 | Информационная система | |
НАЦИОНАЛЬНОЕ ОБЪЕДИНЕНИЕ СТРОИТЕЛЕЙ
Стандарт организации
Промышленные печи и тепловые агрегаты
СТРОИТЕЛЬСТВО,
РЕКОНСТРУКЦИЯ, РЕМОНТ
Выполнение, контроль выполнения и сдача работ
СТО НОСТРОЙ 2.31.5-2011
Москва 2011
Предисловие
|
1 РАЗРАБОТАН |
Ассоциацией «РосТеплостройМонтаж» |
|
2 ПРЕДСТАВЛЕН НА УТВЕРЖДЕНИЕ |
Комитетом по промышленному строительству Национального объединения строителей, протокол от 30.09.2011 г. № 11 |
|
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ |
Решением Совета Национального объединения строителей, протокол от 14.10.2011 г. № 20 |
|
4 ВВЕДЕН |
ВПЕРВЫЕ |
Введение
Настоящий стандарт разработан в соответствии с Программой стандартизации Национального объединения строителей на 2010 - 2011 годы.
Стандарт направлен на реализацию требований Градостроительного кодекса Российской Федерации, Федерального закона от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», Федерального закона от 30 декабря 2009 г. № 384-ФЗ «Технический регламент о безопасности зданий и сооружений», приказа Министерства регионального развития Российской Федерации от 30 декабря 2009 г. № 624 «Об утверждении Перечня видов работ по инженерным изысканиям, по подготовке проектной документации, по строительству, реконструкции, капитальному ремонту объектов капитального строительства».
При разработке стандарта использованы многолетние наработки его авторов, действующие нормативные документы, а также опыт современных российских и зарубежных технологий.
Авторский коллектив: Ю.П. Сторожков, М.Н. Ижорин, Э.П. Барашков (Ассоциация «РосТеплостройМонтаж), Г.М. Мартыненко (ЗАО «Союзтеплострой»), канд. техн. наук Д.Е. Денисов (ООО «АлитерАкси»), канд. техн. наук С.Н. Дьяченко (ООО «Холдинг Цветметремонт»), Б.М. Юдинцев (ЗАО «Коксохиммонтаж»), д-р техн. наук В.П. Гагауз (ЗАО «Новокузнецкдомнаремонт»).
СТАНДАРТ НАЦИОНАЛЬНОГО ОБЪЕДИНЕНИЯ СТРОИТЕЛЕЙ
|
Промышленные печи и тепловые агрегаты СТРОИТЕЛЬСТВО, РЕКОНСТРУКЦИЯ, РЕМОНТ Выполнение, контроль выполнения и сдача работ Industrial furnaces and thermal installations Construction, reconstruction, repair Execution, execution control and completion of work |
Дата введения 2011-12-20
1 Область применения
1.1 Настоящий стандарт распространяется на теплотехнические агрегаты (промышленные печи, котлы и другие) и устанавливает требования к производству огнеупорных работ, их контролю и сдаче при строительстве, реконструкции и ремонте.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты и своды правил:
ГОСТ 390-96 Изделия огнеупорные шамотные и полукислые общего назначения и массового производства. Технические условия
ГОСТ 530-2007 Кирпич и камень керамические. Общие технические условия
ГОСТ 969-91 Цементы глинозёмистые и высокоглиноземистые. Технические условия
ГОСТ 1566-96 Изделия огнеупорные динасовые для электросталеплавильных печей. Технические условия Издание официальное
ГОСТ 1598-96 Изделия огнеупорные шамотные для кладки доменных печей. Технические условия
ГОСТ 2694-78 Изделия пенодиатомитовые и диамитовые теплоизоляционные. Технические условия
ГОСТ 3910-75 Изделия огнеупорные динасовые для кладки стекловаренных печей. Технические условия
ГОСТ 4157-79 Изделия огнеупорные динасовые. Технические условия.
ГОСТ 4689-94 Изделия огнеупорные периклазовые. Технические условия
ГОСТ 5040-96 Изделия огнеупорные и высокоогнеупорные легковесные теплоизоляционные. Технические условия
ГОСТ 5338-80 Мертели огнеупорные динасовые пластифицированные. Технические условия
ГОСТ 5381-93 Изделия Высокоогнеупорные хромитопериклазовые. Технические условия
ГОСТ 5500-2001 Изделия огнеупорные для разливки стали
ГОСТ 6137-97 Мертели огнеупорные алюмосиликатные. Технические условия
ГОСТ 7151-74 Изделия огнеупорные алюмосиликатные блочные для стекловаренных печей
ГОСТ 8179-98 Изделия огнеупорные. Отбор образцов и приёмочные испытания
ГОСТ 10153-70 Изделия высокоогнеупорные карбидкремниевые. Технические условия
ГОСТ 10381-94 Изделия высокоогнеупорные муллитовые для кладки лещади доменных печей. Технические условия
ГОСТ 10888-93 Изделия высокоогнеупорные периклазохромитовые для кладки сводов сталеплавильных печей. Технические условия
ГОСТ 13078-81 Стекло натриевое жидкое. Технические условия
ГОСТ 20901-75 Изделия огнеупорные и высокоогнеупорные для кладки воздухонагревателей и воздухопроводов горячего дутья доменных печей. Технические условия
ГОСТ 20910-90 Бетоны жаростойкие. Технические условия
ГОСТ 21436-2004 Изделия огнеупорные и высокоогнеупорные для футеровки вращающихся печей. Технические условия
ГОСТ 21880-94 Маты прошивные из минеральной ваты теплоизоляционные. Технические условия
ГОСТ 21910-76 Металлы. Характеристики жаростойкости. Наименования, определения, расчётные формулы и единицы величин
ГОСТ 23037-99 Заполнители огнеупорные. Технические условия
ГОСТ 23053-78 Изделия огнеупорные бадделеита-корундовые для стекловаренных печей. Технические условия
ГОСТ 23619-79 Материалы и изделия огнеупорные теплоизоляционные муллитокремнеземистые стекловолокнистые. Технические условия
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 24704-94 Изделия огнеупорные корундовые и высокоглиноземистые. Технические условия
ГОСТ 24717-2004 Огнеупоры и огнеупорное сырьё. Маркировка, упаковка, транспортирование и хранение
ГОСТ 24862-81 Порошки периклазовые и периклазоизвестковые спеченные для сталеплавильного производства. Технические условия
ГОСТ 28468-90 Изделия огнеупорные для футеровки дуговых сталеплавильных печей. Технические условия
ГОСТ 28833-90 Дефекты огнеупорных изделий. Термины и определения
ГОСТ 28874-2004 Огнеупоры. Классификация
ГОСТ Р 51262.1-99 Изделия огнеупорные фасонные общего назначения. Форма и размеры
ГОСТ Р 51262.4-99 Изделия огнеупорные прямоугольные общего назначения. Форма и размеры
ГОСТ Р 52541-2006 Бетоны огнеупорные. Подготовка образцов для испытаний
ГОСТ Р 52803-2007 Изделия огнеупорные теплоизоляционные. Технические условия
СП 83.13330.2011 «СНиП III-24-75 Промышленные печи и кирпичные трубы»
СП 130.13330.2011 «СНиП 3.09.01-95 Производство сборных железобетонных конструкций и изделий»
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования - на официальных сайтах национального органа Российской Федерации по стандартизации и НОСТРОЙ в сети Интернет или по ежегодно издаваемым информационным указателям, опубликованным по состоянию на 1 января текущего года. Если ссылочный документ заменён (изменён), то при пользовании настоящим стандартом следует руководствоваться новым (изменённым) документом. Если ссылочный документ отменён без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины в соответствии с Градостроительным кодексом РФ [1], со статьёй 2 Федерального закона [2], Федеральным законом [3], ГОСТ 8179, ГОСТ 28874 и ГОСТ 28833, а также термины с соответствующими определениями, приведенные в приложении А.
4 Общие положения по организации и выполнению работ
4.1 Документация для выполнения работ
4.1.1 Работы по огнеупорной кладке промышленных печей, обмуровке паровых котлов и других теплотехнических агрегатов должны выполняться в соответствии с проектной документацией и согласованным с заказчиком или генподрядчиком проектом производства работ (далее - ППР).
4.2 Подготовка к огнеупорной кладке
4.2.1 До начала производства работ по огнеупорной кладке должны быть выполнены и приняты по акту сдачи-приёмки работы по сооружению фундамента, по монтажу каркаса или кожуха печи.
Примечание - Акт сдачи-приёмки работ подписывается представителями организации, выполнившей работы по сооружению фундамента или каркаса печи, и заказчика или генподрядчика.
4.2.2 К акту сдачи-приёмки работ должны быть приложены:
- документы геодезической съёмки фактического исполнения по основным размерам в плане, отметок по вертикали, положения разбивочных осей в сопоставлении с проектными данными.
Примечание - Разбивочные оси и высотные отметки наносятся на фундаментах и металлических конструкциях, сдаваемых под кладку в соответствии с СП 83.13330.2011;
- протоколы испытаний плотности сварки кожухов, охладительных приборов, трубопроводов и других конструкций в соответствии с СП 83.13330.2011.
Примечание - Протоколы прилагаются при наличии требований, указанных в проекте;
- акт о техническом освидетельствовании котла согласно ПБ 10-574-03 [4].
Примечание - Только для паровых и энергетических котлов под обмуровку.
4.2.3 Следует проверить, чтобы:
- фундаменты и вентиляционные каналы были очищены от мусора;
- отклонения в размерах фундаментов не превышали величин, установленных в проекте, а отклонения в размерах металлических каркасов и кожухов печей и других тепловых агрегатов не превышали величин, указанных в приложении Б.
Примечание - Фактические размеры в сопоставлении с проектными и указанными в приложении Б устанавливаются представителями заказчика или генподрядчика при подписании акта сдачи-приёмки;
- в металлических каркасах и кожухах были оставлены проёмы, предусмотренные ППР для подачи внутрь огнеупорных и других материалов;
- имелась проектная документация, ППР и акт-допуск заказчика на выполнение работ по реконструкции или ремонту объектов на территории действующего предприятия.
4.2.4 Должны быть:
- построены временные дороги;
- заготовлены в соответствии с ППР требуемые материалы и инструменты;
- смонтированы строительные механизмы и приспособления;
- подведены в соответствии с ППР электроэнергия и вода;
- обеспечены условия выполнения работ.
4.2.5 В соответствии со стройгенпланом и ППР необходимо обустроить приобъектный склад для хранения запаса огнеупорных и других материалов, растворный узел для приготовления огнеупорных растворов.
Приобъектный склад и растворный узел должны располагаться в местах, обеспечивающих защиту их от атмосферных осадков.
4.2.6 В действующих цехах необходимо полностью отключить печь, газовоздухопроводы, воздухо- и газоподогреватели от действующих агрегатов и установить заглушки на газопровод.
4.3 Выполнение огнеупорных работ
4.3.1 В процессе выполнения огнеупорных работ должно быть обеспечено наличие следующей документации:
- рабочих чертежей с отметкой заказчика или генподрядчика на каждом листе «В производство работ»;
- актов о готовности работ, предшествующих огнеупорным работам, и разрешающих их выполнять;
- актов скрытых работ;
- результатов входного контроля материалов в соответствии с ГОСТ 24297;
- результатов геодезических проверок конструкций огнеупорной кладки печей, если это предусмотрено проектной документацией;
- перечня согласованных с проектной организацией изменений проекта;
- документов на все используемые материалы (сертификаты, паспорта и пр.),подтверждающие их соответствие требованиям проектной документации;
- журнала производства работ по форме КС-6*.
________
*Утверждена постановлением Госкомстата России от 30.10.97 № 71а.
Примечание - Перечисленные документы прилагаются к акту сдачи-приёмки выполненных огнеупорных работ.
4.4 Завершение огнеупорных работ
4.4.1 По окончании огнеупорных работ демонтируются все механизмы и оборудование, применяемые для подачи материалов, выполнения работ.
4.4.2 Демонтируются в соответствии с ППР леса и подмостки, кроме тех, которые будут необходимы для осмотра при сдаче печи или её сушке.
Примечание - Леса и подмостки, необходимые для осмотра при сдаче печи или её сушке, определяются в ППР.
4.4.3 Восстанавливаются монтажные проёмы в каркасах и кожухах печей для подачи материалов, демонтированные ограждения и пр.
4.4.4 Необходимо полностью очистить печь от строительного мусора, опалубки и т.д.
4.4.5 Подготовить полный комплект исполнительной документации и сдать тепловой агрегат под сушку заказчику или генподрядчику по акту сдачи-приёмки работ.
5 Требования к используемым материалам и изделиям
5.1 Применяемые материалы и изделия
5.1.1 Материалы и изделия, применяемые при кладке промышленных печей, обмуровке котлов и других тепловых агрегатов, должны соответствовать спецификациям, указанным в проекте.
5.1.2 Все огнеупорные материалы должны иметь сертификаты, технические паспорта или другие документы, подтверждающие качество материалов и изделий.
5.1.3 Материалы с истекшим сроком годности допускается применять при наличии документов, подтверждающих характеристики, указанные в сопроводительных документах (сертификате, паспорте и пр.), если установлен дополнительный срок, в течение которого эти материалы можно использовать.
5.2 Транспортирование и хранение
5.2.1 Транспортирование и хранение огнеупорных и изоляционных материалов и изделий должны осуществляться в соответствии с требованиями, предусмотренными стандартами и техническими условиями на эти материалы и изделия. При этом:
- огнеупорные материалы и изделия при транспортировании от завода-изготовителя до объекта должны быть защищены от увлажнения;
- на приобъектном складе материалы и изделия должны храниться в условиях, исключающих воздействие влаги;
- огнеупорные материалы должны поставляться в пакетах (на поддонах) в соответствии с ГОСТ 24717;
- сыпучие огнеупорные материалы (мертели, порошки, сухие бетонные смеси) должны поставляться в упаковке с указанием срока изготовления и срока годности на каждом упаковочном месте в соответствии с ГОСТ 24717.
5.3 Входной контроль материалов
5.3.1 Материалы, поступающие на объект, должны подвергаться входному контролю в соответствии с ГОСТ 24297, осуществляемому с целью проверки соответствия качества полученных материалов требованиям, установленным в проекте и договорах поставки. Приёмка огнеупорных изделий должна производиться в соответствии с ГОСТ 8179.
5.3.2 Для осуществления входного контроля составляется план входного контроля, в котором указывается, какому контролю (выборочному или сплошному), по каким показателям и на соответствие каким критериям подвергается каждая позиция перечня материалов:
- характеристики, которые необходимо проверить;
- объём партии, от которой отбирается проба;
- сроки, в течение которых необходимо провести процедуры входного контроля.
Результаты входного контроля должны подтвердить характеристики, представленные поставщиком в сертификатах и паспортах. Они заносятся в журнал входного контроля по форме, приведенной в приложении В.
5.3.3 В плане входного контроля должны быть предусмотрены мероприятия, исключающие использование огнеупорных материалов и изделий, показатели свойств которых при проведении контроля не соответствуют требованиям проекта.
5.3.4 До проверки материалов и изделий по плану входного контроля использование их в огнеупорной кладке не допускается.
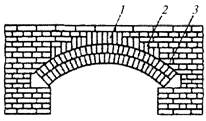
6 Кладка из различных штучных керамических изделий
6.1 Огнеупорная кладка
6.1.1 Кладкой из огнеупорных материалов выполняются следующие конструктивные элементы: поды, стены, своды, арки.
6.1.2 При кладке из огнеупорных изделий в зависимости от технологических требований установлены следующие категории проектной толщины шва, мм:
|
вне категории |
до 0,5; |
|
1- я категория |
до 1; |
|
2- я категория |
до 2; |
|
3- я категория. |
до 3; |
|
4- я категория |
более 3. |
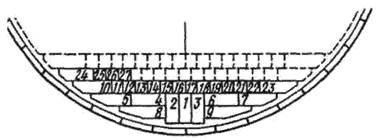
6.1.3 Кладку вне категории, 1 -й и 2-й категорий следует производить на жидких растворах с осадкой конуса СтройЦНИЛ от 7 до 9 см, 3-й категории - на полугустом растворе с осадкой конуса от 5 до 6 см, 4-й категории - на густом растворе с осадкой конуса от 3 до 4 см.
Примечание - Конус СтройЦНИЛ - коническое металлическое изделие массой 300 г, углом конуса 30°, высотой 145 мм с делениями по высоте, падая в раствор острым концом, погружается в него. Глубина погружения в сантиметрах определяет подвижность раствора (осадку конуса).
6.1.4 В соответствии с требованиями СП 83.13330.2011 для жидких растворов следует применять мертели тонкого помола, для полугустых и густых - крупного помола (см. приложение Г).
6.1.5 При отсутствии проектных указаний о составе растворов должен применяться раствор по химическому составу, идентичный укладываемому огнеупорному изделию.
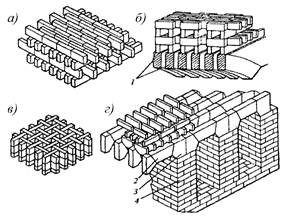
6.1.6 Кладка из материалов одного типа ведется вперевязку, за исключением сводов при выполнении их кольцами, в соответствии с рисунком 1. Слои кладки из различных материалов не перевязываются, за исключением мест, специально указанных в проекте.
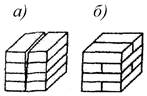
а - без перевязки; б - вперевязку
Рисунок 1 - Кладка элементов тепловых агрегатов
6.2 Швы в кладке
6.2.1 Швы в кладке из штучных огнеупорных изделий должны быть заполнены раствором, при кладке насухо - огнеупорным порошком. Незаполненные швы не допускаются.
6.2.2 Места расположения, конструкции и методы выполнения температурных швов в кладке должны выполняться в соответствии с проектом.
6.2.3 При отсутствии указаний температурные швы в кладке стен на воздушно-твердеющих растворах следует выполнять вертикальными, а в иных случаях - змейкой, т.е. с отклонениями от вертикали на полкирпича в каждом ряду.
6.2.4 Температурные швы сводов располагают в торцах при примыкании к стенам и выполняют отрезными.
6.2.5 Ширина температурных швов определяется проектной документацией.
6.2.6 Расположение швов определяется конструкцией элемента кладки. Промежуток между ними от 4 до 10 м.
6.2.7 В кладке из глиняного обыкновенного кирпича (ГОСТ 530), диатомитовых и пенодиатомитовых изделий (ГОСТ 2694) температурные швы не выполняют.
6.2.8 В тепловых агрегатах с цилиндрическим кожухом температурные швы выполняют в виде компенсационных зазоров между кладкой и кожухом, заполняемых каким-либо сжимаемым материалом плотностью не более 600 кг/м и пределом прочности при сжатии не более 1,2 Н/мм (ГОСТ 2694).
6.2.9 Кладка из глиняного обыкновенного кирпича и диатомитовая выполняется на цементных растворах со швом от 8 до 10 мм. Диатомитовую и пенодиатомитовую кладку в соответствии с СП 83.13330.2011 разрешается вести на густом шамотном растворе (см. приложение Г).
6.2.10 Толщина швов огнеупорной кладки из штучных керамических изделий в соответствии с СП 83.13330.2011 должна проверяться щупами, имеющими ширину 15 мм. Толщина щупов выбирается равной проектной толщине шва. Швы считаются годными, если щуп, вводимый без особого усилия (удерживаемый двумя пальцами), не входит в шов или углубляется в него не более чем на 20 мм.
6.3 Кладка подин
6.3.1 Верхний (лицевой) ряд пода печей и иных тепловых агрегатов надлежит выполнять, укладывая кирпич ложками поперек движению газов, шлака или металла, либо в елочку в соответствии с рисунком 2.
6.3.2 При многослойных подинах и выстилках для перевязки продольных вертикальных швов по высоте направления их в каждом последующем слое смещают по отношению к предыдущему на 45° или на 90° (см. рисунок 2).
6.3.3 Сферические подины выкладывают по подстилающему слою, вытесанному по шаблону или слою жаростойкого бетона (см. рисунок 2).
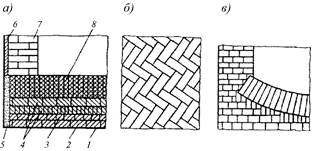
а - многослойная подина; б - «в елочку»; в
- обратным сводом; 1 - кожух;
2 - легковесный кирпич на ребро; 3 - огнеупорный кирпич на
плашку;
4 - огнеупорный кирпич на ребро; 5 - температурный шов; 6
- асбест листовой; 7 - стена;
8 - огнеупорный кирпич на торец
6.4 Кладка стен
6.4.1 Прямые стены в полкирпича выполняют ложковой кладкой с перевязкой вертикальных швов. Расстояние между швами в смежных по высоте рядах составляет половину кирпича. При этом необходимо нечетные ряды начинать с целого кирпича, а чётные - с половинки или наоборот.
6.4.2 Стены в один кирпич выкладывают тычковыми рядами. Расстояние между вертикальными швами в смежных по высоте рядах составляет четверть кирпича. Для перевязки швов в начале четных рядов укладывают трехчетвертные изделия.
6.4.3 Стены в полтора кирпича выкладывают из тычковых и ложковых рядов; вертикальный продольный шов перевязывают взаимной заменой ложкового и тычкового рядов в четных рядах кладки относительно нечетных. При этом перевязывают и вертикальные поперечные швы за счет укладки в начало тычкового ряда двух трёхчетвертных по длине или полуторных по ширине изделий.
6.4.4 Стены в два кирпича должны выкладываться следующим образом. Четные ряды набираются из тычковых кирпичей, нечетные - из ложковых по краям и тычковых посередине. При таком порядке перевязываются продольные вертикальные швы. Поперечные вертикальные швы перевязываются при укладке трехчетвертных или полуторных изделий в начале ложкового и тычкового рядов (рисунок 3).
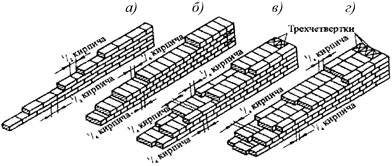
а - в полкирпича; б - в кирпич; в - в полтора кирпича; г - в два кирпича
Рисунок 3 - Кладка прямых стен
6.4.5 При кладке закругленных кольцевых стен вперевязку шов выполняют так же, как и при кладке прямых стен, с той лишь разницей, что перевязка вертикальных радиальных швов достигается смещением кирпичей вышележащего ряда относительно нижележащего. При замыкании кольца отрезают на станке замковое изделие по размерам получившегося зазора и укладывают его свободно, без забивки (рисунок 4).
6.4.6 Перевязка швов при их пересечении под косым углом и при закладке острых и тупых углов должна выполняться, как показано на рисунке 5.
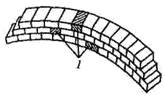
1 - замковые изделия
Рисунок 4 - Кладка закруглённых кольцевых стен
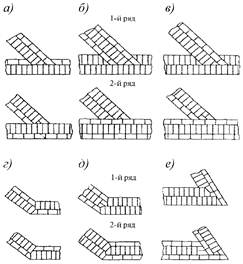
Рисунок 5 - Перевязка швов при пересечении стен под косым углом (а, б, е), при закладке тупых (г, д) и острых (е) углов
6.4.7 При кладке прямых углов в стенах различной толщины и их пересечениях перевязка производится за счет применения трехчетвертных и полуторных изделий, как показано на рисунке 6.
6.4.8 Перевязка швов при кладке прямоугольных простенков и расширяющихся на внутренней «горячей» стороне печи должна выполняться, как показано на рисунке 7.
6.4.9 Кладка стен тепловых агрегатов, заключенных в металлические или бетонные короба, должна выполняться вплотную к коробам с заполнением зазоров густым раствором (см. приложение Г).

Ш-12, Ш-17 - обозначения кирпичей по ГОСТ Р 51262.4
Рисунок 6 - Перевязка швов при кладке прямых углов (а - е) и пересечения стен разной толщины (ж - л)
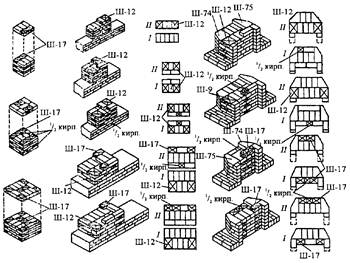
Ш-9, Ш-12, Ш-17 - обозначения кирпичей по ГОСТ Р 51262.4
Рисунок 7 - Перевязка швов при кладке прямоугольных простенков
6.4.10 Отверстия в кладке стен шириной менее 450 мм допускается перекрывать путем напуска кирпичей не более чем на 75 мм в каждом ряду кладки с каждой стороны (рисунок 8).
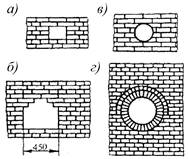
а - напуском кирпичей; б - напуском ступенями; в
- натесом по шаблону;
г - кольцевой полуциркульной аркой
Рисунок 8 - Устройство проемов в стенах
6.4.11 Штрабы, устраиваемые в кладке стен при перерыве работ более двух часов должны выполняться «убегом» (см. А.85 приложения А). Вертикальные штрабы допускаются только для устройства временных проемов различного назначения.
6.4.12 При несовпадении верхних рядов кладки стен с проектными отметками разрешается укладка в них лещадки или кирпича на ребро.
6.4.13 Откосы и наклонные стены выкладывают на плашку тычковыми рядами (рисунок 9). Ложковые ряды применяют только для перевязки вертикальных продольных швов. Уклон откоса создается за счет уступа в каждом ряду кладки по принципу убегающей штрабы. Кладку выполняют по шаблонам, расположенным на расстоянии от 3 до 4 м друг от друга.
6.4.14 Изоляционная кладка в стенах печей не должна доводиться до отверстий на расстояние в 1/2 кирпича. В этих местах в соответствии с требованиями СП 83.13330.2011 кладка выполняется из огнеупорных изделий.
6.4.15 Установка дымовых шиберов и ходовых скоб в лазах должна выполняться в процессе кладки. Скобы должны быть заложены на глубину не менее 200 мм, а опорные поверхности под чаши газовоздушных и дымовых клапанов должны быть установлены строго горизонтально.

1 - шаблон; 2 - шнур
6.5 Контроль кладки стен, подин и выстилок
6.5.1 Отклонения кладки стен от вертикали не должны превышать 5 мм на каждый метр ее высоты и 20 мм на всю высоту стены, за исключением случаев, особо оговоренных в проектах.
Проверка правильности кладки стен производится при помощи рейки, уровня, отвеса, шаблонов и воробы, как показано на рисунке 10.
6.5.2 Контрольные измерения толщины швов в стенах, подинах и выстилках следует производить не менее чем в 10 местах на каждые 5 м2 поверхности каждого элемента. Кладка считается годной, в которой выявленное число мест с утолщёнными швами до 50 % против проектной толщины не более пяти в выстилке и стенах и не более четырёх - в остальных конструктивных элементах.

а - горизонтальности; б - вертикальности; в,
г - наклона; д - радиуса; е - толщины;
1 - рейка; 2 - уровень; 3 - отвес; 4 - шаблон; 5
- вороба
Рисунок 10 - Проверка правильности кладки
6.6 Кладка арок
6.6.1 Кладку арок выполняют из клиновых изделий или их комбинаций с прямыми изделиями в зависимости от конфигурации и ширины проема, а в ряде элементов - из специальных фасонных изделий.
6.6.2 Кладку арок ведут по опалубке, изготавливаемой из древесины. Основным элементом опалубки является кружало. Верхним его очертанием является часть окружности с радиусом нижней поверхности арки, уменьшенным на толщину доски настила. Кружала могут быть различных конструкций, из сплошных досок или в виде решетчатой формы (рисунок 11). Для настила используют рейки или доски шириной не более 100 мм с просветом между ними от 20 до 30 мм.
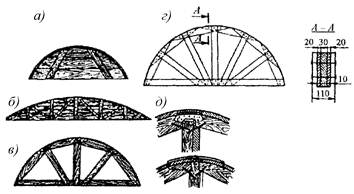
а, б - сплошные; в - решетчатые легкого типа; г
- решетчатые тяжелого типа;
д - места соединения досок и раскоса
6.6.3 Установку кружал опалубки ведут на стойках или на пальцах. Стойки расшивают для придания им устойчивости, после чего на них прибивают обрезную доску толщиной от 30 до 50 мм. Нужное положение опалубки регулируется клиньями, устанавливаемыми между кружалом и опорной доской, как показано на рисунке 12. Отклонение от проектного размера радиуса опалубки допускается в пределах не более ±15 мм.

а - на стойках; б - на пальцах; 1 -
стойки; 2 - раскосы; 3 - доска под кружало;
4 - кружало; 5 - опалубка; 6 - клин
6.6.4 Перед началом кладки арки проверяют правильность установки пятовых изделий. Опорная поверхность пятовых изделий должна совпадать с линией радиуса арки. Проверку производят с помощью шаблона или прямого изделия, выполняющего роль шаблона (рисунок 13).
Примечание - При несовпадении опорной поверхности с линией радиуса арки поверхность её будет неровной, что не допускается.

1 - правильно установленные изделия; 2 - шаблон; 3
- опалубка; 4 - кружало;
5 - неправильно установленные изделия; 6 - пятовые изделия; 7
- кладка стены
Рисунок 13 - Контроль правильности кладки арки
Отклонение замкового изделия от оси симметрии допускается равным 0,03 величины пролета, но не более чем на 65 мм. Замковое изделие должно входить в кладку арки на 2/3 длины от нажатия на него рукой, после чего, избегая повреждения, его забивают пластмассовыми или деревянными молотками, либо стальными молотками через прокладку из доски (рисунок 14). Замок должен быть из целого изделия. Если целое изделие не входит в кладку арки, необходимо растесать соседние, не примыкающие к замку. Запрещается растесывать замковые изделия или применять в качестве замка кирпич, тесанный по ребру. Для правильного подбора замкового изделия кладку арки ведут с предварительной наборкой насухо и с последующей укладкой на растворе.
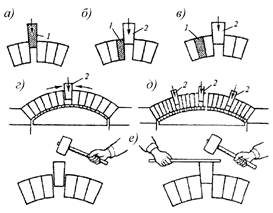
а, б - неправильно; в - правильно; г - малый
пролет; д - пролет шириной более 3 м;
е - забивка замка; 1 - тёсаные изделия; 2 - замок
Рисунок 14 - Правила установки и забивки замков
6.6.5 Число замковых изделий зависит от размера пролета. При пролете до 3 м забивают один замок, при пролете более 3 м должно быть забито три и более замков (число замков должно быть обязательно нечетным), располагаемых на расстоянии не более 1,5 м один от другого и симметрично относительно стрелы подъема. Боковые и центральные замки забивают одновременно.
6.6.6 Кладку арок ведут вперевязку. При толщине оката в полкирпича перевязку осуществляют половинками, при толщине оката в кирпич -полуторными изделиями.
Примечание - Окат - это слой свода или арки из кирпича. Окат может быть в полкирпича или в кирпич.
Арки, не несущие значительных нагрузок, допускается выкладывать кольцами. При кладке арок в несколько окатов между окатами устраивают подстилающий слой из густого пластичного раствора. Чтобы арка вписалась в прямоугольную кладку стены, по арке делают натес, т.е. часть стены, примыкающую к арке сверху и выполненную из отесанных кирпичей, укладывают на плашку, на ребро и на торец (рисунок 15).
1 - на торец; 2 - на ребро; 3 - на плашку
6.6.7 Отесанные поверхности огнеупорных изделий нельзя обращать внутрь рабочего пространства и каналов тепловых агрегатов. Кирпич для выравнивания внешней поверхности арок допускается стесывать не более чем на половину его толщины.
6.7 Кладка лучковых сводов кольцами и вперевязку
6.7.1 В своде, выполненном кольцами, каждое изделие зажато двумя соседними изделиями. При кладке кольцами первое кольцо выкладывают от подпятовых балок к пучку, а следующие кольца выкладывают от поперечной оси симметрии к торцам, как показано на рисунке 16, а. Одновременно ведут кладку трех-четырех колец с каждой стороны. Толщину швов обеспечивают предварительной кладкой изделия насухо.
6.7.2 При кладке сводов вперевязку (рисунок 16, б) работу начинают одновременно у обеих пят (см. А.52 приложения А).
Ряд выкладывают от поперечной оси симметрии свода в направлении к торцам. Каждый следующий ряд выполняют со смещением швов относительно предыдущего ряда на полкирпича.
В торцах свода для перевязки используют полуторные изделия.
В процессе кладки постоянно следят за тем, чтобы направление швов точно соответствовало радиусу. Периодически проверяют направление швов по шаблону.

