 | Информационная система | |
ГОСТ 7376-89
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАРТОН ГОФРИРОВАННЫЙ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
КАРТОН ГОФРИРОВАННЫЙ Общие технические условия Corrugated board. |
ГОСТ |
Дата введения 01.01.91
Настоящий стандарт распространяется на гофрированный картон, предназначенный для изготовления ящиков и вспомогательных упаковочных средств.
Стандарт не распространяется на специально обработанный гофрированный картон.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. В зависимости от числа слоев гофрированный картон должен быть изготовлен следующих типов:
Д - двухслойный, состоящий из одного плоского и одного гофрированного слоев;
Т - трехслойный, состоящий из двух плоских и одного гофрированного слоя;
П - пятислойный, состоящий из трех плоских (двух наружных и одного внутреннего) и двух гофрированных слоев.
1.2. Гофрированный картон изготовляется классов и марок, указанных в табл. 1.
Таблица 1
|
Тип |
Класс |
Марка |
|
Д |
- |
Д |
|
Т |
1 |
Т 11, Т 12, Т 13, Т 14, Т 15 |
|
2 |
Т 21, Т 22, Т 23, Т 24, Т 25, Т 26, Т 27 |
|
|
П |
3 |
П 31, П 32, П 33, П 34, П 35, П 36, П 37 |
Назначение марок гофрированного картона дано в приложении 1.
1.3. Гофрированный картон должен быть изготовлен с гофрами А, С, В.
Допускается изготовление гофрированного картона с гофром Е типов Д, Т первого класса и П.
Характеристика гофров приведена в приложении 2.
1.4. Картон должен быть изготовлен: типа Д - в рулонах или листах; типов Т и П - в листах.
Размеры рулонов или листов устанавливают по согласованию с потребителем.
В рулоне допускается не более трех обрывов. Места обрывов, должны отмечаться с торца цветными сигналами.
1.5. Допускаемые отклонения по размеру в миллиметрах не должны превышать:
±100 - по диаметру рулона;
![]() - по длине листа;
- по длине листа;
±5 - по ширине листа или рулона.
Косина листа не должна превышать 10 мм на 1 м длины.
1.6. Примеры условного обозначения картона гофрированного двухслойного с гофром А:
Картон ДА ГОСТ 7876-89
То же, трехслойного 1-го класса марки Т 11 с гофром С:
Картон Т11 С ГОСТ 7376-89
То же, с картоном «хром-эрзац» или картоном с белым (облачным) покровным слоем пятислойного марки П32 с гофрами А и В:
Картон П32 ЭБ АВ ГОСТ 7376-89
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Гофрированный картон должен изготовляться в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в установленном порядке.
2.1. Характеристики
2.1.1. Гофрированный картон по показателям качества должен соответствовать нормам, указанным в табл. 2.
|
Наименование показателя |
Норма для марки |
|||||
|
Д |
Класс 1 |
|||||
|
Т11 |
Т12 |
Т13 |
Т14 |
Т15 |
||
|
1. Сопротивление продавливанию (абс.) МПа (кгс/см2), не менее |
0,20 (2,00) |
1,10 (11,0) |
1,30 (13,0) |
1,50 (15,0) |
1,70 (17,0) |
2,00 (20,0) |
|
2. Удельное сопротивление разрыву с приложением разрушающего усилия вдоль гофров по линии рилевки после выполнения одного двойного перегиба на 180°, кН/м, не менее |
- |
8 |
10 |
12 |
14 |
1 и |
|
3. Сопротивление торцовому сжатию вдоль гофров, кН/м, не менее |
- |
3,0 |
3,0 |
3,2 |
3,6 |
4,0 |
|
4. Сопротивление расслаиванию, кН/м, не менее |
- |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
|
5. Влажность, % |
6-12 |
6-12 |
6-12 |
6-12 |
6-12 |
6-12 |
Продолжение табл. 2
|
Наименование показателя |
Норма для марки |
||||||
|
Класс 2 |
|||||||
|
Т21 |
Т22 |
Т23 |
Т24 |
Т25 |
Т26 |
Т27 |
|
|
1. Сопротивление продавливанию (абс.) МПа (кгс/см2), не менее |
0,70 (7,0) |
0,90 (9,0) |
1,10 (11,0) |
1,20 (12,0) |
1,30 (13,0) |
1,50 (15,0) |
1,70 (17,0) |
|
2. Удельное сопротивление разрыву с приложением разрушающего усилия вдоль гофров по линии рилевки после выполнения одного двойного перегиба на 180°, кН/м, не менее |
4 |
6 |
7 |
8 |
9 |
10 |
11 |
|
3. Сопротивление торцовому сжатию вдоль гофров, кН/м, не менее |
2,2 |
3,0 |
3,8 |
4,6 |
5,4 |
6,2 |
7,0 |
|
4. Сопротивление расслаиванию, кН/м, не менее |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
|
5. Влажность, % |
6-12 |
6-12 |
6-12 |
6-12 |
6-12 |
6-12 |
6-12 |
|
Наименование показателя |
Норма для марки |
Методы испытания |
||||||
|
Класс 3 |
||||||||
|
П31 |
П32 |
П33 |
П34 |
П35 |
П36 |
П37 |
||
|
1. Сопротивление продавливанию (абс.) МПа (кгс/см2), не менее |
1,10 (1,1,0) |
1,40 (14,0) |
1,70 (17,0) |
2,00 (20,0) |
2,30 (23,0) |
2,50 (25,0) |
2,80 (28,0) |
По ГОСТ 13525.8 |
|
2. Удельное сопротивление разрыву с приложением разрушающего усилия вдоль гофров по линии рилевки после выполнения одного двойного перегиба на 180°, кН/м, не менее |
7 |
10 |
13 |
16 |
17 |
18 |
21 |
Приложение 5 настоящего стандарта |
|
3. Сопротивление торцовому сжатию вдоль гофров, кН/м, не менее |
5,0 |
6,0 |
8,0 |
10,0 |
12,0 |
15,0 |
17,0 |
По ГОСТ 20683 |
|
4. Сопротивление расслаиванию, кН/м, не менее |
- |
- |
- |
- |
- |
- |
По ГОСТ 22981 |
|
|
5. Влажность, % |
6-12 |
6-12 |
6-12 |
6-12 |
6-12 |
6-12 |
6-12 |
|
Примечания:
1. Норма по п. 2 действует с 01.01.94.
2. Допускается Светлогорскому ЦБЗ изготовлять картон марки Т24 с нормой «сопротивление торцовому сжатию вдоль гофров» не менее 4,3 кН/м.
2.1.2. Картон должен изготовляться с обрезными кромками. По требованию потребителя картон изготовляют без обреза кромок. Необрезанные кромки при определении площади картона не учитываются.
2.1.3. Слои гофрированного картона должны быть склеены между собой по вершинам гофров. Допускаются расклеенные участки площадью не более 20 см2 каждый. Сумма площадей расклеенных участков должна быть не более 50 см2 на 1 м2 гофрированного картона.
Допускается расслаивание картона по кромке листа на величину не более 10 мм от края кромки.
2.1.4. На поверхности гофрированного картона не допускаются задиры площадью более 80 см2; складки и морщины длиной более 50 мм; вмятины и пятна размером более 15 мм в наибольшем измерении; разрывы и разрезы кромки листа более 10 мм.
2.1.5. Допускается изготовление гофрированного картона с короблением листа в направлении вдоль гофров не более 20 мм на 1 м листа картона.
2.1.6. Гофрированные слои картона должны иметь полный профиль высоты гофров по всей площади листа. Допускается, смятие гофров по кромке листа.
2.1.7. Гофрированный картон должен выдерживать без разрушения не менее 10 двойных перегибов на 180° по линии рилевки. Допускаются трещины на поверхности одного из плоских слоев гофрированного картона без обнажения гофрированного слоя Сумма длин трещин одного образца не должна превышать 25 мм.
