 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОФИЛИ ХОЛОДНОГНУТЫЕ
ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ
СПЛАВОВ ДЛЯ ОГРАЖДАЮЩИХ
СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Технические условия
ГОСТ 24767-81
ГОСУДАРСТВЕННЫЙ СТРОИТЕЛЬНЫЙ КОМИТЕТ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРОФИЛИ ХОЛОДНОГНУТЫЕ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ ДЛЯ ОГРАЖДАЮЩИХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ Технические условияAluminium and aluminium alloys cold-formed sections for wall and roof structures. Specifications |
ГОСТ |
Постановлением Государственного комитета СССР по делам строительства от 7 мая 1981 года № 64 срок введения установлен
с 01.01.82
Настоящий стандарт распространяется на холодногнутые профили из алюминия и алюминиевых сплавов, изготовляемые на профилегибочных станах и предназначенные для ограждающих строительных конструкций.
1. Сортамент
1.1. По назначению профили подразделяются на типы:
А - для стен, перегородок и покрытий;
ПА - для обшивок трехслойных панелей;
СА - для подвесных потолков, нащельников, солнцезащитных устройств и других конструкций специального назначения.
1.2. Условное обозначение профилей принимается в соответствии со схемой.

Пример условного обозначения алюминиевого профиля типа СА высотой 20 мм, шириной 300 мм, толщиной листа 0,8 мм, имеющего перфорацию (п), из алюминиевой ленты сплава марки АМц, отожженной (М) по ГОСТ 13726-78:
Профиль СА 20-300-0,8п ГОСТ 24767-81
АМцМ ГОСТ 13726-78
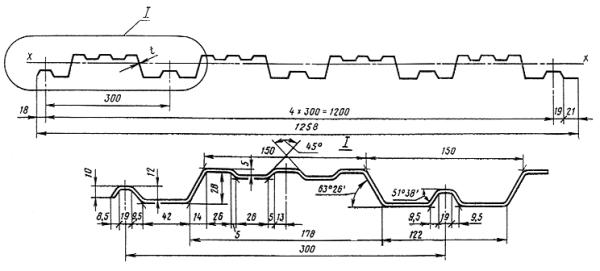
1.3. Форма сечений, размеры, площади сечений, масса 1 м длины и 1 м2, а также справочные величины профилей должны соответствовать указанным на черт. 1 - 14 и в табл. 1 - 14.
(Измененная редакция, Изм. № 1).
1.4. Профили должны изготовляться:
мерной длины от 1,2 м до 7,8 м - для профилей типа А;
кратной (300 мм) мерной длины от 1,2 м до 7,8 м - для профилей типов ПА и СА.
Длина профилей не должна превышать размеров, указанных в табл. 1 - 14.
По соглашению сторон допускается поставка профилей немерной длины (не менее 1,0 м) в количестве не более 2 % от массы поставляемой продукции.
Профили типа А высотой 6 мм
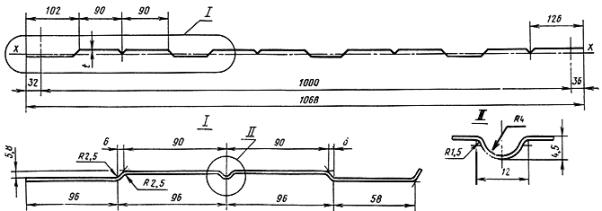
Таблица 1
|
t, мм |
