 | Информационная система | |
ОТРАСЛЕВОЙ СТАНДАРТ
ЗАЖИМЫ
Конструкция и размеры
ОСТ 26-01-64-83
УТВЕРЖДЕНО
Министерство химического и
нефтяного машиностроения СССР
Заместитель Министра
П. Д. Григорьев
«_____» ________________1983г.
ОТРАСЛЕВОЙ СТАНДАРТ
|
ЗАЖИМЫ Конструкция и размеры |
ОСТ 26-01-64-83 Взамен |
Приказом Всесоюзного промышленного объединения от 12 ноября 1983 г № 161 срок действия установлен
с 01.01. 1985г.
до 01.01. 1996г.
(Измененная редакция, Изм. № 3).
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПРИКАЗОМ Всесоюзного промышленного объединения «Союзхиммаш» от «___» ___________1983г. №__
ИСПОЛНИТЕЛИ:
В. Ф. Ильченко, Л. М. Кулик, Л. А. Чернявская, Т. А. Новикова, Л. М. Хорунжая, О. П. Смищенко, А. К. Куркина
СОГЛАСОВАН Министерством химической промышленности СССР
Управление главного механика и главного энергетика
Н. А. Жолудев
1. Настоящий стандарт распространяется на зажимы для соединение фланцев стальных и чугунных эмалированных аппаратов эксплуатируемых при температуре от минус 30 до плюс 300°С, а также аппаратов из углеродистых, легированных сталей и других металлов и сплавов при температуре от минус 70 до плюс 300°С.
(Измененная редакция, Изм. № 1).
1а. Зажимы должны изготавливаться следующих типов:
1 - с цельноштампованными траверсами;
2 - со сварными траверсами.
(Введен дополнительно, Изм. № 1).
2. Конструкция и размеры зажимов типа 1, их нагрузочная способность и податливость должны соответствовать указанным на черт. 1 и в табл. 1.
1 - траверса; 2 - болт по ОСТ 26-2037-77 или шпилька по ОСТ 26-2039-77 или ОСТ 26-2040-77; 3 - гайка по ОСТ 26-2038-77; 4 - шайба по ГОСТ 10450-78 или ОСТ 26-2042-77.
Примечание. Допускается применять болт по ГОСТ 7805-70 и ГОСТ 15590-70.
Черт. 1
Размеры в мм
|
Диаметр резьбы болта зажима d |
Высота захвата H |
L |
l |
Нагрузочная способность зажима Q в Н (кгс) при температуре, °С |
Податливость зажима l×105 в м/Н (см/кгс) при температуре, °С |
Масса, кг, не более |
Применяемость |
||||
|
от минус 70 до плюс 100 |
200 |
300 |
от минус 70 до плюс 100 |
200 |
300 |
||||||
|
12 |
44-57 |
62 |
120 |
9500 (950) |
8550 (855) |
7400 (740) |
7,71×10-3 (7,71) |
8,14×10-3 (8,14) |
8,61×10-3 (8,61) |
0,43 |
|
|
54-62 |
130 |
0,44 |
|||||||||
|
16 |
48-62 |
73 |
140 |
18000 (1800) |
16200 (1620) |
14000 (1400) |
7,05×10-3 (7,05) |
7,44×10-3 (7,44) |
7,88×10-3 (7,88) |
0,76 |
|
|
58-80 |
160 |
0,79 |
|||||||||
|
68-90 |
170 |
0,80 |
|||||||||
|
20 |
68-80 |
85 |
180 |
28000 (2800) |
25200 (2520) |
21800 (2180) |
6,08×10-3 (6,08) |
6,41×10-3 (6,41) |
6,79×10-3 (6,79) |
1,22 |
|
|
78-100 |
200 |
1,25 |
|||||||||
|
24 |
68-94 |
100 |
40000 (4000) |
36000 (3600) |
31200 (3120) |
2,28×10-3 (2,28) |
2,41×10-3 (2,41) |
2,55×10-3 (2,55) |
2,15 |
||
|
86-116 |
220 |
2,21 |
|||||||||
|
100-125 |
220 |
2,26 |
|||||||||
|
27 |
82-108 |
106 |
53000 (5300) |
47600 (4760) |
41200 (4120) |
1,47×10-3 (1,47) |
1,55×10-3 (1,55) |
1,64×10-3 (1,64) |
2,96 |
||
|
100-125 |
240 |
3,03 |
|||||||||
|
120-135 |
260 |
3,10 |
|||||||||
Примечания:
1. Высота захвата Н указана при установке зажима до затяжки болта.
