и удобство работы в различных климатических условиях и временах года.
Распоряжением по подразделению предприятия назначаются лица, ответственные за исправное состояние когтей и лазов.
6.4*. К выполнению самостоятельных верхолазных работ1 допускаются лица (рабочие и инженерно-технические работники) не моложе 18 лет, прошедшие медицинский осмотр и признанные годными к верхолазным работам, имеющие стаж верхолазных работ не менее одного года и тарифный разряд не ниже третьего. Рабочие, впервые допускаемые к верхолазным работам, в течение одного года должны работать под непосредственным надзором опытных рабочих, назначаемых приказом по предприятию. Лица, допущенные к самостоятельным верхолазным работам, должны иметь соответствующую запись в квалификационном удостоверении на право производства этих работ.
1 Верхолазными считаются работы, выполняемые на высоте более 5 м от поверхности грунта, перекрытия или рабочего настила, над которыми они производятся непосредственно с временных монтажных приспособлений, конструкций или оборудования при их монтаже и ремонте. Основным средством, предотвращающим падение с высоты, служит предохранительный пояс.
6.5. Перед подъемом на опору необходимо тщательно осмотреть когти и лазы и убедиться, что не просрочена дата их испытания и исправны узлы и детали. Особое внимание должно быть обращено на прочность сварных швов, целостность твердосплавных вставок шипов, сохранность прошивки ремней и надежность пряжек, на наличие контргаек и шплинтов и надежность закрепления конца сдвоеной пружинной ленты на барабане червячного механизма, а также на надежность фиксации наконечника тросовой петли универсальных лазов в гнезде корпуса механизма, исправность которого проверяется вращением рукоятки червячного механизма.
6.6. Пользование когтями и лазами, у которых затуплены или поломаны шипы, запрещается.
6.7. Когти и лазы подвергаются периодическим испытаниям статической нагрузкой 1350 Н (135 кгс) не реже одного раза в 6 мес.
При испытании статическую нагрузку прикладывают к каждому когтю или лазу в течение 5 мин. непосредственно на крепежные ремни так, чтобы ось нагрузки проходила через центр подножки (рис. 6.1).

Рис. 6.1. Схема испытания монтерских когтей
(Р - испытательная нагрузка)
Допускается испытание когтя или лаза и крепежных ремней проводить раздельно, если конструкция когтя или лаза не позволяет испытывать их совместно с крепежными ремнями.
6.8. Предъявляемые к испытаниям монтерские когти вначале подвергают тщательному внешнему осмотру.
При осмотре когтей следует обращать внимание на состояние крепления всех деталей (серповидной части к подножке, крепления шипов), сохранность прошивки ремней и надежность пришивки пряжек. Стопорная гайка должна быть надежно затянута и зашплинтована стопорным кольцом. Шипы должны быть завернуты до упора и правильно заточены.
После осмотра и устранения обнаруженных дефектов производится испытание когтей нагрузкой. Прочность когтя проверяется статической нагрузкой в рабочем положении на деревянном столбе диаметром, соответствующим номеру когтя.
Коготь должен выдерживать статическую нагрузку без остаточной деформации и разрыва сварных швов, а также без надрыва ремня или повреждения пряжки.
Остаточные деформации после снятия статической нагрузки не допускаются.
Отсутствие остаточных деформаций проверяют замером раствора и подъема когтя до и после испытаний.
6.9. При осмотре лазов проверяются состояние узлов деталей, болтовых соединений, а также наличие контргаек и шплинтов, состояние ременных креплений. Особое внимание уделяется у универсальных лазов состоянию узлов тросовой петли и механизма регулирования ее раствора.
При осмотре тросовой петли определяются степень износа проволок троса и ветвей сдвоенной пружинной ленты и надежность соединения ее с тросом. Сварные швы должны проверяться на отсутствие трещин или каких-либо механических повреждений. Изношенные или поврежденные шипы должны быть сняты и заменены новыми.
После осмотра и устранения обнаруженных дефектов лазы подвергаются испытанию.
При испытании лазы должны быть установлены в рабочее положение на специальном стенде, имитирующем конфигурацию нижней части опоры линии электропередачи, для которой они предназначены.
После испытания статической нагрузкой каждый лаз подвергается внешнему осмотру. Лазы, у которых обнаруживаются остаточные деформации деталей, трещины, надрывы крепежных ремней или заедания в работе механизма регулирования раствора тросовой петли, бракуются и к дальнейшей эксплуатации не допускаются.
6.10*. Результаты испытаний когтей и лазов заносятся в «Журнал учета и осмотра такелажных средств, механизмов и приспособлений». На стремянном ремне каждого когтя или лаза должна быть укреплена бирка с его номером и датой следующего испытания.
6.11. Ремни для затягивания пятки нагрузкой не испытываются, их пригодность к дальнейшей эксплуатации устанавливается осмотром.
7. СВАРОЧНЫЕ И ДРУГИЕ ОГНЕВЫЕ РАБОТЫ1
1 В данном разделе не рассматриваются автоматическая, атомно-водородная, аргонодуговая и контактная сварка, а также газо-электрическая резка.
7.1. ОБЩИЕ ТРЕБОВАНИЯ
7.1.1. Все сварочные и другие огневые работы должны выполняться в соответствии с требованиями «Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства», утвержденных ГУПО МВД СССР, «Санитарных правил при сварке, наплавке и резке металлов», утвержденных Минздравом СССР, СНиП III-4-80 «Правила производства и приемки работ. Техника безопасности в строительстве» и «Инструкции о мерах пожарной безопасности при проведении огневых работ на энергетических объектах Минэнерго СССР».
7.1.2*. К электросварочным, газосварочным и другим огневым работам допускаются лица не моложе 18 лет, прошедшие специальную подготовку и проверку теоретических знаний, практических навыков, знаний инструкций по охране труда и правил пожарной безопасности и имеющие «Удостоверение сварщика», запись в квалификационном удостоверении о допуске к выполнению специальных работ и специальный талон по технике пожарной безопасности. Талон действителен только при наличии квалификационного удостоверения и дает право на проведение огневых работ. В талоне отмечаются допущенные рабочим нарушения правил пожарной безопасности, а при грубых нарушениях талон изымается, что влечет за собой внеочередную проверку знаний с выдачей нового талона.
Электросварщики должны иметь группу по электробезопасности не ниже II.
7.1.3. Подготовка, обучение газо- и электросварщиков должны производиться в специализированных профессионально-технических училищах, на курсах по сварке при предприятиях или в учебных комбинатах.
Аттестация сварщиков на право выполнения сварочных работ при изготовлении, монтаже и ремонте объектов котлонадзора, газового надзора и подъемных сооружений должна проводиться в соответствии с «Правилами аттестации сварщиков», утвержденными Госгортехнадзором СССР.
7.1.4*. Все сварщики должны ежегодно проходить проверку знаний инструкции по охране труда.
При перерыве в работе по специальности свыше 6 мес., а также после временного отстранения за нарушение технологии и низкое качество работ сварщики перед допуском к работе подвергаются внеочередной проверке знаний.
7.1.5. До начала сварочных работ каждая емкость, в том числе и находившаяся в эксплуатации, должна быть провентилирована путем пяти-шестикратной смены воздуха.
7.1.6. Перед сваркой емкостей (резервуаров, баков и т.п.), в которых находилось жидкое топливо, легковоспламеняющиеся или горючие жидкости, кислоты, газы и т.п., должны быть произведены их очистка, промывка горячей водой с каустической содой, пропарка, просушка и вентилирование с последующей проверкой, подтверждающей отсутствие опасной концентрации вредных веществ.
В этом случае емкость должна быть отглушена от трубопроводов, по которым возможно попадание в нее транспортируемых веществ.
7.1.7. До начала сварочных работ в подземном сооружении в нем должно проверяться содержание вероятных вредных веществ непосредственно перед допуском.
При обнаружении газа в подземном сооружении должны быть приняты меры по его проветриванию.
7.1.8. Наличие наиболее вероятных вредных веществ в воздухе подземного сооружения или резервуара должно определяться газоанализатором. Пробу воздуха следует отбирать с помощью шланга, опускаемого в люк подземного сооружения или резервуара.
7.1.9. Спускаться в подземные сооружения и резервуары для отбора проб воздуха запрещается.
7.1.10. Если, несмотря на вентиляцию, будет обнаружено присутствие вредных веществ, то работа в подземном сооружении должна быть запрещена до тех пор, пока не будет устранено их поступление и повторная проверка не подтвердит отсутствие вредных веществ.
7.1.11*. Сварка внутри барабанов котлов и других резервуаров, а также в подземных сооружениях1 должна производиться при открытых лазах, люках, пробках, а также при действующей приточно-вытяжной вентиляции, обеспечивающей содержание вредных веществ в пределах допустимых концентраций и достаточное содержание кислорода. Скорость движения воздуха на рабочем месте внутри резервуара или подземного сооружения должна составлять 0,3 - 1,5 м/с.
1 Под подземным сооружением подразумеваются тепловые камеры, проходные и полупроходные каналы, коллекторы, тоннели и колодцы.
Температура подаваемого воздуха должна быть не ниже 20 ºС.
В случае выполнения сварочных работ внутри закрытых емкостей с применением сжиженных газов (пропана, бутана) и углекислоты вытяжная вентиляция должна обеспечивать отсос внизу.
Производить огневые работы с применением сжиженных газов в цокольных и подвальных помещениях, колодцах и других подземных сооружениях запрещается.
7.1.12*. Освещение при сварочных работах внутри емкостей должно осуществляться с помощью светильников направляющего действия, установленных снаружи, или ручных переносных светильников на напряжение 12 В, оборудованных защитной сеткой. При этом освещенность рабочей зоны должна быть не менее 30 лк.
Трансформатор для переносных светильников следует устанавливать вне свариваемого объекта. Применение автотрансформаторов не допускается.
Наблюдающие не имеют права отлучаться от люка резервуара или подземного сооружения, пока в резервуаре находится сварщик.
При необходимости спуститься к пострадавшему один из наблюдающих должен надеть противогаз и спасательный пояс и передать конец от спасательной веревки оставшемуся наверху другому наблюдателю.
7.1.14. В случае, если работы в закрытых сосудах, стесненных условиях, емкостях и т.п. одновременно выполняют несколько сварщиков, должны быть предусмотрены меры оказания помощи всем работающим.
7.1.15*. Временные сварочные и другие огневые работы в производственных зданиях, сооружениях, на территории предприятий при ремонте оборудования или монтаже строительных конструкций должны выполняться с письменного разрешения1 лица, ответственного за пожарную безопасность объекта.
1 Такие работы на электростанциях и в сетях производятся с оформлением наряда-допуска, являющегося одновременно и разрешением на производство огневых работ
Выдача нарядов-допусков на временные сварочные и другие огневые работы производится лицами, указанными в «Инструкции о мерах пожарной безопасности при проведении огневых работ на энергетических объектах Минэнерго СССР» (ХОЗУ Минэнерго СССР, 1985).
Руководитель объекта и лицо, ответственное за пожарную безопасность помещения (территории, установки и т.п.), должны обеспечить проверку места проведения временных огневых работ в течение 3 - 5 ч после их окончания.
Сварочные и огневые работы должны выполняться при условии:
соблюдения правил производства огневых работ и выполнения необходимых мероприятий, обеспечивающих пожарную безопасность;
тщательной очистки свариваемых деталей снаружи и изнутри от окалины, пыли и горючих веществ (масел и пр.). Поверхности свариваемых деталей должны быть сухими. Кромки заготовок и деталей не должны иметь заусенцев;
ограждения места работ в целях защиты персонала от излучения, выделяющегося при сварке, и разлетающихся искр и окалины;
наличия средств пожаротушения на месте работ.
7.1.16*. Производство сварочных и других огневых работ без выдачи наряда допускается в постоянных местах проведения огневых работ, а также при авариях, но обязательно под непосредственным наблюдением начальника цеха или по его указанию другим ответственным инженерно-техническим работником данного подразделения.
Временные места проведения огневых работ и места установки сварочных агрегатов, баллонов с газами и бачков с горючей жидкостью должны быть освобождены от горючих материалов в радиусе не менее 5 м, а от взрывоопасных материалов и установок - в радиусе 10 м.
7.1.17*. При сварке металлоконструкций массой более 15 кг стационарные рабочие места должны быть оборудованы сборочными стендами и средствами механизации.
При сварке мелких и малогабаритных (массой до 15 кг) изделий стационарные рабочие места должны быть оборудованы столами сварщиков.
7.1.18. Одновременное выполнение электросварочных и газопламенных работ внутри барабанов котлов и резервуаров запрещается.
7.1.19. При сварочных работах внутри резервуара или подземного сооружения время пребывания в нем, а также продолжительность отдыха (с выходом из сооружения или резервуара) определяет лицо, выдавшее задание, в зависимости от условия и характера работы.
