 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОКАТ СТАЛЬНОЙ ГОРЯЧЕКАТАНЫЙ
ДЛЯ РЕССОР
СОРТАМЕНТ
ГОСТ 7419-90
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРОКАТ СТАЛЬНОЙ
ГОРЯЧЕКАТАНЫЙ Сортамент Steel hot-rolled products for springs. Range |
ГОСТ |
Срок действия с 01.01.92
до 01.01.2002
Настоящий стандарт распространяется на горячекатаный полосовой, трапециевидно-ступенчатый, Т-образный, трапециевидный и желобчатый прокат для рессор. Требования настоящего стандарта являются обязательными.
1. Поперечное сечение проката должно соответствовать указанным на черт. 1 - 5.
2. Размеры и справочные величины должны соответствовать указанным в табл. 1, 3, 5, 7, 9.
3. По точности прокат изготовляют: высокой точности - А; повышенной точности - Б; обычной точности - В.
4. Предельные отклонения размеров проката не должны превышать указанных в табл. 2, 4, 6, 8, 10.
Прокат полосовой
Черт. 1
Таблица 1
|
H |
Справочные величины для оси X - X |
Масса 1 м профиля, кг |
||
|
мм |
Ix, см4 |
Wx, см3 |
||
|
40 |
4,5 |
0,03 |
0,13 |
1,41 |
|
5,0 |
0,04 |
0,17 |
1,57 |
|
|
5,5 |
0,06 |
0,22 |
1,72 |
|
|
6,0 |
0,07 |
0,24 |
1,88 |
|
|
45 |
4,5 |
0,03 |
0,15 |
1,59 |
|
5,0 |
0,05 |
0,19 |
1,76 |
|
|
5,5 |
0,06 |
0,22 |
1,94 |
|
|
6,0 |
0,08 |
0,27 |
2,12 |
|
|
6,5 |
0,11 |
0,32 |
2,29 |
|
|
7,0 |
0,13 |
0,37 |
2,47 |
|
|
7,5 |
0,16 |
0,43 |
2,64 |
|
|
8,0 |
0,19 |
0,48 |
2,82 |
|
|
9,0 |
0,27 |
0,60 |
3,17 |
|
|
50 |
5,0 |
0,05 |
0,22 |
1,95 |
|
6,0 |
0,09 |
0,30 |
2,35 |
|
|
7,0 |
0,14 |
0,41 |
2,74 |
|
|
8,0 |
0,22 |
0,53 |
3,13 |
|
|
55 |
5,5 |
0,08 |
0,29 |
2,37 |
|
6,0 |
0,10 |
0,33 |
2,59 |
|
|
6,5 |
0,13 |
0,39 |
2,80 |
|
|
7,0 |
0,16 |
0,45 |
3,01 |
|
|
7,5 |
0,19 |
0,51 |
3,23 |
|
|
8,0 |
0,23 |
0,58 |
3,45 |
|
|
9,0 |
0,33 |
0,74 |
3,87 |
|
|
9,5 |
0,39 |
0,82 |
4,09 |
|
|
10,0 |
0,46 |
0,91 |
4,30 |
|
|
11,0 |
0,61 |
1,10 |
4,73 |
|
|
60 |
8,0 |
0,25 |
0,64 |
3,76 |
|
9,0 |
0,36 |
0,81 |
4,23 |
|
|
63 |
6,5 |
0,15 |
0,43 |
3,21 |
|
8,0 |
0,27 |
0,67 |