1 - пятовая балка; 2 - кольцо; 3 - штабеля
изделий; 4 - огнеупорщики;
5 - ящики с раствором; 6 - первый ряд свода
Рисунок 16 - Кладка свода кольцами (а) и вперевязку (б)
Пяты лучкового свода должны быть расположены на проектной отметке и иметь ровную опорную поверхность в радиальном направлении.
Пяты сводов с пролетом более 1,5 м в тепловых агрегатах с температурой нагрева выше 1200 °С должны быть заглублены в стены с отступом от внутренних их краев не менее чем на 30 мм.
Не допускаются неплотности между пятовыми изделиями и пятовыми балками или каркасом печи. Заполнение промежутка между пятовыми изделиями и пятовыми балками теплоизоляционным кирпичом не допускается.
Отклонение пят от продольной оси сводов не должно превышать 5 мм от проектной отметки на 1 м его длины. На всей длине свода отклонения должны быть в пределах ±10 мм.
6.7.3 Кладка лучковых сводов тепловых агрегатов с нежестким каркасом должна производиться после затяжки металлических связей каркаса. В случае применения пружин они должны быть затянуты до усилия, при котором они не сжимаются от воздействия силы распора.
Замковые изделия устанавливают в один ряд, образуя замковый ряд. Число таких рядов зависит от пролета и может колебаться от одного до трех и более. Место устройства в своде замкового ряда указывают условным знаком на опалубке.
Отклонение центрового замкового изделия от оси симметрии свода допускается равным 0,03 размера пролета свода, но не более ±65 мм. Боковые замки должны быть расположены на равном расстоянии от продольной оси свода, в полутора метрах от центрального.
Отклонение размера радиуса опалубки свода от проектного допускается в пределах ±15 мм.
При кладке распорного свода кольцами они должны быть перпендикулярны продольной оси свода.
Замки в кольцах свода следует забивать после того, как будет уложено не менее четырех колец, расположенных впереди забиваемого кольца или если кольца будут раскреплены другим способом. Одновременная забивка замков в нескольких кольцах не разрешается.
6.7.4 После окончания кладки производится разборка опалубки, при этом необходимо убедиться в том, что свод способен сохранить свое положение, не опираясь на опалубку.
Примечания
1 Проверку устойчивости свода можно осуществлять двумя способами.
2 Первый способ состоит в том, что осторожно выбиваются из-под кружал клинья (см. рисунок 15) и визуально проверяют, отстала опалубка от свода или нет. Если она отстала и свод держится на пятах, опалубку можно разбирать и удалять из печи. Если свод просел, его частично перебирают и увеличивают усилие распора, забивая другие замки большего размера.
3 Второй способ заключается в том, что свод отрывают от неподвижной опалубки, дополнительно усиливая тяги. Этот способ применяют лишь в некоторых типах печей, в частности на стекловаренных печах большого пролета. Завинчивать гайки тяг надо одновременно с обеих сторон. Убедившись в том, что свод поднялся и отстал от опалубки не менее чем на 2 см, опалубку разбирают и удаляют из печи.
Если свод выполнен на шамотно-глиняном растворе (см. приложение Г), опалубку можно разбирать не раньше чем через 3 - 4 ч после окончания кладки, когда раствор частично подсохнет и уплотнится.
При кладке на цементных растворах или на огнеупорных растворах с цементом (см. приложение Д) необходимо выдержать кладку для того, чтобы раствор успел частично затвердеть.
Опалубку разрешается разбирать не ранее чем через сутки, после полного окончания кладки свода.
6.7.5 При кладке сводов с изменяющимся пролетом или ступенчатых сводов для каждого участка свода устанавливают отдельную опалубку, а их ведут самостоятельно кольцами с устройством отрезных швов. Независимо от конфигурации стен пяты для каждого участка свода выставляют параллельно продольной оси свода (ступенчатого).
При кладке сводов с изменяющимся направлением каждый участок выполняют самостоятельно вперевязку с устройством отрезного шва. При пересечении сводов под прямым или острым углом кладку их в месте сопряжения осуществляют в «елочку» таким образом, что изделия основного и примыкающего сводов поочередно опираются один на другой. При этом изделия одного свода, на которые опираются изделия другого свода, затесывают вручную по месту под пяту по радиусу опирающегося свода (рисунок 17).
6.7.6 Забивка замков сводов подземных боровов должна производиться только после окончания засыпки грунта у стен. Засыпка котлованов вокруг боровов должна производиться смесью влажной глины с песком или влажной землей с песком слоями от 200 до 250 мм с уплотнением каждого слоя.

а - ступенчатый с изменяющимся пролетом; б - с
изменяющимся направлением;
в - пересечение сводов под прямым углом; 1 - подпятовая балка; 2
- разделка пят; 3 - пяты;
4 - свод одного направления; 5 - отрезной шов; 6 - свод
второго направления
Рисунок 17 - Конструкции сводов
6.7.7 Подвесные своды выкладывают из фасонных огнеупорных изделий (ГОСТ 24704) плоской или рифленой формы, подвешиваемых к каркасу с помощью балок и подвесок из жароупорной стали (рисунок 18). Нижние кромки всех подвесок должны находиться в одной плоскости, что достигается подтягиванием или опусканием болтов подвесок.
а - из рифленого кирпича; б - из гладкого
кирпича; в - набор криволинейной части;
г - магнезитохромитовый; 1 - вкладыш; 2 - кирпич; 3
- жароупорные балочки;
4 - болт; 5 - скоба; 6 - балка; 7 - тяга; 8
- водоохлаждаемая балка; 9 - приливы;
10 - литая деталь; 11 - направление набора свода; 12 -
стальной стержень;
13 - стальная прокладка; 14 - подвески
Подвесные своды набирают рядами по ширине теплового агрегата, начиная от продольной его оси в обе стороны.
Примечание - Подвесные своды применяются для тепловых агрегатов с пролётом более 3 м.
Криволинейный участок свода начинают набирать с нижней горизонтальной части. После окончания её кладки набирают сначала клиновые изделия, а затем изделия вертикальной части участка.
Наклонные участки свода набирают начиная с самой низкой части участка. Свод из гладких изделий кладут на полугустом растворе (см. приложение Г). Свод из рифленых изделий кладут насухо.
Свод сверху покрывают уплотнительной обмазкой. При наборе рядов надо следить, чтобы боковая часть свода представляла собой прямую линию.
6.7.8 Кладка купольного свода при незначительной стреле подъема осуществляется концентрическими кольцевыми рядами на торец с забивкой замка в каждом ряду по опалубке (рисунок 19). Центральную часть свода выполняют набивной или заделывают пробкой из фасонных изделий. В купольных сводах пятой служит металлический бандаж, выполняемый из жаростойкой стали.

1 - скобы; 2 - купольное изделие
Кладку купола со значительной стрелой подъема выполняют из фасонных изделий (ГОСТ 20901), имеющих форму усеченной четырехгранной пирамиды. Производят кладку кольцами с перевязкой вертикальных швов. В нижних рядах купола швы между рядами должны иметь незначительный уклон к горизонту.
Примечание - По мере воздействия кладки наклон изделия к горизонту увеличивается и под действием силы тяжести они уже не могут удерживаться без дополнительного крепления.
В качестве крепления используют скобу с клиньями, верхний конец которой удлинен. Это позволяет зацеплять скобу крючком за нижележащий, уже закрепленный замковыми изделиями, ряд. Для установки изделия в требуемое положение необходимо забить деревянный клин между нижним торцом изделия и скобой. После установки 5 - 8 изделий скобу с крайнего изделия снимают и используют ее для поддержки следующего устанавливаемого изделия.
В верхней части купола, когда наклон рядов кладки к горизонту настолько велик, что приближается к вертикали, необходимо применять опалубку.
Примечание - Опалубка нужна также для установки тяжелых изделий, замыкающих отверстие вверху купола.
6.8 Футеровка газовоздухопроводов
6.8.1 Футеровка газовоздухопроводов должна выполняться вперевязку (рисунок 20), за исключением мест перегиба и конусных частей, где ее следует выполнять кольцами или отдельными панелями с толщиной швов, соответствующей проекту.
6.8.2 Стык футеровки газовоздухопроводов и цилиндрического патрубка выполняется со свободным примыканием без перевязки, за исключением футеровки газовоздухопроводов горячего дутья доменной печи.
6.8.3 Толщину слоев футеровки при её диаметре до 2 м выполняют в полкирпича, а при большем диаметре - в кирпич. Для футеровки применяют клиновые изделия, ребровые тупые и острые изделия, торцевые тупые, острые и прямые изделия, а также муллитокремнеземистый (ГОСТ 23619) или иной изоляционный картон, предусмотренный проектом. Футеровку производят участками, ограниченными отрезными температурными швами, сразу в нескольких местах.
При многослойной футеровке каждый из слоев выполняют самостоятельно (рисунок 20).
Примечание - Предпочтительно вести футеровку методом убегающей штрабы на себя, симметрично в обе стороны.
а - убегающей штрабой от центра захватки; б, в -
забивка замка штрабой (без опалубки);
г - забивка с опалубкой; 1 - кожух; 2 - торец; 3 -
штраба; 4 - отнеупорщики;
5 - коалиновый картон; 6 - замок (стрелками показано направление
кладки)
Рисунок 20 - Футеровка газовоздухопроводов
6.8.4 Футеровку нижней части газовоздухопроводов осуществляют до уровня, когда уложенные изделия начинают сползать с футеровки (приблизительно около 2/3 окружности). Оставшуюся часть футеровки выполняют несколькими способами в зависимости от диаметра газовоздуховода.
6.8.4.1 Если диаметр газовоздухопровода не более 1,5 м, то футеровку их замыкают по опалубке на длину одного - двух изделий и забивают замок сбоку. Дальнейшее сведение футеровки в замок осуществляют в получившуюся штрабу без опалубки.
6.8.4.2 При диаметре газовоздухопровода от 1,5 до 2 м футеровку замыкают в забиваемый с боку замок по передвижной опалубке шириной от 400 до 500 мм.
6.8.4.3 При диаметре газовоздухопровода более 2 м футеровку замыкают по стационарной или передвижной опалубке шириной от 2 до 3 м. При этом настил опалубки прибивают только к нижней части для закрепления кружал. Настил укладывают по ходу футеровки с опережением на 3 или 4 ряда. Замыкают футеровку по опалубке симметрично с двух сторон для равномерного распределения нагрузки на опалубке.
6.8.5 Последний замок в торце забивают прямым кирпичом. Один огнеупорщик укладывает по месту замковый кирпич, а другой забивает снизу прямой кирпич.
6.8.6 Если футеровку осуществляют только из клиновых изделий, то под прямой кирпич сбоку должны быть растёсаны два клиновых кирпича, как показано на рисунке 21.
6.8.7 Контроль толщины швов в арках и газовоздухопроводах производится в соответствии с 6.5.2.
6.8.8 Муллитокремнеземистый картон (ГОСТ 23619) или иные изоляционные изделия, предусмотренные проектом, при наличии их между футеровкой и кожухом, должны наклеиваться на кожух с помощью жидкого стекла (ГОСТ 13078) или шамотного раствора (см. приложение Г).

а - прямым кирпичом; б - растеской клиновых
изделий; 1 - прямой кирпич;
2 - замок; 3 - растесанные изделия
Рисунок 21- Забивка замка в торце (последнего)
6.8.9 Металлические газовоздухопроводы футеруют отдельными царгами или секциями до установки их в проектное положение, заделывая стыки на месте установки газовоздухопроводов. Число стыков, их величина, размещение и метод заполнения мест стыкования определяются ППР.
6.8.10 Футеровку газовоздухопроводов диаметром менее 600 мм производят через отверстия, оставленные в кожухе с интервалом от 1 до 1,5 м, которые завариваются по окончании футеровки.
6.9 Кладка регенераторов
6.9.1 Кладка регенераторов должна начинаться с заложения стен регенеративной камеры и вывода их на высоту 2 м. При разбивке положения стен обеспечивают их примыкание под прямым углом, измеряя диагонали камеры.
Продолжение кладки стены под насадку осуществляют таким образом, чтобы обеспечить при установке арки горизонтальную поверхность, на которую будет опираться насадка (рисунок 22).
а, б - с открытыми каналами; в - с закрытыми
каналами; г - фрагмент поднасадочного устройства;
1 - поднасадочная арка; 2 - распорное изделие; 3 - пята; 4
- поднасадочная стена
Рисунок 22 - Насадка регенераторов
6.9.2 Кладку насадки с открытыми каналами начинают от дальней стены и ведут параллельными рядами. Для обеспечения одинакового расстояния между укладываемыми изделиями применяют шаблон в виде гребенки.
Примечание - Шаблон изготавливают из доски, в одной кромке которой на одинаковом расстоянии выпилены прорези для насадочных изделий.
Насадку выкладывают уступами, используя нижние уступы как подмости для кладки верхних рядов. Кладка должна осуществляться на себя, уходя от дальней стены к выходу из регенеративной камеры.
6.9.3 Насадка с закрытыми каналами должна выполняться горизонтальными рядами с перевязкой вертикальных швов. Начинают ее строго по шнуру закладкой в центре камеры по диаметру или по оси симметрии (в камерах прямоугольного сечения) «креста» из центровых ниток.
Примечание - Для того чтобы каналы (ячейки) были строго вертикальными, на стены по отвесу наносят риски. По этим рискам натягивают шнуры при закладке «креста» каждого последующего по высоте ряда. По мере увеличения высоты кладки риски переносят выше, используя отвес.
Кладку насадки выполняют насухо и чередуют с кладкой стен камеры.
6.9.4 Кладка керамических рекуператоров должна начинаться после выполнения работ по камере сгорания, включая устройство свода.
Примечание
1 Наиболее распространены керамические рекуператоры из трубчатых элементов или фасонных изделий с четырьмя каналами.
2 В рекуператорах из трубчатых элементов дымовые газы проходят по трубам сверху вниз, а воздух омывает трубы снаружи, меняя своё направление.
3 В рекуператорах из фасонных изделий воздух проходит по каналам сверху вниз, а дымовые газы омывают фасонные изделия снаружи (рисунки 23, 24).
6.9.5 Отклонения от проектных размеров кладки камеры не должны превышать, мм:
|
ширина и длина камер |
+10; |
|
отклонения стен от вертикали |
±8; |
|
разность в длине диагоналей |
±25; |
|
смещение осей от проектного положения |
±20. |

1 - керамические трубки; 2 - промежуточные
звёздочки; 3 - нижние и верхние звёздочки;
4 - керамические вставки; 5 - уплотнительные цилиндры; 6 -
нижние опорные изделия;
7 - песочный затвор; 8 - перекрывающие плиты
Рисунок 23 - Керамический трубчатый рекуператор
6.9.6 При кладке рекуператоров необходимо обеспечить плотность стыков отдельных элементов рекуператоров, полное заполнение швов раствором и подбор раствора, обладающего наибольшей газоплотностью. Кладку рекуператоров выполняют на воздушно-твердеющем растворе (см. приложение Г) на шамотно-бокситовом мертеле (ТУ 14-194-204-93 [5]).
6.9.7 Перед закладкой камер необходимо выложить один ряд рекуперативной насадки насухо и стены камеры заложить точно по габаритам насадки.

1 - изделия с четырьмя каналами; 2 -
промежуточные фасонные изделия;
3 - нижние и верхние фасонные изделия; 4 - половина изделия с
четырьмя каналами
Рисунок 24 - Керамический рекуператор из изделий с четырьмя каналами
6.9.8 Перед началом работы отсортировывают все огнеупорные изделия с трещинами и рассортировывают трубы и изделия с каналами по высоте, а звездочки, промежуточные верхние и нижние плитки - по толщине.
6.9.9 Фасонные изделия должны быть тщательно подогнаны одно к другому, торцы труб и изделий с каналами обычно шлифуют на заводе-изготовителе. На каждый горизонтальный ряд набирают элементы одной высоты (отклонения не должны превышать ±1 мм).
6.9.10 Кладка каждого ряда насадки керамического рекуператора должна начинаться со стороны, противоположной подаче материалов, от продольной оси камеры и по уровню в направлении к стенам. Каждый выложенный ряд до полного схватывания раствора должен быть выдержан 24 ч без механического воздействия на него.
Примечание - Для ускорения работ целесообразно осуществлять кладку одновременно с двух рядов уступами.
6.9.11 Раствор в швы между изделиями с каналами и промежуточными плитками в рекуператорах второго типа должен укладываться особенно тщательно с удалением лишнего раствора во избежание наплывов внутри трубок и каналов, уменьшающих их рабочее сечение. Запрещается отбивать застывшие наплывы. Швы необходимо уплотнять на ощупь пальцами или палочкой с заостренным концом, обмотанным куском материи.
Примечание - Для уплотнения внутренних швов по окончании кладки насадки необходимо тщательно промазать трубки или каналы внутри жидким воздушно-твердеющим раствором (см. приложение Г), опуская и поднимая внутри трубки или канала тампон, намоченный в растворе.
6.9.12 Кладку насадки керамических рекуператоров необходимо выполнять при температуре не ниже 15 °С с предварительной верстовкой рядов насухо и сдачей каждого ряда. При этом необходимо проверять:
- горизонтальность ряда измерением величины отклонения от горизонтали для насадки из изделий с четырьмя каналами по всей плоскости ряда. Оно должно быть не более 8 мм, а для насадки из трубчатых изделий по плоскости одного ряда по ширине камеры - не более 2 мм. Разность уровней рядом стоящих изделий в обоих случаях не должна превышать ±1 мм;
- соблюдение толщины швов (отклонение от проектной толщины швов должно быть не более ±0,5 мм);
- правильность расположения воздушных каналов, в насадке из изделий с четырьмя каналами (напуск стенок в месте соприкосновения двух соседних рядов фасонных изделий насадки должен быть не более 3 мм);
- правильность расположения изделий в трубчатой насадке (ось трубок должна быть строго вертикальной и совпадать с осью трубок, расположенных под ними);
- соблюдение зазора между крайними фасонными изделиями и боковыми стенками (допускаемое отклонение от проектного размера ±1 мм);
- отклонение воздушных каналов, обрамляемых фасонными изделиями, от вертикали допускается не более 5 мм по всей высоте;
- шов между шлифованными торцами изделий не должен превышать 1 мм, остальные швы в кладке насадки - 4 мм. Проверка швов, уложенных на растворе, щупом не допускается.
Примечание - Горизонтальность ряда и разность уровней рядом стоящих изделий проверяется рейкой с уровнем и линейкой.
6.9.13 Верхний слой подины рекуперативной камеры металлических рекуператоров должен выкладываться на ребро ложками поперек канала. Кладку верхней части камеры и защитных стенок выполняют после установки секций рекуператоров и испытания их на герметичность.
6.10 Футеровка с применением волокнистых огнеупорных материалов и изделий
6.10.1 Футеровка тепловых агрегатов, работающих без наличия жидкой фазы и абразивного износа, может осуществляться с применением волокнистых огнеупорных изделий и материалов (ГОСТ 23619), монтируемых из нескольких слоев рулонных материалов и плит, собранных в определенной последовательности в пакет.
Примечание - Учитывая, что футеровки из волокнистых материалов и изделий не обеспечивают герметичности, их наносят на металлические листовые конструкции, обладающие жесткостью, позволяющей в процессе монтажа придать им удобное положение для ведения работ, а затем при монтаже уплотнить монтажные стыки.
6.10.2 Для крепления футеровочных изделий в рабочем пространстве применяют металлические, керамические и комбинированные анкеры (рисунок 25). Металлические анкеры должны быть подобраны по условиям эксплуатации с учётом ГОСТ 21910.
Примечание - Анкер приваривают к кожуху каркаса и закрепляют футеровку шайбой. Для изготовления анкерных креплений используют различные марки жаростойких сталей и сплавов в зависимости от температуры применения. Конструктивно анкерные крепления с привариваемой, винтовой или поворотной шайбой (см. рисунок 25) используют при монтаже футеровок из рулонных материалов, а крепление с многопозиционной поворотной шайбой обычно применяют при использовании в рабочем слое жестких плитных изделий типа ШВП (ТУ 5762-002-01402195-2008 [6]).
В этом случае технологическое уплотнение футеровки осуществляют через усилие, приложенное к плите рабочего слоя. Учитывая возможные неровности при определении степени уплотнения изоляционного подслоя, данное крепление позволяет их компенсировать.
а - схема анкерного крепления; б - анкер с
привариваемой шайбой; в - с винтовой шайбой;
г - с поворотной шайбой; д - с многопозиционной шайбой; 1
- кожух; 2 -анкер; 3 - шайба;
4, 5 - слои волокнистой футеровки
Рисунок 25 - Схема установки и различные виды анкеров
6.10.3 Монтаж футеровки из волокнистых изделий начинается с разметки на кожухе положения анкерных креплений.
Примечания
1 Разметку выполняют с применением специально изготовленных шаблонов, на которых предусматриваются фиксированные положения анкеров. Возможна разметка с помощью шнура, проволоки, метра или рулетки.
Разметку производят с применением кернов.
2 При рабочих слоях из рулонных материалов ошибки можно исправить, изменяя в определенных пределах величину нахлеста, без увеличения трудозатрат, но это вызывает излишний расход изделий.
6.10.4 Металлические анкеры приваривают ручной дуговой сваркой или при помощи сварочного пистолета.
Примечание - Приварка металлических анкеров при помощи пистолета в несколько раз производительнее и надежнее. При любой сварке качество приваренных анкеров проверяют ударами молотка массой 300 г.
Для защиты анкера от воздействия температуры 1000 °С и выше анкеры должны заглубляться внутрь рабочего слоя футеровки.
После приварки к кожуху каркаса металлических анкеров плиты рабочего слоя прижимают к выступающим из слоя изоляции штырям. На плите образуются отметки их положения. По отметкам сверлят сквозные отверстия для пропуска штырей.
Для установки шайбы в плите высверливают гнезда углубления (рисунок 26), которые после установки шайбы заделывают раствором, пробкой из материала плиты или высокотемпературным волокном (ГОСТ 23619).
При вращении насадки фреза колпачка высверливает цилиндрическую канавку в теле плиты. Затем плита устанавливается на постоянное место, крепится шайбой, а гнездо закрывают пробкой, устанавливаемой на растворе из огнеупорной глины.

1 - колпачок; 2 - фреза на колпачке; 3 - сверло дрели; 4 - установочный винт
Рисунок 26 - Приспособление для высверливания гнезд в волокнистых плитах
6.10.5 Монтаж футеровки из волокнистых материалов осуществляют на горизонтальных, наклонных и вертикальных плоскостях.
На обратных уклонах, сводах и потолках для промежуточного закрепления слоёв футеровки должны применяться специальные шайбы диаметром от 40 до 50 мм из металла толщиной от 0,2 до 0,3 мм. В шайбах должны быть выполнены фигурные отверстия для прохода анкера (рисунок 27).
При применении многопозиционных анкеров (см. рисунок 25) фиксация промежуточных слоев должна производиться шайбами, которые при монтаже последующего слоя снимаются и затем могут ставиться повторно.

1 - отверстие для прохода анкера; 2 - держатель; 3 - пояс жёсткости
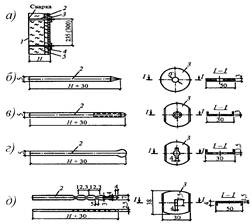
6.10.6 Монтаж рулонных материалов должен осуществляться таким образом, чтобы стыки полотен не совпадали в соседних по толщине слоях.
Укладку рулона верхнего слоя осуществляют со смещением относительно нижнего по длине и по ширине. Соединение полотен рулона выполняется способом поджатия и наложения, как показано на рисунках 28 и 29. Методом поджатия могут соединяться рулонные материалы плотные и упругие, а материалы с более рыхлой структурой должны монтироваться наложением одного слоя на другой. На торцевых участках полотно укладывают, загибая слой, как показано на рисунке 30.
I - III - последовательность операций; 1 - анкер; 2 - рулонный материал; 3 - прижимной брусок
Рисунок 28 - Соединение полотен рулона способом поджатия
а - на плоской поверхности; б - на торцовом участке; 1 - соединяемые слои; 2 - анкер
Рисунок 29 - Соединение полотен рулонов посредством наложения

а - укладка гофрированием; б - укладка на рамку;
в - готовый элемент; 1 - рулоный материал;
2 - элемент крепления; 3 - рамка
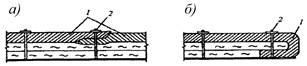
Рисунок 30 - Способы изготовления конструкций с горизонтальным расположением слоев рулонного материала
6.10.7 Футеровка сводов, потолков и элементов с обратным уклоном осуществляется при помощи конструкций с вертикальным расположением полотен.
Конструкции с вертикальным расположением полотен можно создавать постепенным наложением одного участка рулона на другой, загибая его после укладки отрезка длиной, равной толщине конструкции, или постепенно наворачивая рулон на специально изготовленную из проволоки рамку, ширина которой вместе с навернутыми слоями обеспечивает заданную толщину, как показано на рисунке 30.
6.10.7.1 При укладке рулонов гофрированием (см. рисунок 30, а) полученный гофр скрепляют, пронизывая его на расстоянии от 5 до 7 см от одного из краев арматурой из обычной или низколегированной стали, за которую при монтаже крепят конструкцию к каркасу или кожуху.
6.10.7.2 При кладке рулонов на рамку элементы крепления располагают так, чтобы они, пронизывая пакет, находились внутри его металлической рамки. Жёсткие плиты ставят в пакет на ребро, пронизывая их в холодной части металлическим стержнем, которым осуществляют крепление набранного пакета.
6.11 Комбинированные футеровки
6.11.1 Футеровки отдельных узлов с плоскими поверхностями или поверхностями незначительной кривизны осуществляют путём сочетания волокнистых материалов (ГОСТ 23619) и жаростойкого бетона (приложение Е). Нанесение футеровок осуществляют при горизонтальном расположении поверхностей последовательными слоями, которые не требуют их монтажа. Закрепление футеровки происходит при нанесении слоя жаростойкого бетона, который после набора им прочности удерживает все ранее нанесенные слои через общую систему анкерных креплений.
Примечание - Комбинированные футеровки применяют в теплотехническом строительстве с целью использования преимущества волокнистых материалов путём защиты слоёв изоляции рабочим слоем из жаростойкого бетона (ГОСТ 20910) или торкрет-бетона.
Комбинированную футеровку теплового агрегата, как правило, осуществляют методом торкретирования (см. 8.2).
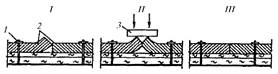
6.11.2 Укладку бетонного слоя на промежуточные слои, смонтированные из жестких или полужестких волокнистых плит, осуществляют после разметки и приварки анкерных креплений к кожуху каркаса. Затем монтируют последовательно слои высокотемпературной изоляции (ГОСТ 23619) и водонепроницаемого материала (пленки, крафт-бумаги) и разводят «усы» анкерных креплений, как показано на рисунке 31.