7.1.20. Работать в подземном сооружении или резервуаре (кроме резервуаров для хранения топлива и масел) при температуре воздуха в нем выше 33 ºС допускается только в исключительных случаях (при аварии, если она грозит опасностью для жизни людей, разрушением оборудования и т.п.) с разрешения руководителя работ и под его непосредственным руководством с принятием необходимых мер для предотвращения.
7.1.21. Производство сварочных и огневых работ на сосудах, аппаратах, трубопроводах, коммуникациях и т.п., заполненных горючими или вредными веществами, а также находящихся под давлением негорючих жидкостей, газов, паров и воздуха или под напряжением запрещается.
7.1.22. Приступать к производству сварочных работ с лесов, подмостей и люлек разрешается только после принятия мер против загорания деревянных элементов и попадания брызг расплавленного металла на работающих или проходящих внизу людей, а также на сгораемые конструкции.
7.1.23. Производить сварочные работы с приставных переносных лестниц запрещается.
7.1.24. В местах производства сварочных работ применять и хранить бензин, керосин, ацетон и другие легковоспламеняющиеся материалы запрещается.
В исключительных случаях, при невозможности по техническим причинам использовать пожаробезопасные моющие средства, допускается применение горючих жидкостей в количествах, требуемых для разового использования, но не более 1 л. При этом следует применять только закрытую тару из небьющегося материала.
7.1.26. На оборудовании, расположенном в одном помещении, выполнять одновременно сварочные и лакокрасочные работы запрещается.
7.1.27. Сварщики должны быть обеспечены по действующим нормам спецодеждой, спецобувью и другими средствами индивидуальной защиты и обязаны пользоваться ими во время работы.
7.1.28. Работать в одежде и рукавицах со следами масел и жиров, бензина, керосина и других горючих жидкостей запрещается.
Применять светофильтры при дуговых методах сварки следует в зависимости от силы тока и метода сварки.
Назначение светофильтров различных марок из темного стекла для электрогазосварочных и вспомогательных работ следующее:
В-1 - при работах на открытых площадках при ярком солнечном освещении и для вспомогательных рабочих при электросварке в цехах;
В-2 - для вспомогательных рабочих при электросварке в цехах;
Г-1 - для газосварщиков и вспомогательных рабочих при электросварке на открытых площадках;
Г-2 - для газосварщиков (при газовой сварке и резке средней мощности);
Г-3 - для газосварщиков (при мощной газовой сварке и резке).
Выбор светофильтров из темного стекла для сварщиков, выполняющих электродуговую и плазменную сварку, зависит от силы тока и метода сварки и определяется данными табл. 7.1.
Таблица 7.1*
Светофильтры,
рекомендуемые при дуговых методах сварки
(по ОСТ 21-6-87 «ССБТ. Светофильтры стеклянные для защиты глаз от вредных
излучений на производстве. Технические условия») в зависимости от силы тока
|
Сила тока, А, для светофильтров |
|||||||||||||
|
С-1 |
С-2 |
С-3 |
С-4 |
С-5 |
С-6 |
С-7 |
С-8 |
С-9 |
С-10 |
С-11 |
С-12 |
С-13 |
|
|
Дуговая сварка металлическим электродом |
- |
- |
15-30 |
30-60 |
60-150 |
150-275 |
275-350 |
350-600 |
600-700 |
700-900 |
900 |
- |
- |
|
Дуговая сварка тяжелых металлов металлическим электродом в среде инертных газов |
- |
- |
20-30 |
30-50 |
50-80 |
80-100 |
100-200 |
200-350 |
250-500 |
500-700 |
700-900 |
900 |
- |
|
Дуговая сварка легких сплавов металлическим электродом в среде инертных газов |
- |
- |
- |
15-30 |
30-50 |
50-90 |
90-150 |
150-275 |
275-350 |
350-600 |
600-800 |
800 |
- |
|
Дуговая сварка вольфрамовым электродом в среде инертных газов |
- |
- |
10-15 |
15-20 |
20-40 |
40-80 |
80-100 |
100-175 |
175-275 |
275-300 |
300-400 |
400-600 |
600 |
|
Дуговая сварка металлическим электродом в среде углекислого газа |
30-60 |
60-100 |
100-150 |
150-175 |
175-300 |
300-400 |
400-600 |
600-700 |
700-900 |
- |
- |
- |
- |
|
Плазменная сварка |
- |
- |
- |
- |
30-50 |
50-100 |
100-175 |
175-300 |
300-350 |
350-500 |
500-700 |
700-900 |
900 |
|
Воздушно-дуговая поверхностная резка, стройка и выплавка |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
500-700 |
700-900 |
900 |
Применение светофильтров из темного стекла для газовой сварки и кислородной резки в зависимости от расхода ацетилена и кислорода должно соответствовать указанному в табл. 7.2.
Таблица 7.2*
Светофильтры для газовой сварки и кислородной резки (по ОСТ 21-6-87)
|
Расход ацетилена при сварке, л/ч |
Расход кислорода при резке, л/ч |
|
|
С-1 |
Не более 70 |
- |
|
С-2 |
70-200 |
900-2000 |
|
С-3 |
200-800 |
2000-4000 |
|
С-4 |
Не менее 800 |
4000-8000 |
7.1.30. Для обеспечения оптимальных условий зрительной работы сварщика с учетом индивидуальных особенностей его зрения рекомендуется помимо светофильтров, указанных в табл. 7.1 и 7.2, опробовать светофильтр на один номер больше или меньше. Если при этом оптимальные условия зрительной работы сварщика не будут достигнуты, необходимо проверить условия освещения и зрения сварщика.
7.1.31. Место проведения сварочных и других огневых работ должно быть обеспечено средствами пожаротушения (огнетушителем или ящиком с песком, лопатой и ведром с водой). При наличии в непосредственной близости от места сварки кранов внутреннего противопожарного водопровода напорные рукава со стволами должны быть присоединены к кранам.
7.2. ЭЛЕКТРОСВАРОЧНЫЕ РАБОТЫ
7.2.1*. Электросварочные работы должны выполняться в соответствии с требованиями разд. 7.1 настоящих Правил, ГОСТ 12.3.003-86 «ССБТ. Работы электросварочные. Требования безопасности», «Правил техники безопасности и производственной санитарии при электросварочных работах».
Электротехнические устройства, входящие в состав электросварочного оборудования, должны соответствовать требованиям ГОСТ 12.2.007.8-75 «ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности» и «Правил устройства электроустановок».
7.2.2. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сборочно-сварочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения со стенами из несгораемых материалов.
В помещениях для электросварочных установок должны быть предусмотрены достаточные по ширине проходы, обеспечивающие удобство и безопасность сварочных работ и доставки изделий к месту сварки и обратно, но не менее 0,8 м.
Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост.
Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом - 50 мм, а при сварке в среде защитных газов - 300 мм.
7.2.3. Проходы между однопостовыми источниками сварочного тока - преобразователями установок сварки (резки, наплавки) плавлением - должны быть шириной не менее 0,8 м, между многопостовыми - не менее 1,5 м, расстояние от одно- и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м.
Проходы между группами сварочных трансформаторов должны иметь ширину не менее 1 м. Расстояние между сварочными трансформаторами, стоящими рядом в одной группе, должно быть не менее 0,1 м, между сварочным трансформатором и ацетиленовым генератором - не менее 3 м.
Регулятор сварочного тока может размещаться рядом со сварочным трансформатором или над ним. Установка сварочного трансформатора над регулятором тока запрещается.
7.2.4. Подсоединение сварочных установок к электрической сети производится только через коммутационные аппараты.
7.2.5. Непосредственное питание сварочной дуги от силовой, осветительной и контактной сети не допускается.
7.2.6. Схема присоединения нескольких источников сварочного тока при работе на одну сварочную дугу должна исключать возможность возникновения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока.
7.2.7. Напряжение холостого хода источников тока для дуговой сварки при номинальном напряжении сети не должно превышать:
80 В эффективного значения - для источников переменного тока ручной дуговой и полуавтоматической сварки;
140 В эффективного значения - для источников переменного тока автоматической дуговой сварки;
100 В среднего значения - для источников постоянного тока.
7.2.8. Одно- и многопостовые сварочные установки должны быть защищены предохранителями или автоматическими выключателями со стороны питающей сети. Установки для ручной сварки должны быть снабжены указателем значения сварочного тока (амперметром или шкалой на регуляторе тока). Многопостовые сварочные агрегаты кроме защиты со стороны питающей сети должны иметь автоматический выключатель в общем проводе сварочной цепи и предохранителями на каждом проводе к сварочному посту.
7.2.9. Для предотвращения загорания электропроводов и сварочного оборудования должны быть правильно выбрани: сечения кабелей по значению тока, изоляция кабелей по рабочему напряжению и плавкие вставки предохранителей по предельно допустимому номинальному току.
7.2.10. Присоединение к сети и отключение от нее сварочных установок должен производить электротехнический персонал предприятия, эксплуатирующий эту электросеть.
7.2.11. Передвижные источники сварочного тока на время их перемещения должны быть отключены от сети.
7.2.12*. Электросварочная установка на все время работы должна быть заземлена медным проводом сечением не менее 6 мм2 стальным прутком (полосой) сечением не менее 12 мм2. Заземление осуществляется через специальный болт, имеющийся на корпусе установки.
Помимо заземления основного электросварочного оборудования в сварочных установках надлежит непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный провод).
Использование нулевого рабочего или фазного провода двухжильного питающего кабеля для заземления сварочного трансформатора запрещается.
7.2.13. Для питания однофазного сварочного трансформатора должен применяться трехжильный гибкий шланговый кабель, третья жила которого должна быть присоединена к заземляющему болту корпуса сварочного трансформатора и к заземляющей шине пункта питания помимо коммутационного аппарата.
Для питания трехфазного трансформатора должен применяться четырехжильный кабель, четвертая жила которого используется для заземления.
Заземляющая шина пункта питания должна быть соединена либо с нулевым защитным проводом питающей линии в установках с глухозаземленной нейтралью, либо с заземлителем в установках с изолированной нейтралью.
7.2.14. Зажим (полюс) сварочного трансформатора, присоединяемый к свариваемой детали, должен быть соединен с помощью заземляющего проводника с заземляющим болтом на корпусе сварочного трансформатора (рис. 7.1).

Рис. 7.1. Схема подключения сварочного трансформатора:
1 - пункт питания; 2 - сварочный трансформатор; 3 - регулятор; 4 - электрододержатель; 5 - шланговый одножильный провод; 6 - заземляющий болт; 7 - питающий шланговый трехжильный провод с заземляющей жилой; 8 - нулевой провод сети
7.2.15. Сварочные кабели следует соединять путем опрессования, сварки или пайки.
Подключение кабелей к сварочному оборудованию должно осуществляться спрессованными или припаянными кабельными наконечниками.
7.2.16. Длина первичной цепи между пунктом питания и передвижной сварочной установкой должна быть не более 10 м.
7.2.17*. Заземление электросварочных установок должно выполняться до их подключения к сети и сохраняться до отключения от сети.
7.2.18*. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока, могут служить стальные шины любого профиля, сварочные плиты, стеллажи и сама свариваемая конструкция (металлоконструкции и обеспаренные и обезвоженные трубопроводы в пределах котлов и турбин, на которых ведутся сварочные работы) при условии, что их сечение обеспечивает безопасное по условиям нагрева протекание сварочного тока.
Соединение отдельных элементов, применяемых в качестве обратного провода, должно выполняться с помощью болтов, струбцин или зажимов.
Использовать в качестве обратного провода внутренние железнодорожные пути, сети заземления или зануления, а также провода и шины первичной коммутации распределительных устройств, металлические конструкции зданий, коммуникации и технологическое оборудование запрещается. Как исключение допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий (в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ.
Сварка должна производиться с применением двух проводов.
Использование заземляющих проводников распределительных устройств в качестве обратного провода для сварочных установок может привести к ответвлению тока на металлические оболочки близлежащих контрольных кабелей, их повреждению и ложной работе релейной защиты. Ложная работа релейной защиты может быть обусловлена и появлением разности потенциалов между заземленными точками цепей релейных защит при работе сварочных установок.
7.2.19. При применении передвижных источников сварочного тока и выполнении работ в пожароопасных помещениях обратный провод должен быть изолирован так же, как прямой.
7.2.20. Подавать напряжение к свариваемому изделию через систему последовательно соединенных металлических стержней, рельсов или любых других предметов запрещается.
Если свариваемый предмет не имеет металлического контакта с заземленным столом, заземлению подлежит сам свариваемый предмет.
7.2.21. Перед началом электросварочных работ необходимо осмотром проверить исправность изоляции сварочных проводов и электрододержателей, а также плотность соединений всех контактов.
7.2.22*. Провода, подключенные к сварочным аппаратам, распределительным щитам и другому оборудованию, а также в местах сварочных работ, должны быть надежно изолированы и в необходимых местах защищены от действия высокой температуры, механических повреждений и химических воздействий.
При повреждении изоляции проводов они должны быть заменены или заключены в резиновый шланг.
Допускается изоляция поврежденных участков проводов методом вулканизации с использованием сырой резины.