3,95 |
|
|
9,5 |
0,44 |
0,95 |
4,68 |
|
|
11,0 |
0,70 |
1,27 |
5,44 |
|
|
65 |
6,0 |
0,15 |
0,40 |
3,06 |
|
7,0 |
0,19 |
0,53 |
3,57 |
|
|
8,0 |
0,28 |
0,69 |
4,07 |
|
|
9,0 |
0,39 |
0,87 |
4,58 |
|
|
10,0 |
0,54 |
1,08 |
5,09 |
|
|
11,0 |
0,72 |
1,30 |
5,59 |
|
|
70 |
5,5 |
0,10 |
0,36 |
3,02 |
|
6,5 |
0,17 |
0,42 |
3,57 |
|
|
7,0 |
0,20 |
0,57 |
3,84 |
|
|
7,5 |
0,25 |
0,65 |
4,11 |
|
|
8,0 |
0,30 |
0,74 |
4,39 |
|
|
9,0 |
0,42 |
0,94 |
4,93 |
|
|
10,0 |
0,58 |
1,16 |
5,18 |
|
|
12,0 |
1,00 |
1,67 |
6,18 |
|
|
75 |
5,5 |
0,11 |
0,40 |
3,24 |
|
6,5 |
0,17 |
0,52 |
3,82 |
|
|
7,5 |
0,26 |
0,70 |
4,41 |
|
|
8,0 |
0,32 |
0,80 |
4,70 |
|
|
9,0 |
0,45 |
1,01 |
5,29 |
|
|
9,5 |
0,53 |
1,12 |
5,58 |
|
|
10,0 |
0,62 |
1,24 |
5,87 |
|
|
11,0 |
0,82 |
1,49 |
6,45 |
|
|
14,0 |
1,70 |
2,43 |
8,20 |
|
|
76 |
6,5 |
0,17 |
0,52 |
3,87 |
|
9,5 |
0,54 |
1,14 |
5,65 |
|
|
80 |
10,0 |
0,66 |
1,33 |
6,26 |
|
12,0 |
1,14 |
1,91 |
7,53 |
|
|
90 |
9,0 |
0,54 |
1,23 |
6,35 |
|
10,0 |
0,75 |
1,51 |
7,05 |
|
|
11,0 |
0,99 |
1,81 |
7,75 |
|
|
12,0 |
1,29 |
2,15 |
8,45 |
|
|
14,0 |
2,04 |
2,92 |
9,85 |
|
|
16,0 |
3,04 |
3,80 |
11,24 |
|
|
18,0 |
4,26 |
4,79 |
12,62 |
|
|
100 |
12,0 |
1,43 |
2,39 |
9,39 |
|
14,0 |
2,27 |
3,24 |
10,94 |
|
|
18,0 |
4,80 |
5,33 |
14,03 |
|
|
20,0 |
6,57 |
6,57 |
15,57 |
|
|
102 |
10,5 |
0,99 |
1,87 |
8,39 |
|
12,0 |
1,46 |
2,44 |
9,58 |
|
|
14,0 |
2,33 |
3,15 |
11,16 |
|
|
16,0 |
3,45 |
4,31 |
12,74 |
|
|
120 |
7,0 |
0,35 |
0,97 |
6,59 |
|
12,0 |
1,72 |
2,87 |
11,28 |
|
|
14,0 |
2,73 |
3,90 |
13,14 |
|
|
16,0 |
4,06 |
5,08 |
15,00 |
|
|
130 |
10,0 |
1,08 |
2,17 |
10,19 |
|
12,0 |
1,86 |
3,11 |
12,22 |
|
|
14,0 |
2,96 |
4,22 |
14,24 |
|
|
150 |
12,0 |
2,15 |
3,58 |
14,10 |
|
14,0 |
3,41 |
4,83 |
16,44 |
|
Примечания:
1. По требованию потребителя радиус закругления R должен быть H/2.
2. При проектировании новых рессор не применять полосы шириной 63, 76 и 102 мм.
3. Для предприятий Минавтосельхозмаша изготавливаются полосы размером 25×152 и 35×152 мм.
