 | Информационная система | |

ОТРАСЛЕВОЙ СТАНДАРТ
СТАЛЬ КОНСТРУКЦИОННАЯ
И ПРУЖИННАЯ
ПОВЫШЕННОГО КАЧЕСТВА
ОСТ 3-98-80
1980
ОТРАСЛЕВОЙ СТАНДАРТ
|
СТАЛЬ КОНСТРУКЦИОННАЯ Технические условия |
ОСТ 3-98-80 Взамен |
Инструктивным письмом от 05.08.80 г. № 367 срок введения установлен
с 01.07.80 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на конструкционную и пружинную сталь (горяче- и холоднокатаную, холоднотянутую и калиброванную), предназначенную для изготовления ответственных деталей основного производства профиля Министерства.
Стандарт устанавливает дополнительные требования к качеству стали, поставляемой по соответствующим стандартам и техническим условиям.
1. КЛАССИФИКАЦИЯ
1.1. В зависимости от содержания вредных примесей (серы, фосфора и меди), степени загрязненности неметаллическими включениями, качества макроструктуры и чистоты по волосовинам сталь подразделяют на следующие категории:
качественная (открытой выплавки);
высококачественная - А (открытой выплавки);
особовысококачественная (электрошлакового переплава - Ш, вакуумно-дугового переплава - ВД).
Примечание. По соглашению сторон допускается поставка сталей с обработкой в ковше синтетическими шлаками; раскисленной и легированной жидкими лигатурами в процессе обработки синтетическими шлаками, а также другими способами внепечной обработки. При этом сталь дополнительно обозначается:
СШ - с обработкой синтетическими шлаками;
СШЛ - » » жидкими лигатурами.
2. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
2.1. Сталь поставляется в виде горячекатаных, калиброванных прутков, горячекатаных полос, а также в виде холоднокатаной ленты и холоднотянутой проволоки.
2.2. Сортамент стали должен соответствовать требованиям стандартов, указанных в табл. 1.
Таблица 1
|
Обозначение стандарта |
Размер сечения, мм |
|
|
Сталь горячекатаная круглая |
ГОСТ 2590-71 |
5 - 250 |
|
Сталь горячекатаная квадратная |
ГОСТ 2591-71 |
5 - 250 |
|
Заготовка стальная квадратная горячекатаная |
ГОСТ 4693-77 |
40 - 250 |
|
Сталь полосовая горячекатаная и кованая инструментальная |
3×12 - 80×300 |
|
|
Полоса стальная горячекатаная: |
||
|
ширина |
11 - 200 |
|
|
толщина |
4 - 60 |
|
|
Сталь горячекатаная шестигранная: |
ГОСТ 2879-69 |
|
|
диаметр вписанного круга |
8 - 100 |
|
|
Сталь горячекатаная. Болванка обжатая: |
ОСТ 14-13-75 |
|
|
блюмс со стороной |
140 - 450 |
|
|
Сталь калиброванная круглая |
ГОСТ 7417-79 |
3 - 100 |
|
Сталь калиброванная квадратная |
3 - 100 |
|
|
Сталь калиброванная шестигранная |
3 - 100 |
|
|
Проволока стальная углеродистая пружинная |
ТУ 3-997-76 |
0,50 - 1,60 |
|
Проволока стальная легированная пружинная |
0,50 - 14,00 |
|
|
Проволока из углеродистой конструкционной стали марок: |
ГОСТ 17305-71 |
|
|
10, 15, 20 |
0,32 - 10,0 |
|
|
30, 35, 40, 45, 50, 55 |
0,32 - 7,00 |
|
|
Проволока стальная углеродистая для холодной высадки |
1,00 - 6,00 |
|
|
Проволока стальная углеродистая пружинная |
0,14 - 8,00 |
|
|
Лента стальная холоднокатаная из инструментальной и пружинной стали: |
||
|
толщина |
0,08 - 3,00 |
|
|
ширина |
4 - 240 |
|
|
Лепта стальная холоднокатаная из углеродистой конструкционной стали: |
||
|
толщина |
0,10 - 3,00 |
|
|
ширина |
4 - 300 |
Примечание. Прутки и полосы поставляются в соответствии со специализацией станов завода-поставщика.
3. МАРКИ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Сталь должна изготовляться в соответствии с требованиями настоящего стандарта.