7.2.23. Расстояние от сварочных проводов до горячих трубопроводов и баллонов с кислородом должно быть не менее 0,5 м, до баллонов и трубопроводов с горючими газами - не менее 1 м.
7.2.24. Рукоятки электрододержателей должны быть изготовлены из несгораемого диэлектрического и теплоизолирующего материала. Пользование электрододержателями, у которых нарушена изоляция рукоятки, запрещается.
Электрододержатели должны соответствовать ГОСТ 14651-78 Е «Электрододержатели для ручной дуговой сварки. Технические условия».
Применение самодельных электрододержателей запрещается.
7.2.25. Токопроводящие части электрододержателя должны быть изолированы, кроме того, должна быть обеспечена защита от случайного прикосновения с ними рук сварщика или свариваемого изделия.
Разница температур наружной поверхности рукоятки на участке, охватываемом рукой сварщика, и окружающего воздуха при номинальном режиме работы электрододержателя должна быть не более 40 °С.
7.2.26. Допускается применять для сварки постоянным током электрододержатели с электрической изоляцией только рукоятки. При этом ее конструкция должна исключать возможность образования токопроводящих мостиков между внешней поверхностью рукоятки и деталями электрододержателя, находящимися под напряжением, и непосредственного контакта с токоведущими деталями при обхвате рукоятки. На электрододержателе должна быть предупреждающая надпись: «Применять только для постоянного тока».
7.2.27. Ремонт сварочных установок должен выполняться только после снятия напряжения.
7.2.28. Осмотр и чистка сварочной установки и ее пусковой аппаратуры должны производиться не реже одного раза в месяц.
7.2.29. Сопротивление изоляции обмоток сварочных трансформаторов и преобразователей тока должно измеряться после всех видов ремонтов, но не реже одного раза в 12 мес.
Сопротивление изоляции обмоток трансформатора относительно корпуса и между обмотками должны быть не менее 0,5 МОм.
При вводе в эксплуатацию и после капитального ремонта изоляция сварочных трансформаторов должна быть испытана повышенным напряжением 50 Гц в течение 1 мин.
Испытательное напряжение должно соответствовать значениям, указанным в табл. 7.3.
Таблица 7.3
|
Испытательное напряжение, В, при напряжении питающей сети трансформаторов, В |
||
|
до 380 |
свыше 380 |
|
|
Между первичной обмоткой и корпусом |
1800 |
2250 |
|
Между вторичной обмоткой и корпусом |
1800 |
1800 |
|
Между первичной и вторичной обмотками |
3600 |
4050 |
7.2.30. Результаты измерений сопротивления изоляции и испытаний изоляции сварочных трансформаторов и преобразователей тока лицо, проводившее измерения или испытания, должно заносить в «Журнал учета, проверки и испытаний электроинструмента и вспомогательного оборудования к нему».
7.2.31*. На корпусе сварочного трансформатора или преобразователя должны быть указаны инвентарный номер, дата следующего измерения сопротивления изоляции и принадлежность цеху (участку и т.п.).
7.2.32. При работе с подручным или в составе бригады сварщик перед зажиганием дуги обязан предупредить окружающих.
7.2.33. При ручной сварке внутри емкостей и сварке крупногабаритных изделий следует применять переносные портативные местные отсасывающие устройства, снабженные приспособлениями для быстрого и надежного крепления вблизи зоны сварки.
7.2.34*. Работа в замкнутых или ограниченных пространствах должна производиться в соответствии с требованиями п. 7.1.13 настоящих Правил. Один из наблюдающих должен иметь группу по электробезопасности II или выше. Наблюдающие должны находиться снаружи свариваемой емкости.
Сварка в замкнутых и труднодоступных пространствах1 должна производиться при выполнении следующих условий:
1 Замкнутыми пространствами (помещениями) считаются пространства, ограниченные поверхностями, имеющие люки (лазы) размерами, препятствующими свободному и быстрому проходу через них работающих и затрудняющими естественный воздухообмен; труднодоступными пространствами (помещениями) следует считать такие, в которых ввиду малых размером затруднено выполнение работ, а естественный воздухообмен недостаточен.
наличии люков для прокладки и коммуникаций и эвакуации работающих;
непрерывной работе системы местной вытяжной вентиляции и устройств (воздухоприемников и др.), удаляющих вредные вещества, содержащиеся в воздухе, до предельно допустимых концентраций и поддерживающих содержание кислорода не менее 20 % по объему;
наличии в сварочном оборудовании устройства прекращения подачи защитного газа при отключении напряжения в сварочной цепи;
наличии ограничителя напряжения холостого хода при ручной дуговой сварке переменным током. Ограничитель, выполненный в виде приставки, должен быть заземлен отдельным проводником.
7.2.35. Производство электросварочных работ во время дождя и снегопада при отсутствии навесов над электросварочным оборудованием и рабочим местом электросварщика запрещается.
7.2.36. При электросварочных работах в производственных помещениях рабочие места сварщиков должны быть отделены от смежных рабочих мест и проходов несгораемыми экранами (ширмами, щитами) высотой не менее 1,8 м.
При сварке на открытом воздухе такие ограждения следует ставить в случае одновременной работы нескольких сварщиков вблизи друг друга и на участках интенсивного движения людей.
7.2.37. Электросварщики, работающие на высоте, должны иметь специальные сумки для электродов и ящики для сбора огарков. Разбрасывать огарки запрещается.
7.2.40. При электросварочных работах в сырых местах сварщик должен находиться на настиле из сухих досок или диэлектрическом ковре.
7.2.41. При любых отлучках с места работы сварщик обязан отключить сварочный аппарат.
7.2.42*. При электросварочных работах сварщик и его подручные должны пользоваться индивидуальными средствами защиты:
защитной каской из токонепроводящих материалов. Каска должна удобно сочетаться со щитком, служащим для защиты лица и глаз. Защитные щитки должны соответствовать требованиям ГОСТ 12.4.035-78* «ССБТ. Средства индивидуальной защиты. Щитки защитные для электросварщиков. Технические условия»;
защитными очками с бесцветными стеклами для предохранения глаз от осколков и горячего шлака при зачистках сварных швов молотком или зубилом;
рукавицами, рукавицами с крагами или перчатками из искростойких материалов с низкой электропроводностью.
Персонал должен быть проинструктирован о вредном влиянии на зрение и кожу ультрафиолетовых и инфракрасных лучей, выделяющихся при электросварке.
Лица, выполняющие электросварку или присутствующие при ней, при появлении боли в глазах должны немедленно обратиться к врачу.
7.2.43*. При сварочных работах в условиях повышенной опасности поражения электрическим током (сварка в резервуарах и др.) электросварщики кроме спецодежды должны обеспечиваться диэлектрическими перчатками, галошами или коврами и при прикосновении с холодным металлом - наколенниками и наплечниками.
7.3. ГАЗОСВАРОЧНЫЕ РАБОТЫ
7.3.1. Газосварочные работы должны проводиться в соответствии с требованиями разд. 7.1 настоящих Правил, ГОСТ 12.2.008-75* «ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности», «Правил техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов», утвержденных ЦК профсоюза рабочих машиностроения, «Правил безопасности в газовом хозяйстве» и «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденных Госгортехнадзором.
Баллоны
7.3.2. Эксплуатация газовых баллонов должна соответствовать требованиям «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», «Правил безопасности в газовом хозяйстве».
7.3.3*. Газовые баллоны разрешается перевозить, хранить, выдавать и получать только лицам, прошедшим обучение обращению с ними и инструктаж.
7.3.4*. Баллоны с газами должны храниться в специально спроектированных для этого открытых и закрытых складах.
7.3.5. Хранить горючие материалы и производить работы, связанные с применением открытого огня (кузнечные, сварочные, паяльные и др.), в радиусе 25 м от склада баллонов запрещается.
7.3.6. Расстояния между складами баллонов, а также между складами баллонов и смежными производственными и другими зданиями должны быть не менее указанных в «Правилах техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов».
7.3.7. Баллоны с кислородом хранить в одном помещении с баллонами с горючим газом, а также с карбидом кальция, красками и маслами (жирами) запрещается. Пустые баллоны следует хранить отдельно от баллонов, наполненных газом.
7.3.8. Перевозка наполненных газом баллонов должна производиться на рессорном транспорте или автокарах в горизонтальном положении обязательно с прокладками между баллонами. В качестве прокладок могут применяться деревянные бруски с вырезанными гнездами для баллонов, а также веревочные или резиновые кольца толщиной не менее 25 мм (по два кольца на баллон) или другие материалы, предохраняющие баллоны от ударов один о другой. Все баллоны на время перевозки должны укладываться вентилями в одну сторону.
Разрешается перевозка баллонов в специальных контейнерах, а также без контейнеров в вертикальном положении обязательно с прокладками между ними и ограждением от возможного падения.
При погрузке, разгрузке, транспортировании и хранении баллонов должны приниматься меры, предотвращающие падение, повреждение и загрязнение баллонов.
7.3.9*. Совместная транспортировка кислородных баллонов с баллонами горючих газов как наполненных, так и пустых на всех видах транспорта запрещается, за исключением доставки двух баллонов на специальной ручной тележке к рабочему месту.
В исключительных случаях допускается совместная транспортировка кислородных и ацетиленовых баллонов на автотранспорте при соблюдении следующих условий:
одновременно транспортироваться должно не более десяти кислородных и ацетиленовых баллонов (суммарно);
перед погрузкой ацетиленовые баллоны должны быть тщательно очищены от следов масла и жиров;
в кузове машины не должно быть следов жира, масел и замасленных предметов;
баллоны должны быть уложены не более чем в один ряд на деревянных подставках;
рабочие, сопровождающие автомашину с баллонами, должны быть проинструктированы о правилах транспортировки и мерах безопасности.
7.3.10. Баллоны необходимо перемещать на специально предназначенных для этого тележках, контейнерах и других устройствах, обеспечивающих устойчивое положение баллонов.
Переноска баллонов на руках или плечах запрещается.
7.3.11. В рабочем положении и при хранении баллоны должны находиться в вертикальном положении в гнездах специальных стоек или в наклонном положении, но приняв меры против опрокидывания.
7.3.12. При транспортировании и хранении баллонов с горючими газами на боковых штуцерах вентилей баллонов должны быть поставлены заглушки.
7.3.13. Транспортировать и хранить баллоны с газами необходимо с навинченными на их горловины предохранительными колпаками. Снимать баллоны с автомашины колпаками вниз запрещается.
7.3.14. Баллоны, предназначенные для газопламенных работ, должны иметь отличительную окраску и надписи, указанные в табл. 7.4.
Таблица 7.4
|
Окраска баллонов |
Текст надписи |
Цвет надписи |
Цвет полосы |
|
|
Кислород |
Голубая |
Кислород |
Черный |
- |
|
Ацетилен |
Белая |
Ацетилен |
Красный |
- |
|
Нефтегаз |
Серая |
Нефтегаз |
» |
- |
|
Пропан (бутан) |
Красная |
Пропан (бутан) |
Белый |
- |
|
Бутилен |
» |
Бутилен |
Желтый |
Черный |
|
Природный газ |
» |
Природный газ |
Белый |
- |
7.3.15*. Баллоны должны подвергаться техническому освидетельствованию в соответствии с требованиями «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением» (М.: Недра, 1989).
7.3.16. Баллоны, имеющие неисправные вентили, трещины и коррозию корпуса, заметное изменение формы, окраску и надписи, не соответствующие требованиям Госгортехнадзора, а также баллоны с истекшим сроком освидетельствования подлежат немедленному изъятию из эксплуатации и направлению на ремонт на газонаполнительную станцию или в специальные ремонтные мастерские.
Баллон с утечкой газа не должен приниматься для работы или транспортирования.
7.3.17. Проверка утечки газа осуществляется путем покрытия мыльной эмульсией возможных мест утечки. Вентили баллонов вместимостью 5 - 50 л проверяют на герметичность установкой на горловину баллона трубы с резиновой прокладкой и заполнением этой трубы водой. Утечку из баллона можно проверить путем опускания его в сосуд с водой.
Проверять баллоны и другие установки на утечку газа с применением огня запрещается.
Если баллон неисправен, его следует вынести в безопасное место и осторожно выпустить газ из него. При невозможности из-за неисправности вентилей выпустить газ баллоны должны быть возвращены на наполнительную станцию.
7.3.18*. Баллоны с газом, устанавливаемые при проведении работ в помещении, должны располагаться в стороне от проходов, от отопительных приборов и печей на расстоянии не менее 1 м и не менее 5 м от источников с открытым огнем (горелки, паяльные лампы и т.п.).
7.3.19. Во время работы на сварочном посту должно быть одновременно не более двух баллонов (с кислородом и с горючим газом).
В сварочной мастерской при наличии не более 10 сварочных постов допускается для каждого поста иметь по одному запасному баллону с кислородом и горючим газом. При наличии в мастерской более 10 сварочных постов должно быть организовано централизованное снабжение газами.
Запасные баллоны должны храниться в специальных пристройках к мастерской или в местах, огражденных стальными щитами.
7.3.20. Необходимо избегать ударов по баллонам металлическими предметами и предохранять их от воздействия прямых солнечных лучей и других источников тепла.
7.3.21. Подогревать баллоны для повышения давления запрещается.
7.3.22. Если давление в баллоне окажется выше допустимого, необходимо кратковременным открыванием вентиля выпустить часть газа в атмосферу или охладить баллон холодной водой в целях понижения давления.
При выпуске газа из баллона или продувке вентиля или горелки рабочий должен находиться в стороне, противоположной направлению струи газа.
7.3.23. При возникновении хлопков во время работы необходимо закрыть на горелке сначала вентиль горючего газа, а затем кислородный и охладить мундштук в воде.
Во время охлаждения мундштука в воде необходимо следить, чтобы вентили были полностью закрыты, в противном случае возможно скопление газа на поверхности воды с образованием взрывоопасной смеси.
7.3.24. При хранении, перевозке и пользовании баллонами необходимо следить за тем, чтобы на них не попадали масло или жир во избежание воспламенения или взрыва.
При загрязнении баллона маслом или жиром использование его для работы запрещается; обслуживающий персонал должен немедленно поставить об этом в известность мастера или производителя работ и принять меры по предотвращению случайного открытия вентиля.
7.3.25*. При проведении газосварочных и газорезательных работ курить и пользоваться открытым огнем на расстоянии менее 10 м от перепускных рамповых (групповых установок) баллонов с горючими газами и кислородом, ацетиленовых генераторов или иловых ям и менее 5 м от отдельных баллонов с кислородом и горючими газами запрещается.
7.3.26. При обращении с пустыми баллонами из-под кислорода и горючих газов должны соблюдаться такие же меры безопасности, как и при обращении с наполненными.
7.3.27. Баллоны должны возвращаться на склад или завод для заполнения с заглушками, колпаками и закрытыми вентилями при наличии остаточного давления газа.
Остаточное давление в ацетиленовых баллонах должно быть не ниже следующих значений:
Температура, ºС Ниже 0 0 - 15 16 - 25 26 - 35
Минимальное допустимое
остаточное давление по манометру, 0,049 0,098 0,196 0,294
МПа (кгс/см2) (0,5) (1,0) (2,0) (3,0)
Остаточное давление в баллонах для кислорода и других горючих газов должно быть не ниже 0,049 МПа (0,5 кгс/см2).
7.3.28. При отправке на склад или завод баллона с неиспользованным газом на нем должна быть сделана надпись «Осторожно - с газом!» На использованном баллоне должна быть надпись «Пустой».
Редукторы
7.3.29. Использовать баллоны с кислородом и горючим газом можно только при наличии на них редуктора.
Пользоваться редуктором без манометра, с неисправным манометром или с манометром, срок проверки которого истек, запрещается.
Редукторы должны иметь предохранительный клапан, установленный в рабочей камере.
Предохранительный клапан не устанавливается, если рабочая камера рассчитана на давление, равное наибольшему входному давлению перед редуктором.
7.3.30. Редуктор окрашивается в тот же цвет, что и соответствующий баллон.
7.3.31. Перед установкой редуктора и рукава необходимо проверить, для какого газа они предназначены. Боковые штуцера на баллонах для горючих газов должны обязательно иметь левую резьбу, а на баллонах, наполняемых кислородом, - правую.
Присоединять к кислородному баллону редуктор и рукав, предназначенные для горючего газа, запрещается.
7.3.32. Перед работой уплотняющие прокладки в накидной гайке следует осматривать и при необходимости неисправные заменять новыми.
7.3.33. При выявлении неисправности в устройстве редуктора или вентилей работа должна быть немедленно прекращена. Неисправные баллоны или редукторы подлежат передаче в специальную мастерскую.
7.3.34. Присоединение редуктора к баллону должно производиться ключом, постоянно находящимся у сварщика.
7.3.35. Редукторы и рукава можно устанавливать и присоединять только при закрытом вентиле баллона.
На входе в кислородный редуктор должен быть установлен фильтр, улавливающий механические частицы размером более 50 мкм.
7.3.36. Устанавливать редукторы и открывать вентили кислородных баллонов замасленными руками запрещается.
7.3.37. Смазка редукторов кислородных баллонов во избежание взрыва запрещается.
Рукава для газовой сварки и резки металла
7.3.39. Газопроводящие рукава должны соответствовать ГОСТ 9356-75 «Рукава резиновые для газовой сварки и резки металлов. Технические условия».
7.3.40*. Общая длина рукавов для газовой сварки и резки должна быть не более 30 м. Рукав должен состоять не более чем из трех отдельных кусков, соединенных между собой двусторонними специальными гофрированными ниппелями и закрепленных хомутами.
При производстве монтажных работ допускается применение рукавов длиной до 40 м. Использование рукавов длиной свыше 40 м допускается только в исключительных случаях с разрешения руководителя работ и инженера-инспектора по технике безопасности и производственной санитарии.
7.3.41. Рукава ежедневно перед работой необходимо осматривать для выявления трещин, надрезов, потертостей и т.п.
На наружной поверхности рукавов не должно быть отслоений, пузырей, оголенных участков оплетки, вмятин и других дефектов, влияющих на их эксплуатационные качества.
7.3.42*. Рукава должны подвергаться гидравлическому испытанию на прочность 1 раз в 3 мес. давлением, равным 1,25р, где р - рабочее давление, МПа (кгс/м2). Рукава выдерживают при этом давлении не менее 10 мин. При наличии замасленных вод допускается заменять гидравлическое испытание пневмоиспытанием воздухом или азотом, очищенным от масла и механических примесей, методом погружения в воду. На рукаве не должно быть разрывов, просачивания воды в виде росы и местных вздутий или выделения пузырьков воздуха (азота).
Результаты испытаний должны заноситься в журнал (произвольной формы).
7.3.43*. Наружный слой рукавов, применяемых для подачи ацетилена, пропана и бутана, должен быть красного цвета, кислорода - синего.
Допускается наружный слой рукава черного цвета обозначать двумя резиновыми цветными полосами.
Ширина цветных полос и расстояние между ними наносятся на рукава в произвольной форме, но единообразно для всех шлангов, имеющихся на предприятии.
Нанесение на рукава цветных полос производится на их концах длиной не менее 1 м.
На рукава для подачи кислорода под давлением 4 МПа (40 кгс/см2) с наружным слоем черного цвета цветные полосы не наносятся.
7.3.44. До присоединения к горелке или резаку рукава должны быть продуты рабочим газом.
7.3.45. Закрепление газопроводящих рукавов на присоединительных ниппелях горелок, резаков и редукторов должно быть надежным.
Для этой цели следует применять стяжные хомутики. Допускается вместо хомутиков закреплять рукава мягкой отожженной (вязальной) проволокой не менее чем в двух местах по длине ниппеля.
Места присоединения рукавов должны тщательно проверяться на плотность перед началом и во время работы. На ниппелях водяных затворов рукава должны плотно надеваться, но не закрепляться.
7.3.46. Перегибать и натягивать рукава во время работы запрещается. Рукава должны быть защищены от всевозможных повреждений, огня и т.п.; пересечение рукавов со стальными канатами (тросами), кабелями и электросварочными проводами запрещается.
7.3.47. Применять дефектные рукава, а также заматывать их изоляционной лентой или другим подобным материалом запрещается.
Поврежденные участки должны быть вырезаны, а концы соединены двусторонним ниппелем и закреплены стяжными хомутиками. Соединение рукавов отрезками гладких трубок запрещается.
7.3.48. При обрыве рукава необходимо немедленно погасить пламя и прекратить питание, перекрыв соответствующие вентили.
7.3.49*. Рукава должны храниться в помещении при температуре от -20 до +25 °С в бухтах высотой не более 1,5 м или в расправленном виде и размещаться на расстоянии не менее 1 м от теплоизлучающих приборов. Перед монтажом рукава, хранившиеся при отрицательной температуре, должны быть выдержаны при комнатной температуре в течение не менее 24 ч.
Рукава должны быть защищены от воздействия прямых солнечных и тепловых лучей, от попадания на них масла, бензина, керосина или действия их паров, а также от кислот, щелочей и других веществ, разрушающих резину и нитяной каркас.
Ацетиленовые генераторы
7.3.50*. Ацетиленовые генераторы должны соответствовать ГОСТ 12.2.054-81 «ССБТ. Установки ацетиленовые. Требования безопасности» и ОСТ 26-06-350-89 «Оборудование ацетиленовое. Общие технические требования».
7.3.51. Все ацетиленовые генераторы должны иметь паспорт установленной формы, инвентарный номер. Каждый ацетиленовый генератор должен быть снабжен инструкцией по эксплуатации.
Ацетиленовые генераторы давлением выше 0,069 МПа (0,7 кгс/см2) и произведением давления в мегапаскалях (кгс/см2) на вместимость в литрах больше 50 (500) должны быть зарегистрированы в местных органах Госгортехнадзора. Остальные генераторы находятся на учете только у предприятия-владельца.
7.3.52. Переносные ацетиленовые генераторы должны устанавливаться на открытом воздухе или под навесом. Для выполнения временных работ допускается установка ацетиленовых генераторов в производственных и служебных помещениях объемом не менее 300 м3 на каждый аппарат при условии, что эти помещения хорошо проветриваются. Если генератор устанавливается в одном помещении, а газосварочные, работы производятся в другом, смежном помещении, то объем помещения, в котором устанавливается генератор, должен быть не менее 100 м3 на каждый аппарат.
Ацетиленовые генераторы необходимо ограждать и размещать не ближе 10 м от мест проведения сварочных работ, от открытого огня и сильно нагретых предметов, от мест забора воздуха компрессорами и вентиляторами.
Установка генераторов в помещениях, в которых работают или постоянно находятся люди, в проходах, на лестничных площадках, в подвалах, в неосвещенных местах, в каналах и тоннелях, а также в помещениях, где возможно выделение веществ, образующих с ацетиленом взрывоопасные смеси (например, хлора) или легковоспламеняющихся (например, серы, фосфора и др.), запрещается.
Стационарные генераторы, а также переносные, предназначенные для стационарной работы, должны устанавливаться в специальных помещениях и эксплуатироваться в соответствии с «Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов».
При установке ацетиленового генератора вывешиваются таблички с надписями: «Вход посторонним воспрещен - огнеопасно», «Не курить», «Не проходить с огнем» или запрещающие знаки безопасности согласно ГОСТ 12.4.026-76.
При необходимости установки переносных ацетиленовых генераторов в проходах или на лестничных клетках они должны быть ограждены и находиться под непрерывным надзором.
При отрицательной температуре воздуха генераторы следует располагать в утепленных будках.
7.3.53. Минимальное расстояние от места сварки до склада легковоспламеняющихся материалов (керосина, бензина, пакли и т.п.), а также до взрывоопасных материалов и установок (в том числе газовых баллонов и газогенераторов) должно быть не менее 10 м.
7.3.54. Применение открытого огня или раскаленных предметов для отогрева газогенераторов запрещается. Замерзшие ацетиленовые генераторы разрешается отогревать только паром или горячей водой, не имеющей следов масла; отогревать переносные генераторы в помещении допускается на расстоянии не менее 10 м от открытого огня и при наличии вентиляции.
7.3.55. Наполнение газогенератора водой должно производиться точно до уровня контрольного устройства.
7.3.57*. Постовые затворы должны быть размещены в металлических вентилируемых шкафах в вертикальном положении и удалены на расстояние не менее 0,5 м от изолированных проводов, 1 м от оголенных проводов и 3 м от источника открытого пламени.
Результаты проверок на плотность предохранительного затвора должны заноситься в журнал (произвольной формы).
7.3.59. После каждого проникновения в затвор пламени следует проверять плотность прилегания обратного клапана к седлу и герметичность и прочность затвора в соответствии с требованием п. 7.3.58 настоящих Правил.
7.3.60. После монтажа затвора перед пуском его в эксплуатацию должны проверяться плотность прилегания обратного клапана к седлу и герметичность затвора.
7.3.61. Загрузка камеры газогенератора карбидом кальция должна производиться кусками размером, соответствующим системе генератора. Карбид кальция должен быть раздроблен заранее.
Вставлять камеру с карбидом кальция в гнездо генератора и вытаскивать ее для зарядки и разрядки во избежание появления искр от трения следует медленно, плавно и без толчков. Проталкивание карбида кальция в воронку аппарата железными прутками и проволокой запрещается. Для проталкивания следует применять деревянные палки или другие приспособления, исключающие возможность образования искр.