2. Нагрузочная способность зажима Q - максимально допустимое усилие на рабочие поверхности зажима, состоящее из рабочего усилия и усилия предварительной затяжки болта.
(Измененная редакция, Изм. № 1).
3. Конструкция и размеры траверс должны соответствовать указанным на черт. 2 и в табл. 2.
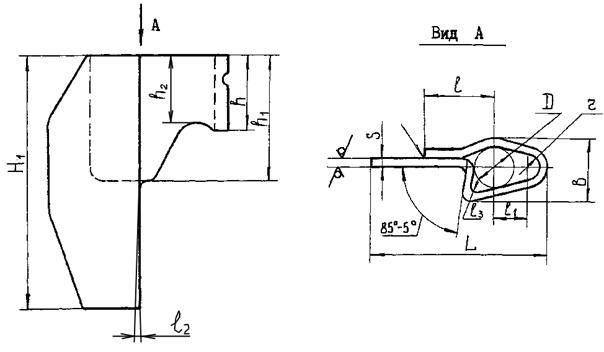
Допускается отверстие для подвески располагать в другом месте траверсы.
Черт. 2
(Измененная редакция, Изм. № 1).
Таблица 2
Размеры, мм
|
Диаметр резьбы болта зажима |
D |
S |
B |
L |
l |
l1 |
l2 |
H1 |
h |
h1 |
h2 |
(Пред. откл. -2) |
Масса, кг |
|
|
Номин. |
Пред. откл. |
Пред. откл. ±2 |
Пред. откл. ±3 |
Пред. откл. ±3 |
Пред. откл. ±1,5 |
|||||||||
|
12 |
13 |
3 |
20,0 |
-1 |
62 |
26 |
13 |
1,0 |
90 |
25 |
45 |
23,0 |
4 |
0,15 |
|
16 |
17 |
4 |
26,0 |
-1 |
73 |
15 |
1,5 |
104 |
32 |
52 |
29,5 |
6 |
0,25 |
|
|
20 |
21 |
31,0 |
-2 |
85 |
29 |
18 |
2,0 |
140 |
40 |
70 |
37,5 |
0,35 |
||
|
24 |
26 |
6 |
40,5 |
-3 |
101 |
37 |
7 |
0,65 |
||||||
|
27 |
29 |
43,5 |
-3 |
105 |
40 |
20 |
2,5 |
142 |
42 |
71 |
39,0 |
0,80 |
||
(Измененная редакция, Изм. № 1).
Пример условного обозначения зажима с болтом диаметром d=12 мм, длиной l=130 мм, типа 1, покрытие окисное с промасливанием (05):
Зажим М12´130-1-0,5 ОСТ 26-01-64-83
То же, покрытие кадмиевое с хроматированием (02):
Зажим М12´130-1-0,2 ОСТ 26-01-64-83
То же, покрытие цинковое с хроматированием (01):
Зажим М12´130-1-01 ОСТ 26-01-64-83.
(Измененная редакция, Изм. № 1).
3а. Конструкция и размеры зажимов типа 2, их нагрузочная способность и податливость должны соответствовать указанным на черт. 3 и в табл. 2а.
