ГОСТ 1173-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛЕНТЫ МЕДНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
(Измененная редакция, Изм. № 1).
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 № 160 межгосударственный стандарт ГОСТ 1173-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 01.01.95
4 ВЗАМЕН ГОСТ 1173-77
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ЛЕНТЫ МЕДНЫЕ Технические условия Copper
strips. |
ГОСТ |
Дата введения 01.01.95
Настоящий стандарт распространяется на медные холоднокатаные ленты общего назначения.
Стандарт не распространяется на медные ленты, предназначенные для радиаторов.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Ленты изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из меди марок М1, М1p, М2, М2р, М3 и М3р по ГОСТ 859.
1.2. Основные параметры и размеры
1.2.1. Толщина лент и предельные отклонения по толщине в зависимости от ширины должны соответствовать приведенным в табл. 1.
1.2.2. Ширина лент и предельные отклонения по ширине в зависимости от толщины должны соответствовать приведенным в табл. 2.
1.2.3. Длина лент в зависимости от толщины должна соответствовать приведенной в табл. 2.
Таблица 1
мм
|
Предельные отклонения по толщине лент при ширине |
|
||||
|
от 10 до 300 |
св. 300 до 600 |
|
|||
|
нормальной точности изготовления |
повышенной точности изготовления |
нормальной точности изготовления |
повышенной точности изготовления |
|
|
|
0,05 0,06 0,07 0,08 0,09 |
-0,01 |
- |
- |
- |
|
|
0,10 0,12 0,14 |
-0,02 |
-0,04 |
|
||
|
0,15 0,16 0,18 0,20 0,22 |
-0,03 |
-0,02 |
|||
|
-0,05 |
|||||
|
0,25 0,28 0,30 0,35 |
-0,04 |
-0,03 |
|||
|
-0,06 |
|||||
|
0,40 0,45 |
-0,05 |
-0,04 |
-0,06 |
- |
|
|
0,50 0,55 0,60 0,65 0,70 |
-0,06 |
-0,07 |
-0,06 |
|
|
|
-0,08 |
-0,07 |
||||
|
-0,05 |
|
||||
|
0,75 0,80 0,85 0,90 |
-0,07 |
-0,06 |
-0,09 |
-0,08 |
|
|
1,00 1,05 1,10 1,20 |
-0,08 |
-0,11 |
-0,10 |
|
|
|
1,30 1,40 1,50 |
-0,09 |
-0,07 |
-0,12 |
-0,11 |
|
|
1,60 1,70 |
-0,10 |
-0,08 |
-0,14 |
-0,13 |
|
|
1,80 1,90 2,00 |
-0,11 |
-0,15 |
-0,14 |
||
|
-0,09 |
|
||||
Примечания:
1. Ленты толщиной от 0,05 до 0,09 мм включительно изготовляют шириной от 10 до 170 мм.
2. Ленты толщиной 0,50 мм и более изготовляют шириной 20 мм и более.
3. Теоретическая масса 1 м2 лент приведена в приложении 1.
Таблица 2
мм
|
Предельные отклонения по ширине лент при толщине |
||||
|
до 1,00 включ. |
св. 1,00 |
|||
|
нормальной точности изготовления |
повышенной точности изготовления |
нормальной точности изготовления |
повышенной точности изготовления |
|
|
10, 12, 15, 18, 20, 22, 25, 28, 30, 32, 34, 35, 40, 42, 45, 50, 53, 60, 63, 75, 80, 85, 90, 95, 100, 120, 125, 140, 150, 160, 170 |
-0,5 |
-0,4 |
-0,8 |
-0,6 |
|
180, 200, 220, 230, 250, 280, 300 |
-0,8 |
-0,7 |
-1,3 |
-1,0 |
|
350, 400, 450, 500, 600 |
-1,2 |
-1,0 |
-1,6 |
-1,2 |
Таблица 3
|
Длина ленты, м, не менее |
|
|
От 0,05 до 0,5 включ. |
30 |
|
» 0,55 » 1,00 » |
20 |
|
» 1,05 » 2,00 » |
10 |
Примечание. Допускаются ленты меньшей длины, но не менее 5 м в количестве не более 5 % от массы партии.
