 | Информационная система | |
Документы
Федеральной службы
по экологическому, технологическому
и атомному надзору
Серия 03
Документы
межотраслевого применения по вопросам
промышленной безопасности и охраны недр
Выпуск 11
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО ПРОВЕДЕНИЮ ЭКСПЕРТНЫХ
ОБСЛЕДОВАНИЙ ВЕНТИЛЯТОРНЫХ
УСТАНОВОК ГЛАВНОГО ПРОВЕТРИВАНИЯ
РД 03-427-01
Москва
ООО «НТЦ «Промышленная
безопасность»
2009
Ответственные разработчики:
А.И. Субботин, В.Д. Чигрин, А.И. Перепелицын, Л.А. Беляк
Нормативно-технический документ Госгортехнадзора России Методические указания по проведению экспертных обследований вентиляторных установок главного проветривания, утвержденный постановлением Госгортехнадзора России от 20.12.01 № 61, разработан для реализации в горнодобывающих отраслях требований Федерального закона «О промышленной безопасности опасных производственных объектов» от 21.07.97 № 116-ФЗ, постановления Правительства Российской Федерации «О применении технических устройств на опасных производственных объектах» от 25.12.98 № 1540.
Требования документа обязательны для акционерных обществ, предприятий и организаций, осуществляющих эксплуатацию, техническое обслуживание, экспертное обследование вентиляторных установок главного проветривания предприятий по подземному способу добычи полезных ископаемых.
При проведении экспертных обследований следует также руководствоваться Правилами проведения экспертизы промышленной безопасности (ПБ 03-246-98), утвержденными постановлением Госгортехнадзора России от 06.11.98 № 64.
СОДЕРЖАНИЕ
|
Утверждены постановлением Госгортехнадзора России от 20.12.01 № 61 Введены в действие с 01.04.02 постановлением Госгортехнадзора России от 10.01.02 № 1 |
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО ПРОВЕДЕНИЮ ЭКСПЕРТНЫХ
ОБСЛЕДОВАНИЙ ВЕНТИЛЯТОРНЫХ УСТАНОВОК
ГЛАВНОГО ПРОВЕТРИВАНИЯ*
РД 03-427-01
_____________
* В разработке Методических указаний по проведению экспертных обследований вентиляторных установок главного проветривания принимали участие: Р.И. Чернов, В.И. Завгородний (НЦ ВостНИИ); А.И. Петрачков, Б.Т. Смердин, В.В. Васенин, Б.Л. Герике (АО «Сибэнергочермет»); Ю.М. Казин, Л.А. Беляк (Госгортехнадзор России).
Методические указания по проведению экспертных обследований (экспертизы промышленной безопасности) вентиляторных установок главного проветривания (далее - Методические указания) предназначены для определения технического состояния оборудования и элементов вентиляторных установок главного проветривания, определения их остаточного ресурса и возможности дальнейшей эксплуатации.
Требования Методических указаний распространяются на вентиляторные установки главного проветривания, применяющиеся на предприятиях с подземным способом добычи полезных ископаемых в угольной и горнорудной отраслях промышленности.
В Методических указаниях рассмотрены общие положения, этапы работ по обследованию, технология обследования и оценка состояния элементов вентиляторных установок главного проветривания, порядок составления заключения экспертизы по результатам обследования.
При разработке настоящих Методических указаний использован опыт проведения ревизии и наладки оборудования вентиляторных установок, экспертизы отдельных элементов установок, ответственных узлов и деталей.
В настоящие Методические указания будут вноситься соответствующие изменения и дополнения по мере накопления опыта их использования.
Замечания и предложения заинтересованных специалистов, предприятий и организаций по настоящим Методическим указаниям следует направлять в Управление по надзору в угольной промышленности Госгортехнадзора России*.
_____________
* Указами Президента Российской Федерации от 09.03.04 № 314 и от 20.05.04 № 649 функции Федерального горного и промышленного надзора России (Госгортехнадзора России) переданы Федеральной службе по экологическому, технологическому и атомному надзору (Ростехнадзору). (Примеч. изд.)
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
1. Обследование конструкций - комплекс инженерно-технических работ по сбору данных о техническом состоянии конструкций, необходимых для оценки технического состояния, разработки проекта восстановления их несущей способности, усиления или реконструкции.
2. Натурное освидетельствование конструкций - осмотр и обмер конструкций в натурных условиях с применением в необходимых случаях специальных приборных методов в целях выявления в конструкциях отклонений от конструкторской (проектной) документации, дефектов и повреждений.
3. Проба - фрагмент конструкции, отобранный из ее характерного участка, предназначенный для изготовления из него стандартных образцов в целях определения служебных свойств материала.
4. Неработоспособное состояние конструкции - состояние объекта, при котором значение хотя бы одного параметра, характеризующего способность выполнять заданные функции, не соответствует требованиям нормативно-технической и (или) конструкторской (проектной) документации.
5. Предельное состояние - состояние объекта, при котором его дальнейшая эксплуатация недопустима или нецелесообразна, либо восстановление его работоспособного состояния невозможно или нецелесообразно.
6. Отказ - нарушение работоспособного состояния объекта вследствие порчи.
7. Критический дефект - дефект, при котором использование оборудования по назначению практически невозможно или недопустимо в соответствии с требованиями безопасности.
8. Значительный дефект - дефект, который существенно влияет на использование оборудования по назначению и (или) на его долговечность, но не является критическим.
9. Главная вентиляторная установка - вентиляционный комплекс, включающий два вентиляторных агрегата, один из которых является резервным, с присоединенными к ним входными и выходными элементами: подводящим каналом, диффузором, выходной частью и вспомогательными устройствами для переключения и реверсирования воздушной струи, приводными электродвигателями, звукопоглощающим устройством, зданием вентиляторной установки.
ПРИНЯТЫЕ СОКРАЩЕНИЯ
БЦО - блок цифрового отсчета
ВРЧ - временная регулировка частоты
КОП - контрольный образец предприятия
НТД - нормативно-техническая документация
ПЭП - пьезоэлектрический преобразователь
СКЗ - среднеквадратическое значение
СО - стандартный образец
СОП - стандартный образец предприятия
УЗ - ультразвук, ультразвуковой
УЗК - ультразвуковой контроль
ФК - формуляры контроля
ВГП - вентилятор главного проветривания
ВУГП - вентиляторная установка главного проветривания
ЭЛТ - электронно-лучевая трубка
ЭТК - экспертно-техническая комиссия
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Назначение и область применения
1.1.1. Настоящие Методические указания по проведению экспертных обследований вентиляторных установок являются руководящим документом при проведении обследований ВУГП, устанавливают необходимые методы и объемы обследований в целях определения возможности их дальнейшей безопасной и безаварийной эксплуатации.
1.1.2. Действие Методических указаний распространяется на осевые и центробежные вентиляторы главного проветривания.
1.1.3. Экспертное обследование ВУГП - это комплекс работ по техническому диагностированию для оценки реального состояния механизмов и узлов, отработавших расчетный срок службы. Основное назначение технического диагностирования состоит в определении возможности дальнейшей эксплуатации ВУГП.
1.1.4. Экспертное обследование ВУГП не заменяет проводимых в установленном порядке технического обслуживания, ревизий и наладки оборудования.
1.1.5. Экспертное обследование ВУГП проводится по окончании нормативного срока службы, а в дальнейшем не реже одного раза в семь лет. За нормативный срок службы следует принимать:
20 лет - для ВУГП с диаметром рабочего колеса вентилятора до 2500 мм;
25 лет - для ВУГП с диаметром рабочего колеса вентилятора от 2500 мм до 3150 мм;
30 лет - для ВУГП с диаметром рабочего колеса вентилятора более 3150 мм.
1.2. Организация экспертного обследования
1.2.1. Экспертное обследование ВУГП осуществляется в порядке, определяемом Правилами проведения экспертизы промышленной безопасности (ПБ 03-246-98), утвержденными постановлением Госгортехнадзора России от 06.11.98 № 64, зарегистрированными распоряжением Минюста России от 08.12.98, регистрационный № 1656.
1.2.2. В течение всего периода экспертного обследования должны приниматься необходимые меры, обеспечивающие безопасное ведение работ, а также выполнение работ в полном объеме.
1.2.3. Специалисты, проводящие экспертное обследование, должны быть проинструктированы по правилам техники безопасности в необходимом объеме.
1.3. Предъявляемая предприятием документация
Для проведения обследования необходима следующая документация:
документы завода-изготовителя на вентиляторы;
отчеты по ревизиям и наладкам главной вентиляторной установки шахты за последние пять - шесть лет;
эксплуатационная документация, в том числе содержащая данные об осмотрах, ремонтах, о ранее проведенных экспертных обследованиях;
чертежи узлов и их элементов, которые будут подвергаться техническому диагностированию;
акты расследования аварий за последние пять лет;
заключения по дефектоскопии и вибродиагностике по результатам предыдущего обследования.
1.4. Этапы работы по обследованию ВУГП
1.4.1. Анализ технической документации.
1.4.2. Проведение предварительного обследования.
При предварительном обследовании проводятся инструментальные замеры уровня вибрации в соответствии с разделом 2.1 настоящих Методических указаний, дается оценка состоянию агрегатов и их фундаментов. При выявлении в результате предварительного обследования несоответствий ВУГП требованиям НТД шахтой должны быть приняты меры к устранению отклонений в сроки, согласованные со специализированной организацией, проводящей обследование, и территориальным органом Госгортехнадзора России.
1.4.3. Составление программы работ по экспертному обследованию ВУГП с учетом анализа технической документации и результатов предварительного обследования. Программа работ утверждается главным инженером шахты.
1.4.4. Проведение технического диагностирования в соответствии с настоящими Методическими указаниями.
1.4.5. Оформление технического отчета по результатам экспертного обследования ВУГП.
1.4.6. Оформление заключения с оценкой состояния ВУГП экспертно-технической комиссией.
1.5. Оформление результатов экспертного обследования
1.5.1. По результатам обследования специализированная организация, проводившая обследование, оформляет технический отчет, в котором дается оценка состояния ВУГП.
Рекомендуемая форма технического отчета приведена в приложении 1.
Технический отчет должен содержать:
заключение по вибродиагностике вентилятора;
заключение по визуальному осмотру и дефектоскопии ответственных элементов вентилятора;
копию акта последних контрольных испытаний ВУГП;
ведомость дефектов по результатам проведенного обследования;
выводы и рекомендации специалистов, проводящих обследование.
Технический отчет утверждается главным инженером организации, проводившей экспертное обследование.
1.5.2. Заключение о возможности дальнейшей эксплуатации ВУГП, отработавшей нормативный срок службы, ее отдельных элементов, узлов и механизмов выдается ЭТК на основании анализа выявленных дефектов, их вида и влияния на эксплуатационные характеристики вентиляторов.
Основным фактором при оценке технического состояния вентиляторов главного проветривания является уровень вибрации вентилятора в системе «ротор-фундамент».
ЭТК может рекомендовать руководству шахты принять решение об остановке вентилятора на капитальный ремонт, о реконструкции или его замене, если при неоднократных балансировках и наладках не удалось обеспечить поддержание вибрационного уровня в границах, обусловленных эксплуатационными нормами.
1.5.3. В отдельных случаях в целях проведения дополнительных исследований, расчетов, испытаний, ремонтов элементов ВУГП ЭТК может привлекать компетентных специалистов соответствующих организаций.