Таблица 2
мм
|
Ширина B |
Точность прокатки |
Предельные отклонения |
|||
|
по ширине B |
по толщине H |
||||
|
до 7,5 включ. |
св. 7,5 до 12 включ. |
св. 12 |
|||
|
До 50 включ. |
Высокая |
±0,20 |
±0,10 |
±0,13 |
- |
|
Повышенная |
±0,30 |
±0,12 |
±0,15 |
- |
|
|
Обычная |
±0,50 |
±0,15 |
±0,20 |
- |
|
|
Св. 50 до 100 включ. |
Высокая |
±0,30 |
±0,10 |
+0,10 -0,18 |
+0,10 -0,20 |
|
Повышенная |
±0,40 |
+0,10 -0,14 |
+0,10 -0,22 |
+0,15 -0,25 |
|
|
Обычная |
±0,70 |
+0,10 -0,20 |
+0,15 -0,26 |
+0,20 -0,30 |
|
|
Св. 100 |
Высокая |
±0,40 |
- |
+0,10 -0,20 |
+0,15 -0,25 |
|
Повышенная |
±0,60 |
- |
+0,15 -0,25 |
+0,20 -0,30 |
|
|
Обычная |
±1,0 |
- |
+0,20 -0,30 |
+0,25 -0,35 |
|
Прокат трапециевидно-ступенчатый
Таблица 3
|
Б1 |
Б2 |
H |
H1 |
H2 |
R |
Справочные величины |
|||
|
для оси X - X |
Масса 1 м профиля, кг |
||||||||
|
мм |
Ix, см4 |
Wx, см3 |
|||||||
|
45 |
29 |
8,0 |
6,0 |
2,0 |
2,68 |
2,0 |
0,063 |
0,235 |
1,73 |
|
6,5 |
2,1 |
2,91 |
2,2 |
0,081 |
0,278 |
1,87 |
|||
|
7,0 |
2,3 |
3,13 |
2,3 |
0,100 |
0,319 |
2,00 |
|||
|
55 |
36 |
9,5 |
6,0 |
2,0 |
2,69 |
2,0 |
0,078 |
0,290 |
2,13 |
|
6,5 |
2,1 |
2,92 |
2,2 |
0,100 |
0,342 |
2,31 |
|||
|
7,0 |
2,3 |
3,14 |
2,3 |
0,124 |
0,395 |
2,49 |
|||
|
8,0 |
2,7 |
3,59 |
2,6 |
0,185 |
0,515 |
2,84 |
|||
|
9,0 |
3,0 |
4,05 |
3,0 |
0,264 |
0,652 |
3,19 |
|||
|
65 |
42 |
11,5 |
6,0 |
2,0 |
2,69 |
2,0 |
0,092 |
0,342 |
2,51 |
|
6,5 |
2,1 |
2,91 |
2,2 |
0,117 |
0,402 |
2,72 |
|||
|
7,0 |
2,3 |
3,13 |
2,3 |
0,146 |
0,466 |
2,92 |
|||
|
8,0 |
2,7 |
3,58 |
2,6 |
0,218 |
0,609 |
3,34 |
|||
|
9,0 |
3,0 |
4,03 |
3,0 |
0,309 |
0,767 |
3,76 |
|||
|
10,0 |
3,3 |
4,47 |
3,3 |
0,424 |
0,949 |
4,17 |
|||
|
11,0 |
3,7 |
4,92 |
3,6 |
0,563 |
1,144 |
4,58 |
|||
|
12,0 |
4,0 |
5,36 |
4,0 |
0,729 |
1,360 |
4,99 |
|||
|
75 |
49 |
13,0 |
7,0 |
2,3 |
3,14 |
2,3 |
0,170 |
0,541 |
3,39 |
|
8,0 |
2,7 |
3,59 |
2,6 |
0,253 |
0,705 |
3,87 |
|||
|
9,0 |
3,0 |
4,04 |
3,0 |
0,360 |