Условные обозначения лент проставляют по схеме:
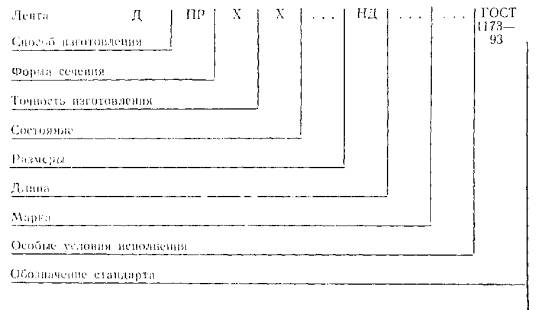
при следующих сокращениях:
способ изготовления:
холоднодеформированная (холоднокатаная) - Д
форма сечения:
прямоугольная - ПР
точность изготовления:
нормальная точность по толщине и ширине - Н
нормальная точность по толщине и повышенная точность по ширине - К
нормальная точность по толщине и высокая точность по ширине - Р
повышенная точность по толщине и нормальная точность по ширине - И
повышенная точность по толщине и повышенная точность по ширине - П
повышенная точность по толщине и высокая точность по ширине - Л
высокая точность по толщине и нормальная точность по ширине - З
высокая точность по толщине и повышенная точность по ширине - С
высокая точность по толщине и ширине - В
состояние:
мягкая - М
полутвердая - П
твердая - Т
длина:
немерная - НД
особые условия исполнения:
увеличенной длины - УД
для силовых конденсаторов и обмоток трансформаторов - КО
с нормированным прогибом - ПГ
с нормированной глубиной выдавливания - ГВ
Примеры условных обозначений
Лента повышенной точности изготовления по толщине и ширине, полутвердая, толщиной 0,70 мм, шириной 35 мм, из меди марки M1:
Лента ДПРПП 0,70 × 35 НД М1 ГОСТ 1173-93
То же, повышенной точности по толщине и нормальной точности по ширине, мягкая, толщиной 1,00 мм, шириной 100 мм, из меди марки М1р, с нормированной глубиной выдавливания:
Лента ДПРИМ 1,00 × 100 НД М1р ГВ ГОСТ 1173-93
1.3. Характеристики
1.3.1. Обязательное исполнение
1.3.1.1. По состоянию материала ленты изготовляют мягкими, полутвердыми и твердыми. Ленты толщиной менее 0,10 мм изготовляют твердыми.
1.3.1.2. Поверхность лент должна быть чистой, т.е. свободной от загрязнений, затрудняющих осмотр. На поверхности допускаются цвета побежалости, местные потемнения, следы технологической смазки, а также местные дефекты, не выводящие ленты при контрольной зачистке за предельные отклонения по толщине.
1.3.1.3. Ленты должны быть ровно обрезаны и не должны иметь значительных заусенцев (по ГОСТ 15467). Мятая и рваная кромка не допускается. Допускается небольшая волнистость, исчезающая при контрольном изгибе.
Серповидность лент не должна превышать 3 мм на 1 м длины.
1.3.1.4. Механические свойства лент должны соответствовать приведенным в табл. 4.
Таблица 4
|
Временное сопротивление σв, МПа (кгс/мм2) |
Относительное удлинение δ, %, не менее |
|
|
Мягкое |
200 - 260 (20 - 27) |
36 |
|
Полутвердое |
250 - 310 (25 - 32) |
15 |
|
Твердое |
Не менее 290 (30) |
3 |
Примечания:
1. Верхний предел временного сопротивления может быть выше, но не более чем на 20 МПа (2 кгс/мм2) при сохранении относительного удлинения, приведенного в таблице.
2. Относительное удлинение для лент шириной 300 - 600 мм в твердом состоянии (для образцов, вырезанных поперек прокатки) допускается не менее 2 %.
3. Временное сопротивление определяют для лент толщиной 0,3 мм и более относительное удлинение - для лент толщиной 0,5 мм и более. Механические свойства для лент толщиной менее 0,3 мм являются справочными.
4. Величина твердости приведена в приложении 2.
1.3.2. Исполнение по требованию потребителя
1.3.2.1. Ленты толщиной 0,10 - 0,45 мм и шириной 300 - 600 мм изготовляют нормальной точности по толщине с предельными отклонениями минус 0,04 мм для лент толщиной 0,10 - 0,20 мм, минус 0,05 мм для лент толщиной 0,22 - 0,30 мм и минус 0,06 для лент толщиной 0,35 - 0,45 мм.