1.5.4. ЭТК устанавливает срок очередного экспертного обследования.
В необходимых случаях ЭТК может сократить нормативные сроки эксплуатации до проведения очередных работ по техническому обслуживанию и ремонту отдельных элементов ВУГП, а также сократить срок эксплуатации до очередного экспертно-технического обследования с учетом технического состояния оборудования ВУГП.
1.5.5. Заключение ЭТК о возможности дальнейшей эксплуатации ВУГП с указанием мероприятий по устранению выявленных дефектов и сроков выполнения работ, даты очередного экспертного обследования, сокращению нормативных сроков проведения работ по техническому обслуживанию и ремонту отдельных элементов вентилятора утверждается главным механиком объединения (акционерного общества, концерна), а на самостоятельных предприятиях, не входящих в объединения, - директором шахты. Рекомендуемая форма Заключения экспертно-технической комиссии приведена в приложении 2.
1.5.6. Заключение экспертно-технической комиссии должно храниться с технической документацией ВУГП до окончания ее эксплуатации.
1.5.7. В случаях когда среди членов ЭТК на стадии утверждения заключения имеются разногласия, решение принимается председателем по согласованию с большинством членов ЭТК.
2. ТЕХНОЛОГИЯ ОБСЛЕДОВАНИЯ И ОЦЕНКА ТЕХНИЧЕСКОГО СОСТОЯНИЯ ОТВЕТСТВЕННЫХ ЭЛЕМЕНТОВ ВУГП
2.1. Вибродиагностическое обследование и оценка технического состояния узлов механической части вентиляторов
2.1.1. Основные понятия и определения
Из возможных измеряемых значений (амплитуда перемещений Sa, эффективная скорость колебаний VЭФ, ускорение) для оценки технического состояния рекомендуется использовать скорость колебаний (скорость вибрации) VЭФ (мм/с), поскольку этот параметр наиболее полно характеризует энергию колебательного процесса.
Максимальное значение эффективной скорости вибрации, измеренное на функционально важной точке машины (в особенности на подшипниках), называется интенсивностью вибрации. Она является показателем опасности вибрации и позволяет оценить механические повреждения, возникшие в машине.
Из рассмотрения подобия в механике следует, что аналогичные друг другу машины, сгруппированные по мощности на валу,
создают механические колебания, которые в первом приближении можно оценить как эквивалентные. Это основополагающее допущение взято за принцип деления интенсивности вибрации на качественные интервалы для различных групп машин.
На основе результатов только широкополосных измерений (например, в диапазоне 10 - 1000 Гц) нельзя обнаружить изменения состояния машинного оборудования до того как увеличивающаяся амплитуда определенной гармоники достигнет уровня составляющей с самой большой амплитудой (обычно на частоте вращения ротора) в рассматриваемом частотном диапазоне.
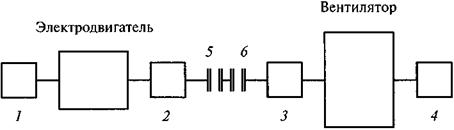
Путем же сравнения спектров механических колебаний опор электродвигателя и вентилятора (рис. 1) можно своевременно обнаружить изменения технического состояния оборудования по увеличению уровня одной из компонент колебательного процесса. Это связано с тем, что различным конкретным дефектам соответствуют определенные комбинации различных гармоник в общем спектре вибронагруженности (табл. 1).
2.1.2. Измерительно-регистрирующая аппаратура
Измерительно-регистрирующая аппаратура, которая состоит из измерительного преобразователя (датчика), усилительного преобразователя и показывающего прибора, должна отвечать следующим требованиям:
измерительный преобразователь должен быть избирательным по направлению измерений (коэффициент искажения не более 5 %);
соотношение массы измерительного преобразователя и местной колеблющейся массы объекта исследования не должно превышать 10 %;
предел погрешности измерительно-регистрирующего тракта не должен превышать 10 % (в частотном диапазоне 10 - 1000 Гц не должен превышать 2 %);
частотный диапазон должен охватывать все частотные компоненты, имеющие решающее значение для оценки интенсивности вибрации (не уже чем 2 - 1000 Гц, предпочтительно - 1 - 10000 Гц);
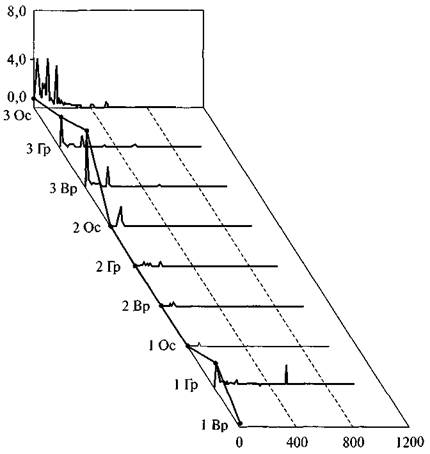
Рис. 1. Спектры механических колебаний опор электродвигателя и вентилятора
Таблица 1
Идентификация механических колебаний (вероятные причины колебаний в спектре вибронагруженности)
|
Причина возникновения колебаний |
Частоты соответствующих колебаний |
||||||||
|
< 0,4fр |
(0,4 - 0,5)fр |
(0,5 - 1,0)fр |
fр |
2fp |
nfp |
Разные |
Очень высокие |
(1 - 2)fс |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Дисбаланс |
´ |
0 |
0 |
||||||
|
Расцентровка |
´ |
´ |
0 |
||||||
|
Перекос фундамента |
0 |
´ |
0 |
0 |
|||||
|
Перекос корпуса подшипника |
0 |
0 |
0 |
´ |
0 |
||||
|
Осевое биение ротора |
0 |
0 |
0 |
´ |
0 |
0 |
|||
|
Дефекты подшипника качения |
´ |
0 |
|||||||
|
Дефекты упорного подшипника |
´ |
´ |
´ |
´ |
|||||
|
Увеличенные зазоры в подшипниковых узлах |
´ |
´ |
´ |
||||||
|
Электромагнитная асимметрия ротора |
´ |
||||||||
|
Фазовая асимметрия |
´ |
||||||||
|
Резонансы |
В зависимости от конструкции |
||||||||
|
Аэродинамические силы |
0 |
´ |
0 |
||||||
|
Дефекты подшипников скольжения |
´ |
||||||||
Примечание: ´ - характерная частота колебаний; 0 - частоты колебаний, которые могут возникнуть дополнительно к характерным частотам; fр - частота вращения ротора; fс - частота тока в сети.
динамический диапазон должен охватывать все возможные значения амплитуд отдельных компонентов (не уже чем 0 - 200 мм/с);
показывающий (регистрирующий) прибор должен иметь квадратическую характеристику для отображения СКЗ скорости вибрации;
иметь возможность узкополосного анализа спектра вибрационных процессов аппаратурным или алгоритмическим (на основе быстрого преобразования Фурье) методами;
иметь возможность накапливать информацию об измеренных процессах для дальнейшей передачи в персональный компьютер и отображения ее на твердых носителях;
климатическое исполнение должно соответствовать условиям проведения измерений.
Этим требованиям отвечают следующие комплексы вибродиагностической аппаратуры:
анализаторы CUO60 или «Топаз» с системой прогнозируемого обслуживания «Диамант» (Диамех, Россия);
анализаторы DC-7B или WATCHMAN с экспертной диагностической системой ExpertALERT (DLI, США);
анализатор 2400 с экспертной системой MasterTREND (CSI, США);
анализатор Microlog 6100 с диагностической системой PRISM2 (Palomar, США);
анализатор CF-1200 (ONO SOKKI, Япония);
система COMPASS (B&K, Дания).
Для анализа технического состояния подшипников качения могут быть использованы:
анализатор «Кварц» или коллектор данных «Малахит» с системой прогнозируемого обслуживания «Диамант» (Диамех, Россия);
прибор АЛ-2-3 (ПКФ ЭП, Россия);
анализатор ударных импульсов А2011 (SPM, Швеция);
сборщик данных VIBROTIP (Pruftechnik, Германия).
Могут быть использованы и другие аппаратурно-программные комплексы, отвечающие вышеперечисленным требованиям.
2.1.3. Проведение измерений
Перед назначением контрольных точек необходимо снять контурную характеристику для выявления наиболее информативных точек, то есть таких, в которых регистрируемый сигнал имеет наибольшую величину. Контрольные точки указываются на кинематической схеме контроля (пример их размещения указан на рис. 2) и должны быть четко помечены на корпусе обследуемой машины, чтобы все измерения проводить в одном и том же месте. Это связано с тем, что если путь распространения механических колебаний от точки возбуждения (вала, шестерни и т.д.) до точки регистрации не имеет идентичного коэффициента затухания, то дефекты одинакового характера могут создавать различные по форме и амплитуде сигналы на измерительном преобразователе и, следовательно, могут быть причиной различных интерпретаций и заключений. При этом следует назначать контрольные точки на корпусах вдали от ребер жесткости, а также местных концентраторов напряжений и деформаций, где происходит сильное искажение сигналов.
Параметры вибрации должны измеряться на всех подшипниковых опорах в трех ортогональных направлениях по отношению к геометрической оси ВГП: вертикальном, горизонтальном и осевом.
Вертикальная компонента вибрации должна измеряться на верхней части крышки подшипника над серединой длины его вкладыша.
Горизонтальная компонента вибрации должна измеряться напротив середины длины вкладыша подшипника на верхней крышке в непосредственной близости от горизонтального разъема.
Осевая компонента вибрации должна измеряться напротив середины толщины вкладыша подшипника на торце верхней крышки в непосредственной близости от горизонтального разъема.
Если верхняя крышка подшипника не имеет жесткой связи с вкладышем или имеются другие конструктивные особенности, препятствующие установке датчика в точках, указанных выше, допускается проводить измерения параметров вибрации в других точках корпуса подшипника, жестко связанных с опорной частью вкладыша и не имеющих резонансов в диапазоне частот 10 - 1000 Гц.
Осевой вентилятор

Центробежный вентилятор
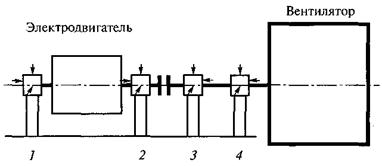
1, 2, 3, 4 - номера опор
![]() - точки
установки датчиков
- точки
установки датчиков
Рис. 2. Кинематическая схема контроля
Время наблюдения за результатом измерений каждой из компонент на каждой контрольной точке должно быть не менее 30 с. Число отсчетов результата измерения СКЗ скорости вибрации - не менее трех.
2.1.4. Оценка интенсивности вибрации
2.1.4.1. В качестве нормируемого параметра вибрации устанавливается среднеквадратическое значение скорости вибрации в рабочей полосе частот 10 - 100 Гц. Если вибрационные процессы представлены сложными колебаниями в диапазоне от 2 до 10 Гц, то вводится дополнительное условие по ограничению размаха колебаний 2Sa.
Техническое состояние ВГП оценивается по наибольшему значению одной из компонент вибрации, измеренной по п. 2.1.3.
2.1.4.2. Интервалы интенсивности вибрации для оценки общего состояния ВГП приведены в табл. 2 и 3.
Группа I - электродвигатели, жестко соединенные с исполнительной машиной, мощностью до 150 кВт.
Группа II - средние машины мощностью до 300 кВт только с вращающимися элементами, установленные на специальных фундаментах.