Длина профиля, мм, не более |
Площадь сечения, см2 |
Масса, кг |
Справочные величины |
|||
|
1 м длины профиля |
1 м2 |
Момент инерции на 1 м ширины профиля Ix, см4 |
Ширина заготовки, мм |
||||
|
А6-1000-0,8 |
0,8 |
7200 |
8,64 |
2,33 |
2,20 |
1,36 |
1080 |
|
А6-1000-1,0 |
1,0 |
|
10,80 |
2,92 |
2,74 |
1,72 |
|
Профили типа А высотой 8 мм
Таблица 2
|
Длина профиля, мм, не более |
Площадь сечения, см2 |
Масса, кг |
Справочные величины |
|||
|
1 м длины профиля |
1 м2 |
Момент инерции на 1 м ширины профиля Ix, см4 |
Ширина заготовки, мм |
|||
|
А8-2700-1,0 |
1500 |
32,0 |
8,64 |
3,24 |
0,43 |
2992 |
Профили типа А высотой 14 мм
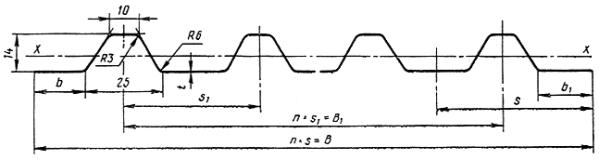
Таблица 3
|
Размеры сечения, мм |
n |
Длина профиля, мм, не более |
Площадь сечения, см2 |
Масса, кг |
Справочные величины |
||||||||||
|
B |
B1 |
b |
b1 |
s |
s1 |
t |
1 м длины профиля |
1 м2 |
Момент инерции на 1 м ширины профиля Ix, см4 |
Ширина заготовки, мм |
|||||
|
А14-900-0,8 |
970 |
900 |
22,5 |
- |
50 |
0,8 |
18 |
|
10,31 |
2,78 |
2,87 |
2,52 |
|
||
|
А14-900-1,0 |
|
|
|
|
|
1,0 |
|
|
12,88 |
3,48 |
3,59 |
3,09 |
1200 |
||
|
А14-1000-0,8 |
1090 |
1000 |
27,5 |
37,5 |
- |
|
0,8 |
10 |
|
10,11 |
2,73 |
2,50 |
1,83 |
|
|
|
А14-1000-1,0 |
|
|
|
|
|
100 |
1,0 |
|
|
12,64 |
3,41 |
3,13 |
2,26 |
|
|
|
А14-1200-0,8 |
1340 |
1200 |
52,5 |
62,5 |
- |
|
0,8 |
12 |
2500 |
10,27 |
2,77 |
2,07 |
1,79 |
1500 |
|
|
А14-1200-1,0 |
|
|
|
|
|
|
1,0 |
|
|
12,84 |
3,47 |
2,59 |
2,20 |
|
|
|
А14-1800-0,8 |
1800 |
- |
37,5 |
100 |
- |
0,8 |
18 |
|
16,82 |
4,54 |
2,52 |
2,00 |
2000 |
||
|
А14-1800-1,0 |
|
|
|
|
|
1,0 |
|
|
21,02 |
5,68 |
3,16 |
2,46 |
|
||
|
А14-2400-0,8 |
2400 |
- |
12,5 |
50 |
- |
0,8 |
48 |
|
25,63 |
6,92 |
2,88 |
2,72 |
|
||
|
А14-2400-1,0 |
|
|
|
|
|
1,0 |
|
1200 |
32,40 |
8,65 |
3,61 |
3,33 |
3000 |
||
|
А14-2700-0,8 |
2700 |
- |
37,5 |
100 |
- |
0,8 |
27 |
|
25,22 |
6,81 |
2,52 |
2,00 |
|
||
|
А14-2700-1,0 |
|
|
|
|
|
1,0 |
|
|
31,53 |
8,51 |
3,15 |
2,46 |
|
||
|
А14-3600-0,8 |
3600 |
- |
37,5 |
100 |
- |
0,8 |
36 |
1500 |
33,62 |
9,08 |
2,52 |
2,00 |
4000 |
||
|
А14-3600-1,0 |
|
|
|
|
|
1,0 |
|
|
42,03 |
11,35 |
3,15 |
2,46 |
|
||
Профили типа А высотой 15 мм
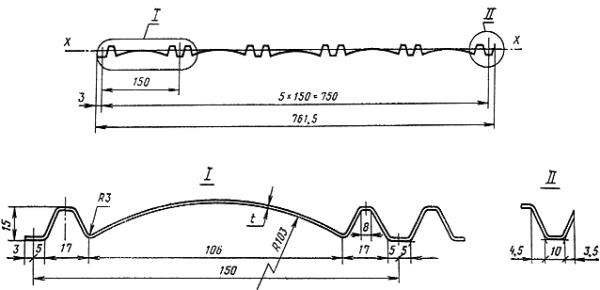
Неуказанные радиусы 1,5 мм.
