 | Информационная система | |
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО
ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

Нефтяная и газовая промышленность
ПОДВОДНЫЕ ТРУБОПРОВОДНЫЕ СИСТЕМЫ
Общие технические требования
|
|
Москва Стандартинформ 2012 |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью «Научно-исследовательский институт природных газов и газовых технологий - Газпром ВНИИГАЗ» (ООО «Газпром ВНИИГАЗ») с участием специалистов структурных подразделений, организаций и дочерних обществ ОАО «Газпром» на основе аутентичного перевода на русский язык указанного в пункте 4 стандарта, который выполнен ОАО «Гипроспецгаз»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 23 «Техника и технологии добычи и переработки нефти и газа»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 19 августа 2011 г. № 231-ст
4 Настоящий стандарт является идентичным по отношению к норвежскому стандарту DNV-OS-F101-2000 «Подводные трубопроводные системы» (DNV-OS-F101-2000 «Submarine pipeline systems»).
Наименование настоящего стандарта изменено относительно наименования указанного норвежского стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (раздел 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Нефтяная и газовая промышленность
ПОДВОДНЫЕ ТРУБОПРОВОДНЫЕ СИСТЕМЫ
Общие технические требования
Oil and gas industry. Submarine pipeline systems. General requirements
Дата введения - 2012 - 03-01
1 Область применения
1.1 Введение
Настоящий стандарт устанавливает требования и правила на проектирование, изготовление, строительство, испытания, ввод в эксплуатацию, эксплуатацию, техническое обслуживание, переосвидетельствование и ликвидацию подводных морских трубопроводных систем, а также требования к материалам для их изготовления.
1.2 Цель стандарта
Целью настоящего стандарта является:
- установление требований безопасности для подводных морских трубопроводных систем путем определения минимальных требований к проектированию, материалам, изготовлению, строительству, испытанию, вводу в эксплуатацию, эксплуатации, техническому обслуживанию, переосвидетельствованию и ликвидации;
- определение технических руководящих положений по договорным вопросам между заказчиком и подрядчиком1;
- установление руководящих требований для проектировщиков, заказчиков и подрядчиков.
______________
1 Данное положение является справочным.
1.3 Область распространения
Настоящий национальный стандарт распространяется на жесткие трубопроводные системы, предназначенные для использования в нефтяной и газовой промышленности.
Настоящий стандарт распространяется на проектирование, материалы, изготовление, строительство, испытания, ввод в эксплуатацию, эксплуатацию, техническое обслуживание, переосвидетельствование и ликвидацию трубопроводных систем, используемых в нефтяной и газовой промышленности.
Стандарт распространяется на однониточные трубопроводные системы, комплексы трубопроводов, размещенные один поверх другого и заключенные внутри несущей трубы.
Настоящий национальный стандарт не распространяется на гибкие трубы, на динамические или податливые райзеры.
Примечание - Приведенное выше ограничение обусловлено различиями в воздействии нагрузок на райзер, закрепленный на неподвижной конструкции, по сравнению с гибким райзером, который обладает степенью подвижности в жидкости. Это не относится к райзерам в форме цепной линии или райзерам, прикрепленным к плавучим платформам с натяжным вертикальным якорным креплением (TLP).
Действие настоящего стандарта не распространяется на составные шлангокабели, предназначенные для управления подводными установками. Отдельные трубы, входящие в составной шлангокабель, изготовленные из материалов, соответствующих настоящему стандарту, могут проектироваться в соответствии с настоящим стандартом.
Примечание - Если требования настоящего стандарта могут быть применены для составных шланго-кабелей, следует принимать во внимание их особую геометрию, отличающуюся от геометрии обычного трубопровода, что может накладывать ограничение на применимость отдельных требований настоящего стандарта.
Настоящий стандарт распространяется на монтаж методами S-укладки, J-укладки, буксировки и укладки с использованием пластических деформаций. Стандарт также содержит требования к монтажу райзеров, защитных и анкерных конструкций.
Настоящий стандарт согласуется со стандартом ИСО 13623, который устанавливает функциональные требования для морских трубопроводов и райзеров.