Таблица 2
Предельные значения интенсивности вибрации для механического оборудования
|
Класс оценки VЭФ, мм/с |
||||
|
Хорошо |
Удовлетворительно |
Допустимо |
Недопустимо |
|
|
I |
< 0,7 |
0,7 - 1,8 |
1,8 - 4,5 |
> 4,5 |
|
II |
< 1,1 |
1,1 - 2,8 |
2,8 - 7,1 |
> 7,1 |
|
III |
< 1,8 |
1,8 - 4,5 |
4,5 - 11,0 |
> 11,0 |
|
IV |
< 2,8 |
2,8 - 7,1 |
7,1 - 18,0 |
> 18,0 |
Таблица 3
Предельные значения интенсивности вибрации для электрических машин
|
Оценка технического состояния |
|||
|
Высота оси вращения электродвигателя H, мм |
|||
|
80 < H £ 132 |
132 < H £ 225 |
225 < H £ 400 |
|
|
Менее 1,8 |
Допустимо после ремонта |
Допустимо после ремонта |
Допустимо после ремонта |
|
От 1,8 до 2,8 |
Удовлетворительно |
||
|
От 2,8 до 4,5 |
Допустимо |
Удовлетворительно |
|
|
От 4,5 до 7,1 |
Предельно допустимо |
Допустимо |
Удовлетворительно |
|
От 7,1 до 11,2 |
Недопустимо |
Предельно допустимо |
Допустимо |
|
От 11,2 до 18,0 |
Недопустимо |
Предельно допустимо |
|
|
Более 18,0 |
Недопустимо |
||
Группа III - мощные машины мощностью свыше 300 кВт только с вращающимися элементами, установленные на высокосогласованных, жестких или тяжелых фундаментах.
Группа IV- мощные машины мощностью свыше 300 кВт только с вращающимися элементами, установленные на низкосогласованных фундаментах.
Согласно расчетам, вентиляторы диаметром до 3 м относятся к IV группе машин, а вентиляторы диаметром свыше 3 м - к III группе машин.
Приемка ВГП из монтажа и ремонта допускается, если вертикальная и горизонтальная составляющие интенсивности вибрации на опорах не превышают 1,8 мм/с, а осевая компонента - не более 2,8 мм/с (оценка технического состояния «хорошо»). При наличии составляющих в частотном диапазоне от 2 до 10 Гц размах радиальных колебаний не должен превышать 0,65 мм, а осевых - 0,1 мм.
Длительная эксплуатация ВГП допускается при величине радиальных составляющих интенсивности вибрации подшипниковых опор, не превышающих 4,5 мм/с, и осевой - 7,1 мм/с (оценка уровня технического состояния «удовлетворительно»). При наличии составляющих в частотном диапазоне от 2 до 10 Гц длительная эксплуатация допускается при величине размаха радиальных колебаний, не превышающей 0,1 мм, а осевых - 0,25 мм.
Не допускается длительная работа ВГП при интенсивности радиальной составляющей интенсивности вибрации хотя бы одного подшипникового узла свыше 7,1 мм/с, а осевой - 11,2 мм/с (оценка уровня технического состояния «допустимо»). Дополнительным условием является ограничение размаха радиальных колебаний величиной 0,25 мм, а осевых - 0,40 мм. При превышении этого нормативного значения необходимо планировать остановку ВГП для проведения ремонтных работ в целях устранения причин повышенной вибрации.
Не допускается работа ВГП при интенсивности радиальной составляющей интенсивности вибрации хотя бы одного подшипникового узла свыше 11,2 мм/с, а осевой - 18 мм/с (оценка уровня технического состояния «недопустимо»). При наличии низкочастотных составляющих (в диапазоне 2 - 10 Гц) не допускается эксплуатация при величине размаха радиальных колебаний более 0,40 мм, а осевых - 0,63 мм.
2.1.4.3. Допустимые уровни отдельных гармоник в спектре вибронагруженности.
По аналогии с ограничителями уровней интенсивности вибрации (10 - 1000 Гц) при широкополосном измерении механических колебаний вводятся ограничения для отдельных спектральных компонент, что связывается с различным уровнем опасности возникновения аварийного отказа оборудования от различных его дефектов. Такие спектральные ограничения называются опорными спектральными масками (рис. 3).
Для опорных спектральных масок вводятся две границы - «предупреждение» и «тревога».
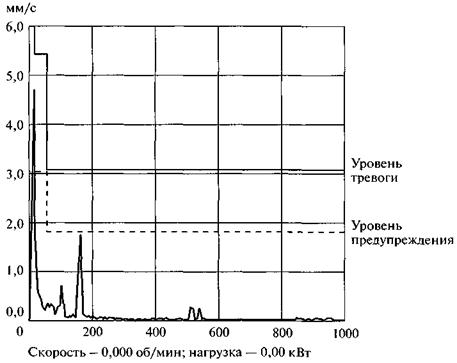
Рис. 3. Опорные спектральные маски
Граница «предупреждение» для составляющих на частоте вращения ротора соответствует нижней границе класса «допустимо» для каждой группы машин (табл. 2), а граница «тревога» вводится для этих составляющих умножением величины границы «предупреждение» на 1,6. Границы «предупреждение» и «тревога» для субгармоник и обертонов вводятся в долях от границ маски на частоте вращения ротора (табл. 4), а для общего уровня интенсивности вибрации границы определяются как СКЗ всех компонентов опорной спектральной маски.
Как видно из табл. 4, граница «тревога» для общего уровня интенсивности механических колебаний оставляет небольшой резерв времени для принятия решения об остановке ВУГП для ремонта.
Таблица 4
Опорные маски для оценки степени опасности спектральных составляющих механических колебаний
|
Группа машин |
||||||
|
II (VЭФ, мм/с) |
III (VЭФ, мм/с) |
IV (VЭФ, мм/с) |
||||
|
Предупреждение |
Тревога |
Предупреждение |
Тревога |
Предупреждение |
Тревога |
|
|
Общий уровень |
3,6 |
6,5 |
5,8 |
10,3 |
9,2 |
16,4 |
|
Субгармоники |
1,1 |
2,3 |
1,8 |
3,6 |
2,8 |
5,7 |
|
fр |
2,8 |
4,5 |
4,5 |
7,2 |
7,1 |
11,4 |
|
(2 - 3)fр |
1,7 |
3,4 |
2,7 |
5,4 |
4,3 |
8,6 |
|
> 3fp |
1,1 |
2,3 |
1,8 |
3,6 |
2,8 |
5,7 |
Нижний предел (граница «предупреждение») опорной спектральной маски определяет границу учитываемого динамического диапазона. Это значит, что изменение амплитуд спектральных составляющих ниже этого предела не вызывает опасных последствий.
2.1.5. Периодичность проведения виброконтроля и анализ тенденций
Результаты замеров уровня вибрации при периодическом контроле должны быть занесены в журнал контроля интенсивности вибраций ВГП (приложение 3).
При оценке интенсивности вибрации ВГП «хорошо» периодичность виброконтроля устанавливается один раз в два года и совмещается с проведением ревизии и наладки ВГП.
При оценке интенсивности вибрации ВГП «удовлетворительно» периодичность виброконтроля устанавливается один раз в год.
При оценке интенсивности вибрации ВГП «допустимо» периодичность виброконтроля назначается оператором виброконтроля в целях получения данных временного изменения уровня вибронагруженности для анализа и прогнозирования технического состояния ВГП.
При интенсивности вибрации ВГП, достигающей верхней границы оценки «допустимо», должно быть проведено вибродиагностическое обследование со снятием временных и спектральных характеристик, что позволит выявить возможные причины возникновения повышенного уровня вибронагруженности. Если одна из спектральных компонент или общий уровень вибронагруженности достигнет границы «тревога» опорной спектральной маски, необходимо планировать остановку ВГП для проведения ремонтных работ.
Рекомендуется проводить вибродиагностическое обследование перед (для определения возможного и необходимого объема ремонтных работ) и после (для определения качества выполненных работ и получения уточненных опорных спектральных характеристик) капитального ремонта ВГП.
2.1.6. Оценка технического состояния ВУГП по параметрам вибрации
По результатам вибродиагностического обследования ВУГП выдается заключение, содержащее оценку технического состояния с указанием возможных дефектов (при оценках технического состояния «допустимо» и «недопустимо»), повлекших за собой повышение уровня интенсивности вибрации.
Оценки соответствуют следующему техническому состоянию:
«хорошо» - сборка узлов вентилятора оптимальна, вероятность появления дефектов на протяжении длительной эксплуатации минимальна (VЭФ < 1,8 мм/с, Sa < 0,04 мм);
«удовлетворительно» - сборка узлов обеспечивает минимальную вероятность появления эксплуатационных дефектов на протяжении межремонтного пробега (1,8 мм/с < VЭФ < 4,5 мм/с, 0,04 мм < Sа < 0,1 мм);
«допустимо» - повышенная вероятность преждевременного выхода узла из строя, вентиляторная установка требует ремонта, повышенный уровень механических колебаний должен быть устранен (4,5 мм/с < VЭФ < 11,2 мм/с, 0,1 мм < Sа < 0,25 мм);
«недопустимо» - дальнейшая эксплуатация может привести к аварийному отказу ВГП (VЭФ > 11,2 мм/с, Sa > 0,25 мм).
В заключении должны быть указаны:
дата измерения, фамилии лиц и наименование организации, проводивших измерения;
рабочие параметры ВГП, при которых проводились измерения (производительность, статическое давление перед рабочим колесом, потребляемая мощность, частота вращения ротора приводного двигателя), необходимые для определения рабочей точки;
схема контрольных точек;
значения интенсивности вибраций подшипниковых опор, полученные при измерении;
сведения об использованных аппаратурных и программных средствах.
2.1.7. Требования к операторам виброконтроля
Операторы виброконтроля должны быть обучены и аттестованы в установленном порядке.
2.2. Технические требования по подготовке к проведению работ по дефектоскопии элементов ВУГП
2.2.1. Общие требования
Подготовительные работы проводят по плану, утвержденному главным механиком шахты.
Детали, представленные на контроль, должны быть тщательно очищены от пыли и грязи. Поверхность детали в зоне контроля должна быть зачищена до шероховатости, соответствующей требованиям настоящих Методических указаний. Она оценивается визуально, путем сравнения с поверхностью контрольного образца.
Освещенность контролируемых поверхностей при визуальном контроле должна быть достаточной для надежного выявления дефектов, но в любом случае не менее 300 лк.
Дефектоскопическая аппаратура должна быть обеспечена электрическим питанием напряжением 220 В.
В случае колебания напряжения в сети ±5 % от номинала дефектоскоп следует подключить через стабилизатор.
2.2.2. Аппаратура контроля
Для контроля сплошности металла оборудования ВУГП применяют серийные УЗ дефектоскопы типа ДУК-66ПМ, УД-11ПУ, УД2-12. Использование дефектоскопов других типов допускается, если их технические характеристики не уступают характеристикам указанных выше дефектоскопов.
Для определения толщины металла элементов вентилятора применяют ультразвуковые толщиномеры типов УТ-93П, «Кварц-15», УТ-91П.
2.2.3. Требования безопасности
Перед любым включением дефектоскопа его необходимо заземлить. Заземление должно осуществляться посредством специальной отдельной жилы (медный провод сечением не менее 1,5 мм2), которая не должна служить проводником тока. Использование для этой цели нулевого провода непосредственно у электроприемника запрещается.
Подключение дефектоскопа к электрической сети и отключение от нее производится дежурным электрослесарем.