Примечание. П. 2.1.7 действует до 01.01.94.
2.2. Требования к сырью и материалам
2.2.1. Для изготовления гофрированного картона должны применяться:
картон по ГОСТ 7420 - для плоских слоев;
бумага по ГОСТ 7377 - для гофрированных слоев.
2.2.2. При условии обеспечения требований настоящего стандарта допускается применять:
бумагу для гофрирования по ГОСТ 7377 массой бумаги площадью 1 м2 не менее 125 г:
а) на один плоский слой для картона типов Д и Т;
б) на два плоских слоя для картона марки П31;
картон «хром-эрзац» толщиной 0,3-0,5 мм по ГОСТ 7933 и картон для плоских слоев с белым или облачным покровным слоем на один плоский слой для изготовления гофрированного картона типов Т и П;
картон по ГОСТ 7420 массой картона площадью 1 м2 не более 150 г на один гофрированный слой для картона типов Т и П.
Допускается применять оберточную бумагу по ГОСТ 8273 (кроме марки Е) массой бумаги площадью 1 м2 не менее, 100 г для изготовления картона типа Д.
2.2.3. Для склеивания слоев гофрированного картона должны применяться: клей из растворимого силиката натрия по ГОСТ 13079, клей из картофельного крахмала по ГОСТ 7699 или другие клеи.
2.3. Маркировка
2.3.1. Маркировка картона - по ГОСТ 7691 со следующим дополнением.
Маркировка кип, стоп и пакетов должна содержать:
наименование предприятия-изготовителя и его товарный знак;
марку картона;
размеры и число листов;
обозначение настоящего стандарта.
Маркировка картона, изготовленного из картона «хром-эрзац» и картона с белым или облачным покровным слоем, должна быть дополнена обозначением: ЭБ.
2.4. Упаковка
2.4.1. Упаковка гофрированного картона - по ГОСТ 7691 со следующими дополнениями.
Рулоны картона должны упаковываться без применения упаковочной бумаги.
Допускается по согласованию с потребителем рулоны картона наматывать без гильз.
Кипы картона пакетируют на плоских универсальных и специализированных поддонах, при этом упаковкой считается по одному листу картона снизу и сверху.
Допускается по согласованию с потребителем листы картона укладывать в стопы.
При укладывании гофрированного картона в стопы ярлык крепят к верхнему листу стопы.
3. ПРИЕМКА
3.1. Приемка - по ГОСТ 8047 со следующим дополнением:
в документе о качестве должны быть указаны тип, количество квадратных метров картона и размеры листов.
3.2. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания по удвоенной выборке от той же партии.
Результаты повторных испытаний распространяются на всю партию.
3.3. Картон, предназначенный для изготовления из него ящиков на этом же предприятии, на соответствие требованиям п. 1.5, 2.1.2-2.1.7 не проверяют.
Картон, предназначенный для изготовления ящиков по ТУ 13-7310005-10, проверяют на соответствие требованиям подпунктов 2, 4 и 5 табл. 2 настоящего стандарта; норма по подпункту 2 действует с 01.01.91.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Отбор проб - по ГОСТ 8047.
4.2. Кондиционирование образцов перед испытанием и испытания проводят по ГОСТ 13523 при температуре воздуха (23 ± 1) °С и относительной влажности воздуха (50 ± 2) %. Продолжительность кондиционирования - не менее 24 ч.
Допускается испытывать образцы в помещениях при комнатных условиях, если время от момента окончания кондиционирования до момента окончания испытания образца не превышает 10 мин.
4.3. Размеры и косину листов определяют по ГОСТ 21102. Ширину листов картона и рулонов измеряют вдоль направления гофров.
4.4. Для определения величины коробления гофрированного картона произвольно отбирают 10 листов картона, исключая 20 верхних листов каждой кипы (стопы).
Контролируемый лист картона кладут на горизонтальную плоскость выпуклой стороной к верху и измеряют расстояние между точкой максимальной выпуклости внутреннего плоского слоя листа и горизонтальной поверхностью.