1.3.2.2. Ленты толщиной 1,60 - 2,00 мм и шириной 300 - 600 мм изготовляют высокой точности по толщине с предельными отклонениями минус 0,11 мм для лент толщиной 1,60 мм и минус 0,12 мм для лент толщиной 1,70 - 2,00 мм.
1.3.2.3. Ленты толщиной до 0,25 мм включительно и шириной 10 - 100 мм изготовляют высокой точности по ширине с предельным отклонением минус 0,2 мм.
1.3.2.4. Ленты толщиной до 0,25 мм включительно изготовляют длиной не менее 60 м.
1.3.2.5. Ленты толщиной 0,05 мм, предназначенные для силовых конденсаторов, а также ленты для обмотки трансформаторов, не должны иметь заусенцев.
1.3.2.6. Прогиб не должен превышать 1 мм для лент шириной от 10 до 100 мм и 1 мм на каждые 100 мм ширины для лент шириной свыше 100 мм.
1.3.2.7. Глубина выдавливания мягких лент толщиной от 0,10 до 1,50 мм включительно при испытании на вытяжку сферической лунки должна соответствовать значениям, приведенным в табл. 5, при этом временное сопротивление и относительное удлинение не определяют.
(Измененная редакция, Изм. № 1).
Таблица 5
мм
|
Глубина сферической лунки, не менее, при толщине ленты |
|||||
|
0,10 - 0,16 |
0,18 - 0,28 |
0,30 - 0,55 |
0,60 - 1,10 |
1,20 - 1,50 |
|
|
10 |
7,5 |
8,0 |
8,5 |
9,5 |
10,0 |
|
4 |
3,4 |
3,8 |
4,0 |
- |
- |
|
1,5 |
1,5 |
1,8 |
2,1 |
- |
- |
(Измененная редакция, Изм. № 1).
Примечания:
1 Нормы глубины выдавливания для лент толщиной 0,10 и 0,12 мм при радиусе пуансона 10 мм факультативно до 01.09.2004.
2 Нормы глубины выдавливания для лент толщиной 0,10 и 0,12 мм при радиусе пуансона 4 и 1,5 мм устанавливаются по согласованию изготовителя с потребителем.
(Введен дополнительно, Изм. № 1).
1.3.2.8. Допускается требования к качеству поверхности устанавливать по образцам, утвержденным в установленном порядке.
1.3.3. Исполнение по согласованию изготовителя с потребителем.
1.3.3.1. Ленты изготовляют промежуточных размеров по толщине и ширине с предельными отклонениями для следующего большего размера, приведенными в табл. 1 и 2.
1.3.3.2. Ленты толщиной 0,05 - 0,09 мм изготовляют шириной свыше 170 до 200 мм включительно с предельными отклонениями, приведенными в табл. 2.
1.3.3.3. Допускается изготовлять ленты с плюсовыми предельными отклонениями по ширине.
1.3.3.4. Ленты изготовляют длиной, превышающей приведенную в табл. 3. При этом предельные отклонения по толщине и ширине и требования к качеству поверхности устанавливают по согласованию изготовителя с потребителем.
1.3.3.5. Допускается устанавливать дополнительные показатели механических свойств. При этом нормы временного сопротивления, относительного удлинения и глубины выдавливания устанавливают по согласованию изготовителя с потребителем.
1.3.3.6. Ленты толщиной менее 0,3 мм изготовляют с регламентированными механическими свойствами.
1.3.3.7. Мягкие ленты изготовляют с регламентированной величиной зерна.
1.3.3.8. Ленты изготовляют с регламентированной массой рулона.
1.4. Маркировка
1.4.1. К каждому рулону должен быть прикреплен ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение ленты;
номер партии.
Кроме того, на ярлык или на конец рулона должен быть нанесен штамп или клеймо технического контроля.
1.4.2. Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционных знаков «Беречь от влаги», «Верх».
1.5. Упаковка
1.5.1. Ленты должны быть свернуты в рулоны. В одном рулоне не должно быть более трех отрезков ленты.
Рекомендуемые размеры внутренних диаметров рулонов: 40, 50, 60, 75, 100, 120, 150, 200, 250, 300, 320, 350, 400, 500 мм. Конкретный диаметр устанавливают по согласованию потребителя и изготовителя.