При работе внутри кожуха, обтекателя, обода рабочего колеса вентилятора с использованием аппаратуры ультразвукового контроля напряжение питания должно быть не более 12 В.
При осуществлении контроля должны выполняться все действующие на предприятии правила по технике безопасности.
К работе по ультразвуковому контролю допускаются лица, прошедшие инструктаж по технике безопасности в соответствии с порядком, установленным на предприятии. Проведение инструктажа фиксируется в специальном Журнале инструктажа по технике безопасности.
2.3. Обследование состояния ответственных элементов и отдельных узлов оборудования ВУГП
2.3.1. Основные положения
Обследование состояния ответственных элементов оборудования ВУГП включает в себя визуальный осмотр, визуально-оптическую, ультразвуковую дефектоскопию и толщинометрию деталей вентилятора.
Визуальному осмотру подлежат:
сварные швы рам, кожухов и других металлоконструкций;
подшипниковые узлы;
рабочие колеса осевых и центробежных вентиляторов;
лопатки направляющих и спрямляющих аппаратов;
лопатки центробежных вентиляторов.
Визуальный осмотр проводится невооруженным глазом. Опознание отдельных мелких дефектов рекомендуется вести с помощью лупы с увеличением до семикратного.
Для уточнения наличия дефектов рекомендуется применять капиллярные или магнитные методы контроля. Технологии проведения контроля данными методами приведены в соответствующих инструкциях.
Ультразвуковой дефектоскопии подлежат:
вал рабочего колеса;
промежуточный вал;
анкерные болты вентиляторов;
лопатки рабочих колес.
Ультразвуковой толщинометрии подлежат лопатки рабочих колес центробежных вентиляторов.
2.3.2. Ультразвуковой контроль вала рабочего колеса с подшипниками качения и промежуточного вала
Перед проведением контроля шахты проводятся следующие подготовительные работы. Демонтируют промежуточный вал и укладывают на подставки. С дальней от электродвигателя стороны вала рабочего колеса снимают торцевую крышку подшипника. Торцы вала зачищаются металлическими щетками, а затем наждачной бумагой до шероховатости не хуже Rz 40.
Контроль валов ведется на частоте 2,5 МГц. При прозвучивании толщины более 260 мм рекомендуется частота 1,8 МГц.
Для контроля используются нормальные ПЭП. Рекомендуется искатели дополнить насадками с углом ввода 4 и 6.
Настройка дефектоскопа производится на испытательном образце в виде цилиндра Æ 60 - 100 мм и длиной 1000 мм, имеющем искусственные дефекты площадью:
7 мм2 - на расстоянии 100 мм;
50 мм2 - на расстоянии 400 мм;
80 мм2 - на расстоянии 700 мм.
Для определения контролируемых параметров дефектоскопа и ПЭП используются стандартные образцы № 1, 2, 3.
Установленную чувствительность с помощью СО № 1 переводят в условную чувствительность, что в дальнейшем будет служить для настройки чувствительности прибора.
Контроль осуществляется путем постепенного обвода ПЭП по периметру торца вала с удалением от его края по радиусу на 5 - 10 мм с шагом сканирования не более 0,5 диаметра пьезопластин ПЭП. Скорость сканирования должна быть в пределах 50 - 150 мм/с.
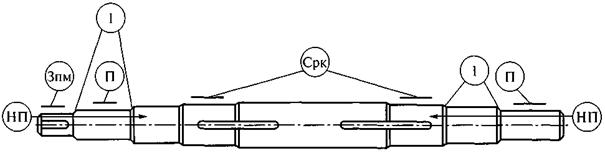
Схемы прозвучивания валов приведены на рис. 4 и 5.
Недопустимыми дефектами считаются выходящие на поверхность поперечные и наклонные трещины.
Вопрос о дальнейшей эксплуатации детали после устранения обнаруженного дефекта (за исключением трещины) решается ЭТК на основании данных о размерах, форме и местоположении дефекта.
2.3.3. Дефектоскопия валов с подшипниками скольжения
Валы рабочих колес шахтных вентиляторов главного проветривания с подшипниками скольжения подвергаются дефектоскопии в местах сопряжений подшипниковых шеек и галтелей вала.
Контроль галтелей шеек валов проводится методом капиллярной дефектоскопии (цветной вариант).
Недопустимыми дефектами считаются поперечные трещины на галтелях, указывающие на усталость металла в зоне перехода.
2.3.4. Дефектоскопия анкерных болтов
Контроль проводится ультразвуковым методом с применением стандартного прямого преобразователя с рабочей частотой 5 МГц.
Прозвучивание проводится продольными волнами со стороны торца анкерного болта.
Настройку чувствительности и скорости развертки дефектоскопа проводят на специальном контрольном образце, представляющем собой анкерный болт с искусственным дефектом типа надреза (пропила) глубиной 2 мм, шириной не более 1,5 мм, нанесенного от торца на расстоянии, равном длине резьбы.
![]() - направление
прозвучивания;
- направление
прозвучивания;
![]() - зубчатая
полумуфта;
- зубчатая
полумуфта;
![]() -
контролируемые зоны;
-
контролируемые зоны;
![]() -
подшипник;
-
подшипник;
![]() -
ступица рабочего колеса
-
ступица рабочего колеса
Рис. 4. Схема прозвучивания вала рабочего колеса

![]() -
направление прозвучивания;
-
направление прозвучивания;
![]() -
зубчатая полумуфта;
-
зубчатая полумуфта;
![]() -
контролируемые зоны
-
контролируемые зоны
Рис. 5. Схема прозвучивания промежуточного вала
Если амплитуда сигнала от дефекта на контролируемом анкерном болте равна или превышает амплитуду сигнала от искусственного дефекта на контрольном образце, болт считается бракованным.
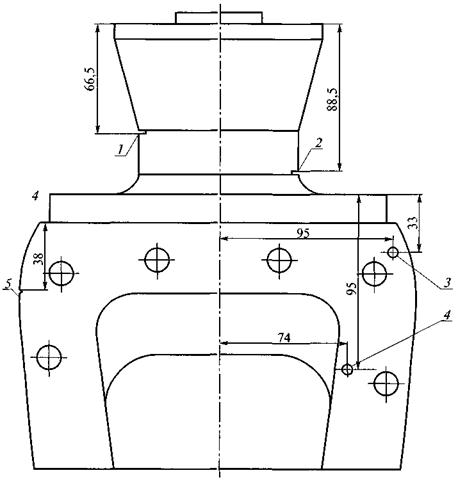
2.3.5. Ультразвуковая толщинометрия обшивок лопаток центробежных вентиляторов
Величину абразивного износа обшивок лопаток на рабочих колесах центробежных вентиляторов контролируют ультразвуковыми толщиномерами, указанными в п. 1.7.2 настоящих Методических указаний.
Контроль осуществляется на каждой лопатке с внутренней и внешней сторон в трех точках с проведением в каждой точке трех замеров (рис. 6).
Величина износа толщины обшивки каждой лопатки определяется разницей между начальной толщиной и среднеарифметическим всех замеров.
2.4. Обследование и оценка технического состояния электрооборудования ВУГП
Порядок проведения обследования:
проверка соответствия установленного оборудования, аппаратуры и схем управления проектной (конструкторской) документации;
анализ отчетных документов по ревизиям и наладкам;
проверка выполнения работ по плановым осмотрам и ремонтам на основании Журнала регистрации выполнения ППР;
проверка правильности функционирования распределительных устройств напряжением выше 1000 В, распределительных устройств напряжением до 1000 В, электрических машин, аппаратуры управления, защиты и контроля, схемы управления, защиты и контроля, схемы и аппаратуры дистанционно-автоматизированного управления.
Указанная проверка проводится в том числе путем перехода с работающего агрегата на резервный.

Рис. 6. Схема контроля лопатки центробежного вентилятора:
Т1, Т2, T3 - точки контроля с внешней стороны лопатки;
Т¢1, Т¢2, T¢3 - точки контроля с внутренней стороны лопатки
В случае выявления отказов в работе пускорегулирующей аппаратуры, аппаратуры режима работы, контроля, дистанционно-автоматизированного управления, защиты, распределительных устройств персоналом, обслуживающим ВУГП, производится необходимый ремонт, по окончании которого проводится повторное испытание отремонтированного узла на функциональную работоспособность.
По результатам обследования дается оценка состояния электрооборудования, которая отражается в техническом отчете.
2.5. Обследование и оценка технического состояния строительных конструкций
Обследование железобетонных конструкций и фундаментов ВУГП проводится специалистами компетентной организации в том случае, если при предварительном осмотре установлено нарушение их целостности или определено нарушение вибрационной характеристики системы «Ротор-фундамент». При оценке состояния строительных конструкций и фундаментов следует руководствоваться соответствующими методиками.
3. УКАЗАНИЯ ПО УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ЛОПАТОК ОСЕВЫХ ВГП
3.1. Основные исходные положения
3.1.1. Настоящие указания распространяются на лопатки осевых ВГП, устанавливают периодичность контроля, порядок и технологию, а также нормы браковки.
3.1.2. Ультразвуковой контроль рабочих лопаток осевых вентиляторов проводится при обследовании вентиляторов типа ВОД-30М, ВОД-40М, ВОКД-3,6, ВОД-40, которые имеют повышенный уровень аварийности, связанный с разрушением лопаток. Проведение УЗК лопаток других типов вентиляторов нецелесообразно по причине их относительно низкой аварийности и сложности технического обеспечения контроля.
3.1.3. Контроль в полном объеме, определенном данной методикой, проводится перед установкой лопаток на ВГП, а также перед каждым экспертным обследованием. Рекомендуется производить замену лопаток один раз в шесть лет.
3.1.4. При ультразвуковом контроле недопустимыми дефектами считать все трещины, находящиеся в местах опасных сечений, а также трудно расшифровываемые по форме дефекты, амплитуда сигнала от которых превышает амплитуду сигнала от репера.
3.1.5. Под термином «репер» понимается искусственный дефект (цилиндрическое отверстие, зарубка, пропил и т.д.), нанесенный на КОП (п. 2.2.2.2) в местах наиболее опасных сечений (концентраторов напряжений) и служащий для настройки координат, чувствительности и скорости развертки дефектоскопа.
3.1.6. Контроль лопаток связан с их снятием с рабочего колеса вентиляторной установки и транспортировкой к рабочему месту оператора. При контроле лопатки без ее снятия с рабочего колеса энергомеханической службе предприятия необходимо исключить влияние электромагнитных помех на дефектоскопическую аппаратуру.
3.1.7. Лопатка, представленная на контроль, должна быть тщательно очищена от пыли и грязи. Поверхность лопатки в зоне перемещения искателя должна быть подготовлена до шероховатости не хуже Rz 40. Она оценивается оператором путем сравнения с поверхностью контрольного образца.
3.1.8. По результатам проведенного контроля составляется Заключение по дефектоскопии лопаток ВГП. Заключение заполняется работниками, производящими контроль, и выдается предприятию, эксплуатирующему ВУГП.
После проведенного контроля на лопатках, пригодных к дальнейшей эксплуатации, при отсутствии заводского номера с выпуклой стороны у основания ставится клеймо, состоящее из трех групп двузначных чисел, которые указывают:
порядковый номер лопатки - первые две цифры;
номер заключения - вторые две цифры;
год проведения дефектоскопии - третьи две цифры.
При наличии заводского номера клеймо на лопатке не ставится. В Заключение по дефектоскопии лопаток ВГП заносится заводской номер лопатки.