Таблица 4
|
t, мм |
Длина профиля, мм, не более |
Площадь сечения, см2 |
Масса, кг |
Справочные величины |
|||
|
1 м длины профиля |
1 м2 |
Момент инерции на 1 м ширины профиля Ix, см4 |
Ширина заготовки, мм |
||||
|
А15-750-0,8 |
0,8 |
6000 |
8,22 |
2,20 |
2,92 |
2,26 |
1028 |
|
А15-750-1,0 |
1,0 |
|
10,28 |
2,78 |
3,65 |
2,94 |
|
Профили типа А высотой 28 мм
Радиусы 2 мм
Таблица 5
|
t, мм |
Длина профиля, мм, не более |
Площадь сечения, см2 |
Масса, кг |
Справочные величины |
|||
|
1 м длины профиля |
1 м2 |
Момент инерции на 1 м ширины профиля Ix, см4 |
Ширина заготовки, мм |
||||
|
А28-1200-0,8 |
0,8 |
6000 |
11,36 |
3,11 |
2,47 |
10,17 |
1440 |
|
А28-1200-1,0 |
1,0 |
|
14,20 |
3,89 |
3,09 |
12,72 |
|
Профили типа А высотой 35 мм
Таблица 6
|
t, мм |
Длина профиля, мм, не более |
Площадь сечения, см2 |
Масса, кг |
Справочные величины |
|||
|
1 м длины профиля |
1 м2 |
Момент инерции на 1 м ширины профиля Ix, см4 |
Ширина заготовки, мм |
||||
|
А35-1000-0,8 |
0,8 |
7000 |
9,93 |
2,68 |
2,53 |
8,24 |
1245 |
|
А35-1000-1,0 |
1,0 |
|
12,41 |
3,35 |
3,16 |
10,32 |
|
Профили типа А высотой 50 мм

Радиусы не более 3 мм.
Таблица 7
|
t, мм |
Длина профиля, мм, не более |
Площадь сечения, см2 |
Масса, кг |
Справочные величины |
|||
|
1 м длины профиля |
1 м2 |
Момент инерции на 1 м ширины профиля Ix, см4 |
Ширина заготовки, мм |
||||
|
А50-1000-0,8 |
0,8 |
7800 |
10,87 |
3,11 |
3,02 |
39,1 |
1440 |
|
А50-1000-1,0 |
1,0 |
|
13,60 |
3,89 |
3,78 |
48,8 |
|
Профили типа ПА высотой 10 мм
Радиусы 2 мм
Таблица 9*
|
Длина профиля, мм, не более |
Площадь сечения, см2 |
Масса, кг |
Справочные величины |
|||
|
1 м длины профиля |
1 м2 |
Момент инерции на 1 м ширины профиля Ix, см4 |
Ширина заготовки, мм |
|||
|
ПА10-1000-1,0 |
7800 |
11,9 |
3,21 |
2,96 |
1,50 |
1200 |
* Черт. 8 и табл. 8 исключены, Изм. № 1.
Профили типа СА высотой 20 мм
Таблица 9а
|
Длина профиля, мм, не более |
Площадь сечения, мм2 |
Масса, кг |
Ширина заготовки, мм |
||
|
1 м длины профиля |
1 м2 |
||||
|
СА 20-150-0,8 |
6000 |
1,248 |
0,337 |
2,247 |
208 |
|
СА 20-150-0,8п |
|
1,248 |
0,296 |
1,973 |
|
Черт. 9а и табл. 9а введены дополнительно, (Изм. № 1).
Профили типа СА высотой 8 мм
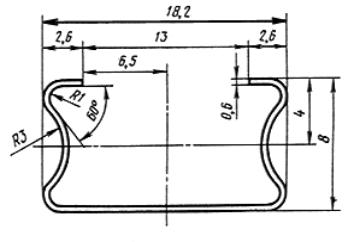
Таблица 10
|
Длина профиля, мм, не более |
Площадь сечения, см2 |
Масса, кг |
Ширина заготовки, мм |
||
|
1 м длины профиля |
1 м2 |
||||
|
СА8-13-0,6 |
3000 |
0,26 |
0,06 |
3,41 |
38 |
Профили типа СА высотой 11 мм

Неуказанные радиусы 2 мм
Таблица 11
|
t, мм |
Длина профиля, мм, не более |
Площадь сечения, см2 |
Масса, кг |
Ширина заготовки, мм |
||
|
1 м длины профиля |
1 м2 |
|||||
|
СА11-210-0,8 |
0,8 |
6000 |
2,05 |
0,55 |
2,52 |
256 |
|
СА11-210-1,0 |
1,0 |
|
2,56 |
0,69 |
3,15 |
|
Профили типа СА высотой 15 мм
Таблица 12
|
Длина профиля, мм, не более |
Площадь сечения, см2 |
Масса, кг |
Ширина заготовки, мм |
||
|
1 м длины профиля |
1 м2 |