Намотка должна исключать изменение формы рулона под действием силы тяжести.
1.5.2. Рулоны лент толщиной до 0,5 мм включительно должны быть обернуты бумагой по ГОСТ 8273, упакованы в сплошные деревянные ящики типов I, II, III по ГОСТ 2991 и типа I по ГОСТ 10198 и переложены древесной, стружкой или другими материалами, обеспечивающими сохранность качества продукции. Размеры ящиков - по ГОСТ 21140 и ТУ 48-21-777.
Допускается ленты толщиной до 0,8 мм и шириной свыше 300 мм наматывать на деревянные катушки.
Рулоны лент толщиной более 0,5 мм должны быть обвязаны лептой по ГОСТ 3560, ГОСТ 1173 или проволокой по ГОСТ 3282 и обернуты в синтетический или нетканый материал, обеспечивающий сохранность качества продукции.
Без упаковки в ящики, бумагу и синтетические и нетканые материалы допускается транспортировать ленты в железнодорожных контейнерах, крытых автомашинах и вагонах в один адрес без перегрузки в пути в специальной оборотной таре по ГОСТ 15102, ГОСТ 20435, ТУ 48-21А-008.
В этом случае между рядами рулонов должна быть проложена прокладка из бумаги или гофрированного картона.
Допускается применять другие виды упаковки и упаковочных материалов, не уступающие по прочности перечисленным выше и обеспечивающие сохранность качества продукции.
Укрупнение грузовых мест в транспортные пакеты проводится в соответствии с требованиями ГОСТ 26663. Средства скрепления в транспортные пакеты - по ГОСТ 21650. Пакетирование проводится на поддонах с использованием брусков высотой не менее 50 мм, с обвязкой в продольном и поперечном направлениях проволокой диаметром не менее 2 мм по ГОСТ 3282 или лентой размерами не менее 0,3 × 30 мм по ГОСТ 3560. Скрепление концов: проволоки - скруткой не менее пяти витков, ленты - в замок.
1.5.4. Упаковывание лент в районы Крайнего Севера и приравненные к ним труднодоступные районы - по ГОСТ 15846 по группе «Металлы и металлические изделия».
2. ПРИЕМКА
2.1. Ленты принимают партиями. Партия должна состоять из лент одной марки меди, одного размера, одного состояния материала, одной точности изготовления и должна быть оформлена документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение ленты;
результаты испытаний (по требованию потребителя);
номер партии;
массу партии;
количество рулонов (по требованию потребителя).
Допускается оформлять один документ о качестве на несколько партий лент одного размера, одного состояния материала, одной точности изготовления, одной марки меди, отгружаемых одному потребителю, с указанием номеров партий.
2.2. Для контроля размеров, внешнего вида, серповидности и прогиба лент применяют одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18242* с приемочным уровнем дефектности 4 %. Отбор рулонов лент в выборку осуществляют «вслепую» (методом наибольшей объективности) по ГОСТ 18321.
* На территории Российской Федерации действует ГОСТ Р 50779.71-99.
(Введен дополнительно, Изм. № 1).
Если объем партии не превышает трех рулонов, проверке подвергают каждый рулон лент.
2.3. Количество отбираемых для контроля толщины рулонов лент определяют в соответствии с табл. 6.
Количество контролируемых точек в каждом отобранном рулоне определяют в зависимости от длины ленты в рулоне в соответствии с табл. 7.
Длину ленты в рулоне для выбора числа контролируемых точек в рулоне определяют по формуле, приведенной в п. 3.2.
Таблица 6
шт.
|
Количество контролируемых рулонов |
|
|
4 - 25 |
3 |
|
26 - 90 |
13 |
|
91 - 150 |
20 |
|
151 - 280 |
32 |
|
281 - 500 |
50 |
|
501 - 1200 |
80 |
Отобранный рулон ленты считается годным, если число результатов измерения, не соответствующих требованиям табл. 1, менее браковочного числа, приведенного в табл. 7.
Таблица 7
|
Количество контролируемых точек в рулоне, шт. |
Браковочное число |
|
|
От 5 до 12 включ. |
3 |
1 |
|
Св. 12 » 45 » |
13 |
2 |
|
» 45 » 75 » |
20 |
3 |
|
» 75 » 140 » |
32 |
4 |
|
» 140 » 250 » |
50 |
6 |
|
» 250 » 600 » |
80 |
8 |
|
» 600 »1600 » |
125 |
11 |
При получении неудовлетворительных результатов измерения хотя бы на одном из контролируемых рулонов партию бракуют.