3.2. Химический состав стали должен соответствовать нормам, приведенным в табл. 2 и требованиям стандартов, указанных в табл. 3.
Таблица 2
|
Массовая доля элемента, % |
||||||||||
|
Углерод |
Кремний |
Марганец |
Хром |
Никель |
Молибден |
Ванадий |
Сера |
Фосфор |
Медь |
|
|
не более |
||||||||||
|
40Р |
0,37 - 0,45 |
0,17 - 0,37 |
0,50 - 0,80 |
0,10 - 0,30 |
< 0,30 |
- |
- |
0,030 |
0,030 |
0,30 |
|
50Р |
0,47 - 0,55 |
0,17 - 0,37 |
0,50 - 0,80 |
0,10 - 0,30 |
< 0,30 |
- |
- |
0,030 |
0,030 |
0,30 |
|
30ХНЗМА |
0,28 - 0,34 |
0,17 - 0,37 |
0,40 - 0,70 |
0,70 - 1,00 |
2,70 - 3,10 |
0,20 - 0,30 |
- |
0,025 |
0,025 |
0,30 |
|
30ХН2МФА-Ш |
0,27 - 0,34 |
0,17 - 0,37 |
0,30 - 0,60 |
0,60 - 0,90 |
2,00 - 2,40 |
0,20 - 0,30 |
0,10 - 0,18 |
0,010 |
0,016 |
0,20 |
|
35ХН2МФА-Ш |
0,32 - 0,37 |
0,17 - 0,37 |
0,30 - 0,60 |
0,60 - 0,90 |
2,00 - 2,40 |
0,20 - 0,30 |
0,10 - 0,18 |
0,010 |
0,016 |
0,20 |
|
25Х2Н4МА-Ш |
0,23 - 0,28 |
0,17 - 0,37 |
0,25 - 0,55 |
1,35 - 1,65 |
4,00 - 4,40 |
0,30 - 0,40 |
- |
0,010 |
0,016 |
0,20 |
Примечания: 1. Для стали марок 30ХН3МА, 30ХН2МФА-Ш, 35ХН2МФА-Ш, 25Х2Н4МА-Ш при частичной замене молибдена вольфрамом суммарное содержание молибдена и вольфрама в пересчете на молибден должно соответствовать нормам. В этом случае наименование марок стали не изменяется.
При полной замене молибдена вольфрамом наименование марок стали и процентное содержание вольфрама в них должно быть следующим:
30ХН3ВА.................................... 0,60 - 0,90
35ХН2ВФА-Ш........................... 0,60 - 0,90
30ХН2ВФА-Ш........................... 0,60 - 0,90
25Х2Н4ВА-Ш............................ 0,90 - 1,20
2. Наличие вольфрама до 0,20, молибдена до 0,15, титана до 0,03 не является браковочным признаком и ванадия до 0,05 % в сталях, не легированных этими элементами,
3. При условии обеспечения остальных требований настоящего стандарта в прокате допускаются отклонения по химическому составу, %:
для стали марки 40Р по углероду - плюс 0,01, по хрому - плюс 0,05;
» » » 50Р » » - плюс 0,01, » » - плюс 0,05, по марганцу - плюс 0,05 и минус 0,03.
Допускаемые отклонения от норм химического состава для стали марок 30ХН3МА, 30ХН2МФА-Ш, 35ХН2МФА-Ш, 25Х2Н4МА-Ш должны соответствовать требованиям ГОСТ 4543-71.
Таблица 3
|
Обозначение стандарта |
|
|
10, 15, 20, 30, 35, 40, 45, 50, 55 |
ГОСТ 1050-74 |
|
20Х, 40Х, 30ХН3А, 20ХГСА, 30ХГСА, 35ХГСА, 30ХН2МФА, 40ХН2МА, 40ХН2МА-Ш, 25Х2Н4МА |
|
|
50А, 50РА, 30ХРА |
ГОСТ 5160-70 |
|
65, 70, 75, 65Г, 60С2А, 60С2А-Ш, 50ХФА, 50ХФА-Ш, 51ХФА, 65С2ВА, 65С2ВА-Ш, 70С3А |
|
|
У8А, У12А |
ГОСТ 1435-74 |
|
8ХФ |
|
|
У9А-Ш |
ТУ 3-997-76 |
|
40Р, 50Р, 30ХН3МА, 30ХН2МФА-Ш, 35ХН2МФА-Ш, 25Х2Н4МА-Ш |
ОСТ 3-98-80 |
Примечания: 1. Разрешается поставка и других марок стали по соответствующим стандартам и техническим условиям.