1 - траверса; 2 - болт по ОСТ 26-2037-77, 3 - гайка по ОСТ 26-2038-77; 4 - шайба по ГОСТ 10450-78
Примечание. Допускается применять болт по ГОСТ 7805-70 и ГОСТ 15590-70
Черт. 3
Таблица 2а
Размеры, мм
|
Диаметр резьбы болта зажима d |
Высота захвата Н |
В |
L |
l |
Нагрузочная способность зажима Q в Н (кгс) при температуре. °С |
||
|
от минус 70 |
200 |
300 |
|||||
|
24 |
68-94 |
38 |
100 |
200 |
40000 (4000) |
36000 (3600) |
31200 (3120) |
|
86-116 |
108 |
220 |
|||||
|
27 |
82-108 |
44 |
115 |
53000 (5300) |
47600 (4760) |
41200 (4120) |
|
|
100-125 |
240 |
||||||
|
30 |
138-156 |
52 |
130 |
280 |
65000 (6500) |
58500 (5850) |
50800 (5080) |
|
156-162 |
300 |
||||||
|
36 |
150-180 |
62 |
175 |
102000 (10200) |
92000 (9200) |
79500 (7950) |
|
Продолжение табл. 2а
Размеры, мм
|
Диаметр резьбы болта зажима |
Высота захвата Н |
Податливость зажима l×10 в м/Н (см/кгс) при температуре, °С |
Масса, кг, не более |
Применяемость |
||
|
от минус 70 |
200 |
300 |
||||
|
24 |
68-94 |
2,5×10-3 (2,5) |
2,6×10-3 (2,6) |
2,6×10-3 (2,6) |
2,80 |
|
|
86-116 |
3.50 |
|||||
|
27 |
82-108 |
2,2×10-3 (2,2) |
2,2×10-3 (2,2) |
2,2×10-3 (2,2) |
3,82 |
|
|
100-125 |
3,90 |
|||||
|
30 |
138-156 |
2,1×10-3 (2,1) |
2,1×10-3 (2,1) |
2,1×10-3 (2.1) |
6,10 |
|
|
156-162 |
6,20 |
|||||
|
36 |
150-180 |
1,9×10-3 (1,9) |
1,9×10-3 (1,9) |
1,9×10-3 (1,9) |
9,60 |
|
3б. Конструкция и размеры траверс зажимов типа 2 должны соответствовать указанным на черт. 4 и в табл. 2б.
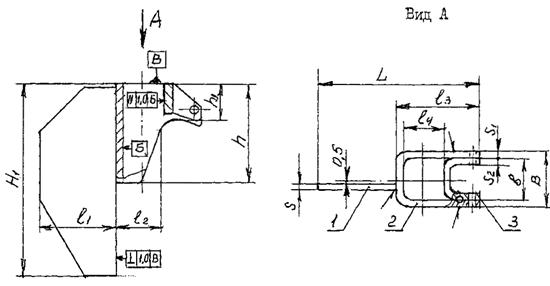
1 - хвостовик; 2 - корпус; 3* - распорка
* Допускается другая конструкция распорки
Черт. 4
Таблица 2б
Размеры, мм
|
Диаметр резьбы болта зажима d |
H |
h |
h1 |
B |
b |
L |
l1 |
l2 |
l3 |
l4 |
S |
S1 |
S2 |
Масса, кг, не боле |
|
24 |
133 |
66 |
36 |
38 |
26 |
100 |
45 |
30 |
55 |
25 |
10 |
6 |
4 |
0,90 |
|
142 |
108 |
52 |
0,98 |
|||||||||||
|
27 |
75 |
44 |
28 |
115 |
35 |
62 |
29 |
12 |
8 |
1,22 |
||||
|
30 |
175 |
80 |
37 |
52 |
31 |
130 |
67 |
42 |
67 |
32 |
14 |
10 |
2,06 |
|
|
36 |
190 |
105 |
42 |
62 |
37 |
175 |
95 |
52 |
78 |
38 |
12 |
6 |
3,28 |
Пример условного обозначения зажима с болтом диаметром d=24 мм длиной l=220 мм, типа 2, покрытие окисное с промасливанием (0,5):
Зажим М24´220-2-05 ОСТ 26-01-64-83
3а, 3б (Введены дополнительно, Изм. № 1).
4. Зажимы должны изготавливаться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
5. Материалы деталей зажимов должны соответствовать указанным в табл. 3.