Допускается изготовителю контролировать каждый рулон партии.
Допускается изготовителю контроль толщины проводить в процессе производства.
2.4. Для контроля ширины, внешнего вида, серповидности и прогиба от партии отбирают рулоны в соответствии с табл. 8.
Партия считается годной, если число рулонов, не соответствующих требованиям табл. 2, пп. 1.3.1.2, 1.3.1.3, и 1.3.2.6, менее браковочного числа, приведенного в табл. 8.
Допускается изготовителю контролировать каждый рулон партии.
2.5. Для испытания на растяжение, вытяжку сферической лунки и определения величины зерна от партии отбирают по три рулона от каждых полных и неполных 1000 кг.
Таблица 8
|
Количество контролируемых рулонов, шт. |
Браковочное число |
|
|
4 - 25 |
3 |
1 |
|
26 - 90 |
13 |
2 |
|
91 - 150 |
20 |
3 |
|
151 - 280 |
32 |
4 |
|
281 - 500 |
50 |
6 |
|
501 - 1200 |
80 |
8 |
При производстве укрупненных рулонов методом сварки допускается изготовителю для испытания на растяжение, вытяжку сферической лунки и определения величины зерна от партии отбирать по три рулона от каждых полных и неполных 3000 кг партии.
2.6. Химический состав лент определяют на двух рулонах, взятых от партии.
Допускается на предприятии-изготовителе отбор проб проводить от расплавленного металла.
2.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, указанных в пп. 2.5 и 2.6, по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии. Результаты повторного испытания распространяют на всю партию.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Внешний вид лент проверяют осмотром без применения увеличительных приборов.
3.2. Толщину лент измеряют микрометром по ГОСТ 6507 или рычажным микрометром по ГОСТ 4381.
Измерение толщины ленты проводят на расстоянии не менее 100 мм от конца и не менее 10 мм от кромки. Для лент шириной 20 мм и менее измерение проводят посередине.
Толщину ленты измеряют на каждом отобранном рулоне в точках, расположенных равномерно-случайно по длине рулона.
Длину ленты (L) в метрах вычисляют по формуле
![]() ,
,
где D и d - соответственно наружный и внутренний диаметры рулона, измеряемые линейкой по ГОСТ 427, мм;
b - толщина ленты, мм.
Результаты измерения толщины ленты, не соответствующие требованиям табл. 1, не должны отличаться от допускаемых более чем на половину поля допуска.
3.3. Ширину ленты измеряют штангенциркулем по ГОСТ 166. Измерение проводят в одном месте на расстоянии не менее 100 мм от конца.
3.4. Серповидность ленты измеряют по ГОСТ 26877 в одном месте на любом участке рулона.
3.5. Прогиб ленты измеряют по ГОСТ 26877 в одном месте на любом участке рулона на расстоянии не менее 100 мм от конца.
3.6. Для испытания на растяжение от каждого отобранного рулона вырезают по одному образцу. Отбор образцов для испытания на растяжение проводят по ГОСТ 24047.
Испытание
на растяжение лент проводят по ГОСТ 11701
на образцах типа I или II с ![]() и bo = 20 мм. Испытание на растяжение лент шириной менее 20 мм проводят на образцах шириной, равной ширине ленты, при этом кромки
образцов могут быть обработаны механическим способом.
и bo = 20 мм. Испытание на растяжение лент шириной менее 20 мм проводят на образцах шириной, равной ширине ленты, при этом кромки
образцов могут быть обработаны механическим способом.
3.7. Для испытания на вытяжку сферической лунки от каждого отобранного рулона вырезают по одному образцу. Испытание проводят по ГОСТ 10510.
Ленты шириной до 20 мм, толщиной до 0,55 мм испытывают пуансоном радиусом 1,5 мм; шириной более 20 до 90 мм, толщиной до 1,10 мм - пуансоном радиусом 4,0 мм; шириной более 90 мм, толщиной от 0,10 мм до 1,50 мм - пуансоном радиусом 10 мм.