2. Химический состав особовысококачественной стали электрошлакового и вакуумно-дугового переплавов, кроме марок 30ХН2МФА-Ш, 35ХН2МФА-Ш и 25Х2Н4МА-Ш, должен соответствовать требованиям стандартов на качественную сталь, при этом содержание, %, не более: серы - 0,010, фосфора - 0,020 и меди - 0,25.
3. В сталях электрошлакового переплава допускается снижение содержания кремния на 0,05 %.
3.4. В сталь марок 40Р, 50Р, 50РА, 30ХРА бор вводится по расчету (без учета угара) в количестве не более 0,0045 %. При этом остаточное его содержание в стали не должно быть менее 0,001 %.
3.5. При условии обеспечения остальных требований настоящего стандарта в прокате допускаются отклонения по химическому составу (табл. 4).
Таблица 4
|
Углерод |
Хром |
Марганец |
|
|
50РА |
+0,01 |
+0,05 |
От -0,03 до +0,05 |
|
30ХРА |
- |
+0,05 |
+0,10 |
|
50 и 50А |
- |
+0,05 |
+0,10 |
3.6. В соответствии с заказом сталь поставляется как в термически обработанном состоянии, так и без термообработки. При этом в заказе указывается вид термообработки: отжиг, нормализация, нормализация с высоким отпуском, высокий отпуск.
По соглашению сторон допускается поставка стали с закалкой и отпуском на заданные свойства.
3.7. Механические свойства качественной и высококачественной стали, а также твердость в состоянии поставки должны соответствовать нормам - ГОСТ 1050-74, ГОСТ 1435-74, ГОСТ 4543-71, ГОСТ 5160-70, ГОСТ 5950-73, ГОСТ 14959-79, ГОСТ 14963-78, ГОСТ 17305-71, ГОСТ 9389-75, ГОСТ 2283-79, ГОСТ 2284-79, ГОСТ 1051-73.
Механические свойства особовысококачественной стали (электрошлакового и вакуумно-дугового переплавов) должны соответствовать требованиям стандартов на качественную сталь, кроме механических свойств стали марок 40Р, 50Р, 50РА, 30ХРА, 30ХН3МА, 30ХН2МФА-Ш, 35ХН2МФА-Ш, и 25Х2Н4МА-Ш, которые должны соответствовать нормам, указанным в табл. 5, а твердость в состоянии поставки - нормам, указанным в табл. 6.
Таблица 5
Примечания: 1. Заготовки перед закалкой подвергаются нормализации при температуре 870 - 890 °С, а сталь марок 30ХНЗМА, 30ХН2МФА-Ш, 35ХН2МФА-Ш и 25Х2Н4МА-Ш - нормализации при 880 - 910 °С с отпуском при 650 - 680 °С.
2. Для стали марок 40Р, 30ХН2МФА-Ш, 35ХН2МФА-Ш и 25Х2Н4МА-Ш нормы механических свойств факультативны. После изготовления десяти плавок нормы механических свойств уточняются и устанавливаются обязательные нормы.
Таблица 6
|
Твердость по Бринеллю |
||||
|
в отожженном или в высокоотпущенном состоянии |
после нормализации или нормализации с высоким отпуском |
|||
|
Диаметр отпечатка, мм, не менее |
Число твердости НВ, не более |
Диаметр отпечатка, мм, не менее |
Число твердости НВ, не более |
|
|
40Р |
4,2 |
207 |
4,1 |
217 |
|
50Р |
4,1 |
217 |
4,1 |
217 |
|
50РА |
4,1 |
217 |
4,1 |
217 |
|
30ХРА |
3,9 |
241 |
3,8 |
255 |
|
30ХН3МА |
3,8 |
255 |
3,7 |
269 |
|
30ХН2МФА-Ш |
3,7 |
269 |
3,7 |
269 |
|
35ХН2МФА-Ш |
3,7 |
269 |
3,7 |
269 |
|
25Х2Н4МА-Ш |
3,7 |
269 |
3,7 |
269 |
3.8. Твердость по Бринеллю сталей по ГОСТ 1050-74, ГОСТ 4543-71 и ГОСТ 14959-79, поставляемые после нормализации или нормализации с высоким отпуском, по диаметру отпечатка устанавливается на 0,1 мм менее норм твердости для отожженной стали, поставляемой по этим стандартам.
3.9. Сталь марки 70С3А по ГОСТ 14959-79 поставляется в термически обработанном состоянии с твердостью НВ по диаметру отпечатка не менее 3,6 мм.
3.10. Сталь марок 40Р, 50, 50А, 50Р и 50РА при контроле закаливаемости и прокаливаемости, а сталь марки 30ХРА - при прокаливаемости после закалки должна обеспечивать твердость, удовлетворяющую требованиям табл. 7.
3.11. Макроструктура всех марок стали должна соответствовать требованиям ГОСТ 4543-71.
3.12. Сталь легированная и боросодержащая не должна иметь камневидный излом. По шкале изломов, приведенной в обязательном приложении, излом более второго балла не допускается.
Таблица 7
|
Размер образца, мм |
Режим закалки |
Твердость по Роквеллу HRC после закалки при испытании |
||||
|
Сечение |
Длина, не менее |
Температура нагрева, °С |
Охлаждающая среда |
на закаливаемость |
на прокаливаемость |
|
|
не менее |
||||||
|
40Р |
Квадрат 10×10 |
50 |
850 ± 10 |
Масло |
45 |
43 |
|
50 |
То же |
60 |
850 ± 10 |
» |
50 |
45 |
|
50А |
» » |
60 |
850 ± 10 |
» |
50 |
45 |
|
50Р |
Квадрат 16×16 |
60 |
850 ± 10 |
» |
50 |
45 |
|
50РА |
То же |
60 |
850 ± 10 |
» |
50 |
45 |
|
30ХРА |
Круг 20 |
60 |
870 ± 10 |
» |
- |
42 |
Примечания: 1. Размер сечения образца выполняется с точностью ± 0,2 мм.
2. Нормы твердости для стали марки 40Р - факультативные. После изготовления десяти плавок нормы твердости уточняются и устанавливаются обязательные нормы.
3.13. Чистота стали по неметаллическим включениям должна соответствовать нормам, указанным в табл. 8.
3.15. Остальные требования к стали должны удовлетворять нормам соответствующих стандартов, а для стали марок 40Р, 50Р прутки и полосы -по ГОСТ 1050-74, лента - по ГОСТ 2284-79, а стали марок 30ХНЗМА, 30ХН2МФА-Ш, 35ХН2МФА-Ш, 25Х2Н4МА-Ш - по ГОСТ 4543-71.
3.16. По требованию потребителя поставляется:
сталь марок 50Р, 50РА с суженными пределами содержания углерода при условии, что разность между верхним и нижним пределами не должна составлять менее 0,05 %, а для стали марок 30ХН2МФА-Ш и 25Х2Н4МА-Ш - менее 0,06 %;
|
Категория стали |
||||
|
Качественная |
Высококачественная |
Особовысококачественная |
||
|
Допустимый балл, не более |
||||
|
средний |
максимальный |
|||
|
Оксиды строчечные - ОС |
3,5 |
3,0 |
1,5 |
2,0 |
|
» точечные - ОТ |
2,5 |
2,0 |
1,5 |
2,0 |
|
Силикаты хрупкие - СХ |
3,5 |
3,0 |
2,0 |
2,5 |
|
» пластичные - СП |
3,5 |
3,0 |
2,0 |
2,5 |
|
» недеформирующиеся - СН |
2,0 |
2,0 |
2,0 |
2,5 |
|
Сульфиды - С |
3,5 |
3,0 |
2,0 |
2,5 |
Примечания: 1. Для высококачественной стали мартеновской выплавки допустимый средний балл сульфидов - не более 3,5.
2. Для качественной стали марок 10, 15, 20, 30, 35, 40, 45, 50, 55, 65, 70, 75, 65Г требования по сульфидам обязательны при условии заказа стали указанных марок с содержанием серы не более 0,025 %. При отсутствии указаний в заказе о пониженном содержании серы допустимая загрязненность стали этих марок сульфидами должна быть не более 4-го балла.
сталь для горячей обработки давлением с содержанием меди не более 0,20 % (для стали, выплавленной любыми способами, кроме скрап-процесса);
сталь с проверкой механических свойств после термической обработки на более высокую прочность (закалка с отпуском при температуре 450 °С - для стали марок 40Р, 50, 50А, 50Р, 50РА, 40Х и с отпуском 200 °С - для стали марок 30ХН3МА, 30ХН2МФА), при этом нормы механических свойств устанавливаются по соглашению сторон;
сталь с проверкой механических свойств на поперечных образцах, при этом нормы механических свойств устанавливаются по соглашению сторон;
сталь с неметаллическими включениями более низких баллов, чем указано в табл. 8.