7.3.62. При эксплуатации ацетиленовых генераторов запрещается:
работать при неисправном водяном затворе или без затвора и допускать снижение уровня воды в затворе ниже допустимого;
работать при неисправных и неотрегулированных предохранительных клапанах или при их отсутствии, а также устанавливать заглушки вместо предохранительных клапанов и мембран;
работать на карбидной пыли;
загружать и выгружать карбид кальция в мокрые ящики или корзины и выполнять эти операции без рукавиц;
загружать карбид кальция в аппарат сверх нормы, установленной инструкцией по эксплуатации ацетиленового генератора;
форсировать газообразование сверх установленной паспортной производительности и искусственно увеличивать давление в генераторе сверх установленной нормы, заклинивать колокол генератора или устанавливать на него какие-либо грузы;
отключать автоматические регуляторы;
открывать крышку загрузочного устройства реторты генераторов среднего давления всех систем, находящегося под давлением газа;
работать от одного переносного генератора при снабжении ацетиленом более чем одного поста газопламенной обработки.
Примечание. От газогенератора типа ГВР-3 разрешается питать ацетиленом до четырех постов. В этом случае кроме предохранительного на генераторе должен быть установлен водяной затвор на каждом посту.
7.3.63. Оставлять без надзора переносной генератор во время его работы запрещается.
7.3.64. По окончании работы карбид кальция в генераторе должен быть полностью доработан, ил слит, корпус и реторты промыты водой, а генератор и неиспользованный карбид кальция в закрытой таре установлены в безопасном месте.
Помещение, в котором был установлен действующий переносной генератор, по окончании работы должно быть тщательно проветрено.
7.3.65. Известковый ил, удаляемый из генератора, должен выгружаться в приспособленную для этой цели тару и сливаться в иловую яму или специальный бункер. Открытые иловые ямы должны быть ограждены по периметру на высоту не менее 1 м. Закрытые ямы должны иметь несгораемые перекрытия, вытяжную вентиляцию и люки для удаления ила.
В радиусе до 10 м от мест хранения ила должны быть вывешены знаки безопасности о запрещении курения и применения источников открытого огня.
7.3.66*. Осмотр, очистку и промывку ацетиленовых генераторов следует производить не менее 2 раз в месяц.
Перед чисткой, ацетиленовых установок все отверстия (продувочные экраны, люки и др.) должны быть открыты для проветривания.
Промывать предохранительные клапаны следует не менее 2 раз в месяц.
Рабочие, выгружающие из генератора иловые остатки, должны пользоваться респираторами, брезентовыми рукавицами и защитными очками.
Ацетиленовые генераторы и другое ацетиленовое оборудование должны эксплуатироваться в соответствии с требованиями инструкций по эксплуатации завода-изготовителя и нормативно-технической документацией.
Газоразборные посты
7.3.67. Газоразборный пост горючего должен быть оборудован жидкостным или сухим затвором и запорным устройством на входе.
Допускается вместо предохранительного затвора для газов - заменителей ацетилена (за исключением водорода) устанавливать обратный клапан.
7.3.68. Газоразборный пост кислорода должен быть оборудован запорным устройством.
7.3.69. Конструкция газоразборного поста должна быть герметичной при наибольшем рабочем давлении.
7.3.70*. Газоразборные посты должны быть размещены на открытых панелях или кронштейнах. Допускается размещать посты в вентилируемых шкафах, расположенных на открытом воздухе, и посты горючего газа и кислорода на одной панели или в одном шкафу, разделенные перегородками.
Панели, кронштейны, шкафы и перегородки должны быть выполнены из негорючего материала.
Посты должны закрываться на замок.
7.3.71*. Панели, кронштейны, шкафы, а также соответствующие части панелей и шкафов (при размещении постов горючего газа и кислорода на одной панели или в одном шкафу) должны быть окрашены:
для кислородных постов - в голубой цвет с надписью черными буквами «Кислород. Маслоопасно»;
для ацетиленовых постов - в белый цвет с надписью красными буквами «Ацетилен. Огнеопасно»;
для постов других горючих газов (кроме водорода) - в красный цвет с надписью белыми буквами «Горючий газ. Огнеопасно».
7.3.72. Подходы ко всем газоразборным постам должны быть свободными и не загромождаться. Периодически и по мере надобности отличительная окраска шкафов и надписи на них должны восстанавливаться.
Проверка, ремонт и испытание газосварочной и газорезательной аппаратуры
7.3.73. Восстановительный ремонт газорезательной и газосварочной аппаратуры, изготовление запасных частей, а также проверка и испытание ее после ремонта должны проводиться в централизованном порядке.
7.3.74. Для централизованного ремонта газовой аппаратуры должно быть отведено помещение, отвечающее требованиям работы с аппаратурой, связанной со взрывоопасными газами. В таком помещении должна быть обеспечена вентиляция, исключена возможность попадания масла и жиров, источники питания газами должны быть на безопасном расстоянии от испытываемой аппаратуры и пр. Помещение должно быть оборудовано средствами пожаротушения.
7.3.75. Выдача из цеховых кладовых резаков, горелок, редукторов, рукавов и другой аппаратуры в неисправном состоянии запрещается.
7.3.77. При осмотре проверяются: исправность установленных на редукторе манометров; наличие пломб и других отметок на предохранительных клапанах баллонных редукторов, свидетельствующих о том, что заводская регулировка клапанов не нарушена; исправность резьбы; наличие исправной прокладки и фильтра на входном штуцере редуктора кислорода.
Редукторы испытываются по ГОСТ 13861-89 «Редукторы для газопламенной обработки. Общие технические условия».
7.3.79. Вновь поступившая на предприятие аппаратура (резаки, горелки, редукторы и т.п.) допускается к эксплуатации только после проверки в соответствии с требованиями пп. 7.3.76 - 7.3.78 настоящих Правил с последующей регистрацией в журнале.
7.3.80. Ремонт контрольно-измерительных приборов (манометров, счетчиков расхода газа и др.) должен производиться в специализированных мастерских.
7.3.81. Разборка, ремонт и сборка кислородных редукторов, вентилей горелок, резаков должны производиться отдельно от ацетиленовой аппаратуры на столе, покрытом органическим стеклом (плексигласом), листовым алюминием, латунью или пластмассами. Поверхность стола должна систематически очищаться от грязи и обезжириваться. Ремонт должен производиться в чистой одежде и незамасленными руками.
7.3.82. После ремонта газовых редукторов следует проверять герметичность соединений (разъемных и паяных) и редуцирующих узлов газовых редукторов, плавность регулирования рабочего давления, определять степень повышения рабочего давления при прекращении отбора газа и возможность получения максимального рабочего давления при максимальном расходе газа.
7.3.83. После ремонта резаки и горелки испытываются на газонепроницаемость, инжекционную способность и горение.
7.3.84. Ремонт и испытание ацетиленовой и кислородной аппаратуры должны производить лица, прошедшие специальное обучение и проверку знаний и имеющие в удостоверении о проверке знаний соответствующую запись.
7.3.85. Помещение, где испытывается газовая аппаратура, должно быть отделено от смежных помещений перегородкой и оборудовано средствами пожаротушения. Во время испытаний газовой аппаратуры в помещении присутствие посторонних лиц запрещается.
7.3.86. В процессе эксплуатации допускается разборку и сборку горелок и резаков выполнять сварщикам и резчикам, имеющим соответствующую квалификацию.
7.3.87. Перед разборкой резаки, горелки, ацетиленовые редукторы, водяные затворы и другую ацетиленовую аппаратуру необходимо тщательно продуть очищенным от пыли, влаги и масла воздухом или азотом.
7.3.88. Газовая аппаратура с изношенными резьбовыми соединениями к эксплуатации не допускается. При осмотре и проверке газовой аппаратуры степень износа резьбовых соединений должна определяться контрольно-измерительным инструментом.
7.3.89. Перед сборкой все детали ремонтируемой аппаратуры должны быть тщательно обезжирены, промыты горячей водой, насухо вытерты или высушены потоком чистого, без масла воздуха. При обезжиривании аппаратуры должны соблюдаться требования п. 7.1.25 настоящих Правил.
7.3.90. Газовую аппаратуру и запасные части необходимо хранить в отдельных кладовых или отдельных стеллажах цеховых кладовых.
Обслуживание ацетилено- и кислородопроводов
7.3.91*. Ацетиленовые трубопроводы, предназначенные для транспортировки и распределения ацетилена, должны соответствовать требованиям ГОСТ 12.2.060-81 «ССБТ. Трубопроводы ацетиленовые. Требования безопасности».
Ацетиленопровод должен быть оборудован запорным устройством в местах присоединения ацетиленопровода к ацетиленовой установке или разрядной рампе, на входе в цех, здание или часть здания, в которых потребляется ацетилен, на ответвлениях ацетиленопровода к отдельным участкам потребителя, а также на входе и выходе подземных ацетиленопроводов. Ацетиленопровод должен быть оснащен устройствами для измерения давления на каждом ответвлении, по которому подается ацетилен и где необходимо измерение давления. Установка устройства для измерения давления должна осуществляться на хорошо обозреваемом месте.
7.3.92. За состоянием кислородных и ацетиленовых трубопроводов, арматуры, предохранительных устройств и контрольно-измерительной аппаратуры должен быть установлен надзор ответственных лиц, назначенных приказом (распоряжением) по предприятию (подразделению).
7.3.93. Обслуживание, осмотр, профилактический и аварийный ремонт ацетиленовых и кислородных трубопроводов и арматуры, а также контроль за состоянием контрольно-измерительных приборов должна осуществлять специально обученная бригада.
7.3.94. Допускать к работам по обслуживанию кислородопроводов и арматуры лиц с замасленными руками и инструментом и в одежде, запачканной маслом, запрещается.
7.3.95. В случае обнаружения утечек кислорода и ацетилена из трубопроводов и газоразборных постов и при невозможности быстрого устранения неисправности поврежденный участок должен быть отключен, а помещение тщательно проветрено.
7.3.96. При отогревании замерзших ацетилено- и кислородопроводов следует руководствоваться требованиями п. 7.3.38 настоящих Правил.
7.3.97. При осмотрах ацетиленовых и кислородных трубопроводов, газоразборных постов и арматуры должны использоваться в качестве переносного источника света светильники на напряжение 12 В и фонари во взрывозащищенном исполнении.
7.3.98. Во время работы газорезчиков и газосварщиков шкафы ацетиленовых и кислородных постов должны быть открыты.
7.3.99. Пользоваться ацетиленом от трубопровода разрешается только через постовой жидкостный затвор. К одному затвору может быть присоединен один пост. При ручных газопламенных работах к затвору может быть присоединена только одна горелка или резак.
7.3.100. Ремонтировать газопроводы и арматуру, а также подтягивать болты фланцевых соединений под давлением запрещается. Все виды ремонтных работ должны производиться только после предварительного снижения давления до атмосферного и продувки трубопроводов азотом.
7.3.101*. Ацетиленопроводы должны подвергаться гидравлическим испытаниям на прочность 1 раз в 5 лет, кислородопроводы - 1 раз в 3 года.
Допускается замена гидравлического испытания пневматическим при соблюдении необходимых мер предосторожности.
Время выдержки под давлением должно быть не менее 10 мин.
7.3.102*. Ацетиленопроводы низкого и среднего давления, применяемые в ацетиленовых установках (станциях), следует подвергать испытанию давлением, равным испытательному давлению, которому подвергают основное оборудование.
Ацетиленопроводы высокого давления [свыше 0,15 МПа (1,5 кгс/см2)] независимо от их расположения следует испытывать давлением, соответствующим 1,1 расчетного давления, но не более 30 МПа (300 кгс/см2); ацетиленопроводы среднего давления [от 0,02 МПа (0,2 кгс/см2) до 0,15 МПа (1,5 кгс/см2)], не входящие в состав ацетиленовых установок, - давлением, соответствующим 1,1 расчетного давления; ацетиленопроводы низкого давления [до 0,02 МПа (0,2 кгс/см2)], не входящие в состав ацетиленовых установок, - давлением равным 0,3 МПа (3 кгс/см2).
Кислородопроводы должны подвергаться испытанию давлением, равным 1,25 рабочего, но не менее 0,2 МПа (2 кгс/см2).
7.3.103. Трубопроводы считают выдержавшими гидравлическое испытание, если не будут обнаружены признаки разрыва, течи, появление капель и отпотевания, видимые остаточные деформации.
7.3.104*. Испытание ацетилено- и кислородопроводов на плотность должно производиться не реже одного раза в год.
Испытания ацетиленопровода на плотность проводятся азотом или инертным газом. Для вновь вводимых ацетиленопроводов азот допускается заменять сжатым воздухом. Испытания кислородопроводов на плотность проводятся азотом или сжатым воздухом, не загрязненным маслом.
Испытание на плотность следует проводить наибольшим рабочим давлением.
Плотность трубопровода при испытании проверяют по показанию манометра и смачиванием пенообразующим раствором всех сварных, фланцевых и резьбовых соединений, а также сальников арматуры. Результат испытания на плотность считают удовлетворительным, если не обнаружен пропуск газа через сварные, фланцевые и резьбовые соединения, а после выравнивания температуры давление не снизилось в течение не менее 30 мин.
7.3.105. После каждого капитального и среднего ремонта соответствующий участок газопровода подлежит обязательному гидравлическому испытанию. В случаях ремонта с заменой частей газопроводов такие участки должны подвергаться продувке азотом и испытанию на плотность.
