 | Информационная система | |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПРОКЛАДКИ МЕТАЛЛИЧЕСКИЕ ВОСЬМИУГОЛЬНОГО СЕЧЕНИЯ Конструкция и размеры. Metal gaskets of octangular
section. |
ГОСТ |
Дата введения 01.01.92
Настоящий стандарт распространяется на прокладки восьмиугольного сечения к фланцам сосудов и аппаратов стальным приварным встык по ГОСТ 28759.4.
Требования п. 1, за исключением показателей «Давление условное, МПа» и «Масса, кг»; пп. 2.1, 2.3 и 2.4 настоящего стандарта, являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1. Конструкция и размеры прокладок восьмиугольного сечения должны соответствовать чертежу и табл. 1.
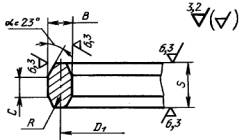
Таблица 1
Размеры, мм
|
D1 |
В |
S |
С |
R |
Давление условное, МПа |
Масса, кг |
|
|
400 |
430 |
12 |
16 |
7 |
1,6 |
6,3 |
2,00 |
|
475 |
8,0 |
2,05 |
|||||
|
10,0 |
|||||||
|
20 |
25 |
9 |
16,0 |
5,20 |
|||
|
450 |
510 |
12 |
16 |
7 |
6,3 |
2,20 |
|
|
525 |
14 |
18 |
8 |
8,0 |
3,00 |
||
|
10,0 |
|||||||
|
22 |
26 |
10 |
16,0 |
6,70 |
|||
|
500 |
560 |
12 |
16 |
7 |
6,3 |
2,40 |
|
|
575 |
16 |
20 |
8 |
8,0 |
4,10 |
||
|
10,0 |
|||||||
|
24 |
30 |
12 |
24 |
16,0 |
9,25 |
||
|
600 |
685 |
14 |
18 |
8 |
1,6 |
6,3 |
4,00 |
|
675 |
18 |
23 |
8,0 |
6,10 |
|||
|
10,0 |
|||||||
|
26 |
32 |
13 |
2,4 |
16,0 |
12,55 |
||
|
700 |
785 |
14 |
18 |
8 |
1,6 |
6,3 |
4,50 |
|
775 |
20 |
25 |
9 |
8,0 |
8,50 |
||
|
10,0 |
|||||||
|
790 |
32 |
38 |
16 |
2,4 |
16,0 |
21,65 |
|
|
800 |
890 |
18 |
23 |
8 |
1,6 |
6,3 |
8,10 |
|
875 |
22 |
26 |
10 |
8,0 |
11,15 |
||
|
10,0 |
|||||||
|
910 |
36 |
42 |
16 |
2,4 |
16,0 |
30,70 |
|
|
900 |
1025 |
18 |
23 |
8 |
1,6 |
6,3 |
9,30 |
|
990 |
26 |
32 |
13 |
2,4 |
8,0 |
18,40 |
|
|
10,0 |
|||||||
|
1015 |
40 |
48 |
18 |
16,0 |
43,25 |
||
|
1000 |
1070 |
22 |
26 |
10 |
1,6 |
6,3 |
14,30 |
|
1090 |
28 |
34 |
14 |
2,4 |
8,0 |
23,30 |
|
|
10,0 |
|||||||
|
1120 |
42 |
50 |
18 |
16,0 |
52,00 |
||
|
1100 |
1170 |
22 |
26 |
10 |
1,6 |
6,3 |
15,60 |
|
1190 |
30 |
36 |
15 |
2,4 |
8,0 |
23,95 |
|
|
10,0 |
|||||||
|
1235 |
46 |
54 |
18 |
16,0 |
67,25 |
||
|
1200 |
1280 |
24 |
30 |
12 |
6,3 |
21,50 |
|
|
1290 |
32 |
38 |
16 |
8,0 |
35,40 |
||
|
10,0 |
|||||||
|
1350 |
50 |
58 |
20 |
16,0 |
86,30 |
||
|
1300 |
1365 |
24 |
30 |
12 |
6,3 |
23,10 |
|
|
1400 |
36 |
42 |
16 |
8,0 |
47,25 |
||
|
10,0 |
|||||||
|
1400 |
1460 |
27 |
34 |
14 |
6,3 |
||
|
1500 |
38 |
44 |
16 |
8,0 |
55,65 |
||
|
10,0 |
|||||||
|
1500 |
1600 |
30 |
36 |
15 |
6,3 |
48,60 |
|
|
1610 |
42 |
50 |
18 |
8,0 |
74,75 |
||
|
10,0 |
|||||||
|
1600 |
1705 |
30 |
36 |
15 |
6,3 |
43,50 |
|
|
1710 |
42 |
50 |
18 |
8,0 |
79,40 |
||
|
10,0 |
Пример условного обозначения прокладки для фланца, диаметром 800 мм, на условное давление 8,0 МПа, из стали марки 08X13:
Прокладка 800-8,0-2 ГОСТ 28759.8-90
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.2. Материал прокладок должен соответствовать табл. 2.
Таблица 2
|
Материал |
|
|
1 |
Сталь 08кп по ГОСТ 1577 и 10895 по ГОСТ 11036 |
|
2 |
|
|
3 |
Допускается изготовление прокладок из других марок сталей, исходя из условий эксплуатации, по нормативно-технической документации, утвержденной в установленном порядке.
Прокладки из высоколегированных и коррозионно-стойких сталей следует подвергать термической обработке.
толщины В - ± 0,2 мм;
высоты S - ± 0,4 мм;
угла α - ± 30´.
Предельные отклонения размеров, не установленные настоящим стандартом, принимаются по рабочим чертежам, утвержденным в установленном порядке.
2.4. Торцовые привалочные поверхности прокладок должны быть без дефектов.
2.5. Допускается наличие на прокладке не более двух поперечных сварных швов. Разность в твердости металла сварного шва и основного металла не должна быть более 20 единиц по Бринеллю.
3. МАРКИРОВКА
Каждая прокладка должна иметь четкую маркировку, нанесенную на бирке с указанием условного прохода, условного давления, марки стали и обозначения настоящего стандарта.
Дополнительно на наружной цилиндрической поверхности прокладки электродом должно наноситься условное обозначение стандарта.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.11.90 № 2976
3. ВЗАМЕН ОСТ 26-432-79
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
Вводная часть |
5. ПЕРЕИЗДАНИЕ
СОДЕРЖАНИЕ