Нормы устанавливаются по соглашению сторон.
4. ПРАВИЛА ПРИЕМКИ
4.1. Общие правила приемки стали - по ГОСТ 7566-69.
4.2. Сталь поставляется партиями, состоящими из металла одной плавки, одного размера и одного режима термической обработки.
К одной плавке электрошлакового или вакуумно-дугового переплава относятся слитки, выплавленные на однотипных установках при одинаковом режиме, в кристаллизаторе одного размера, при электрошлаковом переплаве - на флюсе одной марки, из электродов одной и той же исходной плавки.
4.3. Для проверки качества стали на соответствие требованиям настоящего стандарта устанавливают количество отбираемых проб (образцов) согласно нормам, указанным в табл. 9.
Таблица 9
|
Вид контроля - по ГОСТ 16504-74 |
Количество отбираемых проб (образцов) |
Номер пункта технических требований |
|
|
Химический состав |
Выборочный |
Одна проба от плавки |
|
|
Твердость |
» |
2% прутков, полос или мотков, но не менее трех штук от партии |
|
|
Механические свойства (испытание на растяжение) |
» |
По, одному образцу от двух прутков, полос или мотков партии |
|
|
Ударная вязкость |
» |
То же |
|
|
Прокаливаемость и закаливаемость |
» |
Два образца от плавки |
|
|
Излом |
» |
По одному образцу от двух прутков, полос или мотков партии |
|
|
Неметаллические включения |
Выборочный |
Шесть образцов от разных полос, прутков и мотков партии |
|
|
Волосовины |
Сплошной |
На всех готовых деталях у потребителя |
Примечания: 1. Остальные правила приемки по соответствующим стандартам и техническим условиям.
2. Содержание углерода, серы и фосфора в особовысококачественной стали проверяется после электрошлакового и вакуумно-дугового переплавов, кремний - после электрошлакового и марганец - после вакуумно-дугового переплавов.
3. Правила приемки для стали марок 40Р и 50Р такие же, как для стали марок по ГОСТ 1050-74, а для стали марок 30ХН3МА, 30ХН2МФА-Ш, 35ХН2МФА-Ш и 25Х2Н4МА-Ш - для стали марок по ГОСТ 4543-71.
4.4. При обнаружении флокенов, хотя бы в одном прутке, весь металл данной партии бракуется.
4.5. По требованию потребителя в документе о качестве должны указываться величина максимального балла загрязненности качественной и высококачественной стали неметаллическими включениями и число образцов, на которых он получен (по видам включений, указанным в табл. 8).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Методы контроля показателей качества должны соответствовать требованиям стандартов, указанных в табл. 10.
Таблица 10
|
Метод испытания |
Номер пункта технических требований |
|
|
Химический состав |
По ГОСТ 12344-78, ГОСТ 12345-66, ГОСТ 12346-78, ГОСТ. 12347-77, ГОСТ 12348-78, ГОСТ 12349-66, ГОСТ 12350-78, ГОСТ 12351-66, ГОСТ 12352-66, ГОСТ 12353-78, ГОСТ 12354-66, ГОСТ 12355-78, ГОСТ 12357-66, ГОСТ 12360-66, ГОСТ 18895-73, ГОСТ 22536.0-77 - ГОСТ 22536.6-77, ГОСТ 20560-75 или другими методами, обеспечивающими точность анализа не ниже, чем в указанных стандартах |
|
|
Твердость: |
||
|
по Бринеллю |
По ГОСТ 9012-59 |
|
|
по Роквеллу |
По ГОСТ 9013-59 |
|
|
Механические свойства: |
||
|
испытание на растяжение |
По ГОСТ 1497-73, ГОСТ 11701-66 и ГОСТ 10446-63 |
|
|
ударная вязкость |
По ГОСТ 9454-78 |
|
|
Прокаливаемость и закаливаемость: |
||
|
для инструментальной углеродистой стали |
По ГОСТ 1435-74 |
|
|
для стали марки 8ХФ |
По ГОСТ 5950-73 |
|
|
для всех остальных марок стали, кроме марок 40Р, 50, 50А, 50Р, 50РА и 30ХРА, проверяемых по данному стандарту |
По ГОСТ 5657-69 |
|
|
Излом |
По обязательному приложению настоящего стандарта |
|
|
Неметаллические включения |
По ГОСТ 1778-70 (методы Ш4 и Ш6) |
|
|
Волосовины |
По ТУ 14-1-336-72 |
Примечания: 1. Методы испытаний остальных контролируемых параметров - по соответствующим стандартам и техническим условиям.
