 | Информационная система | |

ОТРАСЛЕВОЙ СТАНДАРТ
АППАРАТЫ ЗОЛОСМЫВНЫЕ
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ОСТ 24.838.16-74
МИНИСТЕРСТВО ТЯЖЕЛОГО, ЭНЕРГЕТИЧЕСКОГО И
ТРАНСПОРТНОГО
МАШИНОСТРОЕНИЯ
Москва
|
РАЗРАБОТАН И ВНЕСЕН Центральным научно-исследовательским и проектно-конструкторским котлотурбинным институтом им. И.И. Ползунова |
|
|
Директор |
МАРКОВ Н.М. |
|
Заведующий базовым отраслевым отделом стандартизации |
СУПРЯДКИН К.А. |
|
Заведующий отделом пылеприготовительных установок |
ЛУЗИН П.М. |
|
Руководитель темы |
МАЦНЕВ В.В. |
|
Исполнители: |
ЕГОРОВА О.К. |
|
КУЛЕВ X.В. |
|
|
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Главным управлением атомного машиностроения и котлостроения Министерства тяжелого, энергетического и транспортного машиностроения |
|
|
Начальник Главного управления |
ЛОБАНОВ В.П. |
|
СОГЛАСОВАН с Министерством энергетики и электрификации СССР |
|
|
Главный инженер |
ЗУБЕНКО В.М. |
|
УТВЕРЖДЕН Министерством тяжелого, энергетического и транспортного машиностроения |
|
|
Заместитель министра |
СИРЫЙ П.О. |
|
АППАРАТЫ ЗОЛОСМЫВНЫЕ ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ |
ОСТ 24.838.16-74 Взамен МВН 2536-59 ÷ МВН 2552-59 |
Указанием Министерства тяжелого, энергетического и транспортного машиностроения от 6 июня 1974 г. № ПС-002/7127 срок введения установлен
с 1 января 1976 г.
Срок действия до 1 июля 1983 г.
(Измененная редакция, Изм. № 3).
Настоящий отраслевой стандарт распространяется на золосмывные аппараты, предназначенные как для периодического, так и для постоянного смыва золы из бункеров сухих золоуловителей газоходов стационарных паровых котлов и работающие в системе гидрозолоудаления низкого давления.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
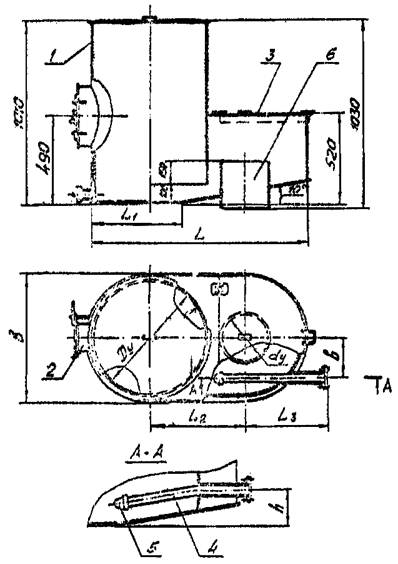
1.1. Основные параметры и размеры золосмывных аппаратов должны соответствовать приведенным на черт. 1 и в таблице.
Чертеж не определяет конструкцию люка.
1.2. Основные размеры сопла и коэффициент расхода µ должны соответствовать указанным на черт. 2 и в таблице.
|
Размеры, мм |
|||||||||
|
B* |
L |
Dy |
dy |
b |
h* |
L*1 |
L2 |
L3 |
|
|
АЗ-370 |
410 |
690 |
370 |
152 |
130 |
115 |
315 |
310 |
250 |
|
АЗ-520 |
560 |
960 |
520 |
212 |
215 |
150 |
490 |
425 |
300 |
|
АЗ-750 |
790 |
1380 |
750 |
317 |
300 |
180 |
705 |
610 |
450 |
Размеры B, h и L1 уточняются при разработке рабочих чертежей.
1 - корпус; 2 - люк; 3 - крышка; 4 - патрубок подводящий; 5 - сопло; 6 - сливная труба
Черт. 1
Черт. 1. (Новая редакция, Изм. № 2).

|
Обозначение сопла |
L |
D |
D1 |
d |
S |
µ |
|
мм |
||||||
|
Сопло АЗ-370 |
70 |
56 |
22 |
9 |
41 |
0,870 |
|
Сопло АЗ-520 |
95 |
56 |
28 |
16 |
46 |
0,924 |
|
Сопло АЗ-750 |
100 |
63 |
34 |
20 |
51 |
0,945 |
Примечания:
1. Материал -
круг ![]()
2. Неуказанные предельные
отклонения размеров h16,
H16, ![]() .