1 - приваренные пластинчатые анкеры; 2 - слой
изоляции; 3 - слой высокотемпературной изоляции;
4 - анкерные «усы»; 5 - водонепроницаемый материал;
6 - слой жаростойкого бетона; 7 - кожух
Рисунок 31 - Горизонтальная многослойная футеровка
Примечания
1 Водонепроницаемый слой служит препятствием для интенсивного отбора влаги из бетона изоляционными плитами.
2 При применении в промежуточных слоях рулонных материалов, если необходимо сохранить плотность изоляции ниже предела ее упругости от нагрузки бетонного слоя, то после укладки изоляции на анкерах устанавливают фиксирующие шайбы, по которым настилают пленку, толь или рубероид, после чего начинают укладку бетона.
Так как толщина рабочего слоя в таких конструкциях от 100 до 120 мм, промежуточный слой пленки способен удержать его, сохранив плотность изоляции.
3 При толщине рабочего слоя из тяжелого бетона от 80 до 100 мм для изоляции должны применяться рулонные материалы, а при толщине рабочего слоя более 100 мм - плиты.
6.11.3 При осуществлении футеровки торкретированием по слою изоляции должны укладываться плёнка, пергамент и прижиматься сеткой 50×50 мм. Сетка закрепляется на анкерах.
6.12 Защитные огнеупорные обмазки
6.12.1 Защитные огнеупорные обмазки (ТУ 14-8-84-73 [7]) должны наноситься на внутреннюю поверхность рабочего пространства камер и каналов после просушки кладки, предварительно очищенную от подтеков раствора и обеспыливанием сжатым воздухом. Подготовленная таким образом поверхность кладки увлажняется водой, в которую вводят клеящую добавку, использующуюся при изготовлении обмазки.
6.12.2 Обмазка наносится широкой кистью ровными слоями за два или три раза. Толщина слоя не должна превышать 1 мм, общая толщина нанесенной обмазки должна составлять от 2 до 3 мм.
Примечание - Сушку нанесенной обмазки рекомендуется осуществлять следующим образом: первые 12 ч после нанесения последнего слоя сушка происходит в естественных условиях, в течение следующих 12 ч постепенно со скоростью от 8 °С до 10 °С в 1 ч поднимают температуру до 120 °С.
6.12.3 Уплотнительные защитные обмазки должны применяться при обмуровке котлов и кладке керамических рекуператоров.
Обмазку наносят на теплую поверхность огнеупорной кладки, температура которой не должна превышать 70 °С. Обмазку, нанесённую на холодную поверхность, необходимо сразу просушить.
Общая толщина обмазки должна быть от 3 до 4 мм. При возникновении трещин их замазывают той же обмазкой, но более густой консистенции.
Примечание - Увеличение слоя обмазки снижает прочность её сцепления с поверхностью кладки.
6.12.4 Обмазку, приготовленную на жидком стекле (ГОСТ 13078), наносят сразу после приготовления.
Примечание - При хранении на воздухе из жидкого стекла выделяется гель кремниевой кислоты и клеящие свойства обмазки утрачиваются.
7 Производство работ в зимнее время
7.1 Огнеупорная кладка в зимнее время должна производиться в утеплённых зданиях или тепляках. Температура воздуха в любой точке тепляка должна быть положительной, а на рабочем месте - не менее 5 °С.
7.2 В случае выполнения огнеупорных работ по футеровке металлических конструкций температура кожуха должна быть не ниже 5 °С.
7.3 Огнеупорные материалы перед укладкой должны быть прогреты на утеплённом складе до температуры не ниже 5 °С.
7.4 Огнеупорная кладка должна осуществляться на подогретых растворах. Все огнеупорные растворы должны иметь температуру не ниже 5 °С, а известково-цементный раствор (см. приложение Г) и огнеупорный раствор на жидком стекле или с добавкой портланцемента (см. приложение Г) - не ниже 15 °С.
Огнеупорная кладка, выполненная в зимних условиях, должна быть выдержана при положительной температуре до полного окончания процесса схватывания или высыхания раствора кладки.
7.5 Торкрет-бетонные работы и укладка монолитного жаростойкого и огнеупорного бетонов (см. раздел 8) должны производиться при температуре на рабочем месте не ниже 10 °С, материалы при приготовлении бетонов и торкретировании также должны быть подогреты до 10 °С.
Огнеупорный и жаростойкий бетон должен быть выдержан при положительной температуре до полного окончания процесса схватывания бетона.
7.6 Пластическую массу (см. раздел 9) при температуре окружающей среды ниже 10 °С необходимо подогреть в сухом теплом помещении до температуры 10 °С. Место производства работ должно быть прогрето до температуры 10 °С в течение всего процесса выполнения работ.
До полного высыхания массы после укладки температура уложенной пластической массы по всей толщине футеровки должна быть 5 °С.
7.7 Разрешается производить огнеупорную кладку при отрицательной температуре воздуха следующих видов:
- кладку насухо с засыпкой швов порошком, при этом кирпич не должен иметь следов наледи и снега, а порошок должен быть хорошо просушен;
- кладку из глиняного кирпича на цементном и сложном растворах (см. приложение Г) (за исключением арок, сводов и несущих столбов);
- кладку из диатомитового кирпича на растворе с цементным вяжущим.
7.8 При производстве работ в зимнее время должен вестись контроль условий выполнения работ с фиксацией в журнале работ ежедневно или ежесменно:
- температуры наружного воздуха;
- температуры воздуха на рабочем месте;
- температуры воздуха в складе, предназначенном для подогрева материалов;
- температуры раствора и бетона после приготовления и при укладке.
8 Правила укладки жаростойких и огнеупорных бетонов
8.1 Монолитные жаростойкие и огнеупорные бетоны
8.1.1 Бетонная смесь должна готовиться на стройплощадке непосредственно перед укладкой в конструкции и перемешиваться в бетоносмесителях принудительного действия.
8.1.2 Порядок загрузки компонентов бетонной смеси определяется проектной документацией.
Если составов бетона в проекте несколько, то каждый состав перемешивается в отдельном бетоносмесителе.
При поставке составляющих бетонной смеси раздельно необходимо обеспечить дозировку их с точностью, определенной инструкцией поставщика смеси или проектной документацией.
Примечание - В проектной документации также указывается подвижность бетонной смеси, время, в течение которого бетонная смесь должна быть уложена и уплотнена.
8.1.3 Транспортирование готовой бетонной смеси производится бетононасосом или в таре, предусмотренной проектом.
8.1.4 Перед укладкой бетона металлическая поверхность должна быть очищена от ржавчины, окалины, масляных пятен и пр. Степень очистки указывается в проекте.
8.1.5 При укладке бетона на пористую поверхность необходимо исключить непосредственный контакт свежеуложенного бетона с этой поверхностью путём окраски водоотталкивающими красками (ТУ 2316-021-98310821-2009 [8]).
Примечание - Пористая поверхность способна впитывать влагу из свежеуложенного бетона. Это, как правило, слой из изоляционного материала.
8.1.6 Для уплотнения бетона используются глубинные или площадочные вибраторы, марка и параметры которых указываются в проектной документации или в ППР.
8.1.7 В процессе работ по укладке бетона необходимо изготавливать контрольные образцы из укладываемого бетона (ГОСТ Р 52541). Количество, размеры и периодичность отбора проб указывается в проектной документации.
8.1.8 После укладки бетона необходимо обеспечить температурновлажностный режим, указанный в проектной документации.
8.1.9 В процессе укладки бетона должен вестись журнал бетонных работ и составляться акты скрытых работ (соответствие армирующих элементов проектным решениям, состояние поверхности, на которую укладывается бетон и т.д.
8.1.10 Рабочая поверхность деревянной опалубки для бетонных работ должна быть пропитана водоотталкивающим составом для предотвращения отсоса влаги из бетона.
8.2 Укладка бетона методом торкретирования
8.2.1 До начала работ по торкретированию поверхность, на которую будет наноситься торкрет-бетон, принимается по акту на соответствие требованиям 8.1.5.
8.2.2 Для обеспечения слаженной работы должна быть обеспечена устойчивая радио или телефонная связь между работниками, выполняющими торкретирование.
8.2.3 Для отработки режима торкретирования до начала работ необходимо произвести нанесение бетона на переносной щит.
В зависимости от плотности и дальности подачи сухой бетонной смеси необходимо отрегулировать давление воздуха и соотношение давления воды и воздуха, а также количество подаваемого материала при пробном нанесении бетона на щит.
8.2.4 Торкретирование вертикальных поверхностей необходимо производить в направлении снизу вверх.
8.2.5 Сопло во время работы должно быть направлено перпендикулярно к торкретируемой поверхности. Расстояние от сопла до поверхности должно быть в пределах от 0,8 до 1,2 м.
8.2.6 Поверхность для нанесения торкрет-бетона разделяется на карты (участки) со стороной примерно 1 м, если иное не указано в проекте.
Участки разделяются между собой деревянными или металлическими перегородками, высота которых равняется толщине футеровки из бетона. Перегородки следует изготавливать переменной толщины, чтобы шов между картами был несквозной.
Перегородки, изготовленные из дерева, пропитываются составами, уменьшающими адгезию между опалубкой и бетоном.
8.2.7 Торкретирование карт ведётся в шахматном порядке, при этом процесс торкретирования внутри каждой карты должен быть непрерывным на всю толщину слоя бетона.
В случае перерыва работы можно продолжать, если бетон не успел схватиться. Если бетон затвердел, необходимо его удалить полностью на всю толщину.
8.2.8 После затвердевания бетона в картах перегородки демонтируют и торкретируют участки между затвердевшими картами.
8.2.9 Если бетонная футеровка состоит из изоляционного и рабочего слоя, необходимо соблюдать следующие требования:
- наносить рабочий слой можно не ранее, чем через сутки после нанесения изоляционного слоя;
- при монтаже перегородок карт стыки участков теплоизоляционного слоя не должны совпадать со стыками в рабочем слое.
8.2.10 По окончании работ поверхность бетона необходимо поддерживать во влажном состоянии (укрывать влажной тканью, распылять воду) в течение двух суток.
8.2.11 Излишек бетона* срезают до проектной толщины, при этом поверхность нельзя заглаживать, она должна быть шероховатой.
________
*Уложенный торкрет-бетон имеет неровную поверхность.
8.2.12 Поверхность затвердевшего бетона осматривают и простукивают молотком весом от 150 до 300 г. Участки, издающие при простукивании глухой и дребезжащий стук, вырубают на всю толщину футеровки и заделывают вручную или торкретированием. Для определения прочности уложенного и просушенного бетона применяются также методы неразрушающего контроля (например, склерометром).
9 Правила укладки пластических масс
9.1 Особенности хранения
9.1.1 Пластические массы поставляются в виде пластин толщиной около 5 мм, упакованных в полиэтиленовую плёнку. Для сохранения требуемой влажности массы она должна храниться в сухом прохладном помещении (ТУ 1523-009-50250529-2004 [9]).
9.1.2 Пластические массы, потерявшие частично влагу при хранении, можно восстановить до проектной влажности без снижения качества укрытием влажной мешковиной.
Примечание - Порядок определения влажности и восстановление влажности пересушенной пластической массы определяются поставщиком массы.
9.1.3 Категорически запрещается использовать переувлажненные массы, так как это приводит к образованию большого количества трещин при сушке (ТУ 1523-009-50250529-2004 [9]).
Примечание - При соблюдении условий хранения срок годности составляет от 6 до 10 месяцев (указывается поставщиком на упаковке).
9.2 Укладка пластических масс
9.2.1 Пластические массы могут укладываться свободно или в опалубке. Уплотнение массы производится ручными пневматическими трамбовками весом от 2,5 до 5,0 кг. Частота ударов рабочей части трамбовки от 800 до 140 уд/мин. Рабочая часть трамбовки должна быть прямоугольной формы и иметь площадь около 20 см2. В отдельных случаях допускается утрамбовывать массу деревянным молотком массой от 1,0 до 1,5 кг.
9.2.2 Первый слой слегка утрамбовывается молотком. Второй слой укладывается по возможности перевязкой с первым. Трамбовка второго слоя должна производиться с такой интенсивностью, чтобы:
- произошло хорошее сцепление первого и второго слоев;
- не оставалось никаких полостей, не заполненных массой;
- масса на утрамбованном участке была бы монолитной и гомогенной.
9.2.3 Для достижения необходимого уплотнения каждый участок должен быть утрамбован 3 - 5 раз. Поверхность должна быть неровной для хорошего сцепления со следующим слоем.
9.2.4 Аналогично укладываются и утрамбовываются последующие слои. Трамбовка должна производиться без перерыва. Если невозможно выполнить работу без перерыва, то поверхность последних утрамбованных слоёв должна быть укрыта влажной мешковиной. При продолжительном перерыве в работе необходимо снять верхние слои до пластичного слоя.
Примечание - Продолжительность перерыва определяется по состоянию поверхности слоя. Если он затвердел, то наносить на него последующий слой нельзя.
9.2.5 Сразу после укладки массы, которая набивается несколько больше проектной толщины, излишки её срезают специальной лопаткой. Срезанный материал может быть использован повторно.
9.2.6 Масса, уложенная в опалубке, не требует корректировки толщины, но после снятия опалубки рабочей поверхности футеровки необходимо придать шероховатость скребком с зубцами.
9.2.7 После снятия опалубки необходимо нанести усадочные выемки (русты). Расположение выемок указывается в проекте. Если в проекте отсутствует разметка усадочных выемок, их расшивают по сетке со стороной квадрата 1000 мм. Не рекомендуется располагать усадочные выемки в местах расположения анкеров. Для расшивки выемок служит специальный нож. Усадочные выемки имеют ширину от 1 до 2 мм и глубину 1/3 толщины футеровки, но не более 60 мм.
9.2.8 После устройства усадочных выемок необходимо сразу же проткнуть вентиляционные отверстия с помощью шила диаметром 4 мм. Отверстия должны быть проделаны на всю толщину футеровки и распределяться по всей поверхности с шагом от 100 до 150 мм.
9.2.9 После окончания всех работ, убедившись, что поверхность шероховатая, необходимо её укрыть.
9.2.10 В журнале производства работ при температуре окружающей среды ниже 10 °С необходимо (ежедневно или ежесменно) регистрировать температуру наружного воздуха, температуру на рабочем месте и температуру укладываемой пластической массы.
10 Правила приготовления огнеупорных растворов
10.1 Организация приготовления огнеупорных растворов
10.1.1 Для приготовления огнеупорных растворов в соответствии с ППР на объекте устанавливается растворный узел.
Растворосмеситель в растворном узле для каждого состава раствора должен быть отдельный.
10.1.2 В зависимости от толщины швов кладки приготавливают растворы жидкой, полугустой и густой консистенций. Консистенция определяется осадкой конуса СтройЦНИЛ и должна составлять для жидкой от 6 до 9 см, для полугустой от 5 до 6 см, для густой от 3 до 5 см.
10.1.3 При приготовлении растворов необходимо учитывать их специфику:
- растворы общего применения (приведены в приложении Г) состоят из мертеля и воды и набирают свою прочность при нагревании (обжиге);
- воздушно-твердеющие растворы (см. А.56 приложения А) отличаются от обычных тем, что твердеют до нагревания и обладают значительно меньшей газопроницаемостью, в качестве основного вяжущего в этих растворах используется жидкое стекло по ГОСТ 13078.
10.1.4 Плотность жидкого стекла и его модуль указываются в проекте. Если таких указаний нет, то используют стекло модулем от 2,5 до 3,0 и плотностью от 1,35 до 1,38 г/см3.
10.1.5 В качестве гидравлического вяжущего используют портландцемент (ГОСТ 10178), глинозёмистый цемент и высокоглиноземистый цемент (ГОСТ 969).
10.2 Методика приготовления растворов
10.2.1 Для приготовления обычных растворов в растворосмеситель вначале заливают воду, затем загружают остальные составляющие. С момента загрузки всех составляющих продолжительность перемешивания должна быть не менее 3 мин. Во время загрузки растворосмеситель должен работать.
10.2.2 Растворы на алюмохромофосфатной связке приготавливают в следующей последовательности: сначала заливается 3/4 количества алюмохромофосфатной связки, затем загружаются составляющие и перемешиваются до однородной массы. Затем заливается остальная часть алюмохромофосфатной связки и смесь перемешивается до 7 мин.
10.2.3 Готовый раствор подают на рабочее место в контейнерах по тракту подачи огнеупоров или перекачивают растворонасосом. При подаче раствора должна быть обеспечена телефонная или радиосвязь (см. 8.2.2).
10.2.4 Основные составы растворов для огнеупорной кладки приведены в приложении Г.
Примечания
1 Для приготовления воздушно-твердеющих огнеупорных растворов для шамотной кладки заготавливается заблаговременно глиняное молоко плотностью от 1,2 до 1,3 кг/л. В воду для приготовления глиняного молока предварительно вводится 0,15 % кальцинированной соды или 0,30 % жидкого стекла от веса глины. Перемешивание глиняного молока в растворосмесителе следует производить до полного распускания глины от 5 до 10 мин. Полученное глиняное молоко необходимо до введения в раствор выдержать не менее от 10 до 12 ч и хранить в ящиках с плотно закрывающимися крышками.
2 Для приготовления воздушно-твердеющего раствора в растворосмеситель вводят глиняное молоко в количестве, отвечающем содержанию глины, необходимом для одного замеса, и жидкое стекло. Содержание глины в глиняном молоке определяется по плотности глиняного молока, проверяемой при помощи взвешивания 1 л молока или ареометром. В полученный раствор глиняного молока с жидким стеклом высыпается требуемое на один замес количество шамотного порошка и глинозёма и добавляется вода для получения раствора требуемой консистенции. Перемешивание должно вестись от 5 до 10 мин.
3 Жидкое стекло должно применяться модулем 2,5 - 3,0. Дозировка составляющих должна производиться мерной тарой. Растворы на жидком стекле должны приготавливаться за период от 0,5 до 1,0 ч до укладки. Добавление жидкого стекла или воды к готовому раствору не допускается.
11 Особенности сооружения основных печей, обмуровки котлов и других тепловых агрегатов
11.1 Печи черной металлургии
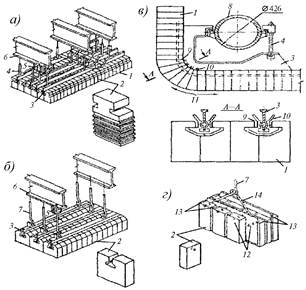
11.1.1 Футеровка обжиговых машин
11.1.1.1 Футеровку обжиговой машины ведут, начиная с любого элемента в зависимости от его монтажной готовности.
11.1.1.2 До начала огнеупорных работ должны быть смонтированы и испытаны водоохлаждаемые балки межзонных и продольных перегородок (разделительных стен).
11.1.1.3 Полеты должны быть смонтированы.
Примечание - Полеты должны быть укрыты от загрязнения. Их используют как площадку для складирования материалов, расположения механизмов и огнеупорщиков.
11.1.1.4 На элементах обжиговых машин футеровка выполняется из волокнистых материалов (ГОСТ 23619) в сочетании с торкрет-бетоном.
При нанесении футеровки по краям каждого элемента оставляют зазор для их дальнейшего взаимного крепления.
Ширина оставляемого зазора зависит от толщины футеровки и должна находиться в диапазоне от 15 до 25 см. После стыковки и сварки узлов в зазорах устанавливают ряд дополнительных анкеров и заканчивают футеровку.
11.1.1.5 При устройстве футеровки коллектора прямого перетока необходимо обеспечить достаточную плотность изоляционного слоя перед нанесением торкрет-бетона на высокоглиноземистых составляющих (ГОСТ 23037) и таком же цементе.
Изоляционные изделия после их монтажа должны перекрывать болты крепления примерно на 10 мм. Уплотнение производят поджатием изоляции у каждого из анкерных болтов заподлицо с ним, после чего устанавливают и закрепляют шайбу, которая и обеспечивает достаточную плотность без пустот между слоями.
При нанесении торкрет-бетона для обеспечения хорошего сцепления частиц смеси и ускорения набора прочности применяют воду, нагретую до 70 °С.
11.1.2.1 Сооружение лещади (см. рисунок Ж.1 приложения Ж) начинается с укладки на донышко из листового металла выравнивающего слоя углеродистой массы (ТУ 48-12-60-89 [10]) и его уплотнения пневматическими трамбовками. Первый (нижний) пояс лещади высотой в один вертикальный блок из графитированных блоков (ТУ 48-12-18-94 [11]) начинают монтировать со стороны, противоположной месту их подачи. Транспортирование и установку блоков осуществляют с помощью цанговых захватов.
11.1.2.2 Сначала укладывают ряд из блоков (1, 2, 3) холодильников. Блоки устанавливают по одной линии с вертикальными блоками (см. рисунок Ж.2 приложения Ж).
Примечания
1 Ряд - горизонтальные блоки, уложенные в одной плоскости (рисунок 32).
2 Пояс - часть конструктивного элемента печи, в данном случае лещади и горна, отделяемого от вышележащей и нижележащей частей неперевязываемыми горизонтальными швам.
1 - 10, 23, 24 - горизонтальные блоки; 11 - 22, 25 - 27 - вертикальные
Рисунок 32 - Кладка первого пояса лещади из графитированных блоков
Расстояние между холодильником и ближайшим к нему концом блока должно быть от 75 до 150 мм. Если блок лег плотно, его приподнимают и под него подливают разогретую углеродистую пасту (ТУ 48-12-27-94 [12]). Затем блок окончательно укладывают на место. Таким же образом устанавливают блоки 2 и 3, потом следующие: 4 и 5 и далее - 6 и 7.
Длинные стороны продольных блоков должны составлять с торцами поперечных блоков 1, 2 и 3 прямую линию, так как к ним будут примыкать вертикальные блоки первой нитки.
После выверки положения горизонтальных блоков 1 - 6 укладывают блоки 8 и 9.
Такими же приемами устанавливают горизонтальные блоки второго ряда. Примыкающие к вертикальным блокам поверхности горизонтальных блоков первого и второго рядов должны находиться в одной плоскости, что проверяется прикладыванием металлической линейки .
После укладки двух рядов горизонтальных блоков должны быть установлены вертикальные блоки 11 - 22 первой нитки. Каждая нитка вертикальных блоков начинается и заканчивается горизонтальными блоками 10, 23, 24 и т.д.
Примечание - Нитка - установленные по одной линии вертикальные блоки.
Первую нитку начинают укладывать от горизонтальных блоков 10 первого и второго рядов. Торцы обоих уложенных блоков должны быть в одной вертикальной плоскости. После установки двух рядов горизонтальных блоков 10 начинают укладывать вертикальные блоки 11, 12, 13 и т.д., причем при перемещении блока его не следует поднимать выше 200 мм. Примыкание блока к соседним контролируют двухмиллиметровым металлическим щупом шириной 40 мм в соответствии с СП 83.13330.2011.
11.1.2.3 После установки четырех ниток блоков забивают зазор между ними и холодильниками углеродистой массой (ТУ 48-12-60-89 [10]) для обеспечения упора от возможного сдвига блоков.
До укладки массы в зазор его очищают от посторонних предметов и удаляют пыль пылесосом. Массу в рыхлом состоянии укладывают слоями от 150 до 200 мм и трамбуют нагретыми до каления съемными наконечниками пневмотрамбовок. Зазоры забивают одновременно на участках от 2 до 3 м их длины.
11.1.2.4 После установки всех блоков поверхность пояса проверяют двухметровой металлической линейкой (ГОСТ 427) и шлифуют специальными машинами до начала кладки лещади. Если периферийные углеродистые блоки (ТУ 48-12-18-94 [11]) и высокоглиноземистые изделия (ГОСТ 10381) имеют разную толщину, поверхность для них шлифуют раздельно. Углеродистые радиальные блоки укладывают по порядковым номерам стендовой сборки их заводом-изготовителем, начиная монтаж между чугунными летками (см. 11.1.2.12) и ведя его в обе стороны от первого блока.
Сначала блоки наверстывают насухо по длине трети окружности. Затем снимают три блока и отставляют их в сторону. После этого подливают на место установки 1 -го блока углеродистую пасту и устанавливают его на место. Далее пасту подливают под 2-й блок и наносят ее кистью по ГОСТ 10597 на боковые соприкасаемые грани 1-го и 2-го блоков, после чего укладывают блок 2 на место, плотно прижимая к ранее установленному. Аналогично монтируют 3-й блок.
Когда три блока будут уложены, 4-й блок удаляют, на его место вставляют домкрат и, упирая его в блок 5, через прокладку из доски прижимают блок 3 к блоку 2, следовательно, блок 2 к блоку 1, добиваясь минимального шва.
Так укладывают все блоки пояса. Замковый блок укладывают таким образом, чтобы он свободно умещался между соседними блоками. Углеродистую пасту (ТУ 48-12-27-94 [12]) заранее наносят на боковые поверхности замкового и на соприкасающиеся с ним поверхности соседних блоков. Уложенный блок прижимают к соседнему до отказа деревянными клиньями, которые забивают между холодильником (см. рисунок 32) и задним торцом замкового блока.
Зазор между блоками второго пояса и холодильниками (см. рисунок Ж.2 приложения Ж) заполняют углеродистой массой (ТУ 48-12-60-89 [10]) после того, как блоки будут уложены на пасте на длине 1/4 или 1/3 окружности. Зазор забивают не ближе чем на 2 м от крайнего, уложенного на пасту блока.
11.1.2.5 Высокоглиноземистую кладку ряда начинают с креста, то есть пересекающихся в центре лещади взаимно перпендикулярных ниток (рисунок 33).
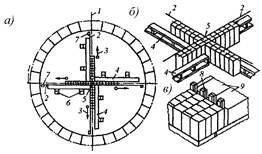
а - схема закладки креста; б - деталь закладки
креста; в - закрепление клиньями крайних изделий;
1 - ось креста; 2 - шнур; 3 - направление движения
огнеупорщиков; 4 - брусья;
5 - лещадное изделие; 6 - блоки, удерживающие брусья; 7 -
причальные изделия;
8 - деревянные клинья; 9 - углеродистые блоки
Рисунок 33 - Закладка креста лещади
Перед началом кладки устанавливают направляющие брусья, к которым затем верстают лещадные огнеупорные изделия. Для увеличения устойчивости брусьев их пригружают. После верстовки 6 - 8 изделий и проверки толщины швов щупом (см. 11.1.2.4) их устанавливают на растворе, соблюдая вертикальность.
Каждое изделие ударами киянки прижимают к соседним, выжимая при этом избыток раствора в швах.
После того как установлена начальная нитка на длине от 1,5 до 2 м, начинается укладка изделий второй нитки, и так далее.
Нитку заканчивают на расстоянии от 30 до 40 мм от торца углеродистого блока кольцевой стенки. Чтобы закрепить нитку, в зазор между последними изделиями и углеродистым блоком забивают деревянные клинья.
После того как у каждого направляющего бруса будет уложено 3 - 4 нитки, его удаляют и приступают к укладке ниток со стороны, освобожденной от бруса.
11.1.2.7 Перед кладкой горна из высокоглиноземистых изделий (ГОСТ 24704) периферийную часть лещади шлифуют, добиваясь горизонтальной поверхности с отклонениями по толщине шва не более 0,5 мм. Проверку поверхности на отсутствие выступов, впадин и других неплотностей ведут двухметровой металлической линейкой и щупом.
Кладку горна из высокоглиноземистых изделий ведут путем набора замкнутых, не перевязанных между собой концентрических колец с пригонкой соприкасающихся поверхностей и расположением радиальных швов вразбежку*. Все радиальные и кольцевые швы в смежных по высоте рядах перевязывают.
________
*Вразбежку - расположение швов в кладке со смещением по толщине при кладке в два и более слоёв.
Кладку каждого ряда начинают со второго кольца от центра печи.
Выступы отдельных изделий во внутреннем и наружном кольце стены горна, обращенных внутрь печи и к ее кожуху, не выравнивают.
Шлифовку выложенного ряда или его части под закладку следующего выполняют лишь после наборки всех колец по ширине стены и забивки зазора между внешним кольцом и холодильниками (см. рисунок Ж.1 приложения Ж) углеродистой массой (ТУ 48-12-60-89 [10]).
11.1.2.8 При монтаже горна из углеродистых блоков (ТУ 48-12-18-94 [11]) толщина шва должна составлять 1 мм. Углеродистые блоки верстают, подгоняют насухо согласно монтажной схеме от точки, расположенной между чугунными летками, и направляют одновременно в обе стороны. При этом щупами проверяют плотность прилегания блоков один к другому и к нижележащему ряду, одновременно проверяя диаметр горна и расположение блоков по отношению к его радиусам. Качество выравнивания поверхности ряда контролируют металлической линейкой (см. 11.1.2.7)
После пригонки и проверки наверстанного ряда блоки укладывают на углеродистой пасте (ТУ 48-12-27-94 [12]). Для этого снимают 3 - 4 соседних блока и откладывают их в сторону.
Пасту наносят на поверхность нижележащего ряда, на нижнюю и боковые поверхности каждого блока, после чего их укладывают на место. Каждый блок прижимают к соседнему при помощи домкрата, а сверху на блок кладут другой блок для уплотнения горизонтального шва.
Для получения тонкого шва блоки подогревают до температуры 70 °С в электропечах либо газовой горелкой.
Три нижних пояса горна из блоков делают двойными с перевязкой по высоте горизонтальных швов. Зазоры между блоками забивают углеродистой массой. Вначале набирают периферийный ряд, который укладывают на пасту, затем верстают и укладывают внутренний ряд блоков. Зазоры между холодильниками и периферийным рядом, а также между рядами блоков фиксируются деревянными клиньями.
Углеродистая масса забивается участками, причем забивка периферийного зазора должна опережать забивку внутреннего на расстояние от 2,0 до 2,5 м.
11.1.2.9 При комбинированной конструкции горна углеродистые блоки устанавливают в соответствии с 11.1.2.8, но укладка блоков должна начинаться от границ алюмосиликатной кладки летки.
Ось летки (рисунок 34) наносят на поверхность нижележащего ряда, и от нее вправо и влево откладывают расстояния, равные половине ширины кладки летки. Эти размеры уточняют наверсткой изделий.
Границу кладки фиксируют меловой чертой на поверхности нижележащего ряда. При укладке грани блоков совмещают с рисками и ведут кладку в обе стороны от леток. Замок каждого пояса горна забивают с противоположной стороны окружности, смещая замковые блоки в смежных по высоте поясах.
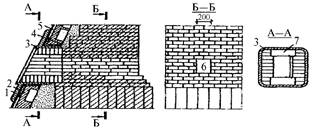
1 - кожух; 2 - вертикальный холодильник; 3
- рама летки; 4 - углеродистая масса;
5 - зазор; 6 - лёточное отверстие; 7 - изделие перекрытия
канала
Рисунок 34 - Кладка чугунной летки
Кирпичная кладка летки должна отставать от укладки блоков, и блоки, перекрывающие сверху кирпичную кладку, устанавливают в пакет так, как они будут в дальнейшем лежать на кладке. Измеряется ширина пакета, и фиксируются границы пакета на блоках нижележащего пояса. От зафиксированных линий блоки укладывают. Аналогично укладывается следующий пояс блоков. Над кладкой летки блоки устанавливаются после окончания кладки летки. При этом поверхность кладки должна быть выведена заподлицо с поверхностью примыкающих углеродистых блоков.
11.1.2.10 Поперечное сечение летки (см. рисунок 34) закладывают прямоугольным, производя кладку горна от стен канала в обе стороны одновременно, с тем чтобы замковые изделия колец находились от летки на максимальном расстоянии.
Кладка внутри рамы чугунной летки (см. рисунок 34) производится прежде, чем соответствующие по высоте ряды горна. Лёточное отверстие должно перекрываться изделием, установленным на ребро, тогда как остальная часть канала перекрывается изделиями, установленными на плашку.
Зазор между кладкой стен горна и вертикальными холодильниками забивают углеродистой массой за исключением мест выпуска чугуна, где кладка вплотную притесывается к неточным холодильникам на расстоянии 1 м от оси лётки, для чего холодильники в этих местах предварительно шлифуют.
11.1.2.11 Перед началом кладки фурменной зоны (см. рисунок 32) шлифовальными машинами тщательно выравнивают поверхность последнего пояса горна. Кладку ведут концентрическими не перевязываемыми чередующимися друг с другом кольцами из изделий нормальной и полуторной длины (ГОСТ 1598).
Вначале размечают положение кольцевого шва между первым (внутренним) и вторым кольцами. Кладку начинают со второго кольца, соблюдая ровную внутреннюю поверхность. Каждое кольцо замыкают изделием, ширину которого определяют по месту, причем вставка не должна быть менее половины ширины изделия. Поверхность кладки, обращенную к холодильникам, не выравнивают, зазор забивают углеродистой массой (ТУ 48-12-60-89 [10]).
В процессе работ контролируют уклоны и неровности:
- уклон поверхности к центру печи не должен превышать 3 мм;
- уклон к периферии - не более 15 мм;
- уклон по длине окружности (разница в отметках между верхней и нижней точками ряда не должна превышать 20 мм). Кольцевые швы должны быть не более 1,5 мм, а радиальные - не более 1 мм.
Неровности выявляют при помощи двухметровой линейки. Просвет между ней и кладкой не должен превышать 3 мм.
Кладку, обрамляющую отверстия воздушных фурм (рисунок 35), выполняют по установленным амбразурам или по деревянным шаблонам и ведут штрабами, перекрывая их сверху изделиями марки Д-2, укладываемыми на ребро.
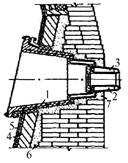
1 -
холодильник; 2 - медный холодильник; 3 - воздушная фурма; 4
- вертикальный холодильник;
5 - кожух печи; 6 - углеродистая масса; 7 -
шамотно-глиняная масса
Рисунок 35 - Кладка у воздушной фурмы
При кладке штрабами стороны изделий, обращенные к фурменным приборам, могут иметь отколы до 15 мм, так как между кладкой и фурменными приборами будет уложен слой густой огнеупорной массы (ТУ 1523-007-50250529-2004 [13]).
11.1.2.12 Огнеупорные работы на заплечиках, шахте, колошнике и воздухопроводах доменной печи (см. рисунки Ж.1, Ж.2 приложения Ж) выполняются в соответствии с разделом 6.
11.1.2.13 Начальной операцией для всех типов воздухонагревателей является приемка поднасадочной решетки, при которой должно быть проверено:
- параллельность рядов ячеек;
- величина шага рядов ячеек;
- ширина зазора между плитами;
- расстояние от периферийных плит до кожуха;
- горизонтальность решетки;
- отсутствие выступов одной плиты над другими.
Затем должна быть сделана пробная кладка насадочных изделий по центральным ниткам в двух взаимно перпендикулярных направлениях.
Примечание - Воздухонагреватели могут быть со встроенной камерой горения, выносной камерой горения и с верхней горелкой.
11.1.2.14 Кладка кольцевой стены для всех типов воздухонагревателей идентична. До уровня верха поднасадочной решетки каждый ряд стены выкладывают из двух концентрических колец шириной 230 мм со швом до 2 мм.
Кладку встроенной камеры горения начинают одновременно с кладкой кольцевой стены.
По проектным размерам вычерчивается очертание стены камеры горения и укладывается пробный ряд изделий таким образом, чтобы набрать ряд без резки замкового кирпича.
По очертанию стены камеры горения изготавливают металлический шаблон*. При кладке необходимо обеспечить строгую вертикальность камеры горения и отсутствие ее поворота вокруг вертикальной оси. Для этого отвес (ГОСТ 7948) опускают по центру камеры горения с кронштейна, который закрепляют на уровне пяты купола. Канат отвеса заводят в прорезь центрового отверстия в поперечной планке шаблона и по нему выкладывают камеру горения.
________
*Шаблоны изготавливают из уголка 35×35 мм по контуру внутренней поверхности камеры горения.
Поворот шаблона не допускается совмещением риски на шаблоне с риской на кладке кольцевой стены. Риску прочерчивают на кожухе воздухонагревателя по его диаметру, проходящему через центр камеры горения. По отвесу риску переносят по ходу кладки выше, и с нее наносят риску на поверхность кладки кольцевой стены. Переносить риску вверх по кожуху от начала и до конца должен один и тот же работник.
Кладка кольцевой стены должна вестись по шаблону, на котором зафиксировано проектное расстояние лицевой поверхности стены от кожуха. При дефектах кожуха, впадинах и выпуклостях вести кладку по шаблону нельзя. В этом случае применяют отвесы (ГОСТ 7948), которые опускают примерно в 10 точках с кронштейнов, закрепленных на уровне пят купола.
11.1.2.15 Огнеупорные работы в выносной камере горения начинают с укладки на днище слоя монолитного жаростойкого бетона (СП 130.13330.2011). После твердения бетона монтируют шахтный подъемник, с рабочей площадки которого на всю высоту камеры наносится слой изоляционного торкрет-бетона (см. раздел 8), крепящегося анкерами с шагом 500 мм и армирующей сеткой ячейкой 100×100 мм с приваркой к анкерам.
После окончания торкрет-бетонных работ площадку подъемника опускают вниз, и с нее начинают кладку стен камеры горения, используя для контроля сечения шаблоны от кожуха.
Нижнюю часть стены выносной камеры горения выкладывают с перевязкой кольцевого шва. На отметке на 1,5 м ниже газовой горелки кольцевой шов не перевязывают. Выше этой отметки стену камеры горения выполняют двухслойной. Внутренний слой - съемный, рабочий. Его выкладывают из высокоглиноземистых изделий (ГОСТ 24704) на высокоглиноземистом пластифицированном мертеле (ГОСТ 6137) с толщиной шва 2 мм.
В процессе кладки кольцевой стены и камеры горения контролируют толщину швов и их перевязку, горизонтальность рядов и вертикальность кладки и камеры горения.
Горизонтальность кладки проверяют двухметровой линейкой с уровнем. Расстояние между высшей и низшей точками ряда не должно превышать 15 мм, а для верхнего ряда под куполом - не более 10 мм; просвет между поверхностью кладки и линейкой должен быть не более 5 мм. Отклонение от вертикали не должно превышать 50 мм для любой точки стены.
11.1.2.16 Перед кладкой купола воздухонагревателя со встроенной камерой горения проверяют горизонтальность верхнего ряда кольцевой стены, являющегося основанием кладки купола. После этого срезают бандаж*. Бандаж устанавливают на кладку стены и выкладывают купол.
_______
*Приваренное к кронштейнам металлическое кольцо, работающее как пятовая балка.
Кладку выполняют из купольных изделий, имеющих форму усеченной четырехгранной пирамиды (ГОСТ 20901). Ведут ее кольцами с перевязкой вертикальных швов, толщина которых не должна превышать 1,5 мм.
11.1.2.17 Кладку воздухонагревателей с верхней горелкой выполняют в соответствии с 11.1.2.15 вплоть до начала сооружения собственно форкамеры, где расположены газовый и воздушный коллекторы и происходит процесс горения топлива (рисунок 36).
Примечание - Форкамера - зона горелки, где происходит ввод газа и воздуха через отверстия в огнеупорной кладке, которые называются соплами.
До начала кладки форкамеры кронштейны под опорное кольцо бетонируют жаростойким шамотным бетоном на глиноземистом цементе с добавлением чугунной стружки (приведено в приложении Г) размером до 3 мм методом вибротрамбования. Отклонение от горизонтали не должно превышать 10 мм на противоположных точках диаметра.
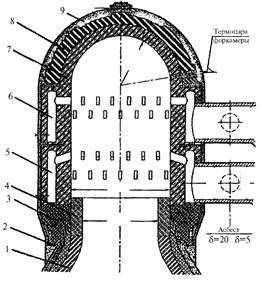
1 - купол из ДВ; 2 - опорное кольцо; 3 -
опора из ШВ-42; 4 - горловина из МКВ-72;
5 - воздушный коллектор; 6 - газовый коллектор; 7 -
горелка из МК-80;
8 - изоляция из ШЛ-1,0; 9 - торкрет-бетон
Рисунок 36 - Воздухонагреватель с верхней горелкой
Кладку каждого ряда сопел форкамеры необходимо производить с применением шаблонов. Кладку из муллитового кирпича внутренних и наружных стен газового и воздушного коллекторов форкамеры, а также кладку сопел во внутренней стене следует вести на растворе с добавлением 25 % (по массе) портландцемента. Кладку внутреннего оката форкамеры и кладку сопел из муллитокремнеземистого кирпича (приведено в приложении Д), вести на растворе с добавлением к воде (приведено в приложении Г) 25 % (по объему) технической ортофосфорной кислоты плотностью 1,85 г/см3.
Закладные должны быть установлены по оси сопел форкамеры.
Перед укладкой металлических прокладок под и над коллекторами форкамеры разность высот внутреннего и наружного окатов коллектора не должна превышать 2 мм. Проверка разности высот проверяется линейкой и щупом.
Поверхность перед укладкой нижнего ряда прокладок необходимо выравнивать слоем раствора толщиной до 2 мм.
Листы металлических прокладок следует укладывать вперевязку со смещением радиальных швов на половину ширины прокладки. Зазор между листами в одном ряду прокладок должен составлять от 2 до 3 мм.
Верхние прокладки укладывают только после очистки нижних прокладок от мусора, вплотную к торкрет-бетону.
11.1.2.18 Кладку купола воздухонагревателя с выносной камерой горения начинают после того, как на один горизонт выведут стены, основанные на опорном кольце (рисунок 37).
Примечание - Купол сложной формы состоит из большой четверти сферы со стороны камеры насадки и малой четверти сферы со стороны камеры горения, соединенных между собой сводом в виде усеченного конуса.
Вначале выставляют опалубку для кладки участка купола в виде усеченного конуса. Ее выполняют из инвентарных сборных металлических кружал и деревянного настила.