Размеры утечек в газопроводах, находящихся под рабочим давлением, должны определяться 1 раз в квартал.
7.3.106. Результаты испытаний ацетилено- и кислородопроводов на прочность и плотность лицо, ответственное за надзор за состоянием газопроводов, арматуры, предохранительных устройств и контрольно-измерительной аппаратуры, должно заносить в журнал (произвольной формы).
Газопламенные работы
7.3.107. Перед началом газопламенных работ рабочее место должно быть осмотрено, убраны лишние, мешающие работе предметы и легковоспламеняющиеся материалы; сварщик должен удостовериться в исправности всех частей сварочной установки, плотности и прочности присоединения газоподводящих рукавов к горелке (резаку) и редукторам, а редуктора к баллону, наличии и уровне воды в затворе (по контрольному устройству), плотности всех соединений затвора и соединения затвора с рукавом, исправности горелки (резака), редуктора и рукавов, наличии достаточного подсоса в инжекторной аппаратуре, правильности подвода кислорода и горючего газа к горелке (резаку).
7.3.108. Открывать вентили редукторов следует медленно и плавно, причем открывающий должен находиться в стороне, противоположной направлению струи газа. Непосредственно перед вентилем в момент его открывания не должны находиться люди и свободно лежащие (незакрепленные) предметы.
7.3.109*. Промежуток во времени между открыванием пропан-бутанового вентиля и зажиганием смеси должен быть наименьшим, поэтому надо сначала поднести огонь, а затем открывать вентиль горелки.
7.3.110. Нельзя оставлять установку с закрытым вентилем на горелке (резаке) и открытым на баллоне, так как возможна конденсация газа в шланге.
7.3.111. Подтягивание резьбовых соединений при открытом вентиле баллона запрещается.
7.3.112. Газопламенные работы (сварка, резка, нагрев изделий) должны производиться на расстоянии: не менее 10 м от групп баллонов (более двух), предназначенных для ведения газопламенных работ; 5 м - от отдельных баллонов с кислородом и горючими газами; 3 м - от газопроводов горючих газов, а также от газоразборных постов, размещенных в металлических шкафах, при выполнении работ вручную и 1,5 м при их производстве механизированным способом.
Указанные расстояния относятся к газопламенным работам, когда пламя и искры направлены в сторону, противоположную источникам питания газом. В случае направления пламени и искр в сторону источников газа должны быть приняты меры по защите их от искр и воздействия тепла пламени путем установки металлических ширм.
7.3.113*. При сварке и резке должны соблюдаться следующие основные правила безопасности:
при зажигании ручной горелки (резака) сначала должен быть немного приоткрыт вентиль кислорода, затем открыт вентиль ацетилена и после кратковременной продувки рукава зажжена горючая смесь газов, после чего можно регулировать пламя. При тушении эти операции производятся в обратном порядке: сначала прекращается подача ацетилена, а затем кислорода.
Сварщику не разрешается выпускать из рук горелку (резак) до того, как она будет погашена;
во время работы держать рукава для газовой сварки и резаки металлов под мышкой, на плечах или зажимать их ногами запрещается;
не допускается перемещение рабочего с зажженной горелкой (резаком) за пределами рабочего места, а также подъем по трапам, лесам и т.п.;
при перерывах в работе пламя горелки (резака) должно быть потушено, а вентили на ней - плотно закрыты;
при длительных перерывах в работе (обед и т.п.) должны быть закрыты вентили на кислородных и ацетиленовых баллонах или на газоразборных постах, а нажимные винты редукторов вывернуты до освобождения пружины;
при перегреве горелки (резака) работа должна быть приостановлена, а горелка (резак) потушена и охлаждена до температуры окружающего воздуха. Для ее охлаждения сварщик должен иметь сосуд с чистой холодной водой;
во избежание возникновения хлопков и обратных ударов работать при загрязненных выходных каналах мундштуков запрещается;
расходовать ацетилен из генератора до полного снижения давления и потухания пламени горелки (резака) во избежание подсоса воздуха и возникновения обратного удар пламени запрещается;
при обратном ударе пламени следует немедленно закрыть вентили на горелке (резаке), баллонах и водяном затворе;
прежде чем пламя будет зажжено вновь после обратного удара, должно быть проверено состояние затвора путем его разборки и осмотра обратного клапана, а в безмембранном затворе должен быть проверен отражатель;
после каждого обратного удара следует рукава продуть инертным газом и проверить на прочность или заменить другими.
7.3.114. Подогревать металл горелкой с использованием только горючего газа без подключения кислорода запрещается.
7.3.115. После завершения работы или окончания рабочего дня баллоны следует сдать на склад или убрать в специальный запирающийся контейнер.
Хранение карбида кальция
7.3.116. Барабаны с карбидом кальция следует хранить в сухих, защищенных от попадания влаги, хорошо проветриваемых, закрытых, несгораемых складах с легкой кровлей и наружным электрическим освещением.
В здании склада карбида кальция не должно быть водопровода, канализации, а также водяного и парового отопления.
За исправным состоянием кровли складов должно быть установлено систематическое наблюдение для предупреждения проникновения атмосферных осадков.
Размещать склады для хранения карбида кальция в подвальных помещениях и низких затапливаемых местах запрещается.
7.3.117. Склады, где одновременно разрешается хранить до 2000 кг карбида кальция, должны быть расположены не ближе 10 м от производственных помещений и 15 м от жилых зданий.
7.3.118. Склады для хранения карбида кальция должны быть обеспечены порошковыми и углекислотными огнетушителями, асбестовым полотном и ящиками с сухим песком вместимостью не менее 0,5 м3 на каждые 50 m2 площади склада; у каждого ящика с песком должна быть деревянная лопатка или совок. Тушение пожара водой запрещается.
7.3.119. Барабаны с карбидом кальция могут храниться как в горизонтальном, так и в вертикальном положениях.
В механизированных складах допускается хранение барабанов с карбидом кальция в три яруса при вертикальном их положении, а при отсутствии механизации - не более чем в три яруса при горизонтальном положении и не более чем в два яруса - при вертикальном. Между ярусами барабанов должны быть уложены доски толщиной 40 - 50 мм.
Ширина проходов между уложенными в штабеля барабанами с карбидом кальция должна быть не менее 1,5 м.
7.3.120. Пустую тару из-под карбида кальция следует хранить в специально отведенных местах вне производственных помещений. Хранить на складах вскрытые или поврежденные барабаны с карбидом кальция запрещается.
7.3.121. На торцевой или боковой поверхности барабанов должна быть несмываемая надпись «Беречь от влаги и огня. Карбид кальция».
7.3.122. В местах хранения и вскрытия барабанов с карбидом кальция курение, пользование открытым огнем и применение инструмента, могущего образовывать при ударе искры, запрещается. Вскрывать барабаны с карбидом кальция следует латунными зубилом и молотком. Запаянные барабаны должны открываться специальным режущим приспособлением. Место реза на крышке барабана предварительно смазывается слоем солидола толщиной 3 - 5 мм для облегчения процесса резания металла и исключения возможности образования искр.
Случайно просыпанный карбид кальция должен быть тщательно собран. Вскрытие барабанов с карбидом кальция, развеска его, отсев мелочи и пыли должны производиться в специальных помещениях.
7.3.123. Вскрытые, но не полностью использованные барабаны с карбидом кальция должны быть защищены непроницаемыми для воды крышками с отогнутыми краями, плотно охватывающими барабан. Высота борта крышки должны быть не менее 50 мм.
В открытом виде должно быть не более одного барабана.
7.3.124. Дробить и развешивать карбид кальция следует осторожно, избегая образования и скопления пыли. Рабочие, занятые на этих работах, должны быть обеспечены противогазами марки М (или противопылевыми респираторами и защитными очками) и рукавицами.
7.4. СВАРКА ТЕРМИТНЫМИ ПАТРОНАМИ
7.4.1. Термитные патроны должны соответствовать требованиям РБИД. 771936.001-ТУ «Патроны термитные для сварки проводов и линий электропередачи. Технические условия».
7.4.2. При работе с термитными патронами и спичками к ним следует предъявлять требования как к огнеопасным материалам.
7.4.3. Термитные патроны, имеющие незначительную чувствительность к механическому и тепловому воздействию, должны быть завернуты в один слой парафинированной бумаги по 2 - 10 шт. и уложены в пакеты из полиэтиленовой пленки, торцы которых завариваются, или в два слоя парафинированной бумаги без укладки в пакеты из полиэтиленовой пленки. На упаковках с патронами должен быть указан тип патронов.
Термитные спички чувствительны к механическому и тепловому воздействию; упаковывать их следует отдельно от термитных патронов. Термитные спички по 35 шт. должны быть уложены в картонные коробки горизонтальными рядами, воспламенительными головками в противоположные стороны. Коробки со спичками, предварительно завернутые в пергамент, следует укладывать в мешки из полиэтилена.
Пакеты с патронами и мешки со спичками должны быть уложены в ящики и разделены парафинированной бумагой или полиэтиленовой пленкой.
7.4.4. Термитные патроны и спички допускается хранить в упакованном виде в одном хранилище, но раздельно. Рекомендуется ящики с термитными спичками хранить в металлических шкафах, обложенных листовым асбестом. Хранилище должно быть закрытым, несгораемым, проветриваемым и сухим с относительной влажностью воздуха не более 80 %. Запрещается держать в хранилище одновременно со спичками и патронами легковоспламеняющиеся материалы.
7.4.5. Перевозить термитные патроны необходимо в заводской упаковке в автомашине с крытым кузовом. В машине должны быть брезент, два углекислотных огнетушителя и лопата.
В кузове автомашины не должно быть горючих и смазочных материалов, а также посторонних грузов. С левой стороны автомашины к кабине должен быть прикреплен красный флажок, указывающий на опасность груза.
При перевозке, погрузке и выгрузке ящиков с термитными патронами и спичками не следует допускать сильных сотрясений и бросков.
7.4.6. Перед началом сварки вблизи сгораемых конструкций и материалов (деревянных опор, подмостей и т.п.) рабочее место должно быть очищено от горючих материалов. Для исключения соприкосновения горящей термитной спички и шашки со сгораемыми конструкциями и материалами под них необходимо подкладывать листовой асбест, стальной лист и т.п.
Сгоревшие термитные спички следует класть в специальную стальную коробку, подвешенную около места работы, или на заранее подготовленную несгораемую площадку.
7.4.7. Запасные термитные патроны должны находиться в рабочей сумке отдельно от термитных спичек.
Термитные спички должны быть в заводской упаковке.
7.4.8. Пользоваться увлажненными термитными патронами запрещается. Попадание воды на горящий термитный патрон может вызвать взрыв и ожоги.
7.4.9. При зажигании термитной спички и поджигании термитной шашки патрона необходимо находиться от загоревшейся шашки на расстоянии не менее 0,5 м.
Наклоняться над горящей термитной шашкой запрещается.
7.4.10. Трогать или исправлять рукой горящий или остывающий термитный патрон запрещается.
7.4.11. После остывания термитной шашки (до темного цвета) образовавшийся шлак следует сбивать в направлении от себя на заранее подготовленную площадку. Выполнять эту работу необходимо в щитках или закрытых защитных очках со светофильтрами, соответствующими требованиям п. 7.1.29 настоящих Правил.
7.4.12. Зажигать термитные спички и поджигать термитные шашки следует в защитных очках со светофильтрами Д-2 или Д-3.
7.5. РАБОТЫ С КЕРОСИНОРЕЗОМ
7.5.1. Работы с керосинорезом должны выполняться в соответствии с требованиями настоящих Правил и «Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства».
7.5.2. К использованию допускаются только керосинорезы заводского изготовления. Все керосинорезы должны находиться на учете и иметь инвентарный номер.
7.5.3. Для подачи керосина в резах должны применяться рукава из бензостойкой резины в соответствии с ГОСТ 9356-75. Длина рукавов должна быть не более 30 м. Рукава должны иметь плотные надежные соединения между собой и со штуцерами резаков, керосиновых бачков, баллонов с кислородом.
Наружный слой рукава, предназначенного для керосина, должен иметь желтый цвет, для кислорода - синий.
7.5.4*. Бачок для керосина должен быть герметичным. На нем необходимо иметь манометр, а также предохранительный клапан, не допускающий повышения давления в бачке более 0,49 МПа (5 кгс/см2). Бачки должны испытываться гидравлическим давлением 1 мПа (10 кгс/см2) при вводе в эксплуатацию и периодически не реже одного раза в год, а также после ремонта с записью об этом в специальном журнале. Бачки, не испытанные гидравлическим давлением, имеющие течь горючей жидкости или неисправный насос, к эксплуатации не допускаются. Для определения неплотностей в соединениях бачка и резака следует пользоваться мыльной эмульсией.
7.5.5. Наливать керосин в бачок разрешается не более чем на 3/4 его вместимости и только после отстаивания или фильтрования через сукно или мелкую сетку. Доливать керосин в бачок во время работы запрещается. Пролитый керосин должен быть немедленно убран.
