 | Информационная система | |
Изменение № 1 ГОСТ Р 53365-2009 Трубы обсадные и насосно-компрессорные и муфты к ним. Основные параметры и контроль резьбовых соединений. Общие технические требования
Утверждено и введено в действие Приказом Федерального агентства по техническому регулированию и метрологии от 05.07.2013 г. № 293-ст
Дата введения - 2014-01-01
Пункт 3.1. Термин 3.1.28. Определение. Заменить слово: «условных» на «угловых»;
термин 3.1.42. Определение изложить в новой редакции: «Угол между линией среднего диаметра резьбы и осью резьбы».
Пункт 3.3. Исключить обозначение А и его определение;
заменить обозначение: Ah на А;
перед обозначениями l0, l2, l4, l5, l6, l7, ls, l9, l10 дополнить обозначением: l;
определение обозначения tr. Изложить в новой редакции: «толщина стенки трубы под резьбой или уплотнительной конической проточки в плоскости торца»;
дополнить обозначением hr и определением: «hr - глубина уплотнительной проточки трубы».
Пункты 4.5, 4.7, 4.10 изложить в новой редакции:
«4.5 Поверхности резьбы, уплотнительных и упорных элементов резьбового соединения должны быть без следов коррозии.
Не допускаются рванины, надрезы, вмятины и другие дефекты, которые нарушают непрерывность поверхности резьбы, упорных и уплотнительных элементов, могут привести к отслоению металла или защитного покрытия, образованию задиров при свинчивании.
Допускаются неглубокие риски и царапины, неровности поверхности, не влияющие на непрерывность резьбы и не вызывающие отслоения защитного покрытия.
4.7 Допускается зачистка поверхности резьбы, уплотнительных и упорных элементов резьбовых соединений для удаления несовершенств при условии соблюдения требований к геометрическим параметрам резьбы и резьбовых соединений.
4.10 При свинчивании труб с муфтами должны применяться резьбовые уплотнительные смазки, обеспечивающие герметичность резьбового соединения и предохраняющие его от коррозии и задиров при свинчивании».
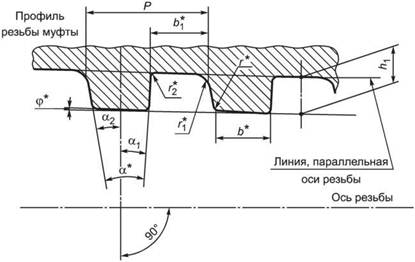
Пункт 5.1.1. Рисунок 1 заменить новым:
_______
*Размер для справок.
α - угол
профиля; α1,α2 - углы наклона сторон
профиля; b - ширина вершины профиля;
b1 - ширина впадины профиля; j - угол уклона резьбы; h1 - высота
профиля;
Р - шаг резьбы; r, r1, r2. r3 - радиусы скругления профиля
Рисунок
1 - Форма и геометрические параметры профиля трапецеидальной резьбы
резьбовых соединений ОТТМ и ОТТГ (лист 1)
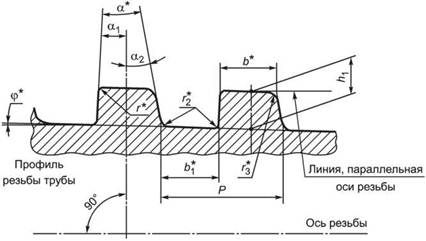
Рисунок 1 (лист 2)
таблица 1. Сноску ** изложить в новой редакции:
«**Конусность по внутреннему диаметру резьбы трубы и наружному диаметру резьбы муфты на длине резьбы 100 мм».
Пункт 5.2.1 изложить в новой редакции:
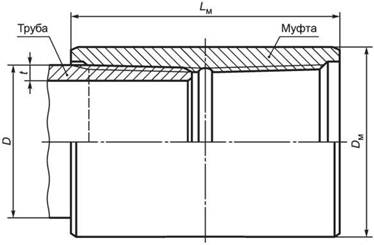
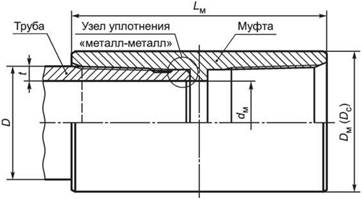
«5.2.1 Общий вид резьбового соединения ОТТМ показан на рисунке 2.