1 - опорное кольцо; 2 - торкрет-бетон; 3
- фольга; 4 - легковесный шамот;
5 - огнеупорный кирпич; 6 - насадка; 7 - камера горения
Рисунок 37 - Воздухонагреватель с выносной камерой горения
Кладку выполняют кольцами, контролируя толщину швов, в направлении от малой четверти сферы к большой. Изоляционный слой укладывают с зазором от 25 до 30 мм, используя в качестве прокладки войлок из огнеупорного волокна.
После окончания работ на конусной части купола начинают кладку сферических частей купола.
11.1.2.19 Для определения количества полных ячеек, получающихся в первом ряду насадки, изделия первого ряда насадки укладывают сначала на поднасадочную решетку насухо.
Примечание - Полными ячейками считаются такие, которые со всех четырех сторон ограничены насадочными изделиями.
После того как первый ряд уложен, определяют полные ячейки и оформляют акт.
Поле полных ячеек очерчивают на нижней стороне поднасадочной решетки мелом, а потом масляной краской.
Все ячейки, оказавшиеся внутри очерченного поля, подсчитывают и наносят на чертеж решетки карту ячеек*.
________
*Карта ячеек - расположение ячеек ряда в плане.
На карте пронумеровывают все ряды ячеек и каждую ячейку в ряду. При этом положение каждой ячейки определяется номером ряда и номером ячейки в ряду.
После того как будет установлено количество полных ячеек, изделия снимают с решетки для последующей укладки на слой из увлажненного мертеля (ГОСТ 6137).
Толщина слоя не должна превышать 10 мм.
Горизонтальность поверхности ряда проверяют линейкой с уровнем. Просвет между двухметровой рейкой и кладкой не должен превышать 5 мм. Разница в отметках между самой высокой и самой низкой точками поверхности ряда не должна быть больше 10 мм.
Периферийные изделия подкалывают по месту, оставляя проектный зазор между насадкой и стенами камеры насадки, и фиксируют деревянными клинышками. Все ряды насадки перевязывают между собой. Каждое изделие должно быть закреплено тремя цилиндрическими шпунтами на нижней стороне, вставляемыми в три цилиндрических паза нижележащих изделий.
При выполнении кладки необходимо следить, чтобы ячейки не засорялись мусором и осколками. Для обеспечения свободного расширения насадки при нагреве как в радиальном, так и в вертикальном направлениях между стенами и примыкающими к ним насадочными изделиями оставляют зазор шириной от 10 до 15 мм.
11.1.3 Футеровка конвертеров
11.1.3.1 Футеровка конвертеров различных типов технологически одинакова, но ведется с применением различных механизмов.
Примечание - Конвертеры бывают глуходонные и с отъемными днищами.
Футеровку глуходонного конвертера начинают с укладки на днище слоя из крупного (до 5 мм) периклазового порошка (ГОСТ 24862) с его уплотнением. Затем выкладывается арматурный слой из магнезитовых (периклазовых) изделий (ГОСТ 4689). Кладка изделий нижнего ряда должна делаться на ребро, а двух верхних рядов - на торец.
Кладку ведут насухо, без прокладок, с тщательным заполнением швов порошком крупностью зерен до 1 мм. Рабочий слой днища начинают с закладки «креста» и ведут одновременно во всех четырех секторах, вставляя выгорающие прокладки* в температурные швы (см. рисунки 38, Ж.4 приложения Ж).
_______
*Прокладки из картона или другого материала, устанавливаемые в температурные швы и равные по толщине размеру температурного шва, указанного в проекте.
Арматурный слой цилиндрической части и горловины конвертера выполняют прямыми и клиновыми магнезитовыми изделиями. Кладка изделий ведется на ребро, насухо, впритык к кожуху. Кладку ведут с опережением кладки рабочего слоя на высоту шага подмостей.
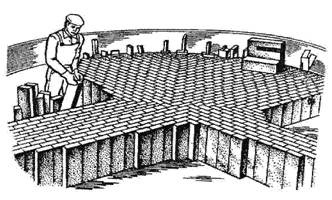
Рисунок 38 - Кладка днища конвертера
По периферии места сопряжения рабочего слоя днища с арматурным слоем цилиндрической части забивают смоломагнезитовой массой.
Рабочий слой цилиндрической части выполняют отдельными, не перевязанными между собой кольцами, с перевязкой вертикальных швов и заполнением зазора между рабочим и арматурным слоями магнезитовым порошком.
Сталевыпускное отверстие выкладывают из специальных фасонных изделий по ТУ 1571-014-00188162-97 [14], которые после установки разделывают магнезитовым кирпичом в соответствии с ГОСТ 4689.
Для уплотнения на периферийную часть днища кольцом шириной, равной ширине металлической горизонтальной части кожуха конвертера, должна быть уложена огнеупорная масса (СП 83.13330.2011) слоем от 40 до 45 мм.
11.1.3.2 Для футеровки глуходонных конвертеров применяют специальные машины кранового типа (см. рисунок Ж.5 приложения Ж).
11.1.4 Футеровка миксеров
11.1.4.1 Футеровку миксера производят после установки его в нейтральное положение и снятия напряжения с двигателей поворота. На кожух миксера укладывают слой изоляции (ГОСТ 2694), которым выравнивают выступающие части кожуха. Шамотную кладку (см. рисунок Ж.6 приложения Ж) днища и стен ведут одновременно по продольным и поперечным направлениям без оставления температурных швов.
После изоляции кладки днища и стен выполняют магнезитовую кладку в два оката насухо с температурными швами вразбежку и прокладками из толя или дерева. Кладку выше горизонтальной оси кожуха от 500 до 600 мм раскрепляют.
Свод набирается из большемерных шамотных изделий по опалубке кольцами в два оката от торцов к заливочному отверстию со швом до 2 мм, с забивкой замков сбоку и опережением нижнего оката на одно кольцо.
Под арки заливочного окна по шаблону, равному внешнему диаметру, готовят отверстие, в которое забивают замки.
Подачу материалов на горизонт ведения работ и внутрь кожуха миксера осуществляют с помощью мостового или козлового крана.
11.1.4.2 Ковши миксерного типа футеруют в депо ремонта чугуновозных ковшей, используя для подачи материалов мостовой кран, а для внутреннего их транспортирования - реверсивный узколенточный конвейер, как показано на рисунке 39.
Футеровку начинают с укладки слоя изоляции, по которой далее ведут арматурные слои из шамотных изделий (ГОСТ 390) со швом до 2 мм.
Кладку ведут от торцевых стен к середине, выполняя вначале арматурные слои, а затем рабочий из высокоглиноземистых изделий (ГОСТ 24704) на торец со швом до 1 мм, температурных швов не оставляют.
Нижнюю половину футеровки ковша до уровня центральной оси выкладывают без использования лесов.
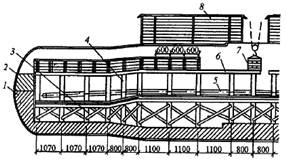
1 - уровень
центральной оси; 2 - уровень начала сползания изделий; 3 -
стоечные леса;
4 - стойки опалубки; 5 - конвейер; 6 - прогоны опалубки; 7
- пакет изделий;
8 - ограждение площадки
Рисунок 39 - Футеровка ковша миксерного типа
Леса должны устанавливаться для выполнения кладки верхней половины ковша. Вначале с них ведут кладку стен до уровня, когда уложенные изделия начинают сползать. После этого на стойках и прогонах необходимо установить кружала опалубки, по которой должна продолжаться кладка верхней части (свода) ковша в порядке, обратном принятому при кладке нижней части (подины) и стен.
Кладка должна проводиться в следующем порядке:
- вначале укладывают 2 ряда рабочего слоя , после чего, с отставанием на ряд, арматурные слои.
В цилиндрических частях кладку свода ведут вперевязку, постепенно, по мере роста кладки, подшивая на установленные кружала доски опалубки.
В конических частях кладка рабочего слоя выполняется кольцами. В этом случае кладка верхнего оката не должна отставать от нижнего более чем на одно кольцо.
Заливочное отверстие оформляют в последнюю очередь, используя для его верхней части безусадочную муллитовую массу, которую набивают сверху в пространство, ограниченное с одной стороны кладкой свода, а с другой - специально выставленной опалубкой.
11.1.5 Нагревательные колодцы и методические печи
11.1.5.1 Огнеупорные работы при сооружении нагревательных колодцев всех типов, а также проходных нагревательных методических печей ведутся с учетом требований раздела 6.
11.1.5.2 Крышки нагревательных колодцев должны футероваться на специальных стендах. Раму крышки устанавливают на такой высоте, чтобы было удобно навешивать на нее изделия. В качестве футеровочного материала должны применяться ребристые фасонные изделия с одним или несколькими ребрами.
До футеровки крышек должны быть проверены размеры металлических конструкций и положение подвесок. Отклонения по диагоналям и во внешних размерах металлоконструкций от проекта не должны превышать 10 мм.
При кладке крышек изделия сначала подбирают насухо, подгоняют друг к другу, а затем сверху проливают раствором. Фасонные изделия обрамления крышки плотно притесывают к раме.
11.1.5.3 Кладку продольных стен рабочего пространства методических печей следует вести одновременно с перевязкой швов, выпуская более огнеупорные изделия в слои менее огнеупорные.
Торцевую стену со стороны загрузки кладут вперевязку с разделительными стенами методической зоны. Рабочие окна набираются из специальных фасонных изделий (ГОСТ Р 51262.4).
При кладке горелочных торцов необходимо добиваться максимальной соосности горелочных камней (ГОСТ Р 51262.4) с направлением факела.
Своды методических печей должны набираться из фасонных изделий с ребристыми или плоскими гранями, как показано на рисунке 40.

1 - подвеска; 2 - тяга; 3 - скоба; 4 - вкладыш; 5 - основная подвеска
Рисунок 40 - Конструкция подвесного свода из ребристых кирпичей
Глиссажные трубы и трубы шагающего пода должны изолироваться огнеупорными блоками или применением жаростойких бетонов (ГОСТ 20910).
11.1.5.4 Подину и боковые стены окалиносборников, подвергающиеся действию окалины, изготавливают из жаростойкого бетона (ГОСТ 20910) или набивной массы (ТУ 1523-007-50250529-2004 [13]). Для смены роликов свод печи должен быть выполнен из отдельных съемных секций.
При кладке фасонных изделий (ГОСТ Р 51262.4) в поясе прохода через стены печи роликов между каждой их парой создают температурный шов в виде прокладки из толя или другого выгорающего материала толщиной 3 мм.
11.1.6 Футеровка термических печей
11.1.6.1 Футеровка термических печей должна выполняться изделиями из огнеупорных волокон, обладающих незначительной тепловой инерцией. Футеровку наносят на отдельные панели, из которых затем монтируют печь.
В случае домонтажной футеровки металлоконструкции панелей раскладывают на полу цеха вблизи фундамента печи. В зависимости от конструкции монтаж футеровки должен выполняться сразу на всю проектную толщину с небольшим опережением установки изоляционных слоев перед рабочим или от кожуха последовательно слоями.
Стеновые панели после окончания футеровки краном должны подниматься в вертикальное положение и монтироваться на печном фундаменте с креплением анкерных болтов. Панели сводов перед монтажом необходимо установить на специальные опоры либо перевернуть при помощи кантователя.
Зафутерованную панель поднимают и в горизонтальном положении заводят в паз кантователя, жестко закрепляя предусмотренными для этого зажимами. Затем кантователь прокатывается на половину окружности колеса, вынимается перевернутая сводовая панель и монтируется.
11.1.7 Футеровка электросталеплавильных печей
11.1.7.1 Футеровка подин, откосов и стен с использованием огнеупорных изделий по ГОСТ 28468 и порошков выполняется с учетом требований раздела 6. Сталевыпускные отверстия футеруют из специальных фасонных изделий (ТУ 14-8-469-90 [15]).
Примечание - По способу выпуска стали различают печи с выпуском через желоб, сифон и дно. Особенности конструкции сталеплавильных печей показаны соответственно на рисунках 41, 42, 43.
11.1.7.2 Набивка подины, стен и откосов должна производиться с применением массы из периклазовых порошков (ГОСТ 24862). Поверхность кладки должна быть очищена сжатым воздухом и на нее наносится раствор сернокислого магния для лучшего сцепления набивной массы с кладкой.

1 - стена; 2 - футеровка; 3 - откос; 4 -кладка подины; 5 - набивная подина
Рисунок 41 - Сталевыпускной желоб
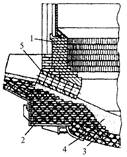
1 - стена; 2 - откос; 3 - кладка подины; 4 - набивная подина; 5 - сифонный канал
Рисунок 42 - Сифонный сталевыпускной узел
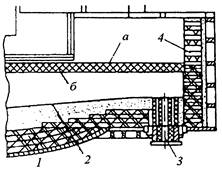
а - уровень
шлака; б - уровень металла; 1 - кладка подины; 2 -
набивная подина;
3 - выпускной узел; 4 - торцевая стена эркера
Рисунок 43 - Донный сталевыпускной узел, расположенный в выступе ванны (эркере)
При выполнении набивки увлажненными порошками в качестве связок должны применяться водный раствор жидкого стекла (ГОСТ 13078) плотностью от 1,15 до 1,17 г/см3 в количестве от 5 % до 8 %, каменноугольная смола, пек и др.
Набивку осуществляют слоями пневматическими трамбовками при давлении воздуха 0,6 МПа. Наиболее оптимальная площадь на одну трамбовку от 2,0 до 2,5 м2. Толщина одного слоя набивной массы перед началом набивки составляет от 100 до 150 мм, после трамбования она должна быть от 50 до 80 мм.
По окончании набивки слоя необходимо определять его плотность посредством забивки молотком гвоздя длиной 150 мм и диаметром 5 мм. Плотность набивки считается достаточной, если гвоздь не забивается глубже 50 мм.
После изготовления футеровки на подину и откосы укладывают листовое железо, которое предохраняет набивной слой от разрушения во время первой завалки шихты и позволяет улучшить формирование набивного слоя на первой плавке.
11.1.7.3 Футеровку свода осуществляют на специальном стенде.
Примечание - Существуют три схемы кладки свода: секторная, секторно-арочная и кольцевая (рисунок 44).
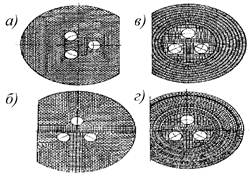
а - секторная; б - секторно-арочная; в, г - кольцевая
Рисунок 44 - Схемы кладки сводов ДСП
Кольцевая кладка применяется для печей любой вместимости. Кладка периферийной части свода должна выполняться концентрическими кольцевыми рядами «на ребро», «на торец» или комбинированно.
Наборку свода начинают с кладки его периферийной части, постепенно приближаясь концентрическими замкнутыми кольцами к центральной части, где расположены отверстия для прохода электродов.
Центральную часть свода выполняют набивной, меняя направление перемещения трамбовок так, как показано на рисунке 45.
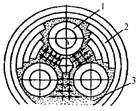
1 - шаблон; 2 - огнеупорная кладка; 3 - набивка (стрелки - направление хода трамбовок при чередовании слоев набивки)
Рисунок 45 - Набивка центральной части свода
Перед началом набивки поверхность шаблона и трубы должна быть покрыта полиэтиленовой пленкой, чтобы предотвратить адгезию набивочной массы и шаблона.
11.1.8 Кладка мартеновской печи
11.1.8.1 Кладка всех элементов печи выполняется с учетом требований раздела 6, за исключением главного свода. Кладка свода мартеновской печи должна выполняться кольцами от передней и задней пят по направлению к центру. Первое кольцо набирают точно по рейке, нашитой на опалубке по поперечной оси свода, совпадающей с осью среднего завалочного окна. Последующие кольца должны укладываться одновременно в обе стороны от центра. Свод набирается насухо из термостойких периклазовых изделий (ГОСТ 10888). В радиальные швы должны закладываться стальные пластины, которые соединяются с изделиями и при наборе металлическими штырями диаметром 16 мм и длиной 50 мм через специальные отверстия. Через каждые 10 изделий должны укладываться специальные удлиненные клиновые изделия с пазами для подвесок. В качестве подвесок применяют стальные полосы шириной 50 мм и толщиной от 8 до 9 мм. Клиновые изделия и стальные полосы также соединяются через специальные отверстия (рисунок 46).
Полосы должны подвешиваться при помощи скоб к парным уголкам, которые должны подвешиваться тягами к балкам каркаса. В каждом кольце свода должен устанавливаться только один замок в пучке свода. Его забивают сразу же после кладки кольца. Замковые изделия армируют стальными пластинами без применения штырей. Кольца свода должны быть строго перпендикулярны к продольной оси свода и плотно подогнаны одно к другому. Допускается зазор не более 2 мм.

а - общий
вид; б - разрезы; 1 - отверстия; 2 - сводовые изделия; 3
- парные уголки;
4 - стальные пластины; 5 - тяги
Рисунок 46 - Кладка распорно-подвесного свода
После укладки части свода, соответствующего длине парных уголков, производят монтаж подвесной арматуры.
На наклонных частях свода к опалубке пришивают рейки такой толщины, чтобы каждое изделие устанавливалось вертикально.
11.1.9 Футеровка ферросплавных печей
11.1.9.1 Футеровка подины ферросплавных печей имеет значительную толщину.
Примечание - Рабочим слоем футеровки печи является гарниссаж.
Огнеупорная футеровка печей для производства кремнистых сплавов представлена на рисунке Ж.7 приложения Ж. Рабочий слой должен выполняться из углеродистых изделий.
Футеровку подины печи начинают со слоя изоляции из периклазового порошка (ГОСТ 24862) общей толщиной от 60 до 70 мм. Затем выкладывают 8 - 11 рядов шамотного кирпича (ГОСТ 390) на плашку насухо. Вышележащий ряд смещается по отношению к нижележащему на 45°. На шамотную кладку наносят слой графитовой массы на жидком стекле толщиной 10 мм или производят набивку углеродистой массы, затем устанавливают в перевязку угольные блоки в соответствии с 11.1.2.
Горизонтальных и вертикальных швов между блоками не допускают.
После кладки подины выкладываются стены. Кладка стен начинается угольными блоками на высоту примерно 1300 мм, а затем доменным шамотным кирпичом (ГОСТ 1598) на растворе. Высота этой кладки должна быть не менее 650 мм.
Для выхода газов при разогреве и сушке печи в шамотной кладке стен оставляют 10 - 12 вертикальных каналов, которые перед плавкой засыпают шамотным порошком.
После завершения кладки ванны угольные блоки облицовываются шамотным кирпичом (ГОСТ 390) на ребро или обмазываются глиной для защиты их от окисления при разогреве.
11.1.10 Кладка коксовых батарей
11.1.10.1 В зависимости от технологического назначения и конструктивных особенностей отдельных элементов коксовых печей огнеупорная кладка коксовой батареи разделяется по высоте на 5 зон (см. рисунки Ж.8, Ж.9 приложения Ж); первая зона - регенераторы; вторая зона - косые ходы (косоходы); третья зона - обогревательные каналы (вертикалы); четвертая зона - перекрытие вертикалов; пятая зона - перекрытие печей.
11.1.10.2 Для выполнения работ пять конструктивных зон батареи по высоте разбиваются на пояса кладки.
Примечание - Высота каждого пояса определяется конструктивными особенностями и возможностью выполнения объема работ на одном простенке, из расчета сменной выработки звена огнеупорщиков. При этом учитывают возможность выполнения кладки и отделочных работ в один прием без наращивания подмостей.
Перед началом кладки батарея делится на участки по нескольку простенков в каждом. Кладка участка поручается одному звену огнеупорщиков с низа до верха печи. На таких участках звенья кладчиков меняют в процессе кладки только по окончании работ на отдельных зонах.
11.1.10.3 Постоянные знаки и реперы должны сохраняться на все время сооружения и эксплуатации печей.
Примечание - Геодезическая основа для кладки коксовой батареи состоит из постоянных знаков осей и реперов высотных отметок, размещаемых за пределами батареи, которые фиксируют исходные оси и уровни.
При разметке фундаментов, боровов и кладки коксовых печей исходные оси и уровни должны переноситься от постоянных знаков на место производства работ посредством теодолита и нивелира с точностью до 1 мм.
11.1.10.4 Для разметки рядов кладки по высоте устанавливаются вертикальные порядовочные рейки. С помощью нивелира от репера на контрфорсах* на порядовочные рейки переносятся произвольные уровни кладки, от которых металлическими линейками размечается проектная высота рядов.
_______
*Торцевые упорные стены, осуществляющие армирование по длине батареи.
Порядовочные рейки должны устанавливаться на двух горизонтах: для разметки рядов стен регенераторов и зоны косых ходов (рисунок 47) и для обогревательных простенков и зоны перекрытия печей (см. рисунок Ж.8 приложения Ж).
Порядовочные рейки должны сохранятся до окончания работ по кладке. Вносить какие-либо изменения на обносках и порядовочных рейках не разрешается.
11.1.10.5 Особенностью огнеупорных работ на коксовых батареях является устройство на границах кладки из динасовых и алюмосиликатных изделий швов скольжений. Первый (нижний) шов скольжения устраивают на границе фундамента и выстилки.
На поверхность железобетонной плиты слоем от 1,5 до 2,0 мм должна наноситься масса, приготовленная из трех частей графита марки «П», одной части сульфитно-спиртовой барды марки КБЖ и двух частей воды (по объему). В процессе работ масса должна тщательно перемешиваться для предотвращения ее расслаивания. После полного затвердения массы по всей ее поверхности укладывают влагопрочную бумагу марки 70, образуя таким образом шов скольжения. Толщина материального шва вместе со швом скольжения не должна превышать 5 мм. Затем начинают кладку выстилки плиты на растворе.
В первую очередь по оси дюзового простенка устанавливают изделия (ТУ 1543-004-00188162-96 [16]), имеющие отверстия для газоподводящих каналов. При установке изделий должны применяться шаблоны-центровки для совмещения отверстий в изделиях с газоподводящими трубками в железобетонной плите.
Для обеспечения герметичности между газоподводящим каналом и железобетонной плитой материальный шов, совмещенный со швом скольжения, должен быть уплотнен и расшит.
11.1.10.6 После выполнения работ, оговоренных в 11.1.10.5, выполняют кладку подовых каналов, разделенных дюзовыми и печными простенками с закладкой в температурный шов 4 мм гофрированного картона, не допуская попадания в него раствора.
Поверх выстилки подовых каналов прокладывают цельные полосы толя на всю длину канала. Затем кладку оформляют и выполняют контрольную проверку простенка на соответствие проекту по габаритам, вертикальности, прямолинейности, размерам и плотности материальных швов, отклонениям газоподводящих каналов от центральной оси батареи, а также совпадение газоподводящих каналов в простенках с трубками в железобетонной плите (по шаблону). Допуски на отклонение от проекта при кладке подовых каналов, мм:
|
толщина материальных швов |
от 2 до 7; |
|
ширина подового канала |
±5; |
|
отклонение головок от фасадной линии |
±3; |
|
вертикальность по отвесу |
±5; |
|
ровность поверхности стен по правилу |
±5; |
|
отклонение расстояний осей газоподводящих каналов от центральной оси батареи |
±2. |