Испытание на вытяжку сферической лунки лент толщиной 0,10 - 0,45 мм допускается проводить на машинах в ручном режиме.
3.8. Для анализа химического состава от каждого отобранного рулона вырезают по одному образцу.
Анализ химического состава лент проводят по ГОСТ 13938.1 - ГОСТ 13938.12, ГОСТ 9717.1 - ГОСТ 9717.3. Допускается проводить химический анализ другими методами, не уступающими по точности указанным. Допускается на заводе-изготовителе контролировать содержание примесей висмута, сурьмы, мышьяка, серы, и кислорода периодически - один раз в три месяца при условии гарантии их содержания требованиям ГОСТ 859.
При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 13938.1 - ГОСТ 13938.12.
Отбор проб для анализа химического состава проводят по ГОСТ 24231.
3.9. Волнистость кромки ленты проверяют огибанием ее вокруг оправки диаметром 100 - 120 мм. Если волнистость не исчезает, рулон ленты бракуют.
3.10. Для определения величины зерна от каждого отобранного рулона вырезают по одному образцу. Определение величины зерна проводят по ГОСТ 21073.1.
3.11. Допускается изготовителю применять другие методы контроля и средства измерения, обеспечивающие необходимую точность.
При возникновении разногласий в определении показателей контроль проводят методами, указанными в стандарте.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Ленты транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
4.2. Ленты должны храниться в крытых помещениях. При транспортировании и хранении ленты должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
Ящики с лентами должны быть выдержаны на складе в упаковке изготовителя 1 - 2 сут для выравнивания температуры лент с температурой помещения. По истечении указанного срока ящики должны быть распакованы.
При соблюдении указанных условий хранения потребительские свойства лент при хранении не изменяются.
ПРИЛОЖЕНИЕ 1
Справочное
Таблица 9
Теоретическая масса 1 м2 медных лент
|
Толщина ленты, мм |
Масса 1 м2 ленты, кг |
Толщина ленты, мм |
Масса 1 м2 ленты, кг |
|
0,05 |
0,44 |
0,55 |
4,90 |
|
0,06 |
0,53 |
0,60 |
5,34 |
|
0,07 |
0,62 |
0,65 |
5,79 |
|
0,08 |
0,71 |
0,70 |
6,23 |
|
0,09 |
0,80 |
0,75 |
6,68 |
|
0,10 |
0,89 |
0,80 |
7,12 |
|
0,12 |
1,07 |
0,85 |
7,57 |
|
0,14 |
1,25 |
0,90 |
8,01 |
|
0,15 |
1,33 |
1,00 |
8,90 |
|
0,16 |
1,42 |
1,05 |
9,35 |
|
0,18 |
1,60 |
1,10 |
9,79 |
|
0,20 |
1,78 |
1,20 |
10,68 |
|
0,22 |
1,96 |
1,30 |
11,57 |
|
0,25 |
2,23 |
1,40 |
12,46 |
|
0,28 |
2,50 |
1,50 |
13,35 |
|
0,30 |
2,67 |
1,60 |
14,24 |
|
0,35 |
3,12 |
1,70 |
15,13 |
|
0,40 |
3,56 |
1,80 |
16,02 |
|
0,45 |
4,01 |
1,90 |
16,91 |
|
0,50 |
4,45 |
2,00 |
17,80 |
Примечание. Теоретическую массу ленты вычисляют при номинальной толщине и плотности меди, равной 8,9 г/см3.
ПРИЛОЖЕНИЕ 2
Справочное
Таблица 10
|
Состояние материала |
Твердость по Бринеллю |
|
Мягкое |
55 |
|
Полутвердое |
75 |
|
Твердое |
95 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 859-78 |
|||
|
ГОСТ 1173-93 |
|||
|
ГОСТ 4381-87 |
ГОСТ 21073.1-75 |
||
|
ГОСТ 9717.1-82 - ГОСТ 9717.3-82 |
ГОСТ 24047-80 |
||
|
ГОСТ 24231-80 |
|||
|
ГОСТ 10510-80 |
|||
|
ГОСТ 11701-84 |
|||
|
ГОСТ 13938.1-78 - ГОСТ 13938.12-78 |
ТУ 48-21-777-85 |
||
|
|
|
ТУ 48-21А-008-89 |
(Измененная редакция, Изм. № 1).
СОДЕРЖАНИЕ