При наличии в лопатке недопустимых дефектов вместо года проведения дефектоскопии (третьи две цифры) ставятся нули - 00.
В этом случае к Заключению прилагается эскиз лопатки с указанием местонахождения дефекта, его координат и вида (трещина, единичная пора, цепочка пор).
3.1.9. Часть лопатки с выявленным недопустимым дефектом вырезается и передается организации, проводящей контроль.
3.2. Технология проведения контроля лопаток
3.2.1. Визуальный осмотр
3.2.1.1. Визуальному осмотру подлежат хвостовики лопаток, сварные швы и зоны заклепок на обшивках. При визуальном контроле рекомендуется применять лупу с увеличением до семикратного.
3.2.1.2. Особое внимание при визуальном осмотре следует обратить на сварные швы обшивок в местах соединения с основанием рамки лопатки.
Трещины в этой зоне могут являться следствием нарушения целостности самой рамки в опасных сечениях. Лопатки с такими дефектами бракуются.
3.2.1.3. При выявлении дефектов в сварных соединениях между листами обшивки лопатки или в сварном шве лопатки дефекты следует устранить и повторить визуальный осмотр после ремонта.
3.2.2. Ультразвуковой контроль
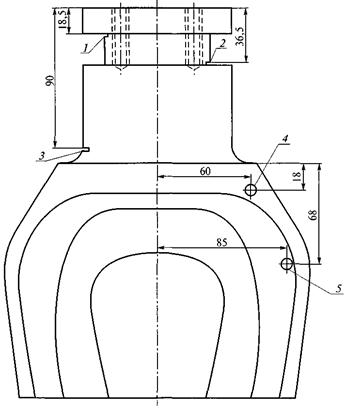
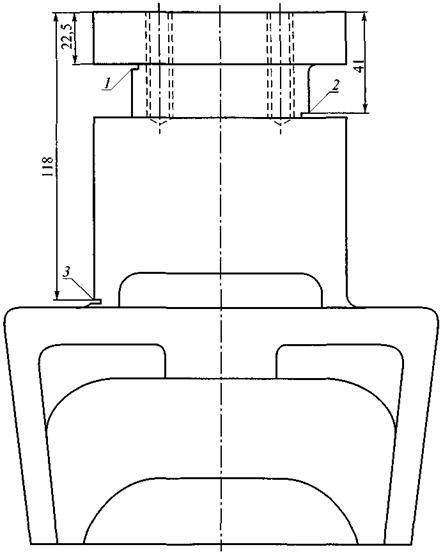
3.2.2.1. Лопатки осевого вентилятора конструктивно выполняются клепаными с рамкой хвостовика (рис. 7) или сварными (рис. 8).
3.2.2.2. Для настройки УЗ дефектоскопа при контроле лопаток используются контрольные образцы предприятия (КОП). КОП изготавливается из рабочей лопатки вентилятора, в которой отсутствуют несплошности, обнаруживаемые методом УЗК. Для каждого типа лопатки изготавливается свой КОП. Для настройки дефектоскопа по координатам, чувствительности, скорости развертки на КОП наносятся реперы (черт. 4).
3.2.2.3. УЗК проводится УЗ дефектоскопами, удовлетворяющими требованиям п. 2.2.2. При работе с УЗ дефектоскопами, не имеющими программного обеспечения для увеличения производительности контроля за счет уменьшения времени, необходимого для перестройки дефектоскопа с одного пьезоэлектрического преобразователя (ПЭП) на другой, рекомендуется проводить контроль двумя УЗ дефектоскопами.
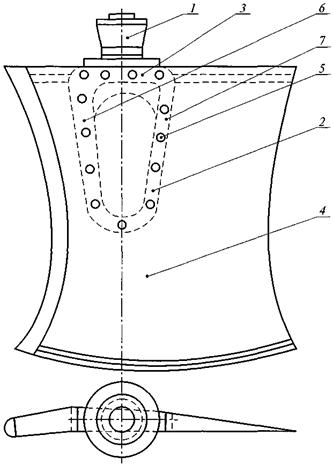
Рис. 7. Лопатка клепаная:
1 - хвостовик конический; 2 - рамка лопатки; 3 - основание рамки; 4 - лопасть; 5 - заклепка; 6 - левое плечо рамки; 7 - правое плечо рамки
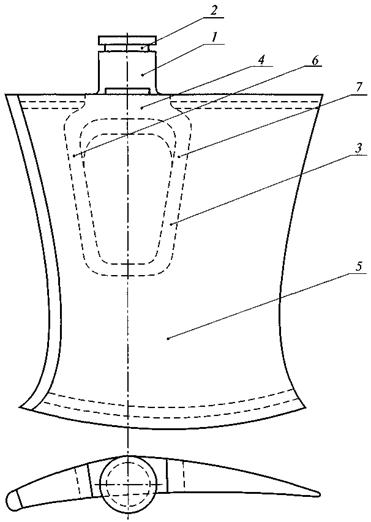
Рис. 8. Лопатка сварная:
1 - хвостовик цилиндрический; 2 - проточка под закладные кольца замка; 3 - рамка лопатки; 4 - основание рамки; 5 - лопасть; 6 - левое плечо рамки; 7 - правое плечо рамки
3.2.2.4. УЗ дефектоскопия проводится по схемам контроля конкретного типа лопаток ВГП, приведенным в формулярах контроля (далее - ФК). Чертеж лопаток в ФК выполнен в масштабе 1:1. При проведении контроля для удобства визуализации ввода УЗ волны в изделие, переноса координат обнаруженных дефектов на чертеж (схему), расшифровки сигналов с экрана дефектоскопа используется накладная карта (черт. 1) из прозрачного материала (калька, тонкий плексиглас и т.д.) с изображением на ней координат и лучей ввода УЗ, применяемых при контроле данной лопатки ПЭП.
При наложении начала координат накладной карты в точку ввода луча в изделие по ФК, используя значение координат дефектов блока цифрового отсчета, оператор определяет место дефекта на чертеже и, следовательно, местоположение дефекта в контролируемой детали.
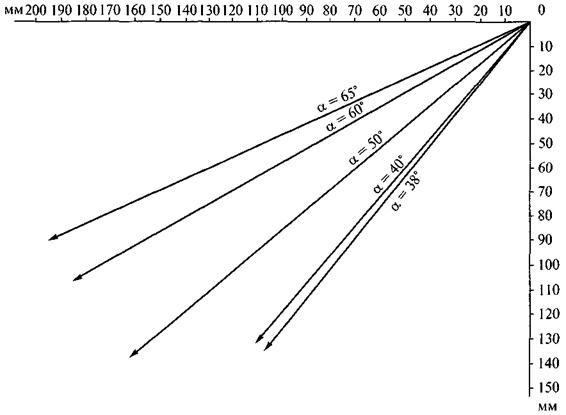
3.2.2.5. При использовании наклонных ПЭП, притертых к цилиндрической поверхности с R = 50 мм, для определения угла ввода ПЭП, настройки скорости развертки и глубиномера (БЦО) дефектоскопа применяется специально разработанный стандартный образец предприятия № 1 (черт. 2). СОП № 1 изготавливается из стали марки Ст20.
3.2.2.6. Для определения условной чувствительности при работе с наклонным ПЭП применяется СОП № 2, изготовленный из СО № 1, с радиусом сопрягаемой поверхности под наклонный ПЭП, равным 50 мм (черт. 3).
3.2.2.7. При использовании стандартных пьезоэлектрических преобразователей (ПЭП) для настройки прибора применяются СО № 1, 2, 3.
3.2.2.8. При настройке дефектоскопа в режиме измерения координат залегания отражателя координаты точек С, Д (угловые отражатели) и точки Е (отражение от цилиндрического отверстия)
Черт. 1. Накладная карта
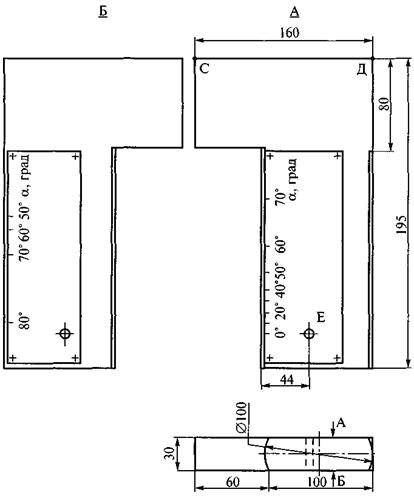
Черт. 2. Стандартный образец предприятия № 1:
А - вид спереди; Б - вид сзади
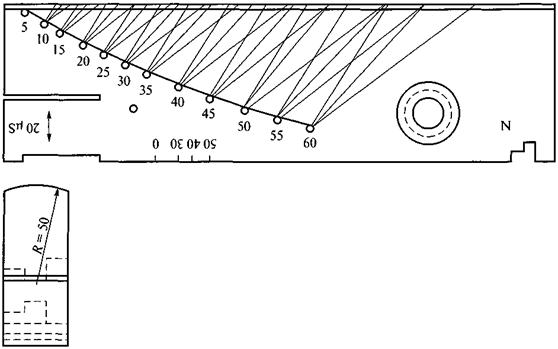
Черт. 3. Стандартный образец предприятия № 2
СОП № 1 являются соответственно дальним, средним и ближним отражателями. Настройка прибора осуществляется в соответствии с Руководством по эксплуатации к дефектоскопу.
3.2.2.9. При проведении УЗК для каждого типа ВГП используются формуляры контроля ФК1 - ФК5 (приложение 4).
Формуляр контроля представляет собой общий вид части основания рамки лопатки с хвостовиком без обшивки, выполненный в масштабе 1:1 с приведенной на нем схемой контроля. На схеме контроля показаны пронумерованные репера, места ввода УЗ лучей (цифры в кружке) и направления их прохождения в изделии, используемые как данные для настройки дефектоскопа.
В таблице контроля приведены рекомендуемые тип, угол ввода УЗ волн (α, град), частота ПЭП.
Места опасных сечений условно разделены на две зоны - А и Б.
3.2.3. Дефектоскопия лопаток ВГП типа ВОД-30М
3.2.3.1. Визуальный контроль проводится в соответствии с разделом 3.2.1 настоящих Методических указаний.
3.2.3.2. После выполнения предварительной настройки окончательную настройку УЗ дефектоскопа осуществляют по КОП № 1 (черт. 4) с использованием схемы контроля ФК1.
В соответствии с Руководством по эксплуатации дефектоскопа в режиме ВРЧ устанавливается стандартная амплитуда сигнала (шесть делений по шкале ЭЛТ дефектоскопа) от ближнего и дальнего отражателей.
3.2.3.3. При настройке прибора для работы прямыми ПЭП при контроле металла в месте проточки под закладные кольца замка ближним и дальним отражателями являются реперы 1 и 2 соответственно.
3.2.3.4. При настройке прибора для работы наклонным ПЭП при контроле шейки хвостовика контрольным отражателем является репер 3.
3.2.3.5. При настройке прибора для работы наклонными ПЭП при контроле основания и части плечей рамки ближним и дальним отражателями являются реперы 4 и 5 соответственно.