1 -
выстилка; 2 - подовый канал; 3 - стена регенератора (дюзовый
простенок);
4 -колосниковая решётка; 5 - разделительная перегородка (печной
простенок),
6 - зона с насадкой; 7 - газоподводящий (дюзовый канал); 8
- косой ход; 9 - температурный шов,
10 - подовый кирпич; 11 - рассекатель; 12 - разделительный
кирпич; 13 - регистр (банан);
14 - горелка, 15 - шов скольжения
Рисунок 47 - Поперечный разрез по зоне косоходов печи*
_______
*Приведена в качестве примера печь ПВР 41,6 Гипрококса.
11.1.10.7 Выполнение очередного шва скольжения (рисунок 48) должно начинаться только после нанесения по всей поверхности слоя от 1,5 до 2,0 мм массы, по составу одинаковой с той, которую применяют при кладке выстилки железобетонной плиты.
Перед нанесением на кладку массу тщательно перемешивают. Через сутки после затвердения массы по всей ее поверхности укладывают влагопрочную мешочную бумагу марки 70, на которую кладут динасовые огнеупорные изделия.
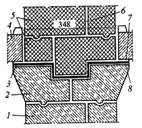
1 - шамотная
кладка, ряд 4р; 2 - то же, ряд 3р; 3 - мешочная бумага марки 70; 4
-колосник, ряд 1А;
5 - динасовая кладка, ряды 6р и 7р; 6, 7 - материальные швы; 8
- слой мастики толщиной 2 мм
Рисунок 48 - Схема шва скольжения дюзового простенка регенераторов
Швы скольжения на разделительных стенах каналов (рисунок 49) и на стенах контрфорсов должны выполняться на выступающих поверхностях кирпичей. По поверхностям каналов шов скольжения не выполняется.
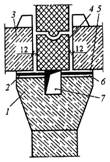
1 - шамотная
кладка, ряд 9п; 2 - мешочная бумага марки 70; 3 - колосник, ряд 1
А;
4 -динасовая кладка, ряд 6р; 5 - материальный шов толщиной 2 мм;
6 - слой мастики толщиной 2 мм; 7 - канал
Рисунок 49 - Схема шва скольжения печного простенка регенераторов
11.1.10.8 Колосниковая решетка (см. рисунок 49) должна укладываться строго по разметочной рейке, на которой нанесено положение секционных перегородок (см. рисунок 46) относительно центральной оси коксовой батареи. Кладка должна выполняться на растворе из 80 % шамотного мертеля (ГОСТ 6137) и 20 % глиноземистого цемента (ГОСТ 969).
Отклонения кладки колосниковой решетки от проектных отметок и сечений не должны превышать, мм:
|
верхняя поверхность колосниковой решетки |
±5; |
|
сечение отверстий в колосниковых кирпичах |
±1; |
|
ширина температурных швов |
±2. |
Колосниковая решетка для предотвращения повреждения и засорения по всей поверхности должна быть покрыта слоем толя или рубероида и деревянными щитами, с которых укладывают простенки регенераторов.
Дюзовые каналы при кладке должны быть смещены на величину, определенную проектом.
Примечание - При разогреве печей выстилка плиты и стены по высоте подовых каналов (см. рисунок 47) будут иметь горизонтальное расширение меньше, чем стены по высоте регенераторов, чтобы к концу расширения дюзовые каналы совпали с отверстиями в выстилке и плите, а также между собой по высоте подовых каналов и регенераторов.
11.1.10.9 Кладка камер регенераторов осуществляется после укладки колосниковой решетки (см. 11.1.10.8). По уровню верхнего ряда простенков регенераторов должна быть выполнена контрольная геодезическая съемка с регистрацией результатов ее в геодезическом журнале. Отклонение от высотных отметок верха простенков регенераторов допускается не более ±5 мм. Разность уровней между смежными простенками по верху регенераторов не должна превышать 3 мм.
Стены простенков и секционных перегородок перед укладкой насадки должны быть очищены от налипов раствора и пылеотсасывающей установкой от мусора с колосниковой решетки.
11.1.10.10 Насадка должна укладываться при помощи шестов со специальным приспособлением при постоянном контроле за совпадением вертикальных отверстий между кирпичами на всю высоту насадки. Совпадения должны проверяться через отверстия цельнотянутой трубкой наружным диаметром 14 мм.
Насадку должны укладывать два огнеупорщика: один берет насадочный кирпич с поддона, второй вставляет приспособление в среднее отверстие кирпича и опускает его при помощи шеста в секцию. При укладке насадочных кирпичей должна контролироваться кладка перегородок (см. рисунок Ж.8 приложения Ж).
Поверх последнего ряда насадки во всех секциях должны укладываться по два защитных слоя толя, которые расклинивают по загибу краев деревянными планочками для плотного прилегания их к поверхности стен и перегородок регенераторов. Расклинивание должно производиться без нарушения кладки перегородок.
11.1.10.11 Кладку зоны косоходов (см. рисунок Ж.8 приложения Ж) выполняют порядно, без предварительной закладки головок начальных изделий ряда, на высоту нескольких рядов, с обязательной предварительной разверсткой кирпича по длине каждого ряда. Чистка кладки, уплотнение и расшивка материальных швов, а также подготовка к сдаче кладки производится после укладки каждого ряда.
По окончании кладки рядов зоны косоходов должно быть проверено положение косых ходов и газоподводящих каналов (см. рисунок 47) относительно центральной оси батареи при помощи рейки с нанесенными размерами. По металлическим шаблонам проверяются размеры выходного сечения косых ходов. Чистота и уступы в косых ходах и газоподводящих каналах должны проверяться просвечиванием. Проходимость косых ходов и газоподводящих каналов должна проверяться опусканием звена цепи, а чистота - просвечиванием.
Отклонения от проектных размеров при кладке зоны косых ходов не должны превышать, мм:
|
толщина материальных швов |
от 2 до 8; |
|
ширина температурных швов |
±2; |
|
расстояние между осями смежных косых ходов на выходе их в вертикалы |
+3; -2; |
расстояние между осями вертикальных газоподводящих каналов:
|
смежных простенков и по их длине |
±2; |
|
длина и ширина косых ходов по рядам от 1 до 8 |
±2; |
|
длина и ширина выходного сечения косых ходов |
±1; |
|
подов камер по горизонтали (по правилке) |
±5; |
|
подов камер коксования |
±6; -4; |
|
выступы и неровности на поверхности косых ходов |
±2. |
11.1.10.12 Сооружение камер коксования, образуемых обогревательными простенками, производится после выполнения работ. Кладка простенка (рисунок 50) выполняется в виде жесткой системы, не связанной с ниже- и вышележащими зонами.
Примечание - Это обеспечивает независимое перемещение простенка при росте кладки или в результате воздействия на него механических нагрузок.
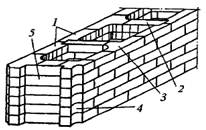
1 - ложковый
стеновой кирпич; 2 - брусок (распорочный кирпич); 3 - гитарковый
стеновой кирпич;
4 - заплечик головки; 5 - ниша для изоляции головки фасада
Рисунок 50 - Вертикалы обогревательного простенка
Теплопередающие стенки вертикалов* для большей герметизации вертикальных и горизонтальных швов и устойчивости должны выкладываться из динасовых кирпичей со шпунтовым соединением ложковых, гитарковых стеновых кирпичей.
________
*Вертикальные каналы обогревательного простенка.
В нижних рядах перегородок между смежными вертикалами каждой пары должны быть предусмотрены рециркуляция, а в верхних рядах - перевальные окна (см. рисунок Ж.8 приложения Ж).
11.1.10.13 Зона перекрытия (см. рисунок Ж.8 приложения Ж) включает в себя сводовое перекрытие камер коксования, три загрузочных люка, два газовых люка, смотровые шахточки и горизонтальные каналы для подвода и распределения продуктов горения при разогреве печей из камер коксования в отопительную систему.
Сводовое перекрытие должно выкладыватся из массивных динасовых изделий (ГОСТ 4157) прямоугольной формы, опирающихся концами на край смежных обогревательных простенков. Для образования загрузочных и газовых люков при кладке должны применятся сводовые кирпичи с наклонными гранями со стороны люков.
Изоляцию свода выполняют из диатомитового кирпича (ГОСТ 2694).
По теплоизоляционному слою верх печей должен выстилаться изделиями из доменного шамотного кирпича с высокой механической прочностью. В выстилке оставляют канавки для укладки поперечных и продольных анкерных стяжек. Армирование свода по продольной оси (длине батареи) осуществляют с помощью торцевых упорных стен - контрфорсов. По верху батареи контрфорсы скрепляют между собой шестью продольными анкерными стяжками (см. рисунок Ж.8 приложения Ж). Внутри кладки свода должны быть предусмотрены температурные швы для компенсации возможного расширения кладки.
11.2 Печи и тепловые агрегаты цветной металлургии
11.2.1 Электролизеры
11.2.1.1 Футеровка катодного устройства электролизера (далее - футеровка катода) (см. рисунки Ж.10, Ж.11 приложения Ж) для получения алюминия включает в себя следующие операции:
- кладка цоколя;
- изготовление и установка подовых секций;
- кладка бровки;
- установка боковых блоков;
- набойка швов подины.
11.2.1.2 Кладка цоколя производится из диатомитового, пенодиатомитового, легковесного теплоизоляционного и шамотного кирпича, а также вермикулитовых плит в зависимости от вида материала, указанного в проекте.
11.2.1.3 Перед укладкой первого ряда цоколя производится засыпка металлического днища кожуха шамотным заполнителем. Выравнивание слоя засыпки производится с помощью выравнивающей рейки с уровнем.
11.2.1.4 Нижние четыре ряда цоколя должны выполняться «насухо» без раствора с заполнением швов порошком. Верхний, пятый слой цоколя, должен выкладываться на огнеупорном растворе, состав которого приведен в приложении Д.
11.2.1.5 При выполнении работ по кладке цоколя необходимо соблюдать следующие требования к толщине швов при их перевязке:
- швов между кирпичами в слое - не менее 50 мм;
- продольных швов между кирпичами соседних слоев - не менее 50 мм;
- поперечных швов между кирпичами соседних слоев - не менее 20 мм.
11.2.1.6 Перепад отметок по высоте каждого слоя на длине 1 м допускается не более 5 мм. Разрешается выполнение части цоколя из жаропрочного бетона, а также из насыпных материалов, если это предусмотрено проектом.
Толщина швов при кладке цоколя не должна превышать для теплоизоляционного кирпича 7 мм, для шамотного - 2 мм.
11.2.1.7 Подушка под угольные подовые блоки может быть угольной или насыпной. Угольная подушка выполняется как подовой массой, нагретой предварительно до 160 °С, так и холоднонабивной (ТУ 48-12-60-89 [10]).
Размеры в плане и толщина подушки должны соответствовать проекту. Насыпные подушки выполняются из глинозема, барьерной смеси и других насыпных материалов, предусмотренных проектом. Перед укладкой у подушки из углеродистой массы поверхность цоколя должна быть очищена от мусора. При температуре воздуха в корпусе электролизера ниже 15 °С поверхность цоколя должна быть нагрета от 90 °С до 110 °С.
При применении холоднонабивной массы (ТУ 48-12-60-89 [10]) цоколь не прогревается.
11.2.1.8 Разравнивание насыпного материала при выполнении насыпной подушки следует производить при помощи выравнивающей рейки.
Уплотнение подушки из угольных и насыпных материалов производится с помощью специальных катков, виброуплотнителей или трамбовок.
При наличии дефектов в накатанной подушке (пустоты, неровности) они исправляются путем подсыпки подовой массы или насыпного материала с последующей трамбовкой, после чего производится проверка поверхности подушки на горизонтальность при помощи рейки.
11.2.1.9 Сборка подовых секций должна производится в следующей последовательности:
- приварка катодных спусков к стальному стержню;
- установка стержня со спусками в катодный угольный блок;
- заливка подовых секций;
- измерение электросопротивления соединения между угольным блоком и катодным стержнем.
11.2.1.10 Приварка катодных спусков к стальным стержням производится на стыковарочных машинах типа МС-3201. Катодные стержни перед сборкой стержней тщательно очищают от окалины и загрязнений до металлического блеска. При сборке подовых секций катодные стержни должны устанавливаться так, чтобы длина выступающей части стержня и расстояние между ним и стенками паза соответствовали размерам на чертежах проекта.
11.2.1.11 Перед заливкой в блок устанавливаются перегородки из огнеупорной глины или керамические перегородки таким образом, чтобы паз блока делился на отдельные ячейки длиной от 200 до 300 мм. После установки катодного стержня со спуском производится заливка подовых секций.
11.2.1.12 Заливка подовых секций производится литейным чугуном. Температура чугуна непосредственно перед заливкой должна быть не ниже 1250 °С. Проверка температуры чугуна производится с помощью оптического пирометра. Подовые секции после заливки чугуном охлаждаются естественным путем до температуры поверхности паза под «потай» от 150 °С до 270 °С, после чего доформовывается подовой массой.
11.2.1.13 Разрешается применять для сборки подовых секций холоднонабивную теплопроводную массу (ТУ 48-12-60-89 [10]).
Разрешается также применение бетонной смеси (см. приложение Д) для заливки подовых секций в пространстве потая, при сборке подовых секций, когда по ширине катодного кожуха устанавливается один катодный блок с двумя катодными стержнями со спусками.
11.2.1.14 При заливке подовых секций чугуном после их естественного охлаждения производится их разбраковка по трещинам. Трещины с внутренних углов паза, выходящие на торец, не допускаются. На боковых поверхностях блока, ребрах не допускаются трещины более 0,5 мм. Суммарная длина трещин шириной до 0,5 мм не должна быть более 10 % длины блока.
11.2.1.15 Электросопротивление контакта между угольным блоком и катодным стержнем измеряется в нескольких точках. Для секций длиной от 800 до 1200 мм измеряется в 4 точках; от 1400 до 1800 мм измеряется в 6 точках; от 2000 до 2400 мм - в 8 точках.
Среднее сопротивление контакта не должно превышать для секций:
- от 800 до 1200 мм - 250 мкОм;
- от 1400 до 1800 мм - 190 мкОм;
- от 2000 до 2400 мм - 130 мкОм.
Чем больше секция, тем меньше сопротивление.
11.2.1.16 Установка подовых секций при двух секциях по ширине катодного кожуха производится с перевязкой швов в соответствии с проектом.
Ширина швов между блоками секций с учетом допусков на подовые блоки должна быть от 25 до 50 мм.
Разность в высоте подины по высоте не должна превышать 10 мм.
Пустоты и зазоры между подовыми блоками и подушкой не допускаются.
11.2.1.17 Кладка бровки выполняется на растворе с перевязкой швов. Размер шва допускается не более 2 мм. По продольным сторонам электролизера у катодных стержней кирпичи кладут с притиркой друг к другу и к стержням. Зазоры между катодным стержнем и кирпичом должны быть не более 1 мм.
Между кожухом и бровкой выполняется зазор в соответствии с проектом. Зазор с торцов электролизера и по продольным сторонам засыпается материалами с последующей трамбовкой.
Примечание - Наиболее часто применяемые материалы указаны в приложении В.
11.2.1.18 В боковых блоках разрешается выборка паза под кронштейн шириной до 80 мм и глубиной в соответствии с проектом.
Ширина швов между блоками допускается не более 1 мм. Зазор швов между бровкой и боковыми блоками не должен превышать 3 мм. Пустоты под боковыми блоками не допускаются.
Зазор между боковой угольной футеровкой и кожухом выполняется по проекту.
Примечание - Это может быть торкрет-масса, углеродистая паста или приклейка блоков к кожуху.
При установке боковых блоков полукруглые замковые пазы забиваются разогретой подовой массой или холоднонабивной подовой массой 8 - 12 засыпок. Перед набойкой замковых пазов блоки должны быть надежно раскреплены.
11.2.1.19 Набойка швов подины производится углеродистой подовой массой или холоднонабивной. Перед набойкой швов подины углеродистой подовой массой производится прогрев её до температуры рабочей поверхности блоков, но не выше 180 °С. Температура самой подовой массы перед набойкой должна составлять:
- антрацитовой - 190 °С;
- коксовой - от 110 °С до 150 °С.
Для набойки швов подины должны использоваться специальные машины - вибрационные, электрические или пневматические. Разрешается производить набойку швов с помощью пневматических трамбовок (перфораторов).
Набойка ведется 8 - 10 засыпок толщиной от 40 до 60 мм. Число подсыпок периферийного шва должно быть на 2 подсыпки больше, чем в центральных швах. Периферийные швы между подовыми и боковыми блоками набиваются с подъемом к периферии.
Уплотнение швов ведется одновременно несколькими пневматическими трамбовками с таким расчетом, чтобы на одну трамбовку (перфоратор) приходилось от 11 до 15 м шва. Для электролизеров мощностью до 110 кА число трамбовок должно быть 5, а для электролизеров мощностью от 130 до 260 кА - 6 - 8 шт.
Набойка швов подины производится в один прием без перерывов до ее окончания.
Нагрев блоков перед набойкой швов подины холоднонабивной массой не производится. Холоднонабивная подовая масса непосредственно перед набойкой должна иметь температуру не менее 15 °С.
Во время набойки швов подины систематически должны контролироваться: температура поверхности блоков, температура поступающей подовой массы, давление воздуха, плотность и непрерывность набойки, температура инструмента и чистота рабочего места.
Набойка зазора между боковыми блоками и фланцевым листом производится подовой массой после установки и приварки фланцевых листов.
Если зазор между ними составляет менее 25 мм, то допускается его заполнение гипсовым раствором или торкрет-массой. Наличие пустот в подфланцевом зазоре не допускается.
После окончания работ по каждой из перечисленных операций составляется акт сдачи-приемки скрытых работ и дается разрешение к производству работ по следующей операции.
11.2.2 Футеровка вращающихся печей
11.2.2.1 Футеровку вращающихся печей необходимо выполнять после окончания монтажных работ при исправном металлическом корпусе, отрегулированных ходовых частях и после ее холодной обкатки, что должно быть указано в акте сдачи-приемки.
Футеровка вращающихся печей должна быть выполнена из огнеупорного кирпича или жаростойкого бетона (ГОСТ 20910).
11.2.2.2 Жаростойкие бетоны используются для бетонирования цепной зоны вращающейся печи, свода холодильника, свода разгрузочной головки печи.
Перед проведением бетонных работ должно быть проверено качество армирования. Для армирования жаростойкого бетона, укладываемого в цепной зоне вращающихся печей, должна применяться объемноспиральная арматура, выполненная из стальной проволоки диаметром от 5 до 7 мм, диаметр кольца спирали должен быть равен примерно 2/3 толщины укладываемого бетона, шаг между кольцами спирали должен быть от 40 до 80 мм. Арматура должна быть приварена к корпусу печи, в местах стыка с ним скрыта слоем бетона толщиной от 20 до 40 мм.
Толщина бетона в цепной зоне должна быть 150 мм, а в зоне периферийного теплообменника - 180 мм.
В местах установки креплений для навески цепей толщина бетонной футеровки должна быть:
- между креплениями - 150 мм;
- на расстоянии 60 мм со стороны головки болта крепления цепи - 120 мм.
Вся бетонная футеровка должна выполняться отдельными полосами
шириной до 3 м вдоль оси печи. Радиальные швы между полосами должны быть строго перпендикулярны корпусу печи.
Добавлять свежий бетон поверх схватывающегося бетона с целью повышения его толщины запрещается. Укладка бетона производится сразу на проектную толщину.
При проведении бетонных работ в зимнее время корпус печи снаружи на участке укладки бетона должен быть утеплен. Для поддержания положительной температуры бетона во время укладки и его твердения в печь необходимо подавать теплый воздух.
Состав жаростойких бетонов и торкрет-масс определяется проектом с учетом ГОСТ 20910.
11.2.2.3 Кладка футеровки ведется продольными рядами с перевязкой поперечных швов смежных рядов. Поперечные швы должны располагаться в плоскости, перпендикулярно оси печи.
Продольные ряды кладки должны быть прямолинейны вдоль оси корпуса печи.
Участки футеровки должны быть разбиты по длине на отдельные панели и должны примыкать друг к другу по прямому обрезу.
Температурные швы между ними должны быть от 5 до 20 мм и заполнены выгорающими прокладками.
Сдача части кладки футеровки, закрываемой последующей кладкой, должна быть оформлена актом на скрытые работы.
При кладке вращающихся печей должны быть выполнены следующие требования:
|
толщина наносимого на кирпич слоя раствора |
до 2 мм; |
|
толщина швов |
до 2 мм; |
|
толщина подстилающего слоя раствора |
от 5 мм до 10 мм; |
|
толщина температурного шва |
10 мм + 1 мм; |
|
выпучивание кладки |
до 3 мм. |
11.2.2.4 Подача огнеупоров и способы крепления футеровки при поворотах печи установлены в 11.3.1.
11.2.3 Кладка плавильной отражательной печи
11.2.3.1 При кладке отражательных печей (см. рисунок Ж.12 приложения Ж) должна соблюдаться следующая толщина швов, мм:
|
в стене от фундамента до уровня ванны в печах с набивным подом |
2; |
|
в стене от фундамента до уровня ванны в печах с арочным подом |
15; |
|
в стене от уровня ванны до свода рабочего пространства печи |
2; |
|
в стене, в зоне шпуровых отверстий |
0,5; |
|
в теплоизоляции стен печи |
5; |
|
в кладке пода под обратные арки |
1; |
|
в кладке обратных арок пода печи |
1; |
|
в своде рабочего пространства печи |
1. |
11.2.3.2 Продольные и поперечные температурные швы в кладке пода необходимо перекрывать вышележащими рядами кладки. В зонах с охлаждением кладку необходимо выполнять вплотную к охлаждающим элементам.
Кладку нижней части пода из изоляционного кирпича необходимо производить насухо. Кладку пода из хромомагнезитового (ГОСТ 5381) и хромитопериклазового (ТУ 14-8-235-77 [17]) кирпича следует производить на торец насухо с засыпкой швов высушенным хромомагнезитовым (ГОСТ 24862) или хромитопериклазовым порошком с крупностью зерен до 1 мм.
Кладку пода печи в виде обратных арок из 2 - 4 окатов выполнять в соответствии с проектом. Зазор между арками пода должен заполняться порошком одинаковым по составу с материалом арок с крупностью зерен до 3 мм.
Температурные швы в окатах пода должны закладываться асбестовым шнуром, гофрированным трехслойным картоном или выгорающими материалами в виде фанеры.
11.2.3.3 Кладку стен ниже уровня ванны необходимо выполнять на растворе. Кладку стен выше уровня ванны должна выполняться на порошке одинакового состава с материалом кладки стен.
Кладку стены у шлаковых окон и шпуровых отверстий необходимо выполнять впритык к арматуре печи от 300 до 500 мм от края отверстия (см. рисунок Ж.12 приложения Ж).
Зазор между кладкой и каркасом печи должен заполняться огнеупорной глиной.
11.2.3.4 Свод печи должен быть выложен отдельными секциями с перевязкой швов насухо. Между секциями должны быть оставлены температурные швы, которые с наружной стороны перекрываются термостойким кирпичом на плашку в соответствии с проектом.
Количество замковых кирпичей в сводах должно быть:
- при пролете свода до 3 м - один;
- при пролете до 6 м - три;
- при пролете более 6 м - пять.
Отклонение размера радиуса опалубки свода от проектного допускается не более ±15 мм.
Забивка замковых кирпичей должна производиться пластмассовыми или деревянными молотками. Замковые кирпичи, поврежденные при забивке, подлежат замене.
Подвесной свод выполняется из периклазохромитовых изделий (ТУ 14-8-235-77 [17]) отдельными секциями, которые подвешиваются на индивидуальных подвесках, крепящихся на каркас. Подвесные тяги (см. рисунок Ж.12 приложения Ж) каждого кольца должны быть расположены в одной вертикальной плоскости и направлены радиально к поверхности свода.
Ширина отдельных участков свода по длине печи, разделенных друг от друга температурными швами, определяется ППР.
По окончании кладки свода до снятия опалубки швы необходимо заполнить порошком однородного состава с материалом кладки.
После разогрева печи свод и стены покрыть уплотнительной обмазкой.
11.2.3.5 При производстве следующих видов работ: кладка пода, стен, свода должны быть составлены акты освидетельствования скрытых работ и конструктивных элементов печи (приведены в приложении Г).
Сдача выполненных работ по футеровке отражательной печи для плавки медного концентрата на штейн должна производиться до сушки печи с составлением акта сдачи-приемки работ.
11.3 Тепловые агрегаты промышленности строительных материалов
11.3.1 Футеровка вращающейся печи для получения цементного клинкера
11.3.1.1 Футеровочные материалы подаются в печь с рабочей площадки управления при убраной откатной головке (см. рисунок Ж.13 приложения Ж), транспортирование огнеупорных материалов внутри печи к рабочим местам огнеупорщиков может производиться несколькими способами: при помощи электропогрузчика, транспортной тележкой с тросовым приводом, с помощью вагонетки и рельсовой дороги, а также ленточным конвейером.
Перед началом работ рубильники приводов вращения печи должны быть закрыты на замки, вывешены предупредительные плакаты и назначен работник, ответственный за повороты печи.
11.3.1.2 Перед началом бетонной футеровки зоны испарения должна быть проверена арматура в соответствии с 11.2.2.2. Арматура должна быть тщательно приварена к корпусу печи таким образом, чтобы ее наиболее выступающие части находились под слоем бетона толщиной не менее 40 мм. Должны быть установлены маяки на расстоянии 2 м один от другого, рядами, параллельными образующей печи, таким образом, чтобы расстояние между соседними рядами не превышало 1 м. Ширина отдельно бетонируемых полос должна составлять не более 1/12 окружности печи, в противном случае возможно сползание бетона при его уплотнении.
Футеровка должна перекрывать нижнюю часть стояков или уголков крепления цепей, одновременно не препятствуя свободному движению первых звеньев цепей. Следует следить за толщиной слоя бетона, так как добавлять свежую бетонную смесь поверх уже утрамбованной для увеличения толщины футеровки категорически воспрещается.
При наличии в цепной завесе (см. рисунок Ж.13 приложения Ж) швеллеров или уголков опалубка при бетонировании не требуется. Во всех остальных случаях следует устанавливать опалубку.
Бетонирование каждой полосы должно производиться непрерывно.
11.3.1.3 Футеровка горячей части зоны испарения, зоны дегидратации и зоны декарбонизации выполняется в соответствии с 11.3.1.2. Футеровку выполняют вперевязку отдельными панелями длиной, соответствующей длине зоны, без температурных швов. Футеровка на границах зон примыкает друг к другу обрезами, перпендикулярными продольной оси печи.
Для того чтобы правильно заложить первый ряд футеровки (прямолинейно по образующей печи), ее ведут по шнуру, натянутому между маячными (рисунок 51) кирпичами, которые, в свою очередь, устанавливают точно по центру нижних точек кожуха на расстоянии от 5 до 6 м один от другого по всей длине захватки.
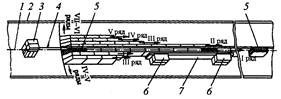
1 - ось
печи; 2 - корпус печи; 3 - закрепление «зачалки» (шнура); 4
- шнур;
5 - маячные кирпичи; 6 - кирпич для крепления упорного бруса; 7
- упорный брус
Рисунок 51 - Кладка первых рядов футеровки
После закладки первого ряда кладут второй ряд. Во избежание смещения выложенного уже ряда к нему с противоположной стороны прикладывают рейку длиной 2 м.
После укладки второго ряда рейку убирают и на её месте закладывают следующий, третий ряд, чем предотвращают возможность смещения ранее выложенной кладки.
Далее футеровку ведут от второго и третьего рядов в обе стороны, как правило, «убегающей» штрабой участками от 1,5 до 2 м.
В местах прохода через сварные швы кирпичи не подрезают, и они выступают внутрь печи на величину сварного шва.
Во время кладки необходимо следить за тем, чтобы образующийся на стыке панелей сплошной по окружности шов находился в плоскости кругового сечения корпуса печи с допусками на отклонения от прямого обреза не более ±5 мм.
Все изделия должны укладываться широкой гранью строго по плоскости кругового радиуса печи. Для этого при кладке на растворе нужно несколько осаживать пятку (рисунок 52).

1 - толстый шов со стороны кожуха печи; 2 - толстый шов со стороны рабочей поверхности футеровки
Рисунок 52 - Дефектная кладка с «засечками»
11.3.1.4 Футеровку высокотемпературного участка печи (зоны экзотермических реакций и спекания) выполняют отдельными панелями длиной от 8 до 10 м каждая, между которыми оставляют температурные швы толщиной от 15 до 20 мм.
Обрезы на стыках панелей должны быть выполнены строго в плоскости, перпендикулярной оси печи.
Огнеупоры на магнезиальной основе (ГОСТ 21436), укладываемые непосредственно на кожух печи, устанавливаются без растворов, закладкой в швы пластины из мягкой стали.
Укладку магнезиально-шпинелидных огнеупоров (ГОСТ 21436) на изоляционном слое из шамотной лещадки (ГОСТ 390) выполняют на магнезиально-железистом мертеле (ТУ 14-8-227-77 [18]) затворенном жидким стеклом (ГОСТ 13078). По линии, проходящей строго вдоль образующей корпуса печи, укладывают на растворе ряд основного огнеупора, в обе стороны от него укладываются вперевязку 6 - 7 рядов шамотной лещадки также на растворе. Раствор должен наноситься на боковые грани и на грань, обращенную к кожуху. По уложенной лещадке последовательно вперевязку укладывают на растворе 9 - 10 рядов основного огнеупорного изделия (см. рисунок 53).
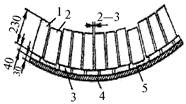
1 - основной
кирпич, уложенный на лещадку; 2 - основной кирпич закрепляющего ряда,
уложенный на слой раствора;
3 - шамотная лещадка; 4 - корпус печи; 5 - слой раствора
под закрепляющим рядом основного кирпича
Рисунок 53 - Фрагмент кладки магнезиально-шпинелидных огнеупоров на изоляционном слое из шамотной лещадки
Следующие за ними ряды основного огнеупорного изделия, по одному с каждой стороны от центральной нитки, укладываются на слой раствора толщиной от 10 до 15 мм, нанесенный непосредственно на кожух печи, образуя скрепляющие ряды, препятствующие перемещению футеровки по слою изоляции.
В процессе кладки необходимо следить за тем, чтобы крайний ряд основного огнеупорного изделия несколько нависал над краем шамотной лещадки, но не более чем на 20 мм, и упирался в ряд, уложенный непосредственно на кожух.
11.3.1.5 При футеровке отдельных зон или участков вращающейся печи штучными огнеупорами сначала их укладывают непосредственно с кожуха печи. По мере поднятия футеровки устанавливают подмости, с которых и продолжают кладку. Закрепив кладку, поворачивают печь для того, чтобы иметь возможность замкнуть кольцо целиком.
Крепление футеровки, дающее возможность поворота печи, осуществляют винтовыми металлическими распорами или безраспорным креплением (см. 11.3.1.7).
11.3.1.6 Винтовые металлические распоры должны применяться для крепления футеровки печей диаметром не более 3,5 м. Кладка в этом случае должна выводиться на 2 - 3 ряда выше нижней полуокружности печи. К последним рядам футеровки прикладываются прямые, чисто обрезанные доски или брусья толщиной от 50 до 60 мм так, чтобы они на 3/4 закрывали верхнюю торцевую поверхность изделия последних рядов. Прямая, соединяющая середины обеих досок или брусьев, должна проходить по центру либо несколько выше центра печи, как показано на рисунке 54.
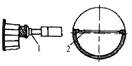
1 - установка крепления у края футеровки; 2 - установка первого ряда распор
Рисунок 54 - Крепление футеровки металлическими распорами
Между досками в одной плоскости устанавливаются металлические распоры на расстоянии от 0,5 до 1,2 м один от другого в зависимости от диаметра печи, массы футеровки, способа укладки и длины закрепляемого участка.
По окончании крепления футеровки печь поворачивают на величину, несколько меньшую 1/4 окружности, и продолжают работу (рисунок 55).