Применять в качестве горючего для керосина бензин запрещается.
7.5.6. На месте проведения керосинорезных работ запас керосина должен быть не более сменной потребности. Керосин должен находиться в небьющейся, плотно закрывающейся таре на расстоянии не менее 10 м от места работы.
7.5.7. Бачок с керосином должен находиться не ближе 5 м от баллонов с кислородом и от источников открытого огня и не ближе 3 м от рабочего места резчика. Бачок должен быть расположен так, чтобы на него не попадали пламя и искры при работе.
7.5.8. Площадка, на которой производится работа с керосинорезом, должна быть полностью освобождена от посторонних предметов, мусора и горючих материалов. Курить на ней запрещается.
7.5.9. На площадке должны быть средства пожаротушения: углекислотные огнетушители, листовой асбест и песок. Тушить загоревшийся керосин водой запрещается.
7.5.10. Работа с керосинорезом в резервуарах и подземных сооружениях запрещается.
7.5.11. Перед началом работы у керосинореза должна быть проверена исправность арматуры, плотность соединений рукавов на ниппелях, исправность резьбы в накидных гайках и головках.
7.5.12. Работа неисправной керосиновой горелкой или керосинорезом запрещается.
7.5.13. При зажигании резака сначала должен быть пущен керосин, подогревающий кислород, и зажжено пламя; затем после подогрева испарителя пущен режущий кислород. При тушении резака сначала должен закрываться вентиль подачи керосина, а затем кислорода. Работать резаком с перегретым (до вишневого цвета) испарителем запрещается. При работе керосинорез должен давать ровное голубое пламя, не должен самопроизвольно гаснуть, выбрасывать керосин, давать хлопки и обратные удары пламени.
7.5.14. При обнаружении неисправности горелки или керосинореза в процессе работы, а также при обратном ударе пламени должен быть немедленно погашен резак: закрыт вентиль подачи кислорода на резаке, затем прекращена подача кислорода от баллона или кислородопровода, после чего закрыт вентиль подачи керосина на резаке и бачке.
7.5.15. Работать с керосинорезом, если брызги керосина попали на одежку работающего, запрещается.
7.5.16. Зажимать, перекручивать или заламывать рукава, подающие кислород и керосин к резаку, а также использовать кислородные рукава для подвода керосина к резаку запрещается.
7.5.17. При использовании одновременно нескольких резаков все лица, принимающие участие в работе, обязаны следить за тем, чтобы пламя не попало на работающих рядом.
7.5.18. Стоять против горящего или включаемого в работу керосинореза, а также подвешивать резак во время работы вертикально, головкой вверх, запрещается.
7.5.19. Подходить с зажженным резаком к бачку для подкачки воздуха запрещается. Во время подкачки бачка резак с закрытым вентилем режущего кислорода должен находиться на специальной подставке.
7.5.20. Производить резку при давлении воздуха в бачке с керосином, превышающем рабочее давление кислорода в резаке, запрещается.
7.5.21*. При перерывах в работе должно быть перекрыто горючее керосиновым вентилем или краном на рукоятке. После прекращения работы резак должен быть уложен или подвешен головкой вниз.
7.5.22. При прекращении работы воздух из бачка с керосином должен быть спущен после того, как будет погашено пламя резака. До полного выпуска воздуха из бачка нельзя отвертывать крышку (гайку) насоса.
7.5.23. После окончания работы керосин из рукавов должен быть слит в бак, рукава продуты сжатым воздухом, резаки очищены. Остаток керосина должен быть сдан в кладовую горючесмазочных материалов, а керосинорез и рукава - в инструментальную.
7.6. ПАЯЛЬНЫЕ РАБОТЫ
7.6.1. Все паяльные лампы должны находиться на учете и иметь инвентарный номер.
7.6.2*. Каждая лампа должна иметь паспорт с указанием результатов заводского гидравлического испытания и допустимого рабочего давления. Лампы снабжаются пружинными предохранительными клапанами, отрегулированными на заданное давление.
7.6.3. Рабочее место при проведении паяльных работ должно быть очищено от горючих материалов, а находящиеся на расстоянии менее 5 м сгораемые конструкции должны быть надежно защищены от возгорания металлическими экранами или политы водой.
7.6.4. Заправляемое в паяльную лампу горючее должно быть очищено от посторонних примесей и воды.
7.6.5. До начала работы паяльной лампой необходимо проверить:
не вывертывается ли полностью без ослабления нажимной втулки вентиль, регулирующий подачу горючего из баллона лампы в горелку. Если регулировочный вентиль вывертывается, лампу разжигать запрещается;
плотность резервуара (нет ли подтекания), отсутствие течи газа через резьбу горелки и т.п.;
правильность наполнения (заливать горючее в резервуар паяльной лампы следует не более чем на 3/4 его емкости);
плотность завертывания заливной пробки.
7.6.6. Разжигать паяльные лампы непосредственно у маслонаполненных аппаратов запрещается.
7.6.7. Заправлять или выливать из лампы горючее, разбирать и ремонтировать лампу, отвертывать горелку вблизи открытого огня, а также курить запрещается. Доливать горючее в неостывшую лампу запрещается.
7.6.8*. В процессе работы необходимо:
правильно регулировать пламя;
избегать наклона лампы и ударов по ней;
располагаться возможно ближе к вытяжным шкафам, зонтам или воронкам вытяжной вентиляции.
7.6.9. Подогревать горелку горючим из лампы, накачиваемой насосом, запрещается.
7.6.10. При обнаружении неисправностей (подтекания резервуара, утечки газа через неплотности резьбы горелки, деформации резервуара и т.п.) нужно немедленно возвратить лампу в инструментальную для ремонта.
7.6.11. Выпускать воздух из резервуара лампы через заливную пробку можно только после того, как лампа потушена и ее горелка полностью остыла. Снимать, горелку с резервуара лампы до снятия давления запрещается.
7.6.12. Использование бензина или смеси бензина с керосином в качестве горючего для лампы, работающей на керосине, запрещается.
7.6.13*. Ежедневно по окончании работы лампу следует сдавать в инструментальную. Порядок сдачи лампы по окончании работы может быть другим, исходя из местных условий.
7.6.14. Применять паяльные лампы для отогревания замерзших водопроводных, канализационных труб и труб пароводяного отопления в зданиях, имеющих сгораемые конструкции или отделку, запрещается.
7.6.15*. Проверка паяльных ламп на герметичность (плотность) должна производиться не реже одного раза в месяц. Проверку должен проводить мастер или другое специально выделенное лицо, назначенное приказом (распоряжением) по предприятию (подразделению). При проверке следует обращать внимание на герметичность корпуса лампы, состояние нарезки регулирующего вентиля, сальниковой втулки, заливной пробки и сальниковой набивки. Плотность проверяется путем накачивания поршнем воздуха в лампу и смазки мыльной эмульсией возможных мест утечки или погружения лампы в ванну с водой.
Результаты проверок ламп заносятся в журнал учета и проверок произвольной формы.
7.6.16. Неисправные паяльные лампы хранить вместе с исправными запрещается.
8. КУЗНЕЧНО-ПРЕССОВЫЕ РАБОТЫ. РУЧНАЯ КОВКА
8.1*. Кузнечно-прессовое оборудование должно соответствовать требованиям ГОСТ 12.2.017-86 «ССБТ. Оборудование кузнечно-прессовое. Общие требования безопасности», производство кузнечно-прессовых работ - ГОСТ 12.3.026-81 «ССБТ. Работы кузнечно-прессовые. Требования безопасности».
Конструкции электропечей для нагрева заготовок должны соответствовать требованиям ГОСТ 12.2.007.9-88 «ССБТ. Оборудование электротермическое. Требования безопасности», «Правил устройства электроустановок». Эксплуатация электропечей должна осуществляться согласно «Правилам технической эксплуатации электроустановок потребителей» и «Правилам техники безопасности при эксплуатации электроустановок потребителей», утвержденным Главгосэнергонадзором Минэнерго СССР.
Оборудование печей, работающих на газовом топливе, и их эксплуатация должны соответствовать «Правилам безопасности в газовом хозяйстве», утвержденным Госгортехнадзором.
8.2. К кузнечно-прессовым работам допускаются лица не моложе 18 лет, имеющие соответствующее удостоверение и прошедшие обучение и проверку знаний инструкции по охране труда по специальности.
8.3. На рабочем месте должна быть вывешена краткая инструкция по охране труда для работающего на кузнечно-прессовом оборудовании.
8.4. Полы кузнечно-прессовых цехов должны быть сделаны из прочного материала, стойкого к воздействию нагретого материала (клинкер-брусчатка и т.п.), и иметь ровную, нескользкую поверхность. Допускаются полы из стальных (чугунных) рифленых плит с тщательной их пригонкой.
8.5. Применяемый для кузнечно-прессовых работ ручной инструмент должен соответствовать ГОСТ 11384-75- ГОСТ 11435-75 «Инструмент кузнечный для ручных и молотовых работ» и требованиям разд. 3.4 настоящих Правил.
8.6. Клещи, крючки, пинцеты должны быть изготовлены из стали, не поддающейся закалке.
8.7. Для охлаждения ручного инструмента у оборудования (наковален горячей ковки) должны устанавливаться емкости с водой.
8.8. Инструмент, применяемый для загрузки и выгрузки заготовок на электротермических установках, должен иметь изолированные по длине захвата рукоятки.
8.9. В рабочем положении зазор между рукоятками клещей должен быть не менее 35 мм. Для ограничения сближения рукояток должны предусматриваться упоры.
8.10. Наковальни для ручной ковки должны закрепляться на подставках.
8.11. При установке наковальни ее рабочая поверхность должна быть над уровнем пола в пределах 600 - 800 мм.
8.12. Расстояние между наковальней и горном должно быть не менее 1,5 м, между рядом расположенными наковальнями - не менее 4 м и от - наковальни до прохода - не менее 2 м.
8.13. При работе со стороны проходов необходимо устанавливать щиты, предохраняющие окружающих от отлетающей окалины и частиц металла, а также экраны, предохраняющие от вредного теплового воздействия нагревательных устройств.
8.14. Работа должна выполняться в защитных очках или щитках. При обработке поковок, нагретых до белого накала, работающие должны пользоваться очками или щитками со светофильтрами.
8.15. Ковка пережженного или охладившегося ниже нормы металла запрещается.
Подвергающиеся удару инструменты перед применением необходимо подогревать, а сильно нагревшиеся во время работы инструменты охлаждать в емкости с водой и затем просушивать.
8.16. Окалину и обрубки с наковальни следует удалять специальными средствами, щетками и короткой метлой. Допускается пользоваться воздухосдувом для удаления окалины с наковальни, если организован сбор окалины в специальную тару по герметичному воздуховоду.
8.17. Клещи должны подбираться точно по профилю поковки. Губки клещей должны плотно прилегать к поковке и надежно удерживать ее в требуемом положении.
8.18. Перед ковкой необходимо удалять окалину с заготовки специальным устройством, металлической щеткой, скребком или легкими ударами молотка. Заготовка должна плотно прилегать к наковальне.
8.19. Подъем и перемещение к. наковальне вручную коротких и тяжелых заготовок должны выполняться с применением самозажимающих клещей с разведенными цевками. Эти операции должны выполнять два человека; подача заготовки на наковальню должна производиться по команде старшего.
8.20. Ручки инструмента при ударах следует держать сбоку, а не перед собой, не допуская ударов по клещам, ручкам инструмента и т.п.
Приложение 1
Форма обязательная
ЖУРНАЛ ТЕХНИЧЕСКОГО ОСВИДЕТЕЛЬСТВОВАНИЯ ТАРЫ
(Наименование предприятия, подразделения)
|
Дата технического освидетельствования |
Обозначение тары |
Инвентарный номер тары |
Результат технического освидетельствования |
Дата последующего технического освидетельствования |
Подпись лица, производившего техническое освидетельствование |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
|
|
|
|
Приложение 2
ЖУРНАЛ ТЕХНИЧЕСКОГО ОСМОТРА ИСПЫТАТЕЛЬНОГО СТЕНДА
|
Дата осмотра |
Проверка исправности блокировки |
Исправность указателя частоты вращения шпинделя |
Направление вращения шпинделя |
Направление резьбы для крепления круга |
Радиальное биение шпинделя |
Исправность грузоподъемных механизмов для снятия и установки кругов массой более 16 кг |
Наличие инструкции по проведению испытаний |
Результаты осмотра |
Подпись лица, производившего осмотр стенда |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
|
|
|
|
Приложение 3*
|
Номер испытания |
Дата испытания |
Предприятие-изготовитель |
Номер партии |
Обозначение типоразмера круга стандарта или ТУ |
Характеристика круга и отметка о химической обработке или механической переделке |
Рабочая скорость (νр), указанная в маркировке круга, м/с |
Частота вращения круга при испытании, мин-1 |
Результаты испытания |
Подпись лица, ответственного за испытания |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
|
|
|
|
Примечание. В графе «Результаты испытания» в случае разрыва круга должна указываться скорость, при которой произошел разрыв.
Приложение 4
ЖУРНАЛ УЧЕТА, ПРОВЕРКИ И ИСПЫТАНИЙ ЭЛЕКТРОИНСТРУМЕНТА И ВСПОМОГАТЕЛЬНОГО ОБОРУДОВАНИЯ К НЕМУ
|
Наименование электроинструмента |
Инвентарный номер |
Дата последнего испытания, проверки |
Причина испытания, проверки |
Испытание изоляции повышенным напряжением |
Измерение сопротивления изоляции |
Проверка исправности цепи заземления |
Внешний осмотр и проверка работы на холостом ходу |
Дата следующего испытания, проверки |
Лицо, проводившее, проверку испытание |
||||||
|
Послеремонтная |
Периодическая |
Дата |
Результат |
Дата |
Результат |
Дата |
Результат |
Дата |
Результат |
Ф. И. О. |
Подпись |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение 5
ЖУРНАЛ УЧЕТА И ОСМОТРА ТАКЕЛАЖНЫХ СРЕДСТВ, МЕХАНИЗМОВ И ПРИСПОСОБЛЕНИЙ
|
Наименование грузоподъемных механизмов и приспособлений, такелажных средств |
Инвентарный номер |
Грузоподъемность, кг |
Дата последнего испытания |
Причина испытания (осмотра) |
Сведения о произведенных ремонтах с указанием даты |
Техническое освидетельствование |
Дата и результаты испытания (осмотра) |
Дата следующего технического освидетельствования |
Председатель комиссии или лицо, проводившее испытание (осмотр) |
|
|||
|
осмотр |
Статическое испытание |
Динамическое испытание |
|||||||||||
|
Ф. И. О. |
Подпись |
|
|||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение 6
ДОПУСТИМАЯ ТОЛЩИНА ЗУБЬЕВ ШЕСТЕРЕН ЭЛЕКТРИЧЕСКИХ ЛЕБЕДОК ПРИ ИЗНОСЕ
|
Модуль шестерни |
Высота зуба, мм |
Толщина зуба, мм |
|
|
номинальная |
минимально-допустимая |
||
|
4 |
3,0 |
5,34 |
4,2 |
|
5 |
3,7 |
6,7 |
5,4 |
|
6 |
4,5 |
8,09 |
6,5 |
|
7 |
5,2 |
10,86 |
7,6 |
|
8 |
6,0 |
12,17 |
8,7 |
|
9 |
6,7 |
13,6 |
9,8 |
|
10 |
7,5 |
14,93 |
10,8 |
|
11 |
8,2 |
15,0 |
12,0 |
|
12 |
9,0 |
16,31 |
13,0 |
|
13 |
9,7 |
17,67 |
13,9 |
|
14 |
10,5 |
19,06 |
15,7 |
|
16 |
12,0 |
21,84 |
17,5 |
|
18 |
13,5 |
22,6 |
18,1 |
|
20 |
15,0 |
27,38 |
21,9 |
|
Примечание. Фактические размеры измеряются по оттиску на бумаге наиболее изношенного зуба. |
|||
Приложение 7
ДОПУСТИМЫЙ ИЗНОС РОЛИКОВ БЛОКОВ
|
Грузоподъемность блоков, т |
Диаметр ролика, мм |
Толщина реборды, мм |
||
|
номинальный |
допустимый |
номинальная |
допустимая |
|
|
1 |
150 |
146 |
4 |
2,5 |
|
2 |
200 |
194 |
5 |
3 |
|
3 |
225 |
220 |
6 |
4 |
|
4 |
250 |
242 |
6 |
4 |
|
5 |
275 |
266 |
8 |
5 |
|
6 |
300 |
290 |
8 |
5 |
|
7 |
325 |
315 |
8 |
5 |
|
10 |
350 |
340 |
8 |
5 |
|
15 |
400 |
388 |
8 |
5 |
|
20 и выше |
400 |
388 |
8 |
5 |
Приложение 8
НОРМЫ ПРОЧНОСТИ СТАЛЬНЫХ КАНАТОВ И ЦЕПЕЙ
Таблица 1
Число проколов каната при заплетке
|
Число проколов каждой пряди, не менее |
|
|
До 15 |
4 |
|
Свыше 15 до 28 |
5 |
|
Свыше 28 до 60 |
6 |
Таблица 2
Наименьший допустимый коэффициент запаса прочности канатов
|
Привод грузоподъемной машины и режим работы механизмов |
Коэффициент запаса прочности канатов |
|
|
Грузовые и стреловые |
Ручной |
4,0 |
|
Машинный: |
|
|
|
легкий |
5,0 |
|
|
средний |
5,5 |
|
|
тяжелый и весьма тяжелый |
6,0 |
|
|
Растяжки стрелы |
- |
5,0 |
|
Грейферный: |
|
|
|
у грейферов с раздельным двухмоторным приводом (принимая, что вес грейфера с материалом равномерно распределен на все канаты) |
- |
5,0 |
|
у грейферов с одномоторным приводом |
- |
3,5 |
|
у грейферов одноканатных и моторных |
- |
3,0 |
|
Оттяжки мачт и опор: |
|
|
|
постоянно действующих кранов |
- |
3,5 |
|
кранов со сроком работы до одного года |
- |
3,0 |
|
Несущие канаты кабельных кранов: |
|
|
|
постоянно действующих |
- |
3,5 |
|
со сроком работы до одного года |
- |
3,0 |
|
Тяговые канаты, применяемые на кранах |
- |
4,0 |
|
Канаты для кулачковых поддержек и подвески электропроводов кабельных кранов |
- |
3,0 |
|
Канаты полиспастов для заякоривания несущих канатов (кабельных кранов) |
- |
6,0 |
|
Канаты лебедок, предназначенных для подъема людей |
- |
9,0 |
|
Канаты, используемые при монтаже крана |
- |
4,0 |
|
Канаты для подъема и опускания стрелы в диапазоне нерабочих вылетов |
- |
3,5 |
Таблица 3
Коэффициент запаса прочности сварных и штампованных цепей
|
Коэффициент запаса прочности |
||
|
Ручной привод |
Машинный привод |
|
|
Грузовая, работающая на гладком барабане |
3 |
6 |
|
Грузовая, работающая на звездочке (калиброванная) |
3 |
8 |
|
Для стропов |
5 |
5 |
Приложение 9
ОПРЕДЕЛЕНИЕ УСИЛИЯ В ВЕТВЯХ СТРОПОВ
Груз массой m, кг, подвешивается к крюку с помощью ветвей стропового каната или цепей, наклоненных под углом a от вертикали (см. рисунок).
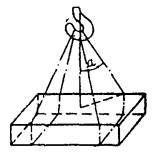
При известной массе m усилие S, кгс, возникающее в каждой ветви канала, определяется по формуле:
S = n m/k,
где k - число ветвей каната;
n - коэффициент, зависящий от угла a и равный:
Угол a, град 0 15 30 45
Коэффициент n 1,00 1,03 1,15 1,42
Приложение 10
НОРМЫ БРАКОВКИ СТАЛЬНЫХ КАНАТОВ
1. Браковка находящихся в работе стальных канатов (тросов) производится по числу обрывов проволок на длине одного шага свивки.
Браковка канатов, изготовленных из проволок одинакового диаметра, производится согласно данным табл. 1
2. Шаг свивки каната определяют следующим образом. На поверхность какой-либо пряди (см. рисунок, где I - канат крестовой свивки; II - канат односторонней свивки) наносят метку (точка а), от которой отсчитывают вдоль центральной оси каната столько прядей, сколько их имеется в его сечении (например, шесть в шестипрядном канате) и на следующую после отсчета прядь (в данном случае на седьмой) наносят вторую метку (точка б). Расстояние между метками (точками а и б) принимается за шаг свивки каната. У многопрядных тросов (например, у каната конструкции 18 ´ 19 = 342 с одним органическим сердечником) имеется 6 прядей во внутреннем слое и 12 - в наружном.

Шаг свивки определяется по числу прядей в наружном слое.
3. Браковка каната, изготовленного из проволок различного диаметра, конструкции 6 ´ 19 = 114 с одним органическим сердечником производится согласно данным, приведенным в первой графе табл. 1, причем за норму браковки принимается условное число обрывов, т.е. при подсчете обрывов обрыв тонкой проволоки принимается за 1, а толстой - за 1,7. Например, если на длине одного шага свивки каната при первоначальном коэффициенте запаса прочности до 6 имеется шесть обрывов тонких и пять обрывов толстых проволок, то условное число обрывов составляет 6 ´ 1 + 5 ´ 1,7 = 14,5, т.е. более 12 (см. табл. 1) и, следовательно, канат бракуется.
4. Число проволок на одном шаге свивки как признак браковки каната, конструкция которого не приведена в табл. 1, определяют исходя из данных, помещенных в этой таблице, для каната, ближайшего по числу прядей и числу проволок в сечении. Например, для каната конструкции 8 ´ 9 = 152 с одним органическим сердечником ближайшим является канат 6 ´ 19 = 114 с одним органическим сердечником. Для определения признака браковки следует число обрывов на одном шаге свивки для каната 6 ´ 19 = 114 умножить на коэффициент 96 : 72 = 1,33, где 96 и 72 - число проволок в наружных слоях прядей канатов указанных конструкций соответственно.
Число проволок в наружных слоях прядей берется из соответствующего государственного стандарта или определяется путем подсчета на канате.
5. Канаты грузоподъемных машин, предназначенных для подъема людей, а также транспортирующих расплавленный или раскаленный металл, взрывчатые, огнеопасные и ядовитые вещества, бракуют при вдвое меньшем числе обрывов проволок на одном шаге свивки, чем указано в табл. 1.
6. При наличии у каната поверхностного износа или коррозии проволок число обрывов на шаге свивки как признак браковки должно быть уменьшено в соответствии с данными табл. 2.
При износе или коррозии, достигших 40 % и более первоначального диаметра проволок, канат должен быть забракован.
Износ или коррозия проволок по диаметру определяется микрометром или иным инструментом, обеспечивающим достаточную точность. Для этого отгибается конец проволоки в месте обрыва на участке наибольшего износа.
Диаметр проволоки замеряется у отогнутого конца после предварительного удаления с него грязи и ржавчины.
7. При числе обрывов проволок на длине одного шага свивки меньше, чем указано в табл. 1 или чем определено согласно пп. 3, 4, 5 и 6 настоящих Норм, а также при наличии поверхностного износа проволок без их обрыва канат может быть допущен к работе при условии:
тщательного наблюдения за его состоянием при периодических осмотрах с записью результатов в журнал осмотров;
смены каната по достижении степени износа, указанной в настоящих Нормах.
8. Если груз подвешен на двух канатах, то каждый канат бракуется в отдельности, причем допускается замена одного, более изношенного каната.
9. При обнаружении в канате оборванной пряди его дальнейшая эксплуатация запрещается.
Таблица 1
Число обрывов проволок на длине одного шага свивки каната, при котором канат должен быть забракован
|
Первоначальный коэффициент запаса прочности при установленном Правилами отношении D:d* |
Конструкция каната |
|||||||
|
6 ´ 19 = 114+1ос** |
6 ´ 37 = 222 + 1ос |
6 ´ 61 = 366 + 1ос |
18 ´ 19 = 342 + 1ос |
|||||
|
Свивка |
||||||||
|
крестовая |
односторонняя |
крестовая |
односторонняя |
крестовая |
односторонняя |
крестовая |
односторонняя |
|
|
До 6 |
12 |
6 |
22 |
11 |
36 |
18 |
36 |
18 |
|
Свыше 6 до 7 |
14 |
7 |
26 |
13 |
38 |
19 |
38 |
19 |
|
Свыше 7 |
16 |
8 |
30 |
15 |
40 |
20 |
40 |
20 |
|
* D - диаметр барабана, мм; d - диаметр каната, мм. **1ос - органический сердечник. |
||||||||
Таблица 2
Нормы браковки каната в зависимости от поверхностного износа или коррозии
|
Уменьшение диаметра проволок в результате поверхностного износа или коррозии, % |
Число обрывов проволок на шаге свивки, % от норм, указанных в табл. 1 |
|
10 |
85 |
|
15 |
75 |
|
20 |
70 |
|
25 |
60 |
|
30 и более |
50 |
Приложение 11
Форма рекомендуемая
ЖУРНАЛ ПРИЕМКИ И ОСМОТРА ЛЕСОВ И ПОДМОСТЕЙ
|
Место установки лесов или подмостей и их высота, наименование организации их установившей |
Тип лесов или подмостей, кем утвержден проект |
Дата приемки или осмотра лесов или подмостей и номер акта приемки лесов |
Заключение о пригодности лесов или подмостей |
Ф. И. О. лица, производившего приемку или осмотр лесов или подмостей, должность, наименование |
Подпись лица, производившего приемку или осмотр лесов или подмостей |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
|
|
|
|
СОДЕРЖАНИЕ