0,891 |
4,35 |
|||
|
10,0 |
3,3 |
4,49 |
3,3 |
0,493 |
1,098 |
4,84 |
|||
|
11,0 |
3,7 |
4,93 |
3,6 |
0,665 |
1,349 |
5,31 |
|||
|
12,0 |
4,0 |
5,38 |
4,0 |
0,849 |
1,578 |
5,79 |
|||
|
14,0 |
4,7 |
6,27 |
4,6 |
1,343 |
2,142 |
6,75 |
|||
|
90 |
68 |
16,0 |
10,0 |
3,3 |
4,47 |
3,3 |
0,589 |
1,318 |
5,78 |
|
11,0 |
3,7 |
4,92 |
3,6 |
0,782 |
1,589 |
6,35 |
|||
|
12,0 |
4,0 |
5,36 |
4,0 |
1,014 |
1,892 |
6,92 |
|||
|
14,0 |
4,7 |
6,25 |
4,0 |
1,606 |
2,570 |
8,07 |
|||
|
16,0 |
5,3 |
7,15 |
5,3 |
2,392 |
3,345 |
9,21 |
|||
|
18,0 |
6,0 |
8,03 |
6,0 |
3,395 |
4,228 |
10,35 |
|||
|
20,0 |
6,7 |
8,92 |
6,6 |
4,644 |
5,206 |
11,49 |
|||
|
100 |
65 |
17,5 |
11,0 |
3,7 |
4,93 |
3,6 |
0,875 |
1,775 |
7,08 |
|
12,0 |
4,0 |
5,38 |
4,0 |
1,134 |
2,108 |
7,72 |
|||
|
14,0 |
4,7 |
6,27 |
4,6 |
1,797 |
2,866 |
9,00 |
|||
|
16,0 |
5,3 |
7,17 |
5,3 |
2,676 |
3,732 |
10,28 |
|||
|
18,0 |
6,0 |
8,06 |
6,0 |
3,800 |
4,715 |
11,56 |
|||
|
20,0 |
6,7 |
8,95 |
6,6 |
5,199 |
5,809 |
12,82 |
|||
|
120 |
78 |
21,0 |
16,0 |
5,3 |
7,17 |
5,3 |
3,222 |
4,493 |
12,35 |
|
18,0 |
6,0 |
8,06 |
6,0 |
4,577 |
5,679 |
13,88 |
|||
|
20,0 |
6,7 |
8,95 |
6,6 |
6,265 |
7,000 |
15,41 |
|||
Примечания:
1. Размеры B1 и B2 приведены для построения калибра.
2. Предельные отклонения по размерам B1 и B2 должны соответствовать предельным отклонениям по ширине полосы B.
Таблица 4
мм
|
Ширина B |
Точность прокатки |
Предельные отклонения |
|||
|
по ширине B |
по толщине H |
||||
|
до 7,5 включ. |
св. 7,5 до 12 включ. |
св. 12 |
|||
|
До 55 включ. |
Высокая |
±0,20 |
±0,10 |
- |
- |
|
Повышенная |
±0,40 |
±0,15 |
- |
- |
|
|
Обычная |
±0,60 |
±0,20 |
- |
- |
|
|
Св. 55 до 100 включ. |
Высокая |
+0,15 -0,45 |
+0,10 -0,14 |
+0,10 -0,15 |
+0,10 -0,20 |
|
Повышенная |
+0,20 -0,60 |
+0,10 -0,20 |
+0,10 -0,20 |
+0,15 -0,25 |
|
|
Обычная |
+0,40 -1,00 |
+0,15 -0,25 |
+0,20 -0,25 |
+0,25 -0,35 |
|
|
Св. 100 |
Высокая |
+0,20 -0,60 |
- |
+0,10 -0,15 |