а - е -
положения печи при поворотах; 1 - основное (первое) крепление распорами;
2 - дополнительное (второе) крепление распорами
Рисунок 55 - Порядок кладки и крепления кирпича винтовыми распорами при футеровке вращающейся печи
Футеровка из магнезиально-шпинелидных (ГОСТ 21436) огнеупоров должна крепиться двумя рядами распоров. Для этого, когда кладка вновь превысит половину окружности печи, устанавливают второе дополнительное крепление. Распоры дополнительного крепления устанавливают в промежутках между распорами основного крепления. Футеровку из остальных видов огнеупоров крепят только одним рядом распоров.
Второй поворот печи производят также на величину, равную или несколько меньшую 1/4 окружности.
Выполняя кладку перед третьим, последним поворотом печи, оставляют промежуток шириной от 6 до 8 рядов изделий для забивки замка. Во избежание смещения кладки этот промежуток перед поворотом раскрепляют промежуточными столбиками насухо и забивают замки постепенно, начиная с наиболее узкой части зазора, только целыми изделиями без подтески (рисунок 56).
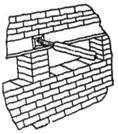
Рисунок 56 - Временное крепление замка футеровки маяками из кирпича
11.3.1.7 Безраспорное крепление футеровки наиболее применимо на вращающихся печах любых размеров.
Примечание - Безраспорное крепление футеровки представляет собой прижимное устройство, передающее растягивающее усилие через пластину, приваренную к кожуху печи, на ее корпус.
Элементы безраспорного крепления устанавливаются по образующей печи (см. 11.3.1.3) на расстоянии от 0,6 до 1,2 м друг от друга, в зависимости от диаметра печи, массы футеровки, способа укладки кирпича и длины закрепляемого участка (рисунок 57).
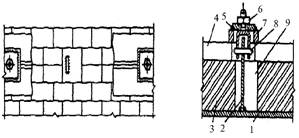
1 - кожух; 2
- пластина; 3 - футеровка; 4 - прижимная доска; 5 -
вилочный болт;
6 - гайка; 7 - опорная плита; 8 - палец; 9 - гнездо
Рисунок 57 - Безраспорное крепление футеровки вращающейся печи
После приварки пластин крепления, по ранее уложенной футеровке выполняют еще два ряда, оставляя гнезда для удаления пластин после окончания кладки на всей захватке. Затем устанавливаются прижимные доски толщиной от 50 до 60 мм с вырезанными в них отверстиями под проход вилочного болта, как показано на рисунке 57, опорную плиту и закручивают гайку. Прижимная доска должна закрывать не менее 2/3 кирпича верхнего ряда по направлению вращения печи. В местах неплотного прилегания прижимной доски к огнеупорному изделию между ними забивают деревянные клинья. После проверки плотности крепления и удаления механизмов и персонала печь готова к повороту.
Количество поворотов печи зависит от ее диаметра. Для замыкания футеровки печи диаметром 3 м требуется три поворота, а печи диаметром 7 м - пять поворотов. После последнего поворота печи должен забиваться замок стандартным, подобранным изделием по толщине, без подтески. После установки замка пластины крепления вырезают, а оставшиеся ниши заделывают кирпичом на растворе, аналогичном тому, на котором выполнялась футеровка данной зоны, либо на металлических пластинах.
Вертикальное перемещение поддонов внутри циклонов и газоходов производят с помощью электроталей на монорельсах, закрепленных на перекрытии газоходов II - IV ступеней (см. рисунок Ж.14 приложения Ж).
11.3.1.8 Газоход I ступени футеруют, начиная с нижнего участка вертикальной шахты, последовательно, отдельными частями, ограниченными разгрузочными полками, как показано на рисунке 58.
Вначале выполняется в полкирпича кладка из диатомитового кирпича (ГОСТ 2697), затем укладывается на ребро перлитокерамические плиты толщиной 50 мм и далее осуществляют кладку фасонными шамотными изделиями без перевязки швов, отдельными вертикальными рядами на растворе из глиноземистого цемента (ГОСТ 969). Максимальная толщина горизонтальных швов должна быть 2 мм, а вертикальных - 3 мм.

1 -
диатомитовый кирпич; 2 - перлитокерамические плиты; 3 - шамотные
фасонные изделия;
4 - шамотный кирпич; 5 - кирпич ШЛБ-1,3; 6 - скоба; 7
- разгрузочная полка; 8 - металлический пруток;
9 - плоский свод; 10 - бал очка; 11 - подвеска; 12
- подвесной сводовый кирпич
Рисунок 58 - Кладка газохода I ступени
Кладка должна начинаться с углов на всю высоту участка, затем закладываются простенки между ними. Выжимаемый из швов раствор тщательно подрезается. В районе разгрузочных полок (см. рисунок 58) должны устраиваться температурные швы, заполняемые высокоглиноземистым войлоком (ГОСТ 23619).
Кладка из фасонных изделий крепится к кожуху анкерными креплениями через каждые четыре ряда по высоте.
Плоский свод должен выполняться из подвесных фасонных шамотных изделий (ГОСТ Р 51262.4) или высокоглиноземистых изделий (ГОСТ 24704) насухо. Кладку начинают от глухой торцовой стены и ведут на себя в сторону циклона. Сводовые изделия должны подвешиваться на металлические прутки. Металлические прутки должны быть подвешены к двутавровым балочкам с помощью специальных подвесок. Подвески навешиваются с интервалом через три изделия. По мере установки на место сводовых изделий между ними и кожухом укладывают насухо два слоя изоляционных перлитокерамических плит.
По завершении всех работ поверхность кладки должна быть очищена от наплывов раствора. Её смачивают водным раствором жидкого стекла и наносят слой защитной обмазки из глиноземистого (ГОСТ 969) цемента на жидком стекле (ГОСТ 13078) толщиной 10 мм.
Футеровка стен циклонов выполняется двухслойной. Своды циклонов кладутся аналогично газоходу I-й степени. В районе «юбки» (рисунок 59) свод обрывают штрабами.
Пространство между «юбкой»* и сводом бетонируется жаростойким бетоном (ГОСТ 20910) через отверстия, прорезаемые в сводовой части кожуха (рисунок 59).
________
*«Юбка» - цилиндрический, металлический патрубок внутри циклона, приваренный к сводовой части циклона.
11.3.1.9 Перед началом футеровки колосникового холодильника (см. рисунок 59) звенья колосникового пода должны быть закрыты настилом из досок, древесно-стружечных плит или листового металла для исключения их засорения в процессе ведения работ.
Кладка свода должна выполнятся в два приема. Начинают кладку свода без применения опалубки. Контроль радиуса свода осуществляется по деревянному шаблону. Диатомитовую кладку изоляционного слоя необходимо вести с отставанием от кладки рабочего слоя на 3 - 4 ряда для обеспечения удобства его укладки и тщательного заполнения зазоров.
Таким методом выкладывают свод до тех пор, пока он устойчиво держится раствором, то есть до образования сводом угла 30°. После этого кладка свода должна продолжаться с применением передвижной опалубки.
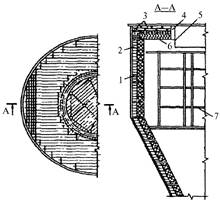
1 - шамотный
кирпич; 2 - диатомитовый кирпич; 3 - перлитокерамические плиты;
4 - жаростойкий бетон; 5 - «юбка»; 6 - свод; 7 -
леса
Рисунок 59 - Футеровка циклонов
Кладка свода с помощью передвижной опалубки должна начинаться от горячего конца холодильника. Кладку ведут к его холодной части захватками длиной до 3,5 м. Обшивку опалубки по кружалам укладывают постепенно. Одновременно может укладываться не более 3 досок с каждой стороны. Замок забивают сбоку, постепенно вытягивая его на себя.
11.3.2 Сооружение туннельной печи
11.3.2.1 Сооружение туннельной печи должно начинаться с монтажа ее рельсового пути, который является основой для разбивки всех конструктивных элементов. Монтаж рельсов осуществляют таким образом, чтобы их скосы располагались по ходу вагонетки, а отклонение рельса от продольной оси печи не превышало 5 мм.
Перед началом монтажа стеновых блоков или кладки стен туннельной печи на одной из ее вагонеток устанавливается контрольный шаблон конфигурации внутреннего канала печи. Его изготавливают таким образом, чтобы между шаблоном и проектным профилем печи существовал зазор (10 ± 2) мм в каждую из сторон. Шаблон закрепляется на вагонетке так, чтобы ось шаблона совпадала с осью рельсового пути.
На шаблон наносят отметки горелок, гляделок, другие необходимые отметки, и, передвигая вагонетку с шаблоном, контролируют правильность установки конструкций.
11.3.2.2 Туннельные печи выполняют из штучных огнеупорных изделий, используя рабочие приемы и правила кладки, установленные разделом 6 настоящего стандарта, или монтируют из крупноблочных конструкций, в основном панельных. Если туннельные печи состоят из отдельных элементов-шагов, каждый из которых имеет одинаковые ширину и длину и отличается лишь толщиной футеровки, они могут монтироваться из панельных конструкций.
Примечание - Каждый шаг состоит из трех панелей, двух боковых и сводовой, составляющих при сборке П-образный элемент.
Монтаж печи должен осуществляться следующим порядком. Устанавливают боковые панели первого шага на анкерные болты. Вертикальность их установки должна контролироваться отвесом (ГОСТ 7948). Гайки на анкерных болтах должны затягиваться с таким усилием, чтобы была возможность незначительного отклонения боковых панелей от продольной оси печи. Затем устанавливается в проектное положение сводовая панель. Сводовую панель необходимо крепить к ранее установленным боковым панелям, используя оставленный люфт. После монтажа всех трех панелей П-образного элемента должна производиться их окончательная выверка и закрепление. Перед началом монтажа следующего элемента на металлическую обвязку уже смонтированного наклеивают полосы из огнеупорного войлока (ГОСТ 23619), которые при стыковке и затяжке болтов крепления обеспечивают между ними необходимую герметичность.
11.3.3 Сооружение стекловаренной печи
11.3.3.1 Работы по огнеупорной кладке ванной стекловаренной печи необходимо разбить на три этапа.
На первом этапе, после монтажа каркаса регенераторов, должна выполняться кладка наружных боровов, наружных рядов столбов и регенераторов (см. рисунок Ж.15 приложения Ж).
Разгрузку огнеупорных материалов, изделий, а также их подачу на площадку осуществляют технологическими однобалочными кранами.
На втором этапе, используя те же механизмы и схему подачи материалов, изделий, выполняют кладку внутренних боровов и внутреннего ряда опорных столбов варочной части, монтаж раскрепляющих балок, а также кладку верхней части наружного ряда столбов и столбов студочной части стекловаренной печи.
Мостовые строения, плоские арки пережима и загрузочного кармана, крупноблочные влеты горелок должны набираться заранее. Все работы по подгонке изделий должны выполняться до их установки в проектное положение.
11.3.3.2 Огнеупорные работы по нижнему строению стекловаренных печей, боровов, регенераторов, опорных столбов, насадки должны выполняться в соответствии с ППР, кроме монтажа опорных столбов, которые должны монтироваться крупноблочными изделиями из жаростойкого бетона (ГОСТ 20910) (см. рисунок Ж.16 приложения Ж).
Кладка сводов регенераторов (рисунок 60) должна производиться следующим порядком.
По опалубке выкладывают первый окат свода из динасовых изделий (ГОСТ 3910). На мертеле по ГОСТ 5338 второй окат свода выполняют из шамотных изделий (ГОСТ 7151). Между динасовыми изделиями и шамотным окатом должен быть предусмотрен зазор шириной 20 мм.
Примечание - Для устройства зазора кольца шамотного кирпича выкладывают по деревянным рейкам.
Для поперечных арок, на которые будут опираться стены вертикальных каналов горелок, в динасовом и шамотном окатах вытесываются пяты. Поперечные арки кладут в два оката шириной в полтора кирпича с зазором между окатами 40 мм. Посередине выкладывается распорная арка в один окат. По поперечным аркам у стен и второму окату свода между поперечными арками должен быть сделан натес*, который служит основанием для стен вертикальных каналов горелки.
В боковых стенах каналов должны быть оставлены два проема, через которые в вертикальные каналы вставляют керамические шиберы. Проемы перекрываются арками шиберов.
Свод начинают класть только после того, как будут выложены влеты**. Кладку свода должны выполнять без изоляции с примыканием к арке влета через отрезной шов. Прямой свод выполняется в последнюю очередь.
________
*Кладка выполненная по верху арки прямым кирпичом с подтёсыванием по очертанию верха арки.
**Отверстие в подвесных стенах ванны печи.
11.3.3.3 К кладке ванны печи (см. рисунок Ж.15 приложения Ж) можно приступать только после полного окончания монтажа продольных и поперечных подовых (донных) балок и стоек (колонн) каркаса варочной и студочной частей печи.

1, 2 -
первый и второй окаты сводов регенераторов; 3, 5 - арки шиберов;
4 - распорная арка; 6, 7 - поперечные арки; 8 - стойка
каркаса; 9, 10 - арки над зеркалами;
11 - прямой свод; 12 - понурый свод; 13 - влет
Рисунок 60 - Кладка сводов регенераторов, вертикальных каналов и горелок
До начала кладки ванны брусья (ГОСТ 7151) сортируют по размерам с тем, чтобы можно было набирать ряды из брусьев одной длины с образованием прямолинейной стыковки поверхности ряда. Одновременно с сортировкой по размерам отбраковывают брусья, имеющие посечки, раковины, отбитости ребер и углов (ГОСТ 28833). Брусья с отбитыми ребрами и углами (с одного торца) могут укладываться концевыми в поперечных рядах.
Кладку ванны необходимо начинать от границ варочной и студочной частей (см. рисунок Ж.15 приложения Ж). Кладка ведется в обе стороны - к карману варочной части и к машинному каналу. Полки балок и стыки донных огнеупорных брусьев при кладке должны не совпадать.
Дно ванны должно выполняться из брусьев размером 1000×400×300 мм насухо. Толщина швов проверяться щупами по СП 83.13330.2011 и электролампой на просвет. Каждый брус укладывают на две металлические полоски, как показано на рисунке 61, расположенные вдоль печи по поперечным донным балкам.
Центровой продольный ряд брусьев укладывается по продольной оси ванны.
К первому центральному брусу подгоняются справа и слева соседние брусья, а затем и другие брусья, образующие поперечный ряд. Работы должны выполняться одновременно на нескольких поперечных рядах. Каждый новый ряд должен начинаться с закладки центрального бруса и заканчиваться раскреплением крайних.
Дно студочной части делают выше дна варочной части на один ряд брусьев (рисунок 61).
После завершения кладки дна из брусьев его покрывают слоем плитки из плавленнолитых огнеупоров (ГОСТ 23053).

1 - крайний (перекрывающий) ряд дна студочной части; 2 - перекрываемый ряд дна варочной части
Рисунок 61 - Сопряжение донных брусьев варочной и студочной частей печи
11.3.3.4 Перед укладкой первого ряда окружки поверхность основания должна быть выровнена, брусья окружки укладываются насухо, перевязывая вертикальные швы в смежных рядах. Толщина швов не должна превышать 1 мм для всех брусьев, кроме нешлифованных бакоровых, толщина швов между которыми допускается до 5 мм. Кладка должна выполняться только из отсортированных по высоте и сгруппированных по рядам брусьев. Поверхность последнего ряда окружки не выравнивают (рисунок 62).
Наружная поверхность окружки должна быть ровной и без выступов, для плотного примыкания упорных металлических уголков, прижимаемых к брусьям болтами, которые закрепляются на колоннах каркаса печи.
Кладка окружки в студочной части должна начинаться от границы с машинным каналом (см. рисунок 62).
11.3.3.5 Кладка подвесных стен должна начинается с «зуба» (ГОСТ 3910), который укрывает чугунную плиту - лафет от прямого воздействия пламени.
Для того чтобы «зуб» не опрокидывался и не падал с лафета до укладки на него изделий, следующих по высоте рядов, для опоры на верхний ряд окружки укладывают деревянный брус толщиной 75 мм. Брус выбирают с учетом толщины динасового кирпича, укладываемого на плашку на верхний ряд окружки, и зазора 10 мм, оставляемого для свободного роста кладки окружки при разогреве печи.
11.3.3.6 Кладка главного свода начинается с установки динасовых пят (см. рисунок 62) по металлическим подпятовым балкам, укрепленным на кронштейнах. Чтобы пята свода не свисала и не падала, под нее на верхний ряд подвесной стены подкладывают деревянный брус.
Примечание - В большинстве печей прилегающие к пяте изделия для защиты от воздействия пламени имеют удлиненные размеры и называются защитными.
Опалубку главного свода не доводят до пят на 2 - 3 ряда защитных изделий.
Кладка главного свода должна выполняться кольцами по опалубке отдельными секциями длиной 4 м, разделяемыми температурными швами. Перед началом кладки необходимо проверить тяги, которые должны быть затянуты до проектного положения. Перед удалением опалубки необходимо оторвать от нее готовый свод дополнительным стягиванием.
11.3.3.7 Изоляция сводов ванных стекловаренных печей выполняется после вывода печи на рабочий режим. Перед выводом печи на рабочий режим поверхность свода покрывается огнеупорным войлоком (ГОСТ 23619) для прогрева его по толщине. Непосредственно перед основной теплоизоляцией временную изоляцию снимают.

1 - разделка
шамотным кирпичом; 2 - пружинные устройства; 3 - прижимные болты;
4 - кронштейн; 5 - лафет; 6 - подпятовая балка; 7 -
колонна; 8 - тяга; 9 - пяты;
10 - защитные изделия пят; 11 - главный свод; 12 -
подклинок; 13 - подвесная стена;
14 - «зуб»; 15, 16 - блоки окружки; 17 - плитка; 18
- дно;
19 - опорные полосы; 20 - поперечная балка
Рисунок 62 - Кладка окружки, стен и свода
На поверхность свода после тщательной очистки наносят два слоя уплотнительной обмазки толщиной до 1,5 мм каждый. Поверх уплотнительной обмазки, подсыпая чистый кварцевый песок слоем от 20 до 30 мм под каждый ряд, начинают кладку динасового легковесного кирпича с двух сторон одновременно в направлении от пят к «замку» свода (см. рисунок 62). В районе «замка» кладку динасового легковеса на ширину 1 - 2 кирпича не производят, а оставляют ее незаконченной на одни сутки для полного завершения процесса теплового расширения свода. Неизолированная часть замка должна покрываться муллитокремнизёмистым волокном. Районы расположения температурных швов свода и продольный ряд вдоль пят должны оставаться неизолированными.
11.4 Обмуровочные работы на объектах теплоэнергетики
11.4.1 Правила выполнения работ при различной конструкции обмуровки
11.4.1.1 Конструкция обмуровки многослойная (см. рисунок Ж.16 приложения Ж). Огнеупорный слой удерживается металлическими анкерами. В районах коллекторов используются различные огнеупорные набивные массы.
Примечание - По удельной массе обмуровки подразделяются на тяжелые -массой более 600 кг/м2, облегченные - массой от 150 до 600 кг/м2, легкие - массой менее 150 кг/м2.
11.4.1.2 Тяжелая обмуровка должна выполняться из огнеупорного керамического кирпича (ГОСТ 530) и фасонных огнеупорных изделий (ГОСТ Р 51262.4) отдельными ярусами после монтажа всего каркаса котла и его гидравлического испытания. Ярусы должны опираться на полки из швеллеров или балок.
11.4.1.3 Облегчённая футеровка должна выполняться в кирпичном или бетонном варианте из двух-трех слоев огнеупорных и теплоизоляционных изделий и материалов. Общая толщина обмуровки от 250 до 300 мм.
Примечание - Облегченная обмуровка используется при снижении температуры огневой поверхности внутреннего слоя до 800 °С за счет экранирования стен топочной камеры. Облегченная обмуровка применяется в парогенераторах средней и большой производительности (до 500 т/ч).
Облегченная бетонная обмуровка экранированных топочных стен и угла топки показана на рисунке 63, а, б.
Обмуровка должна состоять из слоя хромитовой массы (ТУ 14-8-84-73 [7]), наносимой непосредственно на экранные трубы, слоя легковесного теплоизоляционного бетона (ГОСТ 20910), армированного металлической сеткой, слоя теплоизоляционных плит (вермикулит или асбоцемент) и слоя уплотнительной газонепроницаемой штукатурки. Крепление обмуровки к экранным трубам достигается за счёт схватывания слоя хромитовой с трубами и крепления двух слоев сеток при помощи анкеров.
11.4.1.4 Легкая обмуровка должна выполняться из огнеупорных и теплоизоляционных бетонов (ГОСТ 24910) и набивных пластичных масс (ТУ 1523-009-50250529-2004 [9]) без использования шамотных и легковесных изделий.

а -
натрубная облегчённая бетонная обмуровка; б - бетонная облегчённая
обмуровка угла топки;
1 - хромитовая шамотная масса; 2 - легковесный теплоизоляционный
бетон;
3 - теплоизоляционные плиты; 4 - газонепроницаемая штукатурка; 5
- анкеры
Примечания
1 Легкие обмуровки применяются на парогенераторах большой производительности и подразделяются на накаркасные и натрубные.
2 Одним из видов накаркасной обмуровки является щитовая конструкция в металлическом обрамлении, состоящая из двух слоев теплоизолирующих материалов и слоя жаростойкого бетона с огневой стороны (рисунок 64).
3 Рамка накаркасной обмуровки крепится к каркасу парогенератора. Накаркасную обмуровку в виде щитов применяют на многих парогенераторах большой паропроизводительности для обмуровок пароперегревателей, газоповоротных камер и конвективной шахты.
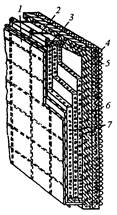
1 - уплотнительная газонепроницаемая обмазка; 2 -
крепление проволочного каркаса;
3 - рама панели; 4 - экранные трубы; 5 - проволочный каркас; 6 - шамотный
бетон;
7 - теплоизоляционные плиты
Рисунок 64 - Накаркасная обмуровка парогенератора
11.4.1.5 Натрубная обмуровка (рисунок 65) парогенераторов большой паропроизводительности выполняется в виде отдельных слоев. Далее последовательно наносятся в пластическом состоянии на трубы смонтированных экранных поверхностей или в виде готовых панелей с огнеупорным и теплоизоляционными слоями путем установки плит на балки жесткости.
Сверхлёгкая обмуровка крепится к панелям, ограждающим топочную камеру, переходный газоход и верхнюю часть конвективной шахты. Толщина обмуровки стен топки, переходного газохода и верхней, экранированной части конвективной шахты составляет 160 мм. Обмуровка должна состоять из базальтового супертонкого волокна (БСТВ) или муллитокремнеземистого рулонного материала (МКР). Пространство между панелями экранов и первым слоем обмуровки должно заполняться известковокремнеземистой мастикой, образуя выравнивающий слой. Обмуровка должна крепиться к панелям шпильками, приваренными к плавникам панелей.
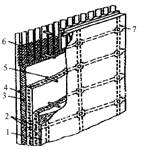
1 -
газонепроницаемая обмазка; 2 - теплоизоляционные плиты; 3 -
шамотный бетон;
4 - экранные трубы; 5 - анкер; 6 - металлическая сетка; 7
- шпилька
Рисунок 65 - Типовая натрубная обмуровка парогенератора
11.4.1.6 Своды топок по конструкции подразделяются на арочные и подвесные. Подвесные своды могут быть выполнены из кирпича или набивных масс. Конструкция подвесного бетонного свода, используемая в области невысоких температур при экранировании поверхностей приведена на рисунке 66.