Примечание - Основными отличиями от стандарта ИСО 13623 являются следующие:
- применение дополнительных требований U. Настоящий стандарт предусматривает эксплуатацию при более высоких давлениях, чем в стандарте ИСО 13623;
- в ИСО 13623 в некоторых случаях допускается эксплуатация при более значительных напряжениях в соответствие с критерием эквивалентных напряжений, чем в настоящем стандарте;
- требования к испытаниям системы давлением (испытания давлением);
- незначительные отличия, которые могут возникнуть в зависимости от отнесения трубопровода к тому или иному классу безопасности, стандарт ИСО 13623 не использует концепцию классов безопасности.
Трубы должны изготавливаться в соответствии с требованиями настоящего стандарта.
Требования настоящего стандарта к трубам основаны на стандарте ИСО 3183 с более жесткими требованиями к некоторым положениям.
В настоящем стандарте устанавливаются пять дополнительных требований к критериям и содержанию проектирования, а также дополнительный уровень требований к неразрушающему контролю (NDT).
Примечание - Дополнительные по отношению к стандарту ИСО 13623 требования к трубам приведены в приложении А.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты.
ИСО 13623 Нефтяная и газовая промышленность. Трубопроводные системы транспортировки (ISO 13623 Petroleum and natural gas industries - Pipeline transportation systems)
ГОСТ Р ИСО 3183-1:1996 Нефтяная и газовая промышленность. Трубы стальные для трубопроводов. Технические условия поставки. Часть 1. Трубы класса требований A (ISO 3183-1:1996 Petroleum and natural gas industries - Steel pipes for pipelines. Specifications. Part 1. Requirements for class A pipes)
ГОСТ Р ИСО 3183-2:1996 Нефтяная и газовая промышленность. Трубы стальные для трубопроводов. Технические условия поставки. Часть 2. Трубы класса требований В (ISO 3183-2:1996 Petroleum and natural gas industries - Steel pipes for pipelines. Specifications. Part 2. Requirements for class В pipes)
ГОСТ Р ИСО 3183-3:1996 Нефтяная и газовая промышленность. Трубы стальные для трубопроводов. Технические условия поставки. Часть 3. Трубы класса требований С (ISO 3183-3:1996 Petroleum and natural gas industries - Steel pipes for pipelines. Specifications. Part 3. Requirements for class С pipes)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 должно (shall): Означает требования, которые должны строго соблюдаться в соответствии с настоящим стандартом и отклонения от которых не допускаются.
3.2 следует (should): Означает, что рекомендуемая возможность (среди нескольких других) является наиболее подходящей, но не исключающей других, или что определенный порядок действий предпочтителен, но не обязательно требуется.
3.3 можно (may): Означает порядок действий, допустимый при соблюдении ограничений настоящего стандарта.
3.4 соглашение, по соглашению (agreement, by agreement): Если не оговорено иное, это означает необходимость письменного соглашения между изготовителем или подрядчиком и заказчиком.
3.5 обследование после завершения строительства (as-built survey): Обследование смонтированной и укомплектованной оборудованием трубопроводной системы, которое проводится для проверки соответствия законченных монтажных работ техническим требованиям и для регистрации отклонений от первоначального проекта, если таковые имеются.
3.6 обследование состояния укладки (as-laid survey): Обследование, выполняемое путем непрерывного слежения за точкой касания трубопровода при укладке или с помощью специального судна в ходе монтажа трубопровода.
3.7 атмосферная зона (atmospheric zone): Часть трубопроводной системы выше зоны заплеска.
3.8 общая потеря устойчивости (buckling, global): Режим потери устойчивости, который затрагивает существенную длину трубопровода или несколько труб и характеризуется небольшими деформациями поперечного сечения, например выпучивание трубопровода.
3.9 местная потеря устойчивости (buckling, local): Режим потери устойчивости, ограниченный короткой длиной трубопровода, вызывающий значительные изменения поперечного сечения.
Примечание - Примером является коллапс (смятие сечения под действием наружного давления), местное образование гофр и скручивание.
3.10 нормативная нагрузка (characteristic load): Базисное значение нагрузки, которое должно использоваться при определении нагрузок.
Примечание - Нормативная нагрузка обычно основана на определенной квантили на верхнем краю функции распределения нагрузки.
3.11 нормативное сопротивление (characteristic resistance): Базовое значение прочности конструкции, которое должно использоваться при определении расчетной прочности.
Примечание - Нормативное сопротивление обычно основано на определенной квантили на нижнем краю функции распределения сопротивления. Для местной потери устойчивости нормативное значение обычно соответствует значению математического ожидания. Сопротивление местной потери устойчивости, разделенное на частный коэффициент надежности по материалу, обычно представляет собой нижнюю квантиль.