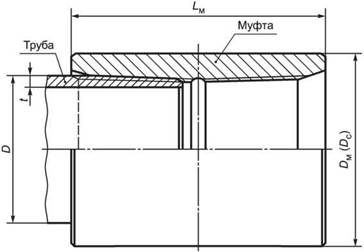
D - наружный диаметр трубы; Dм - наружный
диаметр обычной муфты;
Dc - наружный диаметр специальной муфты; Lм - длина муфты; t
-
толщина стенки трубы
Рисунок 2 - Общий вид резьбового соединения ОТТМ
Пункт 5.2.2. Рисунок 3. Заменить значения углов: внутренней
фаски - «65° ± 5°» на «60°*», наружной фаски - «65°± 5°»
на «60°![]() »,
обозначение конусности: «
»,
обозначение конусности: «![]() 1:16» на «
1:16» на «![]() 1:16»;
1:16»;
таблицы 3 и 4. Графа «Наружный диаметр трубы D». Заменить значение: 146,10 на 146,05; 323,90 на 323,85;
таблицу 3 дополнить графой: «Натяг при ручном свинчивании А*»; для всех значений условного диаметра трубы в данной графе проставить значение: 14,0 (14 раз);
таблицу 3 дополнить примечанием:
«Примечание - Натяг А при ручном свинчивании трубы и муфты является исходным натягом для механического свинчивания».
Пункт 5.2.3 изложить в новой редакции:
«5.2.3 На расстоянии менее (l - 10) мм от торца трубы не допускаются витки резьбы с черновинами по всей окружности, но допускаются витки резьбы с черновинами общей протяженностью на каждом витке не более 25 % длины витка резьбы:
- на одном витке резьбы - для труб условным диаметром до 194 мм включ.;
- на двух витках резьбы - для труб условным диаметром 219 мм и более».
Пункт 5.2.4 изложить в новой редакции:
«Минимальная толщина стенки трубы под резьбой должна быть не менее 1,5 мм.
Толщину стенки трубы под резьбой вычисляют по следующей формуле:
|
tr = 0,875t - 0,5 (1,01D - d2), |
(1) |
где tr - толщина стенки трубы под резьбой, мм, округленная до 0,1 мм;
t - номинальная толщина стенки трубы, мм;
D - номинальный наружный диаметр трубы, мм;
d2 - внутренний диаметр резьбы в плоскости торца трубы, мм.
Если расчетное значение tr менее или равно 1,5 мм, то минимальная толщина стенки трубы под резьбой должна быть не менее 1,5 мм.
Если расчетное значение tr более 1,5 мм, то минимальная толщина стенки трубы под резьбой должна быть не менее расчетного значения».
Пункт 5.2.7 изложить в новой редакции:
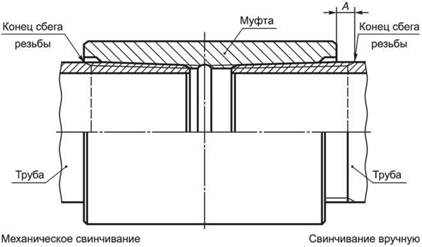
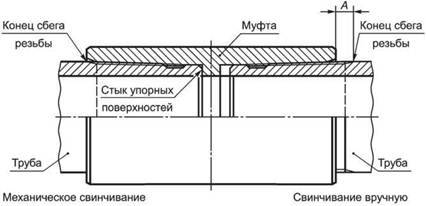
«5.2.7 Положение муфты при механическом свинчивании с трубой и свинчивании вручную показано на рисунке 5.
При механическом свинчивании трубы с муфтой торец муфты должен совпадать с концом сбега резьбы трубы или не доходить до него не более чем на 5,0 мм (рисунок 5).