+0,15 -0,25 |
|
Повышенная |
+0,40 -0,80 |
- |
+0,15 -0,20 |
+0,20 -0,30 |
|
|
Обычная |
+0,70 -1,30 |
- |
+0,20 -0,25 |
+0,25 -0,35 |
|
Прокат Т-образный
Таблица 5
|
B1 |
B2 |
H |
H1 |
H2 |
R |
Справочные величины |
|||
|
для оси X-X |
Масса 1 м профиля, кг |
||||||||
|
мм |
Ix, см4 |
Wx, см3 |
|||||||
|
65 |
40 |
12,5 |
9,0 |
3,6 |
3,92 |
4,5 |
0,293 |
0,747 |
3,47 |
|
10,0 |
4,0 |
4,35 |
5,0 |
0,400 |
0,920 |
3,85 |
|||
|
11,0 |
4,4 |
4,77 |
5,5 |
0,529 |
1,109 |
4,23 |
|||
|
12,0 |
4,8 |
5,20 |
6,0 |
0,684 |
1,315 |
4,60 |
|||
|
75 |
55 |
10,0 |
9,0 |
3,6 |
4,13 |
4,5 |
0,376 |
0,910 |
4,39 |
|
10,0 |
4,0 |
4,58 |
5,0 |
0,514 |
1,122 |
4,87 |
|||
|
11,0 |
4,4 |
5,03 |
5,5 |
0,682 |
1,356 |
5,35 |
|||
|
12,0 |
4,8 |
5,49 |
6,0 |
0,882 |
1,607 |
5,82 |
|||
|
14,0 |
5,6 |
6,39 |
7,0 |
1,391 |
2,177 |
6,77 |
|||
|
90 |
63 |
13,5 |
10,0 |
4,0 |
4,53 |
5,0 |
0,604 |
1,333 |
5,72 |
|
11,0 |
4,4 |
4,98 |
5,5 |
0,802 |
1,610 |
6,28 |
|||
|
12,0 |
4,8 |
5,42 |
6,0 |
1,038 |
1,915 |
6,84 |
|||
|
14,0 |
5,6 |
6,32 |
7,0 |
1,638 |
2,592 |
7,96 |
|||
|
16,0 |
6,4 |
7,21 |
8,0 |
2,430 |
3,370 |
9,07 |
|||
|
18,0 |
7,2 |
8,10 |
9,0 |
3,439 |
4,246 |
10,18 |
|||
|
20,0 |
8,0 |
8,98 |
10,0 |
4,688 |
5,220 |
11,28 |
|||
|
100 |
70 |
15,0 |
11,0 |
4,4 |
4,98 |
5,5 |
0,894 |
1,795 |
6,99 |
|
12,0 |
4,8 |
5,43 |
6,0 |
1,157 |
2,131 |
7,61 |
|||
|
14,0 |
5,6 |
6,32 |
7,0 |
1,828 |
2,892 |
8,86 |
|||
|
16,0 |
6,4 |
7,22 |
8,0 |
2,714 |
3,759 |
10,10 |
|||
|
18,0 |
7,2 |
8,11 |
9,0 |
3,843 |
4,739 |
11,34 |
|||
|
20,0 |
8,0 |
9,00 |
10,0 |
5,242 |
5,824 |
12,57 |
|||
|
120 |
84 |
18,0 |
16,0 |
6,4 |
7,23 |
8,0 |
3,280 |
4,537 |
12,16 |
|
18,0 |
7,2 |
8,12 |
9,0 |
4,650 |
5,727 |
13,66 |
|||
|
20,0 |
8,0 |
9,02 |
10,0 |
6,349 |
7,039 |
15,14 |
|||
Примечания:
1. Размеры B1 и B2 приведены для построения калибра.
2. Предельные отклонения по размерам B1 и B2 должны соответствовать предельным отклонениям по ширине полосы B.
Таблица 6
мм
|
Ширина B |
Точность прокатки |
Предельные отклонения |
||
|
по ширине B |
по размерам H и H1 при толщине H |
|||
|
до 12 включ. |
св. 12 |
|||
|
Св. 50 до 100 включ. |
Высокая |
±0,30 |
+0,10 -0,14 |
+0,10 -0,20 |
|
Повышенная |
±0,40 |
+0,15 -0,20 |
+0,15 -0,25 |
|
|
Обычная |
±0,70 |
+0,20 -0,25 |
+0,25 -0,30 |
|
|
Св. 100 |
Высокая |
±0,30 |
- |
+0,15 -0,20 |
|
Повышенная |
±0,40 |
- |
+0,20 -0,25 |
|
|
Обычная |
±0,70 |
- |
+0,25 -0,30 |
|
Прокат трапециевидный
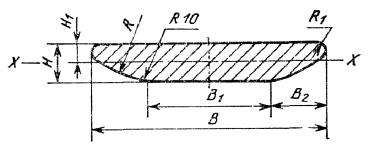
Таблица 7
|
B1 |
B2 |
H |
H1 |
H2 |
R |
Справочные величины |
|||
|
для оси X - X |
Масса 1 м профиля, кг |
||||||||
|
мм |
Ix, см4 |
Wx, см3 |
|||||||
|
45 |
25 |
10,0 |
6,0 |
2,79 |
1,00 |
50 |
0,068 |
0,244 |
1,86 |
|
6,5 |
3,02 |
1,00 |
50 |
0,086 |
0,285 |
2,02 |
|||
|
7,0 |
3,31 |
1,15 |
50 |
0,108 |
0,326 |
2,18 |
|||
|
55 |
30 |
12,5 |
6,0 |
2,79 |
1,00 |
100 |
0,081 |
0,290 |
2,23 |
|
6,5 |
3,01 |
1,00 |
100 |
0,103 |
0,342 |
2,41 |
|||
|
7,0 |
3,19 |
1,15 |
100 |
0,129 |
0,404 |
2,61 |
|||
|
8,0 |
3,71 |
1,35 |
100 |
0,193 |
0,520 |
3,00 |
|||
|
9,0 |
4,19 |
1,50 |
100 |
0,277 |
0,661 |
3,38 |
|||
|
63 |
35 |
14,0 |
12,0 |
5,00 |
2,00 |
100 |
0,721 |
1,331 |
5,06 |
|
65 |
35 |
15,0 |
6,0 |
2,68 |
1,00 |
100 |
0,095 |
0,354 |
2,63 |
|
7,0 |
3,25 |
1,15 |
100 |
0,150 |
0,462 |
3,06 |
|||
|
8,0 |
3,70 |
1,35 |
100 |
0,225 |
0,608 |
3,57 |
|||
|
9,0 |
4,11 |
1,50 |
100 |
0,321 |
0,781 |
3,94 |
|||
|
10,0 |
4,60 |
1,65 |
100 |
0,442 |
0,961 |
4,39 |
|||
|
11,0 |
5,10 |
1,85 |
100 |
0,590 |
1,157 |
4,84 |
|||
Примечания:
1. Размеры B1 и B2 приведены для построения калибра.
2. Предельные отклонения по размерам B1 и B2 должны соответствовать предельным отклонениям по ширине полосы B.