3.12 нормативная прочность (characteristic strength): Номинальное значение прочности материала, которое должно применяться при определении прочности конструкции.
Примечание - Нормативная прочность обычно основана на определенной квантили на нижнем краю функции распределения прочности.
3.13 плакированная труба С (clad pipe, С): Труба с внутренним слоем, для которой связь между основанием (трубой) и материалом плакирования - металлургическая.
3.14 ввод в эксплуатацию (commissioning): Действия, которые предпринимаются после испытаний давлением и перед эксплуатацией, включающие в себя удаление воды, очистку, осушку и заполнение продуктом.
3.15 коэффициент условий работы (condition load effect factor): Коэффициент, учитывающий особые условия нагружения в расчетах на устойчивость.
3.16 фаза строительства (construction phase): Все фазы в ходе строительных работ, включая изготовление, монтаж, испытание и ввод в эксплуатацию, вплоть до того, как установка или система будет безопасной и сможет эксплуатироваться по назначению.
Примечание - Применительно к трубопроводам, эти фазы включают в себя транспортирование, сварочные работы на суше и на барже, укладку, корректировку, стыковку плетей трубопровода, испытание давлением, ввод в эксплуатацию и ремонт.
3.17 подрядчик (contractor): Сторона, назначенная заказчиком в соответствии с договором для исполнения всех или каких-либо из видов деятельности, связанных с проектированием, строительством и эксплуатацией.
3.18 припуск на коррозию (corrosion allowance): Дополнительная толщина стенки, добавляемая при проектировании для компенсации какого-либо уменьшения толщины стенки за счет коррозии (внутренней/ наружной) в ходе эксплуатации.
3.19 расчетный срок службы (design life): Определенный в проекте период времени с момента начала монтажа или эксплуатации до вывода из эксплуатации оборудования или системы.
Примечание - Проектный срок службы может быть увеличен после переосвидетельствования.
3.20 расчетные допущения (design premises): Набор особых расчетных параметров и функциональных требований, которые не оговариваются или допускаются в стандарте.
3.21 проектирование (design): Все связанные виды инженерной деятельности, необходимые для разработки проекта трубопровода, включая как конструирование, так и подбор материалов и защиту от коррозии.
3.22 расчетная максимальная температура (design temperature, maximum): Самая высокая возможная температура, воздействию которой оборудование или система может подвергаться в течение монтажа и эксплуатации.
Примечание - Должны рассматриваться как температура окружающей среды, так и рабочие температуры при эксплуатации.
3.23 расчетная минимальная температура (design temperature, minimum): Самая низкая возможная температура, воздействию которой оборудование или система может подвергаться в течение монтажа или эксплуатации, вне зависимости от давления.
Примечание - Должны рассматриваться как температура окружающей среды, так и рабочие температуры при эксплуатации.
3.24 критическая оценка производства (Engineering Criticality Assessment, ECA): Оценка дефектов с использованием методов механики разрушения.
3.25 эрозия (erosion): Потеря материала вследствие повторных ударных воздействий частиц песка или капель жидкости.
3.26 изготовление (fabrication): Виды деятельности, связанные со сборкой объектов с определенной целью.
Примечание - Что касается трубопроводов, изготовление относится, например, к райзерам, компенсаторам, пучкам труб, навивки труб на барабаны и т.п.
3.27 коэффициент изготовления (fabrication factor): Коэффициент, учитывающий снижение прочности материала в результате холодной формовки в ходе изготовления труб.
3.28 изготовитель (fabricator:): Сторона, выполняющая изготовление, сборку.
3.29 отказ (failure): Событие, происходящее с элементом или системой и вызывающее один или оба следующих эффекта: потеря элементом или системой своих функций или ухудшение работоспособности до степени существенного снижения безопасности установки, персонала или окружающей среды.
3.30 усталость (fatigue): Деградация материала, вызванная циклическим нагружением.
3.31 классификация перекачиваемых продуктов (fluid categorisation): Распределение транспортируемых продуктов по категориям согласно их потенциальной опасности, как определено в разделе 5.
3.32 квантиль (fractile): р-квантиль (квантиль уровня р или процентиль) и соответствующее значение квантили хр определяется как:
F(xp) = p, (3.1)
где F - функция распределения для хр.
