 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ
С РАЗВАЛЬЦОВКОЙ ТРУБЫ
КОНЦЫ ТРУБ РАЗВАЛЬЦОВАННЫЕ
КОНСТРУКЦИЯ
ГОСТ 28941.12-91
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Соединения трубопроводов с развальцовкой трубы КОНЦЫ ТРУБ РАЗВАЛЬЦОВАННЫЕ Конструкция Flare fittings. Flared couplings. Construction |
ГОСТ |
Дата введения 01.01.92
Настоящий стандарт распространяется на развальцованные концы труб для соединений трубопроводов с развальцовкой трубы с углом конуса 74°.
Требования пп. 1 - 7 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
2. На внутренней поверхности конуса развальцованной части трубы не допускаются продольные и кольцевые риски, царапины, забоины и трещины.
3. Глубина отпечатков от матриц (ниппелей) и продольные риски на внешней поверхности конуса развальцованной части трубы должны быть не более 0,03 мм и не должны выходить за пределы допуска на толщину стенки.
Глубина отпечатков матриц (ниппелей) на остальных внешних поверхностях трубы не должна выходить за пределы допуска на толщину стенки.
4. Переход внутренней конусной поверхности развальцованной части трубы в цилиндрическую должен быть без поперечного кольцевого наплыва.
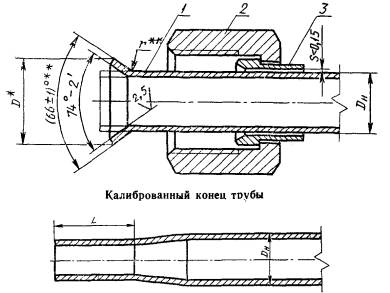
* Предельное положение развальцованной части трубы.
** При развальцовке трубы в ниппель размер не контролировать.
Труба калибруется на длине L в случае необходимости обеспечения сборки с ниппелем
1 - труба; 2 - накидная гайка по ГОСТ 28941.26; 3 - ниппель по ГОСТ 28941.27
Размеры, мм
|
Dн |
DN (Dy) |
D |
r -0,3 |
L |
|
|
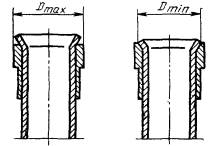
max |
min |
||||
|
4 |
3 |
8,8 |
7,0 |
1,0 |
30 |
|
6 |
4 |
10,2 |
8,6 |
2,0 |
|
|
8 |
6 |
12,2 |
10,6 |
35 |
|
|
10 |
8 |
14,2 |
12,5 |
||
|
12 |
10 |
16,2 |
14,5 |
40 |
|
|
(14) |
12 |
20,2 |
17,5 |
||
|
15 |
20,2 |
18,5 |
|||
|
18 |
15 |
24,6 |
22,3 |
45 |
|
|
22 |
20 |
27,6 |
25,0 |
50 |
|
|
28 |
25 |
33,6 |
31,0 |
2,5 |
55 |
|
(34) |
32 |
42,6 |
40,0 |
60 |
|
|
35 |
|||||
|
42 |
40 |
49,6 |
47,0 |
65 |
|
Примечание. Значения, приведенные в скобках, непредпочтительны.
5. Кромка конуса развальцованной части трубы не должна иметь трещин, заусенцев и должна быть закруглена.
6. Толщина стенки у края конусной развальцованной части трубы должна быть не менее 70 % от толщины стенки цилиндрической части трубы.
7. Огранка конусных поверхностей развальцованной части трубы не допускается.
8. Для повышения вибропрочности трубопроводов допускается перед развальцовкой труб производить их размерно-чистовое упрочнение или гидродробеструйную обработку в местах соединений или по всей длине.
9. Проверку внутренних конусных поверхностей труб на прилегание производят с помощью специального калибра по отпечатку краски на конусе калибра, при этом накидную гайку затягивают.
Отпечаток должен быть кольцевым, без разрыва.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным Комитетом СССР по управлению качеством продукции и стандартам
РАЗРАБОТЧИКИ
Б.В. Максимовский; Г.В. Поляков, канд. техн. наук; Ю.А. Решников; С.А. Михайлова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного Комитета СССР по управлению качеством продукции и стандартам от 21.03.91 № 303
3. ВВЕДЕН ВПЕРВЫЕ
4. Срок проверки - 1997 г., периодичность проверки - 5 лет
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |