 | Информационная система | |
ВСЕСОЮЗНЫЙ ОРДЕНА ТРУДОВОГО
КРАСНОГО ЗНАМЕНИ КОМПЛЕКСНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И
КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ВОДОСНАБЖЕНИЯ, КАНАЛИЗАЦИИ,
ГИДРОТЕХНИЧЕСКИХ СООРУЖЕНИЙ И ИНЖЕНЕРНОЙ ГИДРОГЕОЛОГИИ
(ВНИИ ВОДГЕО) ГОССТРОЯ СССР
ПОСОБИЕ
по укладке и монтажу чугунных,
железобетонных и асбестоцементных
трубопроводов водоснабжения и канализации
(к СНиП 3.05.04-85)
Утверждено
приказом ВНИИ ВОДГЕО
от 26.03.86 № 46
![]()
Москва Стройиздат 1989
Рекомендовано к изданию решением секции водоснабжения Научно-технического совета ВНИИ ВОДГЕО Госстроя СССР.
Пособие по укладке и монтажу чугунных, железобетонных и асбестоцементных трубопроводов водоснабжения и канализации (к СНиП 3.05.04-85) ВНИИ ВОДГЕО.-М.: Стройиздат, 1989.
Содержит основные требования стандартов к трубам и уплотнительным материалам, применяемым в системах наружного водоснабжения и канализации. Даны эффективные приемы и методы монтажа трубопроводов с различными типами стыковых соединений. Приведены технологические средства малой механизации, строительно-монтажная оснастка, усовершенствованные приспособления, инструменты и оборудование, а также требования и методы контроля за обеспечением необходимого качества выполнения работ. Изложены приемы устранения дефектов на трубопроводах. Рекомендованы технические средства осуществления учета воды, расходуемой на промывку и дезинфекцию заканчиваемых строительством трубопроводов.
Для инженерно-технических и линейных работников строительно-монтажных, ремонтных и проектно-изыскательских организаций. Табл. 68, ил. 64.
Разработано ВНИИ ВОДГЕО Госстроя СССР (канд. техн. наук В. И. Готовцев, инж. В. К. Андриади) при участии Союзводоканалпроекта Госстроя СССР (инж. П. Г. Васильев), Мосинжпроекта ГлавАПУ Мосгорисполкома (канд. техн. наук А. В. Сиванбаев) и ПТБ Водстройиндустрия при УкрНИИГиМ (инженеры А. Н. Радченко, Н. Ф. Хоменко).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящее Пособие разработано в дополнение к главе СНиП 3.05.04-85 «Наружные сети и сооружения» и распространяется на производство работ по монтажу напорных трубопроводов, прокладываемых из железобетонных раструбных виброгидропрессованных, центрифугированных труб и труб со стальным сердечником, чугунных раструбных труб с различными типами стыковых соединений и асбестоцементных труб с различными типами муфтовых соединений.
1.2. Указанные виды труб допускается применять для прокладки трубопроводов, транспортирующих жидкости, неагрессивные по отношению к материалу труб и уплотняющим материалам.
1.3. В настоящем Пособии не рассматриваются специальные вопросы, связанные с устройством искусственных оснований под трубопроводы при наличии слабых грунтов основания, проведением дополнительных мероприятий при строительстве трубопроводов на просадочных грунтах, в условиях вечномерзлых грунтов, в районах, подверженных землетрясениям, на подрабатываемых территориях, а также при прокладке трубопроводов в зоне сезонного промерзания грунтов.
1.4. Прокладку напорных трубопроводов следует осуществлять в соответствии с проектом с использованием машин и средств механизации, применением комплектных узлов фасонных частей и сборных конструкций, руководствуясь типовыми технологическими картами и требованиями соответствующих нормативных документов, утвержденных Госстроем СССР.
1.5. При монтаже трубопроводов следует выполнять правила по технике безопасности в строительстве согласно требованиям СНиП III-4-80 и указаниям настоящего Пособия.
1.6. Работы по монтажу трубопроводов должны выполняться квалифицированным персоналом, прошедшим специальную подготовку, проверку знаний по технике безопасности и получившим соответствующую аттестацию в соответствии с положениями Единого тарифно-квалификационного справочника (ЕТКС).
1.7. Перед монтажом трубопровода согласно требованиям СНиП 3.01.01-85 (п. 7.4) следует убедиться, что поставленные трубы, соединительные детали, уплотнительные материалы и арматура соответствуют требованиям проекта и стандартов, а при необходимости проверить размеры и состояние поверхностей раструбных и втулочных концов труб, а также уточнить предусмотренные проектом места установки арматуры и расположения ответвлений от трубопровода.
Проверку размеров наружного диаметра втулочных концов труб и внутреннего диаметра калиброванной части раструбов следует осуществлять штангенциркулем (рис. 1) не менее чем по двум взаимно перпендикулярным сечениям.

Рис. 1. Измерительные приспособления с использованием штангенциркулей:
а - скоба для контроля наружных диаметров труб; б - нутромер; 1 - штангенциркуль; 2 - металлическая скоба; 3 - удлинитель
Рис. 2. Установка УГИТ-0,5М для гидравлического испытания асбестоцементных труб и трубопроводов:
1 - рама; 2 - погрузчик; 3 - механизм опускания трубы в траншею; 4 - универсальный захват; 5 - привод масляных и водяных насосов; 6 - мерный бак; 7 - основной бак с необходимым запасом воды; 8 - механизм зажима трубы с передней заглушкой; 9, 10 - механизм выталкивания трубы из задней заглушки 11
1.8. Если в процессе осмотра труб и муфт установлены несоответствия их ГОСТу по прочности, разрушения труб и муфт или потери ими герметичности при предварительном испытании первого участка смонтированного трубопровода, рекомендуется трубы и муфты перед их дальнейшей развозкой на трассу и укладкой подвергать выборочно предварительному испытанию на стенде испытательным давлением.
1.9. По результатам осмотра, проверки размеров и испытания на все дефектные трубы, муфты и резиновые уплотнители должна быть предъявлена рекламация заводу-поставщику.
1.10. Для испытания асбестоцементных напорных труб диаметром 150-500 мм рекомендуется установка УГИТ-0,5М, используемая в организациях Главнечерноземводстроя Минводхоза СССР и предназначенная для гидравлического испытания труб на бровке траншеи, последующего опускания их на дно траншеи для монтажа и гидравлического (предварительного и приемочного) испытания смонтированных участков трубопровода.
Конструкция установки УГИТ-0,5М (рис. 2) при движении вдоль траншеи агрегатируется с гидрофицированными тракторами класса 5 и 6 (Т-100; Т-130; К-700; К-701 и др.). При испытании труб диаметром 150-250 мм длиной 4 м установка может агрегатироваться с тракторами класса 3 и 4.
Техническая характеристика установки приведена ниже.
Техническая характеристика установки для гидравлического испытания асбестоцементных труб и трубопроводов УГИТ-0,5М (ТУ 33-123-84 Минводхоза РСФСР)
Условный проход испытываемых труб, мм 150, 200, 250, 300, 360,400, 500
Длина испытываемых труб, мм 3950, 5000, 5950
Испытательное давление, МПа 0,9-1,8
Максимальная глубина укладки труб в траншею, м 2
Максимальная длина испытываемого участка трубопровода, м 1000
Испытательное давление для трубопроводов Ри по СНиП 3.05.04-85
Заполнение трубопровода водой из постороннего источника
Емкость основного бака, м3 1,5
» мерного бака, м3 0,15
Энергопитание установки от гидросистемы тягача или любой другой гидросистемы с расходом воды от 70 до 150 л/мин при давлении в гидросистеме не менее 10 МПа
Грузоподъемность погрузчика, Н (тс) 7845(0,8)
Максимальный вылет стрелы погрузчика, м 3,8
Угол поворота стрелы погрузчика, град 200
Ширина колеи, м 1,66
Дорожный просвет, м 0,25
Транспортные габариты, м:
длина 7,05
ширина 2,4
высота 2,65
Эксплуатационная масса при работе с трубами длиной 5950 мм, кг 5940
Масса полная (без воды), кг 5100
Разработчик конструкторское технологическое бюро ПО «Нечерноземэкскаватор»; 160600, г. Вологда, Белозерское шоссе, 3
Изготовитель (серийное производство) Кораблинский ремонтно-механический завод Главнечерноземводстроя
1.11. Сведения о других стендах для испытания асбестоцементных и других труб, используемых в организациях Минводхоза СССР, приведены в прил. 1 [2, 3, 6, 7, 8, 9].
1.12. Промывку и дезинфекцию законченных строительством трубопроводов следует производить в соответствии с проектом организации строительства, в котором должны быть разработаны и учтены сметой на строительство меры по охране окружающей среды (СНиП 3.01.01-85, п. 10.4; 10.8) и места подключения к действующим водопроводным сетям питьевой воды (СНиП 3.01.01-85, п. 2б прил. 2), согласованные с органами санитарного надзора и организации, эксплуатирующей водопроводные сети. При этом в проекте должны быть указаны: допускаемое снижение давления в сети на время промывки; способы промывки по водосберегающей технологии (СНиП 3.05.04-85, прил. 5); необходимое оборудование и механизмы, изготовление и монтаж временной диафрагмы для учета расхода питьевой воды, потребляемой на дезинфекцию и промывку трубопровода; места выпуска хлорной и промывной воды и меры по дехлорированию и разбавлению хлорной воды, а также мероприятия по защите от размыва склонов, монтажу временного трубопровода для отведения промывной воды и перекачивающих насосов и пр.
1.13. Нормативное количество промывной воды определяется по СНиП IV-2-82. Сборник элементных сметных норм на строительные конструкции и работы, т. 3 в количестве в среднем не более 12-кратного водообмена объема промываемого трубопровода.
1.14. Промывку трубопроводов, предназначенных для технической воды, допускается производить водой непитьевого качества в расчете на удаление только механических загрязнений и взвесей, если проектом не предусмотрены требования к проведению более тщательной промывки.
1.15. В проекте производства работ должны быть уточнены технические решения, предусмотренные в проекте организации строительства, а также указаны: общая схема трубопровода (план, профиль, деталировка) с расположением арматуры для отбора проб воды, выпуска воздуха, подачи и сброса воды; порядок прочистки, дезинфекции и промывки трубопровода, организация связи по трассе на период производства работ, места расстановки дежурных обходчиков, указания по технике безопасности. При промывке с применением сжатого воздуха следует указывать требуемые объемы воздуха и воды, время заполнения трубопровода, места введения воздуха, расположения и перебазировки передвижных компрессорных станций. При прочистке трубопроводов необходимо указывать места введения и извлечения поршня и порядок проведения такой прочистки. При разработке проекта производства работ рекомендуется использовать опыт треста «Росводоканалналадка» Минжилкомхоза РСФСР по хлорированию, промывке и приемке в эксплуатацию водопроводных сетей, а также опыт организации Миннефтегазстроя СССР по применению очистных устройств на трубопроводах и Минэнерго СССР по гидропневматической промывке теплосетей [40, 41, 42, 43].
1.16. Практические рекомендации по организации и осуществлению учета воды на промывку и дезинфекцию трубопроводов изложены в прил. 6 к настоящему Пособию.
2. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ ТРУБ, МУФТ И УПЛОТНИТЕЛЬНЫХ МАТЕРИАЛОВ
2.1. Чугунные, железобетонные и асбестоцементные трубы и муфты, а также уплотнители для стыковых соединений можно перевозить разными видами транспорта - железнодорожным, автомобильным, водным и другим. При этом асбестоцементные трубы рекомендуется перевозить, как правило, в контейнерах и комплектно с муфтами.
2.2. Втулки и фланцы для чугунных муфт к асбестоцементным трубам допускается перевозить без упаковки в ящики, но в укомплектованном виде, например, связкой двух фланцев и одной втулки проволокой или стянутыми стальными болтами. Одновременно с муфтами отправляется необходимое количество болтов, упакованных в ящики.
2.3. Муфты на складах следует хранить в тех же условиях, в каких хранятся трубы. При хранении муфт в штабелях их укладывают вертикальными стопами высотой до 1,5 м партиями по маркам и диаметрам.
Таблица 1
Технические характеристики рекомендуемых клещевых захватов [1, 10, 11, 12, 13, 15, 16]
|
КЗ-531 |
КЗ-721 |
КЗ-271 |
КЗ-351 |
КЗ-821 |
|
|
Диаметр трубы, мм |
530 |
720 |
273 |
355 |
820 |
|
Грузоподъемность (максимальная), т |
4 |
7 |
3 |
4 |
8,5 |
|
Способ захвата и освобождения трубы |
Автоматический |
Полуавтоматический |
|||
|
Масса, кг |
180 |
400 |
- |
- |
485 |
Примечание. Рабочую поверхность клещевых захватов следует обрезинить.
2.4. Резиновые уплотнительные кольца и манжеты перевозят в мешках или ящиках, сложенными пачками или связками.
2.5. При приемке труб необходимо следить за соответствием резиновых уплотнителей поставленным трубам.
2.6. Погрузку труб и муфт на транспортные средства, а также разгрузку их производят при помощи механизмов (крана, талей, автопогрузчика, лебедок и др.) соответствующей грузоподъемности, оснащенных грузозахватными приспособлениями, удовлетворяющими требованиям Госгортехнадзора СССР и исключающими повреждение труб.
2.7. В качестве таких грузозахватных приспособлений можно использовать клещевые захваты (табл. 1), универсальные кольцевые стропы (табл. 2) и мягкие полотенца (табл. 3).
Таблица 2
Характеристика универсального кольцевого стропа [13, 14] диаметром трубы 250-600 мм
|
Грузоподъемность, т |
Длина, м |
Разработчик (архивный № чертежа) |
|
|
Универсальный |
До 3,2 |
4 |
Мосоргстрой (№ 4996 М) |
|
» |
» 4 |
5 |
ЦНИИОМТП (№ 015-2.000) |
|
Одноветвевой |
» 10 |
6 |
Мосоргпромстрой (№ 405) |
|
Двухветвевой |
» 4 |
2,5 |
ЦНИИОМТП (№ 024-2.000) |
|
» |
» 10 |
3 |
Мосоргстрой (№ 4978) |

Рис. 3. Конструкция полуавтоматического клещевого захвата:
1 - корпус; 2 - крюк; 3 - рычаг; 4 - звено; 5 - кольцо; 6 - ручка; 7 - штырь; 8 - ось
Таблица 3
Мягкие полотенца для подъема, перемещения и укладки труб [11, 12, 15, 16]
|
Грузоподъемность, т |
Диаметр трубопровода, мм |
Число лент |
Масса ленты, кг |
Завод-изготовитель |
|
|
ПМ 321 |
8 |
89-325 |
1 |
20,7 |
СКБ «Газстроймашина» |
|
ПМ 523 |
16 |
377-530 |
1 |
38 |
То же |
|
ПМ 823 |
25 |
630-820 |
1 |
45 |
» |
|
ПМ 1021 |
35 |
1020 |
1 |
80 |
» |
|
ПМ 1223 |
40 |
1020-1220 |
1 |
68 |
» |
|
ПМ 322 |
8 |
250-350 |
1 |
15 |
- |
|
ПМ 524 |
16 |
350-600 |
1 |
57 |
- |
Мягкие полотенца изготовлены из высокопрочной капроновой ткани и пропитаны влагонепроницаемым термоэластопластом. Ленты полотенец ПМ 1021 и ПМ 1426 обрезинены. Полотенца предназначены для стальных труб и обеспечивают сохранность их изоляционного покрытия при укладочных работах. Они могут быть применены для перемещения труб из других материалов в пределах указанных в табл. 4 грузоподъемностей и диаметра трубопровода.
Конструкция полуавтоматического клещевого захвата приведена на рис. 3 [2].
Рис. 4. Траверса ГТА-0510 для труб ТНСП:
1 - серьга; 2 - поперечная балка; 3 - рамы с захватными устройствами
2.8. Для автоматического группового захвата, подъема и перемещения железобетонных раструбных труб со стальным сердечником ТНСП длиной 10 м диаметром 400 мм в организациях Минводхоза СССР применяют траверсу ГТА-0510 (рис. 4). Ее техническая характеристика приведена ниже.
Техническая характеристика траверсы ГТА-0510 дли автоматического группового захвата, подъема и перемещения железобетонных труб со стальным сердечником длиной 10м [17]
Грузоподъемность, кг 5000
Количество одновременно захватываемых труб, шт. 3
Длина захватываемых труб, мм 10095
Габариты, мм:
длина 5460
ширина 1960
высота 1250
Масса собственная, кг 785
Обслуживающий персонал, чел. 1
Примечание. Разработчик траверсы - ПТБ «Водстройиндустрия». Адрес: 252627, Киев, ГСП, ул. Васильковская, 37.
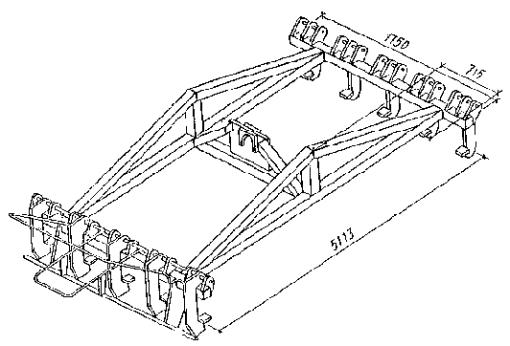
Рис. 5. Траверса ГРТ-0305 для ТНСП-25-40
Траверса состоит из продольной балки, на концах которой укреплены поперечные балки 2 и рамы с захватными устройствами 3 на шарнирах. Шарнирно прикрепленная к раме серьга 1 при подъеме через храповой механизм приводит во вращение вал, который посредством цепной передачи вращает симметричный четырехпозиционный кулачок, управляющий положением захватов. Привод захватов автоматизирован.
2.9. При погрузочно-разгрузочных работах на трубах со стальным сердечником не допускается: применение тросов или цепей с выступами или узлами; переноска труб, закрепленных тросом в одной плоскости, пропущенным через трубу, или с помощью крючков, цепляемых за концы трубы; разгрузка труб свободным падением и перемещение по земле волоком.
На рис. 5 показана траверса ГРТ 0305 для группового захвата, подъема и перемещения железобетонных труб со стальным сердечником РТНС шарнирно-поворотными захватами со страховочным устройством, предотвращающим самопроизвольный выход захватов из поднимаемой трубы [18]. Техническая характеристика траверсы приведена в табл. 4.
2.10. Для погрузочно-разгрузочных работ, межоперационной транспортировки и монтажа железобетонных виброгидропрессованных, чугунных и асбестоцементных труб институтом «Укроргводстрой» Минводхоза УССР (252035, Киев, ул., Урицкого, 45) разработаны и применяются в строительстве универсальные траверсы типа УТ 30, УТ 80 и УТ 120 (см. рис. 22, табл. 5).
Таблицa 4
Техническая характеристика траверсы ГРТ 0305 для группового захвата, подъема и перемещения железобетонных труб типа PTНC длиной 5м [18]
|
Марки нагружаемых труб |
|||
|
РТНС-25 |
РТНС-30 |
РТНС-40 |
|
|
Условное обозначение траверсы при заказе |
ГРТ 0305 |
ГРТ 0305 |
ГРТ 0305-ОГ |
|
Грузоподъемность, кг |
3000 |
3000 |
3000 |
|
Количество одновременно захватываемых труб, шт. |
5 |
5 |
4 |
|
Длина захватываемых труб, мм |
5095 |
5095 |
5095 |
|
Габариты, мм: |
|
|
|
|
длина |
5570 |
5570 |
5570 |
|
ширина |
1750 |
1750 |
1670 |
|
высота |
715 |
715 |
715 |
|
Масса собственная, кг » с трубами, кг |
236 2386 |
236 2886 |
225 3145 |
|
Количество обслуживаемого персонала |
1 |
1 |
1 |
При погрузочно-разгрузочных работах с железобетонными и чугунными трубами нижнюю часть траверсы вводят внутрь трубы и поднимают ее за верхнюю часть в уравновешенном состоянии грузоподъемным механизмом посредством грузового стропа, пропущенного через блок, установленный в центре тяжести системы «траверса-труба». Погрузочно-разгрузочные работы с асбестоцементными трубами осуществляют аналогично, снимая блок и вводя в кольцо грузовой строп.
Таблица 5
Техническая характеристика универсальных траверс типа УТ (ТУ 33 УССР 112-84)
|
При использовании |
|||
|
чугунных и асбестоцементных труб |
железобетонных виброгидропрессованных труб |
||
|
УТ 30 |
УТ 80 |
УТ 120 |
|
|
Грузоподъемность, т |
1 |
3 |
5 |
|
Диаметр поднимаемых транспортируемых труб, мм |
300-500 |
500-800 |
1000-1200 |
|
Длина труб, м |
5 |
5 |
5 |
|
Габариты, мм: |
|
|
|
|
длина |
3200 |
3300 |
3500 |
|
ширина |
100 |
170 |
200 |
|
высота |
480 |
800 |
1200 |
|
Масса, кг |
150 |
280 |
370 |
Изготовитель траверсы - Запорожский ОЭМЗ Укрводремтреста.
2.11. Кольца и манжеты следует хранить в закрытых помещениях с температурой от 0 до 25 °С. При хранении они должны находиться на расстоянии не менее 1 м от отопительных приборов и быть защищены от загрязнений смазочными материалами, маслами, керосином, бензином, кислотами, щелочами и от воздействия газов, оказывающих вредное влияние на резину.
При температуре ниже 0 °С резиновые уплотнители надлежит содержать в теплом помещении (вагончике).
2.12. На трассе кольца и манжеты следует хранить в ящиках или закрытых ларях, защищающих их от солнечных лучей и загрязнений. Кратковременно уплотнители допускается хранить при температуре до минус 10 °С.
2.13. Стальные переходные элементы (вставки) для напорных железобетонных труб следует хранить на приобъектном складе в закрытом помещении.
2.14. При погрузке, разгрузке и перевозке труб и муфт не следует допускать удары труб друг о друга и о другие твердые предметы. Сбрасывание труб и муфт с машин и платформ или свободное скатывание по покатам запрещается.
2.15. Трубы при перевозке следует укладывать горизонтальными рядами для предохранения их от раскатывания, укладывая под каждый ряд труб деревянные подкладки или лежни с вырубленными седловинами или прибитыми клиньями.
2.16. На складе трубы и муфты следует хранить в штабелях рассортированными по диаметрам, длине, классам (типам) прочности и уложенными рядами. Высоту деревянных подкладок или лежней необходимо принимать такой, чтобы был обеспечен доступ к трубам с торцов для внешнего осмотра и контрольного промера.
Таблица 6
Допускаемое число рядов железобетонных труб по ГОСТ 12586.0-83 и ГОСТ 16953-78 при складировании
|
Число рядов труб по высоте |
Диаметр условного прохода труб Dу , мм |
Число рядов труб по высоте |
|
|
От 500 до 1000 включительно |
4 |
1200 |
3 |
|
1400 и 1600 |
2 |
2.17. Максимальное число рядов труб при складировании напорных железобетонных виброгидропрессованных и центрифугированных труб следует назначать в соответствии с табл. 6, а железобетонных труб со стальным сердечником - в соответствии с табл. 7.
таблица 7
Максимальное число рядов труб ТНСП при складировании
|
Диаметр условного проходя, Dу, мм |
Число рядов труб при числе опор |
|||
|
2 |
4 |
6 |
||
|
5 |
250 |
8 |
- |
- |
|
» |
300 |
7 |
- |
- |
|
» |
400 |
5 |
- |
- |
|
» |
500 |
4 |
- |
- |
|
10 |
250 |
- |
4 |
5 |
|
» |
300 |
2 |
3 |
- |
|
» |
400 |
2 |
2 |
- |
|
» |
500 |
1 |
2 |
- |
2.18. Высота штабелей, складируемых для хранения чугунных труб, не должна превышать 3 м. В каждом штабеле следует устанавливать боковые опоры, предотвращающие самопроизвольное раскатывание труб.
2.19. Для транспортирования железобетонных труб со стальным сердечником на автомашинах от складов строительных организаций до объектов строительства трубопроводов рекомендуется применять строп-контейнер (рис. 6), загружаемый в специальном стенде [19]. Грузоподъемность такого строп-контейнера 3,8 т для семи труб диаметром 300 мм с двумя стропами и цанговым самозатягивающимся замком. Несущая лента - из капроновой ткани СТСЗ-1, шириной 200 мм, толщиной 5 мм. Масса одного комплекта - 97 кг. Конструкция строп-контейнера и стенда для пакетирования труб со стальным сердечником разработана ПТБ «Водстройиндустрия» при УкрНИИГиМе (Адрес: 252627, Киев-627, ГСП, ул. Васильковская, 37).
2.20. Для транспортирования железобетонных труб со стальным сердечником диаметром 250, 300 и 400 мм, длиной 5 м, а также асбестоцементных труб диаметром 300-450 мм, длиной 3-5 м, суммарной массой до 7500 кг ПТБ «Водстройиндустрия» разработан трубовоз АТ 0805 (табл. 8). В трубовозе применены легкосъемные сменные подкладки, обеспечивающие быструю переналадку под трубы другого типоразмера; и гибкие прокладки, исключающие взаимное соприкосновение труб. Внедряется он на предприятиях стройиндустрии Главнечерноземводстроя [20].
Рис. 6. Расположение полотенец строп-контейнера (а) и схема укладки труб в двух строп-контейнерах в кузов автомобиля (б):
1 - полотенце; 2 - замок; 3 - пластина с фиксатором; 4 - прокладка
Рис. 7. Автопоезд ПЛТ 1810 и ПЛТ 1310
а - общий вид; б - схема загрузки трубами автопоезда ПЛТ 1810; в – схема загрузки трубами автопоезда ПЛТ 1310
Таблица 8
Техническая характеристика трубовоза АТ 0805 [20]
|
Условное обозначение трубовоза при заказе |
|||||
|
АТ 0805 |
АТ 0805-01 |
АТ 0805-02 |
АТ 0805-03 |
АТ 0805-04 |
|
|
Высота оснастки с трубами, мм |
1680 |
1680 |
1680 |
1680 |
2070 |
|
Внутренний размер оснастки по длине, мм |
4240 |
4240 |
4240 |
4240 |
4240 |
|
Количество загружаемых труб |
18 |
23 |
14 |
11 |
14 |
|
Габариты, мм: |
|
|
|
|
|
|
длина |
4370 |
4370 |
4370 |
4370 |
4370 |
|
ширина |
2230 |
2230 |
2230 |
2230 |
2230 |
|
высота |
1680 |
1680 |
1680 |
1680 |
1680 |
Изготовитель оснастки - Брянский завод металлоконструкций и технологической оснастки (241903, г. Брянск, рабочий поселок Большое Полпино).
Таблица 9
Техническая характеристика автопоездов ПЛТ 1810 и ПЛТ 1310 для труб со стальным сердечником [21]
|
Марка автопоезда |
||||||
|
ПЛТ 1810 |
ПЛТ 1310 |
|||||
|
Диаметр перевозимых труб, мм |
||||||
|
300 |
400 |
500 |
300 |
400 |
500 |
|
|
Условное обозначение автопоезда при заказе |
ПЛТ 1810 |
ПЛТ 1810-01 |
ПЛТ 1810-02 |
ПЛТ 1310 |
ПЛТ 1310-01 |
ПЛТ 1310-02 |
|
Рекомендуемые транспортные средства |
МАЗ-5048 и МАЗ-5205А |
КамАЗ-5410 и ОдАЗ-9370 |
||||
|
Грузоподъемность, кг |
18000 |
18000 |
18000 |
13000 |
13000 |
13000 |
|
Количество загружаемых труб |
18 |
12 |
9 |
13 |
8 |
4 |
|
Внутренние размеры оснастки, мм: |
|
|
|
|
|
|
|
ширина |
2250 |
2250 |
2250 |
2250 |
2250 |
2250 |
|
высота |
1790 |
1790 |
1790 |
1080 |
1080 |
1080 |
|
Габариты, мм |
13920 ´ 2500 ´ 3400 |
13955 ´ 2500 ´ 2720 |
||||
|
Масса оснастки, кг |
2005 |
1985 |
1975 |
1358 |
1365 |
1349 |
|
Масса загружаемых труб, кг |
19080 |
17400 |
17100 |
13780 |
11600 |
11400 |


Рис. 8. Автопоезд-самопогрузчик УПЛС 1308:
а - общий вид; б - вид в транспортном и рабочем положениях
2.21. Для транспортирования железобетонных труб со стальным сердечником длиной 10 м ПТБ «Водстройиндустрия» разработаны автопоезда ПЛТ 1810 и ПЛТ 1310 (рис. 7, табл. 9), состоящие из серийно выпускаемых тягача и полуприцепа, на которых смонтированы опорные стойки, снабженные грузоопорными балками, комплектом подкладок и гибких прокладок. Они внедряются на предприятиях стройиндустрии Главнечерноземводстроя. Разработчик - ПТБ «Водстройиндустрия».
2.22. Для выполнения погрузочно-разгрузочных и транспортных работ при строительстве трубопроводов из асбестоцементных, железобетонных (включая трубы со стальным сердечником) и чугунных напорных труб длиной до 8 м ПТБ «Водстройиндустрия» разработан автопоезд-самопогрузчик УПЛС 1308 (рис. 8), состоящий из седельного тягача и двухосного полуприцепа, на котором установлено грузоподъемное устройство. Седельный тягач дооборудован серийной коробкой отбора мощности от автомобиля КамАЗ-5510, на котором установлен шестеренчатый насос НШ-32-2 с управлением из кабины водителя.
Техническая характеристика автопоезда-самопогрузчика представлена ниже.
Техническая характеристика автопоезда-самопогрузчика УПЛС 1308 [22]
Базовый автомобиль, марка КамАЗ-5410
» полуприцеп, » 9370-030
Полезная грузоподъемность, кг 12000
Грузоподъемность погрузочного устройства, кг 3000
Распределение полной массы полуприцепа, кг:
на седельное устройство 8100
на заднюю тележку 11000
Внутренние размеры кузова, мм:
длина 8300
ширина 2320
Погрузочная высота, мм 1470
Угол поворота стрелы, град 98
Среднее время рабочего цикла погрузки-разгрузки, мин 1
Максимальная скорость подъема груза, м/мин 24,6
Ход грузового крюка, мм 3600
Максимальное удаление оси крюка от борта автомобиля, мм 2000
Собственная масса погрузочного устройства, кг 2200
» » автопоезда, кг 11700
Полная масса автопоезда, кг 25900
3. ТРЕБОВАНИЯ К ПРОИЗВОДСТВУ ЗЕМЛЯНЫХ РАБОТ И ПОДГОТОВКЕ ОСНОВАНИЯ ПОД ТРУБЫ
3.1. Работы по разработке, засыпке и приемке траншей и котлованов при строительстве трубопроводов следует производить в соответствии с требованиями СНиП 3.02.01-87, СНиП 3.05.04-85 и рекомендациями настоящего раздела Пособия.
3.2. Подготовку профилированного основания («выкружки») под трубопровод в дне траншеи в соответствии с проектом следует выполнять специальным оборудованием.
На рис. 9 показано нестандартизированное сменное навесное оборудование для профилирования основания, присоединяемое к корпусу роторного экскаватора ЭР-7АМ, ЭТР-201А [23, 24].
Профилированное основание выполняют следующим образом: роторным экскаватором отрывают на заданную глубину начальный участок траншеи длиной на одну трубу, после чего включают в работу навесной механизм, плуг которого устанавливают в исходное положение на заданную глубину «выкружки» под трубы. Затем экскаватор продолжает отрывать траншею, передвигаясь вдоль нее, и одновременно тянет за собой плуг, формирующий ложе под трубу с заданным углом опирания ее на грунт.
Движение механизма с плугом осуществляется за счет передачи крутящего момента от опорных колес ротора на вал с профильной планшайбой.
Плуг, пройдя расстояние, равное длине трубы, при помощи кулачкового прилива планшайбы заглубляется на дополнительную глубину и отрывает очередной приямок заданного размера.
Расстояние между приямками устанавливается в зависимости от длины укладываемых труб и обеспечивается автоматически, путем соответствующего подбора передаточного отношения звездочек приводного устройства.
3.3. Для планировки дна траншеи и разработки ложа и приямков под укладку железобетонных труб со стальным сердечником диаметром 500 и 600 мм ПТБ «Водстройиндустрия» разработано навесное оборудование (рис. 10), включающее отвал бульдозера для планировки дна траншеи, смонтированный впереди трактора, и навешенные на общей раме сзади трактора гидроцилиндр, землеройный фрезерный рабочий орган для разработки ложа и приямков с выдвижной балкой для стыковки труб [2, 6].
Для нарезки ложа трактор передвигают к месту укладки первой трубы, заглубляют вращающуюся фрезу на глубину ложа и, передвигая трактор на первой передаче, нарезают ложе на длину предполагаемой укладки трубопровода в смену. После нарезки ложа и обозначения мест расположения приямков трактор, поочередно возвращая, вводят к обозначенным местам, опускают фрезу на глубину приямков и отрывают их. Грунт, разрабатываемый фрезой, отбрасывают к стенкам траншеи и в последующем используют для подбивки грунта в пазухах трубопровода.
Рис. 9. Навесное сменное оборудование для устройства профилированного грунтового основания под трубы:
1 - силовая рама; 2 - вал с профильной шайбой; 3 - комбинированный рычаг; 4 - двухотвальный плуг, задающий профиль основания; 5 - устройство для натяжения цепей; 6 - приводное устройство
Рис. 10. Навесное сменное оборудование к трактору Т-54 В-С2 для планировки дна траншеи, разработки профилированного грунтового основания под трубопроводы и стыковки труб ТНСП диаметром 500-1000 мм:
1 - отвал; 2 - фрезерный копатель; 3 - монтажная балка
3.4. Для профилирования грунтового основания под трубопроводы различного назначения рекомендуется также оборудование МВ-1 и МВ-6 [8, 25], созданное организациями Минстройдормаша (НПО «ВНИИземмаш», ЦКБ «Мелиормаш», Брянский завод ирригационных машин) и Минводхоза СССР (УкрНИИГиМ, Союзводпроект и др.).
Оборудование МВ-1 предназначено для профилирования грунтового основания и рытья приямков при строительстве трубопроводов из труб диаметром 200-500 мм, а оборудование МВ-6 - для расширения дна отрытой траншеи до глубины 1,85 м и создания профилированного основания под трубы диаметром 500-1200 мм. Оборудование МВ-1 комплектуется с роторным экскаватором ЭТР-204, а оборудование МВ-6 - с экскаватором ЭТР-206А.
3.5. В зависимости от конструкции стыковых соединений, диаметра труб и типа уплотнителя размеры приямков следует принимать в соответствии с данными табл. 10.
3.6. В случаях перебора грунта перед укладкой труб в траншею необходимо произвести подсыпку ее дна до проектной отметки грунтом однородным с основанием траншеи, или песчаным грунтом, утрамбованным до плотности, указанной в проекте, применяя грунтоуплотняющие машины и механизмы, перечисленные в прил. 2 и 3.
3.7. Способ обратной засыпки траншей с уплотнением грунта, а также типы применяемых механизмов устанавливаются проектом организации строительства и уточняются проектом производства работ, составленными с учетом требований действующих нормативных документов и настоящего раздела. При выборе механизмов исходят из необходимой степени уплотнения грунта, заданных объемов и сроков работ с минимальными затратами. При этом для обеспечения качественной засыпки следует использовать местные грунты в период их оптимальной влажности. Переувлажненные грунты уплотнению не поддаются, поэтому перед уплотнением их следует подсушивать до оптимальной влажности. Разрыхленный грунт слоем толщиной 30-40 см подсушивается в жаркую погоду за 2-3 дня. Чтобы довести до проектной плотности грунт с влажностью менее оптимальной, его уплотняют увеличенным числом проходов (ударов) по одному следу или используя тяжелые грунтоуплотняющие средства [28].
В целях получения оптимальной влажности грунт в процессе его укладки поливают машинами или с помощью разбрызгивателей. При этом грунт следует отсыпать слоями одинаковой толщины, каждый отсыпанный слой грунта уплотняют одинаковым числом проходов (ударов) по одному следу.
3.8. При засыпке трубопроводов следует принимать меры по предотвращению повреждений труб.
3.9. До предварительного испытания трубопровод следует присыпать местным грунтом на половину его диаметра, тщательно уплотнить и подбить пазухи, оставляя стыки открытыми (не присыпанными), а затем после проведения предварительного испытания следует присыпать трубы этим же грунтом с уплотнением на 0,2 выше их верха (первый этап засыпки). Чтобы исключить смещение трубопровода при испытании, допускается дополнительная присыпка - на конус средней части каждой трубы.
Таблица 10
Размеры приямков
|
Стыковое соединение |
Уплотнитель |
Условный проход трубопровода, мм |
Размеры приямков, м |
|||
|
длина |
ширина |
глубина |
||||
|
Чугунные напорные |
Раструбное |
Пеньковая просмоленная прядь |
До 300 включительно |
0,5 |
Dн+0,5 |
0,3 |
|
Более 300 |
1 |
Dн+0,7 |
0,4 |
|||
|
Резиновая манжета |
До 300 включительно |
0,5 |
Dн+0,2 |
0,1 |
||
|
Герметик |
До 300 включительно |
0,5 |
Dн+0,5 |
0,2 |
||
|
Более 300 |
1 |
Dн+0,7 |
0,3 |
|||
|
Железобетонные напорные |
» |
Резиновое кольцо круглого сечения |
До 600 включительно |
0,5 |
Dн +0,5 |
0,2 |
|
|
|
Более 600 |
1 |
Dн+0,5 |
0,3 |
|
|
Асбестоцементные напорные |
Муфтовое: муфта САМ |
Резиновое кольцо фигурного сечения |
До 300 включительно |
0,5 |
Dн +0,2 |
0,2 |
|
Более 300 |
0,7 |
Dн +0,5 |
0,2 |
|||
|
чугунная фланцевая муфта |
Резиновые кольца круглого сечения и типа ТЧМ |
До 300 включительно |
0,7 |
Dн+0,5 |
0,3 |
|
|
Более 300 |
0,9 |
Dн+0,7 |
0,3 |
|||
Примечание. Dн - наружный диаметр раструба.
3.10. Уплотнение пазух на первом этапе засыпки следует производить слоями 0,2 м, но не более 0,3 м от стенки траншеи в сторону трубы. Уплотнение прилегающего к трубе грунта на асбестоцементных трубопроводах рекомендуется производить легкими ручными деревянными трамбовками, а на железобетонных и чугунных трубопроводах - электротрамбовками марок ИЭ-4501 и ИЭ-403, а также самопередвигающимися виброударными трамбовками ВУТ-4 и ВУТ-5, вибротрамбовками СВТ-3МП, самопередвигающимися плитами ГДР марки SVP-12.5. Степень необходимого уплотнения должна быть указана в проекте.
3.11. После выполнения первого этапа засыпки производят окончательную засыпку трубопровода и траншеи, используя любой грунт, не содержащий комьев и твердых включений размером более 200 мм. Уплотнение грунта следует производить слоями не более 0,5 м до коэффициента уплотнения К, указанного в проекте (второй этап засыпки).
3.12. Рекомендуемые значения толщин отсыпаемого и уплотненного слоев грунта в зависимости от требуемого коэффициента уплотнения К приведены в табл. 11.
Значения толщин уплотненного и отсыпаемого слоев грунта при различных коэффициентах уплотнения, СН 536-81, табл. 3
|
Вид грунта |
Толщина уплотненного слоя, см |
Толщина отсыпаемого слоя, см, при коэффициенте уплотнения К |
|||
|
0,98-0,97 |
0,96-0,95 |
0,94-0,93 |
0,92-0,91 |
||
|
Песчаный |
40 |
60 |
55 |
50 |
45 |
|
60 |
80 |
75 |
70 |
65 |
|
|
Супесь |
40 |
60 |
55 |
50 |
45 |
|
60 |
85 |
80 |
75 |
70 |
|
|
Суглинок (лёссовидный) |
40 |
65 |
60 |
55 |
50 |
|
60 |
100 |
95 |
90 |
85 |
|
|
Суглинок |
40 |
60 |
55 |
50 |
45 |
|
60 |
80 |
75 |
70 |
65 |
|
|
Глинистый |
40 |
60 |
55 |
50 |
45 |
|
60 |
85 |
80 |
75 |
70 |
|
Характеристики и режимы работы машин и механизмов при уплотнении грунтов оптимальной влажности по числу проходов, СН 536-81, табл. 4
|
Тип и марка уплотняемых машин и механизмов |
Вид уплотняемого грунта |
Толщина уплотненного слоя грунта, см |
Число проходов (ударов) для достижения коэффициента уплотнения К |
|||
|
0,98-0,97 |
0,96-0,95 |
0,94-0,93 |
0,92-0,91 |
|||
|
Виброплиты самопередвигающиеся: |
|
|
|
|
|
|
|
SVP-12,5 |
Песчаный |
20 |
4 |
3 |
2 |
1 |
|
SVP-25 |
» |
30 |
4 |
3 |
2 |
1 |
|
SVP-31,5 |
» |
40 |
4 |
3 |
2 |
1 |
|
GSD-22 |
» |
30 |
4 |
3 |
2 |
1 |
|
Трамбовки электрические: |
|
|
|
|
|
|
|
ИЭ-4504 |
Песчаный |
35 |
4 |
3 |
2 |
1 |
|
Глинистый |
25 |
|||||
|
ИЭ-4502 |
То же |
25 |
4 |
3 |
2 |
1 |
|
20 |
||||||
|
ИЭ-4505 |
» |
10 |
4 |
3 |
2 |
1 |
|
5 |
||||||
|
Вибротрамбовки самопередвигающиеся: |
|
|
|
|
|
|
|
ВУТ-5 |
Песчаный |
20 |
4 |
3 |
2 |
1 |
|
ВУТ-4 |
» |
30 |
4 |
3 |
2 |
1 |
|
ВУТ-3 |
» |
40 |
4 |
3 |
2 |
1 |
|
СВТ-3МП |
» |
50 |
4 |
3 |
2 |
1 |
Режим работы машин и механизмов при уплотнении грунтов оптимальной влажности следует назначать по табл. 12 и 13 [27].
3.13. В местах пересечения разрабатываемых траншей с действующими подземными коммуникациями (трубопроводами, кабелями и др.), проходящими в пределах глубины траншеи, если проектом не предусмотрены меры, обеспечивающие неизменяемость положения и сохранность коммуникации на период производства работ и эксплуатации, обратная засыпка траншей должна производиться в следующем порядке:
подсыпка под действующие коммуникации должна выполняться песчаным грунтом по всему поперечному сечению траншеи на высоту до половины диаметра трубопровода или его защитной оболочки (0,2 м над верхом трубы) с послойным уплотнением грунта;
Режим работы машин и механизмов при уплотнении грунтов оптимальной влажности по времени уплотнения одного следа, СН 536-81, табл. 5
|
Тип и марка уплотняющих машин и механизмов |
Вид уплотняемого грунта |
Толщина уплотненного слоя грунта, см |
Время уплотнения одного следа, с, для достижения коэффициента уплотнения К |
|||
|
0,98-0,97 |
0,96-0,95 |
0,94-0,93 |
0,92-0,91 |
|||
|
Гидромолоты (навесные на экскаваторы): |
|
|
|
|
|
|
|
ГМ-120 |
Песчаный |
30 |
20 |
15 |
10 |
5 |
|
Глинистый |
20 |
|||||
|
СП-62 |
То же |
80 70 |
20 |
15 |
10 |
5 |
|
СП-71 |
» |
60 |
20 |
15 |
10 |
5 |
|
50 |
||||||
|
Пневмомолоты (навесные на экскаваторы): |
|
|
|
|
|
|
|
ПН-1300 |
» |
30 |
20 |
15 |
10 |
5 |
|
25 |
||||||
|
ПН-1700 |
» |
40 |
20 |
15 |
10 |
5 |
|
30 |
||||||
|
ПН-2400 |
» |
50 |
20 |
15 |
10 |
5 |
|
40 |
||||||
|
Виброплиты (подвесные к крану или экскаватору): |
|
|
|
|
|
|
|
ВПП-2 |
Песчаный |
80 |
30 |
25 |
20 |
15 |
|
ВПП-3 |
» |
60 |
30 |
25 |
20 |
15 |
|
ВПП-5 |
» |
60 |
30 |
25 |
20 |
15 |
|
ВПП-6 |
» |
50 |
30 |
25 |
20 |
15 |
|
Вибротрамбовка (подвесная к крану и экскаватору) ПВТ-3 |
Песчаный |
80 |
30 |
25 |
20 |
15 |
|
Глинистый |
60 |
|||||
обратная засыпка остальной части траншеи, а также обратная засыпка траншеи в случае, если проектом предусмотрены устройства, обеспечивающие неизменяемость положения и сохранность коммуникаций, должна осуществляться в соответствии с указаниями в пп. 3.9-3.11.
3.14. Траншеи с трубопроводами на участках пересечения с существующими дорогами, улицами, проездами, площадями и другими местами населенных пунктов и промышленных площадок, имеющими покрытия усовершенствованного типа, следует засыпать на всю глубину песчаным, галечным, гравийным или другим малосжимаемым местным грунтом; при этом грунт следует отсыпать послойно и тщательно уплотнять.
3.15. В местах пересечения траншей с осушительными, нагорными, мелиоративными и другими каналами (канавами) надлежит принимать меры против проникновения воды в траншеи.
Способы засыпки траншеи во всех местах указанных пересечений, а также способы укрепления откосов должны быть установлены проектом.
3.16. Укладка труб на насыпных грунтах может производиться только после уплотнения их до плотности, принятой в проекте. Степень уплотнения насыпных грунтов должна контролироваться испытанием отобранных проб, а результаты испытаний оформляться актом на скрытые работы.
3.17. При укладке трубопроводов в скальных грунтах основание траншеи следует выравнивать слоем уплотненного мягкого грунта высотой не менее 10 см над выступающими неровностями основания. При наличии в основании трубопровода поверхностного разжиженного слоя грунта его следует в соответствии с проектом удалить и заменить сухим грунтом или искусственным основанием.
3.18. Укладка труб в зимних условиях на мерзлые грунты не разрешается, за исключением сухих песчаных, супесчаных и гравелистых грунтов, а также скальных пород. Дно траншеи надлежит предохранять от промерзания, за исключением перечисленных грунтов.
3.19. Подачу грунта в траншею следует производить механизированным способом, используя для этого кроме обычных машин специализированные механизмы. В прил. 4 настоящего Пособия в качестве таких механизмов изложен опыт применения бетоноукладчиков типа ЛБУ-20 конструкции ЦНИИОМТП и УБК-132 конструкции треста «Харьковпромстроймеханизация» [29].
4. ОБЩИЕ ТРЕБОВАНИЯ К МОНТАЖУ НАПОРНЫХ ТРУБОПРОВОДОВ
4.1. При укладке труб надлежит соблюдать проектное положение трубопровода в плане и в профиле. Основание под трубы должно быть предварительно осушено и очищено. Не допускается производить укладку труб на промерзшее дно траншеи.
4.2. Перед началом работ по монтажу трубопровода следует устроить в начале участка трубопровода концевой упор, в который должна упираться первая уложенная труба и который впоследствии может быть использован при гидравлическом испытании трубопровода.
4.3. До опускания труб в траншею внутреннюю поверхность их следует очистить от загрязнений и посторонних предметов. Особенно тщательно очищают от загрязнений маслами внутреннюю поверхность раструбов и муфт, а также наружную поверхность гладких концов труб, входящих в раструб или муфту. Захват труб при опускании их в траншею следует осуществлять приспособлениями, обеспечивающими их сохранность в местах захвата.
При опускании труб в траншею, а также при их укладке не должны допускаться удары труб друг о друга и о твердые предметы.
4.4. Каждая труба при укладке на естественное основание во избежание неравномерной осадки должна по всей своей длине (кроме части, расположенной в приямках) опираться на ненарушенный грунт. Применение каких-либо подкладок под трубы для их выравнивания не допускается.
4.5. При прокладке на прямолинейном участке трассы соединяемые концы смежных труб следует отцентрировать так, чтобы ширина раструбной щели была одинаковой по всей окружности.
4.6. Прокладка труб по пологой кривой с разгонкой на раструбах без фасонных частей допускается только при стыковых соединениях на резиновых уплотнительных кольцах или манжетах. Повороты в каждом стыке допустимы не более чем на 2° для труб диаметром до 600 мм и не более чем на 1° для труб диаметром свыше 600 мм. При этом необходимо осуществлять контроль за тем, чтобы резиновое кольцо (манжета) не выходило из раструба с внешней стороны поворота. Следует также особенно тщательно уплотнять грунт между стенкой траншей и трубами с внешней стороны кривой до плотности с коэффициентом K³0,95 (см. табл. 11-13).
В местах изменения направления оси трубопровода в горизонтальной или вертикальной плоскости следует устраивать упоры и на поворотах в вертикальной плоскости закреплять анкерами фасонные части.
4.7. Монтаж трубопроводов следует производить в соответствии с проектом производства работ с учетом следующих рекомендаций.
Укладку и монтаж труб следует начинать, как правило, с участков пониженного профиля, наиболее удаленных от склада труб, расположенных ближе к действующим напорным трубопроводам или другим источникам водоснабжения, с тем чтобы использовать заканчиваемые монтажом первые участки трубопровода для испытания последующих участков. Для проведения испытания трубопроводы рекомендуется подключать к действующим напорным сетям с возможно большим напором, чтобы по возможности избежать применения специального насоса или пресса.
Трубы раструбного типа при монтаже предпочтительно укладывать в траншею раструбом вперед по ходу укладки трубопровода.
4.8. Трубы вдоль траншеи следует располагать у ее бровки так, чтобы они не мешали механизмам, работающим на прокладке трубопровода, а осмотр их концов, надевание резиновых колец, захват и опускание труб в траншею были бы наиболее удобными. Трубы и механизмы должны быть размещены так, чтобы с каждой стоянки механизма возможно было опустить в траншею наибольшее количество труб.
С целью исключения ненужных перемещений во время монтажа трубопроводов трубы, арматуру и фасонные части следует раскладывать вдоль траншеи с учетом расположения их по линии трубопровода в соответствии с проектом.
Расстояние от раскладываемых труб, арматуры и фасонных частей до оси траншеи назначают с учетом марки используемого при монтаже крана, его грузовой характеристики и радиуса обслуживания с одной стоянки.
Взамен раскладки вдоль траншеи доставляемые трубы рационально перегружать в тележку или сани, прицепляемые к тракторному крапу, например к ТК-53. В этом случае отпадает необходимость в специальном грузоподъемном механизме для разгрузки и раскладки труб, так как одним и тем же краном выполняется разгрузка труб с транспортных средств и монтаж трубопровода (путем подачи труб из тележки или саней непосредственно в траншею).
4.9. При укладке трубопровода в грунтах с агрессивными водами следует защитить трубы от коррозии, как это предусмотрено проектом.
4.10. Запорную, регулирующую и контрольную арматуру до ее установки следует подвергать ревизии в мастерских строительных организаций. Если арматура не отвечает техническим требованиям, то ее надлежит разобрать, осмотреть и устранить дефекты, после чего испытать в соответствии с требованиями проекта.
Фасонные части и арматура, имеющие паспорта, поступающие в монтаж до истечения гарантийного срока, ревизии и испытанию не подлежат.
4.11. Монтаж стыковых соединений труб с резиновыми уплотнителями рекомендуется производить при температурах от -20 до +50 °С.
В зимних условиях резиновые уплотнители перед надеванием на втулочные концы труб и их монтажом рекомендуется подогревать до температуры 15-20 °С в специальных термошкафах.
5. МОНТАЖ ТРУБОПРОВОДОВ ИЗ ЖЕЛЕЗОБЕТОННЫХ НАПОРНЫХ ВИБРОГИДРОПРЕССОВАННЫХ И ЦЕНТРИФУГИРОВАННЫХ ТРУБ
Трубы и резиновые уплотнительные кольца
5.1. Тип стыкового соединения и основные размеры железобетонных труб, изготовляемых способом виброгидропрессования по ГОСТ 12586.0-83, должны соответствовать указанным на рис. 11 и в табл. 14, а труб, изготовляемых способом центрифугирования, - указанным на рис. 12 и в табл. 15.
Таблица 14
Размеры железобетонных виброгидропрессованных труб (ГОСТ 12586.0-83), мм
|
Наружный диаметр |
Внутренний диаметр калиброванной части раструба D1 |
Глубина раструба lp |
Длина калиброванной части раструба lk |
Длина втулочного конца трубы (справочная) ld |
Ширина буртика (справочная) d |
Длина трубы (полезная) L |
|||
|
втулочного конца D3 |
буртика D4 |
раструба (справочный) D2 |
|||||||
|
500 |
610 |
628 |
790 |
634 |
185 |
112 |
145 |
24 |
5000 |
|
600 |
730 |
748 |
940 |
754 |
185 |
112 |
145 |
24 |
5000 |
|
800 |
930 |
948 |
1152 |
955 |
195 |
122 |
155 |
29 |
5000 |
|
1000 |
1150 |
1168 |
1384 |
1175 |
195 |
122 |
155 |
29 |
5000 |
|
1200 |
1370 |
1390 |
1660 |
1397 |
195 |
122 |
155 |
29 |
5000 |
|
1400 |
1590 |
1610 |
1900 |
1617 |
225 |
145 |
165 |
29 |
5000 |
|
1600 |
1810 |
1834 |
2140 |
1841 |
225 |
145 |
165 |
29 |
5000 |
Виброгидропрессованные железобетонные трубы изготовляют четырех прочностных классов - 0; I; II; III, а центрифугированные - трех классов - I; II; III.
Величины допускаемых стандартами внутренних расчетных и заводских испытательных гидростатических давлений для труб установленных классов указаны в табл. 16.
Рис. 11. Раструбное стыковое соединение железобетонных напорных виброгидропрессованных труб (ГОСТ 12586.0-83):
1 - раструб; 2 - резиновое уплотнительное кольцо в рабочем положении; 3 – гладкий (втулочный) конец трубы; 4 - упорный буртик
Рис. 12. Раструбное стыковое соединение железобетонных напорных центрифугированных труб:
1 - раструб; 2 - защитный слой; 3 - упорный буртик; 4 - сердечник трубы; 5 - резиновое уплотнительное кольцо в рабочем положении; 6 - гладкий (втулочный) конец трубы
5.2. Прочность труб каждого класса рассчитана на их эксплуатацию с указанными в табл. 16 расчетными внутренними давлениями в усредненных условиях укладки труб, установленных ГОСТ 22000-86, а именно: при подготовке грунтового профилированного основания под трубой с углом охвата 90°, высоте засыпки над трубой 2 м грунтом плотностью 1,8 т/м3 и нормальном его уплотнении, временной нагрузке на поверхности земли НГ-60 (от гусеничного транспорта). Усредненными условиями укладки также предусмотрено обязательное трамбование грунта засыпки в пазухах одновременно с двух сторон слоями не более 200 мм до высоты не менее 200 мм над трубой, с обеспечением коэффициента уплотнения не менее 0,85 (нормальное уплотнение) или не менее 0,93 (повышенное уплотнение).
Таблица 15
Размеры железобетонных центрифугированных труб, мм
|
Наружный диаметр |
Внутренний диаметр раструба D1 |
Длина трубы (полезная) L |
||||
|
раструба (без защитного слоя) D2 |
втулочного конца D3 |
буртика D4 |
сердечника D5 |
|||
|
500 |
750 |
610 |
630 |
580 |
686 |
5000 |
|
600 |
880 |
730 |
750 |
690 |
756 |
5000 |
|
800 |
1100 |
930 |
950 |
910 |
956 |
5000 |
|
1000 |
1340 |
1150 |
1170 |
1130 |
1177 |
5000 |
|
1200 |
1590 |
1370 |
1392 |
1360 |
1399 |
5000 |
|
1400 |
1830 |
1590 |
1612 |
1580 |
1619 |
5000 |
|
1600 |
2070 |
1810 |
1836 |
1800 |
1843 |
5000 |
Таблица 16
Допускаемые внутренние расчетные и заводские испытательные гидростатические давления для напорных железобетонных труб
|
Диаметр условного прохода труб Dу, мм |
Давление, МПа (кгс/см2) |
||
|
внутреннее расчетное |
заводское испытательное |
||
|
0 |
500; 600 |
2 (20) |
2,4 (24) |
|
I |
500; 600; 800; 1000; 1200;1400; 1600 |
1,5(15) |
1,8(18) |
|
II |
500; 600; 800; 1000; 1200; 1400; 1600 |
1 (10) |
1,2 (12) |
|
III |
500; 600; 800; 1000; 1200; 1400; 1600 |
0,5 (5) |
0,6(6) |
При определении величины допускаемого расчетного внутреннего давления для применяемых труб каждого класса прочности, следует учитывать, кроме условий их укладки, также и класс трубопровода по степени ответственности, в соответствии с требованиями СНиП 2.04.02-84.
Примечания: 1. Величина расчетного внутреннего давления, согласно СНиП 2.04.02-84 соответствует наибольшему возможному по условиям эксплуатации давлению в трубопроводе на различных участках по длине (при наиболее невыгодном режиме работы) без учета повышения давления при гидравлическом ударе.
2. По СНиП 2.04.02-84 (п. 8.22) установлены следующие классы трубопроводов или их участков по степени ответственности:
1 класс - трубопроводы для объектов I категории обеспеченности подачи воды, а также участки трубопроводов в зонах перехода через водные преграды и овраги, железные и автомобильные дороги I и II категорий и в местах, труднодоступных для устранения возможных повреждений для объектов II и III категорий обеспеченности подачи воды;
2 класс - трубопроводы для объектов II категории обеспеченности подачи воды (за исключением участков 1 класса), а также участки трубопроводов, прокладываемые под усовершенствованными покрытиями автомобильных дорог для объектов III категории обеспеченности подачи воды;
3 класс - все остальные участки трубопроводов для объектов III категории обеспеченности подачи воды.
В СНиП 2.04.02-84 установлен коэффициент надежности, учитывающий класс трубопровода (участка) по степени ответственности при выполнении прочностного расчета труб.
5.3. В условиях укладки труб с увеличенными значениями внешних нагрузок на трубопровод, по сравнению с нагрузками для усредненных условий укладки (например, при укладке на плоское основание, засыпке на высоту более 2 м, недостаточном уплотнении грунта и др.), указанные в табл. 16 величины допускаемого внутреннего расчетного давления для труб каждого класса прочности должны быть уменьшены и определены статическим расчетом по согласованию с проектной организацией. Кроме того, в таких условиях укладки величина допускаемого внутреннего расчетного давления для труб, используемых в трубопроводах 1 и 2 классов по степени ответственности, должна быть уменьшена дополнительно, в соответствии с результатами статического расчета.
При укладке труб в условиях сниженных внешних нагрузок на трубопровод стандартами на трубы допускается их применение при внутреннем расчетном давлении, превышающем указанные в табл. 16 на 0,3 МПа (3 кгс/см2), по согласованию потребителя с предприятием-изготовителем и проектной организацией-автором проекта трубопровода.
5.4. Для выбора необходимого класса прочности труб в конкретных условиях укладки и эксплуатации трубопровода рекомендуется пользоваться графиками прочностного расчета трубопроводов типовой серии 3.901-1/85, выпуск 0 («Типовые конструкции, изделия и узлы зданий и сооружений. Материалы для проектирования железобетонных напорных виброгидропрессованных труб»).
С помощью этих графиков технолог-проектировщик или производитель работ на строительстве могут быстро без выполнения расчетов определить для заданного диаметра труб допустимые для них внутренние расчетные давления и необходимый класс прочности труб на всех участках трубопровода, в зависимости от используемых грунтов основания и засыпки, применяемого типа основания (грунтового или бетонного, плоского или выкружного), высоты засыпки над трубой в диапазоне от 1 до 5 м и степени уплотнения грунта засыпки.
Графики типовой серии 3.901-1/85 (выпуски 0 и 1) распространяет Тбилисский филиал Центрального института типовых проектов ЦИТП (адрес: 380053, г. Тбилиси, Авчальское ш., д. 86а, тел. 262-75-53).
Таблица 17
Требования к наружной и внутренней поверхности железобетонных напорных виброгидропрессованных труб (ГОСТ 12586.0-83)
|
Допускаемые отклонения |
|
|
Трещины на наружной и внутренней поверхностях труб |
Не допускаются |
|
Наплывы и околы, а также раковины диаметром более 3 мм и глубиной более 2 мм на стыковых поверхностях раструба и втулочного конца труб |
То же |
|
Раковины диаметром более 10 мм и глубиной более 2 мм на остальной наружной поверхности |
» |
|
Более трех раковин на площади 0,01 м2 (100´100 мм) на любом участке стыковой поверхности |
» |
|
Раковины на трубах, превышающие размеры, указанные в пп. 2-4 настоящей таблицы |
Допускается устранять путем заделки нетоксичными материалами, предохраняющими арматуру труб от коррозии и предотвращающими фильтрацию воды между уплотняющим резиновым кольцом и бетонной поверхностью |
|
Отслоения наружного защитного слоя бетона |
Не допускаются |
|
Отслоения защитного слоя бетона размерами в кольцевом к продольном направлениях трубы, не превышающими значения 0,4 диаметра условного прохода трубы |
Допускается устранять материалами, предохраняющими арматуру труб от коррозии |
5.5. Наружная и внутренняя поверхности раструбных труб, изготовляемых способом виброгидропрессования и центрифугирования, должны отвечать требованиям, указанным в табл. 17 и 18.
Таблица 18
Требования к наружной и внутренней поверхностям железобетонных напорных центрифугированных труб
|
Характеристика поверхности железобетонных труб, изготовляемых методом виброгидропрессования и центрифугирования |
Допускаемые отклонения |
|
Раковины, наплывы, околы бетона и продольные риски на внутренней поверхности втулочного конца трубы, а также затирка их цементным раствором в зоне расположения уплотняющего резинового кольца |
Не допускаются |
|
Заусенцы, наплывы и околы бетона на заходной фаске раструба |
То же |
|
Трещины на наружной и внутренней поверхностях труб |
» |
|
Раковины на наружной поверхности сердечника глубиной более 3 мм |
» |
|
Единичные раковины и наплывы на внутренней поверхности трубы глубиной (высотой) до 3 мм и диаметром до 20 мм |
Пять раковин и пять наплывов на 1 м |
|
Раковины, наплывы и околы бетона на поверхности защитного слоя трубы глубиной (высотой) более 3 мм и длиной более 30 мм |
Не допускаются |
Примечания: 1. В трубах высшей категории качества не должно быть раковин на наружной поверхности глубиной более 2 мм и на внутренней поверхности раковин и наплывов глубиной (высотой) до 2 мм и диаметром до 15 мм более трех раковин на 1 м. 2. Раковины на трубах, величина которых превышает размеры, указанные в настоящей таблице, за исключением расположенных в местах установки резиновых уплотняющих колец, должны быть устранены путем заделки мелкозернистым бетоном класса Б30. В трубах высшей категории качества заделка раковин бетоном не допускается.
5.6. Предельные отклонения размеров железобетонных труб не должны превышать величин, указанных в табл. 19.
5.7. На наружной поверхности раструба каждой железобетонной трубы должны быть нанесены несмываемой краской следующие маркировочные знаки: марка или товарный знак завода-изготовителя, марка трубы, дата ее изготовления, масса трубы, ее класс и величина заводского гидравлического испытательного давления, центр тяжести трубы и штамп ОТК.
5.8. Для уплотнения стыковых соединений железобетонных виброгидропрессованных и центрифугированных напорных труб применяются резиновые кольца круглого сечения по ГОСТ 22000-86 и ТУ 38.1051222-78 Миннефтехимпрома СССР. Размеры колец и их внешний вид должны соответствовать указанным на рис. 13 и в табл. 20 и 21.

Рис. 13. Резиновое уплотнительное кольцо круглого сечения:
d1 - внутренний диаметр: d2 - диаметр сечения
Таблица 19
Предельные отклонения от нормативных размеров железобетонных виброгидропрессованных и центрифугированных напорных труб, мм (ГОСТ 12586.0-83).
|
Наружный диаметр |
Внутренний диаметр раструба D1 |
|||||
|
втулочного конца D3 |
буртика D4 |
|||||
|
500 |
±2 |
|||||
|
600 |
||||||
|
700 |
||||||
|
800 |
||||||
|
900 |
||||||
|
1000 |
||||||
|
1200 |
||||||
|
1400 |
±2 |
±2,5 |
±2 |
±2,5 |
±2 |
±2,5 |
|
1500 |
||||||
|
1600 |
||||||
Размеры резиновых уплотнительных колец круглого сечения по ГОСТ 22000-86 и ТУ 38.1051222-78 дли стыковых соединений железобетонных виброгидропрессованных и центрифугированных напорных труб, мм
|
Условный проход труб Dу |
Внутренний диаметр кольца d1 |
Диаметр сечения кольца d2 |
|
500 |
545 |
|
|
600 |
660 |
|
|
800 |
835 |
24 |
|
1000 |
1035 |
|
|
1200 |
1230 |
24 |
|
1400 |
1440 |
|
|
1600 |
1650 |
30 |
|
2000 |
2070 |
|
|
2400 |
2480 |
Примечание. По ГОСТ 22000-86 допускается до 1.01.1990 г, применять резиновые кольца размером, отличным от указанных в табл. 20, при выполнении следующих требований:
подбора размеров стыковых поверхностей соединяемых труб из условия обеспечения достаточной величины кольцевого зазора, с учетом допускаемых отклонений диаметров рабочей части стыка в пределах 40-65 % от диаметра сечения резинового кольца;
соблюдения длины рабочей части стыка, уплотняемого резиновым кольцом, не менее 3,5 диаметров сечения кольца;
обеспечения угла поворота трубопровода в стыковом соединении не менее 1°30¢ с возможностью удлинения резинового кольца при натяжении на 8-15 %.
Требования ТУ 38.1051222-78 к внешнему виду резиновых уплотнительных колец круглого сечения для стыковых соединений железобетонных напорных труб
|
Формовые |
Неформовые |
|
|
Трещины и другие механические повреждения |
Не допускаются |
|
|
Возвышения, углубления и посторонние включения |
Не допускаются размером более 2 мм в количестве более трех штук для колец сечением 16 мм и более пяти штук для колец сечением более 16 мм |
Не допускаются размером более 2 мм в количестве трех штук для колец сечением 16 мм и более пяти штук для колец сечением более 16 мм |
Монтаж трубопроводов с применением кранов, трубоукладчиков и обычных монтажных приспособлений
5.9. Перед началом монтажа трубопроводов следует проверить состояние внутренней поверхности раструба и наружной поверхности втулочного конца трубы, которые должны быть сухими и чистыми. Влажные поверхности труб для предотвращения скольжения по ним резиновых колец во время монтажа следует протереть сухой тряпкой, затем осушить сухим цементом или мелом в порошкообразном виде.
5.10. Монтаж труб начинают с надевания резинового кольца на втулочный конец укладываемой трубы, затем трубу плавно, без рывков и ударов о стенки траншеи краном или трубоукладчиком опускают в траншею. В траншее монтируемую трубу с помощью того же крана или трубоукладчика осторожно подводят втулочным концом с одетым на него резиновым уплотнительным кольцом (правильность расположения которого еще раз проверяют) к раструбному концу уложенной трубы так, чтобы резиновое кольцо равномерно прилегало к заходной фаске торца трубы. После этого соосность расположения монтируемой трубы фиксируется путем подбивки грунта под нее с боковых сторон.
5.11. Начальное положение резинового уплотнительного кольца при монтаже трубопровода следует считать правильным, если оно по всей своей окружности равномерно располагается в канавке на втулочном конце укладываемой трубы, определяемой размерами 45; 6; 2 и D3 на рис. 11 и размерами 6, 47 и D3 на рис. 12, и прилегает к внутренней поверхности фаски торца раструба уложенной трубы, определяемой на указанных рисунках размерами 13 и 13, 20 и 15.
Примечание. При монтаже трубопроводов из центрифугированных труб со стыковым соединением без внутренней канавки (детали соединения А - черт. 3 и Б - черт. 4) резиновое кольцо должно располагаться на цилиндрической поверхности возможно ближе к торцу трубы. Для фиксации положения резинового кольца допускается использовать цементный раствор, создавая со стороны торца трубы упорный поясок.
5.12. В процессе дальнейшего монтажа последовательно подготавливаемых труб вводят с помощью простейших монтажных приспособлений втулочный конец укладываемой трубы в раструб уложенной трубы и одновременно закатывают резиновое уплотнительное кольцо в раструбную щель стыкуемых труб.
Эта операция заканчивается тогда, когда уплотнительное кольцо дойдет до упорного буртика на втулочном конце трубы, что отмечается резким увеличением монтажного усилия. При этом весь упорный буртик должен располагаться в раструбной щели (за пределами фаски раструба), как показано на рис. 11 и 12.
5.13. При монтаже каждого стыкового соединения следует предохранять от смещения ранее уложенную трубу и в первую очередь от выхода ее гладкого конца из раструба трубы, что может привести к разгерметизации стыка.
5.14. При выполнении монтажа в зимних условиях необходимо удалять образовавшуюся на концах соединяемых труб наледь, разогревая ее паяльной лампой или факелом. Скол наледи не допускается.
После удаления наледи необходимо протереть и осушить, как указано выше, внутреннюю поверхность раструба и наружную поверхность втулочного конца. Для «припудривания» этих поверхностей допускается использование цемента.
5.15. Монтаж труб может осуществляться с помощью различных механизмов и приспособлений. Рекомендуются проверенные на практике следующие способы [1, 3, 6].
1-й способ - монтаж трубопровода при помощи монтажного приспособления с центральным торцевым винтом (рис. 14).
Монтаж производится следующим образом: за раструбом уложенной трубы снизу устанавливается полухомут с крюками, с помощью которого закрепляется трос; на раструбном конце укладываемой трубы устанавливают упорную и рабочую балки с натяжным винтом.
Концы тросов соединены с направляющими стержнями, которые проходят через отверстия в балках.
Выравнивание и натяжение троса осуществляют с помощью гаек. Затем, используя фрикционно-храповое устройство, вращением натяжного винта приводят в движение рабочую балку, в результате чего укладываемая труба продвигается в сторону уложенного трубопровода и при этом ее втулочный конец плавно входит в раструб уложенной трубы.
В этом приспособлении трос может быть заменен двумя тягами-штангами, прикрепляемыми одним своим концом к упорному полуфланцу, устанавливаемому сверху трубы вместо полухомута. Вторые концы штанг проходят через балки; остальные детали приспособления остаются без изменения.
Приспособление рекомендуется применять для монтажа труб диаметром до 1000 мм.
2-й способ - монтаж трубопровода с использованием бетонного упора и гидравлического домкрата (рис. 15) производится в следующем порядке: в траншею опускают бетонный упор с зубом на нижней плоскости и устанавливают его вблизи от раструбного конца укладываемой трубы, (размеры и вес упора принимаются в зависимости от размера и веса укладываемых труб). Между упором и раструбом укладываемой трубы помещают один или два (параллельно) гидроцилиндра, на свободных концах штоков которых установлены диски для передачи усилия на трубу и бетонный упор. Вся конструкция натяжного приспособления находится в подвешенном состоянии на крюке трубоукладчика. После установки приспособления в рабочее положение в гидроцилиндры через маслопроводы, соединенные с насосом трубоукладчика, под давлением производится подача масла; давление с помощью дисков передается на бетонный упор и на трубу, которая передвигается в сторону трубопровода и при этом ее втулочный конец входит в раструб уложенной трубы. После окончания монтажа стыка бетонный упор и натяжное приспособление (гидроцилиндры) с помощью трубоукладчика переносят на новое место для монтажа очередной трубы.

Рис. 14. Монтажное приспособление с центральным торцевым винтом:
1 - уложенная труба: 3 - полухомут; 3 - трос; 4 - укладываемая труба; 5 - упорная балка; 6 - рабочая балка; 7 - натяжной винт; 8 - фрикционно-храповое устройство; 9 - направляющий стержень; 10 - гайки для натяжения троса
Рис. 15. Монтаж трубопровода с помощью гидродомкрата и бетонного упора:
1 - уложенный трубопровод; 2 - укладываемая труба; 3 - гидроцилиндр; 4 - маслопровод; 5 - насос; 6 - трубоукладчик; 7 - бетонный упор
Применение указанного способа рекомендуется для монтажа труб диаметром 1000 мм и более. При укладке труб меньшего диаметра или при монтаже трубопроводов незначительной протяженности такой способ монтажа может быть применен также с использованием реечного домкрата вместо гидравлического цилиндра (рис. 16).
3-й способ - монтаж трубопровода с помощью натяжного приспособления, имеющего винтовую распорку, устанавливаемую внутри уложенной трубы (рис. 17).
Монтаж трубопровода следует осуществлять в следующем порядке: в раструбе укладываемой трубы закрепляют упорную балку; внутри уложенной трубы за раструбом устанавливают с наклоном в 5-10° в сторону раструба винтовую распорку, на которой закреплены тяги. К концам тяг присоединены натяжные винты, которые пропускаются через гнезда упорной балки. Продвижение трубы до конечного положения осуществляется с помощью винтов при одновременном равномерном натяжении тяг. Приспособление рекомендуется для монтажа труб диаметром более 800 мм.
4-й способ - монтаж трубопровода при помощи рычажной лебедки (рис. 18) производится в следующей последовательности: в раструбе укладываемой трубы устанавливают упорную балку, на которой закрепляют два блока, на этой же трубе размещают рычажную лебедку.
Тросом лебедки охватывают раструб уложенной трубы, используя для этого полухомут с крюками, протягивают трос вдоль трубы и через блоки, затем конец троса с помощью петли присоединяют к лебедке.
При действии рычагом лебедки длина троса сокращается, за счет чего укладываемая труба передвигается в сторону уложенного трубопровода, при этом втулочный конец ее входит в раструб уложенной трубы.
Этот способ монтажа труб позволяет при необходимости применить две параллельно работающие лебедки, размещенные с каждой стороны очередной укладываемой трубы. Рекомендуется для труб всех диаметров.
5-й способ - монтаж трубопровода при помощи бульдозера (рис. 19) производится в следующем порядке: в раструб укладываемой трубы устанавливают деревянный брус так, чтобы он несколько выступал из раструба. Продвижение укладываемой трубы до конечного положения осуществляется с помощью бульдозера или трактора, оборудованных другим деревянным брусом для передачи усилия на трубу. Рекомендуется для труб диаметром 800 мм и более.
6-й способ - монтаж трубопровода при помощи шестереночной лебедки (рис. 20) производится в следующей последовательности: на уложенном трубопроводе устанавливают шестереночную лебедку, к тросу которой присоединяют переносной натяжной трос и, пропуская его через блоки, соединяют с упорным брусом. При подтягивании троса укладываемая труба перемещается в направлении уложенного участка трубопровода до конечного своего положения в раструбе последней уложенной трубы. После окончания монтажа стыка трос снимают с последней уложенной трубы и закрепляют его на следующей укладываемой трубе, производя монтаж очередного стыка аналогичным способом, при этом лебедка остается на прежнем месте. В зависимости от характера трассы и длины троса на барабане лебедки с одной ее установки можно смонтировать несколько труб. Возможна протяжка троса внутри уложенных труб.

Рис. 16. Монтаж трубопровода с помощью реечного домкрата и бетонного упора:
1 - уложенный трубопровод; 2 - укладываемая труба; 3 - деревянный брус; 4 - реечный домкрат; 5 - бетонный упор
Рис. 17. Монтаж трубопровода с помощью натяжного приспособления, устанавливаемого внутри трубы:
1 - уложенный трубопровод; 2 - винтовая распорка; 3 - тяги; 4 - натяжной винт; 5 - упорная балка; 6 - укладываемая труба

Рис. 18. Монтаж трубопровода с помощью рычажной лебедки:
1 - уложенный трубопровод; 2 - трос; 3 - стальной полухомут; 4 - резиновое кольцо; 5 - рычажная лебедка; 6 - рычаг; 7 - укладываемая труба; 8 - упорная балка; 9 - блок

Рис. 19. Монтаж трубопровода с помощью бульдозера или трактора:
1 - уложенный трубопровод; 2 - укладываемая труба; 3 - деревянные брусья; 4 - бульдозер или трактор

Рис. 20. Монтаж трубопровода с помощью шестереночной лебедки:
1 - трос лебедки; 2 - уложенный трубопровод; 3 - резиновое кольцо; 4 - укладываемая труба; 5 - переносной натяжной трос; 6 - упорный брус; 7 - блоки

Рис. 21. Монтаж трубопровода с помощью экскаватора:
1 - ковш экскаватора; 2 - деревянный брус; 3 - укладываемая труба; 4 - уложенный трубопровод
Рис. 22. Монтаж трубопровода с помощью универсальной траверсы типа УТ:
1 - траверса; 2 - блок; 3 - концевой упор; 4 - грузовой строп; 5 - кольцевой строп; 6 - полухомут; 7 - серьга; 8 - полиспастный блок; 9 - транспортерная лента
7-й способ - монтаж трубопровода с помощью экскаватора (рис. 21) производится в следующем порядке: экскаватор отрывает траншею длиной на одну трубу. Очередную укладываемую трубу подвешивают на тросе к ковшу экскаватора и опускают в траншею. Затем с помощью ковша эту трубу продвигают в раструб уложенной трубы до конечного ее положения. Для предохранения торца трубы от повреждения на раструб навешивают деревянный брус, через который экскаватор передает свое усилие.
8-й способ - монтаж трубопровода с помощью универсальной траверсы УТ 30, УТ 80 и УТ 120 показан на рис. 22.
При монтаже трубопроводов опускание труб в траншею и центровка монтируемой трубы производятся универсальной траверсой по аналогии с погрузкой (разгрузкой) труб. Перемещение монтируемой трубы в горизонтальном направлении при ее монтаже осуществляется с помощью грузового стропа, пропущенного через полиспастный блок и концевого стропа, закрепляемого за уложенную трубу с помощью, например, полухомута с крюками. Перед монтажом выдвигают концевой упор траверсы, опусканием крюка грузоподъемного механизма траверса ложится на трубу, опираясь одним концом на упор, другим - на раструб. Под раструбный конец уложенной трубы подводят полухомут с крюками, за которые зацепляют концевой строп. Конец грузового стропа с полноцветным блоком и крюком отцепляют с верхнего кольца и зацепляют кольцевой строп 5. Включением подъемного механизма натягивают грузовой строп и, отрывая монтируемую трубу от грунта, перемещают ее гладкий конец в раструб уложенной трубы.
Монтаж этим способом рекомендуется выполнять для труб диаметром от 300 мм траверсой УТ 30, диаметром 500-800 мм - траверсой УТ 80 и труб диаметром 1000-1200 мм - траверсой УТ 120.
5.16. Кроме указанных выше способов, для монтажа трубопроводов могут применяться другие несложные приспособления, обеспечивающие надлежащее качество производства работ.
При выборе способа монтажа трубопровода следует учитывать наличие необходимого такелажного оборудования и механизмов, а также местные условия строительства. Так, например, монтаж трубопроводов при помощи бульдозера целесообразен в том случае, когда бульдозер используется в этот период также и на работах по планировке основания траншеи.
Монтаж трубопровода при помощи экскаватора на практике применяют в тех случаях, когда прокладку трубопровода производят в водонасыщенных грунтах или в стесненных условиях строительства, вследствие чего производить рытье траншеи заблаговременно не представляется возможным, и экскаватор, постоянно находящийся на месте работы, может быть использован на монтажных работах, выполняя обе операции.
5.17. По окончании монтажа стыка необходимо с помощью щупа проверить правильность расположения резинового кольца в раструбной щели. В случае нарушения этого требования стык должен быть перемонтирован до начала монтажа следующей трубы.
Равномерность закатывания резинового кольца в раструбную щель по всей окружности трубы надежнее проверять в процессе монтажа. Если будет замечено, что резиновое кольцо на некоторых участках окружности трубы начинает отставать, то для предупреждения дальнейшего неравномерного его закатывания в раструбную щель монтаж следует приостановить и резиновое кольцо в этом месте надлежит «припудрить» цементом, мелом или сухим пылевидным песком. Если и после этого положение резинового кольца не выправится и будет наблюдаться увеличение неравномерности его закатывания, то стыковое соединение должно быть перемонтировано.
5.18. По мере укладки труб следует проверять прямолинейность трубопровода. При наличии искривлений положение трубопровода должно быть выправлено. Искривление трубопровода в горизонтальной плоскости следует выправлять домкратом путем упирания его в раструбную часть трубы и в стенку траншеи.
Искривления трубопровода в вертикальной плоскости, не предусмотренные проектом или выходящие за пределы допусков (п. 3.7 СНиП 3.05.04-85), должны быть выправлены путем подъема или опускания трубы в стыковых соединениях при помощи крана или трубоукладчика. По мере выправления трубопровода последний должен быть закреплен в исправленном положении тщательной подбивкой грунта под трубы.
5.19. В процессе монтажа трубопровода необходимо следить за тем, чтобы внутренняя поверхность труб не загрязнялась и внутри трубопровода не оставались посторонние предметы.
Концы уложенного трубопровода при перерывах в работе по укладке труб следует закрывать заглушками или деревянными пробками, предохраняющими трубопровод от загрязнений. При возможном затоплении траншеи должны быть приняты меры по предохранению трубопровода от всплытия. При необходимости для демонтажа труб рекомендуется пользоваться приспособлением, приведенным на рис. 58.
Монтаж трубопроводов с применением специальных навесных и других типов монтажных приспособлений
5.20. В организациях Минводхоза СССР применяют комплекс оборудования для строительства закрытых оросительных систем из железобетонных напорных труб диаметром 500-1200 мм. Характеристика этого комплекса и перечень оборудования приведены в прил. 5 настоящего Пособия.
5.21. Рядом проектных, конструкторских, учебных, научно-исследовательских и строительных организаций (например, Волгоградским инженерно-строительным институтом (ВгИСИ), Конструкторско-технологическим институтом и трестом «Тулспецстрой» Минпромстроя СССР, трестом «Арморгтехводстрой» ПТБ «Водстройиндустрия» и УкрНИИГиМом Минводхоза УССР и др.) разработаны конструкции навесного оборудования для монтажа труб. Они включают, как правило, силовую несущую раму, на которой смонтированы два или три рычажных захвата: один для уложенной и два для монтируемой труб. Снизу на раме и на каретке смонтированы центраторы, обеспечивающие центрирование стыкуемых труб. Захваты и каретка управляются гидроцилиндрами.
В устройстве ВгИСИ [23, 35] конструкция навешивается на рукоять гидравлического экскаватора. Для монтажа железобетонных напорных труб в качестве базовой машины используют экскаваторы ЭО-4121 и мощные гидравлические трубоукладчики, а для монтажа труб диаметром до 250 мм - гидравлический экскаватор ЭО-2621.
Порядок монтажа трубопроводов с помощью навесного оборудования заключается в следующем. С бермы траншеи (или с прицепа навесным приспособлением захватывают подлежащую монтажу трубу, опускают ее на дно траншеи (лучше на профилированное грунтовое основание) и предварительно центрируют с уложенной трубой. Затем производят перезахват монтируемой и уложенной ранее труб в зоне стыкового соединения и включением гидроцилиндров всех захватов производят окончательную центровку стыкуемых труб при их обжатии захватами. После этого включают гидроцилиндр каретки и осуществляют стыковку труб.
Базовая машина в устройстве ВгИСИ оборудована наставкой на рукоять для возможности монтажа труб в глубоких траншеях и откидным пультом управления с площадки, удобной для наблюдения за процессом монтажа на дне траншеи. Сменные рычажные захваты можно переставлять, изменяя расстояние между ними в зависимости от диаметра и длины монтируемых труб. Обслуживают такие устройства обычно два человека - машинист-трубоукладчик 5-го разр. и рабочий трубоукладчик 2-го разр., которые выполняют вспомогательные работы на дне траншеи.
Устройство треста «Арморгтехводстрой» [44] представляет собой монтируемый на одноковшовом экскаваторе гидравлический захват, состоящий из шарнирно соединенных челюстей со сменными захватными частями и силовых гидроцилиндров с корпусами, попарно расположенных перпендикулярно и параллельно оси трубопровода. Гидравлический захват снабжен дополнительными челюстями со сменными захватными частями. Основные и дополнительные челюсти связаны между собой корпусами силовых гидроцилиндров. Штоки силовых гидроцилиндров, расположенных параллельно трубопроводу, имеют тросы с элементами захвата на концах. Базовой машиной является экскаватор ЭО-2621Л. Рабочие чертежи и техдокументация имеются в тресте (375012, Ереван, ул. В. Вагартяна, 12-а).
Монтаж фасонных частей
5.22. Установку фасонных частей на прокладываемом участке трубопровода следует производить одновременно с укладкой труб. Оставлять разрывы между трубами для последующего монтажа фасонных частей не рекомендуется (за исключением случаев разделения трубопровода на отдельные испытательные участки).
5.23. Соединение железобетонных виброгидропрессованных труб с фланцевой арматурой, фасонными частями, стальными и чугунными трубами следует осуществлять, используя, как правило, два типа стальных вставок, изготовляемых по рабочим чертежам типовой серии 3.901-1/85, вып. 1 - вставку ВРГ (раструб - гладкий конец) и вставку ВВГ (втулка - гладкий конец).
Таблица 22
Размеры стальных вставок для железобетонных труб по ГОСТ 12586.0-83
|
Условный проход трубы Dу, мм |
Тип и размеры вставки, мм |
|||||
|
ВРГ |
ВВГ |
|||||
|
наружный диаметр гладкого конца |
внутренний диаметр раструба |
длина |
наружный диаметр гладкого конца |
наружный диаметр втулочного конца |
длина |
|
|
500 |
532 |
634 ± 2 |
388 |
532 |
590 ± 2 |
326 |
|
600 |
635 |
754 ± 2 |
388 |
635 |
710 ± 2 |
326 |
|
800 |
842 |
955 ± 2 |
393 |
842 |
910 ± 2 |
331 |
|
1000 |
1048 |
1175 ± 2 |
400 |
1048 |
1126 ± 2 |
329 |
|
1200 |
1256 |
1397 ± 2 |
397 |
1256 |
1342 ± 2 |
331 |
|
1400 |
1432 |
1617 ± 2,5 |
431 |
1432 |
1558 ± 2,5 |
345 |
|
1600 |
1632 |
1841 ± 2,5 |
431 |
1632 |
1778 ± 2,5 |
345 |
Основные размеры этих вставок приведены в табл. 22.
Допускается применение вставок, изготовляемых по другим рабочим чертежам, при условии обеспечения герметичности стыковых соединений труб.
Примечание. Вставки ВВФ (втулка-фланец) и ВРФ (раструб-фланец), предусмотренные в указанной типовой серии, при монтаже трубопроводов не находят широкого применения, так как обычно соединение железобетонных труб с размещаемой в колодцах фланцевой арматурой и фланцевыми фасонными частями осуществляется не непосредственно с фланцевыми вставками, а используя удлиненные переходные стальные элементы (УПЭ) различной длины, которые присоединяют к железобетонному трубопроводу за пределами колодцев и камер.
Таблица 23
Рекомендуемый тип антикоррозионной защиты труб
|
Назначение вставок |
Тип антикоррозионной защиты |
|
|
ВВГ ВРГ |
Для перехода от железобетонных труб на стальные |
Изоляция, аналогичная стальному трубопроводу |
|
Для установки стальных фасонных частей (тройников, отводов и др.) на линейных участках железобетонного трубопровода |
Обетонирование вставок и фасонных частей бетоном класса не ниже В 10, толщиной не менее 50 мм по мелкоячеистой сетке (защиту производить после гидравлического испытания) |
Рис. 23. Схемы устройства узлов присоединения железобетонных трубопроводов в местах поворота:
а - в плане; б - по вертикали; 1, 8 - соответственно раструбная и втулочная части труб; 2 - железобетонная обойма; 3 - вставка ВВГ; 4 - монтажный отрезок стальной трубы; 5 - сварное соединение, выполняемое при монтаже; 6 - отвод под углом 90° (колено); 7 - вставка ВРГ; 9 - двойной отвод; УПЭ - удлиненный переходный элемент

Рис. 24. Схемы присоединения технологических узлов трубопроводов к железобетонному трубопроводу:
а - при монтаже в направлении к узлу; б - при монтаже в направлении от узла; в - при монтаже в направлении к узлу с двух сторон; 1 - задвижка; 2 - патрубок фланец-гладкий конец; 3 - монтажный отрезок стальной трубы; 4 - вставка ВВГ; 5 - направление монтажа; 6 - раструбная часть трубы; 7 - сварные соединения выполняемые при монтаже; 8 - вставка ВРГ; УПЭ- удлиненный переходный элемент
5.24. Типы и количество вставок должны быть указаны в проекте. Марка вставки принимается по классу труб. Вставки рассчитаны на те же нагрузки, что и железобетонные трубы, они должны быть подвергнуты на предприятии-изготовителе испытанию внутренним гидравлическим давлением, величина которого принимается равной величине испытательного давления для этих труб.

Рис. 25. Схемы соединения железобетонного трубопровода со стальным и железобетонным трубопроводом при различных условиях монтажа:
а, б - монтаж железобетонного трубопровода в направлении к уложенному трубопроводу; в, г - монтаж железобетонного трубопровода в направлении от уложенного трубопровода; д, е - монтаж стального трубопровода в направлении от уложенного железобетонного трубопровода и к нему; ж - присоединение железобетонного трубопровода к стальному с устройством компенсатора; 1 - монтируемый железобетонный трубопровод; 2 - направление монтажа: 3 - вставка ВВГ; 4 - монтажный отрезок стальной трубы; 5 и 8 - уложенный соответственно стальной и железобетонный трубопроводы; 6 - сварные соединения, выполняемые при монтаже; 7 - вставка ВРГ; 9 - монтируемый стальной трубопровод; 10 - компенсатор на стальном трубопроводе 11
5.25. На внутреннюю поверхность вставок должно быть нанесено антикоррозионное покрытие. Тип покрытия устанавливают проектом и указывают в заказе на изготовление вставок. Внутреннюю защиту вставок производят на заводе, наружную защиту выполняют на месте строительства (табл. 23).
5.26. Монтаж железобетонных трубопроводов в местах поворотов и при соединении с технологическими узлами и трубопроводами из других материалов рекомендуется осуществлять по проекту производства работ и монтажной схеме, составленной с учетом деталировки технологического узла, направления монтажа, удобства производства сварочных и других работ и обеспечения сохранности ближайших смонтированных стыков.
Для этого вставки ВРГ и ВВГ сваривают с монтажными отрезками стальных труб в удлиненные переходные элементы (УПЭ). Опыт применения таких элементов имеется в строительных организациях Главмосинжстроя.
5.27. Для присоединения вставок ВВГ и ВРГ к железобетонным трубопроводам в местах поворотов рекомендуется применять удлиненные переходные элементы УПЭ, как показано на рис. 23. Длину УПЭ следует определять исходя из длины стального отвода и расстояния до концов присоединяемых труб в горизонтальной плоскости и по вертикали.
5.28. Для соединения железобетонных трубопроводов с технологическими узлами при любом направлении монтажа рекомендуется использовать УПЭ со вставками ВВГ и ВРГ (рис. 24).
При монтаже в направлении к узлу длина УПЭ определяется исходя из длины патрубка «фланец - гладкий конец», вставки ВВГ и расстояния между концами этих деталей (рис. 24, а и в). При монтаже трубопровода от узла (рис. 24, б) длину УПЭ следует принимать минимальной, в пределах 0,3-0,4 м.
5.29. Для соединения железобетонных трубопроводов между собой и со стальными трубопроводами рекомендуется применять УПЭ со вставками ВВГ и ВРГ (рис. 25).
Для условий возможных температурных удлинений стального трубопровода рекомендуется в месте его присоединения к железобетонному трубопроводу устанавливать компенсатор или удлиненный нестандартный раструб (рис. 25, ж). При этом места соединений трубы со вставками ВРГ и ВВГ следует закреплять железобетонной обоймой, конструкция которой должна быть указана в проекте.
6. МОНТАЖ ТРУБОПРОВОДОВ ИЗ ЖЕЛЕЗОБЕТОННЫХ НАПОРНЫХ ТРУБ СО СТАЛЬНЫМ СЕРДЕЧНИКОМ
Трубы и резиновые уплотнительные кольца
6.1. Железобетонные напорные трубы со стальным сердечником изготовляют следующих типов:
По ГОСТ 26819-86 - тип ТНС, классов Н10 и Н15 - на расчетное внутреннее давление соответственно 1 МПа (10 кгс/см2) и 1,5 МПа (15 кгс/см2). Форма труб указана на рис. 26 и размеры с отклонениями - в табл. 24 и 25.
По ТУ 33-232-84 - тип ТНВ со стальным сердечником виброгидропрессованные, диаметром 500, 600, 800, 1000 и 1400 мм на расчетное внутреннее давление 1 МПа (10 кгс/см2) и 1,5 МПа (15 кгс/см2).
6.2. Прочностные характеристики труб обеспечивают работу трубопроводов под указанными расчетными внутренними давлениями при внешних нагрузках, соответствующих усредненным условиям укладки труб по ГОСТ 22000-86, перечисленных в п. 5.2 настоящего Пособия.
Таблица 24
Размеры железобетонных напорных раструбных труб со стальным сердечником (ГОСТ 26819-86), мм
|
Dу |
Класс напрягаемой спиральной арматуры |
Марка трубы |
D |
Dp, Dв |
d |
LТ |
Справочная масса трубы, т |
|
250 |
Вр-I |
ТНС25.50-15ВрI |
232 |
284 |
40,5 |
5090 |
0,46 |
|
300 |
Вр-I |
ТНС30.50-10ВрI ТНС30.50-15ВрI |
294 |
349 |
40,5 |
5090 |
0,58 |
|
ТНС30.100-10ВрI ТНС30.100-15ВрI |
10090 |
1,15 |
|||||
|
400 |
Вр-I |
ТНС40.50-10ВрI ТНС40.50-15ВрI |
394 |
450 |
42 |
5090 |
0,78 |
|
ТНС40.100-10ВрI ТНС40.100-15ВрI |
10090 |
1,15 |
|||||
|
Врп-I |
ТНС40.50-15ВрпI |
5090 |
0,78 |
||||
|
ТНС40.100-15ВрпI |
10090 |
1,15 |
|||||
|
500 |
Вр-I |
ТНС50.50-10ВрI ТНС50.50-15ВрI |
490 |
554 |
46 |
5090 |
1,05 |
|
ТНС50.100-10ВрI ТНС50.100-15ВрI |
10090 |
2,09 |
|||||
|
Врп-I |
ТНС50.50-10ВрпI ТНС50.50-15ВрпI |
5090 |
1,05 |
||||
|
ТНС50.100-10ВрпI TНC50.100-15ВрпI |
10090 |
2,09 |
|||||
|
600 |
Вр-I |
THC60.50-10BpI |
590 |
654 |
46 |
5090 |
1,28 |
|
ТНС60.100-10BpI |
10090 |
2,55 |
|||||
|
Врп-I |
THC60.50-10BpпI ТНС60.50-15ВрпI |
5090 |
1,28 |
||||
|
THC60.100-10BpпI ТНС60.100-15ВрпI |
10090 |
2,55 |
Требования к геометрическим параметрам, наружной и внутренней поверхностям железобетонных напорных труб со стальным сердечником (ГОСТ 20819-86)
|
Виды отклонений и наименование параметров |
Предельные отклонения, мм |
|
Отклонение от линейного размера |
|
|
Внутренний диаметр трубы Dн |
-7,5 |
|
Внутренний диаметр калиброванной части раструба Dр |
+1 |
|
Наружный диаметр калиброванной части втулки Dв |
От -0,3 до -1,4 |
|
Глубина канавки втулки |
+1,5 |
|
Полезная длина трубы в сборе L |
±10 |
|
Полная длина трубы Lт |
±10 |
|
Длина посадочной части раструба lр |
±3 |
|
Длина посадочной части втулки lв |
±3 |
|
Отклонение от прямолинейности |
|
|
Прямолинейность образующей поверхности цилиндрической части стального сердечника: |
|
|
на длине 1 м |
2,5 |
|
на всей длине |
5 |
|
Отклонение от перпендикулярности |
|
|
Перпендикулярность торцевых поверхностей соединительных колец (раструба и втулки) стального сердечника к образующей цилиндра |
5 |
|
Предельное отклонение толщины бетонного слоя до наружной и внутренней поверхностей сердечника |
+3 |
|
Местные выпуклости и вогнутости на поверхности стального цилиндра |
1,5 |
|
Толщина шламовой пленки на внутренней поверхности трубы не должна быть более 2 мм в трубах первой категории качества и 1 мм - в трубах высшей категории качества. |
|
|
Трещины и околы на наружной и внутренней поверхностях труб |
Не допускаются |
|
Раковины диаметром более 10 мм и глубиной более 3 мм |
То же |
|
Отслоения бетона от сердечника и наличие прослоек песка в защитных покрытиях |
Не допускаются |
|
Расслоения, трещины, окалины металлопроката, задиры, заусенцы и другие дефекты или следы их, зачистки на посадочных поверхностях соединительных колец (раструб и втулка), выводящие посадочные размеры за пределы допусков |
То же |
Примечание. В соответствии с ГОСТ 22000-86 допускается до 1.01.1990 г. принимать внутренний диаметр напорных труб со стальным сердечником, отличный от диаметра условного прохода, указанного в табл. 24, до минус 7 % для труб диаметром 250 мм и до минус 2 % для труб диаметром 300 мм и более.
6.3. Стальной сердечник трубы состоит из цилиндра и приваренных к нему калиброванных соединительных колец - раструба и втулки. После нанесения на трубу методом центрифугирования внутреннего слоя бетона, на сердечник навивают спиральную напрягаемую арматуру, а затем методом силового набрызга наносят наружный слой бетона на трубу. Арматурную проволоку, в зависимости от марки трубы, применяют двух классов Вр-1 и Врп-1.
Рис. 26. Раструбное стыковое соединение железобетонных напорных труб со стальным сердечником (ГОСТ 26819-86):
1 - стальной сердечник; 2 - закладные детали электрохимзащиты; 3 - калиброванная часть втулки; 4 - калиброванная часть раструба; 5 - резиновое уплотнительное кольцо в рабочем положении; 6 - спиральная арматура; 7 - цементный раствор
6.4. В предварительно напряженных трубах, независимо от условий их применения должны быть установлены закладные изделия, приваренные к соединительным кольцам (раструбу и втулке) сердечника и предназначенные для устройства защиты трубопровода от электрокоррозии.
6.5. Наружный слой бетона труб, изготавливаемых по ГОСТ 26819-86, должен быть пропитан композицией из петролатума и высших жирных кислот на глубину не менее 10 и не более 18 мм.
6.6. Трубы, изготовляемые по ГОСТ 26819-86 обозначают марками, например, ТНС 30.50-15Вр-1, что обозначает: труба напорная со стальным сердечником пропитанная, условным диаметром 300 мм, полезной длиной (в сборе) 5000 мм, класса Н15 с напрягаемой арматурой класса Вр-1.
6.7. Посадочные поверхности втулки и раструба должны иметь антикоррозийную защиту - покрытие коррозионностойким металлом (цинком или алюминием) слоем толщиной 50-100 мк на длине 100 мм. Нарушение этого покрытия при монтаже не допускается.
6.8. Количество ярусов труб в штабеле не должно превышать величии, указанных в табл. 26.
Таблица 26
Максимальное количество ярусов труб в штабеле
|
Длина труб, м |
||
|
6 |
10 |
|
|
200 |
7 |
- |
|
От 300 до 400 включительно |
5 |
3 |
|
От 500 до 600 включительно |
3 |
2 |
6.9. Для уплотнения стыковых соединений труб применяют резиновые кольца круглого сечения. Их форма и размеры указаны на рис. 13 и в табл. 27:
Предприятие-изготовитель труб обязано поставлять трубы потребителю комплектно с уплотняющими резиновыми кольцами (одно кольцо на трубу), изготовленными по техническим условиям и имеющими паспорта-сертификаты. По требованию потребителя предприятие-изготовитель обязано поставлять дополнительные уплотняющие резиновые кольца в количестве, согласованном между ними.
Поверхность колец должна соответствовать требованиям, указанным в табл.21. Кольца, не отвечающие этим требованиям, должны браковаться.
Таблица 27
Размеры резиновых уплотнительных колец круглого сечения по ГОСТ 22000-86 и ТУ 38.1051222-78 для стыковых соединений железобетонных напорных труб со стальным сердечником, мм
|
Внутренний диаметр кольца |
Диаметр сечения кольца |
|
|
250 |
240 |
16 |
|
300 |
280 |
|
|
400 |
380 |
|
|
500 |
480 |
|
|
600 |
570 |
|
|
800 |
740 |
16; 24 |
|
1000 |
920 |
|
|
1200 |
1140 |
|
|
1400 |
1330 |
24 |
Монтаж трубопроводов
6.10. Монтаж трубопровода из труб со стальным сердечником состоит из следующих операций:
установки грузоподъемного крана;
строповки трубы и опускания ее в траншею;
подготовки раструбного конца ранее уложенной трубы и втулочного конца укладываемой трубы;
нанесения цементно-песчаного раствора на внутреннюю поверхность торца раструба уложенной трубы;
монтажа укладываемой трубы - введения ее втулочного конца в раструб уложенной трубы с образованием зазора, заполняемого цементно-песчаным раствором;
контроля глубины ввода втулочного конца;
заглаживания изнутри поверхности стыкуемых труб;
заделки стыка снаружи цементно-песчаным раствором;
подсыпки грунта в пазухах с тщательным уплотнением.
6.11. Основными механизмами, используемыми при монтаже трубопровода, являются: кран-трубоукладчик (автомобильный и тракторный), стропы и монтажная траверса, тележка или сани с уложенными трубами, приспособления для монтажа (стыковки) труб, заглаживания цементно-песчаной смеси внутри трубопровода в месте соединения труб и заделки стыка труб снаружи.
6.12. Перед опусканием очередной монтируемой трубы в траншею следует подготовить ее раструбный и втулочный концы:
очистить внутреннюю поверхность раструбного и наружную поверхность втулочного концов трубы от грязи и ржавчины;
в канавку втулочного конца трубы установить резиновое уплотнительное кольцо без перекоса и перекручивания, что контролируется по положению технологического шва на кольце от разъема пресс-форм;
покрыть резиновое кольцо сверху ровным тонким слоем графитоглицериновой пасты состава: глицерин (ГОСТ 6823-77*) - 40%, графит пластинчатый (ГОСТ 5420-74*) - 40 %, вода - 20 % (по объему), что облегчит стыковку труб и предохранит кольцо от разрыва;
внутреннюю поверхность раструбного конца трубы покрыть тонким слоем графитоглицериновой пасты указанного состава;
на внутреннюю торцевую поверхность раструба нанести цементно-песчаный раствор 1 : 2 (цемент при этом должен иметь марку не ниже М 300);
на втулочном конце укладываемой трубы на расстоянии 80 мм от торца - для труб длиной 5 м и 70 мм - для труб длиной 10 м следует сделать метку, например, мелом, указывающую глубину ее ввода в раструб уложенной трубы.
6.13. После окончания подготовки очередной трубы к монтажу ее опускают в траншею в непосредственной близости от уложенной трубы. Затем через нее пропускают трос от ранее введенного в уложенную трубу приспособления для заглаживания изнутри цементно-песчаного раствора, излишек которого будет выдавлен во внутрь полости стыкуемых труб при монтаже.
6.14. Нанесение цементно-песчаного раствора на внутреннюю поверхность раструба уложенной трубы производится перед самым монтажом очередной трубы.
6.15. Приспособление для заглаживания (зачистки) места стыковки изнутри может быть выполнено в форме шарообразной резиновой пневматической камеры, заключенной в брезентовую покрышку (чехол) или по типу пыжа - с круглыми прокладками из мягкой резины, обжимаемыми двумя дисками. Приспособление должно иметь проушину для троса, присоединяемого к зачистному устройству.
6.16. Монтаж (стыковку) очередной трубы рекомендуется производить с помощью тех же монтажных приспособлений, которые используются для монтажа виброгидропрессованных и центрифугированных труб (см. п. 5.14).
6.17. Для монтажа труб в траншее шириной по дну 1,3 м и более рекомендуется использовать навесное оборудование, смонтированное на тракторе Т-54В-С2 (см. рис. 10).
6.18. Для достижения качественного монтажа труб перед производством монтажных работ следует обеспечивать их взаимную центровку (соосное расположение). Монтаж труб следует осуществлять плавно, обращая внимание на равномерный вход втулочной части монтируемой трубы в раструб уложенной трубы.
6.19. Допустимый угол отклонения осей смежных труб не должен превышать 1°, что соответствует отклонению оси раструба монтируемой трубы от оси уложенной трубы на 6 см при ее длине 5 м и на 12 см - при ее длине 10 м.
6.20. После проверки правильности монтажа трубы (ее стыковки) следует заделать стыковое соединение изнутри, для чего введенное ранее приспособление с помощью пропущенного ранее троса протягивают через стык до раструба уложенной трубы, а излишнюю массу цементно-песчаной смеси удаляют наружу.
6.21. После этого производят заделку стыка снаружи, обеспечивающую защиту от коррозии металлических обечаек стыкуемых труб. Для этого смачивают покрываемые поверхности водой, на наружные поверхности стыкуемых труб накладывается специальное приспособление из мешковины, полиэтиленовой пленки или стеклоткани, охватывающее место стыка на ширине 250-300 мм, и плотно закрепляется с помощью мягкой проволоки, пропускаемой по краям подшивки приспособления. Затем во внутрь образующейся полости пропускается гибкий трос диаметром 4-8 мм, длиной на 0,6-1 м больше периметра перекрываемых труб и производится заливка в эту полость цементно-песчаного раствора. Для более плотного (без воздушных пустот) заполнения раствора используется трос (6, 10, 31).
6.22. В качестве приспособления для заделки стыка снаружи может использоваться инвентарное приспособление (опалубка) конструкции ПТБ «Водстройиндустрия» (рис. 27, табл. 28). Оно состоит из ленты, изготовленной из прорезиненной ткани, снабженной по краям двумя натяжными цепями и замками для фиксирования его закрепления. Опалубка позволяет производить заполнение полости стыка раствором с помощью шланга, а для уплотнения раствора - использовать малогабаритный вибратор [6, 10, 31].
Таблица 28
Техническая характеристика опалубки ПТБ «Водстройиндустрия»
|
Размеры, мм |
Масса, кг |
||
|
длина |
ширина |
||
|
250 |
1070 |
130 |
10,9 |
|
300 |
1220 |
130 |
11,9 |
|
400 |
1595 |
130 |
14,2 |
|
500 |
1920 |
130 |
16,1 |
|
600 |
2345 |
130 |
18,1 |
|
800 |
3020 |
130 |
22 |