3.33 водородное растрескивание (Hydrogen Pressure Induced Cracking, HPIC): Внутреннее растрескивание деформируемых материалов в результате нарастания давления водорода в микропустотах.
Примечание - Аналогичные термины: растрескивание, индуцированное водородом; ступенчатое растрескивание.
3.34 гидроиспытание или гидростатическое испытание (hydro-test or hydrostatic test): См. «заводское испытание давлением».
3.35 инспекция (контроль) (inspection): Виды деятельности, такие как измерения, обследования, испытания, проверка одной или нескольких характеристик изделия или услуги и сравнение результатов с техническими требованиями для определения соответствия.
3.36 монтаж (installation (activity)): Операции, связанные с монтажом оборудования, трубопровода или конструкции, например укладка трубопровода, стыковка плетей трубопровода, устройство свайных (шпунтовых) конструкций и т.п., включая заключительное испытание и подготовку к эксплуатации.
3.37 установка (объект) (installation (object)): См. «морская установка».
3.38 инструкция по монтажу (Installation Manual, IM): Документ, подготовленный подрядчиком, который описывает и подтверждает тот факт, что метод монтажа и используемое подрядчиком оборудование отвечает техническим требованиям, а результаты монтажа могут быть проверены.
3.39 J-труба (J-tube): Установленная на платформе J-образная труба, которая образует райзер путем протягивания через нее трубы.
Примечание - J-труба спускается с палубы платформы, доходя и входя в криволинейный участок (колено) на морском дне. Опоры J-трубы соединяют J-трубу с опорной конструкцией.
3.40 предельное состояние (limit state): Состояние, за пределами которого конструкция больше не может удовлетворять требованиям настоящего стандарта.
Примечание - Для трубопроводных систем имеют значение следующие категории предельных состояний:
SLS - предельное состояние по критерию пригодности к нормальной эксплуатации;
ULS - основное предельное состояние;
FLS - предельное состояние по критерию усталостности;
ALS - особое (чрезвычайное) предельное состояние.
3.41 футерованная труба (lined pipe, L): Труба с внутренним слоем, в которой связь между основанием (трубой) и футеровочным материалом является механической.
3.42 нагрузка (load): Любое действие, вызывающее напряжения, деформации, перемещения, смещения и т.п. в оборудовании или системе.
3.43 сочетание нагрузок (load combination): Критерий предельного состояния местной потери устойчивости для комбинированного нагружения должен проверяться для двух сочетаний нагрузок, а и b.
Примечание - Сочетание нагрузок а - это проверка системы, и она должна учитываться только в случае действия системы нагрузок.
3.44 результат действия нагрузки (load effect): Результат действия на оборудование или систему единичной нагрузки или сочетания нагрузок: напряжения, деформации, перемещения, смещения и т.п.
3.45 коэффициент надежности по нагрузке (load effect factor): Частный коэффициент безопасности, на который умножают нормативную нагрузку, чтобы получить расчетную нагрузку.
3.46 класс местоположения (location class): Географическая зона трубопроводной системы, классифицированная в соответствии с человеческой деятельностью.
3.47 партия (lot): Ряд труб из одной и той же плавки, одной и той же серии термообработки с одним и тем же диаметром и толщиной стенки.
3.48 производство (manufacture): Изготовление предметов или материалов, часто в значительном объеме.
Примечание - Что касается трубопроводов, относится к видам деятельности, направленным на изготовление труб, протекторов или других деталей и нанесению покрытий, выполняемым по соглашению с одним или несколькими подрядчиками.
3.49 производитель (manufacturer): Сторона, которая, согласно договору, несет юридическую ответственность за качество изготовления и документальное оформление готовой продукции.
3.50 технические условия на технологию изготовления (Manufacturing Procedure Specification, MPS): Руководство, подготовленное изготовителем, регламентирующее способ достижения требуемых свойств и способ проверки в ходе предлагаемого технологического процесса.
3.51 коэффициент надежности по материалу (material resistance factor): Частный коэффициент безопасности, преобразующий нормативное сопротивление в сопротивление с более низкой квантилью.
3.52 коэффициент прочности материала (material strength factor): Коэффициент, предназначенный для определения нормативной прочности материала, отражающий доверительность к пределу текучести.
3.53 заводское испытание давлением (mill pressure test): Гидростатическое испытание на прочность, проводимое на трубном заводе в соответствие с требованиями 8.2.2.
3.54 уровень неразрушающего контроля (NDT level): Степень и критерии пригодности для неразрушающего контроля (NDT) трубопровода задаются для двух уровней.
Примечание - Первый уровень, который является более жестким, требуется для критериев расчета с контролируемыми деформациями.
3.55 номинальный наружный диаметр (nominal outside diameter): Указанный в технических условиях наружный диаметр.
Примечание - Это фактически наружный диаметр (например, для трубы 12", он составляет 12,75").
3.56 номинальная толщина стенки трубы (nominal pipe wall thickness): Проектная толщина стенки трубы, не подвергавшейся коррозии, которая равна минимальной толщине стальной стенки плюс допуск изготовления.
3.57 морская установка (offshore installation (object)): Подвижные и неподвижные конструкции, включая оборудование, которое предназначено для разведки, бурения, производства, обработки или хранения углеводородов или других связанных с ними процессов или продуктов.
Примечание - Термин распространяется на установки, предназначенные для размещения персонала, занятого в этих видах деятельности, а также на подводные установки и трубопроводы. Термин не распространяется на танкеры снабжения, баржи обеспечения и другие вспомогательные суда, которые не заняты напрямую в описанных выше видах деятельности.
3.58 аварийная эксплуатация (Operation, Incidental): Условия, которые не соответствуют нормальной эксплуатации оборудования или системы.
Примечание - В отношении трубопроводных систем аварийные условия могут приводить к нестандартным значениям давления, например скачки давления вследствие внезапного закрытия запорной арматуры или поломки системы и включения системы аварийной защиты от превышения давления.
3.59 нормальная эксплуатация (Operation, Normal): Условия, которые возникают в результате эксплуатации и применения оборудования или системы в соответствии с их предназначением, включая управление условиями, контроль целостности, обслуживание, ремонтные работы и т.д.
Примечание - Что касается трубопроводов, термин распространяется на стационарные условия перекачки на всем диапазоне значений расхода, а также возможные условия засорения и отключения, когда таковые возникают как часть повседневной работы.
3.60 некруглость (out of roundness): Отклонение периметра трубы от окружности.
Примечание - Оно может определяться как овализация, %, или как местное нарушение формы сечения трубы, например сплющивание, мм.
3.61 овализация (ovalisation): Отклонение периметра от окружности, когда поперечное сечение трубы имеет форму эллипса.
3.62 владелец (owner): Сторона, несущая полную ответственность за проектирование, строительство и эксплуатацию.
3.63 частный коэффициент безопасности (partial safety factor): Коэффициент, который преобразует нормативное значение параметра в расчетное значение (т.е. это результат действия нагрузки, условия нагружения, сопротивление материала или коэффициент безопасности).
3.64 труба, сваренная токами высокой частоты (Pipe, High Frequency Welded, HFW): Труба, изготовленная формовкой из полосы, с одним продольным швом, полученным путем сварки без добавки металланаполнителя.
Примечание - Продольный шов образуется с помощью токов высокой частоты (100 кГц минимум), подаваемых путем наведения или проводимости. Область сварки или вся труба должна быть подвергнута термообработке.
3.65 труба бесшовная (Pipe, Seamless, SML): Труба, изготовленная в процессе горячей формовки, в результате которого получается трубное изделие без сварного шва.
Примечание - За горячей формовкой может следовать обработка или холодное экспандирование, позволяющее получить требуемые размеры.
3.66 труба с продольным или спиральным швом, полученным дуговой сваркой под слоем флюса (Pipe, Submerged Arc-Welded Longitudinal or Helical, SAWL or SAWH): Труба, изготовленная формовкой из полосы или листа, с одним продольным (SAWL) или спиральным (SAWH) швом, сформированным за счет процесса дуговой сварки под слоем флюса, по крайней мере, с одним проходом, выполненным изнутри трубы, и одним проходом - снаружи трубы.
Примечание - Допускается одиночный проход для выполнения прерывистого или непрерывного прихваточного сварного шва методом газовой дуговой сварки для металлов.
3.67 трубопровод (pipeline): Часть трубопроводной системы, которая располагается ниже поверхности воды при максимальном приливе, за исключением райзеров трубопровода.
Примечание - Трубопровод может лежать на морском дне полностью или прерывисто или быть заглубленным в него.
3.68 соединительные детали трубопровода (pipeline components): Любые элементы, которые являются неотъемлемой частью трубопроводной системы, такие как фланцы, тройники, колена, переходники и арматура.
3.69 трубопроводная система (pipeline system): Взаимосвязанная система подводных трубопроводов, их райзеры, опоры, запорная арматура, все несъемные соединительные детали, связанные с ней защитные системы и система защиты от коррозии.
Примечание - Если не оговорено иное, границы трубопроводной системы включают в себя:
- узел запуска/приема очистных устройств на установке. Если узел запуска/приема очистных устройств отсутствует, трубопроводная система заканчивается на первом кране (задвижке) включительно;
- на подводной установке (объекте) трубопроводная система обычно заканчивается в месте соединения с фонтанной арматурой или дроссельной заслонкой. Фонтанная арматура не считается частью трубопроводной системы. На подводной установке (объекте), к которой приведенное выше определение неприменимо, трубопроводная система заканчивается в месте соединения с подводной установкой (объектом). Соединение является частью подводного трубопровода;
- трубопроводная система на участке подхода к берегу заканчивается первым фланцем/краном (задвижкой).
3.70 система контроля давления (pressure control system): Это система контроля давления в трубопроводах, состоящая из системы регулировки давления, системы аварийной защиты от превышения давления и связанных с ними средств измерения и сигнальных систем.
Примечание - На рисунке 3.1 приведена схема определения давления
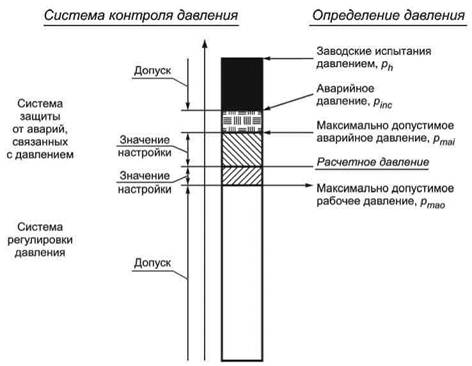
Рисунок 3.1 - Схема определения давления
3.71 система регулировки давления (pressure regulating system): Система, которая обеспечивает поддержание установленного давления в трубопроводе (при заданном исходном значении), вне зависимости от давления вверх по потоку.
3.72 система аварийной защиты от превышения давления (pressure safety system): Система, которая, независимо от системы регулировки давления, гарантирует, что допустимое аварийное давление не будет превышено.
3.73 испытание давлением (pressure test): См. «испытания системы давлением».
3.74 давление коллапса (pressure, collapse): Нормативное сопротивление наружному избыточному давлению.
3.75 расчетное давление (pressure, design): Максимальное внутреннее давление в течение обычной эксплуатации, отнесенное к указанной базисной высоте, по которому должен рассчитываться трубопровод или участок трубопровода.
Примечание - Расчетное давление должно учитывать условия стационарного течения на всем диапазоне значений расхода, а также возможные условия засорения и отключения для всей длины трубопровода или участка трубопровода, который должен находиться под постоянным расчетным давлением.
3.76 давление гидро- или гидростатических испытаний (pressure, hydro- or hydrostatic test): См. «заводское испытание давлением».
3.77 аварийное давление (pressure, incidental): Максимальное внутреннее давление, которое, согласно расчетам, выдержит трубопровод или участок трубопровода в течение каких-либо аварийных рабочих ситуаций, в привязке к той же базисной высоте, что и для расчетного давления.
3.78 давление страгивания (pressure, initiation): Наружное избыточное давление, требующееся для начала процесса лавинного смятия от зоны существующей местной потери устойчивости (местного смятия) или вмятины.
3.79 местное давление; местное расчетное, местное аварийное или местное испытательное (pressure, local; local design, local incidental or local test): Внутреннее давление в какой-либо точке трубопроводной системы или участка трубопровода для соответствующего расчетного давления, аварийного давления или испытательного давления.
Примечание - Оно равно расчетному, аварийному давлению, испытательному давлению на базисной высоте плюс статический напор перекачиваемого продукта или среды, используемой при испытании вследствие разницы между базисной высотой и высотой рассматриваемого участка.
3.80 максимальное допустимое аварийное давление (Pressure, Maximum Allowable Incidental, MAIP): Максимальное давление, при котором трубопроводная система должна работать в ходе аварийной (т.е. кратковременной) эксплуатации.
Примечание - Максимальное допустимое аварийное давление определяется как максимальное аварийное давление за вычетом положительного допуска системы защиты от превышения давления.
3.81 максимальное допустимое рабочее давление (Pressure, Maximum Allowable Operating, MAOP): Максимальное давление, при котором трубопроводная система должна работать в режиме нормальной эксплуатации.
Примечание - Максимальное допустимое рабочее давление определяется как расчетное давление за вычетом положительного допуска системы регулировки давления.
3.82 испытательное заводское давление (pressure, mill test): Давление, при котором испытываются отдельные трубы и соединительные детали после завершения их изготовления в соответствии с положениями 8.2.2.
3.83 давление распространения лавинного смятия (pressure, propagating): Минимальное давление, требующееся для того, чтобы лавинное смятие продолжало распространяться.
3.84 давление отключения (pressure, shut-in): Максимальное давление, которое может быть достигнуто в устье скважины в течение времени закрытия запорной арматуры, располагающейся ближе всех к устью скважины (отключение устья скважины).
Примечание - При этом подразумевается, что должны учитываться переходные режимы давления вследствие закрытия запорной арматуры.
3.85 испытательное давление системы (pressure, system test): Внутреннее давление в трубопроводе или участке трубопровода в ходе испытаний по завершению работ по монтажу, подаваемое для испытания трубопроводной системы на герметичность (обычно проводится как гидростатическое испытание).
3.86 испытательное давление (pressure, test:): См. «испытательное давление системы».
3.87 закупщик (purchaser): Владелец или другая сторона, действующая в его интересах, которая отвечает за приобретение материалов, деталей или услуг, предназначенных для проектирования, строительства или реконструкции установки или трубопровода.
3.88 гарантия качества (quality assurance, QA): Запланированные систематические действия, необходимые для обеспечения должной уверенности в том, что изделие или услуга будет удовлетворять заданным требованиям к качеству.
3.89 план обеспечения качества (quality plan, QP): Документ, определяющий особые указания по обеспечению качества, ресурсы и последовательность действий, относящихся к отдельному изделию, проекту или договору.
Примечание - План обеспечения качества обычно ссылается на часть руководства по обеспечению качества, применяемую к соответствующему случаю.
3.90 ретчетинг (ratcheting): Накопление деформаций при циклическом нагружении, главным образом связанное сувеличением диаметра.
3.91 надежность (reliability): Вероятность того, что элемент или система будут исполнять требуемые функции без отказов при определенных условиях эксплуатации и обслуживания в течение указанного интервала времени.
3.92 переосвидетельствование (re-qualification): Повторный расчет конструкции вследствие измененных расчетных допущений и/или установившихся дефектов.
3.93 сопротивление (resistance): Способность конструкции или части конструкции противостоять действию нагрузок.
3.94 райзер (riser): Соединительный трубопровод или гибкая труба между подводным трубопроводом на морском дне и установками над водой.
Примечание - Райзер доходит до узла надводного отключения линии входа/выхода от оборудования установки, т.е. до запорной арматуры экстренного отключения (ESD) райзера.
3.95 опора, хомут райзера (riser support/clamp): Конструкция, предназначенная для удерживания райзера на месте установки.
3.96 система райзера (riser system): Система, которая состоит из райзера, его опор, всех несъемных соединительных деталей трубопровода и системы защиты от коррозии.
3.97 риск (risk): Качественная или количественная вероятность проявления случайного события, рассматриваемая в связи с потенциальными последствиями отказа.
Примечание - В количественном определении риск - это дискретная вероятность определенного отказа, умноженная на его дискретные последствия.
3.98 класс безопасности (safety class, SC): Это концепция, принятая для классификации ответственности трубопроводной системы в зависимости от последствий отказа.
3.99 коэффициент безопасности (safety class resistance factor): Поправочный коэффициент к значению нагрузки или другого параметра (давления, температуры, концентрации и т.д.), определяющей степень повышения или понижения контрольного значения по отношению к его экспериментальному или расчетному значению.
3.100 слеминг (slamming): Ударная нагрузка на элемент, занимающий близкое к горизонтальному положение, при прохождении морской волны.
Примечание - Направление, преимущественно, вертикальное.
3.101 слаппинг (slapping): Ударная нагрузка на элемент, занимающий близкое к вертикальному положение, в результате разрушения морской волны.