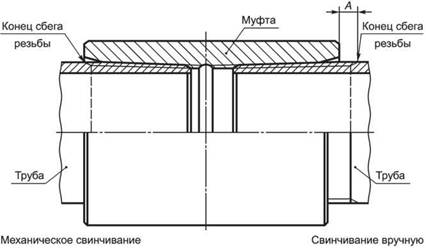
А - натяг при свинчивании труб с муфтами вручную
Рисунок 5 - Свинчивание трубы и муфты с резьбовым соединением ОТТМ
Пункт 5.3.1 изложить в новой редакции:
«5.3.1 Общий вид резьбового соединения ОТТГ с узлом уплотнения «металл-металл» показан на рисунке 6.
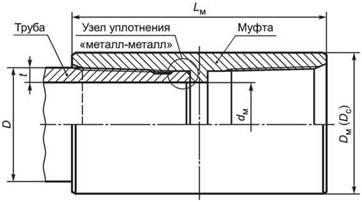
D - наружный диаметр трубы; Dм - наружный диаметр обычной муфты; Dc
-
наружный диаметр
специальной муфты; dм - внутренний диаметр муфты; t
-толщина стенки трубы; lм - длина муфты
Рисунок 6 - Общий вид резьбового соединения ОТТГ
Пункт 5.3.2. Рисунок 7. Заменить значения: угла внутренней
фаски - «60° ± 5°» на «60°*», ширины внутренней фаски
- «2 ± 1» на «2*», обозначение конусности: «![]() 1:16»
на «
1:16»
на «![]() 1:16»;
1:16»;
рисунок 8. Подрисуночную подпись для r изложить в новой редакции: «r - радиус скругления кромки торца специальной муфты»;
таблицы 5 и 6. Графа «Наружный диаметр трубы D». Заменить значение: 146,10 на 146,05; 323,90 на 323,85;
таблицу 5 дополнить графой: «Натяг при ручном свинчивании А*»;
для всех значений условного диаметра трубы в данной графе проставить значение: 10,0 (12 раз);
таблицу 5 дополнить примечанием:
«Примечание - Натяг А при ручном свинчивании трубы и муфты является исходным натягом для механического свинчивания».
Пункт 5.3.3 изложить в новой редакции:
«5.3.3 На расстоянии менее (l - 10) мм от торца трубы не допускаются витки резьбы с черновинами по всей окружности, но допускаются витки резьбы с черновинами общей протяженностью на каждом витке не более 25 % длины витка резьбы:
- на одном витке резьбы - для труб условным диаметром до 194 мм включ.;
- на двух витках резьбы - для труб условным диаметром 219 мм и более».
Пункт 5.3.4. Заменить слова: «толщина стенки трубы под резьбой» на «толщина стенки уплотнительной конической проточки» (6 раз).
Пункты 5.3.7, 5.3.10 изложить в новой редакции:
«5.3.7 Упорные торцы труб и упорные уступы муфт должны быть перпендикулярными к оси резьбы. Предельное отклонение упорных элементов от перпендикулярности не должно превышать 0,06 мм.
5.3.10 Положение муфты при механическом свинчивании с трубой и свинчивании вручную показано на рисунке 9.
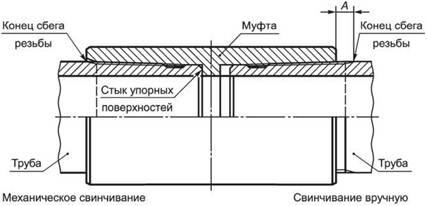
А - натяг при свинчивании труб с муфтами вручную
Рисунок 9 - Свинчивание трубы и муфты с резьбовым соединением ОТТГ
При механическом свинчивании трубы с муфтой должно быть обеспечено сопряжение упорного торца трубы и упорного уступа муфты по всему периметру стыка упорных поверхностей».
Пункт 6.1.1. Таблица 7. Графа «Предельное отклонение». Заменить слова: «Таблица 2» на «Таблица 8» (4 раза);
сноску ** изложить в новой редакции:
«**Конусность по среднему диаметру резьбы трубы и муфты на длине 100 мм».
Пункт 6.1.2. Таблица 9. Графа «Предельное отклонение». Заменить слова: «Таблица 2» на «Таблица 10» (4 раза);
сноску ** изложить в новой редакции:
«**Конусность по внутреннему диаметру резьбы трубы и наружному диаметру резьбы муфты на длине 100 мм».