||||
|
СА15-100-0,8 |
7800 |
1,30 |
0,35 |
2,71 |
163 |
|
СА15-100-0,8п |
|
1,30 |
0,34 |
2,57 |
|
Профили типа СА высотой 16 мм
Неуказанные радиусы не более 3 мм
Таблица 13
|
Размеры сечения, мм |
n |
Длина профиля, мм, не более |
Площадь сечения, см2 |
Масса, кг |
Ширина заготовки, мм |
|||||
|
B |
B1 |
b |
b1 |
1 м длины профиля |
1 м2 |
|||||
|
СА16-72-0,6 |
84 |
72 |
- |
- |
- |
|
0,71 |
0,19 |
2,26 |
117 |
|
СА16-72-0,6п |
|
|
62,4 |
10,8 |
12 |
3000 |
|
0,16 |
1,90 |
|
|
СА16-122-0,6 |
134 |
122 |
- |
- |
- |
|
1,01 |
0,27 |
2,02 |
167 |
|
СА16-122-0,6п |
|
|
114,4 |
9,8 |
22 |
|
|
0,23 |
1,72 |
|
Профили типа СА высотой 20 мм
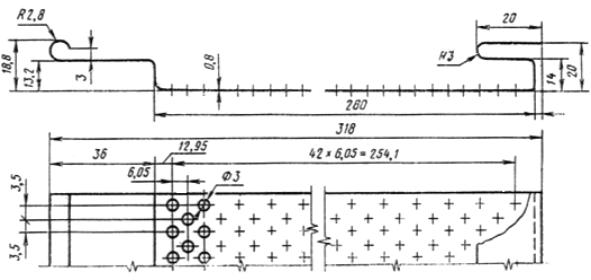
Неуказанные радиусы 2 мм
Таблица 14
|
Длина профиля, мм, не более |
Площадь сечения, см2 |
Масса, кг |
Ширина заготовки, мм |
||
|
1 м длины профиля |
1 м2 |
||||
|
СА20-280-0,8п |
6000 |
3,09 |
0,74 |
2,33 |
386 |
|
СА20-280-0,8 |
|
|
0,83 |
2,61 |
|
2. Технические требования
2.1. Профили должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 1).
2.2. Профили должны изготовляться из алюминиевой ленты по ГОСТ 13726-78 или листов по ГОСТ 21631-76 из алюминия марки АД1 и из сплавов марок АМц, АМг2 толщиной 0,6; 0,8; 1,0 мм нормальной точности изготовления по толщине и обычной отделки поверхности.
Состояние поставки материала профилей для всех марок: без термической обработки, отожженные (М) и полунагартованные (1/2 Н).
2.3. На поверхности профилей не допускаются:
трещины, рванины, расслоения;
риски глубиной, превышающей величину минусового отклонения на толщину профиля.
Остальные требования к качеству поверхности профилей - по ГОСТ 21631-76 и ГОСТ 13726-78.
2.4. Предельные отклонения размеров профилей от номинальных не должны превышать указанных в табл. 15.
Таблица 15
мм
|
Предельные отклонения профиля |
||
|
высшей категории качества |
первой категории качества |
|
|
Высота |
±1,0 |
±10 |
|
Ширина: |
|
|
|
до 1000 |
±3,5 |
±3,5 |
|
св. 1000 |
±5,0 |
±5,0 |
|
Длина: |
|
|
|
до 3000 |
±6,0 |
±8,0 |
|
св. 3000 |
±8,0 |
±10,0 |
Размеры, для которых предельные отклонения не установлены, на профилях не контролируют. Шаг, ширину, радиусы кривизны и глубину гофров контролируют при расточке валков.
(Измененная редакция, Изм. № 1).
2.5. Предельные отклонения по толщине профилей должны соответствовать предельным отклонениям по толщине исходной заготовки по ГОСТ 21631-76 и ГОСТ 13726-78. Предельные отклонения не распространяются на отклонения по толщине профиля в местах изгиба.
2.6. Волнистость кромок профилей не должна превышать 5 мм на 1 м длины профиля. В профилях со свободными боковыми кромками более 70 мм допускается волнистость с амплитудой 25 мм.
2.7. Допуск перпендикулярности кромок профилей не должен превышать 5,0 мм на ширину профиля. Для профилей высшей категории качества допуск перпендикулярности кромок не должен превышать 3,0 мм на ширину профиля.