Черт. 4. Контрольный образец предприятия № 1 к лопатке ВГП типа ВОД-30М:
1, 2, 3 - реперы (запил, надрез) глубиной 2 мм и шириной £ 1,5 мм; 4, 5 - реперы (сверление) Æ 6 мм
3.2.3.6. Проточка под закладные кольца замка контролируется с применением ограничительного кольца (черт. 5). Контроль ведется по внутреннему периметру ограничительного кольца. Применение ограничительного кольца исключает возможность появления отраженного сигнала от верхней части самой проточки. В случае обнаружения дефекта измеряются его условная протяженность по окружности, ч, и глубина залегания, мм (черт. 6). Ограничительное кольцо изготавливается из стали марки Ст3.
3.2.3.7. При контроле наклонным искателем шейки хвостовика, основания и плечей рамки расшифровка сигналов ведется с использованием КОП № 1, схемы контроля ФК1 и накладной карты.
3.2.3.8. При дефектоскопии основания и плечей рамки в случае появления сигналов на экране дефектоскопа судить о наличии дефектов следует по методу сравнения с сигналами, полученными от КОП.
3.2.4. Дефектоскопия лопаток ВГП типа ВОД-40М
3.2.4.1. Визуальный контроль проводится в соответствии с разделом 3.2.1 настоящих Методических указаний.
3.2.4.2. После выполнения предварительной настройки окончательную настройку УЗ дефектоскопа осуществляют по КОП № 2 (черт. 7) с использованием схемы контроля ФК2.
3.2.4.3. Контроль лопаток проводится в соответствии со схемой прозвучивания, приведенной в схеме контроля ФК2, аналогично контролю лопаток ВГП типа ВОД-30М (п. 3.2.3).
3.2.5. Дефектоскопия лопаток ВГП типа ВОКД-3,6
3.2.5.1. Визуальный осмотр проводится в соответствии с разделом 3.2.1 настоящих Методических указаний.
3.2.5.2. Настройку дефектоскопа осуществляют по КОП № 3 (черт. 8) с использованием схемы контроля ФКЗ.
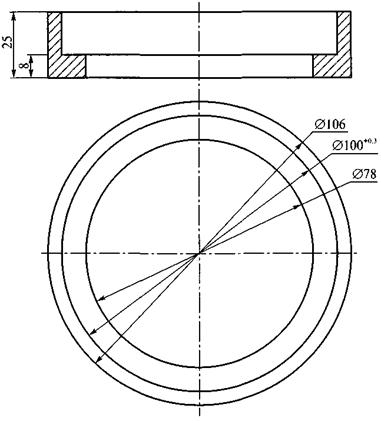
Черт. 5. Ограничительное кольцо. Материал - Ст3

![]() -
направления прозвучивания
-
направления прозвучивания
3, 6, 9, 12 - обозначение положения, ч
Черт. 6. Применение ограничительного кольца для УЗК
цилиндрического хвостовика
Черт. 7. Контрольный образец предприятия № 2
к лопатке ВГП типа ВОД-40М:
1, 2, 3 - реперы (запил, надрез) глубиной 2 мм и шириной £ 1,5 мм
Черт. 8. Контрольный образец предприятия № 3
к лопатке ВГП типа ВОКД-3,6:
1, 2 - реперы (запил, надрез) глубиной 2 мм и шириной £ 1,5 мм; 3, 4 - реперы (сверления) Æ 6 мм; 5 - репер (зарубка) 3,5´4 мм
3.2.5.4. При контроле прямым ПЭП плечей рамки (зона Б) ближним отражателем служит репер 1, дальним - репер 4.
3.2.5.5. Настройка наклонного ПЭП проводится по реперу 3 (ближний отражатель) и реперу 5 (дальний отражатель).
3.2.5.6. При настройке прибора необходимо заранее отметить на экране, используя БЦО, сигналы от отверстий под заклепки, соединяющие рамку лопатки с ее обшивкой. Следует иметь в виду, что при плотной посадке заклепки рядом с сигналом от отверстия, но немного дальше по глубине, на экране прибора может появиться сигнал, превышающий контрольный уровень, от противоположной стенки заклепки. При появлении такого сигнала надо замерить координаты отражателя и при помощи накладной карты отметить его местоположение на чертеже формуляра контроля.
Сигнал исчезает одновременно с сигналом от отверстия под заклепку при небольшом перемещении искателя.
3.2.5.7. При контроле лопатки рекомендуется пользоваться накладной картой и схемой контроля для расшифровки ложных сигналов на экране прибора, появляющихся при однажды или дважды отраженных лучах от отверстий под заклепки и от граней поверхности рамки лопатки. Судить о наличии дефекта в таких случаях следует по методу сравнения этих сигналов с сигналами, полученными от КОП № 3.
3.2.5.8. После проверки лопатки необходимо убедиться в правильности настройки дефектоскопа, используя КОП № 3.
3.2.6. Дефектоскопия лопаток ВГП типа ВОД-40
3.2.6.1. Визуальный осмотр проводится в соответствии с разделом 3.2.1 настоящих Методических указаний.
3.2.6.2. Настройку дефектоскопа осуществляют по КОП № 4 (черт. 9) с использованием схемы контроля ФК4, схемы сканирования и направления прозвучивания ФК5.

Черт. 9. Контрольный образец предприятия № 4 к лопатке ВГП типа ВОД-40:
1, 2 - реперы (запил, надрез) глубиной 2 мм и шириной £ 1,5 мм; 3, 4 - реперы (сверления) Æ 6 мм
3.2.6.3. УЗК хвостовика (зона А) производится в соответствии с п. 3.2.5.3.
3.2.6.4. Предварительная настройка дефектоскопа для контроля зоны Б производится в соответствии с п. 3.2.2.
3.2.6.5. Окончательная настройка осуществляется по реперам 3 (ближний отражатель) и 4 (дальний отражатель) КОП № 4.
Приложение 1
РЕКОМЕНДУЕМАЯ ФОРМА ТЕХНИЧЕСКОГО ОТЧЕТА
|
ТЕХНИЧЕСКИЙ
ОТЧЕТ проветривания ствола__________________ шахты (рудника)________________________ объединения___________________________ Ответственный руководитель работ _______________________ «___»______________200 _ г. Список исполнителей
Аннотация Цель и задача работы по экспертному обследованию вентиляторной установки главного проветривания, отработавшей расчетный срок службы, - оценка технического состояния и определение возможности дальнейшей эксплуатации. В техническом отчете содержатся результаты обследования механического и электрического оборудования ВУГП, результаты дефектоскопии металла ответственных элементов вентилятора, виброконтроля, результаты обследования фундаментов, строительных конструкций и зданий. Результаты работ по техническому диагностированию отражены в выводах и рекомендациях. Содержание Введение Программа работ 1. Результаты работ 2. Выводы и рекомендации Приложения к техническому отчету: Ведомость дефектов вентиляторной установки главного проветривания Протокол измерения вибрационных параметров подшипниковых узлов Заключение по данным виброконтроля о техническом состоянии ВУГП Заключение по визуальному осмотру металла и сварных швов ответственных элементов оборудования ВУГП Заключение по дефектоскопии лопаток ВГП Эскиз лопатки ВГП Заключение по дефектоскопии металла и сварных швов ответственных элементов оборудования ВУГП Заключение по обследованию зданий и сооружений ВУГП Акт приемки работ по экспертному обследованию Введение Работа по экспертному обследованию проводилась по договору № _______ от ____________________________ специалистами |
||||||||||||||
|
___________________________________________________________________________ |
||||||||||||||
|
(наименование организации, проводящей обследование) |
||||||||||||||
|
на основании лицензии № _________ от __________ выданной |
||||||||||||||
|
___________________________________________________________________________ |
||||||||||||||
|
___________________________________________________________________________ |
||||||||||||||
|
(наименование органа Госгортехнадзора России) |
||||||||||||||
|
срок действия которой установлен до ________________________________________ г. |
||||||||||||||
|
Обследование проводилось в соответствии с Методикой экспертной оценки состояния шахтных вентиляторных установок главного проветривания, отработавших расчетный срок службы, в связи с истечением нормативного срока службы ВУГП. |
||||||||||||||
|
Данная работа проводилась по утвержденному графику и программе работ с ___________________________________________________________________________ |
||||||||||||||
|
(дата начала работ) |
||||||||||||||
|
по ________________________________________________________________________ |
||||||||||||||
|
(дата окончания работ) |
||||||||||||||
|
Окончание работ подтверждается Актом приемки работ по экспертному обследованию (приложения к техническому отчету).