Таблица 3
|
Наименование детали зажима |
Температура эксплуатации зажима*, °C |
Марка стали и ее обозначение |
|
Траверса |
От минус 20 до плюс 200 |
Сталь ВСт3сп2
по ГОСТ 380-71 |
|
Сталь ВСт3сп4
по ГОСТ 380-71 |
||
|
От минус 30 до плюс 200 |
Сталь С8ГТ по ТУ 14-1-3899-85 |
|
|
От минус 40 до плюс 200 |
Сталь 09Г2С. категории 17 по ГОСТ 5520-79 |
|
|
От минус 70 до минус 41 |
Сталь 09Г2С. категории 9 по ГОСТ 5520-79 |
|
|
Болт (шпилька) |
От минус 40 до плюс 200 |
Сталь 35 по ГОСТ 1050-74 |
|
Гайка |
От минус 70 до плюс 200 |
Сталь 10Г2 или 20ХНЗА по ГОСТ 4543-71 |
|
От минус 40 до плюс 200 |
Сталь 20 или 25 по ГОСТ 1050-74 |
|
|
Шайба |
От минус 70 до плюс 200 |
Сталь 35Х по ГОСТ 4543-71 |
|
От минус 40 до плюс 200 |
Сталь 20 по ГОСТ 1050-74 |
|
|
От минус 20 до плюс 200 |
Сталь ВСт3сп4 по ГОСТ 380-71 |
* Температура нагрева зажима согласно ОСТ 26-01-949-80 составляет 0,55 от температуры в аппарате, т. е. при температуре среды в аппарате 300°С температура нагрева зажима равна 165°С.
(Измененная редакция, Изм. № 1).
Допускается применение других марок сталей, имеющих механические свойства не ниже свойств сталей, указанных в табл. 3.
Требования к материалам должны соответствовать ОСТ 26-291-79.
6. Допускается под головку болта или гайку устанавливать шайбы по ГОСТ 13438-68 и ГОСТ 13439-68.
7. Неуказанные предельные отклонения
размеров: отверстий Н16, валов h16, остальных ![]() - по ГОСТ
25347-82 (СТ СЭВ 144-75).
- по ГОСТ
25347-82 (СТ СЭВ 144-75).
8. Траверсу после гибки следует подвергать отжигу в соответствии с технической документацией.
9. На поверхности траверсы не допускаются трещины.
10. Вид сварки, типы и размеры сварных швов должны указываться в технической документации.
11. Зажимы (траверсы и крепежные детали) должны иметь защитное покрытие:
для аппаратов в обычном исполнении – окисное с промасливанием;
для аппаратов в экспортном исполнении - цинковое с хроматированием или кадмиевое с хроматированием по ОСТ 26-2043-77.
(Измененная редакция, Изм. № 1).
12. Маркировать диаметр резьбы болта, например: М12.
13. В комплект поставки входит зажим в сборе.
14. На зажимы, поставляемые другим предприятиям, перед упаковкой должна быть нанесена консервационная смазка в соответствии с требованиями ОСТ 26-01-890-80.
Организация-разработчик - НИИэмальхиммаш
Директор института - А. С. Островчук
Зав. научно-исследовательским отделом стандартизации - В. Ф. Ильченко
Руководитель темы, зав. группой Л. М. Кулик
Ответственный исполнитель, ведущий конструктор Л. А. Чернявская
Исполнители:
Инженер Т. А. Новикова
Инженер Л. М. Хорунжая
Ст. научный сотрудник О. П. Смищенко
Ст. техник А. К. Куркина
СОГЛАСОВАНО:
/Начальник Технического управления А. М. Васильев
/Начальник Союзхиммаша В. А. Чернов
Министерство химической промышленности СССР
Зам. начальника Управления главного механика и
главного энергетика Н. А. Жолудев
Письмо № 15-6-2/1170 от 31.08.83г.
Полтавский завод химического
машиностроения
Главный инженер Ю. И. Кулявец
Письмо № 7/6500 от 25.10.83г.