Таблица 8
мм
|
Ширина B |
Точность прокатки |
Предельные отклонения |
|||
|
по ширине B |
по толщине H |
||||
|
до 7,5 включ. |
св. 7,5 до 12 включ. |
св. 12 |
|||
|
До 50 включ. |
Высокая |
±0,20 |
±0,10 |
- |
- |
|
Повышенная |
±0,40 |
±0,13 |
- |
- |
|
|
Обычная |
±0,60 |
±0,15 |
- |
- |
|
|
Св. 50 до 100 включ. |
Высокая |
±0,30 |
+0,10 -0,14 |
+0,10 -0,14 |
+0,10 -0,18 |
|
Повышенная |
±0,40 |
+0,10 -0,20 |
+0,10 -0,20 |
+0,10 -0,22 |
|
|
Обычная |
±0,70 |
+0,15 -0,25 |
+0,15 -0,25 |
+0,20 -0,30 |
|
Прокат желобчатый
Таблица 9
|
H |
H1 |
R |
R1 |
R2 |
K |
K1 |
Справочные величины |
|||
|
для оси X - X |
Масса 1 м профиля, кг |
|||||||||
|
мм |
Ix, см4 |
Wx, см3 |
||||||||
|
63 |
10 |
5,41 |
От 20 до 40 |
5 |
3,75 |
4,5 |
3,75 |
0,58 |
0,69 |
4,84 |
|
13 |
6,92 |
1,21 |
1,23 |
6,32 |
||||||
|
76 |
7 |
3,69 |
4 |
2,75 |
3,5 |
2,75 |
0,23 |
0,38 |
4,09 |
|
|
10 |
5,20 |
5 |
3,75 |
4,5 |
3,75 |
0,65 |
0,86 |
5,88 |
||
|
11 |
5,70 |
5 |
3,75 |
4,5 |
3,75 |
0,86 |
1,06 |
6,48 |
||
|
13 |
6,85 |
5 |
3,75 |
4,5 |
3,75 |
1,45 |
1,46 |
7,65 |
||
|
89 |
10 |
5,29 |
5 |
3,75 |
4,5 |
3,75 |
0,80 |
0,94 |
6,88 |
|
|
13 |
6,80 |
5 |
3,75 |
4,5 |
3,75 |
1,69 |
1,70 |
8,98 |
||
|
100 |
13 |
6,76 |
5 |
3,75 |
4,5 |
3,75 |
1,89 |
1,89 |
10,10 |
|
|
110 |
13 |
6,74 |
5 |
3,75 |
4,5 |
3,75 |
2,08 |
2,07 |
11,12 |
|
|
120 |
12 |
6,22 |
5 |
3,75 |
4,5 |
3,75 |
1,79 |
1,88 |
11,20 |
|
|
13 |
6,72 |
5 |
3,75 |
4,5 |
3,75 |
2,26 |
2,25 |
12,14 |
||
|
16 |
8,22 |
5 |
3,75 |
4,5 |
3,75 |
4,16 |
3,61 |
15,00 |
||
Таблица 10
|
Ширина B |
Точность прокатки |
Предельные отклонения |
Отклонение от симметричности |
||||
|
по ширине B |
по толщине H |
во впадине K |
по выступу K1 |
||||
|
до 10 включ. |
св. 10 |
||||||
|
До 100 |
Высокая |
+0,20 -0,30 |
+0,10 |
+0,15 |
+0,4 |
-0,4 |
0,3 |
|
Повышенная |
+0,30 -0,70 |
+0,15 |
+0,25 |
+0,5 |
-0,5 |
0,5 |
|
|
Обычная |
+0,60 -1,40 |
+0,20 |
+0,30 |
+0,6 |
-0,6 |
0,5 |
|
|
Св. 100 |
Высокая |
+0,30 -0,60 |
-0,20 |
-0,20 |
+0,4 |
-0,4 |
0,3 |
|
Повышенная |
+0,70 -1,30 |
-0,25 |
-0,30 |
+0,5 |
-0,5 |
0,5 |
|
|
Обычная |
+1,00 -2,00 |
-0,30 |
-0,40 |
+0,6 |
-0,6 |
0,5 |
|
Примечание. Контроль размеров выступа и впадины проводится по калибрам валков.
5. Прокат изготовляют длиной от 2 до 6 м. По требованию потребителя прокат изготовляют длиной свыше 6 м.
6. Прокат изготовляют:
мерной длины;
кратной мерной длины;
мерной длины с немерными отрезками длиной не менее 1,5 м массой не более 10 % массы партии;
кратной мерной длины с отрезками длиной не менее 1,5 м массой не более 10 % массы партии;
немерной длины.
7. Предельные отклонения по длине проката должны соответствовать указанным в табл. 11.
Таблица 11
|
Точность прокатки |
Предельные отклонения не длине проката, мм |
|
|
До 4 м включ. |
Высокая |
+20 |
|
Повышенная |
+30 |
|
|
Обычная |
+40 |
|
|
Св. 4 м |
Высокая |
+20 |
|
Повышенная |
+40 |
|
|
Обычная |
+60 |
8. Прокат должен быть обрезан. Косина реза не должна превышать 5 % ширины для проката шириной до 80 мм и 3 % ширины для проката шириной свыше 80 мм.