Величину коробления (К) в миллиметрах на метр листа вычисляют по формуле
![]() ,
,
где h - максимальная высота выпуклости листа картона, мм;
За результат испытания принимают среднее арифметическое десяти измерений.
Результат округляют с точностью до целого числа.
4.5. Для определения числа двойных перегибов из листов пробы отбирают пять листов, из каждого листа вырезают по два образца размером 200´200 мм и наносят на их рилевочные линии (на пяти образцах вдоль гофров, на пяти - поперек гофров). Затем каждый образец подвергают двойным перегибам по линии рилевки 10 раз на 180 °.
4.6. Измерение на соответствие требованиям пп. 1.5, 2.1.2- 2.1.5, 4.3, 4.4, 4.5 проводят металлической линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502 с погрешностью не более 1,0 мм.
4.7. Профиль гофров контролируют в любом месте листа картона, отобранного для испытания. На расстоянии не менее 100 мм от его кромок делается разрез перпендикулярно направлению гофров. Плоскость разреза должна быть перпендикулярна плоскости листа картона. Не допускается смятие гофрированных и плоских слоев по месту разреза. Картон удовлетворяет требованиям п. 2.1.6, если отсутствует смятый или наклонный профиль гофра.
4.8. Определение сопротивления разрыву по линии рилевки проводят в соответствии с приложением 3.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение - по ГОСТ 7691.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Таблица 3
Назначение марок гофрированного картона
|
Класс |
Марка |
Назначение |
|
- |
д |
Изготовление вспомогательных упаковочных средств |
|
1 |
Т 11-Т 15 |
Изготовление тары и вспомогательных упаковочных средств для упаковывания продукции и изделий, способных воспринимать статические (нагрузки штабеля) и динамические нагрузки |
|
2 |
Т 21-Т 27 |
Изготовление тары и вспомогательных упаковочных средств для упаковывания продукции и изделий, не способных воспринимать статические нагрузки (нагрузки штабеля) |
|
3 |
П 31-П 34 |
|
|
3 |
П 35-П 37 |
Изготовление крупногабаритной высокопрочной и жесткой тары, контейнеров |
ПРИЛОЖЕНИЕ 2
Справочное
Таблица 4
|
Тип гофра |
Наименование гофра |
Высота гофра h, мм |
Шаг гофра t, мм |
|
А |
Крупный |
От 4,4 до 6,5 |
От 8,0 до 9,5 |
|
с |
Средний |
» 3,2 » 4,4 |
» 6,5 » 8,0 |
|
в |
Мелкий |
» 2,2 » 3,2 |
» 4,5 » 6,4 |
|
Е |
Микро |
» 1,1 » 1,6 |
» 3,2 » 3,6 |
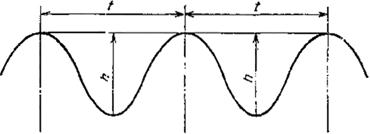
Черт. 1
ПРИЛОЖЕНИЕ 3
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ СОПРОТИВЛЕНИЯ РАЗРЫВУ ПО ЛИНИИ РИЛЕВКИ
Метод определения сопротивления разрыву по линии рилевки заключается в определении силы, вызывающей разрушение образца картона после выполнения одного двойного перегиба на 180° по линии рилевки.
1. Средства испытаний
1.1. Устройство для рилевания образцов гофрированного картона, изготовленного по НТД, разработанной в установленном порядке, состоящее из рилевочной части (черт. 2), на которую устанавливаются муфты для рилевания или смятия гофров по линии рилевки 1, 2, и устройства 3, позволяющего устанавливать зазор между муфтами от 0 до 10 мм.
Рилевочная часть устройства должна обеспечивать свободный съем и установку муфт, их центрирование в вертикальной плоскости относительно друг друга.
Привод устройства 4 должен обеспечивать рилевание образцов картона с линейной скоростью от 10 до 150 м/мин.