2. Допускается оценка макроструктуры и механических свойств по согласованным между поставщиком и потребителем методам неразрушающего контроля, при этом арбитражными являются методы, указанные в соответствующих стандартах и технических условиях.
3. Механические свойства стали марок 50Р и 30ХН3МА определяются па образцах, изготовленных из термически обработанных заготовок.
Образцы из стали марки 30ХРА должны вырезаться из заготовок диаметром (толщиной) 20 мм, подвергнутых нормализации, и изготавливаться с припуском на шлифовку; нагрев их под закалку должен производиться с предохранением поверхности от обезуглероживания.
Образцы из стали марок 40Р, 30ХН2МФА-Ш, 35ХН2МФА-Ш и 25Х2Н4МА-Ш вырезаются из заготовок любого сечения.
Механические свойства на поперечных образцах проверяются в сечениях не менее 80 мм при плавочном контроле, в промежуточном либо в готовом сорте; прутки и полосы сечением менее 80 мм проверяются при плавочном контроле или в промежуточном сорте.
4. Нагрев под закалку (для определения закаливаемости и прокаливаемость) образцов сечением 16×16 мм стали марок 50Р и 50РА и диаметром 20 мм стали марки 30ХРА производится в электропечи с выдержкой после достижения заданной температуры в течение 30 мин, а сечением 10×10 мм стали марок 40Р, 50, 50А - 20 мин без каких-либо мер предохранения поверхности от окисления при нагреве. Охлаждение образцов производится в масле с температурой 40 - 70 °С. Твердость при испытании на прокаливаемость определяется в центре сечения на середине длины образца.
Прокат полосовой стали марки 8ХФ проверяется по закаливаемости на образцах толщиной 6 мм или в готовом сорте при толщине менее 6 мм.
По соглашению сторон контроль на закаливаемость и прокаливаемость стали марок 50 и 50А производится на образцах сечением более 10×10 мм при сохранении норм прокаливаемости, указанных в табл. 7.
Размеры образцов устанавливаются по соглашению сторон.
5. Методы контроля показателей качества для стали марок 40Р и 50Р такие же, как для стали марок, определяемых по ГОСТ 1050-74, а для стали марок 30ХНЗМА, 30ХН2МФА-Ш, 35ХН2МФА-Ш и 25Х2Н4МА-Ш - как для стали марок по ГОСТ 4543-71.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение стали всех марок должны выполняться по ГОСТ 7566-69 и соответствующим стандартам, стали марок 40Р, 50Р - как для стали марок по ГОСТ 1050-74, а стали марок 30ХН3МА, 30ХН2МФА-Ш, 35ХН2МФА-Ш и 25Х2Н4МА-Ш - для стали марок по ГОСТ 4543-71.
Сталь, полученную методом электрошлакового переплава, дополнительно маркируют буквой Ш, например, 30ХН2МФА-Ш.
Сталь вакуумно-дугового переплава - ВД, например, 60С2А-ВД.
Сталь, обработанная в ковше синтетическим шлаком, дополнительно маркируется буквами СШ, например, 50РА-СШ.
Сталь, раскисленная и легированная жидкими лигатурами в процессе обработки синтетическими шлаками, дополнительно маркируют - СШЛ, например 50РА-СШЛ.
6.2. По требованию потребителя пачки, концы и торцы прутков горячекатаной и калиброванной стали должны маркироваться несмывающейся краской. Цвета окраски устанавливаются в зависимости от марки стали в соответствии с ГОСТ 4543-71 и ГОСТ 5160-70. Для стали марок 40Р, 50Р, 50РА цвета окраски - белый + синий, для стали марки 30ХРА - зеленый + белый.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. При проверке стали при плавочном контроле завод-изготовитель должен гарантировать соблюдение норм настоящего стандарта в готовом сорте.