9. Скручивание проката вокруг продольной оси не допускается.
10. Серповидность и неплоскостность полос на 1 м длины не должна превышать значений, указанных в табл. 12.
Таблица 12
мм
|
Точность прокатки |
Серповидность |
Неплоскостность |
|
|
До 7,5 включ. |
Высокая |
1,0 |
1,5 |
|
Повышенная |
1,5 |
4,0 |
|
|
Обычная |
2,5 |
7,0 |
|
|
Св. 7,5 |
Высокая |
1,0 |
1,0 |
|
Повышенная |
1,5 |
2,0 |
|
|
Обычная |
2,5 |
4,0 |
11. Общая неплоскостность не должна превышать произведения неплоскостности 1 м на длину проката в метрах.
12. Серповидность проката на участке длиной 2 м не должна превышать удвоенных значений серповидности, приведенных в табл. 12.
13. Разность по толщине кромок проката в одном сечении не должна превышать значений, указанных в табл. 13.
Таблица 13
мм
|
Точность прокатки |
Разность по толщине кромок при толщине проката |
|||
|
до 7,5 включ. |
св. 7,5 до 12 включ. |
св. 12 |
||
|
До 50 включ. |
Высокая |
0,03 |
0,03 |
0,06 |
|
Повышенная |
0,05 |
0,05 |
0,07 |
|
|
Обычная |
0,06 |
0,06 |
0,08 |
|
|
Св. 50 до 100 включ. |
Высокая |
0,05 |
0,05 |
0,08 |
|
Повышенная |
0,07 |
0,07 |
0,10 |
|
|
Обычная |
0,08 |
0,08 |
0,12 |
|
|
Св. 100 |
Высокая |
0,07 |
0,08 |
0,10 |
|
Повышенная |
0,08 |
0,10 |
0,12 |
|
|
Обычная |
0,10 |
0,12 |
0,14 |
|
Контроль толщины кромок проката, приведенного на черт. 2, 3, 4, в одном сечении проводится на прямоугольном участке B1.
14. По согласованию изготовителя с потребителем для полосового рессорного проката, применяемого в железнодорожном транспорте, разность по толщине кромок в одном сечении не должна превышать допуска на толщину.
15. Разность толщины кромки и середины полосы в одном сечении не должна превышать значения, указанного в табл. 14. При этом каждая горизонтальная поверхность может быть или выпуклой, или вогнутой.
Таблица 14
|
Точность прокатки |
Разность толщины кромки и середины полосы |
|
|
До 7,5 включ. |
Высокая |
0,08 |
|
Повышенная |
0,12 |
|
|
Обычная |
0,20 |
|
|
Св. 7,5 до 12 включ. |
Высокая |
0,12 |
|
Повышенная |
0,20 |
|
|
Обычная |
0,30 |
|
|
Св. 12 |
Высокая |
0,15 |
|
Повышенная |
0,25 |
|
|
Обычная |
0,40 |
16. Размеры, на которые не установлены предельные отклонения, обеспечиваются технологией изготовления.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
С.И. Рудюк, канд. техн. наук; Ю.В. Филонов, канд. техн. наук; В.Ф. Коваленко, канд. техн. наук; С.В. Колоколов, канд. техн. наук; (руководитель работы); Е.Л. Орлов, канд. техн. наук; И.Е. Пацека, канд. техн. наук; В.В. Калюжный, канд. техн. наук; Ж.М. Роева, канд. техн. наук; В.А. Ена, канд. техн. наук; Ю.Б. Крюков, Е.И. Булгаков, канд. эконом. наук; Ю.Е. Кулак, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 14.12.90 № 3140
3. ВЗАМЕН ГОСТ 7419.0-78 - ГОСТ 7419.8-78