1 -
диатомитовый кирпич; 2 - фанера толщиной 4 мм; 3 - уплотнительная
огнестойкая обмазка;
4 - проволочная арматура диаметром 4 мм; 5 - огнеупорный шамотный
бетон
Рисунок 66 - Подвесной бетонный свод
Для футеровки таких сводов применяется армированный огнеупорный шамотный бетон на глиноземистом цементе или портландцементе (приведён в приложении Д).
11.4.1.7 Для футеровки зажигательных поясов должны применяться хромитовые (ТУ 14-8-84-73 [7]) и карбидокремниевые огнеупорные набивные массы.
Примечание - Конструкции зажигательных поясов в виде ошипованных экранных труб с нанесенной на них огнеупорной массой надежны в эксплуатации за счет гарнисажа из шлака, толщина которого саморегулируется в зависимости от толщины пластичной массы на экранной трубе и, следовательно, температуры на поверхности экрана.
11.4.1.8 В парогенераторах производительностью пара от 50 до 640 т осуществляется конструкция натрубной обмуровки с установкой непосредственно на трубы металлического листа толщиной 2 мм вместо слоя жаростойкого бетона и заполнением зазоров огнеупорной массой (рисунок 67).
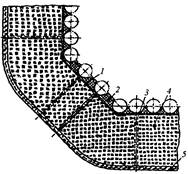
1 -
металлический лист; 2 - хромитовая масса; 3 - штырь с шайбой;
4 - теплоизоляционный слой; 5 - штукатурка, армированная сеткой
Рисунок 67 - Конструкция натрубной обмуровки топки с использованием металлического листа взамен огнеупорного бетона
11.4.1.9 Прямоточные водогрейные котлы большой тепловой мощности оборудуются натрубной обмуровкой (см. 11.4.1.5). В качестве обмуровочных материалов применяют шамотный бетон (ГОСТ 20910) и ряд теплоизоляционных изделий: минераловатные маты (ГОСТ 21880), известковокремнеземистые (ТУ 1520-010-01402195-2008 [19]), муллитокремнеземистые (ГОСТ 23619) и другие плиты.
Натрубная футеровка состоит из слоя шамотного армированного бетона, слоя матов из минеральной ваты и уплотнительной магнезиальной обмазки. Теплоизоляционные минераловатные маты должны быть прижаты к огнеупорному слою шамотного бетона с помощью штырей, приваренных к экранным трубам, и шайб, закрепленных гайками на свободных концах штырей. Камеры фронтового и заднего экранов должны быть футерованы шамотноглинистой массой, наносимой торкретированием на арматуру, приваренную к камерам. С наружной стороны камеры изолированы асбестодиатомитовым бетонным слоем, покрытым уплотнительной обмазкой по металлической сетке.
11.4.1.10 Облегченная обмуровка должна наноситься на заранее собранные экраны котлов до их монтажа на земле в горизонтальном положении (рисунок 68). Для удержания первого рабочего слоя бетона на экранных трубах их предварительно необходимо застилать крафт-бумагой, рубероидом или пергамином. Затем на штыри, приваренные к трубам экранов, необходимо закрепить мелкоячеистую сетку, после чего укладывается слой жаростойкого бетона (ГОСТ 20910). После твердения бетона на него должен быть нанесён изоляционный слой из минераловатных матов (ГОСТ 21880), которые также крепятся на штыри экранных труб. Поверхность изоляции необходимо закрывать стеклотканью или другим плотным материалом по которому наносится газоуплотнительная обмазка, тщательно затирая поверхность изоляции.
Примечание - В ряде конструкций обмуровок на жаростойкий бетон укладывают в качестве изоляции полужесткие минераловатные плиты, а вместо уплотнительной обмазки монтируют облицовочный металлический лист.
После сборки предварительно обмурованных поверхностей нагрева должно проводиться гидравлическое испытание котла, закладываются углы, коллекторы и места прохода труб, используя технологические мостовые краны.
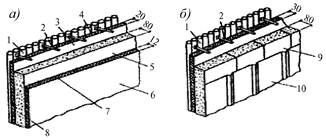
а - с
наружной обмазкой; б - с облицовочным листом; 1 - трубы экрана; 2
- анкерные штыри;
3 - жаростойкий бетон на сетке; 4 - слой крафт-бумаги; 5 -
слой стеклоткани; 6 - поверхность обмазки;
7 - обмазка; 8 - минераловатные маты; 9 - минераловатные
плиты;
10 - облицовочный лист
Рисунок 68 - Облегченная обмуровка котла
11.5 Печи и тепловые агрегаты нефтехимического производства
11.5.1 Особенности выполнения футеровочных работ реакторов, регенераторов и трубчатых печей
11.5.1.1 Конструкция футеровки трубчатых печей должна предусматривать возможность свободного температурного расширения всех её частей при выводе печи на рабочий режим, для чего в футеровке должны быть предусмотрены температурные швы, размер которых определяется проектом.
Примечание - Трубчатые печи могут иметь конструкцию футеровки как однослойную из соответствующего жаростойкого бетона, так и многослойную.
11.5.1.2 При многослойной футеровке трубчатых печей температурные швы в одном слое не должны совпадать с температурным швом в соседнем слое.
11.5.1.3 Футеровка трубчатых печей может быть выполнена блоками заводского изготовления, обрамлёнными с нерабочей стороны металлическим уголком.
11.5.1.4 Конвективную часть трубчатой печи футеруют до монтажа и, если скорость потока газов менее 7 м/с, футеровку выполняют в один слой волокнистыми материалами. Если в жидком топливе серы более 1 % или в газовом более 1,5 %, то футеровку из волокнистых материалов необходимо защитить слоем жаростойкого бетона (ГОСТ 20910) по армирующей сетке.
11.5.1.5 Футеровка трубчатых печей может быть панельная.
Соединение панелей между собой может быть сварным или болтовым. Футеровка панелей может быть различной конструкции (рисунки 69 и 70).
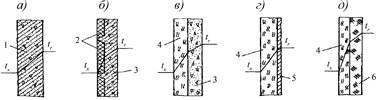
а -
однослойная; б - с теплоизоляционными вкладышам; в, г, д -
двухслойная; 1 - однослойная футеровка;
2 - плитная теплоизоляция; 3 - слой легкого жаростойкого бетона;
4 - слой теплоизоляционного материала; 5 - защитный слой тяжелого
жаростойкого бетона;
6 - слой волокнистого огнеупорного материала
Рисунок 69 - Футеровка панелей
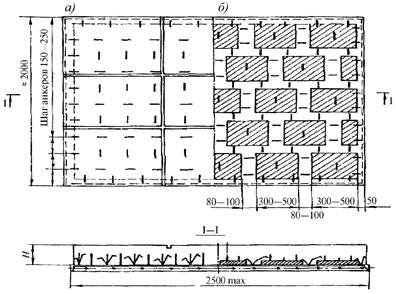
а - однослойная; б - с теплоизоляционными вкладышами
Рисунок 70 - Типовая панель из легкого жаростойкого бетона с металлическим основанием
Примечание - Панель представляет собой металлический лист, оснащенный каркасом для жесткости.
11.5.1.6 Футеровка трубчатых печей может выполняться из волокнистых материалов (ГОСТ 23619).
11.5.1.7 Футеровка камер печи реформирования должна состоять их одного-двух слоёв изоляции, выполненной плитами из волокнистых материалов (ТУ 5762-002-01402195-2008 [6]) и слоем огнеупорного легковесного кирпича.
Примечание - Печи реформирования состоят из радиационной и конвекционной камер, соединённых между собой переходными туннелями.
Кладка свода осуществляется подвесными изделиями Т-образной формы, которые на индивидуальных подвесках крепятся к специально установленным швеллерам. После набора всего свода его изолируют слоем лёгкого жаростойкого бетона.
11.5.1.8 Футеровка пиролизных печей (см. рисунок Ж.17 приложения Ж) выполняется из штучных огнеупорных материалов, а также из плитных и волокнистых материалов и жаростойких бетонов, наносимых методом торкретирования, легковесного кирпича (ГОСТ 5040), который через 5 - 6 рядов крепится к разгрузочным полкам.
Подвесной свод набирается из Т-образных фасонных изделий (ГОСТ Р 50262.4), которые крепятся специальными подвесками к каркасу из швеллеров.
11.5.1.9 Реакторы и регенераторы должны футероваться жаростойкими или огнеупорными бетонами методом торкретирования (см. раздел 8).
Футеровка реакторов и регенераторов изображена (рисунок 71) должна выполняться двухслойной: слой теплоизоляционного бетона и рабочий слой жаростойкого (огнеупорного) бетона (ГОСТ 20910), имеющего высокую стойкость к абразивному износу.
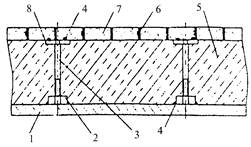
1 - стенка
реактора (регенератора, транспортной линии); 2 - гайка; 3 -
стойка; 4 - сварка;
5 - теплоизоляционный бетон; 6 - панцирная сетка; 7 -
эрозийностойкий слой; 8 - шайба
Рисунок 71 - Схема двухслойной футеровки
Бетон футеровки может быть армирован V-образными анкерами или гексагональной панцирной сеткой рабочего слоя.
11.5.1.10 V-образные анкера должны привариваться с шагом, указанным в проекте, на поверхность реактора или регенератора, которую предварительно очищают от окалины, ржавчины, масляных пятен и пр. путём пескоструйной или дробеструйной обработки.
Приваренные анкера должны изолироваться керамической бумагой и производиться работы по нанесению теплоизоляционного слоя бетона на заданную проектом толщину. Температурные и усадочные швы в теплоизоляционном слое не выполняются.
Концы анкеров очищаются от бетона, на них должны надеваться пластиковые колпачки и наноситься рабочий слой из плотного абразивностойкого бетона. Усадочные швы в рабочем слое выполняются только при наличии указаний в проекте.
11.5.1.11 Армирование двухслойной футеровки с применением гексагональной панцирной сетки должна начинаться с приварки гаек на очищенную поверхность с соблюдением требований к поверхности указанной в 11.5.5. Гайки привариваются с шагом, указанным в проекте. В приваренные гайки вворачиваются шпильки. Длина шпилек должна быть на 5 мм больше, толщины футеровки из теплоизоляционного бетона. Верхняя часть шпильки должна быть меньшего диаметра, чем сама шпилька.
Нанесение теплоизоляционного слоя бетона производится методом торкретирования таким образом, чтобы после нанесения его на всю толщину из него выступала только часть шпильки уменьшенного диаметра. Излишки бетона срезаются.
На шпильку надевается квадратная шайба 50 на 50 мм. Она должна быть плотно прижата к теплоизоляционному бетону и приварена к шпильке. Затем к шайбам приваривается гексагональная панцирная сетка.
11.5.1.12 Заполнение отверстий сетки бетоном рабочего слоя производится торкретированием. Должна быть заполнена каждая ячейка вровень с металлом сетки. При торкретировании бетон должен набиваться больше проектной толщины рабочего слоя бетона, а затем излишек срезается вровень с сеткой. Сопло при торкретировании необходимо всё время держать перпендикулярно поверхности бетона.
11.5.1.13 Циклоны и отдельные секции транспортных линий футеруются до монтажа.
Циклоны футеруются в один рабочий слой по приваренной гексагональной панцирной сетке (см. рисунок Ж.17 приложения Ж). После пескоструйной очистки ячейки сетки вручную набиваются абразивным бетоном вровень с краями сетки.
11.5.1.14 Транспортные линии отдельными секциями могут быть залиты монолитным бетоном в опалубке. Уплотнение бетонной смеси производится вибраторами, установленными на внешней стороне футеруемой секции. Использование погружных вибраторов запрещается.
11.5.1.15 Опалубка должна сниматься не ранее, чем через 3 суток после заливки бетона. Перед монтажом секции бетон должен быть просушен по инструкции завода-поставщика сухой бетонной смесью или по указаниям проекта.
После монтажа секций в рабочее положение стыки заделывают вручную бетоном.
11.5.1.16 Контроль качества выполненных работ по торкретированию или заливке бетона производится по требованиям раздела 8.
11.5.1.17 До начала работ по футеровке комплекса печей и тепловых агрегатов установок нефтепереработки необходимо разработать ПНР.
В ППР должен быть предусмотрен подбор и расстановка цемент-пушек, с учётом большой высоты подачи сухой смеси при торкретировании. Если паспортные данные цемент-пушек не обеспечивают устойчивую подачу сухой смеси с нулевой отметки до участка торкретирования, то цемент-пушки устанавливают на промежуточной площадке по высоте и подачу сухой смеси на эту площадку обеспечивают кранами, подъёмниками, электротельферами и пр.
12 Материально-технические ресурсы
12.1 Машины и технологическое оборудование
12.1.1 Машины и технологическое оборудование, необходимые для выполнения огнеупорных работ, на каждом объекте комплектуются в зависимости от специфики работ.
12.1.2 Для перевозки огнеупоров со склада заказчика на приобъектный склад используется автомобильный транспорт или железнодорожные платформы.
12.1.3 Подача штучных материалов с приобъектного склада на рабочее место должна осуществляться с максимальной механизацией с применением различных кранов, подъёмников, транспортёров, рольгангов и пр.
12.1.4 Приготовление бетонов и растворов должно производиться в растворосмесителях и бетоносмесителях принудительного действия.
12.1.5 Для обработки огнеупоров с целью изменения формы и размеров необходимо использовать специальные станки для резки с водоохлаждением.
12.1.6 Все машины и механизмы с указанием их марки, производительности, грузоподъёмности и т.д. указываются при разработке ППР на выполнение огнеупорных работ конкретного объекта.
13 Техника безопасности и охрана труда
13.1 Общие правила безопасного выполнения работ по кладке и футеровке печей, обмуровки котлов и других тепловых агрегатов
13.1.1 При выполнении работ в стеснённых местах: борова, газоходы для освещения применяются светильники напряжением не выше 36 В, а при работе в конструкциях с металлическим кожухом, а также в стесненных сырых местах, напряжение не должно превышать 12 В.
13.1.2 Изготовление, монтаж и демонтаж опалубки для кладки сводов и арок следует выполнять в строгом соответствии с указаниями ППР.
13.1.3 Кружала опалубки должны опираться на два противоположных деревянных клина, при удалении которых вся опалубка опускается на опорные брусья и можно убедиться в том, что нет угрозы просадки свода и его обрушения. Только после этого можно разбирать опалубку.
13.1.4 Опалубка свода, выложенного на растворе, может быть снята не раньше чем через 3 ч после забивки замка. Если свод выложен насухо, опалубка может быть снята сразу после забивки замка.
13.2 Особенности безопасности выполнения огнеупорных работ на комплексе доменной печи
13.2.1 Подача углеродистых блоков внутрь печи производится по рольгангу, который на конце должен иметь эластичный тупик. Кантующее устройство рольганга для подачи вертикальных блоков в печь должно иметь страховочную цепь. Приводить кантователь в вертикальное положение без закрепления блока страховочной цепью запрещается.
13.2.2 Не допускаются к работам с углеродистыми блоками, углеродистой массой и пастой рабочие, имеющие заболевания кожи, носоглотки и глаз, а также имеющие ранения на открытых участках тела.
13.2.3 При работах, связанных с углеродистой массой и пастой, необходимо смазывать кожу лица и рук профилактической противопековой мазью.
13.2.4 При работе с цанговыми захватами необходимо следить за тем, чтобы контактные поверхности захвата не были загрязнены углеродистой пастой и не имели заусенцев, а диаметр и глубина гнёзд в блоках соответствовали проекту.
13.2.5 Рабочие, занятые на приготовлении массы и пасты, монтаже углеродистых блоков, должны быть обеспечены спецодеждой, стирку которой необходимо организовать не реже одного раза в 5 дней. По окончании работы рабочие обязаны принять тёплый душ.
13.3 Особенности безопасного выполнения огнеупорных работ на методических печах и нагревательных колодцах
13.3.1 Работы по кладке колодцев ведут последовательно: сначала борова под рекуператором, затем рекуператоры, а потом рабочее пространство. Ведение работ в стеснённых условиях и подачей всех материалов кранами в пакетах требует особой осторожности и не допускать перемещения грузов над работающими.
13.3.2 В действующем цехе работа цеховых кранов должна быть организована таким образом, чтобы не транспортировать над зоной работ по кладке слитки и другие материалы.
13.3.3 При кладке стен, сводов и насадок керамических рекуператоров нагревательных колодцев доступ в поднасадочное устройство должен быть закрыт.
13.3.4 При наличии в методической печи двух или трёх камер керамических рекуператоров разборка опалубки разрешается только после окончания кладки всех сводов и забивки всех замков.
13.3.5 При подаче материалов в методическую печь через проём в своде груз нельзя перемещать над печью вдоль неё, а подавать его сбоку.
13.3.6 Учитывая использование при кладке рекуперативной насадки воздушно-твердеющего раствора с добавлением жидкого стекла (ГОСТ 13078), рабочих, занятых на приготовлении раствора обеспечивают спецодеждой, не допускающей попадания раствора на кожу рабочих.
13.4 Правила безопасного выполнения работ при футеровке вращающихся печей
13.4.1 До начала производства работ необходимо обесточить привод печи и вывесить на пульте управления табличку с надписью «Не включать! В печи работают люди».
13.4.2 С момента начала производства работ поворот печи может и должен производиться только с разрешения ответственного производителя работ, назначенного приказом руководителя предприятия, выполняющего работы.
13.4.3 Перед поворотом ответственный производитель работ обязан лично убедиться в надёжности установки крепления кладки, отсутствия в печи людей.
13.4.4 По окончании поворота печи необходимо обеспечить мероприятия, исключающие самопроизвольный поворот печи (мероприятия указываются в ППР), ответственный производитель работ лично осматривает состояние кладки и крепления, после чего разрешается дальнейшее производство работ.
13.4.5 Огнеупоры в печь на рабочее место могут подаваться транспортерами или реверсивной тележкой, при этом должна быть обеспечена устойчивая радиосвязь между машинистом транспортера или машинистом лебёдки и бригадиром огнеупорщиков в печи.
Приложение А
(справочное)
Термины и определения, используемые в стандарте
А.1 анкер (анкерное крепление): Металлическое или керамическое изделие, закреплённое на кожухе и служащее для опоры наносимой огнеупорной футеровки.
А.2 агрегат котельный: Конструктивно объединённый в единое целое комплекс устройств для получения под давлением пара или горячей воды за счёт сжигания.
А.3 агрегат тепловой: Устройство для получения, передачи и использования теплоты, состоящее из различного оборудования, конструкций, материалов, приборов контроля и регулирования, трубопроводов подачи топлива, окислителя или электрической энергии, эвакуации продуктов сгорания и ряда других компонентов, объединённых в единый технологический комплекс.
А.4 арка: Несущая конструкция в форме кривого бруса для перекрытия проёмов.
Примечание - Арки в тепловых агрегатах выполняются в основном из огнеупорных изделий и предназначены для восприятия нагрузки от вышележащих стеновых конструкций.
А.5 арка полуциркульная: Арка, отношение стрелы подъёма которой к пролёту равно 1/2 и центральный угол 180°.
А.6 арка лучковая: Арка, отношение стрелы подъёма которой к пролёту менее 1/2.
Примечание - Отношение стрелы подъёма арки лучковой и свода лучкового к пролету, как правило, составляет 1/8, 1/12, 1/16 или 1/32, а центральный угол - 120° до 180° соответственно.
А.7 батарея коксовая: Группировка ряда коксовых печей в единый тепловой агрегат с общими системами подвода топлива, отвода продуктов сгорания, механизмов загрузки и выдачи готовой продукции.
А.8 бетон жаростойкий: Бетон на основе огнеупорных ингредиентов, способный сохранять прочность при высоких температурах от 200 °С до 1580 °С.
А.9 бетон огнеупорный: Жаростойкий бетон с температурой применения выше 1580 °С.
А.10 боров: Газоход прямоугольного сечения с арочным или плоским сводом из огнеупорных изделий, расположенный ниже уровня земли.
А.11 бровка: Кладка из огнеупорного кирпича между подиной из углеродистых блоков и кожухом электролизёра.
А.12 ванна: Часть рабочего пространства, в которой находится расплавленный обрабатываемый металл.
А.13 гарнисаж: Твёрдый огнеупорный защитный слой, образующийся в процессе плавки на внутренней (рабочей) поверхности стен некоторых металлургических тепловых агрегатов и предохраняющий их от износа.
Примечание - Гарнисаж возникает в результате физико-химического взаимодействия проплавляемой шихты, газов и огнеупорных материалов стен.
А.14 гарнитура теплового агрегата: Устройство для его обслуживания, расположенное со стороны дымовых газов.
Примечание - К гарнитуре теплового агрегата относят: гляделки, лазы для чистки, шиберы, заслонки, контрольно-измерительные приборы и т.п.
А.15 газоход: Трубопровод, футерованный огнеупорными материалами и служащий для эвакуации продуктов сгорания из теплового агрегата.
А.16 горн: Нижняя часть шахтной плавильной печи или зона обжига агломерационных и обжиговых машин, где происходит горение топлива.
А.17 дефлокулянт: специальная добавка в бетонную смесь, увеличивающая её подвижность.
А.18 замок: Камень в верхней части арки или свода из огнеупорных изделий, придающий конструкции устойчивость за счёт возникающего распорного усилия.
А.19 изоляция тепловая: Наружное покрытие тепловых агрегатов и трубопроводов, предназначенных для транспортирования нагретых газов или жидкостей, материалами, обладающими коэффициентом теплопроводности 0,9 Вт/(м⋅К)и ниже.
А.20 калибровка: Сортировка огнеупорных изделий по размерам, влияющим на толщину швов огнеупорной кладки.
А.21 камера горения: Элемент воздухонагревателя доменной печи, где происходит горение топлива, нагревающего насадку.
Примечание - Камера горения конструктивно бывает выносная и встроенная.
А.22 керн: Точка разметки на металлической поверхности.
А.23 кирочка: Ручной инструмент, предназначенный для конструктивной или пригоночной тёски.
А.24 киянка: Молоток с пластмассовым или резиновым бойком.
А.25 кладка огнеупорная: Кладка в массивных конструкциях из формованных огнеупорных изделий общей толщиной более 500 мм.
А.26 колодец нагревательный: Печь промышленная с верхней загрузкой и выдачей для нагрева крупных слитков перед прокаткой на обжимаемом стане.
А.27 конвертер: Тепловой агрегат грушевидной или цилиндрической формы для получения стали с использованием продувки кислородом расплавленного чугуна.
Примечание - В цветной металлургии конвертеры используют для переработки медных, медно-никелевых и никелевых штейнов.
А.28 котёл-утилизатор: Паровой котёл, не имеющий собственной топки, обогреваемый отходящими газами какой-либо промышленной или энергетической установки.
А.29 кружало: Основной элемент опалубки, служащий для крепления настила, по которому ведётся кладка арки или свода.
А.30 лещадь: Под или дно в доменной печи, вагранке и ряде других шахтных или плавильных печей.
А.31 лётка: Отверстие для выпуска расплавленного материала с лещади плавильной печи.
А.32 материалы огнеупорные: Материалы, выдерживающие действие температуры 1580 °С и выше.
Примечание - Материалы огнеупорные изготавливаются в виде порошков, обмазок.
А.33 маяк: Арматура металлическая или огнеупорное изделие, используемые для определения отметки поверхности элемента кладки и контроля толщины слоя торкретбетона при его нанесении.
А.34 мертель: Мелкозернистые смеси огнеупорной глины и порошков ряда огнеупорных материалов, служащих для приготовления растворов, применяемых в огнеупорной кладке для заполнения швов между огнеупорными изделиями.
А.35 миксер: Цилиндрический или бочкообразный металлический футерованный сосуд для накопления, усреднения состава и поддержания температуры жидкого чугуна.
А.36 навёрстка (верстовка): Операция подбора огнеупорных изделий с минимальными отклонениями по лимитирующему размеру.
А.37 насадка: Огнеупорная конструкция, служащая для нагрева воздуха или какого-либо газа.
А.38 объект: Промышленная печь, тепловой агрегат, котёл или группа печей, тепловых агрегатов, котлов, находящихся в одном здании.
А.39 обмуровка: Нанесение слоя или нескольких слоёв из огнеупорных или изоляционных материалов на котельных агрегатах.
А.40 огнеупорщик: Рабочий, выполняющий кладку из огнеупорных изделий.
А.41 опалубка: Совокупность элементов и деталей, предназначенных для возможности устройства сводов и арок, а также для придания конструкции нужной формы при укладке бетона.
А.42 панель: Плоский элемент ограждающей конструкции теплового агрегата.
А.43 перевязка: Рабочий приём при кладке из кирпича или огнеупорных изделий, исключающий возможность образования в конструкции сквозного шва или совпадения швов в соседних рядах кладки.
А.44 подушка: Слой сыпучего материала при укладке углеродистых блоков в электролизёре.
А.45 подовая секция: Блок из углеродистых огнеупорных материалов, в который устанавливается стальной стержень с приваренными к нему катодными спусками из алюминиевых пластин.
Примечание - Подовая секция включает в себя подовый угольный блок, стальной катодный стержень и пакет из алюминиевых пластин, называемых спусками.
А.46 проект производства работ (ППР): Комплект документации, определяющий технологию выполнения работ, обеспечение персоналом, машинами и механизмами, сроки выполнения работ и мероприятия, определяющие безопасное выполнение работ.
А.47 проектная документация (проект): Комплект документов, определяющий конструкцию объекта, особенности конструкции объекта в деталях, требования к применяемым материалам, требования к конструкциям, сооруженным до выполнения огнеупорных работ.
Примечание - До выполнения огнеупорных работ могут быть созданы фундаменты, каркасы и кожухи.
А.48 пролёт: Расстояние между пятами свода или арки.
А.49 печь промышленная: Тепловой агрегат, предназначенный для осуществления высокотемпературного технологического процесса, в котором происходят образование теплоты из того или иного вида энергии и передача её материалу, подвергаемому тепловой обработке в технологических целях.
А.50 пучок свода: Верхняя часть свода в районе расположения замка, состоящая из 5 - 7 рядов огнеупорных изделий.
А.51 пята: Огнеупорное изделие, воспринимающее распорные усилия от арки и свода.
А.52 рабочее пространство: Камера горения, где происходит процесс тепловой обработки материала.
А.53 рабочий слой: Слой футеровки, непосредственно контактирующий с горячими газами и нагревательным материалом в тепловом агрегате.
А.54 разбивка: Операция по определению и фиксации на фундаменте и каркасе натуральных размеров промышленной печи или её отдельного элемента.
А.55 раствор воздушно-твердеющий: Раствор, обретающий прочность при температуре от +5 °С до +25 °С.
А.56 раствор термотвердеющий: Раствор, обретающий прочность при высокой температуре.
А.57 реактор: В химической и нефтехимической промышленности тепловой агрегат с прочным металлическим корпусом, футерованный изнутри.
Примечание - Реактор обычно цилиндрической формы, оканчивающейся полусферами, реже - шаровой формы.
А.58 регенератор: Теплообменник, в котором передача тепла осуществляется путём поочерёдного соприкосновения теплоносителя с одними и теми же поверхностями аппарата.
А.59 рейка порядовочная: Инструмент для контроля выполнения кладки стен с рядами кирпича определённой толщины.
А.60 рекуператор: Теплообменный аппарат для использования теплоты отходящих газов, в котором теплота от горячего теплоносителя передаётся холодному воздуху через разделяющую их стенку.
А.61 репер: Особый знак, обозначающий точку определённой высоты над уровнем моря.
А.62 решётка поднасадочная: Сборная металлическая конструкция, служащая для опоры насадки.
А.63 руст: Противоусадочный шов в торкрет-бетонных футеровках, наносимый специальным ножом до набора им прочности.
А.64 свод: Несущая пространственная конструкция из огнеупорных или иных изделий для перекрытия рабочего пространства печи или её вспомогательного устройства.
А.65 свод полуциркульный: Свод, отношение стрелы подъёма которого к пролёту равно 1/2 и центральный угол 180°.
А.66 свод лучковый: Свод, отношение стрелы подъёма которого к пролёту менее 1/2.
А.67 склад приобъектный: Площадка в зоне действия цеховых кранов на объекте, предназначенная для временного хранения огнеупорных материалов.
А.68 скоба ходовая: Конструкция металлическая П-образной формы для подъёма и спуска людей, закладываемая в кладку.
А.69 слой арматурный: Слой футеровки между рабочим слоем и кожухом теплового агрегата.
А.70 стрела подъёма: Расстояние между линией, соединяющей концы опорной поверхности пят, и низом центрального или замкового изделия арки или свода.
А.71 тепляк: Временное сооружение, предназначенное для создания положительной температуры в зоне выполнения огнеупорных работ.
А.72 тёска конструктивная: Изменение формы или размеров огнеупорного изделия с применением станка для резки кирпича или кирочки.
А.73 тёска пригоночная: Выравнивание поверхности огнеупорного изделия для получения заданной толщины шва.
А.74 торкрет-бетон: Безопалубочный метод нанесения бетонных футеровок под давлением при помощи цемент-пушек.
А.75 футеровка: Огнеупорная конструкция из огнеупорных материалов толщиной меньше 500 мм.
А.76 футеровка бортовая: Слой огнеупорных материалов, защищающий кожух электролизёра от воздействия расплава.
А.77 цоколь: Массив кладки из изоляционного и огнеупорного кирпича, служащий опорной частью для кладки подины из углеродистых блоков.
А.78 шибер: Механизм для регулирования тяги в боровах путём частичного или полного перекрытия дымового канала.
А.79 шов: В кладке - расстояние или зазор между поверхностями соседних керамических изделий.
Примечание - Шов обычно заполнен раствором.
А.80 шов температурный: Зазор (прорезь), разделяющий огнеупорные конструкции для устранения напряжений, вызываемых температурными деформациями материала.
А.81 штейн: Промежуточный продукт при получении цветных металлов из сернистых руд и рудных концентратов.
А.82 штраба вертикальная: Временная конструкция, создаваемая в кладке стен при устройстве в них временных проёмов и позволяющая при их заделке сохранить перевязку швов.
А.83 штраба отрезная: Временная конструкция, создаваемая при футеровке трубопроводов небольшого диаметра исключительно клиновыми огнеупорными изделиями, позволяющая выполнить кладку пучка свода без использования опалубки с боковой забивкой замка.
А. 84 штраба «убегом»: Способ кладки стен и футеровки трубопроводов, когда огнеупорщик, уложив изделия на расстоянии от 2 до 3 м, не заканчивает ряд, а передаёт его напарнику, сам начиная закладку следующего.
Примечание - Такой способ позволяет осуществлять ведение работ на одном элементе несколькими рабочими одновременно.
А.85 фурма: Устройство для подвода дутья в металлургические печи.
А.86 экономайзер: Котёл-утилизатор в зонах более низких температур отходящих газов, служащий для получения горячей воды.
А.87 электролизёры (электролизные ванны): Тепловые агрегаты для получения алюминия, магния и ряда других металлов методом электролиза.
А.88 ячейка насадки: Отверстие, служащее для прохода газов и воздуха при нагреве.
Приложение Б
(обязательное)
Отклонения в размерах металлических каркасов и кожухов печей
|
Отклонения в размерах металлических каркасов и кожухов печей и труб |
Величина отклонения, не более |
|
Смещение оси стоек или колонн ( в нижнем сечении) относительно разбивочных осей |
±5 мм |
|
Отклонения оси стоек или колонн от вертикали в верхнем сечении |
15 мм |
|
Стрела прогиба (кривизна) стойки колонны |
1/750 высоты, но не более 10 мм |
|
Отклонение отметок опорных узлов балки от проектных (подовой, продольной, поперечной и др.) |
±15 мм |
|
Стрела прогиба прямолинейного участка балки |
1/750 l мм, где l - длина балки между опорами |
|
Отклонение от горизонтали и отдельные выпуклости или углубления подподовых листов |
±10 мм |
|
Овальность и отдельные выпуклости и углубления цилиндрических кожухов |
0,005 диаметра кожуха, но не более 30 мм |
|
Отклонение от оси цилиндрического кожуха |
±20 мм |
|
Отклонение оси цилиндрического и прямоугольного кожуха печи |
0,003 высоты кожуха, но не более 30 мм для кожухов |
|
Отклонение оси шахты от оси горна кожуха доменной печи |
30 мм |
|
Отклонение в размерах прямоугольного кожуха печи в верхнем сечении: по длине и ширине |
0,001 соответственно длины или ширины |
|
Разность диагоналей в верхнем сечении по высоте верхней отметки кожуха |
0,002 ширины 0,002 высоты |
|
Отклонение по длине и ширине каркаса рекуператорной камеры |
+20 мм, -0 |
|
Отклонение в положении подпятовых балок: по высоте в горизонтальной плоскости от проектной оси несовпадение стыков отдельных элементов балок |
±10 мм ±10 мм 10 мм |
|
Отклонение в положении рельсов туннельных печей: расстояние между осями отклонение рельса от продольной оси печи разность отметки головки рельсов в одном поперечном сечении печи разность отметки рельсов на длине l взаимное смещение торцов смежных рельсов по высоте и в плане |
±3 мм - 1,5 мм ±2 мм 1/1000 l мм 2 мм |
|
Отклонение в положении рельсов печей (сушил) с выкатным подом: расстояние между осями отклонения рельса от продольной оси печи разность отметки головки рельсов в одном поперечном сечении печи разность отметок рельсов на длине l взаимное смещение торцов смежных рельсов по высоте и в плане |
±10 мм ±5 мм 15 мм 1/1000 l мм 2 мм |
|
Отклонение песочного затвора туннельных печей с выкатным подом: от продольной оси печи от «высотной отметки» |
+0, -5 мм +0, -5 мм |
|
Отклонение в расстоянии между днищем доменной печи и осью чугунной лётки |
+20 мм, -0 |
|
Отклонения в конструкциях подвесного свода*: выход из плоскости балочек каждого прямолинейного участка осей смежных балочек расстояние между осями балочек |
±5 мм ±1 мм ±10 мм |
|
*Нижние полки балочек свода должны иметь ровную поверхность без наплывов, а литые детали должны свободно надеваться на полки криволинейных балочек. |
|
Приложение В
(рекомендуемое)
Форма журнала входного контроля комплектующих изделий (материалов)
|
Номер по порядку |
Дата поступления |
Номер партии |
Номер документа, по которому поступило изделие (материал) (счёт, накладная, квитанция) |
Поставщик |
Наименование изделия (материала) |
Обозначение изделия (материала) |
Объём партии |
Номер сертификата или паспорта |
ГОСТ, ТУ |
Объём контрольной выборки |
Номер заключения по результатам испытания |
Заключение о годности изделия, подпись контролёра |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение Г
(рекомендуемое)
Составы растворов общего применения
|
Огнеупорные растворы |
Составляющие |
Объёмный состав сухой массы, % |
Ориентировочное количество воды на 1 м3 сухой смеси, л |
|
Высокоглиноземистый полугустой |
Мертель высокоглиноземистый пластифицированный марки ВТ1 или ВТ2 (ГОСТ 6137) |
100 |
350 |
|
Высокоглиноземистый жидкий |
То же |
100 |
450 |
|
Шамотный густой |
Мертель шамотный пластифицированный марки ШК1, ШК2 или ШК3 (ГОСТ 6137) |
100 |
350 |
|
Шамотный порошок (ГОСТ 23037) Огнеупорная глина |
60 - 70 40 - 30 |
400 |
|
|
Шамотный полугустой |
Мертель шамотный пластифицированный марок ШК1, ШК2 или ШК3 (ГОСТ 6137) |
100 |
450 |
|
Шамотный порошок (ГОСТ 23037) Огнеупорная глина |
60 - 70 40 - 30 |
500 |
|
|
Шамотный жидкий |
Мертель шамотный пластифицированный марок ШК1, ШК2 или ШК3 (ГОСТ 6137) |
100 |
550 |
|
Шамотный порошок (ГОСТ 23037) Огнеупорная глина |
70 - 80 30 - 20 |
600 |
|
|
Полукислый густой |
Мертель полукислый пластифицированный марки ПК2 (ГОСТ 6137) |
100 |
350 |
|
Полукислый полугустой |
Мертель полукислый пластифицированный марки ПК2 или ПК1 (ГОСТ 6137) |
100 |
450 |
|
Полукислый жидкий |
Мертель полукислый пластифицированный марки ПК 1 (ГОСТ 6137) |
100 |
550 |
|
Динасовый полугустой |
Мертель динасовый пластифицированный марки МД1 или МД2 (ГОСТ 5338) |
100 |
400 - 500 |
|
Динасовый порошок Огнеупорная глина |
85 - 90 15 - 10 |
500 |
|
|
Мертель динасовый пластифицированный марки МЛН1 или МЛН2 (ГОСТ 5338) |
100 |
400 - 500 |
|
|
Динасовый |
Мертель динасовый пластифицированный марки МД1 или МД2 (ГОСТ 5338) |
100 |
550 |
|
Углеродистый |
Углеродистая паста |
100 |
- |
|
Коксовая пыль Огнеупорная глина |
80 20 |
600 |
|
|
Хромисто-глиняный |
Хромитовый порошок (ГОСТ 70360) Огнеупорная глина |
90 10 |
400 |
|
Магнезитовый или хромомагнезитовый на смоле |
Магнезитовый или хромомагнезитовый порошок (ТУ-14-8-229-77 [20]) Каменноугольная смола обезвоженная |
90 |
- |
|
10 |
- |
||
|
Примечания 1 Перемешивание в растворомешалке огнеупорных растворов общего применения должно продолжаться не менее 5 мин. 2 Для температуры кладки до 1200 °С разрешается замена шамотного порошка кварцевым песком с зёрнами соответствующей крупности. 3 Для кладки со швами до 2 мм включительно применяются мертель и порошки тонкого помола, для кладки со швами более 2 мм - крупного помола. |
|||
Приложение Д
(рекомендуемое)
Составы растворов с жидким стеклом
|
Раствор |
Консистенция |
Осадка конуса, см |
Состав смеси, % по весу |
Сульфитно-спиртовая барда (считая на сухое вещество), % веса шамотного порошка и боксита (ТУ-244-325-051331-90) |
Содержание видов смеси, % |
||||
|
Шамотный порошок (ГОСТ 23037) |
Огнеупорная глина |
Глинозем технический (ГОСТ 30559) |
Боксит (ГОСТ 14657.5) |
Жидкое стекло плотностью 1,35 - 1,4 г/см3 (ГОСТ 13078) |
|||||
|
Шамотно-глиноземистый |
Жидкий |
7,5 - 8 7 - 7,5 7 - 7 |
70 - 72 70 - 72 77 - 76 |
8 8 8 |
8 8 4 |
- - - |
13 13 13 |
- - - |
33 - 35 31 - 33 29 - 31 |
|
Шамотно-глиноземистый |
Полугустой |
5-6 |
90 |
- |
10 |
- |
15 |
- |
- |
|
Шамотный |
Полугустой Густой |
5 - 6 3 - 5 |
78 - 80 78 - 80 |
8 8 |
- - |
- - |
13 13 |
- - |
26 - 29 23 - 26 |
|
Шамотно-бокситовый |
Полугустой |
5 - 6 |
90 |
- |
- |
10 |
15 |
- |
15 - 20 |
|
То же, пластифицированный |
Полугустой |
5 - 6 |
90 |
- |
- |
10 |
15 |
0,1 |
12 - 18 |
Приложение Е
(рекомендуемое)
Неформованные огнеупоры
Е.1 Неформованные огнеупоры - это смеси, состоящие из заполнителей и одного или большего числа связок, готовые к применению или в состоянии смеси сухих составляющих, которые после добавления воды или других жидкостей будут готовы к укладке.
Е.2 Смеси разделяются на плотные и теплоизоляционные. Теплоизоляционные смеси имеют общую пористость более 45 %. Теплоизоляционными называют неформованные огнеупоры с плотностью менее 1,7 г/см3 в обожженном состоянии.
Е.3 Неформованные огнеупоры могут содержать следующие типы связок:
- гидравлические связки с затвердеванием при комнатной температуре;
- керамические связки с затвердеванием в результате спекания при нагревании;
- химические связки с затвердеванием в результате химической реакции при комнатной температуре или ниже температуры образования керамической связки;
- органические связки.
Иногда в материале совместно присутствуют связки различных типов.
Е.4 Огнеупорные бетоны на гидравлических связках в зависимости от содержания цемента и, соответственно, СаО классифицируются следующим образом:
- бетоны с высоким содержанием цемента (более 15 % цемента, более 4 % СаО);
- бетоны с пониженным содержанием цемента (от 8 % до 12 % цемента, от 2,5 % до 4 % СаО);
- низкоцементные бетоны (менее 8 % цемента, от 1 % до 2,5 % СаО);
- ультранизкоцементные бетоны (от 0,2 % до 1 % СаО);
- бесцементные бетоны (< 0,2 % СаО).
Е.5 Бетоны с низким содержанием цемента являются дефлокулированными. Они содержат по меньшей мере один дефлокулянт и сверхтонкие частицы (< 1 мкм). В качестве примера можно привести микрокремнезем или реактивный глинозем. Исходная прочность этих бетонов обычно ниже, чем у бетонов с высоким содержанием цемента, однако они существенно упрочняются уже при сушке, а при температуре около 600 °С начинает образовываться керамическая связь. Благодаря низкому содержанию СаО они обладают высокой огнеупорностью.
Е.6 Набивные массы поставляются в увлажненном или, реже, в сыпучем состоянии и готовыми к использованию. Они утрамбовываются с применением стационарного шаблона, в некоторых случаях применяется также вибрация.
Набивные массы подобно пластичным обычно затвердевают под воздействием теплоты.
Е.7 Торкрет-массы обычно представляют собой огнеупорные бетоны (плотные или теплоизоляционные), которые поставляются в сухом виде и укладываются после добавления воды в процессе торкретирования.
Е.8 Массы для шоткретинга (shotcreting) представляют собой дефлокулированные огнеупорные бетоны, которые смешиваются с водой в лопастном смесителе, затем транспортируются поршневыми насосами к торкрет-соплу, где струя бетона распыляется нагнетаемым сжатым воздухом и одновременно добавляемый ускоритель твердения вызывает затвердевание материала после его попадания на футеруемую поверхность.
Е.9 Керамобетоны - бетоны на основе вяжущего, изготовленного из огнеупорных материалов. Эти бетоны отличаются высокой термостойкостью и низким коэффициентом температурного расширения (ТУ 1520-010-01402195-2008 [19]).
Е.10 В зависимости от условий эксплуатации применяют бетоны со следующими свойствами:
- высокоогнеупорные с температурой применения более 1700 °С;
- высокопрочные с пределом прочности на сжатие до 200 Н/мм2;
- с низкой теплопроводностью - 0,15 Вт/(м⋅К) и ниже;
- с высокой термостойкостью - более 200 в.т.с.
Е.11 Практикуемые составы бетонов приведены в таблице Е.1.
|
№ состава |
Предельно допустимая температура, °С |
Исходные материалы и их ориентировочные расходы1, кг/м3 |
Максимально возможная контрольная прочность Rk, МПа |
Остаточная прочность mбt, % |
Средняя плотность, кг/м3 |
Температурная усадка (-) или рост (+)εγ, не более, % |
Теплопроводность λ600: Вт/(м⋅°С) |
Герметическая стойкость в водной теплосмене Твд, число циклов1 |
Примечание |
||||
|
вяжущее |
отвердитель |
тонкомолотая добавка |
заполнитель |
Р20 |
Р110 |
||||||||
|
1 |
1800 |
Ортофосфорная кислота2 70 %-ной концентрации - 220 |
- |
Корундовая - 500 или муллитокорундовая - 540 |
Корундовый - 2160 |
70 |
100 |
- |
2800 |
±0,2 |
2,4 |
30 |
- |
|
2 |
1800 |
То же |
- |
То же |
Муллитокорундовый - 1900 |
70 |
100 |
- |
2500 |
±0,2 |
2,1 |
30 |
- |
|
3 |
700 |
Высокоглиноземистый цемент - 400 (ГОСТ 669) |
- |
- |
Корундовый - 2200 |
40 |
30 |
2800 |
2700 |
-1 |
2,4 |
20 |
Стоек в условиях газовой среды окиси углерода и водорода |
|
4 |
1600 |
Жидкое стекло - 400 |
Кремнефтористый натрий3 - 40 или нефелиновый шлам - 50, или саморассыпающие шлаки - 50 |
Магнезитовая - 500 или цирконовая - 500 (ТУ-14-8-229-77 [10]) |
Периклазошпинелидный или цирконовый - 2200 |
25 |
70 |
3100 |
2900 |
-0,6 |
2 |
10 |
Стоек в расплавах медеплавильных производств и кислой газовой среды |
|
5 |
1600 |
Высокоглиноземистый цемент - 400 (ГОСТ 669) |
- |
- |
Хромоглиноземистый шлак - 2300 |
40 |
30 |
3000 |
2800 |
-1 |
2 |
10 |
- |
|
6 |
1500 |
Высокоглиноземистый цемент - 400 (ГОСТ 669) |
- |
- |
Муллитокорундовый - 2200 |
40 |
30 |
2800 |
2700 |
-1 |
2,2 |
20 |
Стоек в условиях газовой среды окиси углерода |
|
7 |
1500 |
Орфотосфорная кислота2 70%-ной концентрации - 260 |
- |
Цирконовая - 1000 |
Цирконовый - 2300 |
50 |
100 |
- |
3400 |
±0,5 |
4 |
20 |
- |
|
8 |
1400 |
Жидкое стекло - 400 |
Кремнефтористый натрий - 40 или нефелиновый шлам - 50, или саморассыпающие шлаки - 50 |
Магнезитовая - 600 (ТУ-14-8-227-77 [18]) |
Магнезитовый - 1750 |
25 |
50 |
2600 - 2500 |
2400 - 2500 |
-1 |
1,6 |
4 |
Стоек к расплавам солей натрия и содорегенерационным расплавам |
|
9 |
1400 |
Высокоглиноземистый цемент - 400 (ГОСТ 669) |
- |
- |
Шамотный - 1400 |
30 |
30 |
2100 |
1900 |
-1 |
0,7 |
20 |
- |
|
10 |
1400 |
Высокоглиноземистый цемент - 400 (ГОСТ 669) |
- |
- |
Титаноглиноземистый шлак - 2340 |
40 |
30 |
3000 |
2800 |
- |
2,4 |
10 |
- |
|
11 |
1400 |
Глиноземистый цемент - 400 (ГОСТ 669) |
- |
- |
Муллитокорундовый - 2200 |
30 |
30 |
2800 |
2700 |
-0,6 |
2,2 |
10 |
- |
|
12 |
1400 |
Орфотосфорная кислота- 70%-ной концентрации - 260 |
- |
Шамотная - 500 |
Шамотный - 1400 |
30 |
100 |
- |
2000 |
±0,5 |
0,7 |
30 |
Стоек в условиях резкой смены температуры |
|
13 |
1300 |
Глиноземистый цемент - 400 (ГОСТ 669) |
- |
- |
Шамотный - 1400 |
30 |
30 |
2100 |
1900 |
-1 |
0,7 |
10 |
- |
|
14 |
1300 |
То же |
- |
- |
Муллитоордиеритовый - 1500 |
40 |
30 |
2200 |
2000 |
-1 |
0,6 |
100 |
Стоек в условиях резкой смены температуры |
|
15 |
1300 |
Жидкое стекло - 400 |
Кремнефтористый натрий3 - 40 или нефелиновый шлам - 50, или саморассыпающие шлаки - 50 |
Магнезитовая - 600 |
Шамотный - 1200 |
20 |
50 |
2100 |
1900 |
-0,4 |
0,8 |
15 |
Стоек к расплавам солей натрия и содорегенерационным расплавам |
|
16 |
1200 |
Портландцемент - 350 или быстротвердеющий портландцемент - 350 |
- |
Шамотная - 120 или глиноземистый цемент - 70 (ГОСТ 669) |
Шамотный - 1300 |
35 |
30 |
2000 |
1800 - 1900 |
-0,6 |
0,7 - 0,8 |
12 |
- |
|
17 |
1200 |
Жидкое стекло - 400 |
Нефелиновый шлам - 100 или саморассыпающийся шлак - 100 |
Шамотная - 400 |
Шамотный - 1250
|
20 |
100 |
2100 |
1900 |
-0,6 |
0,75 |
25 |
Стоек в условиях резкой смены температуры, кислых газов и сред |
|
18 |
1200 |
Глиноземистый цемент - 400 |
- |
- |
Кордиеритовый - 1400 |
30 |
30 |
2100 |
1900 |
-0,6 |
0,7 - 0,8 |
100 |
Стоек в условиях резкой смены температуры |
|
19 |
1100 |
Жидкое стекло - 400 |
Нефелиновый шлам - 150 или саморассыпающийся шлак - 150 |
Шамотная - 240 |
Смесь шамотного - 800 и карборундового - 800 |
25 |
80 |
2300 |
2200 |
-0,6 |
0,9 - 1,2 |
40 |
То же |
|
20 |
1100 |
Жидкое стекло - 400 |
Нефелиновый шлам - 150 или саморассьтпающийся шлак - 150 |
Шамотная - 400 |
Кордиеритовый - 120 |
20 |
80 |
2100 |
1900 |
-0,6 |
0.8 |
50 |
Стоек в условиях резкой смены температуры |
|
21 |
1100 |
Портландцемент - 350 или быстротвердеющий портландцемент - 350 |
- |
Шамотная - 120 или бетонная - 120, глиноземистый цемент - 70 |
Бетонный - 1300 |
25 |
30 |
2000 |
1800 - 1900 |
-0,5 |
0,8 |
12 |
- |
|
22 |
1100 |
Портландцемент - 350 |
- |
Кордиеритовая - 120 |
Кордиеритовый - 1300 |
30 |
30 |
2000 |
1800 - 1900 |
-0,6 |
0,7 - 0,85 |
50 |
Стоек в условиях резкой смены температуры |
|
23 |
1000 |
То же |
- |
Шамотная - 250 |
Керамзитовый4 - 850
|
15 |
40 |
1700 |
1500 |
-0,6 |
0,6 - 0,8 |
- |
- |
|
24 |
1000 |
Портландцемент - 350 |
- |
Шамотная - 210 |
Огнеупорный аглопорит - 860 |
20 |
40 |
1600 - 1800 |
1400 - 1600 |
-0,6 |
0,6 |
- |
- |
|
25 |
1000 |
Жидкое стекло - 400 |
Кремнефтористый натрий3 - 40 |
Шамотная - 500 |
Шамотный - 120 |
25 |
70 |
2100 |
1900 |
-0,4 |
0,8 |
12 |
Стоек в условиях сернистого газа |
|
26 |
900 |
Портландцемент - 350 (ГОСТ 10178) |
- |
Шамотная - 120 или золы-уноса - 120, или из боя обыкновенного глиняного кирпича - 120 |
Из боя обыкновенного глиняного кирпича - 1200 |
15 |
30 |
1900 |
1700 - 1800 |
-0,4 |
0,6 - 0,85 |
10 |
- |
|
27 |
800 |
То же |
- |
Из шлаковой пемзы или литого шлака |
Шлаковая пемза |
20 |
30 |
2000 |
1800 - 1900 |
-0,4 |
0,6 - 0,85 |
5 |
- |
|
28 |
700 |
Портландцемент5 - 350 (ГОСТ 10178) |
- |
Из золы-уноса - 120 или из боя обыкновенного глиняного кирпича - 120 |
Из доменного отвального шлака - 1900, или диабазовый - 1750, или диоритовый - 1750, или андезитовый - 1750, или базальтовый - 1750 |
40 |
40 (после 700 °С |
2400 - 2500 |
2300 - 2400 |
-0,2 |
1,2 - 1,4 |
7 |
Фундаменты под тепловые агрегаты |
|
29 |
600 |
Портландцемент5 - 400 |
- |
Смесь хромитовой - 120 и шлаковой - 720 |
Смесь гранулированного - 240 и литого шлака - 560 |
40 |
50 (после 600 °С |
2300 |
2150 |
-0,2 |
1,2 - 1,4 |
- |
Для полов горячих цехов |
|
30 |
600 |
Жидкое стекло - 300 |
Кремнефтористый натрий3 - 40 |
Шамотная - 500 |
Андезитовый - 1600 или базальтовый - 1600, или диоритовый - 1600, или диабазовый - 1600 |
30 |
80 (после 600 °С |
2500 |
2300 |
- |
- |
- |
Стоек в условиях кислых сред |
|
31 |
300 |
Портландцемент - 350 или шлакопортландцемент - 350 |
- |
- |
Из доменного отвального шлака - 2000 или андезитовый - 1900, базальтовый - 1900, диоритовый - 1900, диабазовый - 1900 |
40 |
80 (после 350 °С |
2400 - 2500 |
2300 - 2400 |
-0,1 |
- |
- |
- |
|
32 |
1300 |
Ортофосфорная кислота2 50 %-ной концентрации - 430 |
- |
Шамотная - 330 |
Шамотный легковесный3 - 360 |
7 |
80 |
- |
900 |
-0,4 |
0,5 |
- |
- |
|
33 (33) |
1100 |
Глиноземистый - 370 |
- |
- |
Вермикулит - 180 |
1,5 |
40 |
- |
600 |
-1 |
0,23 - 0,3 |
10 |
Рекомендуется в качестве теплоизоляционного слоя |
|
34 (34) |
1100 |
То же |
- |
- |
Смесь керамзитового4 - 280 и вермикулита - 100 |
3,5 |
40 |
- |
800 |
-1 |
0,27 - 0,35 |
12 |
То же |
|
35 |
1100 |
Жидкое стекло - 370 |
Нефелиновый шлам - 150 или саморассыпающийся шлак - 150 |
Шамотная - 110 |
Керамзитовый4 - 430 |
2,5 |
70 |
950 |
800 |
-0,6 |
0,32 |
10 |
Стоек в условиях сернистого газа при температуре выше 200 °С |
|
36 (26) |
1000 |
Портландцемент- 300 |
- |
Шамотная - 120 |
Вермикулит - 150 |
1,5 |
40 |
- |
600 |
-1,1 |
0,25 |
10 |
Рекомендуется в качестве теплоизоляционного слоя |
|
37 (25) |
1000 |
Портландцемент - 320 |
- |
Шамотная - 100 |
Смесь керамзитового4 - 280 и вермикулита - 100 |
3,5 |
40 |
- |
850 |
-0,6 |
0,35 |
12 |
- |
|
38 |
1000 |
Портландцемент - 330 или быстро твердеющий портландцемент - 330 |
- |
Селикат-глыба - 60 или глиноземистый цемент - 60 |
Смесь вермикулита - 100, асбеста - 40 и керамзитового4 - 60 |
1,5 |
30 |
- |
700 |
-1,5 |
0,25 |
10 |
Рекомендуется в качестве теплоизоляционного слоя |
|
39 |
1000 |
Ортофосфорная кислота2 20 %-ной концентрации - 500 |
- |
Магнезитовая - 120 |
Смесь асбеста - 200 и вермикулита - 20 |
1 |
100 |
- |
500 |
-1,5 |
0,18 |
10 |
То же |
|
40 (24) |
1000 |
Портландцемент - 220 |
- |
Шамотная - 90 |
Керамзитовый4 - 460 |
5 |
40 |
950 - 1000 |
800 - 900 |
-0,6 |
0,4 |
10 |
- |
|
41 (37) |
1000 |
Глиноземистый цемент - 300 |
- |
- |
Перлит - 450 |
5 |
30 |
1000 |
800 |
-0,6 |
0,3 |
- |
- |
|
42 |
800 |
Жидкое стекло - 250 |
Кремнефтористый натрий5 - 25 |
Шамотная - 180 |
Керамзитовый4 - 470 |
5 |
70 |
900 |
800 |
-0,4 |
0,4 |
10 |
Стоек в условиях сернистого газа при температуре выше 200 °С |
|
43 |
800 |
Жидкое стекло - 360 |
Кремнефтористый натрий' - 36 |
Шамотная - 200 |
Смесь керамзитового4 - 400 и вермикулита - 150 |
5 |
70 |
1000 |
900 |
-0,4 |
0,35 |
12 |
Стоек в условиях сернистого газа при температуре выше 200 °С |
|
44 |
800 |
Жидкое стекло - 360 |
Кремнефтористый натрий5 - 55 |
Шамотная - 200 |
Вермикулит - 140 |
2,5 |
50 |
110 |
700 |
-1 |
0,25 |
10 |
Рекомендуется в качестве теплоизоляционного слоя |
|
45 |
600 |
Портландцемент - 300 или шлакопортландцемент - 300 |
- |
Шамотная - 90 |
Перлит - 450 |
2,5 - 5,0 |
40 (после 600 °С |
950 - 1100 |
800 - 900 |
-0,4 |
0,24 - 0,32 (при средней температуре |
- |
То же |
|
Примечание - Надстрочными цифрами обозначены: 1 - ориентировочные расходы материалов рекомендуется уточнять пробными замесами или расчетом; 2 - расход ортофосфорной кислоты приведен в литрах; 3 - заполнитель из боя легковесных изделий ШЛБ-0,4; 4 - керамзит с насыпной плотностью 650 кг/м3; 5 - бетоны на жидком стекле с кремнефтористым натрием не рекомендуется применять при воздействии пара и воды. |
|||||||||||||
Приложение Ж
(рекомендуемое)
Схемы основных промышленных печей и организации работ
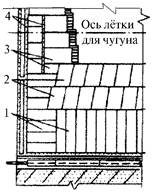
1 -
графитированные блоки; 2 - клинообразные углеродистые блоки;
3 - горизонтальные углеродистые блоки; 4 - углеродистая масса
Рисунок Ж.1 - Углеродистая кладка лещади и горна
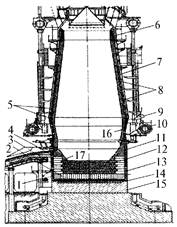
1 -
углеродистая масса; 2 - графитированные вертикальные блоки; 3 -
углеродистые блоки;
4 -углеродистая часть горна; 5 - засыпка; 6 - защитные сегменты колошника; 7
- шахта;
8, 13 - периферийные холодильники; 9 - распар; 10 -
кольцевой воздухопровод; 12 - алюмосиликатная часть лещади;
14 - подлещадные холодильники; 15 - пень; 16 - заплечики; 17
- защитный слой
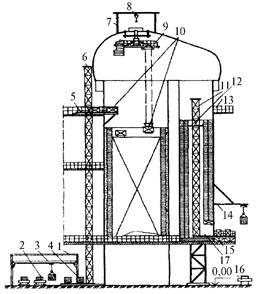
1 - здание
тепляка; 2 - платформа; 3 - однобалочные краны; 4 -
роликовые конвейеры;
5 - консольный мостик; 6 - подъемник; 7 - П-образные
стойки; 8 - электроталь; 9 - МПО-2;
10 - пакет с изделиями; 11 - шахтный подъемник; 12 -
рабочая площадка; 13 - технологическая площадка;
14 - консольный монорельс с электросталью; 15 - роликовый
конвейер;
16 - автомашина; 17 - проем керамической горелки
Рисунок Ж.3 - Схема организации работ по кладке воздухонагревателя

