 | Информационная система | |
ГОСТ 3728-78
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ
Метод испытания на изгиб
|
|
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ТРУБЫ Метод испытания на загиб Tubes. Method of bend-over test |
ГОСТ
Взамен
|
Издание (сентябрь 2010 г.) с Изменениями № 1, 2, утвержденными в апреле 1980 г., апреле 1985 г. (ИУС 5-80, 7-85)
Постановлением Государственного комитета стандартов Совета Министров СССР от 17.02.78 № 474 дата введения установлена
01.07.79
Ограничение срока действия снято по протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
Настоящий
стандарт распространяется на металлические трубы круглого сечения и
устанавливает метод испытания на загиб по заданным размерам и форме при
температуре ![]() °С.
°С.
Стандарт полностью соответствует СТ СЭВ 480-77 в части испытания на загиб.
(Измененная редакция, Изм. № 1).
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. Для испытания на загиб труб с наружным диаметром D до 60 мм включительно отбирают образцы в виде отрезка трубы полного сечения (черт. 1), труб с наружным диаметром свыше 60 мм - образцы в виде поперечных или продольных полос.
(Измененная редакция, Изм. № 1).
1.2. Образец в виде отрезка трубы отрезают от конца трубы длиной, достаточной для его загиба на заданный угол и радиус.
1.3. При толщине стенки трубы a0 £ 5 мм ширина продольных полос и поперечных образцов должна быть 10 мм. При толщине стенки трубы a0 ³ 5 мм ширина образца должна быть 2а.
При массовых контрольных испытаниях труб с толщиной стенки свыше 5 мм в целях упрощения изготовления образцов для групп образцов различной толщины допускается устанавливать одинаковую ширину, равную удвоенной максимальной толщине образца этой группы. Разбивку по толщинам рекомендуется производить с интервалом 5 мм.
(Измененная редакция, Изм. № 1).
1.4. Образцы в виде продольных полос и поперечные образцы от сварных труб вырезают за пределами зоны термического влияния сварного шва. Продольные полосы должны вырезаться из участка основного металла на угол не менее 90° от положения сварного шва.
2. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
2.1. Испытание проводят путем плавного непрерывного загиба образца вокруг желобчатого ролика или оправки заданного радиуса r до определенного угла. Профиль желобка или оправки должен соответствовать наружному диаметру испытуемого образца. При наличии в нормативно-технической документации на трубы требований по ограничению величины овализации поперечного сечения трубы в процессе испытания допускается проводить испытания с применением внутренней оправки или наполнителя.
2.2. Угол загиба b образца принимают равным 90°, если в нормативно-технической документации на трубы не установлен другой угол.
2.3. Радиус загиба образца в виде отрезка трубы указывают в нормативно-технической документации на трубы. При отсутствии таких указаний радиус загиба труб из сталей с относительным удлинением не менее 21 % устанавливают в соответствии с табл. 1.
Таблица 1
|
Соотношение толщины стенки трубы к наружному диаметру трубы а/D0, мм |
Наружный диаметр трубы D0, мм |
Радиус загиба R, мм |
|
0,1 и более |
До 50 |
2D0 |
|
Св. 50 |
3D0 |
|
|
Менее 0,1 |
До 60 включ. |
3D0 |
(Измененная редакция, Изм. № 2).
2.4. При испытании сварных труб положение сварного шва должно быть указано в нормативно-технической документации на изделие. Если это указание соответствует, сварной шов должен находиться в зоне сжатия и располагаться под углом 45° к плоскости изгиба.
2.5. Испытание металла шва и металла зоны термического влияния на загиб проводят по ГОСТ 6996-66.
2.6. Испытание на загиб продольных образцов проводят по ГОСТ 14019-2003.
Испытание на загиб поперечных образцов (черт. 2) (полосы в виде части кольца) проводят по ГОСТ 14019-2003.
2.7. Радиусы оправки для загиба продольных полос и поперечных образцов r в зависимости от толщины стенки трубы должны соответствовать указанным в табл. 2. При этом растягивающим усилиям должна подвергаться сторона образца, являющаяся наружной поверхностью трубы.
Загиб поперечных образцов производят таким образом, чтобы увеличилась начальная кривизна образца.
(Измененная редакция, Изм. № 1).
2.8. Образец считается выдержавшим испытание, если после загиба на нем не будет визуально обнаружено нарушение целостности металла с металлическим блеском.
Таблица 2
|
Радиус оправки, мм |
Толщина стенки трубы, мм |
Радиус оправки, мм |
|
|
1,0 - 1,2 |
2,3 |
3,5 |
7,0 |
|
1,4 - 1,5 |
3,0 |
4,0 |
7,5 |
|
1,6 |
3,5 |
4,5 |
8,5 |
|
1,8 - 2,0 |
4,0 |
5,0 |
9,0 |
|
2,2 |
4,5 |
5,5 |
9,5 |
|
2,5 |
5,0 |
6,0 |
10,5 |
|
2,8 |
5,5 |
6,5 |
11,0 |
|
3,0 |
6,0 |
7,0 - 7,5 |
12,0 |
|
3,2 |
6,5 |
Свыше 7,5 |
2а |
Загиб отрезков труб
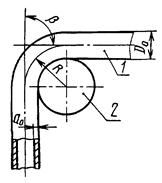
1 - образец-патрубок; 2
- цилиндрическая оправка;
R - радиус загиба трубы на средней линии
Черт. 1
Загиб поперечных образцов
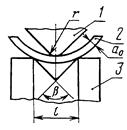
1 - оправка; 2
- поперечный образец;
3 - опора; l - расстояние между опорами
Черт. 2
Недопустимость гофров должна быть оговорена в нормативно-технической документации на трубы.
(Измененная редакция, Изм. № 2).
3. ПРОТОКОЛ ИСПЫТАНИЯ
В протоколе испытания указывают:
- материал и размеры трубы;
- полученные результаты.
(Введен дополнительно, Изм. № 1).
СОДЕРЖАНИЕ