Рис. 27. Приспособление ПТБ «Водстройиндустрия» для заделки снаружи стыковых соединений труб РТНС и ТНСП:
1 - тканная лента; 2 - рукав; 3 - натяжное устройство с замком; 4 - стыкуемые трубы
6.23. Качество заливки полости стыка цементно-песчаным раствором следует контролировать по заполнению полости с другого конца ленты. Во время заливки раствора следует следить, не вытекает ли раствор из-под краев ленты. При обнаружении течи ее следует устранить путем дополнительного натягивания полотна приспособления.
6.24. Монтаж железобетонных труб со стальным сердечником следует производить с помощью специального навесного оборудования (монтажных гидравлических траверс) и специальных машин, о применении которых было сказано выше,
7. МОНТАЖ ТРУБОПРОВОДОВ ИЗ ЧУГУННЫХ НАПОРНЫХ ТРУБ
Чугунные напорные трубы
7.1. Чугунные напорные трубы изготовляются двух типов, отличающихся конструкцией раструбного стыкового соединения и применением для его герметизации уплотнительными материалами:
по ТУ 14-3-1247-83 диаметром 65-300 мм со стыковыми соединениями на резиновых уплотнительных манжетах;
Рис. 28. Раструбное соединение чугунных напорных труб (ТУ 14-3-1247-83):
1 - трапециевидный кольцевой паз; 2 - раструб; 3 - резиновая уплотнительная манжета; 4 - гладкий конец с фаской
Рис. 29. Раструбное стыковое соединение чугунных напорных труб (ГОСТ 9583-75):
1 - битумная мастика; 2 - асбестоцементный замок глубиной А; 3 - раструб; 4 - гладкий конец трубы; 5 - уплотнительная прядь
по ГОСТ 9583-75 диаметром 65-1000 мм со стыковыми соединениями, уплотняемыми пеньковой или пеньково-сизальской прядью с асбестоцементным «замком», или герметизируемыми полисульфидными (тиоколовыми) мастиками-герметиками.
7.2. Типы стыковых соединений, основные размеры труб и допускаемые отклонения размеров труб по ТУ 14-3-1247-83 указаны на рис. 28 и в табл. 29, 30 и 31, а труб по ГОСТ 9583-75 - на рис. 29 и табл. 32 (размеры и их отклонения даны для труб без покрытия).
7.3. В зависимости от толщины стенок трубы по обоим стандартам подразделяются на три класса: ЛА, А и Б.
В зависимости от класса труб величина заводского испытательного гидравлического давления принимается в соответствии с табл. 33.
7.4. Чугунные трубы, выпускаемые по ТУ 14-3-12-17-83 под резиновую уплотнительную манжету, предназначаются для строительства напорных трубопроводов с внутренним расчетным давлением Рр не более 0,4 от величины испытательного гидростатического давления Рисп труб, которым испытываются эти трубы на заводе-изготовителе. Трубы могут применяться также для строительства трубопроводов, работающих под вакуумом.
Таблица 29
Размеры чугунных раструбных труб по ТУ 14-3-1247-83, мм
|
Условный проход Dy |
|||||||
|
65 |
80 |
100 |
150 |
200 |
250 |
300 |
|
|
Dн |
81 |
98 |
118 |
170 |
222 |
274 |
326 |
|
D1 |
91 |
108 |
131 |
183 |
235 |
287 |
339 |
|
D2 |
71 |
88 |
108 |
160 |
212 |
264 |
316 |
|
D3 |
97 |
116 |
136 |
191 |
246 |
299 |
352 |
|
D4 |
109 |
126 |
148 |
204 |
260 |
313 |
366 |
|
s1 |
26,5 |
27,5 |
29 |
31 |
33 |
35,5 |
37,5 |
|
l |
80 |
80 |
85 |
90 |
90 |
95 |
100 |
|
b1 |
6 |
6 |
6 |
6 |
6 |
6 |
7 |
|
b2 |
20 |
20 |
20 |
22 |
22 |
24 |
24 |
|
b3 |
5 |
5 |
6 |
7 |
8 |
8 |
8 |
|
b4 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
|
Масса раструба, кг |
4,2 |
5 |
6,2 |
9,7 |
13,5 |
18,2 |
23,6 |
|
с |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
Трубы по ГОСТ 9583-75 (всех классов) с герметизацией раструбного соединения пеньковой или пеньково-сизальской прядью и устройством асбестоцементного замка, предназначаются для строительства напорных трубопроводов с внутренним расчетным давлением Pp, не более 1 МПа (10 кгс/см2).
7.5. Торцы цилиндрической части труб должны быть перпендикулярны оси труб и иметь с наружной стороны фаску. Отклонение от перпендикулярности не должно превышать 0,5°.
7.6. Каждая поставляемая партия труб маркируется заводом-изготовителем, упаковывается и транспортируется в соответствии с техническими условиями на изготовление труб и требованиями ГОСТ 10692-80*.
На торцевой поверхности раструба каждой трубы должны быть указаны: товарный знак или сокращенное наименование предприятия-изготовителя, год изготовления и условный проход в мм.
Таблица 30
Размеры чугунных раструбных труб Минчермета СССР по ТУ 14-3-1247-83, мм
|
Размеры |
Марки труб* |
Диаметр условного прохода Dу |
||||||||
|
65 |
80 |
100 |
150 |
200 |
250 |
300 |
||||
|
D1 |
ЧНБ-1; ЧНБ-2; ЧНБ 1-Б-1; ЧНБ 1-Б-2 |
91 |
108 |
129 |
181 |
232 |
286 |
337 |
||
|
ЧНБХ |
88 |
106 |
126 |
178 |
231 |
283 |
334 |
|||
|
Dн |
ЧНБ-1; ЧНБ-2; ЧНБ 1-Б-1, ЧНБ 1-Б-2; ЧНБХ |
81 |
98 |
118 |
170 |
222 |
274 |
326 |
||
|
D2 |
ЧНБ-1; ЧНБ-2; ЧНБ 1-Б-1, ЧНБ 1-Б-2; ЧНБХ |
71 |
88 |
108 |
160 |
212 |
264 |
316 |
||
|
D3 |
ЧНБ-1; ЧНБ-2; ЧНБ 1-Б-1; ЧНБ 2-Б-2 |
97 |
116 |
136 |
191 |
246 |
299 |
352 |
||
|
ЧНБХ |
97 |
114 |
134 |
187 |
242 |
294 |
346 |
|||
|
D4 |
ЧНБ-1; ЧНБ-2; ЧНБ 1-Б-1; ЧНБ 1-Б-2 |
109 |
126 |
148 |
204 |
260 |
313 |
366 |
||
|
ЧНБХ |
105 |
123 |
146 |
200 |
255 |
307 |
359 |
|||
|
s1 |
ЧНБ-1; ЧНБ-2 |
28 |
29 |
30 |
32 |
34,5 |
36 |
38,5 |
||
|
ЧНБ 1-Б-1; ЧНБ 1-Б-2 |
24 |
25 |
26 |
28 |
31 |
32 |
34 |
|||
|
ЧНБХ |
18,5 |
19,5 |
21 |
22 |
25 |
28 |
28 |
|||
|
l |
ЧНБ-1; ЧНБ-2 |
80 |
80 |
85 |
90 |
90 |
95 |
100 |
||
|
ЧНБ 1-Б-1; ЧНБ 1-Б-2 |
70 |
70 |
75 |
80 |
80 |
85 |
90 |
|||
|
ЧНБХ |
70 |
70 |
70 |
75 |
75 |
80 |
85 |
|||
|
b1 |
ЧНБ-1; ЧНБ-2; ЧНБ 1-Б-1; ЧНБ 1-Б-2 |
6 |
6 |
6 |
6 |
3 |
2 |
2 |
||
|
ЧНБХ |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|||
|
b2 |
ЧНБ-1; ЧНБ-2; ЧНБ 1-Б-1; ЧНБ 1-Б-2 |
20 |
20 |
20 |
22 |
25 |
28 |
29 |
||
|
ЧНБХ |
18 |
18 |
18 |
21 |
21 |
23 |
24 |
|||
|
b3 |
ЧНБ-1; ЧНБ-2; ЧНБ 1-Б-1; ЧНБ 1-Б-2 |
5 |
5 |
6 |
7 |
8 |
8 |
8 |
||
|
ЧНБХ |
5 |
5 |
6 |
6 |
7 |
7 |
7 |
|||
|
b4 |
ЧНБ-1; ЧНБ-2; ЧНБ 1-Б-1; ЧНБ 1-Б-2; ЧНБХ |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
||
|
Масса раструба, кг |
ЧНБ-1; ЧНБ-2 |
4,2 |
5 |
6,2 |
9,7 |
13,7 |
18,5 |
23,5 |
||
|
ЧНБ 1-Б-1; ЧНБ 1-Б-1 |
2,8 |
3,3 |
4,5 |
7,4 |
10,4 |
14,7 |
18,7 |
|||
|
ЧНБХ |
2,1 |
2,6 |
3,6 |
5,2 |
7,5 |
12,5 |
15,1 |
|||
* ЧНБ-1 и ЧНБ-2 - трубы с раструбом под манжету Б-1 и Б-2 с «ласточкиным хвостом»;
ЧНБ 1-Б-1 и ЧНБ 1-Б-2-трубы с раструбом под укороченные манжеты 1-Б-1 и 1-Б-2;
ЧНБХ - трубы с раструбом под универсальную облегченную манжету.
В обозначении марок труб, отлитых из модифицированного чугуна, дополнительно вводится буква М.
Таблица 31
Предельные отклонения размеров чугунных труб от номинальных по ТУ 14-3-1247-83, мм
|
Условный проход Dy |
По наружному диаметру цилиндрической части Dн |
По внутреннему диаметру раструба D3 |
По внутренним диаметрам раструба D1 и D4 |
По строительной длине мерной трубы L |
По глубине раструба l |
По ширине канавки b2 + b3 + b4 |
|
65 |
±4,6 |
±1,06 |
±1,56 |
±20 |
±5 |
±2 |
|
80 |
±4,62 |
±1,08 |
±1,58 |
|||
|
100 |
±4,65 |
±1,1 |
±1,6 |
|||
|
150 |
±4,73 |
±1,15 |
±1,65 |
|||
|
200 |
±4,8 |
±1,2 |
±1,7 |
|||
|
250 |
±4,87 |
±1,25 |
±1,75 |
|||
|
300 |
±4,95 |
±1,3 |
±1,8 |
Примечание. Предельные отклонения размеров труб по ТУ 14-3-1247-83 марки ЧНБХ под универсальную облегченную манжету БХ не должны превышать: плюс (1+0,0015 Dy) мм; минус (4+0,0015 Dy) мм
Таблица 32
Размеры чугунных труб по ГОСТ 9583-75, мм
|
Dн |
А |
D1 |
l |
l1 |
l2 |
|
|
65 |
81 |
28 |
99 |
9 |
65 |
10 |
|
80 |
98 |
28 |
116 |
9 |
65 |
10 |
|
100 |
118 |
28 |
137 |
9,5 |
65 |
15 |
|
125 |
144 |
28 |
163 |
9,5 |
65 |
15 |
|
150 |
170 |
28 |
189 |
9,5 |
70 |
15 |
|
200 |
222 |
28 |
241 |
9,5 |
70 |
15 |
|
250 |
274 |
28 |
294 |
10 |
75 |
15 |
|
300 |
326 |
28 |
346 |
10 |
75 |
20 |
|
350 |
378 |
35 |
398 |
10 |
80 |
20 |
|
400 |
429 |
35 |
449 |
10 |
80 |
20 |
|
500 |
532 |
35 |
553 |
10,5 |
85 |
20 |
|
600 |
635 |
35 |
657 |
11 |
90 |
25 |
|
700 |
738 |
35 |
760 |
11 |
95 |
25 |
|
800 |
842 |
42 |
865 |
11,5 |
100 |
30 |
|
900 |
945 |
42 |
968 |
11,5 |
105 |
30 |
|
1000 |
1048 |
42 |
1072 |
12 |
110 |
35 |
Примечание. Предельные отклонения от размеров труб не должны превышать по длине мерной трубы L±20 мм по наружному диаметру цилиндрической части трубы Dн:
для труб с Dy до 300 мм включительно ±(4,5+0,0015 Dy) мм
для труб с Dy св. 300 мм +(4+0,0015 Dy) мм
-(5+0,0015 Dy) мм
по внутреннему диаметру раструба Dр +(2,5+0,002 Dy) мм
-(1,5+0,002 Dy) мм
по глубине раструба (l1+l2):
для труб с Dy до 600 мм включительно ±5
для труб с Dy св. 600 мм ±10
Для труб с Dy 900 и 1000 мм допускается увеличение предельных отклонений по наружному диаметру цилиндрической части труб на стыкуемых участках до плюс (4+0,003 Dy) и минус (5+0,003 Dy) мм.
Таблица 33
|
ГОСТ на трубы |
Заводское испытательное давление рисп для труб класса, МПа(кгс/см2) |
|||
|
ЛА |
А |
Б |
||
|
До 300 включительно |
ТУ 14-3-1247-83 |
2,5(25) |
3,5(35) |
4(40) |
|
Св. 300 до 600 » |
2(20) |
3(30) |
3,5(35) |
|
|
Св. 600 |
2(20) |
2,5(25) |
3(30) |
|
Рис. 30. Резиновая уплотнительная манжета (ТУ 38.105895-73):
а - манжета с «ласточкиным хвостом» Б-1 и Б-2 для труб по ТУ 14-3-1247-83; б - манжета укороченная 1-Б-1 и 1-Б-2 и универсальная облегченная БХ для труб по ТУ 14-3-1247-83
Трубы по ТУ 14-3-1247-83 комплектуют пятью типами манжет. Трубы с отклонениями размеров наружного диаметра цилиндрической части Dн от минус 1,6 до плюс (4,5+0,0015Dy) комплектуют манжетами с «ласточкиным хвостом» Б-1 и укороченными манжетами 1-Б-1, а с отклонениями от минус 1,5 до минус (4,5+0,0015 Dy) - манжетами с «ласточкиным хвостом» Б-2 и укороченными 1-Б-2. Трубы с раструбами под универсальную облегченную манжету комплектуются манжетами БХ.
Допускается комплектация труб с раструбами под манжету с «ласточкиным хвостом» укороченными манжетами, а труб под укороченную манжету - манжетами с «ласточкиным хвостом».
На торцах труб указанных марок наносят маркировку соответственно комплектуемым типам манжет: Б-1 или Б-2; 1-Б-1 или 1-Б-2; БХ.
Трубы, отлитые из модифицированного чугуна (прочностью на изгиб не менее 450 МПа), в маркировке дополнительно имеют букву М.
Уплотнительные материалы
7.8. Резиновые манжеты для труб по ТУ 14-3-1247-83 выпускают по Техническим условиям ТУ 38.105895-75 Миннефтехимпрома СССР размерами и формой, указанными на рис. 30 и в табл. 34.
7.9. Пеньковая прядь для уплотнения стыковых соединений труб по ГОСТ 9583-75 должна быть просмоленной или битуминизированной. Непропитанную прядь применять запрещено. Промышленность выпускает прядь пеньковую прокладочную из пряжи длинного прядения (ТУ 17-05-044-77) бельную и пропитанную.
7.10. Битуминизирование пряди следует осуществлять централизованно путем пропитки ее в нефтяном битуме M-IV, разведенном в бензине II сорта (состав по весу: битума-5%, бензина-95%), при обеспечении надлежащего контроля за качеством.
Таблица 34
Размеры резиновых уплотнительных манжет для герметизации стыковых соединений чугунных труб по ТУ 14-3-1247-83, мм
|
Тип уплотнительной манжеты |
Диаметр условного прохода Dу |
||||||||
|
65 |
80 |
100 |
150 |
200 |
250 |
300 |
|||
|
В |
Б-1; Б-2 |
35 |
40 |
40 |
45 |
46 |
47 |
47 |
|
|
1-Б-1; 1-Б-2 |
25 |
30 |
30 |
35 |
36 |
37 |
37 |
||
|
БХ |
25 |
30 |
30 |
33 |
33 |
34 |
35 |
||
|
b1 |
Б-1; Б-2; 1-Б-1; |
11 |
11 |
11 |
13 |
14 |
14 |
14 |
|
|
1-Б-2; БХ |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
||
|
b2 |
Б-1; Б-2; 1-Б-1; 1-Б-2; БХ |
5 |
6 |
6 |
7 |
7 |
7 |
7 |
|
|
b3 |
Б-1; Б-2; 1-Б-1; 1-Б-2; БХ |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
|
|
b4 |
Б-1; Б-2 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
|
|
1-Б-1; 1-Б-2 |
3 |
3 |
4 |
4 |
4 |
4 |
4 |
||
|
БХ |
6 |
6 |
6 |
6 |
12 |
12 |
12 |
||
|
d1 |
Б-1; Б-2; 1-Б-1; 1-Б-2 |
97 |
116 |
136 |
191 |
246 |
299 |
352 |
|
|
БХ |
97 |
114 |
133 |
186 |
242 |
294 |
346 |
||
|
bd |
Б-1; Б-2 |
27 |
27 |
27 |
32 |
32 |
33 |
33 |
|
|
1-Б-1; 1-Б-2 |
22 |
27 |
26 |
31 |
32 |
33 |
33 |
||
|
d2 |
Б-1; 1-Б-1 |
74 |
89 |
109 |
159 |
210 |
261 |
313 |
|
|
Б-2; 1-Б-2 |
68 |
83 |
103 |
153 |
202 |
252 |
304 |
||
|
БХ |
68 |
85 |
105 |
156 |
208 |
260 |
312 |
||
|
d3 |
Б-1; Б-2; 1-Б-1; 1-Б-2 |
109 |
126 |
148 |
204 |
260 |
313 |
366 |
|
|
БХ |
105 |
123 |
146 |
200 |
255 |
307 |
359 |
||
|
h |
Б-1; 1-Б-1 |
11,5 |
13,5 |
13,5 |
16 |
18 |
19 |
19,5 |
|
|
Б-2; 1-Б-2 |
14,5 |
16,5 |
16,5 |
19,5 |
22 |
23,5 |
24,5 |
||
|
БХ |
14 |
14 |
14 |
15 |
17 |
17 |
17 |
||
|
h1 |
Б-1; Б-2; 1-Б-1; 1-Б-2 |
4 |
6 |
6 |
6 |
7 |
7 |
7 |
|
|
БХ |
5 |
5 |
5 |
6 |
5 |
5 |
5 |
||
|
h2 |
Б-1; 1-Б-1 |
7 |
7 |
7 |
7 |
8 |
8 |
9 |
|
|
Б-2; 1-Б-2 |
9 |
10 |
10 |
10 |
11 |
12 |
1,3 |
||
|
БХ |
6 |
7 |
7 |
7 |
8,5 |
9 |
8,5 |
||
|
Масса, кг |
Б-1; Б-2 |
0,20 |
0,22 |
0,26 |
0,46 |
0,7 |
0,93 |
1,15 |
|
|
1-Б-1; 1-Б-2 |
0,16 |
0,18 |
0,21 |
0,32 |
0,55 |
0,75 |
0,9 |
||
|
БХ |
0,1 |
0,14 |
0,17 |
0,28 |
0,43 |
0,54 |
0,65 |
||
После пропитки и отжатия излишков раствора битума прядь следует хорошо просушить.
7.11. Пеньковая прядь, применяемая для уплотнения раструбных стыков, должна быть cyxoй и не должна содержать костры и загрязнений маслом, землей и т. п.
7.12. В связи с дефицитностью пеньковой пряди для заделки стыков рекомендуется применять комбинированную пеньково-сизальскую прядь, изготовляемую по ТУ 17 РСФСР 40-9165-78. По сравнению с пеньковым волокном сизальское волокно характеризуется повышенной жесткостью и прочностью (sв=50-58 кгс/мм2) и поэтому хуже уплотняется. Сизаль плохо впитывает влагу и быстро ее отдает. Волокно, прошедшее технологический процесс прядения, содержит до 17,5 % веретенного масла, что обеспечивает его высокую стойкость к гниению и позволяет вырабатывать канаты без пропитки пряди. Поэтому по химической и биологической стойкости сизальская прядь превосходит пеньковую. Однако чистая сизальская прядь, а также комбинированная прядь с содержанием сизаля свыше 33 %, не может применяться для герметизации стыковых соединений чугунных напорных трубопроводов. Герметизирующей способностью, соответствующей герметизирующей способности пеньковой пряди, обладает комбинированная прядь с содержанием сизаля не более 33 % [32].
7.13. Для заделки стыковых соединений труб по ГОСТ 9583-75 при строительстве напорных канализационных трубопроводов рекомендуется использовать полисульфидные герметики следующих марок [11]:
51-УТ-37А - для трубопроводов с максимальным рабочим давлением 0,5 МПа (5 кгс/см2);
КБ-1 (ГС-1) - для трубопроводов с максимальным рабочим давлением 0,1 МПа (1 кгс/см2).
7.14. Для приготовления герметиков рекомендуется рецептура, указанная в табл. 35.
Таблица 35
Состав герметика
|
Составные компоненты |
Пропорция, вес. ч |
|
|
51-УТ-37А |
Герметизирующая паста У-37А |
100 |
|
Вулканизирующая паста № 17 |
17 |
|
|
Дифинилгуанидин (ДФГ) |
0,5-1 |
|
|
КБ-1 (ГС-1) |
Герметизирующая паста К-1 |
100 |
|
Вулканизирующая паста Б-1 |
9-14 |
7.15. Химическая стойкость герметиков марок 51-УТ-37А и КБ-1 (ГС-1) при использовании их для заделки канализационных трубопроводов характеризуется данными табл. 36.
Таблица 36
Химическая стойкость герметика
|
Характер агрессивной среды сточной жидкости |
Максимальная допустимая концентрация водных растворов, % |
|
|
51-УТ-37А |
Серная, фосфорная, соляная кислоты и гидроокись натрия |
10 |
|
Карбонаты, хлориды, сульфаты, гидраты, масла, нефтепродукты |
Не ограничена |
|
|
KБ-1 (ГС-1) |
Серная кислота, хлористый магний, гидроокись натрия |
10 |
7.16. Для получения герметика КБ-1 более густой консистенции и устранения излишней его текучести, например, при производстве работ в жаркое время года, а также для ускорения процесса вулканизации герметиков и в целях их удешевления в состав герметиков вводят армирующие добавки.
7.17. В качестве армирующей добавки к герметикам может быть использована асбестовая крошка №6 крупностью до 2 мм и резиновая крошка крупностью до 1 мм в следующем соотношении: на 100 вес. ч смеси герметика требуется до 40 вес. ч асбестовой и до 25 вес. ч резиновой крошки. Асбестовая и резиновая крошки должны быть сухими, без каких-либо посторонних включений.
Приготовление герметиков осуществляют непосредственно на месте употребления путем смешения всех входящих в их состав компонентов в рекомендуемом соотношении. Первоначально в течение 2-3 мин перемешивают вместе герметизирующую и вулканизирующую пасты, затем (в соответствии с рецептурой, указанной в табл. 37) вводят ускоритель вулканизации ДФГ и снова всю массу перемешивают в течение 2-4 мин до получения однородной массы.
Армирующие добавки вводят после того, как приготовлена смесь из основных компонентов герметика.
7.18. Приготовление герметиков следует производить не ранее чем за 30-60 мин до их использования. Перемешивание компонентов герметика можно осуществлять с помощью ручной или электрической мешалки.
7.19. Не допускается в качестве разбавителя применять ацетон, толуол и этилацетат, ухудшающих физико-механические свойства герметиков.
7.20. Смешивание компонентов герметика рекомендуется осуществлять в полиэтиленовых емкостях, так как они наиболее легко очищаются от остатков затвердевшего герметика.
7.21. При производстве работ по заделке стыковых соединений герметиками необходимо иметь в виду такие их важные свойства, как жизнеспособность и продолжительность вулканизации.
Жизнеспособность герметика определяется временем, в течение которого приготовленный герметик сохраняет пластическое состояние и его можно легко вводить в стыковое соединение и размазывать шпателем. В зависимости от температуры, при которой производится герметизация стыковых соединений, жизнеспособность герметика, ч, может изменяться в пределах, приведенных в табл. 37.
Таблица 37
Жизнеспособность герметика, часы
|
Марка герметика |
||
|
51-УТ-37А |
КБ-1 |
|
|
От 0 до +9 |
10...12 |
12...14 |
|
»+10 » +19 |
3...7 |
5...8 |
|
»+20 » +30 |
1...2 |
2...4 |
7.22. Полный процесс вулканизации герметика определяется временем, по истечении которого герметик приобретает оптимальные физико-механические показатели, приведенные в табл. 38.
Проверку качества герметиков осуществляет представитель строительной лаборатории. На образцах проверяют следующие показатели: сопротивление разрыву, относительное и остаточное удлинение и температуру хрупкости.
Таблица 38
Физико-механические показатели герметика
|
Сопротивление разрыву, кгс/см2, не менее |
Относительное удлинение, %, не менее |
Остаточное удлинение, %, не более |
Температура хрупкости, °С, не выше |
|
|
51-УТ-37 |
15 |
260 |
8 |
45 |
|
КБ-1 (ГС-1) |
10 |
220 |
18 |
40 |
7.23. При заделке стыковых соединений герметиками рекомендуемое максимальное испытательное давление следует принимать равным:
для трубопроводов со стыковыми соединениями, заделанными герметиком 51-УТ-37А, - 1 МПа (10 кгс/см2);
для трубопроводов со стыковыми соединениями, заделанными герметиком КБ-1 (ГС-1), - 0,6 МПа (6 кгс/см2).
7.24. Главным фактором, от которого зависит продолжительность процесса вулканизации герметика, является температура окружающей среды: чем выше температура, тем быстрее протекает процесс вулканизации.
Продолжительность вулканизации герметиков при различных температурах окружающей среды, обеспечивающая требуемую прочность и герметичность стыковых соединений при испытании трубопровода указанным выше давлением, должна быть не менее приведенной в табл. 39.
Таблица 39
Продолжительность вулканизации герметика, сутки
|
Марка герметика |
||
|
51-УТ-37А |
КБ-1 |
|
|
От +20 до +11 |
4-5 |
10 |
|
» +10 » +1 |
6-7 |
12 |
|
» 0 » -4 |
10-12 |
20 |
|
» -5 » -10 |
13-15 |
27 |
7.25. Прочность герметика в стыковых соединениях, достаточная для проведения испытания трубопровода, контролируется определением твердости герметика твердомером ТМ-2.
Для герметика 51-УТ-37А в зависимости от величины испытательного давления твердость должна быть, не менее:
при испытательном давлении 1 МПа (10 кгс/см2) - 35 единиц
» » » 0,9 МПа (9 кгс/см2) - 31 »
» » » 0,8 МПа (8 кгс/см2) - 29 »
» » » 0,7 МПа (7 кгс/см2) - 28 »
Для герметика КБ-1 при испытательном давлении 0,6 МПа (6 кгс/см2) твердость должна быть не менее 38 единиц. Определение твердости герметика следует производить в соответствии с указанием п. 7.70.
7.26. Каждая партия компонентов герметика, поступающая с завода, должна сопровождаться паспортом, в котором должны быть указаны: марка герметика и его состав, дата выпуска, количество, результаты испытания по методике, принятой техническими условиями.
7.27. Все компоненты герметика должны храниться в сухих складских помещениях при температуре от 0 до 30 °С и относительной влажности воздуха 50-85 % упакованными в герметично закрытую тару.
7.28. Гарантийный срок хранения герметиков 51-УТ-37А и KБ-1 равен одному году с момента их выпуска.
По истечении одного месяца хранения дифинилгуанидин перед введением в герметизирующую пасту необходимо просеивать.
После истечения гарантийного срока хранения все компоненты, входящие в состав герметика, могут быть использованы по назначению только после предварительной проверки их качества. Каждую последующую проверку следует производить один раз в месяц.
Монтаж трубопроводов из труб под резиновую уплотнительную манжету
7.29. При монтаже трубопроводов из труб со стыковым соединением под резиновую манжету (ТУ 14-3-1247-83) уплотнение стыка осуществляется за счет радиального сжатия манжеты и раструбной щели. Для удержания манжеты от выдавливания из раструбной щели под действием внутреннего гидравлического давления и исключения возможности ее смещения при монтаже стыка раструб снабжен зубом с трапециевидным кольцевым пазом, в котором размещается гребень манжеты.
Монтаж труб производят в следующем порядке (рис. 31):
а) с помощью шаблона и мела на цилиндрической части укладываемой трубы на расстоянии lцк, равном (l-с), наносят линию ограничения (л. о.) ввода трубы в раструб (величины l и с для каждого диаметра труб принимаются по табл. 32);
Рис. 31. Порядок монтажа трубопроводов из чугунных труб со стыковым соединением на резиновой манжете:
а - нанесение линии ограничения ввода цилиндрического конца трубы; б - установка манжеты в раструб; в - смазка наружной поверхности цилиндрического конца трубы и внутренней поверхности манжеты; г - смонтированный стык; 1 - линия ограничения ввода цилиндрического конца трубы; 2 - манжета; 3 - смазка; lцк - длина цилиндрического конца трубы
б) в кольцевой паз раструба вкладывают резиновую уплотнительную манжету, при этом необходимо проверить правильность размещения гребня манжеты в кольцевом пазе. В случае загрязнения паза грунтом или отеками битумной изоляции его следует предварительно очистить;
в) наружную поверхность цилиндрической части монтируемой трубы до меловой отметки и внутреннюю поверхность манжеты смазывают графитоглицериновой смазкой [1,3].
Примечание. Состав смазки по объему: графит пластинчатый - 40-45 %, глицерин - 35-40 %; вода - 20-25 %. Расход смазки - 200 г на 1 м2 рабочей смазываемой поверхности;
г) монтируемая труба подается к ранее уложенной и центрируется, после чего с помощью монтажного приспособления конец монтируемой трубы вводят в раструб уложенной до ограничительной отметки, нанесенной на цилиндрической части укладываемой трубы.
Рис. 32. Устройство для монтажа трубопроводов из чугунных раструбных труб:
1 - коуш; 2 - корпус гидроцилиндра; 3 - направляющая торцевого упора; 4 - укладываемая труба; 5 - гибкие тяги; 6 - регулировочная планка с отверстиями; 7 - крюки захвата; 8 - скоба захвата; 9 - уложенная труба; 10 - шток гидроцилиндра; 11 - палец
7.30. Для монтажа чугунных раструбных труб, соединяемых на резиновой уплотнительной манжете, может быть рекомендовано устройство, схема которого изображена на рис. 32 [1, 3].
Монтаж производится следующим образом: на раструбный конец уложенной трубы надевают скобу захвата таким образом, чтобы ее крюки располагались в горизонтальной плоскости. В раструб укладываемой трубы вводят кольцевую направляющую торцевого упора, на котором закреплен корпус гидроцилиндра. При этом торцевой упор размещают так, чтобы коуш на конце штока гидроцилиндра располагался вместе с огибающей его тягой в горизонтальной плоскости. После этого концы гибкой тяги с закрепленными на них регулировочными планками, снабженными отверстиями, соединяются с крюками захвата. При подаче жидкости в поршневую полость гидроцилиндра вначале происходит выравнивание и натяжение гибкой тяги и центрирование соединяемых труб, а затем, по мере выдвижения штока гидроцилиндра, происходит продвижение укладываемой трубы в направлении к уложенной, при этом цилиндрическая часть укладываемой трубы входит в раструб уложенной.
Для монтажа чугунных труб, уплотняемых резиновыми манжетами, может быть также использовано приспособление ручного действия с центральным торцевым винтом, показанное на рис. 14.

Рис. 33. Проволочный крюк-шаблон для замера зазора между торцами стыкуемых труб (размеры в миллиметрах):
1 - проволочный крюк-шаблон диаметром 1,5-2 мм; с - зазор между упорной поверхностью раструба и торцом уложенной трубы

Рис. 34. Положение вкладыша-ограничителя в трубе:
1 - гладкий конец трубы; 2 - раструб; 3 - вкладыш-ограничитель
Заделка стыковых соединений труб пеньковой и пеньково-сизальской прядью.
7.31. До начала работ по заделке стыков труб по ГОСТ 9583-75 пеньковой или пеньково-сизальской прядью необходимо отцентрировать трубы и проверить ширину раструбной щели, которая с учетом допусков должна иметь размеры, указанные в табл. 40.
Таблица 40
Ширина раструбной щели стыковых соединений, мм
|
Ширина раструбной щели в соответствии с допусками по ГОСТ 9583-75 |
Ширина раструбной щели для условного прохода труб Dу, мм |
||||||
|
65-80 |
100-200 |
250-400 |
500 |
600-700 |
800-900 |
1000 |
|
|
Номинальная |
9 |
9,5 |
10 |
10,5 |
11 |
11,5 |
12 |
|
Наибольшая |
12 |
12,5 |
13,5 |
14 |
15 |
15,5 |
16 |
|
Наименьшая |
6 |
6 |
6,5 |
7 |
7 |
7,5 |
9 |
7.32. При стыковании труб конец цилиндрической части укладываемой трубы не должен доходить до упорной поверхности раструба уложенной трубы. Образующийся при этом зазор (размер с на рис. 33) должен быть равен 5 мм для труб диаметром до 300 мм и 8-9 мм для труб диаметром более 300 мм.
7.33. Для проверки величины зазора между торцами стыкуемых труб может быть использован проволочный крюк-шаблон (рис. 33).
Крюк-шаблон вводят и раструб, поворачивают на 90° так, чтобы он опустился в зазор. Величина перемещения шаблона по направлению оси трубы плюс толщина крюка определяют фактическую величину зазора. Извлечение крюка-шаблона из трубы осуществляется обратным поворотом его на 90° и вытягиванием из трубы.
7.34. Требуемая величина зазора между торцами стыкуемых труб, предусмотренная п. 7.32 настоящего Пособия, может быть обеспечена также применением вкладышей-ограничителей (рис. 34), изготовляемых в виде призм, имеющих длину 20-25 мм и высоту, равную толщине стенки трубы, которые следует закладывать внутрь раструба (в нижнюю его часть) перед монтажом.
7.35. Водонепроницаемость стыкового соединения труб обеспечивается уплотнением в раструбной щели пеньковой просмоленной или битумизированной, а также пеньково-сизальской пряди.
7.36. Уплотнение пряди в раструбной щели должно выполняться наиболее квалифицированными слесарями-чеканщиками, так как от степени и равномерности ее уплотнения по всей окружности раструбной щели зависит герметичность стыкового соединения.
7.37. Прядь до введения ее в раструбную щель должна быть плотно скручена в жгут; толщина жгута должна быть несколько больше ширины раструбной щели.
7.38. Прядь, вводимую в раструбную щель, следует уплотнять (конопатить) послойно вручную сильными ударами молотка по конопатке или механизированным способом с помощью пневмоинструмента. Достаточность степени уплотнения каждого слоя пряди (из одного оборота жгута) в раструбной щели определяется по характерному упругому отскоку металлической конопатки при ударе по ней молотком. Набор конопаток и чеканок для заделки стыков пеньковой прядью и асбестоцементом приводится на рис. 35 и в табл. 41.
Таблица 41
Размеры конопаток и чеканок, мм
|
Номера конопаток и чеканок |
|||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
|
l |
120 |
105 |
100 |
80 |
65 |
60 |
45 |
45 |
45 |
45 |
45 |
45 |
45 |
|
s |
9 |
8 |
7 |
9 |
7 |
8 |
8 |
9 |
10 |
11 |
12 |
14 |
16 |
|
k |
5 |
4 |
3 |
7 |
5 |
7 |
7 |
8 |
9 |
10 |
11 |
13 |
14 |
Примечания: 1. Для зачеканки раструбных стыков чугунных труб диаметром 400 мм и более рекомендуется применять чеканки кузнечного типа:
2. Конопатки и чеканки следует изготовлять из инструментальной стали. При механической обработке конопаток и чеканок особое внимание необходимо обращать на перпендикулярность торца рукоятки, по которому производят удары, к продольной оси инструмента и на перпендикулярность конца рабочей части инструмента к оси ударной части.
3. После механической обработки инструмент должен быть термически обработан.
4. При ручной заделке раструбных стыков должны применяться молотки-кувалдочки весом 1,5-2,5 кг. При применении чеканок кузнечного типа вес кувалдочки должен приниматься 4-5 кг.
5. В зависимости от диаметра трубопровода применяются следующие наборы конопаток и чеканок:
Условный проход труб, мм Номера конопаток и чеканок
50-300 3, 5, 6, 7, 8, 13
350-700 2, 4, 5, 9, 10, 13
800-1200 1, 4, 10, 11, 12
7.39. Жгут можно изготовлять как в виде одного отрезка, рассчитанного на конопатку всей глубины раструбной щели, предназначенной для заполнения прядью, так и в виде отдельных коротких отрезков, равных длине окружности раструбной щели с припуском 5-10 см на перекрытие концов жгута. В последнем случае жгут должен закладываться так, чтобы стыкуемые концы его располагались вразбежку.
7.40. Количество пряди, потребное для заделки одного раструбного стыкового соединения, следует определять согласно табл. 42.
Рис. 35. Конопатки и чеканки:
а - ручные; б - кузнечного типа
Таблица 42
|
65 |
80 |
100 |
125 |
150 |
200 |
250 |
300 |
350 |
|
|
Количество пеньковой или пеньково-сизальской пряди, кг |
0,1 |
0,13 |
0,15 |
0,17 |
0,24 |
0,33 |
0,45 |
0,5 |
0,6 |
Продолжение табл. 42
|
Условный проход труб, мм |
400 |
450 |
500 |
600 |
700 |
800 |
900 |
1000 |
|
Количество пеньковой или пеньково-сизальской пряди, кг |
0,68 |
0,84 |
0,93 |
1,45 |
1,76 |
1,98 |
2,5 |
3,33 |
Для возможности последующего устройства асбестоцементного замка, удерживающего уплотненную прядь от выдавливания гидравлическим давлением, прядь не должна доходить до наружного края раструба, при этом средняя глубина заделки раструбной щели асбестоцементом должна быть равна указанной в табл. 43.
Таблица 43
|
Номинальная ширина раструбной щели, мм |
Средняя глубина заделки раструбной щели асбестоцементом, мм |
Потребное количество сухой асбестоцементной смеси на один стык, кг |
Потребное количество воды для увлажнения смеси, г |
|
|
65 |
9 |
25 |
0,2 |
20-25 |
|
80 |
9 |
25 |
0,25 |
25-30 |
|
100 |
9,5 |
30 |
0,3 |
30-35 |
|
125 |
9,5 |
30 |
0,37 |
35-40 |
|
150 |
9,5 |
30 |
0,49 |
50-60 |
|
200 |
9,5 |
30 |
0,6 |
60-70 |
|
250 |
10 |
30 |
0,81 |
80-95 |
|
300 |
10 |
30 |
0,91 |
90-110 |
|
350 |
10 |
35 |
1,4 |
140-170 |
|
400 |
10 |
35 |
1,6 |
160-190 |
|
450 |
10,5 |
35 |
1,85 |
185-225 |
|
500 |
10,5 |
35 |
2,05 |
205-245 |
|
600 |
11 |
35 |
2,65 |
265-315 |
|
700 |
11 |
35 |
3,08 |
300-360 |
|
800 |
11,5 |
42 |
4,7 |
470-565 |
|
900 |
11,5 |
42 |
5,4 |
540-650 |
|
1000 |
12 |
45 |
6,9 |
690-760 |
Приготовление асбестоцементной смеси и устройство асбестоцементного замка
7.41. Асбестоцементная смесь для устройства замка приготовляется из двух частей цемента и одной части асбестового волокна (по весу) с добавкой воды в количестве 10-12 % веса смеси. Цемент, применяемый для смеси, должен иметь марку не ниже М 400. В целях повышения антикоррозионности стыкового соединения рекомендуется применение пуццоланового портландцемента и шлакопортландцемента. При необходимости сокращения срока выдержки стыков рекомендуется применение глиноземистого цемента.
Асбестовое волокно, применяемое для смеси, должно быть не ниже IV сорта. Перед употреблением оно должно быть просушено и распущено. Наличие в асбестовом волокне комков породы и других посторонних примесей не допускается.
7.42. Цемент и асбестовое волокно до затворения водой должны быть тщательно перемешаны для получения смеси с равномерным распределением асбестового волокна и цемента. Перемешивание должно производиться механизированным способом (в растворомешалке небольшой емкости или в смесительном барабане, аналогичном изображенному на рис. 36).
При заделке одиночных раструбных стыков разрешается ручное перемешивание цемента с асбестовым волокном. В этом случае сухая асбестоцементная смесь приготовляется путем постепенной присыпки цемента на асбестовое волокно и тщательного их перемешивания.
Сухая асбестоцементная смесь должна заготовляться централизованно, храниться в герметичной таре в сухом помещении и выдавливаться на объект в количестве, не превышающем суточной потребности.
Заготовку сухой смеси рекомендуется производить перед началом работ по заделке раструбных стыков, с тем чтобы избежать ее длительного хранения.
7.43. Увлажнение водой сухой асбестоцементной смеси должно производиться непосредственно перед употреблением ее в дело.
Количество сухой асбестоцементной смеси и воды, необходимое для одного раструбного соединения, уплотняемого пеньковой прядью, указано в табл. 43.
7.44. Увлажнение смеси должно быть равномерным. Для обеспечения этого требования сухая смесь должна быть рассыпана ровным слоем на металлическом противне, смочена водой равномерно по всей поверхности и тщательно перемешана.
Для равномерного разбрызгивания воды по поверхности асбестоцементной смеси рекомендуется применение специального мерного сосуда-разбрызгивателя, аналогичного изображенному на рис. 37.
Рис. 36. Смесительный барабан (размеры в миллиметрах):
1 - крышка; 2 - неподвижный вал с лопастями; 3 - вращающийся барабан
7.45. Увлажненная асбестоцементная смесь должна быть употреблена в дело до начала схватывания цемента (не позднее 45 мин при применении портландцементов и не позднее 30 мин при применении глиноземистых цементов).
7.46. Устройство асбестоцементного замка должно производиться вслед за заделкой раструбной щели прядью.
Во избежание загрязнения асбестоцементной смеси и потерь ее во время заполнения раструбной щели смесь должна находиться на противне под зачеканиваемым раструбом.
7.47. Заполнение раструбной щели увлажненной асбестоцементной смесью и ее уплотнение должно начинаться снизу раструба. Асбестоцементную смесь необходимо уплотнять послойно с прочеканкой каждого слоя сильными ударами молотка по чеканке или механизированным способом с помощью пневмо- или электроинструмента. Толщина прочеканки каждого слоя асбестоцемента не должна превышать 10 мм. Достаточность его уплотнения определяется по упругому отскоку чеканки при ударе по ней молотком.
7.48. Зачеканку отдельных слоев асбестоцемента следует производить без перерывов во времени, с тем чтобы раструбное соединение было полностью заделано до начала схватывания цемента. Если же раструбный стык не зачеканен полностью до начала схватывания цемента, асбестоцемент следует удалить и раструбный стык заделать заново, так как при зачеканке асбестоцемента с перерывами во времени прочность слоев нарушается.
7.49. Зачеканку асбестоцемента в стыковых соединениях труб диаметром 500 мм и более для ускорения процесса рекомендуется производить двумя чеканщиками одновременно с двух сторон раструба.
Асбестоцемент после зачеканки должен заполнять раструбную щель заподлицо с торцом раструба. Наружная поверхность уплотненного асбестоцемента должна быть ровной и гладкой.

Рис. 37. Разбрызгиватель для увлажнения асбестоцементной смеси (размеры в миллиметрах):
1 - мерный сосуд с перфорированной крышкой; 2 - вода; 3 - асбестоцементная смесь; 4 - противень; 5 - прозрачная пластинка

Рис. 38. Проволока для армирования асбестоцемента:
1 - диаметр проволок; 2 - диаметр петли; 3 - расстояние между петлями

Рис. 39. Расположение армирующей проволоки в раструбной щели чугунных труб:
1 - асбестоцемент; 2 - армирующая проволока; 3 - уплотняющий материал
Для защиты асбестоцемента от агрессивного воздействия грунта и грунтовых вод раструбную щель следует заполнять асбестоцементом не полностью, оставляя углубление в 2-3 мм для заполнения изоляцией.
7.50. При необходимости усиления прочности раструбных соединений, а также при прокладке трубопроводов в сейсмических районах рекомендуется осуществлять армирование асбестоцемента стальной проволокой (необходимость такого армирования, как правило, следует устанавливать проектом).
7.51. Стальная проволока, предназначенная для армирования асбестоцемента, должна быть мягкой и хорошо очищенной от окалины, масла и других загрязнений.
Таблица 44
Размеры арматуры для армирования асбестоцементной заделки раструбов
|
Условный проход труб Dу, мм |
Диаметр проволоки d, мм |
Диаметр петли D, мм |
Расстояние между петлями l, мм |
|
300 |
1,5 |
5 |
120 |
|
350 |
2 |
6 |
140 |
|
400 |
2 |
6 |
160 |
|
450 |
2 |
6 |
180 |
|
500 |
2 |
6 |
200 |
|
600 |
2 |
6 |
240 |
|
700 |
2 |
6 |
280 |
|
800 |
3 |
7 |
320 |
|
900 |
3 |
7 |
360 |
|
1000 |
3 |
7 |
400 |
Из проволоки предварительно следует заготовить арматуру (рис. 38 и табл. 44).
7.52. Проволочная арматура должна укладываться в раструбную щель на прочеканенный слой асбестоцемента в уширенной части раструба так, как показано на рис. 39.
Сначала арматура укладывается в верхней части раструба и чеканкой вдавливается в ранее прочеканенный слой асбестоцемента, после чего, начиная со второй от начального конца петли, арматура закрепляется слоем асбестоцемента, закладываемого и прочеканиваемого сверх арматуры.
После закрепления арматуры асбестоцементом в верхней части раструбного соединения она постепенно заводится в раструбную щель по всей длине окружности и также закрепляется в ней. Сопряжение концов арматуры должно производиться внахлестку так, чтобы последняя петля заходила за первую.
После закрепления арматуры асбестоцементом по всей окружности раструба производится окончательная зачеканка асбестоцемента до заполнения раструбной щели заподлицо с торцом раструба.
7.53. Асбестоцементный замок после его заделки должен быть дополнительно увлажнен.
Для этой цели раструбные стыки следует укрывать мешковиной, тряпками, мхом и т. п. и поливать водой 3-4 раза в течение первых суток. В дальнейшем, если стыковые соединения не будут присыпаны грунтом, их следует в зависимости от погоды или увлажнять, или предохранять от чрезмерного высыхания в течение нескольких дней.
При наличии грунтовых вод водоотлив после зачеканки раструбных стыков асбестоцементом может не производиться, если раструбные соединения будут предохранены от вымывания из них цемента путем обмазки их хорошо промятой глиной. При агрессивных водах водоотлив может быть прекращен лишь после изоляции стыковых соединений.
7.54. Раструбные соединения после заделки их асбестоцементом должны быть выдержаны для затвердения асбестоцемента. Продолжительность выдерживания асбестоцемента при заделке пеньковой прядью в зависимости от давления при испытании трубопровода приведена в табл. 45.
Таблица 45
Продолжительность выдерживания асбестоцементной заделки раструбных соединений
|
Допускаемое давление в трубопроводе после выдерживания стыков |
Продолжительность выдерживания, ч |
|
|
МПа |
кгс/см2 |
|
|
До 0,05 |
До 0,5 |
0 |
|
0,05-0,3 |
0,5-3 |
12 |
|
Св. 0,3 |
Св. 3 |
24 |
7.55. Передача внешних нагрузок (от временных упоров, от сбрасываемого грунта при механизированной засыпке и т. п.) на раструбные соединения допускается не ранее чем через 5-6 дней после их заделки.
Примечание. При применении глиноземистого или другого быстротвердеющего цемента сроки выдерживания асбестоцементной заделки раструбных соединений могут быть сокращены вдвое.
7.56. Если необходима установка временных упоров на трубопроводе ранее чем через 5-6 дней после заделки раструбных стыков, то должны соблюдаться следующие условия: ближайшие от упора 5-6 стыковых соединений следует заделывать пеньковой прядью до установки упоров, а асбестоцементом - после закрепления этих упоров.
Перед наполнением трубопровода водой на нем устанавливаются упоры на всех углах поворота, а также в местах ответвлений и на концах испытываемого участка.
7.57. Раструбные стыковые соединения, заделанные пеньковой прядью и асбестоцементом, давшие при гидравлическом испытании утечку воды, должны быть расчеканены полностью и заделаны вновь.
Заделка стыковых соединений труб герметиками [1]
7.58. Перед началом герметизации стыковых соединений труб (ГОСТ 9583-75) раструб и гладкий конец соединяемых труб следует очистить от посторонних веществ, после чего обработать их так, чтобы герметизируемые поверхности концов соединяемых труб были шероховатыми. Для этого используют металлические щетки, наждачный круг или другие аналогичные приспособления.
7.59. Раструб и цилиндрическую часть соединяемых труб следует отцентрировать так, чтобы ширина раструбной щели соответствовала размерам, указанным в табл. 43, а величина зазора между торцами труб (с) находилась в рекомендуемых пределах.
7.60. При использовании герметика КБ-1 непосредственно перед началом герметизации стыков в раструбную щель необходимо ввести один виток белой пряди для предохранения герметика от вытекания внутрь трубы.
Прядь вводится с помощью конопатки вручную. Взамен белой пряди допускается применять паклю, отходы хлопчатобумажной пряди и другие недефицитные материалы, не загрязненные маслами или смолами.
7.61. Для предотвращения вытекания герметика КБ-1 из стыкового соединения во время его герметизации необходимо у торца раструба устанавливать хомут со жгутом из просмоленного каната, который снимается после затвердения герметика и используется при герметизации других стыков.
При заделке стыков герметиком 51-УТ-37А введение в раструбную щель витка белой пряди и применение защитных хомутов у торца раструба не требуются, так как этому герметику не свойственна текучесть.
7.62. Введение герметика в рабочую зону стыковых соединений труб осуществляют, как правило, без предварительного нанесения на герметизируемые поверхности грунтовки или подслоя.
7.63. Герметизацию стыковых соединений труб производят с помощью пневматических установок или шприцев с ручным или пневматическим выдавливанием мастики (рис. 40, 41). Ручные шприцы рекомендуется применять при небольших объемах работ. Введение герметика в рабочую зону стыка осуществляется с помощью насадки, которая крепится к наконечнику шприца или к наконечнику шланга пневматической установки [1].
7.64. Конструкция насадок определяется глубиной и шириной раструбной щели стыковых соединений труб. Изготовляются насадки из жести, полиэтилена и других материалов. Правильно подобранная насадка должна свободно доставать до любого места раструбной щели на всю ее глубину.
Рис. 40. Шприцы для герметизации стыковых соединений трубопроводов:
а - ручной; б - пневматический; 1 - насадка; 2 - клапан для сброса сжатого воздуха; 3 - трос для возвращения поршня в исходное положение; 4 - штуцер для подачи сжатого воздуха
Рис. 41. Пневматическая установка для герметизации стыковых соединений трубопроводов:
1 - штуцер для подключения к
компрессору; 2 - штуцер для манометра; 3 - клапан для сброса
давления;
4 - штуцер для подключения шланга с насадкой
7.65. Рабочий объем цилиндра ручного шприца или пневмоаппарата, заполняемый приготовленной смесью герметика, подбирается с учетом количества стыковых соединений, подлежащих герметизации, и времени, необходимого для полного расходования герметика в период его жизнеспособности.
7.66. Выдавливание мастики из пневматического шприца осуществляется при давлении воздуха 0,4-0,6 МПа (4-6 кгс/см2). Для этой цели используются переносные компрессоры малой производительности, а также автокомпрессоры различных марок.
7.67. Введение герметиков в стыковые соединения труб диаметром до 500 мм выполняется одним рабочим, а труб диаметром более 500 мм - двумя рабочими, прошедшими специальную подготовку по производству указанных работ. При выполнении работ оба рабочих располагаются по разные стороны трубы и заполняют раструбную щель герметиком одновременно.
7.68. Герметизацию стыков рекомендуется начинать снизу вверх сразу на всю требуемую глубину раструбной щели.
Насадка шприца во время герметизации не должна упираться в торец раструба или белый канат, а находиться под углом 45-50° к ним и на расстоянии 1-2 см.
Шприц следует перемещать по раструбной щели плавно, без рывков, под углом к торцу трубы таким образом, чтобы выдавленный герметик располагался по одну сторону насадки.
Заполненная герметиком часть стыка должна иметь с наружной торцевой стороны раструба ровную и гладкую поверхность.
7.69. Потребный расход герметика для заделки одного стыкового соединения приведен в табл. 46.
7.70. Достаточную степень вулканизации герметика в стыке определяют измерением твердости герметика в образце твердомером ТМ-2. Для этого на небольшой кусок трубы или на внешнюю поверхность раструба укладываемой трубы (одновременно с герметизацией последнего стыка) наносится слой герметика толщиной 8-10 мм на площадь размером 30´40 мм. После выдержки образца в аналогичных с трубопроводом условиях в течение срока, указанного в табл. 39, измеряется твердость герметика (образца), которая должна соответствовать указанной в п. 7.25 настоящего Пособия.
Таблица 46
Расход герметика для заделки раструбных соединений, кг
|
Условный проход труб Dу, мм |
|||||||
|
100 |
125 |
150 |
200 |
250 |
300 |
350 |
|
|
51-УТ-37А |
0,3 |
0,38 |
0,46 |
0,6 |
0,76 |
0,93 |
1,15 |
|
КБ-1 |
0,32 |
0,4 |
0,49 |
0,63 |
0,79 |
0,97 |
1,2 |
Продолжение табл. 46
|
Марка герметика |
Условный проход труб Dу, мм |
||||||
|
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
|
|
51-УТ-37А |
1,35 |
1,7 |
1,95 |
2,3 |
2,6 |
3 |
3,5 |
|
КБ-1 |
1,39 |
1,75 |
2 |
2,35 |
2,7 |
3,1 |
3,8 |
7.71. Передача внешней нагрузки от грунта или внутреннего гидравлического давления на загерметизированные стыковые соединения допускается лишь после достижения герметиком твердости, соответствующей требованиям п. 7.25. Заполнение трубопровода жидкостью допускается проводить через 5-6 ч после заделки стыка.
7.72. Качество производимых работ по заделке стыковых соединений герметиками должно контролироваться представителем строительной лаборатории. Контролю подлежат качество приготовления (смешения) компонентов герметика, качество очистки и механической обработки герметизируемых поверхностей, а также продолжительность вулканизации (твердения) герметика в стыке.
7.73. Выполнение работ по герметизации стыковых соединений должно быть зафиксировано в акте на скрытые работы, который предъявляется приемной комиссии при сдаче трубопровода в эксплуатацию.
Монтаж фасонных частей [1]
7.74. Узлы из фасонных частей и арматуры на трубопроводах, прокладываемых из стандартных труб (ГОСТ 9583-75), монтируют с использованием чугунных фасонных частей, изготовляемых по ГОСТ 5525-61**, при их отсутствии применяют нестандартные стальные фасонные части. Уплотнение раструбных соединений фасонных частей осуществляется таким же способом, как и уплотнение стыковых соединений самих раструбных труб.
Для присоединения к трубам фланцевых фасонных частей и арматуры используют патрубок «фланец - гладкий конец» (ПФГ).
7.75. Монтаж фасонных частей на трубопроводах, прокладываемых из чугунных труб со стыковыми соединениями на резиновых манжетах (ТУ 14-3-1247-83), осуществляется с применением стандартных патрубков (ГОСТ 5525-61**) или стальных сварных патрубков.
7.76. Присоединение фланцевой фасонной части к раструбному концу трубы рекомендуется осуществлять, как показано на рис. 42, а [1, 3, 45].

Рис. 42. Присоединение фланцевой части:
а - к раструбному концу чугунной трубы: 1 - раструб чугунной трубы; 2 - резиновая уплотнительная манжета; 3 - цилиндрический конец патрубка; 4 - фланец патрубка; 5 - резиновая прокладка; 6 - фланцевая фасонная часть; б - к цилиндрическому концу чугунной трубы: 1 - фланцевая фасонная часть; 2 - фланцевый патрубок; 3 - цилиндрический конец трубы; 4 - надвижной фланец; 5 - резиновое кольцо; 6 - резиновая прокладка
Гладкий конец патрубка соединяют с раструбом трубы так же, как соединяют между собой трубы; к фланцу патрубка присоединяют фланцевую фасонную часть или арматуру.
7.77. Фланцевую фасонную часть к цилиндрической части трубы (рис.42, б) присоединяют с применением специально изготовленного стального фланцевого патрубка и надвижного фланца [1, 3, 45].
Для этого на цилиндрическую часть чугунной трубы надвигают свободный (надвижной) фланец, внутренний диаметр которого должен быть на 5-7 мм больше наружного диаметра трубы, и резиновое кольцо, которые устанавливают на расстоянии 50-60 мм от торца трубы. Затем на трубу надвигают патрубок с приваренными к нему фланцами и устанавливают его рядом с резиновым кольцом, причем размеры первой пары фланцев (надвижного и приварного) должны быть одинаковыми. Второй приварной фланец присоединяется к фланцу фасонной соединительной части. Герметичность первой пары фланцев обеспечивается за счет обжатия резинового кольца круглого сечения, а второй - плоской резиновой прокладки.
8. МОНТАЖ ТРУБОПРОВОДОВ ИЗ АСБЕСТОЦЕМЕНТНЫХ НАПОРНЫХ ТРУБ
Трубы, муфты и резиновые уплотнители
8.1. Трубы (ГОСТ 539-80*) подразделяются на четыре класса:
ВТ6, ВТ9, ВТ12 и ВТ15 с рабочим давлением:
ВТ6 - 0,6 МПа (6 кгс/см2);
ВТ9 - 0,9 МПа (9 кгс/см2);
ВТ12 - 1,2 МПа (12 кгс/см2);
ВТ15 - 1,5 МПа (15 кгс/см2).
Примечание. Рабочим давлением является максимальное гидравлическое давление, при котором может быть использована труба данного класса при отсутствии внешней нагрузки, состоящей в основном из давления грунта и временной нагрузки на поверхности земли.
8.2. Основные размеры и типы труб должны соответствовать указанным в табл. 47.
Таблица 47
Размеры асбестоцементных труб по ГОСТ 539-80*, мм
|
Наружный диаметр обточенных концов D |
Тип выпускаемых труб |
Внутренний диаметр трубы d |
Длина трубы L |
||||
|
ВT6 |
ВТ9 |
ВТ12 |
ВТ15 |
||||
|
100 |
122 |
1 |
104 |
100 |
90 |
- |
2950 |
|
3950 |
|||||||
|
150 |
168 |
146 |
141 |
135 |
- |
2950 |
|
|
3950 |
|||||||
|
200 |
224 |
1 |
196 |
189 |
181 |
- |
3950 |
|
2 |
- |
196 |
188 |
180 |
5000 |
||
|
3 |
- |
198 |
192 |
174 |
5950 |
||
|
250 |
274 |
1 |
244 |
235 |
228 |
- |
3950 |
|
2 |
- |
242 |
234 |
226 |
5000 |
||
|
300 |
324 |
1 |
289 |
279 |
270 |
- |
3950 |
|
2 |
- |
286 |
276 |
267 |
5000 |
||
|
3 |
- |
279 |
270 |
256 |
5950 |
||
|
350 |
373 |
1 |
334 |
322 |
312 |
- |
3950 |
|
2 |
- |
329 |
317 |
307 |
5000 |
||
|
400 |
427 |
1 |
381 |
368 |
356 |
- |
3950 |
|
2 |
- |
377 |
363 |
352 |
5000 |
||
|
500 |
528 |
1 |
473 |
456 |
441 |
- |
3950 |
|
2 |
- |
466 |
450 |
436 |
5000 |
||
Примечания: 1. Внутренние диаметры труб d являются справочными. 2. Длина обточенных концов всех труб должна быть не менее 200 мм.
8.3. Предельные отклонения от размеров труб всех классов не должны превышать величин, указанных в табл. 48.
Таблица 48
|
По наружному диаметру обточенных концов труб D |
По длине труб L |
По толщине стенки |
|
|
100 |
-1,5 |
-50 |
+1,5; -2 |
|
150 |
|||
|
200 |
-2 |
-50 |
+1,5; -2,5 |
|
250 |
|||
|
300 |
-2,5 |
-50 |
+2; -3 |
|
350 |
|||
|
400 |
-3 |
-50 |
+3; -4 |
|
500 |
8.4. Для соединения труб должны применяться асбестоцементные муфты типа САМ по ГОСТ 539-80* (самоуплотняющиеся асбестоцементные муфты) или чугунные муфты по ГОСТ 17584-72*.
8.5. Асбестоцементные муфты типа САМ подразделяются на классы САМ6, САМ9, САМ12 и САМ15.
8.6. Форма, размеры муфт типа САМ и предельные отклонения должны соответствовать указанным на рис. 43 и в табл. 49.
8.7. Для уплотнения соединений муфт типа САМ должны применяться резиновые кольца фигурного сечения по ГОСТ 5228-76*, форма и размеры колец должны соответствовать указанным на рис. 44 и в табл. 50.

Рис. 43. Асбестоцементная муфта типа САМ (ГОСТ 539-80*)
Таблица 49
Размеры асбестоцементных муфт классов САМ6, САМ9, САМ12 и САМ15 (ГОСТ 539-80*), мм
|
Внутренний диаметр D2 |
Диаметр канавок D1 |
Ширина канавок l |
Ширина буртика b |
Длина L |
Ширина конусной расточки с |
|
|
100 |
127 |
150 |
20 |
27 |
140 |
6 |
|
150 |
173 |
196 |
20 |
27 |
140 |
6 |
|
200 |
229 |
252 |
20 |
27 |
150 |
6 |
|
250 |
279 |
302 |
20 |
27 |
150 |
6 |
|
300 |
329 |
352 |
20 |
27 |
150 |
6 |
|
350 |
379 |
402 |
20 |
27 |
160 |
6 |
|
400 |
433 |
456 |
20 |
27 |
160 |
6 |
|
500 |
534 |
557 |
20 |
27 |
160 |
6 |
Примечание. Предельные отклонения размеров муфт типа САМ от номинальных не должны превышать следующих величин, мм:
По длине муфты L +5
По ширине буртиков b +2
По внутренним диаметрам D1, D2 от +0,5 до -1
По ширине канавки l ±1
По ширине конусной расточки с +3
8.8. Чугунные муфты должны соответствовать требованиям ГОСТ 17584-72. Форма и размеры их указаны на рис. 45 и в табл. 51.
8.9. Для уплотнения соединений чугунных муфт следует применять резиновые кольца круглого сечения типа КЧМ и трапециевидного сечения типа ТЧМ по ГОСТ 5228-76*. Форма и размеры колец должны соответствовать указанным на рис. 15, 46 и табл. 52, 53.
Рис. 44. Резиновое
уплотнительное кольцо фигурного сечения (манжета) типа
САМ для асбестоцементных труб
8.10. При соблюдении потребителем установленных правил транспортирования, хранения и применения асбестоцементных напорных труб и муфт предприятие-изготовитель гарантирует герметичность муфтовых соединений при испытании смонтированного трубопровода гидравлическим давлением, равным максимальному рабочему давлению для данного класса труб плюс 0,3 МПа (3 кгс/см2).
8.11. Асбестоцементные трубы и муфты испытывают на водонепроницаемость на заводском стенде гидростатическим давлением, в зависимости от категории качества:
первая категория качества высшая категория качества
ВТ6 и САМ6 - 1,2 МПа(12 кгс/см2); 1,5 МПа (15 кгс/см2);
ВТ9 и САМ9 - 1,8 МПа(18 кгс/см2); 2 МПа (20 кгс/см2);
ВТ 12 и САМ 12 - 2,4 МПа (24 кгс/см2); 2,5 МПа (25 кгс/см2);
ВТ15 и САМ15 - 3 МПа (30 кгс/см2); 3,2 МПа (32 кгс/см2).

Рис. 45. Чугунная соединительная муфта (ГОСТ 17584-72*) для асбестоцементных напорных труб
а - общий вид; б - фланец ФУМ для труб Dу - 300-500 мм; в - втулка ВУМ; 1 - резиновые кольца; 2 - фланцы; 3 - втулка; 4 - проушина
Рис. 46. Резиновое уплотнительное кольцо типа ТЧМ для соединения асбестоцементных напорных труб с чугунной муфтой
Таблица 50
Размеры резиновых уплотнительных колец фигурного типа САМ (ГОСТ 5228-70*) для соединения асбестоцементных напорных труб, мм
|
Внутренний диаметр колец d1 |
Число гнезд n в кольце, шт. |
||
|
номинальный |
предельное отклонение |
||
|
100 |
119 |
+2 -2,5 |
40 |
|
150 |
165 |
56 |
|
|
200 |
222 |
72 |
|
|
250 |
272 |
88 |
|
|
300 |
322 |
104 |
|
|
350 |
371 |
120 |
|
|
400 |
425 |
136 |
|
|
500 |
526 |
168 |
|
Таблица 51
Размеры деталей чугунных соединительных муфт (ГОСТ 17584-72*) для асбестоцементных труб
|
Условный проход Dу, мм |
||||||||
|
100 |
150 |
200 |
250 |
300 |
350 |
400 |
500 |
|
|
Наружный диаметр Dн, мм, обточенных концов Размеры фланца ФЧМ, мм: |
122 |
163 |
224 |
274 |
324 |
373 |
427 |
528 |
|
D1 |
125 |
171 |
227 |
278 |
328 |
377 |
431 |
533 |
|
D2 |
146 |
194 |
252 |
305 |
357 |
408 |
464 |
568 |
|
D3 |
150 |
198 |
256 |
309 |
361 |
413 |
469 |
573 |
|
D4 |
160 |
208 |
269 |
319 |
373 |
425 |
482 |
585 |
|
D5 |
186 |
236 |
297 |
354 |
408 |
462 |
522 |
625 |
|
D6 |
176 |
230 |
291 |
345 |
399 |
451 |
508 |
611 |
|
D7 |
14 |
20 |
20 |
24 |
24 |
24 |
24 |
24 |
|
D8 |
16 |
22 |
22 |
26 |
26 |
26 |
26 |
26 |
|
r1 |
16 |
20 |
20 |
24 |
24 |
24 |
24 |
24 |
|
r2 |
14 |
18 |
18 |
22 |
22 |
22 |
22 |
22 |
|
d |
5 |
6 |
6 |
8 |
8 |
9 |
9 |
10 |
|
h |
23 |
24 |
24 |
30 |
30 |
34 |
34 |
36 |
|
Справочная масса фланца, кг |
1,4 |
2 |
2,7 |
4,3 |
5,6 |
8,2 |
9 |
10,5 |
|
Количество проушин |
3 |
3 |
4 |
4 |
5 |
5 |
5 |
5 |
|
Размеры болта, мм: |
|
|
|
|
|
|
|
|
|
диаметр |
M12 |
M16 |
M16 |
M20 |
M20 |
M20 |
M20 |
M20 |
|
длина |
110 |
130 |
130 |
160 |
160 |
180 |
180 |
180 |
|
количество |
3 |
3 |
4 |
4 |
5 |
5 |
5 |
5 |
|
Размеры втулки ВЧМ, мм: |
|
|
|
|
|
|
|
|
|
D1 |
125 |
171 |
227 |
278 |
328 |
377 |
431 |
533 |
|
D2 |
143 |
191 |
249 |
302 |
354 |
405 |
461 |
565 |
|
D3 |
129 |
175 |
231 |
282 |
332 |
382 |
436 |
538 |
|
D4 |
147 |
195 |
253 |
306 |
358 |
410 |
465 |
570 |
|
В |
50 |
70 |
70 |
80 |
90 |
90 |
100 |
100 |
|
s |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
Справочная масса втулки, кг |
1,3 |
2,8 |
4 |
6,9 |
8,8 |
10,9 |
14,4 |
19,5 |
Таблица 52
Размеры резиновых уплотнительных колец круглого сечения типа КЧМ (ГОСТ 5228-70*) для чугунных соединительных муфт (ГОСТ 17584-72*), мм
|
Внутренний диаметр кольца d1 |
Диаметр сечения кольца d2 |
|||
|
номинальный |
предельное отклонение |
номинальный |
предельное отклонение |
|
|
100 |
110 |
±2 |
14 |
±0,5 |
|
150 |
160 |
±3 |
||
|
200 |
200 |
±4 |
||
|
250 |
264 |
|||
|
300 |
300 |
±5 |
17 |
±0,6 |
|
350 |
350 |
|||
|
400 |
400 |
±6 |
20 |
|
|
500 |
448 |
±7 |
±0,8 |
|
8.12. Все указанные выше типы асбестоцементных труб и муфт должны быть прямолинейными, цилиндрической формы, без трещин, обломов и расслоений.
8.13. Торцы труб должны быть чисто обрезаны перпендикулярно к оси трубы и обработаны на конус под углом 20-25°. Длину конусной части следует принимать равной:
6-10 мм - для труб условным проходом 100-150 мм;
12-18 мм - для труб условным проходом 200 мм и более.
В сопряжении внутренней поверхности труб и торцов допускаются закругления или фаски шириной не более 5 мм.
8.14. На обточенных поверхностях концов труб и внутренней части асбестоцементных муфт не допускается наличие сдиров и вмятин.
На наружной необточенной поверхности труб и муфт допускаются отпечатки от технического сукна, сдиры и вмятины глубиной не более 1 мм.
Размеры резиновых уплотнительных колец трапециевидного сечения типа ТЧМ (ГОСТ 5228-70*) для чугунных соединительных муфт (ГОСТ 17584-72*), мм
|
Условный проход труб Dу |
d1 |
В |
H |
h |
Число рифлений, шт. |
|||||
|
номинальный |
предельное отклонение |
номинальный |
предельное отклонение |
номинальный |
предельное отклонение |
номинальный |
предельное отклонение |
m |
n |
|
|
100 |
116 |
±2 |
12,8 |
±0,5 |
18,5 |
|
10,6 |
+0,5 |
4 |
2 |
|
150 |
160 |
12,8 |
18,5 |
|
10,6 |
4 |
2 |
|||
|
200 |
215 |
12,8 |
18,5 |
|
10,6 |
4 |
2 |
|||
|
250 |
262 |
15,6 |
±0,8 |
21,5 |
+0,5 |
12,5 |
5 |
3 |
||
|
300 |
310 |
±5 |
15,6 |
21,5 |
-1 |
12,5 |
5 |
3 |
||
|
350 |
360 |
18,4 |
|
21,5 |
11 |
5 |
3 |
|||
|
400 |
412 |
|
18,4 |
+0,5 |
21,5 |
11 |
5 |
4 |
||
|
500 |
512 |
±7 |
18,4 |
-1 |
21,5 |
|
11 |
5 |
4 |
|
8.15. Трубы должны поставляться заводом-изготовителем по спецификации заказчика комплектно с асбестоцементными или чугунными муфтами и резиновыми кольцами.
Монтаж трубопроводов из труб на муфтах типа САМ [1, 34]
8.16. До начала соединения труб в очищенные от загрязнения канавки муфт закладываются резиновые кольца так, чтобы цилиндрические гнезда в кольцах были обращены внутрь муфты. При установке колец в пазы муфт необходимо их расправлять так, чтобы выступающие части были одного размера по всей окружности муфты.
8.17. Между соединяемыми трубами следует обеспечить необходимый зазор с помощью переносной штанги (рис. 47), удаляемой из трубы после монтажа стыка:
5 мм - для труб условным проходом до 300 мм включительно;
8-10 мм - для труб условным проходом более 300 мм.
Рис. 47. Фиксация зазора между торцами труб с помощью переносной штанги:
1 - укладываемая труба; 2 - переносная штанга с крюком; 3 - муфта; 4 - уложенная труба
Рис. 48. Монтаж трубопровода из асбестоцементных труб на муфтах типа САМ (первый способ):
а - центровка уложенной трубы с укладываемой трубой, на которую предварительно надета до упора (на требуемую глубину) и закреплена муфта; б - надвижка закрепленной на трубе муфты на уложенную трубу и снятие упора; 1 - укладываемая труба; 2 - упорный хомут; 3 - муфта САМ; 4 - резиновое кольцо фигурного сечения (манжета САМ); 5 - уложенный трубопровод
8.18. Для того чтобы зазор между трубами после монтажа стыка был расположен на середине муфты, на трубах делаются отметки на расстоянии от торцов, равном половине длины муфты минус половина величины зазора между трубами.
8.19. Для уменьшения трения между поверхностями трубы и резиновыми кольцами следует наружную поверхность труб на длине 50-70 мм от концов смазать графитоглицериновой пастой (см. п. 7.29 настоящего Пособия).
8.20. Монтаж труб на муфтах типа САМ может осуществляться двумя способами.
При первом способе (рис. 48) монтаж производится следующим образом: первоначально на очередную укладываемую трубу надвигают муфту до сделанной на этой трубе отметки (l-с)/2 (рис. 48, а); затем с помощью монтажного приспособления эту трубу вместе с муфтой продвигают в сторону уложенного трубопровода до тех пор, пока конец последней уложенной трубы не войдет в муфту на глубину (l-с)/2 (рис. 48, б). Для того чтобы во время монтажа муфта не сдвинулась со своей первоначальной отметки, у ее торца следует установить упорный (переносной) хомут.
При втором способе (рис. 49) монтаж труб производится следующим образом: на укладываемую трубу надвигается муфта на всю ее длину (рис. 49, а); затем эта труба центрируется с ранее уложенной и при помощи монтажного приспособления муфта с укладываемой трубы передвигается на уложенную трубу до имеющейся на ней отметки (l-с)/2 (рис. 49, 6).
Примечание. При первом и втором способах монтажа муфта может первоначально быть надетой также и на уложенную трубу.
Рис. 49. Монтаж трубопровода из асбестоцементных труб на муфтах типа САМ (второй способ):
а - центровка уложенной трубы с укладываемой, на которую предварительно полностью надета муфта; б - надвижка муфты на уложенную трубу с контролем правильности перекрытия торцов стыкуемых труб; 1 - укладываемая труба; 2 - муфта САМ; 3 - резиновое кольцо фигурного сечения (манжета САМ); 4 - уложенная труба
Рис. 50. Рычажный домкрат:
1 - корпус; 2 - тяга; 3 - захват; 4 - рычаг; 5 - стяжной винт
8.21. Для монтажа стыковых соединений асбестоцементных труб рекомендуются следующие типы простейших приспособлений:
приспособление с центральным торцевым винтом (см. рис. 14);
рычажный натяжной домкрат (рис. 50);
рычажно-реечное натяжное приспособление (рис. 51);
винтовой натяжной домкрат (рис. 52).
8.22. В целях наибольшей механизации работ по монтажу асбестоцементных трубопроводов рекомендуется применение специальных навесных монтажных гидравлических траверс, выполняющих захват и опускание труб в траншею, а также стыковку их с помощью муфт типа САМ. Принципиальная схема такого устройства показана на рис. 53. Это устройство является сменным нестандартизованным навесным оборудованием к одноковшовым экскаваторам ЭО-2621 и ЭО-3322 [1, 35].

Рис. 51. Рычажно-реечное натяжное приспособление:
1 - рычаг; 2 - упорный башмак; 3 - хомут; 4 - рейка; 5 - захват
Рис. 52. Винтовой домкрат:
1 - корпус: 1 - натяжной винт; 1 - захват: 1 - вороток; 1 - стяжной винт
Устройство состоит из несущей рамы-швеллера, внизу которой закреплены четыре пары центрирующих уголков, служащих для фиксации соосности стыкуемых труб. На полках рамы шарнирно установлены две пары клиновых рычажных захватов с пружинными пластинами, предназначенными для захвата и удержания труб. Для перемещения муфты с укладываемой трубы на монтируемый стык предусмотрена скоба. Сверху, внутри полок несущей рамы, смонтированы три гидроцилиндра, предназначенные для приведения в действие захватов и перемещения скобы. Для управления гидроприводом устройства используется гидрораспределитель, устанавливаемый на экскаваторе.
Рис. 53. Принципиальная схема устройства для механизированного монтажа трубопроводов из асбестоцементных труб на муфтах типа САМ:
1 - несущая рама-швеллер; 2 - уголковые центраторы; 3 - рычажные захваты; 4 - пружинная пластина; 5 - гидроцилиндры; 6 - поворотный сектор; 7 - пружина растяжения; 8 - стяжка; 9 - параллелограммная подвеска; 10 - скоба
При помощи параллелограммной подвески устройство крепится к рукояти экскаватора. Подвеска снабжена стяжкой, пружиной растяжения и поворотным сектором, позволяющим вращать все устройство в горизонтальной плоскости, что необходимо при центрировании стыкуемых труб.
Монтаж трубопровода производится следующим образом: экскаватор с подвешенным к нему устройством, передвигаясь вдоль траншеи, останавливается напротив приямка уложенной трубы. Устройство, управляемое экскаваторщиком, захватывает правыми захватами с бровки траншеи или с прицепа, присоединенного к экскаватору, очередную трубу с заранее надетой на ее конец муфтой и прижимает ее к центрирующим уголкам так, чтобы рычаги скобы касались торца муфты, обращенного в сторону укладываемой трубы. Затем устройство с трубой опускается в траншею так, чтобы конец укладываемой трубы с муфтой отстоял от торца уложенной трубы на расстояние 100-120 мм, после чего в работу включают параллелограммную подвеску и придвигают укладываемую трубу к торцу уложенной трубы. Вслед за этим левые рычажные захваты захватывают уложенную трубу и осуществляется центрирование соединяемых труб по уголковым центраторам. При этом поворотный сектор позволяет устранить возможную несоосность труб в горизонтальной плоскости путем поворота устройства.
По окончании центрирования труб с помощью силового гидроцилиндра приводится в действие скоба, которая сдвигает муфту на стык на половину ее длины.
По окончании монтажа стыка экскаватор вместе с устройством перемещается к месту расположения труб за очередной трубой.
Устройство рекомендуется для монтажа асбестоцементных труб диаметром 300-500 мм.
Монтаж трубопроводов из труб на чугунных муфтах
8.23. Устройство стыковых соединений асбестоцементных труб с помощью чугунных муфт производится с соблюдением правил устройства фланцевых соединений, т. е. обеспечением поочередного завинчивания гаек, расположенных на концах взаимно перпендикулярных диаметров, с тем чтобы не допускать перекоса фланцев.
8.24. Опускание труб в траншею, их укладка, центровка и т. п. производятся так же, как и при устройстве стыковых соединений на муфтах других конструкций.
Разметка соединения на чугунных муфтах производится в следующем порядке:
а) на концах каждой трубы карандашом или мелом отмечается расстояние, равное половине длины В втулки 3 (рис. 45) минус половина зазора между трубами (на этих отметках должны размещаться края втулки, надвинутой на концы труб);
б) на каждом конце соединяемых труб делается еще по одной отметке на расстоянии, равном половине длины втулки плюс толщина резинового кольца и чугунного фланца (вблизи этих отметок должны располагаться внешние края фланцев после затягивания болтов);
в) по окончании разметки стыкового соединения фланцы, резиновые кольца и втулка устанавливаются в соответствии с произведенной разметкой и осуществляется монтаж стыкового соединения путем подтягивания гаек в установленном порядке.
8.25. Применяемые при устройстве стыковых соединений стальные болты, фланцы и втулки должны иметь антикоррозионную защиту (оцинковку, покрытие асфальтовыми лаками, битумными эмалями и т. п.). Тип антикоррозионной изоляции должен быть определен проектом.
Монтаж фасонных частей [1]
8.26. Присоединение чугунных фасонных частей к трубопроводам, прокладываемым из труб марок ВТ6, ВТ9, ВТ12 и ВТ15 (наружные диаметры которых по размеру мало отличаются от размеров чугунных труб), можно производить, с применением асбестоцементных муфт типа САМ и резиновых колец. Для этого асбестоцементная труба соединяется со стальным или чугунным патрубком «фланец - гладкий конец» (ПФГ) с помощью асбестоцементной муфты и резиновых колец тем же способом, каким соединяются между собой трубы. Затем к фланцу патрубка присоединяется монтируемая фасонная часть.
Присоединение фасонных частей к асбестоцементным трубам можно также осуществлять, используя чугунные трубы. Для этого асбестоцементную трубу при помощи асбестоцементной муфты типа САМ и резиновых колец соединяют с гладким концом чугунной трубы, к которой затем присоединяют нужную стандартную чугунную фасонную часть.
9. МОНТАЖ КОЛОДЦЕВ И КАМЕР, УСТРОЙСТВО УПОРОВ
9.1. Монтаж сборных железобетонных колодцев и камер на напорных трубопроводах следует выполнять в соответствии с проектом производства работ, в котором должна быть предусмотрена возможность укрупненного их монтажа - с вмонтированной арматурой или укрупненными технологическими узлами.
9.2. При монтаже сборных железобетонных колодцев производится установка в такой последовательности:
плиты днища или объемной рабочей камеры колодца (с установленной арматурой или без нее);
одного или двух нижних колец колодца с отверстиями для входной и выходной труб с одновременным монтажом этих труб и заделкой их в стенах колодца или его рабочей камеры;
плиты перекрытия над рабочей камерой колодца и регулировочного кольца горловины;
стальной лестницы и опорного кольца горловины;
люка на опорное кольцо и крышки на люк.
9.3. Установка нижних колец или рабочей камеры колодца производится одновременно с монтажом входной и выходной трубы и заделкой их в стенах колец или рабочей камеры. Зазор в проемах заделывается вручную: в сухих грунтах - бетоном класса В 10 в инвентарной опалубке с уплотнением бетона кельмой; в мокрых и просадочных грунтах - бетоном класса В 15 с предварительной установкой на трубу стального патрубка (футляра) с зазором шириной 50 мм, который следует уплотнять вручную на глубину 60 мм просмоленным жгутом или белым канатом, пропитанным раствором низкомолекулярного полиизобутилена в бензине в соотношении 1:1, а снаружи заделывать асбестоцементным раствором и уплотнять чеканкой (рис. 54 и 55).
Рис. 54. Детали заделки труб в стенках колодцев:
а - в сухих грунтах; 1 - нижнее кольцо колодца; 2 - бетон класса В 10; 3 - плита днища; 4 - бетонная подготовка класса В 10; б - в мокрых грунтах: 1 - нижнее кольцо колодца; 2 - бетон класса В 15; 3 - стальной патрубок-футляр; 4 - смоляной канат; 5 - плита днища; 6 - щебеночная подготовка; 7 - гидроизоляция битумом за два раза

Рис. 55. Деталь заделки труб в стенках колодцев, сооружаемых в просадочных грунтах:
1 - гидроизоляция внутренней поверхности стенок; 2 - бетон класса В 15; 3 - стальной патрубок-футляр; 4 - асбестоцементный раствор; 5 - просмоленный канат; 6 - плита-днище; 7 - водоупорный замок из мягкой глины
9.4. Установка верхних стеновых колец типовых колодцев производится после центровки их по монтажным петлям, выполняющим роль фиксаторов, на растворную (цементную) постель на нижнем кольце. Аналогичным образом (после установки в колодце арматуры) монтируются плита перекрытия и опорное кольцо колодца.
9.5. Установка люка на опорное кольцо с растворной постелью класса В5 производится вручную надвижкой его с переносного мостика.
9.6. Гидроизоляция колодца при наличии грунтовых вод выполняется нанесением грунтовки на наружную поверхность колодца на 0,5 м выше уровня грунтовых вод раствором битума марки БН-IV в бензине в соотношении 1:3 по объему с последующим нанесением горячего битума той же марки за два раза; при этом первый слой горячего битума наносят на высохшую грунтовку, второй - после остывания и затвердевания первого слоя. При уровне грунтовых вод на 0,5 высоты колодца гидроизоляцию следует выполнять на всю высоту колодца.
9.7. Монтаж сборных железобетонных камер со сборно-монолитным днищем производится в следующей последовательности:
установка на подготовленное основание с нанесенной разметкой осей камеры сборных Г-образных («сапожкового» типа) стеновых блоков с выверкой их положения; при этом вертикальные швы между блоками заливают цементным раствором в опалубке, после снятия которой поверхность шва затирают;
укладка плит днища на цементный раствор с выверкой их положения; швы между плитами днища и Г-образными стеновыми блоками с выпусками арматуры в основании заделывают бетонной смесью с предварительным выпрямлением выпусков, укладкой продольных арматурных стержней и закреплением узлов вязальной проволокой;
установка плит перекрытия на стеновые блоки камеры (на цементный раствор); швы между плитами перекрытия, стыки между стеновыми блоками и плитами перекрытия заделывают цементным раствором с затиркой поверхности.
9.8. Монтаж полносборных камер производится в следующем порядке (рис. 56):
укладка средних плит днища на основание;
укладка двух крайних плит вплотную к средним с заделкой стыков цементным раствором и соединением плит прихваткой монтажных накладок электросваркой к закладным деталям плит днища;
установка стеновых блоков П-образной формы (в плане) на цементном растворе и стеновых панелей на днище заподлицо с боковыми поверхностями плит днища с проверкой вертикальности установки, фиксацией блока или панели в проектном положении временно струбциной, затем постоянно - прихваткой электросваркой монтажных накладок к закладным деталям плит днища и блока (панели) с последующей расстроповкой блока (панели) и затиркой поверхности швов;
установка плит перекрытия на стеновые блоки и панели камеры на цементном растворе (заподлицо с наружным контуром стеновых блоков и панелей) с последующей заделкой цементным раствором стыков между плитами перекрытия и между ними и стенами;
монтаж сборных элементов горловины камеры, выполняемой аналогично их монтажу на колодцах;
устройство проемов в стенах камеры с помощью отбойного молотка для ввода и вывода труб; распрямление загнутых концов оголенной арматуры и установка стального футляра; вварка арматурной сетки в проемы камеры; заделка просмоленной прядью и асбестоцементным раствором зазора между трубой и футляром; заделка бетоном проемов между футляром и стенами камеры;
гидроизоляция камер, выполняемая аналогично гидроизоляции колодцев.
Рис. 56. Монтаж полносборных железобетонных камер.
а, б - укладка плит основания; в, г - монтаж Г-образных блоков; д - монтаж плит перекрытия
9.9. Устройство упоров на трубопроводах следует производить с учетом следующих требований:
опорные стенки котлованов, на которые опираются бетонные монолитные упоры, должны быть, как правило, вертикальными и иметь ненарушенную структуру грунта;
пазухи и зазоры между сборными элементами упоров и откосом котлована должны быть заполнены бетоном или щебнем;
зазоры между трубопроводом и сборной частью бетонных и кирпичных упоров должны быть плотно заполнены монолитным бетоном (подушкой) с уплотнением;
бетонирование монолитных упоров вдоль опорной стенки котлована следует производить без устройства опалубки.
Рис. 57. Труборез типа ТГ-600 конструкции ВНИИмонтажспецстроя:
1 - режущая цепь; 2 - силовое устройство; 3 - привод
10. УСТРАНЕНИЕ ДЕФЕКТОВ ТРУБОПРОВОДОВ
10.1. В случае обнаружения на трубопроводе в процессе его испытания недопустимых дефектов (трещина или свищ в трубе, разгерметизация стыкового соединения) последние должны быть устранены, а трубопровод подвержен испытанию на прочность и герметичность повторно.
10.2. Если при испытании трубопровода обнаружена небольшая трещина или свищ на трубе, то последняя может быть отремонтирована установкой на ее поврежденном участке седелки с резиновой прокладкой.
Для такого ремонта рекомендуется использовать как стандартные ремонтные чугунные седелки, так и специально изготовленные в соответствии с диаметром труб сварные стальные седелки.
10.3. При повреждении чугунной трубы на значительной ее длине поврежденный участок трубы следует вырезать и заменить его отрезком чугунной или стальной трубы соответствующего диаметра.
10.4. Для резки труб могут быть рекомендованы труборезы конструкции ВНИИмонтажспецстроя Минмонтажспецстроя СССР (рис. 57, табл. 54).
10.5. Демонтаж дефектного конца трубы может быть осуществлен с применением приспособления, изображенного на рис. 58.
Таблица 54
Техническая характеристика труборезов [1]
|
Типы труборезов |
||||
|
ТРВ-150 |
ТРР-150 |
ТГ-400 |
ТГ-600 |
|
|
Диаметры разрезаемых труб, мм: |
|
|
|
|
|
чугунных |
50-150 |
50-150 |
150-400 |
До 600 |
|
асбестоцементных |
До 400 |
До 400 |
До 900 |
До 1000 |
|
керамических |
До 400 |
До 400 |
До 600 |
До 600 |
|
Вид привода |
Ручной винтовой |
Ручной рычажный |
Гидравлический |
|
|
Усилие рукоятки, кН (кгс) |
0,2 (20) |
0,2 (20) |
0,2 (20) |
0,2 (20) |
|
Масса устройства (без цепи), кг |
11,5 |
8,6 |
32 |
42 |
10.6. Взамен вырезанного дефектного конца трубы укладывают отрезок чугунной или стальной трубы (вставку) длиной на 100-120 мм короче удаленного дефектного конца, с тем чтобы завести его в раструб соседней трубы. Соединение вставки с гладким концом чугунной трубы осуществляют, используя нестандартные сварные муфты длиной 300-400 мм с резиновым уплотнением. Муфты сваривают из стальных труб (ГОСТ 3262-75*, ГОСТ 8696-74*, ГОСТ 10704-76*), а также и вставки, если отсутствуют чугунные трубы. Рекомендуется применение муфт двух конструкций, отличающихся по способу монтажа и уплотнения резиновых колец; натяжная двухфланцевая с натяжными свободными фланцами (рис. 59, табл. 55) и свертная (рис. 60, табл. 56).
Таблица 55
Размеры надвижной фланцевой муфты для соединения труб, мм
|
Надвижная муфта |
Фланцы Pу=l МПа (10 кгс/см2), (ГОСТ 12815-80*; ГОСТ 12820-80*) |
Болты (ГОСТ 12815-80*) |
||||||||||
|
чугунная |
стальная |
|||||||||||
|
условный проход Dу |
наружный диаметр D1 |
наружный диаметр D2 |
наружный диаметр и толщина стенки D3 ´ s |
внутренний диаметр D4 |
D5 |
D6 |
D1 |
b |
b1 |
d |
количество |
диаметр |
|
65 |
81 |
76 |
102´5 |
92 |
86 |
145 |
180 |
17 |
10 |
18 |
4 |
М16 |
|
83 |
||||||||||||
|
100 |
118 |
114 |
140´5 |
130 |
123 |
180 |
215 |
19 |
10 |
18 |
8 |
М16 |
|
150 |
170 |
165 |
194´6 |
182 |
174 |
240 |
280 |
21 |
10 |
22 |
8 |
М20 |
|
168 |
||||||||||||
|
200 |
222 |
219 |
245´6 |
233 |
228 |
295 |
335 |
21 |
15 |
22 |
8 |
М20 |
|
250 |
274 |
273 |
299´6 |
287 |
280 |
350 |
390 |
23 |
15 |
22 |
12 |
М20 |
|
300 |
326 |
325 |
351´7 |
337 |
330 |
400 |
440 |
24 |
15 |
22 |
12 |
М20 |
Примечание. Размеры D5 и b1 нестандартные.
I-I
Рис. 58. Приспособление для демонтажа стыкового соединения труб:
1 - винт; 2 - болт; 3 - скоба
Рис. 59. Ремонт дефектного участка чугунного трубопровода стальной двухфланцевой надвижной муфтой:
1 - чугунная труба; 2 - резиновое кольцо; 3 - надвижная стальная двуфланцевая муфта; 4 - отрезок стальной или чугунной трубы (вставка); 5 - раструб чугунной трубы; 6 - натяжной свободный фланец; 7 - приварной фланец
Рис. 60. Ремонт дефектного участка чугунного трубопровода свертной стальной муфтой:
1 - чугунная труба; 2 - резиновое кольцо круглого сечения; 3 - свертная стальная муфта; 4 - отрезок чугунной или стальной трубы (вставка); 5 - стяжные приварные полки; 6 - резиновая прокладка 6 мм; 7 - болты с гайками; а, б - ширина рабочей щели соответственно для чугунной и стальных труб
10.7. Монтаж отрезка новой трубы и надвижной муфты осуществляют в следующем порядке (рис. 59):
на смежных концах соединяемых труб делают отметки на расстоянии от их торцов, равном половине длины муфты минус 50 мм;
на конец трубы надвигают натяжной фланец и одно резиновое кольцо, на которые затем надвигают муфту на всю ее длину;
заводят в раструб с уложенной манжетой отрезок новой трубы с предварительно надетым вторым натяжным фланцем и резиновым кольцом и, центрируя отрезок этой трубы по оси трубопровода, надвигают на него муфту до сделанной отметки;
придвигают к приварным фланцам 7 муфты натяжные фланцы 6 с резиновыми кольцами и сбалчивают фланцы, обжимая резиновые кольца и тем самым обеспечивая герметичность соединения труб.
Таблица 56
Размеры свертной муфты для соединения труб, мм
|
Свершая муфта |
ГОСТ стальной трубы для муфты |
Ширина рабочей щели для труб |
Резиновые уплотнительные кольца типа КЧМ (ГОСТ 52 28-76*) |
|||||||
|
чугунные |
стальные |
наружный диаметр D3 |
наружный диаметр D4 |
толщина стенки s |
||||||
|
условный проход Dу |
наружный диаметр D1 |
наружный диаметр D2 |
чугунной а |
стальной s |
внутренний диаметр |
диаметр сечения |
||||
|
100 |
118 |
114 |
140 |
131 |
4,5 |
10704-76* |
6,5 |
8,5 |
110 |
14. |
|
3262-75* |
||||||||||
|
150 |
170 |
165 |
194 |
182 |
6 |
10704-76* |
6 |
8,5; |
160 |
14 |
|
168 |
7 |
|||||||||
|
200 |
222 |
219 |
242 |
235 |
5 |
10704-76* |
6,5 |
8 |
200 |
14 |
|
250 |
274 |
273 |
299 |
289 |
5 |
10704-76* |
7,5 |
8 |
264 |
17 |
|
300 |
326 |
325 |
351 |
341 |
5 |
10704-76* |
7,5 |
8 |
300 |
17 |
|
400 |
429 |
426 |
480 |
456 |
12 |
10704-76* |
13,5 |
15 |
400 |
20 |
|
8696-74* |
||||||||||
|
300 |
326 |
325 |
377 |
363 |
7 |
10704-76* |
18,5 |
19 |
Уплотнение зачеканкой |
|
|
400 |
429 |
426 |
480 |
468 |
6 |
|
19,5 |
21 |
||
|
|
||||||||||
Аналогично выполняют и монтаж свертной муфты, однако уплотнение резиновых колец достигают сболчиванием стяжных полок верхней и нижней частей муфты, при котором резиновые кольца сжимаются в рабочей щели муфты, чем гарантируется необходимая герметичность соединения.
Муфтовые соединения, монтируемые в земле, должны быть обетонированы для защиты от коррозии.
10.8. При нарушении герметичности стыковых соединений трубопровода ремонт последних можно осуществить установкой дополнительного резинового кольца (применяемого при монтаже) по всей окружности стыка или отрезка резинового кольца - непосредственно на обнаруженное дефектное место в стыке с последующей заделкой отремонтированного стыка бетонным пояском, а при необходимости металлическим хомутом.
10.9. Способ ремонта раструбного стыкового соединения железобетонного трубопровода из виброгидропрессованных и центрифугированных труб стяжными нестандартными разрезными фланцами с резиновым уплотнительным кольцом показан на рис. 61. Резиновое кольцо разрезают косым швом в плоскости, нормальной к оси трубы, одевают его на трубу у торца раструба, проклеивают поверхность среза резиновым клеем, скрепляют клеющей лентой и надвигают на торец раструба. Разрезанные по диаметру стальные фланцы одевают на смежные трубы по обе стороны раструба и сваривают их. Затем фланцы надвигают до упора в резиновое кольцо и в коническую поверхность раструба, стягивают их болтами, чем достигается плотное прижатие резинового кольца к торцу раструбной щели.

Рис. 61. Ремонт раструбного
соединения железобетонных напорных труб
стяжными разрезными фланцами:
1 - стальные разрезные стяжные фланцы; 2 - ремонтное резиновое кольцо; 3 - стяжные болты с гайками

Рис. 62. Ремонт железобетонной трубы наложением стальной разрезной муфты:
1 - стенка ремонтируемой
железобетонной трубы; 2 - кольцевая щель с цементно-песчаным раствором;
3, 4 - нижняя и верхняя секции разрезной муфты; 5 -
сварные швы
Отремонтированный стык следует обетонировать для защиты от коррозии фланцевого соединения.
10.10. Устранение течи при повреждении стенки по длине железобетонной трубы рекомендуется производить наложением стальной разрезной муфты (рис. 62), изготовленной из стальных труб соответствующего диаметра. Обе половинки муфты накладывают на поврежденную часть трубы и сваривают, обеспечивая между стенками муфты и трубы равномерную по окружности кольцевую щель шириной, достаточной для нагнетания в нее цементно-песчаного раствора.
11. КРАТКИЕ УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
11.1. Краткие указания составлены с учетом требований СНиП III-4-80 и Памятки по технике безопасности при выполнении специальных строительно-монтажных работ Минмонтажспецстроя СССР.
Производство земляных работ в зоне расположения подземных коммуникаций (электрокабели, газопроводы и др.) допускается только с письменного разрешения организации, ответственной за эксплуатацию этих коммуникаций. К разрешению должен быть приложен план (схема) с указанием расположения и глубины заложения коммуникаций.
11.2. У котлованов и траншей, разрабатываемых на улицах, проездах и во дворах населенных пунктов, а также в прочих местах, где происходит движение людей и транспорта, кроме ограждения необходимо устанавливать предупредительные надписи и знаки, а в ночное время - световые сигналы.
11.3. Грунт, выброшенный из котлована или траншеи, следует размещать на расстоянии не менее 0,5 м от их бровок.
11.4. На экскаваторе при разработке траншеи разрешается находиться только машинисту и тем членам бригады, без которых невозможно обслуживание машины. Присутствие посторонних лиц запрещается. При работе экскаватора не разрешается производить какие-либо другие работы со стороны забоя и находиться людям в радиусе действия экскаватора плюс 5м.
11.5. Во время перерыва в работе экскаватор необходимо переместить от края траншеи на расстояние не менее 2 м, а ковш опустить на грунт. Очищать ковш разрешается только в опущенном положении.
11.6. Во время движения экскаватора стрелу его необходимо устанавливать строго по направлению хода, а ковш поднимать над землей на 0,5-0,7 м. Запрещается передвижение экскаватора с нагруженным ковшом.
11.7. Разработанный грунт, остатки материалов, разобранные крепления и неиспользуемое оборудование при проходке подземных выработок надлежит немедленно удалять. Загромождать проходы и рельсовые пути внутри подземных выработок запрещается.
11.8. Машинист трубоукладчика осуществляет контроль работы стропальщиков и несет полную ответственность за нарушение требований по управлению краном-трубоукладчиком и его обслуживанию.
11.9. Открытые склады горючего для строительных машин должны находиться на расстоянии не менее 20 м от машин.
11.10. Использованный обтирочный материал следует складывать в специальные металлические ящики с крышками.
11.11. Во время остановки экскаватора стрелу нужно отнести в сторону от забоя, а ковш опустить на землю. Ковш держать на весу запрещается.
11.12. Передвижение трубоукладчика вдоль траншеи при опускании труб должно производиться за пределами призмы обрушения, но не менее чем в 2 м от бровки траншеи.
11.13. Во время работы следить за состоянием бровки траншеи и прекращать работу даже при незначительном ее обрушении. Держать груз на крюке трубоукладчика длительное время запрещается.
11.14. При подъеме и укладке труб в траншею машинист обязан:
следить за состоянием механизмов трубоукладчика и показаниями контрольных приборов;
не поднимать груз, превышающий максимальную грузоподъемность трубоукладчика, и не допускать нагрузки, при которой начинается отрыв гусеницы от поверхности грунта;
не допускать рывков при подъеме и опускании труб в траншею.
11.15. При использовании крана-трубоукладчика для погрузочно-разгрузочных работ, а также в качестве средств (тягача) для подтаскивания труб, для центровки стыков труб, обязательно соблюдение требований по технике безопасности, установленных Правилами устройства и безопасной эксплуатации грузоподъемных кранов.
11.16. Устанавливать краны для работы на свеженасыпанном неутрамбованном грунте, а также на площадке с уклоном более указанного в паспорте крана не разрешается.
11.17. Перед началом работ в траншеях производитель работ или мастер должен проверить устойчивость откосов, прочность крепления траншей, котлованов и колодцев, в которых намечается укладка трубопроводов.
11.18. Опускать в траншеи трубы больших диаметров, а также поднимать их необходимо только под руководством прораба или мастера.
11.19. Опускаться в траншеи или котлованы можно только по приставным лестницам или трапам. Запрещается становиться на распорки креплений.
11.20. Находиться в траншеях и колодцах во время опускания в них труб, фасонных частей, арматуры и т. п. запрещается.
11.21. Запрещается нахождение между траншеей и трубопроводом во время спуска труб или монтируемых составных частей трубопровода.
11.22. Для подъема и перемещения труб и других длинномерных грузов в горизонтальном положении следует применять не менее двух стропов или специальные траверсы. Чтобы избежать срыва груза при подъеме и перемещении, петли стропов необходимо надевать по центру крюка.
11.23. Трубы перед подъемом должны быть очищены от земли, льда и других предметов, которые могут упасть сверху при перемещении. Нахождение людей в зоне перемещения грузов не допускается.
11.24. Для разворота и придерживания труб и других длинномерных громоздких грузов следует применять оттяжки в виде пеньковых канатов; при этом рабочий должен находиться вне опасной зоны.
11.25. Снимать стропы с крюка допускается только после того, как груз будет надежно установлен. Оставлять груз в подвешенном состоянии по окончании работы или на время перерыва в работе запрещается.
11.26. Во всех случаях при опускании в траншею (колодец) труб, фасонных частей, арматуры и другого оборудования различными грузоподъемными механизмами подъем грузов от земли не должен превышать 1м.
11.27. Опускать грузы следует плавно, без рывков и ударов о стенки и распорки креплений траншеи. Запрещается скатывать трубы в траншею ломами или вагами, а также сбрасывать с бровки фасонные части или арматуру.
11.28. При опускании труб и фасонных частей в траншею находящиеся в траншее рабочие могут приближаться к ним только тогда, когда установившийся груз будет находиться от дна траншеи не более чем на 30 см. Находиться под опускаемым грузом, а также оставлять груз на весу запрещается.
11.29. Освобождать уложенные в траншею трубы от захватных приспособлений грузоподъемных механизмов можно только после укрепления труб на дне подбивкой грунта или после надежной укладки их на постоянные опоры.
11.30. Все работы, по подъему и перемещению грузов должны производиться рабочими не моложе 18 лет, прошедшими медицинское освидетельствование и обучение правилам техники безопасности при грузоподъемных работах, имеющими удостоверение на право производства таких работ, под непосредственным наблюдением лица, ответственного за безопасное перемещение грузов.
11.31. Перед началом грузоподъемных работ мастер или прораб должен провести дополнительный инструктаж рабочих на рабочем месте, обращая внимание на специфические особенности работы на данном участке. Из зоны производства работ удаляют всех лиц, не связанных с грузоподъемными операциями.
11.32. Перед подъемом груза следует проверить надежность его строповки (путем подъема груза на высоту 25-30 см), а также отсутствие на нем посторонних предметов, в том числе земли или льда, так как их падение при подъеме может причинить травмы.
11.33. Отрыв примерзших грузов от грунта, снега или льда с помощью грузоподъемных машин категорически запрещается.
11.34. Стропы и траверсы в процессе эксплуатации должны подвергаться техническому осмотру лицом, ответственным за их исправное состояние, в сроки, предусмотренные правилами устройства и безопасной эксплуатации грузоподъемных кранов, утвержденных Госгортехнадзором СССР, а прочая технологическая оснастка - не реже чем через каждые шесть месяцев, если техническими условиями или инструкциями завода-изготовителя не предусмотрены другие сроки. Результаты осмотра необходимо регистрировать в журналах периодического осмотра.
11.35. В период монтажа трубопровода место производства работ должно быть хорошо освещено. При недостаточном освещении, сильном снегопаде или тумане, а также в других случаях, когда крановщик плохо различает сигналы стропальщика (сигнальщика) или перемещаемый груз, работа крана должна быть прекращена.
11.36. При перемещении тяжелых грузов на санях, стальных листах с применением трактора рабочие, сопровождающие груз, должны находиться позади него.
11.37. Во время работы с гидравлическими домкратами нельзя стоять против имеющихся на них пробках. Нужно строго следить за показаниями манометра. Запрещается работа с гидравлическими домкратами без манометров или с неисправными манометрами.
11.38. Используемые при надвижке труб тали и ручные лебедки следует устанавливать так, чтобы рабочий, который вращает ручку лебедки, не находился по линии натяжного троса.
ПРИЛОЖЕНИЕ 1
СТЕНДЫ И УСТАНОВКИ ДЛЯ ГИДРАВЛИЧЕСКОГО ИСПЫТАНИЯ АСБЕСТОЦЕМЕНТНЫХ И ДРУГИХ НАПОРНЫХ ТРУБ В ПОЛЕВЫХ УСЛОВИЯХ, ИСПОЛЬЗУЕМЫЕ В ОРГАНИЗАЦИЯХ МИНВОДХОЗА СССР [1, 2, 3, 10, 26]
|
Показатели |
Гидравлический стенд СевНИИГиМа |
Стенд треста «Оргтехводстрой» |
Усовершенствованная машина для испытания труб НПО «Радуга» |
Гидравлические опрессовщики ВНИИЗемМаша марки |
|
|
МВ-3 |
МВ-10 |
||||
|
База |
Лист-волокуша |
Полозья |
Универсальная уборочная машина КО-705А |
Самоходное шасси Т-16М |
Шасси-прицеп 2-ПН-2 |
|
Тип |
Прицеп к трактору |
Стационарный |
Прицеп к трактору |
Навесной |
- |
|
Диаметр испытываемых труб, мм |
150-500 |
200-350 |
100-500 |
200-400 |
200-1200 |
|
Насос наполнения: марка |
УН-41000 и ГН-60 |
НШ-40 |
ГН-200 М |
ГН-200 М |
Г-38-154 |
|
производительность, м3/ч |
- |
- |
|
1,05 |
38,4 |
|
давление, Мпа (кгс/см2) |
0,9-1,8(9-18) |
1,5 (15) |
1,8 (18) |
2 (20) |
- |
|
Запас воды, м3 |
- |
3 |
4 |
1,8 |
2,6 |
|
Силовая установка |
НПА-64 |
Электропитание от сети, мощность 5,7 кВт |
Привод от ВОМ трактора |
Привод от ВОМ трактора |
Дизель Д-144-8 с муфтой сцепления |
|
Габариты, м |
7,9´1,1´0,7 |
7,1´1,8´1,8 |
- |
4,8´1,6´2,5 |
- |
|
Масса, кг |
140 |
2500 |
- |
4390 |
- |
ПРИЛОЖЕНИЕ 2
СПРАВОЧНЫЕ ДАННЫЕ О МАШИНАХ И МЕХАНИЗМАХ ДЛЯ УПЛОТНЕНИЯ ГРУНТОВ [27]
|
Тип машин и механизмов |
Основные технические характеристики |
Завод-изготовитель |
|||
|
I. Навесные или подвесные рабочие органы к строительным машинам циклического действия |
|||||
|
Гидромолоты навесные на экскаваторы: |
|
|
|||
|
ГПМ-120 |
Масса 275 кг, энергия удара 120 кгс×м, размер плиты 400´400 мм |
Экскаваторный завод Минстройдормаша СССР (г. Киев) |
|||
|
СП-62 |
Мacca 2000 кг, энергия удара 900 кгс×м, размер плиты 800´800 мм |
Экскаваторный завод Минстройдормаша СССР (г. Ковров) |
|||
|
СП-71 |
Масса 650 кг, энергия удара 300 кгс×м, размер плиты 600´600 мм |
Экскаваторный завод Минстройдормаша СССР (г. Калинин) |
|||
|
Пневмомолоты навесные на экскаваторы: |
|
|
|||
|
ПН-1300 |
Масса 350 кг, энергия удара 130 кгс×м, размер плиты 300´300 мм |
Ремонтно-механический завод Минстроя СССР, (г. Ярославль) |
|||
|
ПН-1700 |
Масса 450 кг, энергия удара 170 кгс×м, размер плиты 400´400 мм |
То же |
|||
|
ПН-2400 |
Масса 500 кг, энергия удара 240 кгс×м, размер плиты 500´500 мм |
» |
|||
|
Трамбовки свободно падающие подвесные к экскаватору |
Масса 2500, 3500 и 4500 кг, диаметр трамбовки соответственно 1200, 1400 и 1600 мм |
Строительные министерства |
|||
|
Виброплиты подвесные к крану или экскаватору: |
|
|
|||
|
ВПП-2 |
Масса 2650 кг, возмущающая сила 25 тыс. кгс, размер плиты 2,5´1,8 м |
То же |
|||
|
ВПП-3 |
Масса 1500 кг, возмущающая сила 14 тыс. кгс, размер плиты 2´1,5 м |
» |
|||
|
Виброплиты подвесные к крану или экскаватору: |
|
|
|||
|
ВПП-5 |
Масса 1500 кг, возмущающая сила 8,8 тыс. кгс, размер плиты 1,8´1,3 м |
Строительные министерства |
|||
|
ВПП-6 |
Масса 950 кг, возмущающая сила 6,2 тыс. кгс, размер плиты 1,5´1,2 м |
То же |
|||
|
Вибротрамбовка ПВТ-3 подвесная к крану или экскаватору |
Масса 2600 кг, размер плиты 0,8´0,8 м |
ЗОКиО (Москва) |
|||
|
II. Ручные механизмы для поверхностного уплотнения |
|||||
|
Виброплиты самопередвигающиеся: |
|
|
|||
|
SVP-12,5 |
Масса 150 кг, возмущающая сила 1250 кгс, размер плиты 0,55´0,5 м |
Поставка из ГДР через Союзглавтяжмаш |
|||
|
SVP-25 |
Масса 270 кг, возмущающая сила 2500 кгс, размер плиты 0,75´0,75 м |
То же |
|||
|
SVP-31,5 |
Масса 500 кг, возмущающая сила 3150 кгс, размер плиты 0,7´0,7 м |
» |
|||
|
Трамбовки электрические: |
|
|
|||
|
ИЭ-4501 |
Масса 160 кг, размер плиты 0,5´0,5 м |
Завод «Электроинструмент» Минстройдормаша СССР (г. Даугавпилс) |
|||
|
ИЭ-4505 |
Масса 28 кг, диаметр плит 0,2 м |
To же |
|||
|
Вибротрамбовки самопередвигающиеся: |
|
|
|||
|
ВУТ-5 |
Масса 100 кг, возмущающая сила 110 кгс, размер плиты 0,36´0,41 м |
ЦРМЗ Волгоградгидростроя Минэнерго СССР |
|||
|
ВУТ-4 |
Масса 200 кг, возмущающая сила 2240 кгс, размер плиты 0,5´0,428 м |
То же |
|||
|
ВУТ-3 |
Масса 350 кг, возмущающая сила 3200 кгс, размер плиты 0,7´0,55 м |
» |
|||
|
СВТ-3МП |
Масса 350 кг, размер плит 0,78´0,54 м |
» |
|||
ПРИЛОЖЕНИЕ 3
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГРУНТОУПЛОТНЯЮЩИХ МЕХАНИЗМОВ, РЕКОМЕНДУЕМЫХ ДЛЯ УПЛОТНЕНИЯ ГРУНТА ПРИ ЗАСЫПКЕ НАПОРНЫХ ТРУБОПРОВОДОВ [27]
Таблица 1
Электротрамбовки (изготовитель - Даугавпилсский завод «Электроинструмент», ул. Валкас, 2)
|
Характеристики |
ИП-450З |
ИП-4502 |
|
Производительность по среднезернистому песку, м3/ч |
6 |
45 |
|
Глубина уплотнения, см |
- |
40 |
|
Частота ударов в минуту |
550 |
560 |
|
Электродвигатель: |
|
|
|
тип |
асинхронный с короткозамкнутым ротором |
трехфазный с короткозамкнутым ротором |
|
мощность, кВт |
0,27 |
1,5 |
|
сила тока, А |
- |
0,4 |
|
напряжение, В |
220 |
220 |
|
Габариты, см |
20´39´75 |
97´95´48 |
|
Масса, кг |
14,5 |
75 |
Таблица 2
Самопередвигающиеся
виброплиты, выпускаемые в странах народной
демократии
|
Марка |
Глубина уплотнения, м |
Рабочая скорость, м/мин |
Необходимое число проходов |
Ширина уплотняемой полосы, см |
Масса, кг |
Возмущающая сила, кгс |
Мощность двигателя, кВт (л.с.) |
Габариты, м |
||||||
|
Строительные машины ГДР |
||||||||||||||
|
SVP-12,5 |
0,25-0,65 |
13 |
5-6 |
55 |
150 |
1250 |
(4) 2,9 |
1,2´0,71´0,92 |
||||||
|
SVP-25 |
0,3-0,6 |
17 |
6 |
75 |
230 |
2500 |
(6) 4,4 |
1,3´0,92´0,95 |
||||||
|
SVP-31,5/1 |
0,5-0,8 |
15 |
4 |
- |
470 |
3150 |
(6,5) 4,7 |
- |
||||||
|
SVP -31,5 |
0,4-1 |
9 |
4 |
75 |
1100 |
3150 |
(6,5) 4,7 |
3,5´1,45´1,4 |
||||||
|
GSD-12,5 |
0,35-0,45 |
11 |
6 |
35 |
230 |
2200 |
(4) 2,9 |
1,6´0,35´0,9 |
||||||
|
GSD-20 |
До 0,3 |
17 |
- |
- |
200 |
2200 |
(3,5) 2,6 |
1,62´0,86 |
||||||
|
Строительные машины ПНР |
||||||||||||||
|
WZK-10 |
1 |
12 |
- |
- |
2400 |
5000 |
13(18) (8) |
- Ширина |
||||||
|
ZUB-32 |
0,6 |
13 |
- |
- |
400 |
3000 |
5,9 |
0,7 м |
||||||
Грунтоуплотняющие плиты фирмы «БОШ» (ФРГ), типов ВР 750В и ВР 1250В имеют бензиновый двигатель, возмущающую силу 250-750 и 540-1250 кгс соответственно, рабочие скорости от 10 до 15 м/мин; типа ВР 1250Е - электрический двигатель мощностью 2,2 кВт (остальные показатели аналогичны типу ВР 1250В); типов ВР 1250Д и ВР 1800Д имеют дизельный привод, возмущающую силу 540-1250 и 460-1800 кгс соответственно, мощность двигателя 2,4 и 4,5 кВт, рабочую скорость 15 м/мин, вес 95 и 198 кг соответственно.
Таблица 3
Технические характеристики вибрационных самопередвигающихся плит
|
Показатели |
Марка |
|||
|
Д-604 |
Д-605 |
Д-639 |
Д-368Б |
|
|
Мощность двигателя, кВт |
4,4 |
4,4 |
7,4 |
11,8 |
|
Площадь плиты, м3 |
0,18 |
0,23 |
0,5 |
1,6 |
|
Максимальная глубина уплотнения, м |
0,2 |
0,4 |
0,6 |
0,6 |
|
Частота колебаний, с-1 |
60 |
60 |
35 |
20 |
|
Масса плиты, кг |
125 |
250 |
750 |
2000 |
|
Габариты, мм: длина |
1,2 |
1,2 |
2,6 |
1,96 |
|
ширина |
0,57 |
0,7 |
0,85 |
1,19 |
|
высота |
0,9 |
0,9 |
1,1 |
1,52 |
Таблица 4
Технические характеристики самопередвигающихся вибротрамбовок
|
Показатели |
Марка |
|||
|
ВУТ-5 |
ВУТ-4 |
ВУТ-3 |
СВТ-3МП |
|
|
Мощность электродвигателя, кВт |
1 |
1,7 |
2,8 |
2,8 |
|
Количество электродвигателей, шт. |
2 |
2 |
2 |
2 |
|
Глубина уплотнения для связного грунта, м |
0,25 |
0,35 |
0,5 |
0,3-0,5 |
|
Производительность в смену, м3 |
50 |
70 |
100 |
- |
|
Скорость перемещения, м/мин |
3,7 |
3,3 |
2,7 |
3-8 |
|
Масса (без пульпы), кг |
100 |
200 |
350 |
342 |
|
Габариты, м: |
|
|
|
|
|
длина |
0,36 |
0,5 |
0,71 |
0,5 |
|
ширина |
0,41 |
0,43 |
0,55 |
0,93 |
|
высота |
0,3 |
0,45 |
0,64 |
0,5 |
Примечание. Завод-изготовитель трамбовок ВУТ - Волжский центральный ремонтно-механический завод; СВТ - Куйбышевский опытно-экспериментальный завод.
ПРИЛОЖЕНИЕ 4
ОПЫТ ПРИМЕНЕНИЯ БЕТОНОУКЛАДЧИКОВ
ТИПА ЛБУ-20 И УБК-132 ДЛЯ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ ГРУНТОУКЛАДЧИКОВ ПРИ
ОБРАТНОЙ
ЗАСЫПКЕ ТРАНШЕЙ [29]
Грунтоукладчик (бетоноукладчик) ЛБУ-20 на гусеничном ходу имеет полноповоротную платформу, на которой расположены привод, кабина машиниста и вибрационный бункер для приема грунта из автосамосвалов и подачи его на ленту транспортера, а также телескопический транспортер. Наличие телескопической транспортерной стрелы является отличительным достоинством этой машины, позволяющим с одной стоянки подать грунт на значительную длину или площадь.
Грунтоукладчик (бетоноукладчик) УКБ-132 смонтирован на базе гусеничного трактора ДТ-75. Выгруженный из автосамосвала грунт скиповым подъемником перегружается в промежуточный вибробункер, а из него - на ленту транспортера. В транспортном положении транспортер складывается. Машина снабжена выносными опорами, обеспечивающими ее устойчивость во время работы.
Техническая характеристика грунтоукладчиков (бетоноукладчиков) дана в приведенной ниже таблице.
Для лучшей работы машин при обратной засыпке траншей необходимо, чтобы для их прохождения оставлялась берма шириной 6,5 м. Для подачи грунта из отвалов непосредственно в загрузочный бункер машин используется бульдозер-погрузчик.
|
Технические показатели грунтоукладчиков-бетоноукладчиков |
ЛВУ-20 |
УБК-132 |
|
Вылет транспортерной ленты, м |
3-20 |
11 |
|
Ширина ленты транспортера, мм |
500 |
500 |
|
Угол поворота стрелы в плане, град |
360 |
100 |
|
Угол подъема стрелы, град |
До 60 |
До 20 |
|
Предельная высота подачи, м |
До 8 |
До 5,5 |
|
Емкость приемного бункера, м3 |
3,2 |
1,6 |
|
Техническая производительность, м3/ч |
20 |
11 |
|
Габариты, м: |
|
|
|
длина |
25,1 |
18,9 |
|
ширина |
2,9 |
2,44 |
|
высота |
3,95 |
4,7 |
|
Масса машины, т |
14 |
13 |
|
Число обслуживающих рабочих, чел. |
2 |
2 |
ПРИЛОЖЕНИЕ 5
КОМПЛЕКСНАЯ МЕХАНИЗАЦИЯ ПРИ СТРОИТЕЛЬСТВЕ ТРУБОПРОВОДОВ ЗАКРЫТОЙ ОРОСИТЕЛЬНОЙ СЕТИ [6,8,15,25,26,30,35]
В организациях Минводхоза СССР накоплен определенный опыт по комплексной механизации производства работ, обеспечивающей выполнение механизированным способом всех технологических за исключением уплотнения грунта операций. Выделено несколько групп трубопроводов, различающихся по материалам и условным проходам труб, в том числе: I группа - трубопроводы из асбестоцементных и чугунных труб диаметром 200-400 мм; II группа - трубопроводы из железобетонных труб диаметром 500-1200 мм.
В комплекс машин для I группы трубопроводов входят следующие машины и оборудование:
роторный траншейный экскаватор ЭТР-204;
оборудование МВ-1 для рытья приямков к экскаватору ЭТР-204 (вновь разработанное);
оборудование МВ-2 для подачи труб в траншею, укладки и стыковки труб к экскаватору ЭО-3322А (вновь разработанное);
гидравлический опрессовщик труб МВ-3 (вновь разработанный).
Перечень выполняемых технологических операций с указанием используемых машин и оборудования для этой группы трубопроводов приведен в табл. 1.
Таблица 1
|
Наименование машины |
Основной параметр |
Масса, т |
||
|
Снятие растительного слоя |
Бульдозер с поворотным отвалом на тракторе Т-130.1.Г.1-ДЗ-109ХЛ |
Длина отвала 4,12 м |
16,9 |
|
|
То же |
Бульдозер с неповоротным отвалом на тракторе Т-130.1.Г.1-ДЗ-110ХЛ |
Длина отвала 3,22 м |
16,6 |
|
|
» |
Скрепер прицепной к тягачу Т-330 ДЗ-79 |
Вместимость ковша 15 м3 |
25 |
|
|
» |
Автогрейдер тяжелого типа ДЗ-98 |
Длина отвала 3,7 м |
19,5 |
|
|
Планировка трассы трубопровода |
Бульдозер с неповоротным отвалом на тракторе Т-130.1.Г.1-ДЗ-110ХЛ |
Длина отвала 4,12 м |
16,6 |
|
|
|
Автогрейдер тяжелого типа ДЗ-98 |
Длина отвала 3,7 м |
19,5 |
|
|
Рытье траншеи под трубопровод |
Экскаватор траншейный роторный на тракторе Т-130.1.Г.1 |
Диаметр ротора 3,55 м |
30 |
|
|
Профилирование основания траншеи |
Оборудование к экскаватору ЭТР-204 для профилирования основания и рытья приямков МВ-1 |
- |
0,5 |
|
|
Рытье котлованов для установки гидрантов |
Экскаватор одноковшовый ЭО-3322А с многочелюстным грейфером |
Вместимость ковша 0,5 м3 |
14 |
|
|
Развозка труб по трассе |
Автомобиль бортовой ЗИЛ-131 |
Грузоподъемность 3,5 т |
10,4 |
|
|
|
Трактор ДТ-75М с прицепом 785А |
Грузоподъемность 4 т |
6,9 |
|
|
Стендовое испытание труб |
Гидравлический опрессовщик труб МВ-3 на самоходном шасси Т-16М |
Диаметр испытываемых труб 200-400 мм |
4,4 |
|
|
Разгрузка и подача труб в траншею, укладка их на дно и стыковка |
Оборудование к экскаватору ЭО-3322А для подачи труб в траншею, укладки и стыковки труб МВ-2 |
Диаметр укладываемых труб 200- 400 мм |
2 |
|
|
Частичная засыпка труб перед испытанием |
Бульдозер с поворотным отвалом на тракторе Т-130.1.Г.1-ДЗ-109ХЛ |
Длина отвала 4,12 м |
16,9 |
|
|
|
Экскаватор одноковшовый ЭО-3322А с многочелюстным грейфером |
Вместимость ковша 0,5 м3 |
14 |
|
|
Предварительное испытание трубопровода |
Гидравлический опрессовщик на прицепе 2-ПН-2 |
Подача 10 л/с; давление 2,5 МПа |
- |
|
|
Полная засыпка траншеи |
Траншеезасыпатель на тракторе Т-130.1.Г.1 |
- |
- |
|
|
|
Бульдозер с поворотным отвалом на тракторе Т-130.1.Г.1-ДЗ-109ХЛ |
Длина отвала 4,12 м |
16,9 |
|
|
То же |
Кавальероразравниватель на тракторе Т-130БГ-1-МК-21 |
Длина отвала 4,82 м |
19,9 |
|
|
|
Скрепер прицепной к тягачу Т-330.3-79 |
Вместимость ковша 15 м3 |
25 |
|
|
|
Бульдозер с поворотным отвалом на тракторе Т-130.1-Г.1-ДЗ-109ХЛ |
Длина отвала 4,12 м |
16,9 |
|
|
|
Бульдозер с неповоротным отвалом на тракторе Т-130.1.Г.1-ДЗ-110ХЛ |
Длина отвала 3,22 м |
16,6 |
|
|
|
Автогрейдер тяжелого типа ДЗ-98 |
Длина отвала 3,7 м |
19,5 |
|
|
Окончательное испытание трубопровода |
Гидравлический опрессовщик на прицепе 2-ПН-2 |
Подача 10 л/с; давление 2,5 МПа |
- |
|
Примечание. В перечне выполняемых технологических операций не указано выполнение работ по послойному уплотнению грунта в процессе засыпки (частичной и полной), что является существенным недостатком комплексной механизации производства работ.
Оборудование МВ-1 служит для профилирования основания траншеи и рытья в местах стыков труб приямков длиной 0,4-0,8 м для укладки труб длиной 4-6 м и обеспечивает точность расположения приямков ±0,2 м. Рабочий орган оборудования МВ-1 представляет собой плоский нож, помещенный в задней опоре экскаватора ЭТР-204. Для получения профилированного ложа под трубы различных диаметров используют сменные ножи. Команда на заглубление ножа для образования приямка подается вручную или автоматически с использованием специального измерителя пройденного пути с приводом от гусеничной ленты экскаватора. Заглубление и выглубление ножа производятся гидроцилиндром. Весь разработанный грунт выносится из траншеи в отвал.
Оборудование МВ-2 устанавливается на рукоять экскаватора ЭО-3322А и предназначено для механизации таких операций, как разгрузка труб из транспортных средств высотой до 2,5 м, подача труб в траншею и укладка их на спрофилированное основание на глубину до 2,5 м, стыковка труб, а также их расстыковка при обнаружении дефекта стыковки. Наибольший вылет трубы от оси вращения экскаватора составляет 6,5 м. Оборудование представляет собой траверсу с двумя захватами, установленными по краям телескопической рамы. Траверса шарнирно навешивается на рукоять экскаватора ЭО-3322А через реечный вращатель, посредством которого осуществляется ориентация траверсы в плане для точной укладки трубы в подготовленное ложе.
Захват трубы осуществляется посредством двух гидроцилиндров, которые работают параллельно. Стыковка (расстыковка) производится гидроцилиндром, расположенным внутри телескопической рамы.
Для привода гидроцилиндров используется гидропривод базового экскаватора.
Укладка труб оборудованием МВ-2 производится следующим образом. Поворотом экскаватора и оборудования устанавливают траверсу вдоль оси трубы, опускают на трубу и захватывают ее. Затем трубу поднимают, ориентируют вдоль траншеи и опускают на место укладки. Захваты раскрывают и траверсу переставляют так, чтобы центратор уперся в муфту ранее уложенной трубы. Захваты закрывают таким образом, чтобы выдвижной захват зажимал укладываемую трубу при выдвинутом положении телескопической рамы. После этого телескопическая рама вдвигается и происходит стыковка. Захваты раскрывают, поднимают оборудование, и экскаватор переезжает к следующей трубе.
Для монтажа чугунных раструбных труб используется траверса с тремя захватами, из которых передний предназначен для захвата уложенной трубы вблизи раструба. Он является подвижным и используется для подачи монтируемой трубы при ее стыковке.
Гидравлический опрессовщик МВ-3 предназначен для предварительных (перед укладкой их в траншею) испытаний труб без погружения в воду. Он смонтирован на раме самоходного шасси Т-16М. Складная рама опрессовщика имеет опоры под испытываемую трубу. После укладки трубы на опоры с двух концов на нее с помощью гидроцилиндров надвигаются заглушки. Насосная станция опрессовщика с насосом ГН-200 работает от вала отбора мощности шасси через раздаточный редуктор. Насос К 20/30 используется для наполнения трубы и для откачки воды из нее в прицепную цистерну.
Внедрение комплекса машин I группы трубопроводов позволяет повысить производительность труда не менее чем на 30 %; снизить трудоемкость работ и сократить прямые издержки эксплуатации не менее чем на 20 % [30].
В комплекс машин для II группы трубопроводов входит следующее основное серийно выпускаемое и вновь разработанное оборудование:
Таблица 2
|
Наименование машины |
Индекс машины |
Базовая машина |
Основные параметры |
Масса, т |
|
|
Снятие растительного слоя |
Грейдер тяжелый, прицепной |
Д-20БМА |
- |
Длина отвала 3,6 м |
4 |
|
Бульдозер с поворотным отвалом |
ДЗ-109ХЛ |
Трактор Т-130.1.Г.1 |
Длина отвала 4,12 м |
16,9 |
|
|
Кавальероразравниватель |
МК-21 |
Трактор Т-130.БГ-1 |
Длина отвала 4,82 м |
19,9 |
|
|
Скрепер самоходный |
ДЗ-11 |
Одноосный тягач МАЗ-52 |
Вместимость ковша 8 м3 |
19 |
|
|
Автогрейдер тяжелого типа |
ДЗ-98 |
- |
Длина отвала 3,7 м |
19,5 |
|
|
Планировка трассы трубопровода |
Грейдер тяжелый, прицепной |
Д-20БМА |
- |
Длина отвала 3,6 м |
4 |
|
Бульдозер с поворотным отвалом |
ДЗ-109ХЛ |
Трактор Т.-130.1.Г.1 |
- |
16,6 |
|
|
Автогрейдер тяжелого типа |
ДЗ-98 |
- |
Длина отвала 3,7 м |
19,5 |
|
|
Рытье траншей под трубопровод |
Экскаватор шнекороторный |
ЭТР-206А |
Трактор Т-130.1.Г.1 |
Диаметр ротора 3,55 м |
40 |
|
Профилирование дна траншеи |
Оборудование к экскаватору ЭТР-206А для профилирования основания |
МВ-6 |
Экскаватор шнекороторный ЭТР-206А |
- |
1,5 |
|
Транспортирование труб на трассу |
Автомобиль бортовой МАЗ-500 |
МАЗ-500 |
- |
Грузоподъемность 7,5т |
- |
|
Автомобиль бортовой |
КамАЗ-53201 |
- |
Грузоподъемность 10т |
- |
|
|
Трактор с прицепом |
Т-150К 2-ПТС-6 |
- |
Грузоподъемность 6т |
- |
|
|
Трактор с прицепом |
К-701 ММЗ-7716 |
- |
Грузоподъемность 9т |
- |
|
|
Кран-экскаватор |
Э-652Б |
- |
Грузоподъемность 10т |
24 |
|
|
Кран-экскаватор |
Э-1252Б |
- |
Грузоподъемность 20т |
44 |
|
|
Кран на пневмоколесном ходу |
КС-5473 |
- |
Грузоподъемность 25 т |
33 |
|
|
Разгрузка из транспортных средств и подача труб в траншею |
Кран автомобильный |
КС-3571 |
Автомобиль МАЗ-500А |
Грузоподъемность 10 т |
15,3 |
|
Оборудование для подачи труб в траншею и укладки труб |
МВ-7 |
- |
Грузоподъемность 5 т |
1,6 |
|
|
Рытье приямков и стыковка труб |
Оборудование для рытья приямков и стыковки труб |
МВ-8 |
Трактор ДТ-75Р-С4 |
Усилие стыковки 50 кН |
8,5 |
|
|
|
|
глубина приямка 500 мм |
|
|
|
Частичная засыпка труб перед испытанием |
Бульдозер с поворотным отвалом |
ДЗ-109ХЛ |
Т-130.1.Г.1 |
Длина отвала 4,12 м |
16,3 |
|
Экскаватор одноковшовый с многочелюстным грейфером |
ЭО-3322А |
|
Вместимость ковша 0,5 м3 |
15 |
|
|
Полная засыпка траншей и рекультивации строительной полосы |
Траншеезасыпатель |
МВ-11 |
Трактор Т-130БГ-1 |
Длина отвала 3,9 м; диаметр шнека 1 м |
23 |
|
Карьероразравниватель |
МК-21 |
Трактор Т-130ВГ-1 |
Длина отвала 4,82 м |
19,9 |
|
|
Скрепер самоходный |
ДЗ-11 |
Одноосный тягач МАЗ-52 |
Вместимость ковша 8 м3 |
19 |
|
|
Грейдер тяжелый, прицепной |
Д-20БМА |
- |
Длина отвала 3,6 м |
4 |
|
|
Бульдозер с поворотным отвалом |
ДЗ-109ХЛ |
Трактор Т-130.1.Г.1 |
Длина отвала 4,12 м |
16 |
|
|
Автогрейдер |
ДЗ-98 |
- |
Длина отвала 3,7 м |
19 |
|
|
Окончательное испытание трубопровода |
Гидравлический опрессовщик |
MB-10 |
Прицеп 2-ПН-2 |
Расход 10 л/с; давление 2,5 МПа |
3,5 |
Примечание. В перечне выполняемых технологических операций не указано выполнение работ по послойному уплотнению грунта в процессе засыпки (частичной и полной), что является существенным недостатком комплексной механизации производства работ.
шнекороторный экскаватор ЭТР-206А;
оборудование МВ-6 (вновь разработанное), к шнекороторному экскаватору ЭТР-206А для профилирования грунтового основания (рис. 12);
оборудование МВ-7 (вновь разработанное) к стреловому крану грузоподъемностью 15-25 т для подачи труб в траншею и их укладки;
оборудование МВ-8 (вновь разработанное) к трактору ДТ-75Р-СЧ для рытья приямков и стыковки труб;
гидравлический опрессовщик труб МВ-10 (вновь разработанный) на прицепе 2-ПН-2;
траншеезасыпатель MB-11 (вновь разработанный) с использованием прицепа 2-ПН-2;
оборудование МВ-14 (вновь разработанное) для проведения гидравлического испытания трубопроводов, обеспечивающее герметизацию испытываемого участка трубопровода, установку и снятие заглушек на трубах, создание концевых упоров для трубопровода и поджатие концевых заглушек.
Перечень выполняемых технологических операций с указанием используемых машин и оборудования для этой группы трубопроводов приведен в табл. 2.
Оборудование МВ-6, выполненное в виде специального зачистного устройства к указанному экскаватору, служит для расширения дна отрытой траншеи до 1,85 м и образования на дне траншеи ложа для укладки труб. Расширение дна траншеи необходимо для обеспечения движения по дну машины МВ-8; профилированное ложе под трубы различных диаметров вырезается сменными ножами.
Двухколесная задняя опора с колеёй 1450 мм обеспечивает сохранность ложа; для увеличения дорожного просвета профилирующий щит поднимается гидроцилиндром в транспортное положение.
Оборудование МВ-7 представляет собой специализированную полуавтоматическую траверсу, работающую по четырехтактному циклу. Траверса используется для погрузки труб в транспортные средства, их разгрузки, подачи труб в траншею, укладки в ложе и поддержания труб в процессе монтажа. При работе с трубами разного диаметра захватные рычаги траверсы перенастраивают.
Оборудование МВ-8 предназначено для рытья приямков и стыковки железобетонных труб. Базовой машиной оборудования служит трактор ДТ-75-04, на который спереди навешиваются приямкокопатель в виде фрезы-метателя и толкающий брус для стыковки. На стандартную навесную систему устанавливают специальный упор, воспринимающий усилия стыковки. Машина перемещается по дну траншеи, в которой уложен трубопровод. После установки приямкокопателя над местом отрытия приямка включается фреза-метатель и опускается силовыми цилиндрами на грунт. Грунт разрабатывается ножами фрезы и выбрасывается лопатками на берму. После отрытия приямка фреза поднимается и машина перемещается назад на расстояние, необходимое для укладки передней очередной трубы. Затем под действием толкающего бруса перемещают трубу вперед и производят ее стыковку с ранее уложенной трубой.
Оборудование МВ-10 представляет собой гидравлический опрессовщик трубопроводов. Он смонтирован на базе шасси-прицепа 2-ПН-2 (модель 710Б) и состоит из опрессовочного насоса производительностью 16,5 л/с при заполнении и 10,4 л/с при испытании при напоре до 2,5 МПа (25 кгс/см2), мерного бака, системы трубопроводов, манометров и задвижек. Опрессовщик выполнен в виде автономного агрегата с приводом от двигателя внутреннего сгорания марки Д-144-81. Крутящий момент от двигателя к насосу передается через повышающий редуктор. Его обслуживает один человек.
Оборудование МВ-14, используемое при проведении испытания трубопроводов, предназначено для выполнения следующих операций:
герметизации испытываемого участка трубопровода;
установки и снятия заглушек на трубы;
создания упоров по концам испытываемого трубопровода;
восприятия нагрузок, возникающих при испытании;
поджатия заглушек при смещении концевых упоров.
В состав оборудования входят два комплекта по пять стальных заглушек диаметром 500, 600, 800, 1000 и 1200 мм; два комплекта домкратов для поджатия заглушек и два комплекта упорных балок. Одна из заглушек устанавливается на раструбную часть трубы, другая - на втулочную часть трубы на другом конце трубопровода. Домкраты для поджатия заглушек выполнены с механическим приводом, они имеют рабочий ход не менее 300 мм. Упор представляет собой сборную трехзвеньевую металлоконструкцию, состоящую из центрального звена и двух опорных боковых звеньев. Допустимое давление упора на грунт не превышает 0,4 МПа (4 кгс/см2). Конструкция заглушек и упора обеспечивает передачу усилия от заглушек на вертикальные стенки вспомогательной траншеи. Установка оборудования выполняется с помощью крана грузоподъемностью не менее 6,3 т.
Внедрение комплекса машин для II группы трубопроводов позволит [15]:
повысить производительность труда не менее чем на 30 °/о;
снизить трудоемкость выполняемых работ, устранить тяжелый ручной труд при выполнении основных операций;
сократить стоимость строительства линейной части трубопровода не менее чем на 20 %.
Разработка комплекса машин для трубопроводов I-II групп ведется организациями Минводхоза СССР и Минстройдормаша.
ПРИЛОЖЕНИЕ 6
РЕКОМЕНДАЦИИ ПО УЧЕТУ РАСХОДА ВОДЫ НА ПРОМЫВКУ И ДЕЗИНФЕКЦИЮ ТРУБОПРОВОДОВ [36, 37, 38, 39]
Промывку и дезинфекцию законченных строительством трубопроводов хозяйственно-питьевого водоснабжения осуществляют водой питьевого качества, подаваемой, как правило, из сетей действующих водопроводов с соблюдением требований СНиП 3.05.04-85 (пп. 7.42-7.44 и прил. 5).
Для учета расходуемой воды рекомендуется устанавливать временную диафрагму (сужающее устройство), позволяющую с достаточной точностью измерять значительные объемы воды, используемой на указанные цели.
Применение механических водосчетчиков для учета воды при промывках не рекомендуется вследствие их ограниченной пропускной способности.
Для упрощения монтажа и измерения расхода временную диафрагму рекомендуется устанавливать в конце выпускной трубы из промываемого трубопровода (рис. 1, 2) в месте излива воды в атмосферу [37] при условии, чтобы трубопровод перед диафрагмой был постоянно заполнен водой. Центр отверстия диафрагмы должен совпадать с продольной осью подводящего трубопровода.
Размеры диафрагмы, условия ее расчета и монтажа регламентированы Правилами РД 50-213-80 Госстандарта СССР [36]. Измерение расхода воды диафрагмой основано на измерении величины перепада давления в диафрагме. Для диафрагм, установленных в месте излива воды в атмосферу, измерение величины перепада упрощается и сводится к измерению только величины гидростатического давления в полости трубы перед диафрагмой на расстоянии двух диаметров этой трубы от диафрагмы. Давление после диафрагмы принимается равным нулю, т. е. атмосферному.
Исходя из временного назначения, диафрагму допустимо изготавливать из углеродистой листовой стали обычного качества, толщиной 3-8 мм. Кромки отверстия диафрагмы с обоих сторон должны быть острые, обточенные без зазубрин и заусенцев. Боковые поверхности диафрагм обрабатывать необязательно.
Учитывая активную истираемость кромок отверстия вытекающей загрязненной водой, рекомендуется вновь изготавливать диафрагмы для каждого промываемого трубопровода.
Во избежание недопустимых погрешностей в измерении расхода перед диафрагмой должен быть обеспечен прямой участок трубопровода l, на котором не должно быть задвижек, колеи, тройников и другой арматуры, а также отклонений внутреннего диаметра и дефектов внутренней поверхности. Примыкающий к диафрагме участок трубы длиной, равной двум ее диаметрам, должен быть строго цилиндрический.