ПРОГРАММА РАБОТ (рекомендуемый объем работ) 1. Ознакомление с технической документацией (проектной, заводской, монтажной, эксплуатационной, ремонтной) и ее анализ. Составление и согласование с заказчиком программы и графика проведения работ. 2. Предварительная проверка и тарировка аппаратуры по вибродиагностике. Изучение и анализ состояния агрегата. Подключение и опробование прибора: замеры параметров вибрации подшипников, корпуса, фундаментов. Обработка результатов измерений. Составление заключения о вибросостоянии агрегата. 3. Подготовка приборов и материалов для проведения работ по дефектоскопии ответственных элементов оборудования ВГП; ознакомление с результатами предыдущего контроля, конструктивными особенностями контролируемых элементов; технический надзор за подготовкой элементов, подлежащих контролю. Проведение дефектоскопии металла элементов ВГП; предварительная обработка результатов контроля и составление предварительного заключения. Окончательная обработка результатов контроля. Составление окончательного заключения. 4. Обследование состояния фундаментов, железобетонных конструкций, здания ВУГП. Обработка материалов обследования. Составление заключения по результатам обследования. 5. Обработка и систематизация материалов по экспертному обследованию. Оценка состояния вентиляторной установки главного проветривания с выдачей рекомендаций о возможности ее дальнейшей эксплуатации. Оформление технического отчета. Ответственный руководитель работ __________________________________________ 1. Результаты работ |
||||||||||||||
|
В результате _________________ обследования установлено: |
||||||||||||||
|
(первичного, повторного) |
||||||||||||||
|
1.1. Вентиляторная установка оборудована ___________________________________ |
||||||||||||||
|
________________ вентилятор __________________ главного проветривания. |
||||||||||||||
|
(одним, двумя) |
||||||||||||||
|
После окончания расчетного срока службы на ВУГП проведено ________________________________ обследование. |
||||||||||||||
|
(первичное, повторное) |
||||||||||||||
|
Агрегат № 1: |
||||||||||||||
|
1.2. ___________________________________________________________ вентилятор |
||||||||||||||
|
(осевой, центробежный) |
||||||||||||||
|
главного проветривания типа _______________________________________________ |
||||||||||||||
|
изготовлен в 19__г. ________________________________________________ заводом, |
||||||||||||||
|
(завод-изготовитель) |
||||||||||||||
|
зав. № _______________, смонтирован в 19___ г. и эксплуатируется с 19___ г. |
||||||||||||||
|
1.2.1. Состояние механического оборудования: |
||||||||||||||
|
рамы, кожуха, диффузора, коллектора, обтекателя, подшипниковых узлов |
_________________________ |
|||||||||||||
|
рабочего колеса осевого вентилятора |
_________________________ |
|||||||||||||
|
рабочего колеса центробежного вентилятора |
_________________________ |
|||||||||||||
|
направляющих и спрямляющего аппаратов |
_________________________ |
|||||||||||||
|
подшипников качения |
_________________________ |
|||||||||||||
|
подшипников скольжения |
_________________________ |
|||||||||||||
|
опорных валов |
_________________________ |
|||||||||||||
|
промежуточного вала |
_________________________ |
|||||||||||||
|
соединительных муфт |
_________________________ |
|||||||||||||
|
тормозного устройства |
_________________________ |
|||||||||||||
|
реверсивных и переключающих устройств |
_________________________ |
|||||||||||||
|
1.2.2. Состояние электрического оборудования: |
||||||||||||||
|
распределительного устройства напряжением выше 1000 В |
_________________________ |
|||||||||||||
|
распределительного устройства напряжением до 1000 В |
_________________________ |
|||||||||||||
|
электрических машин |
_________________________ |
|||||||||||||
|
аппаратуры управления, защиты и контроля |
_________________________ |
|||||||||||||
|
схемы и аппаратуры дистанционно-автоматизированного управления |
_________________________ |
|||||||||||||
|
1.2.3. Состояние металла ответственных деталей, узлов и механизмов по результатам дефектоскопии |
_________________________ |
|||||||||||||
|
1.2.4. Состояние вентилятора по результатам вибродиагностики |
_________________________ |
|||||||||||||
|
1.2.5. Состояние фундаментов оборудования вентилятора |
_________________________ |
|||||||||||||
|
Агрегат № 2: |
||||||||||||||
|
1.3.__________________________________________________________ вентилятор |
||||||||||||||
|
главного проветривания типа ______________________________________________ |
||||||||||||||
|
изготовлен в 19__ г. _______________________________________________заводом, |
||||||||||||||
|
(завод-изготовитель) |
||||||||||||||
|
зав. № _________, смонтирован в 19__ г. и эксплуатируется с 19__ г. |
||||||||||||||
|
1.3.1. Состояние механического оборудования: |
||||||||||||||
|
рамы, кожуха, диффузора, коллектора, обтекателя, подшипниковых узлов |
_________________________ |
|||||||||||||
|
рабочего колеса осевого вентилятора |
_________________________ |
|||||||||||||
|
рабочего колеса центробежного вентилятора |
_________________________ |
|||||||||||||
|
направляющих и спрямляющего аппаратов |
_________________________ |
|||||||||||||
|
подшипников качения |
_________________________ |
|||||||||||||
|
подшипников скольжения |
_________________________ |
|||||||||||||
|
опорных валов |
_________________________ |
|||||||||||||
|
промежуточного вала |
_________________________ |
|||||||||||||
|
соединительных муфт |
_________________________ |
|||||||||||||
|
тормозного устройства |
_________________________ |
|||||||||||||
|
реверсивных и переключающих устройств |
_________________________ |
|||||||||||||
|
1.3.2. Состояние электрического оборудования: |
||||||||||||||
|
распределительного устройства напряжением выше 1000 В |
_________________________ |
|||||||||||||
|
распределительного устройства напряжением до 1000 В |
_________________________ |
|||||||||||||
|
электрических машин ___________________ |
_________________________ |
|||||||||||||
|
аппаратуры управления, защиты и контроля |
_________________________ |
|||||||||||||
|
схемы и аппаратуры дистанционно-автоматизированного управления |
_________________________ |
|||||||||||||
|
1.3.3. Состояние металла ответственных деталей узлов и механизмов по результатам дефектоскопии |
_________________________ |
|||||||||||||
|
1.3.4. Состояние вентилятора по результатам вибродиагностики |
_________________________ |
|||||||||||||
|
1.3.5. Состояние фундаментов оборудования вентилятора |
_________________________ |
|||||||||||||
|
1.4. Состояние зданий, сооружений, железобетонных конструкций, фундаментов |
_________________________ |
|||||||||||||
|
2. Выводы и рекомендации |
||||||||||||||
|
2.1. Учитывая результаты обследования, центр диагностики горно-шахтного оборудования _______________________________________________________________ |
||||||||||||||
|
рекомендует ЭТК допустить ВУГП к дальнейшей эксплуатации при условии выполнения следующих мероприятий: |
||||||||||||||
|
___________________________________________________________________________ |
||||||||||||||
|
___________________________________________________________________________ |
||||||||||||||
|
___________________________________________________________________________ |
||||||||||||||
|
___________________________________________________________________________ |
||||||||||||||
|
2.2. Повторное обследование ВУГП провести в срок |
||||||||||||||
|
___________________________________________________________________________ |
||||||||||||||
|
___________________________________________________________________________ |
||||||||||||||
|
___________________________________________________________________________ |
||||||||||||||
|
___________________________________________________________________________ |
||||||||||||||
|
ВЕДОМОСТЬ ДЕФЕКТОВ
ствола ______________________________ шахты (рудника) _____________________ объединения ________________________
ПРОТОКОЛ ВУГП типа ______________ установленной _____________________________________________________________ |
||||||||||||||
|
шахты (рудника) ___________________________________________________________ |
||||||||||||||
|
I. Общие сведения |
||||||||||||||
|
1. Место испытаний: шахта (рудника) __________________________________________ |
||||||||||||||
|
2. Дата испытаний ___________________________________________________________ |
||||||||||||||
|
3. Организация, проводившая испытания _______________________________________ |
||||||||||||||
|
___________________________________________________________________________ |
||||||||||||||
|
4. Тип оборудования _________________________________________________________ |
||||||||||||||
|
II. Нормативно-техническая документация |
||||||||||||||
|
___________________________________________________________________________ |
||||||||||||||
|
III. Агрегат № 1 Параметры контроля |
||||||||||||||
|
1. Заводской № _____________________________________________________________ |
||||||||||||||
|
2. Регистрационный № ______________________________________________________ |
||||||||||||||
|
3. Тип прибора _____________________________________________________________ |
||||||||||||||
|
4. Тип преобразователя ______________________________________________________ |
||||||||||||||
|
5. Диапазон измеряемых частот, Гц ____________________________________________ |
||||||||||||||
|
6. Основные информационные параметры ______________________________________ |
||||||||||||||
|
7. Направление измерений уровня вибрации: Вр. - вертикальное; |
||||||||||||||
|
Гр. - горизонтальное; Ос. - осевое. |
||||||||||||||
Схема подшипниковых узлов

1, 2, 3, 4 - опоры 5, 6 - муфты
Результаты обследования
|
Точка |
Данные замера |
||||
|
НИ |
Описание |
Дата |
Время |
Значение |
Ед. изм. |
|
1 Вр. |
Эл. дв. т. 1 Вертикальная |
||||
|
1 Гр. |
Эл. дв. т. 1 Горизонтальная |
||||
|
1 Ос. |
Эл. дв. т. 1 Осевая |
||||
|
2 Вр. |
Эл. дв. т. 2 Вертикальная |
||||
|
2 Гр. |
Эл. дв. т. 2 Горизонтальная |
||||
|
2 Ос. |
Эл. дв. т. 2 Осевая |
||||
|
3 Вр. |
Вентилятор т. 3 Вертикальная |
||||
|
3 Гр. |
Вентилятор т. 3 Горизонтальная |
||||
|
3 Ос. |
Вентилятор т. 3 Осевая |
||||
|
4 Вр. |
Вентилятор т. 4 Вертикальная |
||||
|
4 Гр. |
Вентилятор т. 4 Горизонтальная |
||||
|
4 Ос. |
Вентилятор т. 4 Осевая |
||||
|
IV. Агрегат № 2 |
|
Параметры контроля |
|
1. Заводской № ____________________________________________________________ |
|
2. Регистрационный № ______________________________________________________ |
|
3. Тип прибора _____________________________________________________________ |
|
4. Тип преобразователя ______________________________________________________ |
|
5. Диапазон измеряемых частот, Гц ____________________________________________ |
|
6. Основные информационные параметры ______________________________________ |
|
7. Направление измерений уровня вибрации: Вр. - вертикальное; |
|
Гр. - горизонтальное; Ос. - осевое. |
Схема подшипниковых узлов
1, 2, 3, 4 - опоры 5, 6 - муфты
Результаты обследования
|
Точка |
Данные замера |
||||
|
НИ |
Описание |
Дата |
Время |
Значение |
Ед. изм. |
|
1 Вр. |
Эл. дв. т. 1 Вертикальная |
||||
|
1 Гр. |
Эл. дв. т. 1 Горизонтальная |
||||
|
1 Ос. |
Эл. дв. т. 1 Осевая |
||||
|
2 Вр. |
Эл. дв. т. 2 Вертикальная |
||||
|
2 Гр. |
Эл. дв. т. 2 Горизонтальная |
||||
|
2 Ос. |
Эл. дв. т. 2 Осевая |
||||
|
3 Вр. |
Вентилятор т. 3 Вертикальная |
||||
|
3 Гр. |
Вентилятор т. 3Горизонтальная |
||||
|
3 Ос. |
Вентилятор т. 3 Осевая |
||||
|
4 Вр. |
Вентилятор т. 4 Вертикальная |
||||
|
4 Гр. |
Вентилятор т. 4 Горизонтальная |
||||
|
4 Ос. |
Вентилятор т. 4 Осевая |
||||
Заключение № ______
по данным виброконтроля
о техническом состоянии ВУГП,
установленной ____________
шахты (рудника) ___________
|
Агрегат № 1 |
|
1. Электропривод |
|
Оценка технического состояния _______________________________________________ |