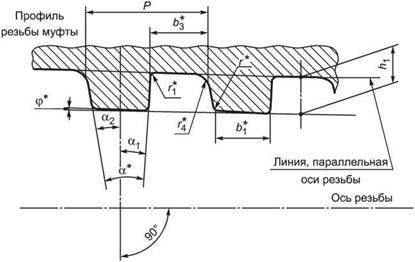
Рисунок 12 заменить новым:
_______
*Размер для справок.
α - угол
профиля; α1, α2
- углы наклона сторон профиля; b - ширина вершин
профиля трубы;
b1 - ширина
вершин профиля муфты; b2 - ширина впадин профиля трубы;
b3 - ширина впадин профиля муфты; j - угол уклона резьбы; h1 - высота профиля; Р - шаг резьбы;
r, r3 - радиусы
скругления вершин профиля; r1, r4 - радиусы скругления впадин профиля
Рисунок
12 - Форма и геометрические параметры профиля трапецеидальной резьбы
соединения НКМ насосно-компрессорных труб с условным диаметром 114 мм
и муфт к ним (лист 1)
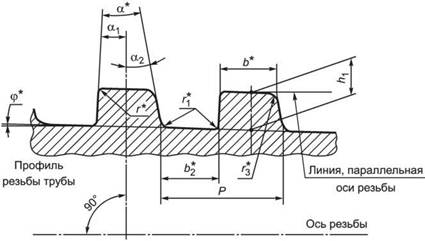
Рисунок 12 (лист 2)
Пункт 6.2.1. Рисунки 13, 14 заменить новыми:
D - наружный диаметр трубы; Dм - наружный
диаметр муфты; Lм - длина муфты;
t - толщина стенки трубы
Рисунок 13 - Общий вид резьбового соединения НКТ
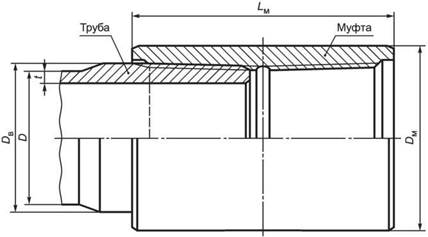
D - наружный диаметр трубы; Dв - наружный
диаметр высаженного конца трубы;
Dм - наружный диаметр муфты; Lм - длина муфты; t - толщина стенки трубы
Рисунок 14 - Общий вид резьбового соединения НКТВ
Пункт 6.2.2. Рисунок 15. Заменить значения углов: внутренней
фаски - «65° ± 5°» на «60°*», наружной фаски - «65° ± 5°» на «60° ![]() »;
обозначение конусности«
»;
обозначение конусности«![]() 1:16» на «
1:16» на «![]() 1:16»;
1:16»;
рисунок 16 заменить новым:
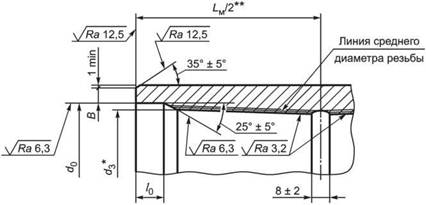
________
*Размер для справок.
**Размер не регламентируется.
В - ширина торцовой плоскости муфты; d0 - диаметр цилиндрической расточки муфты;
d3 - внутренний диаметр резьбы муфты в плоскости торца
трубы; Lм - длина муфты;
l0 - длина цилиндрической расточки муфты
Примечания
1 Вместо цилиндрической расточки у торца муфты допускается выполнение конической расточки с теми же длиной и диаметром, образующая которой параллельна образующей конуса резьбы.
2 Для выхода резьбообразующего инструмента на середине муфты может быть выполнена проточка на глубину, превышающую высоту профиля не более чем на 0,50 мм. Проточка не должна иметь острых кромок. При отсутствии проточки допускается перерез встречных ниток в середине муфты, на расстоянии не более (13 - Р) мм от середины муфты в обе стороны, где Р - шаг резьбы, округленный до целого значения.