Базовая организация по стандартизации - УкрНИИхиммаш
Директор института П. П. Прядкин
Зав. базовым научно-исследовательским
отдела стандартизации В.И. Штанденко
Перечень документов, на которые дана ссылка в настоящем стандарте
1. ГОСТ 25347 (СТ СЭВ 144-75) «Поля допусков и рекомендуемые посадки».
2. ГОСТ 380 «Сталь углеродистая обыкновенного качества. Марки и общие технические требования».
3. ГОСТ 1050 «Сталь углеродистая качественная конструкционная».
4. ГОСТ 4543 «Сталь легированная конструкционная. Марки и технические требования».
5. ГОСТ 10450 «Шайбы уменьшенные. Технические условия».
6. ГОСТ 13438 «Шайбы сферические для станочных приспособлений. Конструкция и размеры».
7. ГОСТ 13439 «Шайбы конические для стальных приспособлений. Конструкция и размеры».
8. ОСТ 26-291 «Сосуды и аппараты стальные сварные. Технические требования».
9. ОСТ 26-01-890 «Консервация изделий химического машиностроения. Общие технические требования».
10. ОСТ 26-2037 «Болты с шестигранной головкой для фланцевых соединений. Конструкция и размеры».
11. ОСТ 26-2038 «Гайки шестигранные для фланцевых соединений. Конструкция и размеры».
12. ОСТ 26-2039 «Шпильки с ввинчиваемым концом для фланцевых соединений (нормальной точности). Конструкция и размеры».
13. ОСТ 26-2040 «Шпильки для фланцевых соединений. Конструкция и размеры».
14. ОСТ 26-2042 «Шайбы для фланцевых соединений. Конструкция и размеры».
15. ОСТ 26-2043 «Болты, шпильки, гайки и шайбы для фланцевых соединений. Технические требования».
16. ТУ 14-1-3172 «Сталь толстолистовая марок 08 и 08Т для изготовления эмалированной химической аппаратуры».
(Измененная редакция, Изм. № 3).
ПЕРЕЧЕНЬ
ОТРАСЛЕВЫХ СТАНДАРТОВ, С КОТОРЫХ СНИМАЕТСЯ ОГРАНИЧЕНИЕ СРОКА ДЕЙСТВИЯ
|
Обозначение. |
Наименование организации-разработчика |
Наименование организации, за которой закрепляется документ в России (до его пересмотра) |
Примечания (срок действия) |
|
Фланцы сосудов и аппаратов стальные плоские приварные на давление до 0,1 МПА (1,0 кгс/см2). Конструкция и размеры |
УкрНИИхиммаш (Украина) |
АО «ЦКБН» |
до 01.01.96 |
|
Зажимы. Конструкция и размеры |
НИИэмальхиммаш (Украина) |
- |
до 01.01.96 |
|
Тарелки колпачковые стальных колонных аппаратов. Параметры, конструкция и размеры |
УкрНИИхиммащ (Украина) |
АО «ЦКБН» |
до 01.01.97 |
|
Уплотнения валов торцовые для аппаратов с перемешивающими устройствами. Общие технические условия |
ДзержинскНИИхиммаш |
- |
до 01.04.36 |
|
Покрытия стекло эмалевые и стеклокристаллические. Методы испытания на термо- и морозостойкость |
НИИэмальхиммаш (Украина) |
- |
до 01.01.96 |
|
Покрытия отекло эмалевые и стеклокристаллические. Методы определения толщины и сплошности |
НИИэмальхиммаш (Украина) |
- |
до 01.01.36 |
|
Тарелки ситчато-клапанные колонных аппаратов. Параметры, конструкция и размеры |
УкрНИИхиммаш (Украина) |
АО «ЦКБН» |
до 01.01.97 |
|
Аппараты выпарные трубчатые стальные. Общие технические условия |
УкрНИИхиммаш (Украина) |
- |
до 01.01.96 |
Директор по научно-техническому
направлению АО «НИИхиммаш» А. Заваров
Начальник отдела стандартизации И.И. Орехова