|
Причины повышенной вибрации: ______________________________________________ |
|
___________________________________________________________________________ |
|
___________________________________________________________________________ |
|
2. Вентилятор |
|
Оценка технического состояния _______________________________________________ |
|
Причины повышенной вибрации: ______________________________________________ |
|
___________________________________________________________________________ |
|
___________________________________________________________________________ |
|
Агрегат № 2 |
|
1. Электропривод |
|
Оценка технического состояния _______________________________________________ |
|
Причины повышенной вибрации: ______________________________________________ |
|
___________________________________________________________________________ |
|
___________________________________________________________________________ |
|
2. Вентилятор |
|
Оценка технического состояния _______________________________________________ |
|
Причины повышенной вибрации: ______________________________________________ |
|
Исполнители _______________________________________________________________ |
|
_______________________________________________________________ |
|
Заключение № ________ по визуальному осмотру металла и сварных швов ответственных элементов оборудования ВУГП ___________________ ствола _______________________________ шахты (рудника) ______________________ объединения __________________________ Результаты контроля Визуальному контролю подвергались: 1. Металл и сварные швы рам, кожухов, рабочих колес вентиляторов, лопаток направляющих и спрямляющих аппаратов. 2. Подшипниковые узлы. Контроль проводился визуально с применением лупы ´5. В результате проведенного контроля установлено: |
|
На агрегате № 1 __________________________________________________________ |
|
На агрегате № 2 __________________________________________________________ |
|
Исполнители _____________________________________________________________ |
|
_____________________________________________________________ |
|
Заключение № _______ |
|
по дефектоскопии лопаток ВГП |
|
Типа _________________ зав. № _________ хоз. № ____________________________ |
|
установленной на ___________________________________ вентиляционном стволе |
|
шахты (рудника) __________________________________________________________ |
|
изготовленной ____________________________________________________________ |
|
(завод-изготовитель) |
|
____________________; дата пуска в эксплуатацию _______________________________ |
|
(дата изготовления) |
|
Инструктивный материал __________________________________________________ |
|
___________________________________________________________________________ |
|
Контролируемое место ____________________________________________________ |
|
___________________________________________________________________________ |
|
Метод и режим контроля ___________________________________________________ |
|
___________________________________________________________________________ |
|
№ п/п |
Место установки, № агрегата, № ступени или резерв |
Заводской № |
№ клейма |
Результат контроля |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Дата проведения дефектоскопии ______________________________________________ |
||||||||
|
Исполнители _____________________ № удостоверения __________________________ |
||||||||
|
_____________________ № удостоверения __________________________ |
||||||||
|
_____________________ № удостоверения __________________________ |
||||||||
|
К заключению № ____ по дефектоскопии лопаток ВГП |
||||||||
|
Эскиз лопатки ВГП типа _____________________________ |
||||||||
|
с обозначением выявленных дефектов |
||||||||
|
Описание дефектов и их координаты ___________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
Заключение № ________ |
||||||||
|
по дефектоскопии металла и сварных швов ответственных элементов оборудования ВУГП |
||||||||
|
___________________________________________________________________________ |
||||||||
|
(объект контроля) |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
(место установки контролируемого объекта, предприятие) |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
(инструктивный материалу соответствии с которым проводился контроль) |
||||||||
|
Контролю подвергались следующие детали: |
||||||||
|
1. _________________________________________________________________________ |
||||||||
|
(название детали) |
||||||||
|
Контролируемое место _______________________________________________________ |
||||||||
|
Метод контроля и режим _____________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
Результаты контроля ________________________________________________________ |
||||||||
|
2. _________________________________________________________________________ |
||||||||
|
(название детали) |
||||||||
|
Контролируемое место _______________________________________________________ |
||||||||
|
Метод контроля и режим _____________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
Результаты контроля ________________________________________________________ |
||||||||
|
3._________________________________________________________________________ |
||||||||
|
4. _________________________________________________________________________ |
||||||||
|
Дата проведения контроля ___________________________________________________ |
||||||||
|
Исполнители 1. _____________________________________________________________ |
||||||||
|
2._____________________________________________________________ |
||||||||
|
3._____________________________________________________________ |
||||||||
|
4._____________________________________________________________ |
||||||||
|
Заключение № ________ |
||||||||
|
по обследованию зданий и сооружений ВУГП |
||||||||
|
ствола ______________________________ |
||||||||
|
шахты (рудника) ______________________ |
||||||||
|
объединения _________________________ |
||||||||
|
Исполнители _______________________________________________________________ |
||||||||
|
_______________________________________________________________ |
||||||||
АКТ приемки работ по экспертному обследованию г._________________ «___»_______________200 _ г. |
||||||||
|
Комиссия в составе: представитель заказчика ___________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
(фамилия, имя, отчество, должность) |
||||||||
|
представитель подрядчика ___________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
(фамилия, имя, отчество, должность) |
||||||||
|
произвела приемку работ по экспертному обследованию __________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
выполненных _______________________________________________________________ |
||||||||
|
(состав бригады, фамилия, должность) |
||||||||
|
___________________________________________________________________________ |
||||||||
|
Результаты работы: __________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
___________________________________________________________________________ |
||||||||
|
Указанные работы выполнены с _______________________________________________ |
||||||||
|
по_________________________________________________________________________ |
||||||||
|
Ответственный исполнитель подрядчика _______________________________________ |
||||||||
|
Ответственный руководитель заказчика ________________________________________ |
||||||||
|
___________________________________________________________________________ |
Приложение 2
|
ЗАКЛЮЧЕНИЕ На основании приказа № ___ от ______________________________________________ |
||||
|
по ___________________________________ комиссия в составе |
||||
|
(наименование предприятия) |
||||
|
___________________________ |
___________________________ |
Председатель комиссии |
||
|
(Ф. И. О) |
(должность) |
|||
|
___________________________ |
___________________________ |
Член комиссии |
||
|
___________________________ |
___________________________ |
» |
||
|
___________________________ |
___________________________ |
» |
||
|
___________________________ |
___________________________ |
» |
||
|
рассмотрела и проанализировала эксплуатационно-техническую документацию, технический отчет по экспертному обследованию вентиляторной установки главного проветривания ствола |
||||
|
__________________________________________________________________________ |
||||
|
шахты (рудника) ___________________________________________________________ |
||||
|
протоколы, акты, заключения № ______________________________________________ |
||||
|
__________________________________________________________________________ |
||||
|
Приняла решение: __________________________________________________________ |
||||
|
__________________________________________________________________________ |
||||
|
Председатель комиссии |
_____________________ |
_______________________ |
||
|
(подпись) |
(Ф. И. О.) |
|||
|
Члены комиссии |
_____________________ |
_______________________ |
||
|
_____________________ |
_______________________ |
|||
|
_____________________ |
_______________________ |
|||
Приложение 3
Журнал контроля интенсивности вибраций ВГП
|
Дата контроля |
Измеряемые параметры |
Контрольные точки |
Потребляемая мощность, кВт |
Частота вращения, об/мин |
Производительность, м3/мин |
Давление, МПа |
Подпись оператора виброконтроля |
|||||||||||
|
1 |
2 |
3 |
4 |
|||||||||||||||
|
Направление измерения |
||||||||||||||||||
|
В |
Г |
О |
В |
Г |
О |
в |
г |
О |
В |
г |
О |
|||||||
|
S, мкм |
||||||||||||||||||
|
V, мм/с |
||||||||||||||||||
|
f, Гц |
||||||||||||||||||
|
S, мкм |
||||||||||||||||||
|
V, мм/с |
||||||||||||||||||
|
f, Гц |
||||||||||||||||||
|
S, мкм |
||||||||||||||||||
|
V, мм/с |
||||||||||||||||||
|
f, Гц |
||||||||||||||||||
Приложение 4
Таблица контроля
|
Позиция |
№ репера |
Тип ПЭП |
Угол ввода |
Частота |
Координ. |
Тип отражателя |
Размер отражателя, мм |
||
|
X |
Y |
H |
|||||||
|
1 |
1 |
Станд. |
0° |
2,5 |
|
|
17 |
Запил |
h1 = 2 |
|
2 |
2 |
² |
0° |
2,5 |
|
|
36,5 |
² |
h2 = 2 |
|
3 |
3 |
² |
40° |
2,5 |
75 |
90 |
H3 = 2 |
||
|
4 |
4 |
Притертый |
38° |
2,5 |
70 |
105 |
Сверл. |
Æ 6 |
|
|
5 |
5 |
² |
38° |
2,5 |
100 |
130 |
² |
Æ 6 |
|
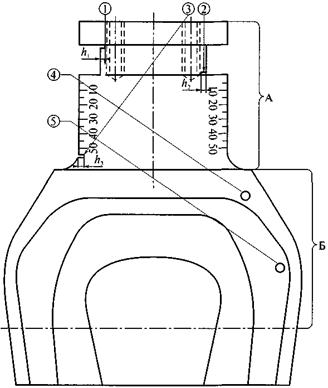
ФК1. Схема контроля лопатки ВГП типа ВОД-30М
Таблица контроля
|
Позиция |
№ репера |
Тип ПЭП |
Угол ввода |
Частота |
Координ. |
Тип отражателя |
Размер отражателя, мм |
||
|
X |
Y |
H |
|||||||
|
1 |
1 |
Стандартный |
0° |
2,5 |
|
|
22 |
Запил |
h1 = 2 |
|
2 |
2 |
0° |
2,5 |
|
|
38,5 |
h2 = 2 |
||
|
3 |
3 |
40° |
2,5 |
90 |
118 |
h1 = 2 |
|||
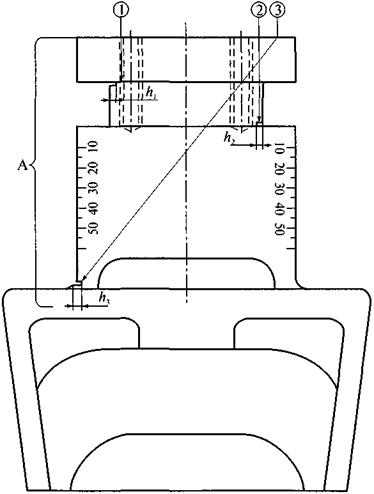
ФК2. Схема контроля лопатки ВГП типа ВОД-40М
Таблица контроля
|
Позиция |
№ репера |
Тип ПЭП |
Угол ввода |
Частота |
Координ. |
Тип отражателя |
Размер отражателя, мм |
||
|
X |
Y |
H |
|||||||
|
1 |
1 |
Станд. |
0° |
2,5 |
- |
- |
65 |
Запил |
2 |
|
2 |
2 |
0° |
2,5 |
- |
- |
88,5 |
² |
2 |
|
|
3 |
3 |
40° |
2,5 |
24 |
33 |
- |
Сверл. |
Æ 6 |
|
|
4 |
4 |
0° |
2,5 |
- |
- |
92 |
² |
Æ 6 |
|
|
5 |
5 |
40° |
2,5 |
55 |
38 |
Зарубка |
3,5´4 |
||
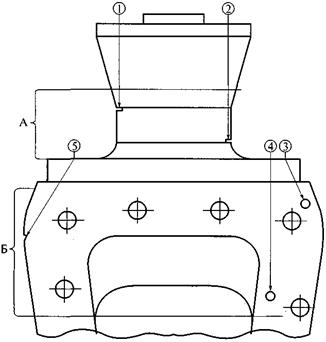
ФК3. Схема контроля лопатки ВГП типа ВОКД-3,6
Таблица контроля
|
Позиция |
№ репера |
Тип ПЭП |
Угол ввода |
Частота |
Координ. |
Тип отражателя |
Размер отражателя, мм |
||
|
X |
Y |
H |
|||||||
|
1 |
1 |
Станд. |
0° |
2,5 |
- |
- |
65 |
Запил |
h1 = 2 |
|
2 |
2 |
² |
0° |
2,5 |
- |
- |
88,5 |
² |
h2 = 2 |
|
3 |
3 |
Притертый |
60° |
1,25 |
165 |
90 |
- |
Сверл. |
Æ 6 |
|
4 |
4 |
² |
65° |
1,25 |
185 |
75 |
- |
² |
Æ 6 |
|
5 |
5 |
Станд. |
40° |
2,5 |
70 |
90 |
- |
Запил |
h2 = 2 |
|
6 |
6 |
² |
40° |
2,5 |
120 |
155 |
- |
Сверл. |
Æ 6 |
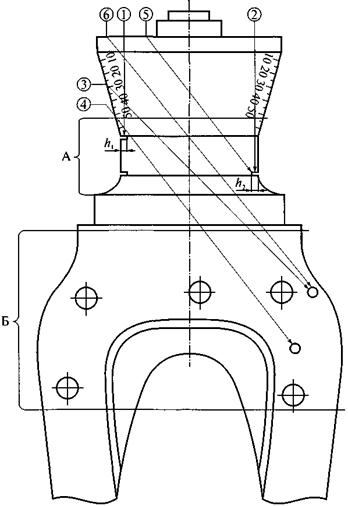
ФК4. Схема контроля лопатки ВГП типа ВОД-40
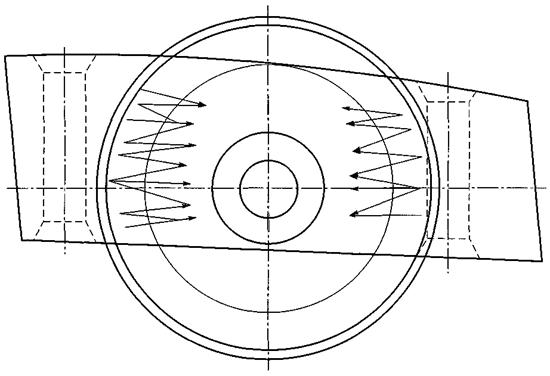
ФК5. Схема сканирования и направления прозвучивания
клепаной лопатки ВГП типа ВОД-40