Рисунок
16 - Основные геометрические параметры резьбовых соединений
НКТ и НКТВ муфты
таблица 12. Графа «Наружный диаметр трубы D». Заменить значение: 46,26 на 48,26; 73,90 на 73,02;
таблица 13. Головка. Наименование последней графы изложить в новой редакции: «Натяг при ручном свинчивании А*»; в данной графе заменить значения: 5,0 ± 2,5 на 5,0; 6,5 ± 3,2 на 6,5;
графа «Наружный диаметр трубы D». Заменить значение: 73,90 на 73,02;
таблицу 12 дополнить примечанием:
«Примечание - Натяг А при ручном свинчивании трубы и муфты является исходным натягом для механического свинчивания»;
таблица 14. Головка. Наименование последней графы изложить в новой редакции: «Натяг при ручном свинчивании А*»; в данной графе заменить значения: 5,0 ± 2,5 на 5,0; 6,5 ± 3,2 на 6,5;
графа «Наружный диаметр трубы D». Заменить значение: 73,90 на 73,02;
таблицу 14 дополнить примечанием:
«Примечание - Натяг А при ручном свинчивании трубы и муфты является исходным натягом для механического свинчивания».
Пункт 6.2.4 изложить в новой редакции:
«Минимальная толщина стенки трубы под резьбой должна быть не менее 1,0 мм для труб условным диаметром до 48 мм включ. и не менее 2,0 мм для труб остальных диаметров.
Толщину стенки трубы под резьбой вычисляют по следующей формуле:
|
tr = 0,875t - 0,5[(D + D) - d2], |
(3) |
где tr - толщина стенки трубы под резьбой, мм, округленная до 0,1 мм;
t - номинальная толщина стенки, мм;
D - номинальный наружный диаметр трубы, мм;
d2 - внутренний диаметр резьбы в плоскости торца трубы, мм;
D - величина плюсового предельного отклонения наружного диаметра трубы, равная 0,8 мм для труб условным диаметром до 102 мм включ. и 0,9 мм для труб условным диаметром 114 мм.
Если расчетное значение tr менее или равно 1,0 мм для труб условным диаметром до 48 мм включ. и менее или равно 2,0 мм для труб остальных диаметров, то минимальная толщина стенки трубы под резьбой должна быть не менее 1,0 или 2,0 мм соответственно.
Если расчетное значение tr более 1,0 мм для труб условным диаметром до 48 мм включ. или более 2,0 мм для труб остальных диаметров, то минимальная толщина стенки трубы под резьбой должна быть не менее расчетного значения».
Пункт 6.2.7 изложить в новой редакции:
«6.2.7 Положение муфты при механическом свинчивании с трубой и свинчивании вручную показано на рисунке 17.
При механическом свинчивании трубы с муфтой разность длины
муфты Lм и расстояния от свободного торца
муфты до торца трубы внутри муфты не должна превышать номинальное значение
общей длины резьбы трубы L более
чем на ![]() мм -
для труб с шагом резьбы 2,540 мм и более чем на
мм -
для труб с шагом резьбы 2,540 мм и более чем на ![]() мм -
для труб с шагом резьбы 3,175 мм.
мм -
для труб с шагом резьбы 3,175 мм.
А - натяг при свинчивании труб с муфтами вручную
Рисунок 17 - Свинчивание муфты и трубы с резьбовыми соединениями НКТ или НКТВ
Пункт 6.3.1. Рисунок 18 заменить новым:
D - наружный
диаметр трубы; Dм - наружный диаметр обычной муфты; Dc
-
наружный диаметр
специальной муфты; dм - внутренний диаметр муфты; Lм - длина муфты; t -толщина стенки
трубы
Рисунок 18 - Общий вид резьбового соединения НКМ
Пункт 6.3.2. Рисунок 19. Заменить значение: угла внутренней
фаски - «65° ± 5°» на «60°*», размера наружной фаски - «1´45°» на «1,0+0,5´45°*»; обозначение
конусности: «![]() 2tgj» на «
2tgj» на «![]() K»;
K»;
таблица 16. Головка. Наименование последней графы изложить в новой редакции: «Натяг при ручном свинчивании А*»; в данной графе заменить значения: 4,4 ± 4,2 на 4,4; 5,0 ± 4,2 на 5,0; 5,6 ± 4,2 на 5,6; 6,2 ± 4,2 на 6,2; 8,0 ± 5,1 на 8,0;
таблицу 16 дополнить примечанием:
«Примечание - Натяг А при ручном свинчивании трубы и муфты является исходным натягом для механического свинчивания».