Рис. 1. Схема установки временной диафрагмы для учета воды при промывке трубопроводов
1 - трубопровод
действующего водопровода; 2 - задвижки, используемые для регулирования
подачи воды; 3 - промываемый трубопровод; 4 - стояк для выпуска
промывной воды; 5 - временная диафрагма;
l - прямой участок
трубопровода перед диафрагмой

Рис. 2. Схемы измерения величины перепада давления в диафрагме, установленной в конце трубопровода на изливе воды в атмосферу
а - пружинным манометром; б - мембранным
дифманометром; 1 - трубопровод перед диафрагмой;
2 - пружинный манометр; 3 - диафрагма; 4 - соединительные
линии; 5 - мембранный дифманометр
Торец трубы с насадным фланцем должен непосредственно примыкать к диафрагме. Уплотнительная прокладка между фланцем и присоединенной диафрагмой не должна выступать во внутреннюю полость трубы.
Исходной характеристикой диафрагмы является ее модуль т, величина которого определяется из квадрата отношения диаметра отверстия диафрагмы d к внутреннему диаметру примыкающей трубы - m = (d/Dвн)2.
Чтобы обеспечить достаточно свободный выброс загрязнений из промываемого трубопровода, необходимо, чтобы диаметр отверстия диафрагмы был не менее 0,6-0,75 диаметра Dвн прилегающей к диафрагме трубы, что соответствует рекомендуемому для этого модулю диафрагмы m = 0,36-0,56.
Для диафрагм с модулем в этих пределах Правилами РД 50-213-80 установлены минимальные размеры прямого участка l перед диафрагмой в следующих пределах: для m = 0,3б, l = 25Dвн; для m = 0,5б, l = 40Dвн; при допустимости увеличения погрешности измерения расхода на 1 % Правилами допускается уменьшить длину прямого участка соответственно до 10Dвн и 15Dвн.
По результатам измерения давления перед диафрагмой, выполняемого пружинным манометром (см. рис. 2а) или мембранным дифманометром (см. рис. 2б), расход воды вычисляют по следующей рабочей формуле расхода [37, 36]:
![]() (1)
(1)
а - коэффициент расхода диафрагмы, определяемый по табл. 1;
d - диаметр отверстия диафрагмы, мм;
Н - величина давления в трубопроводе на расстоянии двух диаметров трубы перед диафрагмой, мм вод. ст. (кгс/м2);
r - плотность воды, принимаемая по табл. 2, в зависимости от температуры воды и давления в трубопроводе.
Формулу (1) с достаточной для практических расчетов точностью можно упростить, приняв плотность воды равной 999,7 кг/м3 для усредненных условий промывки: температуры воды 10 °С и давления до 0,1 МПа. Это позволяет упростить формулу для расчета расхода по временной диафрагме:
![]() (2)
(2)
или
![]() (3)
(3)
А - постоянный для каждой установленной диафрагмы коэффициент, равный произведению (0,000396 ad2), значения которого приведены в табл.3 для модуля диафрагм т = 0,56.
Объем израсходованной воды W за время проведения промывки трубопровода определяют по формуле
![]() (4)
(4)
t1....tn - продолжительность ведения промывки, ч, соответствующая каждой зафиксированной величине давления перед диафрагмой H1....Hn
Значения модуля m и коэффициента расхода а для диафрагм при угловом отборе давления (выдержка из Правил РД 50-213-80 Госстандарта СССР)
|
т |
a |
m |
a |
т |
а |
т |
a |
|
0,3 |
0,633 |
0,4 |
0,659 |
0,479 |
0,686 |
0,548 |
0,714 |
|
0,316 |
0,637 |
0,412 |
0,663 |
0,49 |
0,69 |
0,557 |
0,718 |
|
0,332 |
0,64 |
0,424 |
0,667 |
0,5 |
0,694 |
0,566 |
0,772 |
|
0,346 |
0,644 |
0,436 |
0,67 |
0,51 |
0,698 |
0,574 |
0,727 |
|
0,36 |
0,648 |
0,447 |
0,674 |
0,52 |
0,702 |
0,583 |
0,731 |
|
0,374 |
0,652 |
0,458 |
0,678 |
0,529 |
0,706 |
0,592 |
0,735 |
|
0,387 |
0,655 |
0,469 |
0,682 |
0,538 |
0,71 |
0,6 |
0,74 |
Плотность воды
|
Температура воды t, °С |
Давление в трубопроводе Р, МПа (кгс/см2) |
||
|
0,1 (1) |
2 (20) |
5 (50) |
|
|
0 |
999,9 |
1000,8 |
1002,3 |
|
10 |
999,7 |
1000,6 |
1001,9 |
|
20 |
998,2 |
999 |
1000,3 |
|
30 |
995,6 |
996,5 |
997,8 |
Эксплуатирующая организация должна производить расчет расхода отпускаемой воды на основании измерения действительного диаметра отверстия диафрагмы.
Исходя из незначительной величины давления, измеряемого перед диафрагмой в конце трубопровода (обычно не более 10 м вод. ст.), необходимо применять пружинные манометры высокого класса (0,4) с верхним пределом измерения шкалы не более 2,5-4 кгс/см2 и диаметром корпуса не менее 160 мм, чтобы свести к минимуму величину ошибки измерения. Предварительно следует убедиться в правильности показаний манометра по всей шкале. Величина максимально допустимой ошибки в показаниях манометров рекомендованного класса и шкалы не должна превышать: для манометров со шкалой до 2,5 кгс/см2 - ±0,1 м вод. ст. и для манометров со шкалой до 4 кгс/см2 - ±0,16 м вод. ст.
Значения коэффициента А для временных диафрагм с модулем m = (d/Dвн)2 = 0,56 и коэффициентом расхода а = 0,736
|
Условный диаметр труб перед диафрагмой Dу, мм |
||||||
|
100 |
150 |
200 |
250 |
300 |
400 |
|
|
Внутренний диаметр трубы перед диафрагмой Dвн, мм |
105 |
156 |
209 |
261 |
311 |
410 |
|
Минимальная толщина диафрагмы Е, мм |
3 |
4 |
4 |
5 |
6 |
7 |
|
Диаметр отверстия диафрагмы d = 0,75 Dвн, мм |
79 |
117 |
157 |
196 |
233 |
307 |
|
А = 0,000396 ad2 |
1,819 |
3,990 |
7,184 |
11,196 |
15,823 |
27,469 |
Примечания: 1. Размеры труб перед диафрагмой приняты по ГОСТ 3262-75* и ГОСТ 10704-76* для стальных труб. 2. В диафрагмах толщиной Е, указанной в таблице, отверстие d выполняют цилиндрическое; при большей толщине цилиндрическое отверстие должно быть выполнено переходом в коническую часть, как показано на рис. 2.
При организации измерений давления перед диафрагмой (перепада давления) с помощью механического дифманометра (датчика) рекомендуются для применения следующие их марки с подключением по схеме, указанной на рис.2б: серии «Сапфир-22», мембранные типа ДМ или сильфонные ДСС и ДСП в комплекте со вторичным прибором (показывающим или самопишущим, или с цифровым интегратором), на котором фиксируется величина подаваемого расхода воды [37].
Дифманометры серии «Сапфир-22» отличаются высокой чувствительностью, стабильностью и повышенной точностью показаний, а также обладают возможностью настройки для измерения широкого диапазона перепадов давления без изменения каких-либо конструктивных элементов. Для рассматриваемых условий измерений рекомендуется применять следующие модели приборов: «Сапфир-22 ДД 2430» с номинальными перепадами давлений 630; 1000; 1600; 2500 и 4000 кгс/м2 (0,63; 1; 1,6; 2,5 и 4 м вод. ст.), а также «Сапфир-22 ДД 2420» с пределами измерений от 160 до 1000 кгс/м2 (от 0,16 до 1 м вод. ст.). Указанные модели выпускаются на предельное рабочее давление 16 МПа (160 кгс/см2).
Для электропитания датчиков «Сапфир-22» используется постоянный ток напряжением от 15 до 42 В в зависимости от диапазона изменения токового выходного сигнала ГСП применяемого прибора. Для преобразования напряжения сети переменного тока 220 В в напряжение постоянного тока 36 В следует использовать блок питания 22БП-36.
Мембранные дифманометры ДМ выпускают моделей 3583М, 23573 и 23574, которые могут служить датчиками в комплекте с любым вторичным прибором, из которых наиболее совершенными являются вторичные приборы КС и КСР, а также ранее выпускавшиеся ДС и ДСР (ранее выпускавшиеся мембранные дифманометры моделей 3564, 3566 и 3677 были невзаимозаменяемыми, т. е. комплектовались на заводе с определенным вторичным прибором).
Дифманометры ДМ рекомендуется применять на следующие предельные номинальные перепады давления: 0,04; 0,063 и 0,1 МПа, что соответствует перепадам 0,4; 0,63 и 1 кгс/см2 или 4; 6,3 и 10 м вод. ст. Если по условиям изменения режимов промывки недостаточно предела измерения одного дифманометра, можно параллельно подключать и вести измерение вторым дифманометром, имеющим больший номинальный предельный перепад давления.
Дифманометр рекомендуется размещать ниже диафрагмы, а при необходимости установки его выше диафрагмы следует монтировать в повышенных точках соединительных линий воздухосборники с продувочными вентилями. Для предотвращения попадания в дифманометр загрязнений следует применять установку отстойных сосудов на соединительных линиях, передающих давление из полости трубопровода к манометру или дифманометру. Соединительные линии должны быть проложены вертикально или с уклоном к горизонтали в одну сторону не менее 1:10 с плавными изгибами и выполнены из трубок внутренним диаметром не менее 8-12 мм с надежной защитой их от замерзания. Соединительные линии и устанавливаемая на них арматура должны быть герметичными.
Пример 1. Определить объем воды, израсходованной на промывку с помощью временной диафрагмы с отверстием d = 157 мм, установленной в конце сбросного трубопровода внутренним диаметром Dвн = 209 мм. В процессе проведения промывки зафиксированы следующие величины давлений Н, измеренные перед диафрагмой и наблюдаемые в течение соответствующих периодов времени t:
Н1 = 2500 мм вод. ст. в течение времени t1 = 2,5 ч
Н2 = 3600 » » » » t2 = 4 ч
Н3 = 1600 » » » » t3 = 24 ч
Решение. Определяем модуль указанной диафрагмы m = (157/209)2 = 0,56 и из табл. 1 выписываем коэффициент расхода а = 0,736. Для этих параметров из табл. 3 находим А = 7,184 и вычисляем объем израсходованной воды по формуле (4)
![]()
Пример 2. Определить объем воды, израсходованной на промывку по временной диафрагме с отверстием d = 130 мм, установленной в конце сбросного трубопровода внутренним диаметром Dвн = 209 мм. В различные периоды времени промывки зафиксированы следующие величины давлений перед диафрагмой: Н1 = 6400; Н2 = 2500 мм вод. ст. соответственно за периоды времени t1 = 6 и t2 = 24 ч.
Решение. Определяем модуль диафрагмы m = (130/209)2 = 0,387, а из табл. 1 - коэффициент расхода а = 0,655 для вычисленного модуля. Объем израсходованной воды по формуле (4) составит
![]()
ЛИТЕРАТУРА
1. Руководство по монтажу железобетонных, чугунных, асбестоцементных трубопроводов. - М.: Стройиздат, 1979.-94 с.
2. Руководство по строительству водопроводов из напорных железобетонных труб со стальным сердечником (ВТР-С-17-80). -М.: Минводхоз СССР, 1980.
3. Перешивкин А. К., Александров А. А., Готовцев В. И. Монтаж напорных трубопроводов со стыковыми соединениями на резиновых уплотнителях.-М.: Стройиздат, 1979.-92 с.
4. Готовцев В. И., Ильяшенко В. А. Машины и оборудование для производства отдельных видов работ в строительстве трубопроводов водоснабжения и канализации. Сокращение ручного труда в коммунальном водном хозяйстве. Материалы семинара МДНТП им. Ф. Э. Дзержинского. - М., 1985 (с. 85-93).
5. Инструкция по монтажу водопроводных и канализационных напорных виброгидропрессованных железобетонных труб диаметром 600-1600 мм (ВСН 69-84) /Главмосинжстрой при Мосгорисполкоме.-М., 1985 (с. 43).
6. Предложения по комплексу оборудования и приспособлений для монтажа и испытания трубопроводов из железобетонных труб со стальным сердечником марки РТНС/ПТБ. «Водстройиндустрия» Минводхоза СССР.-Киев, 1979 (с. 3).
7. Каталог паспортов «Научно-технические достижения, рекомендуемые для использования в мелиорации и водном хозяйстве». Вып. 8/Минводхоз СССР.-М.: ЦБНТИ, 1985.
8. Песков В. Г., Донской В. М., Вязьмишин Р. Т., Чесновицкий С. С. Комплексы машин оборудования для строительства напорных трубопроводов закрытых оросительных систем // Строительные и дорожные машины.- 1981, № 6.
9. Руководство по испытаниям оросительных трубопроводов на прочность и герметичность (ВТР-С-6-76).-М.: Минводхоз СССР, 1976.
10. Нормокомплект для монтажа железобетонных труб со стальным сердечником/Минводхоз СССР. ВГПТИ «Союзоргтехводстрой», Волгоградский филиал Главволговодстроя/Проспект ВДНХ СССР.-Волгоград, 1980.
11. Андреев А. Ф., Бочарад А. А. Применение грузозахватных устройств для строительно-монтажных работ.-М.: Стройиздат, 1985.
12. Андреев А. Ф. Грузозахватные устройства с автоматическим и дистанционным управлением.-М.: Стройиздат, 1979.
13. Ригель Э. И. Погрузочно-разгрузочные машины на железнодорожном транспорте.-М.: Транспорт, 1978.
14. Технологические карты для опытного строительства напорных трубопроводов из железобетонных виброгидропрессованных труб Dу - 700-1600 мм/Мосоргинжстрой Главмосоргинжстроя. - М., 1982.
15. Машины и оборудование для строительства водоводов из железобетонных труб. Строительное, дорожное и коммунальное машиностроение. Серия 5-6. «Машины и оборудование для мелиоративных систем, лесозаготовок лесосплава и добычи торфа». (Обзор информ. Вып. 2).-М.: ЦНИИТЭСТРОЙМАШ, 1982.
16. Каталог машин для строительства трубопроводов/Газстроймашина.-М.: Недра, 1984.
17. Tpaвepca ГТА 0510/Минводхоз СССР. УкрНИИГиМ, ПТБ «Водстройиндустрия».-Киев: Реклама, 1982.
18. Траверса ГРТ 0305/Минводхоз СССР. УкрНИИГиМ, ПТБ «Водстройиндустрия».-Киев: Реклама, 1982.
19. Строп-контейнер для пакетирования, перевозки и монтажа с саней труб марки PTНC-30/Минводхоз СССР, УкрНИИГиМ, ПТБ «Водстройиндустрия».-Киев: Реклама, 1982.
20. Трубовоз АТ 0805/Минводхоз СССР. УкрНИИГиМ, ПТБ «Водстройиндустрия».-Киев: Реклама, 1982.
21. Автопоезда ПЛТ 1810 и ПЛТ 1310. Минводхоз СССР/УкрНИИГиМ, ПТБ «Водстройиндустрия»/Проспект ВДНХ СССР, Киев: Реклама, 1982.
22. Автопоезд-самопогрузчик УПЛС 1308/Минводхоз СССР, УкрНИИГиМ, ПТБ «Водстройиндустрия»/Проспект ВДНХ СССР.- Киев: Реклама, 1982.
23. Шальнов А. П., Полковников Ю. Ф. Комплексная механизация прокладки раструбных трубопроводов//Механизация сельского хозяйства. 1080. № 11. С. 23-24.
24. Пиунов Е. М., Полковников Ю. Ф. Механизм для подготовки дна траншеи под трубопровод//Водохозяйственное стр-во. Экспресс-информ. Сер. 5, Вып. 7.-М.: ЦБНТИ Минводхоза СССР, 1976.
25. Система машин для комплексной механизации сельскохозяйственного производства на 1981-1990 гг. Ч. III. Мелиорация.-М.: ЦНИИЭИ, 1981 (с. 296).
26. Комплекс оборудования для строительства оросительных трубопроводов/Минводхоз СССР, УкрНИИГиМ, Киев: Реклама, 1984.
27. Инструкция по устройству обратных засыпок грунта в стесненных местах (СН 536-81).-М.: Стройиздат, 1982.
28. Уплотнение грунтов обратных засыпок в стесненных условиях строительства: Справ. пособие/ЦНИИОМТП.-М.: Стройиздат, 1981.
29. Манжелей Ю. В., Косенкова Е. Д., Госкин Г. И. Механизация работ по устройству обратных засыпок в стесненных условиях. - М.: Стройиздат, 1976.
30. Машины для строительства напорных водопроводов из асбестоцементных и пластмассовых труб. Строительное, дорожное и коммунальное машиностроение. Серия 5. «Машины и оборудование для мелиоративных систем (обзор. информ. Вып. 4).-М.: ЦНИИТЭСТРОЙМАШ, 1980.
31. Временная инструкция по монтажу напорных железобетонных раструбных труб со стальным цилиндром/Минводхоз РСФСР, трест «Росоргтехводстрой».-М., 1977.
32. Готовцев В. И., Малащенко В. А. Уплотнительные материалы для зачеканки стыковых соединений труб // Водоснабжение и санитарная техника.- 1983, № 9 (с. 3-4).
33. Готовцев В. И., Поляков Л. М., Перешивкин А. К., Малинин А. И. Герметизация стыков трубопроводов полисульфидными мастиками // Монтажные и специальные работы в строительстве. - 1973, № 7.
34. Временные указания по монтажу напорных водоводов и оросительных сетей из асбестоцементных труб на муфтах типа «САМ».-М.: НИИасбестоцемент, 1972.
35. Шальнов А. П., Полковников Ю. Ф. Комплексно-механизированная прокладка асбестоцементных трубопроводов//Механизация строительства.-1978, № 8.
36. Правила измерения расхода газов и жидкостей стандартными сужающими устройствами РД 50-213-80.-М.: Госстандарт СССР, 1982.
37. Лобачев П. В., Шевелев Ф. А. Измерение расхода жидкостей и газов в системах водоснабжения и канализации.-М.: Стройиздат, 1985.
38. Яньшин Б. И. Затворы и переходы трубопроводов.-М.: Машгиз, 1962.
39. Идельчик И. Е. Справочник по гидравлическим сопротивлениям.-М.: Машиностроение, 1975.
40. Пособие по наладке и эксплуатации водопроводных сетей. Росводоканалналадка МЖКХ РСФСР/Сост.: В. К. Андриади.-М.: Стройиздат, 1974.
41. Климовский Е. М. Очистка полости и испытание магистральных и промысловых трубопроводов.-М.: Недра, 1972.
42. Инструкция по эксплуатации тепловых сетей.-М.: Энергия, 1972.
43. Инструкция по производству очистки полости и испытанию строящихся магистральных трубопроводов (ВСН 157-83)/Миннефтегазстрой. ВНИИСТ.-М., 1984.
44. Каталог паспортов. Научно-технические достижения, рекомендуемые для использования в мелиорации и водном хозяйстве. Вып. 7/Минводхоз СССР.-М.: ЦБНТИ, 1985 (с. 69).
45. Готовцев В. И., Фомкин Н. Е. Монтаж чугунных труб со стыковыми соединениями на резиновых уплотнителях//Водоснабжение и санитарная техника.-1973, № 4.
СОДЕРЖАНИЕ