1 - мост
крана; 2 - механизм передвижения; 3 - редуктор; 4 -
подъемник материалов;
5 - погрузчик; 6 -лебедка; 7 - откидные помости; 8
- телескопические направляющие;
9 - лестница; 10 - рабочая площадка; 11 - нижняя площадка
Рисунок Ж.4 - Схема организации работ по футеровке глуходонного конвертера
Ж.1 На мосту крана должны быть размещены приводы подъемника огнеупорных материалов, механизм передвижения, телескопические направляющие верхней рабочей площадки с откидными козырьками-подмостями и телескопическая лестница для спуска огнеупорщиков на горизонт ведения работ. К рабочей площадке подвешивается нижняя площадка, используемая для футеровки днища.
Ж.2 Для футеровки конвертеров с отъемным днищем применяют передвижные телескопические подъемники.
Ж.3 Подъемник должен быть смонтирован на тележке, которая может передвигаться по железнодорожным путям, и состоит из системы телескопических гидроцилиндров с системой фиксирующих рычагов и рабочей площадкой, гидропривода подъема и опускания рабочей площадки и подъемника с площадкой для подъема огнеупорных изделий, а также лестницы для подъема людей на горизонт ведения работ.

1 - площадка
подъема материалов; 2 - упорная консоль; 3 - автопогрузчик; 4
- рабочая площадка;
5 - гидропривод; 6 - козырек; 7 - гидроцилиндр; 8 -
двигатель; 9 - тележка; 10 - подъемник
Рисунок Ж.5 - Схема организация работ по футеровке конвертера со съемным днищем
Ж.4 Для обеспечения нормальной работы механизмов операции передвижения рабочей площадки и площадки подъемника сблокированы между собой. Управление всеми приводами подъемника ручное дистанционное с поста, расположенного на рабочей площадке.
Ж.5 Кладку днища конвертера выполняют на стенде, обычно расположенном на нулевой отметке.
Отъемное днище конвертера футеруют по технологии днища глуходонного. После окончания кладки цилиндрической части днище подводят и устанавливают в проектное положение при помощи специальной тележки с домкратами, поднимающей днище и плотно прижимающей его к основному кожуху.
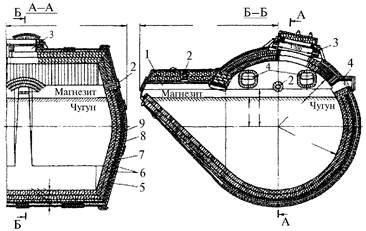
1 - сливной
носок; 2 - горелочное отверстие; 3 - горловина; 4 -
смотровые отверстия;
5 - корпус; 6 - магнезитовая кладка; 7 - шамотная кладка; 8
- изоляционная кладка; 9 - засыпка
Рисунок Ж.6 - Футеровка миксера

1 -
магнезитовая крупка (140 мм); 2 - асбест; 3 - угольные блоки;
4 - шамотный доменный кирпич (на плашку 8 рядов на растворе)
Рисунок Ж.7 - Схема футеровки печи для выплавки силикохрома
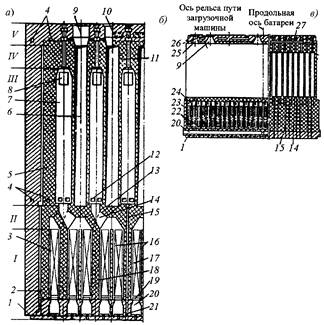
а - поперечный разрез; б - разрез по камере коксования; в - разрез по обогревательному простенку;
I - первая зона (регенераторы);
II - вторая зона (коксоходы);
III - третья зона (вертикалы);
IV - четвёртая зона (перекрытие вертикалов);
V - пятая зона (перекрытие печей);
1 -
выстилка; 2 - температурный шов у изоляционной стены; 3 - камера
регенератора с насадкой;
4 - горизонтальные вентиляционные каналы; 5 - изоляционные стены;
6 - камера коксования;
7 - вертикал; 8 - перевальное окно; 9 - загрузочный люк;
10 - забутка; 11 - смотровая шахточка;
12 - окна рециркуляции; 13 - под камеры; 14 - косой ход; 15
- газоподводящий (дюзовый) канал;
16 - разделительная перегородка; 17 - насадка; 18 - стена
регенератора (дюзовый простенок);
19 - колосниковая решётка; 20 - подовый канал; 21 -
отверстие в выстилке;
22 - отверстие в колосниковой решётке; 23 - зеркало; 24 -
секционная перегородка;
25 - газовый люк; 26 - продольная анкерная стяжка; 27 -
растопочный канал
Рисунок Ж.8 - Фрагмент коксовой батареи
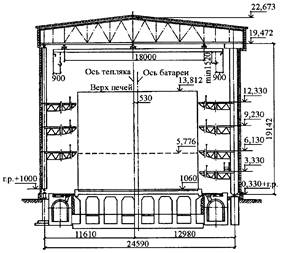
Рисунок Ж.10 - Схема катодной футеровки (продольный разрез)
Рисунок Ж.11 - Схема катодной футеровки (поперечный разрез)
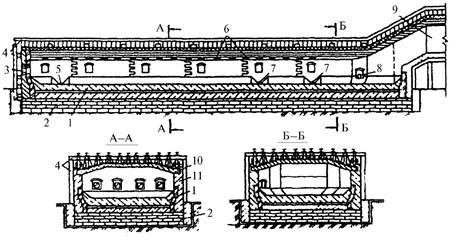
1 - лещадь; 2
- фундамент; 3 - окно для горелки (форсунки); 4 - металлический
каркас печи;
5 - запасной шпур; 6 - загрузочные отверстия; 7 - шпуры
для выпуска штейна; 8 - шлаковое окно;
9 - газоход (аптейк); 10 - свод; 11 - стень
Рисунок Ж.12 - Отражательная печь с подвесным сводом
Ж.6 Вращающаяся печь для обжига цементного клинкера представляет собой полую, футерованную изнутри огнеупорным материалом трубу, установленную на опорах с уклоном в сторону разгрузки.
Вращающуюся печь можно разделить на ряд технологических зон, каждая из которых характеризуется определенной температурой дымовых газов и зависящими от нее физико-химическими превращениями в сырьевой смеси, которые в совокупности и определяют выбор конструкции и материала футеровки той или иной зоны.
Ж.7 В зависимости от способа подготовки сырьевого материала для обжига (мокрый шлам или сухая сырьевая мука) различают два способа производства цемента - мокрый и сухой.
Наиболее распространенной в цементной промышленности является вращающаяся печь мокрого способа диаметром 4,5 м и длиной 184 м.
В коротких вращающихся печах сухого способа производства завершаются термохимические процессы обжига клинкера - декарбонизация и клинкерообразование. Предварительная термическая подготовка сырьевой муки происходит в запечном циклонном или шахтно-циклонном теплообменнике (рисунок Ж.13).

1 - течка
для подачи шлама; 2 - фильтр-подогреватель; 3 - цепная завеса; 4
- теплообменник; 5 - бандаж;
6 - венцовая шестерня; 7 - пробоотборные лючки; 8 - привод
печи; 9 - корпус печи;
10 - огнеупорная футеровка; 11 - устройство для охлаждения
корпуса печи в зоне спекания;
12 - головка печи; 13 - горелка; 14 - холодильник; 15,
16 - роликовые опоры; 17 - пылевая камера;
18, 20 - газоходы; 19 - фильтр
Рисунок Ж.13 - Получение цементного клинкера мокрым способом
Ж.8 Все материалы для футеровки газоходов и циклонных теплообменников подвозят автотранспортом на приобъектный склад, расположенный под первым бетонным перекрытием этажерки (рисунок Ж.14). Склад оборудован однобалочными кранами грузоподъемностью от 2 до 3 т для разгрузки контейнеров и поддонов. Этими же механизмами поддоны с материалами грузят на тележки. Тележки с огнеупорами с помощью шахтного подъемника подают на рабочее место огнеупорщиков, ведущих кладку газохода первой ступени. Другим подъемником материалы подают для дальнейшего транспортирования в газоходы (Г) и циклонные теплоообменники (Ц) II - IV ступеней.
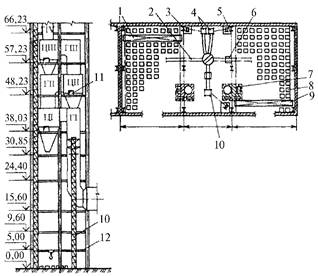
1 -
кран-балка; 2 - узкоколейный путь; 3, 5 - лебедки; 4, 10 -
шахтные подъемники; 6 - тележка;
7 - растворный узел; 8 - поддоны с кирпичом; 9 -
кран-балка; 11 - проем для подачи огнеупоров;
12 - перекрытие; Ц-I-Ц-III - циклоны; Г-I-Г-IV- газоходы
Рисунок Ж.14 - Схема подачи огнеупоров на циклонные теплообменники и газоходы
Ж.9 Типичной конструкцией ванной стекловаренной печи является регенеративная печь с прямоточным или подковообразным направлением пламени (рисунок Ж.15).
Печь состоит из верхнего строения - ванны или рабочего пространства, горелок, каркаса и нижнего строения - регенераторов; боровов внешних и внутренних с шиберами и опорных столбов.
Рабочее пространство печи ограничено дном ванны, окружкой (боковыми стенами) и сводом; делится на варочную часть, в которую через засыпной карман загружается шихта и плавится стекломасса, и студочную часть, где стекломасса подстывает перед поступлением на машины вертикального вытягивания.
Варочная часть отделяется от студочной низко опущенной плоской аркой - пережимом. Студочная часть заканчивается в месте примыкания ее к перпендикулярно расположенному поперечному машинному каналу. Машинный канал состоит из проточного канала, соединяющегося со студочной частью и выработочными каналами.
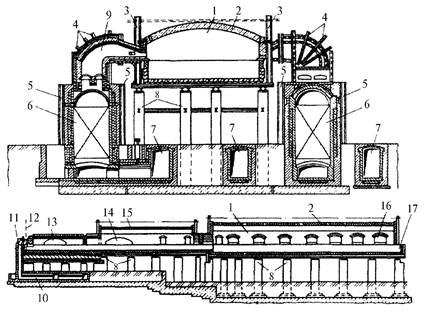
1 - рабочее
пространство варочной печи; 2 - главный свод; 3 - каркас верхнего
строения;
4 - каркас горелок; 5 - каркас регенераторов; 6 -
регенераторная камера; 7 - воздуходымные каналы;
8 - опорные столбы; 9 - горелка; 10 - боров машинного
канала; 11 - вертикальный дымовой канал;
12 - ось машины для вытягивания стекла; 13, 14 - малый и большой
поперечные каналы;
15 - свод студочной части; 16 - влеты горелок; 17 -
засыпной карман
Рисунок Ж.15 - Ванная стекловаренная печь
Ж. 10 После окончания монтажа подовых балок, стоек каркаса варочной и студочной частей и устройства рабочей площадки на уровне верха регенераторов приступают к третьему этапу (рисунок Ж.16).
Ж.11 По способу закрепления и передачи нагрузок на конструктивные элементы котла обмуровки подразделяются на самонесущие, опирающиеся непосредственно на фундамент; накаркасные (выполненные в виде отдельных щитов или штучных изделий), опирающиеся на конструкции каркаса котла; натрубные, закрепленные непосредственно на трубах экранной системы, перемещающиеся совместно с ними при тепловых расширениях и передающие нагрузки через экранную систему на каркас котла.

1 - опорная
рама; 2 - экран котла; 3 - кладка из глиняного обыкновенного
кирпича;
4 - кладка из огнеупорного кирпича
Рисунок Ж.16 - Тяжёлая обмуровка котла

1 -
фундаменты; 2 - выстилка; 3 - опоры и подвески; 4 - балки;
5 - под; 6 - подвесные стены;
7 - подвесной свод; 8 - беспламенные горелки; 9 -
теплоизоляция;
10 - штуцер для термопары; 11 - асбестовый шнур
Рисунок Ж.17 - Пиролизная трубчатая печь
Библиография
|
[2] Федеральный закон от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании» |
|
|
[3] Федеральный закон от 30 декабря 2009 г. № 384-ФЗ «Технический регламент о безопасности зданий и сооружений» |
|
|
Правила устройства и безопасной эксплуатации паровых и водогрейных котлов |
|
|
ТУ 14-194-204-93 |
Мертели огнеупорные пластифицированные |
|
ТУ 5762-002-01402195-2008 |
Плиты шамотно-волокнистые термообработанные |
|
ТУ 14-8-84-73 |
Огнеупорные мертели, порошки, массы, полуфабрикаты и сырьё |
|
ТУ 2316-021-98310821-2009 |
Краска акриловая |
|
ТУ 1523-009-50250529-2004 |
Пластическая огнеупорная масса |
|
ТУ 48-12-60-89 |
Масса холоднонабивная теплопроводная |
|
ТУ 48-12-18-94 |
Блоки углеродистые для доменных печей |
|
[12] Технические условия ТУ 48-12-27-94 |
Паста углеродистая |
|
ТУ 1523-007-50250529-2004 |
Масса огнеупорная |
|
ТУ 1571-014-00188162-97 |
Изделия высокоогнеупорные периклазовые |
|
ТУ 14-8-469-90 |
Изделия периклазовые из плавленого периклаза |
|
ТУ 1543-004-00188162-96 |
Изделия огнеупорные алюмосиликатные для агрегатов по производству кокса |
|
ТУ 14-8-235-77 |
Изделия высокоогнеупорные хромитопериклазовые термостойкие для футеровки агрегатов цветной металлургии |
|
ТУ 14-8-227-77 |
Порошок магнезитовый (периклазовый) для высокотемпературного мертеля |
|
ТУ 1520-010-01402195-2008 |
Плиты известковокремнезёмистые |
|
ТУ 14-8-229-77 |
Масса набивная огнеупорная кварцеглинистая для выполнения монолитной футеровки сталеразливочных ковшей |
|
Ключевые слова: стандарт организации, Национальное объединение строителей, промышленные печи, тепловые агрегаты, строительство, ремонт, контроль выполнения работ, приёмка работ |