Пункт 6.3.4. Заменить слова: «толщина стенки трубы под резьбой» на «толщина стенки уплотнительной конической проточки» (6 раз).
Пункты 6.3.6, 6.3.10 изложить в новой редакции:
«6.3.6 Упорные торцы трубы и упорные уступы муфты должны быть перпендикулярными к оси резьбы. Предельное отклонение упорных элементов от перпендикулярности не должно превышать 0,06 мм.
6.3.10 Положение муфты при механическом свинчивании с трубой и свинчивании вручную показано на рисунке 21.
При механическом свинчивании трубы с муфтой должно быть обеспечено сопряжение упорного торца трубы и упорного уступа муфты по всему периметру стыка упорных поверхностей (рисунок 21).
А - натяг при свинчивании труб с муфтами вручную
Рисунок 21 - Свинчивание муфты и трубы с резьбовым соединением НКМ
Пункты 7.1.2, 7.2.3, 7.2.4 изложить в новой редакции:
«7.1.2 Резьбовые соединения подвергают следующим видам контроля:
- контролю качества поверхности резьбы, упорных и уплотнительных элементов резьбовых соединений - каждую трубу и каждую муфту;
- контролю отсутствия участков без покрытия на поверхности резьбы и уплотнительных конических расточек - каждую муфту;
- контролю шероховатости, геометрических параметров резьбы, упорных и уплотнительных элементов резьбовых соединений, для которых установлены предельные отклонения, правильности свинчивания, сопряжения упорных поверхностей резьбовых соединений и контролю натяга калибрами - с периодичностью, установленной в технологической документации изготовителя.
Контроль качества поверхности резьбы, шероховатости, геометрических параметров, а также контроль натяга калибрами проводят до нанесения покрытия.
7.2.3 Контроль отсутствия участков без покрытия на поверхности резьбы и уплотнительных конических расточек муфты контролируют визуально без применения увеличительных приспособлений.
7.2.4 Контроль геометрических параметров резьбы, упорных и уплотнительных элементов резьбовых соединений, для которых установлены предельные отклонения, проводят при помощи универсальных или специальных средств измерений, обеспечивающих необходимую точность измерений, в соответствии с нормативной и технической документацией, утвержденной в установленном порядке.
Контроль геометрических параметров, для которых не установлены предельные отклонения, не проводят.
При проведении контроля соблюдают следующие условия:
- перед контролем проверяемую поверхность тщательно очищают;
- контроль проводят до механического свинчивания резьбового соединения, после развинчивания резьбового соединения проводить контроль не допускается;
- перед контролем средства измерений и изделия выдерживают при температуре, при которой проводят контроль, в течение времени, достаточного для выравнивания температуры».
Пункт 7.2.5. Перечисления е), м) изложить в новой редакции:
«е) толщину стенки трубы под резьбой - во впадине первого витка резьбы со стороны торца трубы или по вершине первого витка с полным профилем, толщину стенки уплотнительной конической проточки трубы - в плоскости торца трубы;
м) сопряжение упорных поверхностей соединений ОТТГ и НКМ - по всему периметру стыка упорных поверхностей»;
дополнить перечислением - н):
«н) расстояние от свободного торца муфты до торца трубы соединений НКТ и НКТВ - внутри муфты».