.
(Измененная редакция, Изм. № 4).
3. Маркировать условное обозначение сопла.
Черт. 2
Таблица
|
Обозначение |
Код ОКП |
Производительность аппарата по сухой золе, т/ч |
Диаметр отверстия сопла, мм |
Давление воды перед соплом, кгс/см2 |
Кратность смыва |
|
|
золосмывного аппарата |
сопла |
|||||
|
АЗ-370 |
Сопло АЗ-370 |
31 1333 2101 |
1,0 |
9 |
2 |
3,9 |
|
1,5 |
10 |
3,2 |
||||
|
2,0 |
12 |
3,5 |
||||
|
2,5 |
3 |
3,4 |
||||
|
3,0 |
2,9 |
|||||
|
A3-520 |
Сопло АЗ-520 |
31 1333 2102 |
4,0 |
16 |
3 |
4,0 |
|
5,0 |
3,2 |
|||||
|
6,0 |
18 |
3,4 |
||||
|
А3-750 |
Сопло АЗ-750 |
31 1333 2103 |
7,0 |
20 |
3 |
3,7 |
|
8,0 |
22 |
3,9 |
||||
|
9,0 |
24 |
4,1 |
||||
|
10,0 |
3,7 |
|||||
(Измененная редакция, Изм. № 3).
Пример условного обозначения золосмывного аппарата с диаметром корпуса 370 мм:
АЗ-370 ОСТ 24.838.16-74
Пример условного обозначения сопла для золосмывного аппарата с диаметром корпуса 370 мм:
СОПЛО АЗ-370 ОСТ 24.838.16-74
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. В соответствии с требованиями настоящего стандарта золосмывные аппараты должны изготовляться по рабочим чертежам, утвержденным в установленном порядке.
2.2. В заказе-наряде нужно указать вид исполнения золосмывного аппарата согласно условному обозначению, принятому в настоящем стандарте (см. разд. 1).
2.3. Материалы, применяемые для изготовления деталей и сборочных единиц золосмывных аппаратов, должны соответствовать действующим стандартам и технической документации, утвержденной в установленном порядке. В технически обоснованных случаях допускается замена одних марок материалов другими, не ухудшающими качества и надежности изделий.
2.4. При разработке рабочих чертежей необходимо предусмотреть изготовление стенок и днища против сопла из стали обыкновенного качества толщиной 8 мм согласно ГОСТ 14637-69.
2.5. Внутренние и наружные поверхности аппаратов следует окрашивать в черный цвет камнеугольным лаком по ГОСТ 1709-75 или другими равноценными покрытиями. Все обработанные поверхности деталей должны быть покрыты антикоррозийной смазкой.
(Измененная редакция, Изм. № 3).
2.6. Детали, подлежащие сварке, нужно предварительно очищать от окалины и загрязнения.
2.7. Сварные швы должны быть ровными. Исправление дефектов сварки путем подчеканки не допускается.
2.8. Все разъемные и неразъемные соединения должны быть плотными и не допускать присосов воздуха. Для обеспечения хорошей герметичности люка кромки, к которым прилегает резиновая прокладка, должны быть ровными, а резина - мягкой.
2.9. Отверстие в крышке цилиндра аппарата для присоединения его к золовой течке следует вырезать при монтаже. В золовой течке должно быть предусмотрено устройство для отключения подачи золы.
2.10. Рассверловку отверстий сопел на требуемую производительность согласно таблице выполнять при монтаже или оговаривать в заказе.
2.11. Золосмывные аппараты нужно поставлять в собранном виде с соплами согласно сборочным чертежам и инструкции завода-изготовителя. Сопла должны изготовляться с минимальным диаметром отверстия для каждого типоразмера золосмывного аппарата соответственно.
2.12. К каждому аппарату следует приложить паспорт, составленный по форме, установленной, заводом-изготовителем, и содержащий следующие данные:
- завод-изготовитель;
- наименование аппарата и его производительность;
- обозначение аппарата и его заводской номер;
- основные данные отдела технического контроля (ОТК) по приемке аппарата;
- дата выпуска аппарата.
2.13. Золосмывные аппараты и сопла должны быть приняты ОТК завода изготовителя. Изготовитель обязан гарантировать соответствие изделий требованиям настоящего стандарта при соблюдении потребителями условий хранения и эксплуатации. Срок гарантии - 12 месяцев.
2.14. По требованию заказчика установка люка и сопла может производиться при монтаже по месту.
(Введен дополнительно, Изм. № 2).
СОДЕРЖАНИЕ