(Измененная редакция, Изм. № 1).
2.8. На торцевых и боковых кромках профилей не допускается местное смятие глубиной более 3 мм.
2.9. По согласованию с изготовителем профили могут поставляться с защитными покрытиями в соответствии со СНиП II-28-73.
3. Комплектность
3.1. В комплект поставки должны входить:
профили одного типоразмера и марки алюминиевого сплава;
документ о качестве (сертификат) на отгружаемую продукцию.
4. Правила приемки
4.1. Профили должны приниматься техническим контролем предприятия-изготовителя партиями. Партией следует считать профили одного типоразмера, изготовленные в течение смены из одного вида заготовки, с одной установкой профилирующих валков, одной марки сплава и состояния поставки металла.
4.2. Проверке внешнего вида подлежит каждый профиль.
4.3. Для контроля профилей на соответствие требованиями пп. 2.4 - 2.8 отбирают 5 % профилей от партии, но не менее 3 шт.
4.4. Партию считают принятой, если показатели качества профилей соответствуют требованиям настоящего стандарта.
4.5. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей качества, по нему проводят повторный контроль на удвоенном числе образцов, отобранных от той же партии.
Если при повторной проверке окажется хотя бы один профиль, не удовлетворяющий требованиям настоящего стандарта, то всю партию подвергают поштучной приемке.
4.6. Потребитель имеет право производить контрольную проверку соответствия профилей требованиям настоящего стандарта, соблюдая при этом приведенный порядок отбора профилей и применяя указанные методы контроля.
5. Методы контроля
5.1. Качество поверхности профилей определяют визуально.
5.2. Контроль линейных размеров профилей производят измерительным инструментом: рулеткой по ГОСТ 7502-80, класса 2, металлической линейкой по ГОСТ 427-75, штангенрейсмассом по ГОСТ 164-80 и штангенциркулем по ГОСТ 166-80. Ширину и высоту профилей измеряют на расстоянии 500 мм от торцов профилей или по средней линии.
(Измененная редакция, Изм. № 1).
5.3. Волнистость профилей проверяют с помощью поверочной линейки по ГОСТ 8026-75 и штангенциркуля по ГОСТ 166-80 или штангенглубиномера по ГОСТ 162-80.
5.4. Допуск перпендикулярности и смятие кромок профилей проверяют угольником по ГОСТ 3749-77 и набором щупов по ГОСТ 882-75 или линейкой по ГОСТ 427-75.
5.5. Качество и толщину защитного покрытия контролируют по СНиП III-23-76.
(Измененная редакция, Изм. № 1).
6. Упаковка, маркировка, транспортирование и хранение
6.1. Упаковку, маркировку, транспортирование профилей и оформление документации производят в соответствии с ГОСТ 9.011-79 и требованиями настоящего стандарта.
6.2. Упаковку профилей производят в пакеты. Пакетирование производят по чертежам предприятия-изготовителя, утвержденным в установленном порядке. Упаковка пакетов должна обеспечивать сохранность профилей и защитного покрытия от механических повреждений.
Масса пакета не должна превышать 3000 кг.
Допускается профили типа СА упаковывать в коробки. Масса коробок с профилями не должна превышать 300 кг.
6.3. Маркировку наносят на ярлык, который крепят к пакету или коробке. Маркировка должна содержать:
наименование или товарный знак предприятия-изготовителя;
условное обозначение профиля;
длину и число профилей в пакете или коробке;
массу пакета или коробки;
номер пакета или коробки;
клеймо (штамп) отдела технического контроля предприятия-изготовителя.
6.4. Каждая партия отгружаемой продукции должна сопровождаться документом о качестве (сертификатом), который должен содержать следующие данные:
наименование или товарный знак предприятия-изготовителя;
наименование потребителя;
номер заказа;
условное обозначение профиля;
вид и цвет защитного покрытия;
число и номера пакетов или коробок с указанием массы каждого пакета или коробки;
общую массу профилей в партии с указанием массы профилей немерной длины.
6.5. Документ о качестве и ярлык на профили высшей категории качества должны содержать изображение государственного Знака качества, присвоенного в установленном порядке.
6.6. Условия транспортирования профилей при воздействии климатических факторов должны соответствовать группе Ж1, условия хранения - группе Ж3 по ГОСТ 15150-69.
СОДЕРЖАНИЕ