Пункт 7.2.6. Второй абзац. Исключить слова: «Конусность трапецеидальной резьбы контролируют на участке резьбы с неполным профилем»;
пятый абзац. Исключить слова: «Диаметры наконечников должны соответствовать указанным в таблице 17»;
последний абзац. Заменить значение: 2,337 на 2,34 мм;
таблица 17. Головка. Заменить слова: «Диаметр наконечника» на «Диаметр сферического наконечника»;
графа «Номинальное значение». Заменить значение: 1,829 на 1,83; 1,448 на 1,45;
таблицу 18 изложить в новой редакции:
Таблица 18
В миллиметрах
|
Измеряемый параметр трапецеидальной резьбы |
Диаметр сферического наконечника, не более |
|
Конусность |
2,34 |
|
Шаг |
1,83 |
Пункты 7.2.9, 7.2.11 изложить в новой редакции:
«7.2.9 Соосность резьбы концов муфты у торца муфты и на расстоянии 1 м от середины муфты проверяют с использованием цилиндрических оправок с резьбой и стационарного устройства или специального приспособления.
Резьба оправок должна соответствовать ГОСТ 25575 или ГОСТ 25576.
Муфту навинчивают на оправку, точно выверенную и центрированную в шпинделе стационарного устройства или специального приспособления. В свободный конец муфты ввинчивают другую оправку, длиной не менее 250 мм. Вращая муфту, определяют биение (удвоенную величину отклонения от соосности) оправки у торца муфты и в плоскости измерения у конца оправки.
Полученное отклонение от соосности в плоскости пересчитывают в отклонение соосности на расстоянии 1 м пропорционально расстоянию от середины муфты до плоскости измерения. При пересчете учитывают несоосность резьбовой и измерительной частей оправки.
7.2.11 Сопряжение упорных поверхностей трубы и муфты при механическом свинчивании резьбовых соединений ОТТГ и НКМ проверяют пластинчатым щупом толщиной 0,1 мм».
Подраздел 7.2 дополнить пунктом - 7.2.11а (после пункта 7.2.11):
«7.2.11а Соответствие разности измеренной длины муфты Lм и расстояния от свободного торца муфты до торца трубы, измеренного внутри муфты, требованиям, установленным для свинчивания резьбовых соединений НКТ и НКТВ, контролируют после свинчивания или обеспечивают технологией свинчивания резьбовых соединений».
Пункт 7.2.12 изложить в новой редакции:
«7.2.12 Для всех видов контроля допускается применение других средств измерений и методов, обеспечивающих необходимую точность измерений».
Пункт 7.3.3. Последний абзац. Заменить слова: «резьбового калибра пробки» на «гладкого калибра-пробки».
Пункт 7.3.4. Второй, третий абзацы изложить в новой редакции:
«Натяг резьбы трубы, определяемый как расстояние между плоскостью торца трубы и измерительной плоскостью резьбового калибра- кольца, должен быть равен (2,5 ± Р) мм - для труб с шагом 2,540 мм и (3,2 ± Р) мм - для труб с шагом 3,175 мм, где Р - значение шага резьбы, округленное до первого десятичного знака (рисунок 24, а и б).
Натяг резьбы муфты, определяемый как расстояние между плоскостью торца муфты и измерительной плоскостью резьбового калибра-пробки, должен быть равен (А ± Р) мм, где А - натяг трубы с муфтой при свинчивании вручную (таблицы 13 и 14), Р - значение шага резьбы, округленное до первого десятичного знака (рисунок 24, в и г)»;
рисунок 24, а. Заменить обозначение: «2,5 + Р» на
«(2,5 + Р) для Р = 2,540;
(3,2 + Р) для Р = 3,175»;
рисунок 24, б. Заменить обозначение: «2,5 - Р» на
«(2,5 - Р) для Р = 2,540;
(3,2 - Р) для Р = 3,175»;
рисунок 24, в. Заменить обозначение: «Ah + Р» на «А + Р»;
рисунок 24, г. Заменить обозначение: «Ah - Р» на «А - Р»;
подрисуночную подпись для Ah изложить в новой редакции: «А - натяг трубы с муфтой при свинчивании вручную».
Пункт 7.3.5. Второй абзац. Перечисление а) изложить в новой редакции:
«а) (20-1,2) мм - при контроле резьбовым калибром-кольцом с полным и неполным профилем труб условным диаметром от 60 до 102 мм включ.»;
перечисление в). Заменить значение: (20-2,5) на (24-2,5).
(ИУС № 9 2013 г.)