7.2. При указании в заказе требования о поставке стали с нормированной чистотой по волосовинам завод-изготовитель должен гарантировать соблюдение норм чистоты стали по волосовинам, проверяемой на готовых деталях потребителем.
ПРИЛОЖЕНИЕ
Обязательное
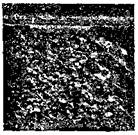
ШКАЛА ИЗЛОМОВ СТАЛИ
|
|
|
|
Балл 1 |
Балл 2 |
|
|
|
|
Балл 3 |
Балл 4 |


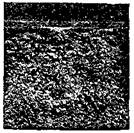
Балл 1 - излом вязкий, матовый без видимых зерен.
Балл 2 - излом зернистый, матовый; зернистое строение трудно различимо невооруженным глазом; при пятикратном увеличении видны не резко выраженные зерна.
Балл 3 - камневидный излом; видны зерна с четко выраженными гранями.
Балл 4 - камневидный излом; зерна крупнее и с более четко выраженными гранями, чем в изломе, соответствующем баллу 3.
Методические указания к пользованию шкалой при оценке изломов стали:
контроль производится на изломах ударных образцов из легированной и боросодержащей стали после проведения испытания на ударную вязкость;
термическая обработка образцов перед испытанием на ударную вязкость производится согласно указанию ГОСТ 4543-71 для стали марок, регламентируемых этим стандартом, и настоящему стандарту для стали марок 40Р, 50Р, 50РА, 30ХРА, 30ХН3МА, 30ХН2МФА-Ш, 35ХН2МФА-Ш, 25Х2Н4МА-Ш;
оценка камневидности излома производится путем сравнения вида контролируемого излома при четырехкратном увеличении со шкалой изломов.
СОДЕРЖАНИЕ
|
2. Типы и основные размеры.. 1 3. Марки и технические требования. 2 |
|
Обозначение документов |
Номера страниц, на которых имеются ссылки |
Примечание |
|
2 |
||
|
ГОСТ 1050-74 |
6, 7, 10, 11, 14, 16, 17 |
|
|
7 |
||
|
ГОСТ 1435-74 |
6, 7, 15 |
|
|
ГОСТ 1497-73 |
15 |
|
|
16 |
||
|
3, 7 |
||
|
3, 7, 11 |
||
|
ГОСТ 2590-71 |
2 |
|
|
ГОСТ 2591-71 |
2 |
|
|
ГОСТ 2879-69 |
2 |
|
|
2 |
||
|
4, 6, 7, 10, 11, 14, 16, 17, 19 |
||
|
ГОСТ 4693-77 |
2 |
|
|
ГОСТ 5160-70 |
6, 7, 17 |
|
|
15 |
||
|
3 |
||
|
6, 7, 15 |
||
|
ГОСТ 7417-79 |
3 |
|
|
ГОСТ 7566-69 |
13, 17 |
|
|
3 |
||
|
3 |
||
|
15 |
||
|
15 |
||
|
3, 7 |
||
|
15 |
||
|
ГОСТ 10446-63 |
15 |
|
|
ГОСТ 11701-66 |
15 |
|
|
ГОСТ 12344-78 |
15 |
|
|
ГОСТ 12345-66 |
15 |
|
|
15 |
||
|
15 |
||
|
15 |
||
|
ГОСТ 12349-66 |
15 |
|
|
15 |
||
|
ГОСТ 12351-66 |
15 |
|
|
ГОСТ 12352-66 |
15 |
|
|
15 |
||
|
ГОСТ 12354-66 |
15 |
|
|
15 |
||
|
ГОСТ 12357-66 |
15 |
|
|
ГОСТ 12360-66 |
15 |
|
|
6. 7, 10 |
||
|
3, 7 |
||
|
ГОСТ 16504-74 |
13, 14 |
|
|
ГОСТ 17305-71 |
3, 7 |
|
|
ГОСТ 18895-73 |
15 |
|
|
ГОСТ 20560-75 |
15 |
|
|
ГОСТ 22536.0-77 - ГОСТ 22536.6-77 |
15 |
|
|
ОСТ 14-13-75 |
2 |
|
|
ТУ 3-997-76 |
3, 6 |
|
|
ТУ 14-1-336-72 |
11, 16 |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ ОСТ 3-98-80
|
Изм. |
Номера страниц |
Номер документа |
Подпись |
Дата |
Срок введения изменения |
|||
|
измененных |
замененных |
новых |
аннулированных |
|||||