Устройство для рилевания
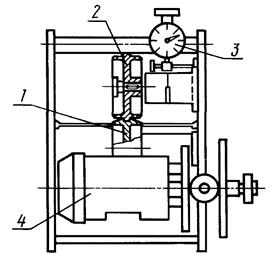
1, 2 -
муфты для рилевания (или смятия); 3 - устройство для регулирования
зазора между муфтами;
4 - привод с устройством для регулирования скорости рилевания
Черт. 2
Размеры поверхностей муфт для рилевания должны соответствовать табл. 5 и черт. 3, для смятия гофров - черт. 4.
|
Номер комплекта муфт |
В1±0,1 |
В±0,1 |
H±0,1 |
|
1 |
4,5 |
2,3 |
0,8 |
|
2 |
6,1 |
4,0 |
1,4 |
|
3 |
8,3 |
5,7 |
2,0 |
|
4 |
10,9 |
7,9 |
2,8 |
|
5 |
15,3 |
11,3 |
4,0 |
Размеры рабочих поверхностей муфт
для рилевания гофрированного картона
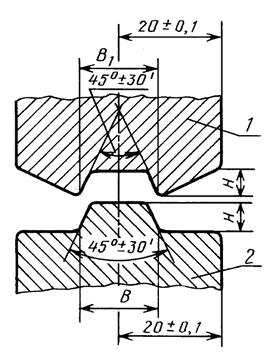
1 - муфта с выемкой; 2 - муфта с выступом
Размеры рабочих поверхностей муфт для смятия гофров
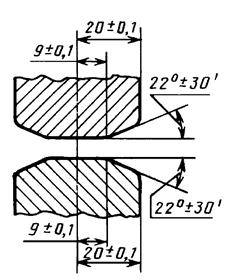
Черт. 4
1.2. Разрывные машины, отвечающие требованиям ГОСТ 13525.1, с нагрузкой от 200 до 2500 Н, обеспечивающие расстояния между зажимами: (150 ± 1) мм; (100 ± 1) мм; (50 ± 1) мм.
1.3. Ножи с ограничителями для нарезания образцов картона длиной (50 ± 1) - (250 ± 1) мм и шириной (25 ± 1) - (50 ± 1) мм, обеспечивающие параллельность сторон и чистоту обреза кромок.
1.4. Толщиномеры, отвечающие требованиям ГОСТ 22186 и ГОСТ 27015.
2. Подготовка к испытанию
Из отобранных проб вырезают 20 образцов длиной (250 ± 1) мм, шириной (200 ± 1) мм так, чтобы продольная кромка картона была перпендикулярна направлению гофров.
Образцы должны быть без вмятин, расклеенных участков и разрывов плоских слоев картона, с ровными кромками обреза.
Образцы нумеруют и определяют толщину по ГОСТ 22165.
Устанавливают расстояние между зажимами разрывной машины, равное 150 мм. Допускается устанавливать расстояние в 100 или 50 мм, при этом линия рилевки на полоске должна находиться от центра между зажимами на расстоянии не более 10 мм. Скорость испытания подбирают так, чтобы разрыв образцов наступил через (120 ± 15) с от начала нагружения.
3. Проведение испытания
Испытания проводят в условиях, соответствующих требованиям п. 4.2.
Нанесение линий рилевок проводят в следующей последовательности. На рилевочную часть устройства устанавливают комплект муфт для смятия гофров с зазором между ними не более 0,5 толщины картона, подвергаемого испытанию, и проводят смятие гофров в картоне по линии рилевки. Толщину картона по линии смятия определяют по ГОСТ 27015.
Допускается не проводить смятие гофров перед рилеванием у образцов картона типа Т, если на плоские слои картона использованы картон или бумага для гофрирования с числом двойных перегибов не менее 50.
После снятия муфт с плоскими поверхностями на рилевочную часть устройства устанавливают комплект муфт для рилевания с зазором между ними, равным толщине картона по линии смятия в сочетании: верхняя - с выемкой; нижняя-с выступом (черт. 3). Выбор комплекта муфт проводят в соответствии с табл. 6.
Таблица 6
|
Толщина картона, подвергаемого рилеванию, мм (тип картона) |
|
|
До 2,5 |
1 |
|
От 2,5 до 3,4 |
2 |
|
» 3,5 » 4,4 |
3 |
|
» 4,5 » 6,0 |
4 |
|
Пятислойный |
5 |
Допускается зазор между муфтами для рилевания устанавливать в пределах от 0,46 до 0,55 толщины картона, подвергаемого испытанию, если перед рилеванием смятие гофров не проводится.
Рилюют 10 образцов в направлении поперек гофров по месту их смятия.
Если на плоские слои гофрированного картона применен картон разных марок, то при рилевании образца гофрированного картона картон плоского слоя более высокой марки должен быть сверху.
Смятие гофров по линии рилевки и рилевание проводят с линейной скоростью (50 ± 15) м/мин.
При смятии гофров по линии рилевки и при рилевании надрез и разрыв плоских слоев картона кромкам муфт не допускается. При надрезе или разрыве картона уточняют величину зазора между муфтами, после чего проводят повторное рилевание образцов, вырезанных из тех же пробных листов.
Допускается проводить рилевание образцов на гофроагрегате или другом оборудовании при условии обеспечения требований п. 2.3 настоящего приложения.
Перед испытанием на разрыв каждый образец подвергают вручную одному двойному перегибу по линии рилевки на 180 ° в соответствии с черт. 5 приложения 4.
Образец разрезают на полоски размером (05 ± 1,0) мм или (50 ± 1,0) мм так, чтобы линия рилевки была параллельна ширине полоски. Для испытания от каждого образца отбирают одну (вторую) полоску, исключая крайние. Полоски нумеруют тем же номером, что и образец, из которого они вырезаны.
Образец закрепляют в зажимах разрывной машины без перекоса, нагружают его до разрушения и отсчитывают значения разрушающего усилия в Н (кгс) с точностью до одного деления шкалы разрывной машины.
Результаты испытаний полосок, разорвавшихся не по линии рилевки, не учитывают. Повторно испытывают полоски, вырезанные из тех же образцов картона.
4. Обработка результатов
Разрушающее усилие (Р) в ньютонах по линии рилевки вычисляют как среднее арифметическое десяти определений. Результат округляют с точностью до десяти ньютонов.
Удельное сопротивление разрыву (Fуд) в кН/м вычисляют по формуле
![]() ,
,
где F - разрушающее усилие, Н;
b - ширина образца, равная 0,025 или 0,05 м.
Результат округляют с точностью до целого числа.
Относительная погрешность определения разрушающего усилия и удельного сопротивления разрыву не должна быть более 4 % при доверительной вероятности 0,95.
ПРИЛОЖЕНИЕ 4
Справочное
Таблица 7
Термины и определения, применяемые в стандарте
|
Термин |
Определение |
|
1. Двойной перегиб на 180° по линии рилевки |
Последовательное перемещение конца образца картона из исходного положения А в выпуклую сторону рилевки при неподвижном конце А1, в положение В, возврат в положение А, дальнейшее перемещение в положение С и возврат в исходное положение А (черт. 5) |
|
2. Кромка листа |
Продольный или поперечный край листа картона |
|
3. Обрезная кромка |
Край листа картона, отрезанный или подлежащий отрезу от основного листа картона в виде полосы определенной ширины |
|
4. Разрыв или разрез кромки листа |
Разрыв или разрез слоев картона по кромке листа |
|
5. Трещина |
Поверхностный разрыв плоских слоев гофрированного картона |

1. РАЗРАБОТАН И ВНЕСЕН Министерством лесной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.06.89 № 2193
3. Срок проверки - 1995г.
4. ВЗАМЕН ГОСТ 7376-84
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 8047-93 |
|
|
ГОСТ 13079-81 |
|
|
ГОСТ 20683-75 |
|
|
ГОСТ 21102-80 |
|
|
ТУ 13-7810005-10-87 |
6. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
7. ИЗДАНИЕ (июль 2001 г.) с Поправкой (ИУС 7-90)