Примечание - Направление, преимущественно, горизонтальное.
3.102 нормативное минимальное значение предела прочности на растяжение (Specified Minimum Tensile Strength, SMTS): Минимальный предел прочности на растяжение, установленный в технических условиях или стандартах на материал.
3.103 нормативное минимальное значение предела текучести (Specified Minimum Yield Stress, SMYS): Минимальный предел текучести, установленный в технических условиях или стандартах на материал.
3.104 зона заплеска (splash zone): Наружные поверхности конструкции или трубопровода, которые периодически находятся под и над водой под влиянием волн, а также приливов и отливов.
3.105 высота зоны заплеска (splash zone height): Вертикальное расстояние между верхней и нижней границами зоны заплеска.
3.106 нижняя граница зоны заплеска (Splash Zone Lower Limit, LSZ): Определяется как
LSZ = |L1| - |L2| - |L3|, (3.2)
где L1 - наинизший астрономический уровень отлива (LAT);
L2 - 30 % высоты зоны заплеска при волнении (см. 3.104);
L3 - перемещение вверх райзера, если оно возможно.
3.107 верхний предел зоны заплеска (Splash Zone Upper Limit, USZ): Определяется как
USZ = |U1| + |U2| + |U3|, (3.3)
где U1 - наивысший астрономический уровень прилива (HAT);
U2 - 70 % высоты зоны заплеска при волнении (см. 3.104);
U3 - осадка или перемещение вниз райзера, если оно возможно.
3.108 высота зоны заплеска при волнении (splash zone wave-related height): Высота волны, вероятность превышения которой составляет 10-2, что определено на основании долгосрочного распределения отдельных волн.
Примечание - Если это значение не определено, приблизительное значение высоты зоны заплеска может быть принято равным 0,46 Hs100, где
Hs100 - значимая высота волны со 100-летней повторяемостью.
3.109 подводный трубопровод (submarine pipeline): См. определение для трубопровода.
3.110 зона погружения (submerged zone): Часть трубопроводной системы или установки ниже зоны заплеска, включая заглубленные части.
3.111 дополнительные требования (supplementary requirements): Требования к свойствам материала труб, которые дополняют основные требования и которые распространяются на трубы особого назначения.
3.112 влияние системы (system effects): Влияние системы значимо в тех случаях, когда многие участки трубопровода находятся в условиях неизменных нагрузок и потенциальные повреждения конструкции могут произойти из-за самой низкой конструктивной прочности участков труб.
3.113 испытания системы давлением (system pressure test): Заключительные испытания построенной трубопроводной системы, см. раздел 8.2.2.
3.114 заданный уровень безопасности (target safety level): Номинальная приемлемая вероятность отказа конструкции. Грубые ошибки не учитываются.
3.115 предел прочности на растяжение (Ultimate Tensile Strength, UTS): Измеряемый предел прочности на растяжение при разрыве.
3.116 верификация (verification): Экспертиза, призванная подтвердить, что деятельность, изделие или услуга соответствуют заданным требованиям.
3.117 работа (work): Деятельность всех видов, которая должна проводиться в пределах соответствующего договора или договоров, введенных в действие владельцем, оператором, подрядчиком или изготовителем.
3.118 предел текучести (Yield Stress, YS): Измеренный предел текучести при растяжении.
4 Обозначения и сокращения
4.1 В настоящем стандарте применены следующие сокращения:
ALS (Accidental Limit State) - особое (чрезвычайное) предельное состояние;
API (American Petroleum Institute) - Американский нефтяной институт;
ASD (Allowable Stress Design) - расчет по допускаемым напряжениям;
ASME (American Society of Mechanical Engineers) - Американское общество инженеров-механиков;
ASNT (American Society for Nondestructive Testing (NDT)) - Американское общество по неразрушающему контролю;
ASTM (American Society for Testing and Materials) - Американское общество испытаний и материалов;
AUT (Automatic Ultrasonic Testing) - автоматический ультразвуковой контроль;
ВМ (Base material) - основной материал;
BS (British Standard) - стандарт Великобритании;
С (Clad pipe) - плакированная труба;
C-Mn (Carbon Manganese) - углеродисто-марганцевый;
СЕ (Carbon equivalent) - углеродный эквивалент;
CRA (Corrosion Resistant Alloy) - коррозионно-стойкий сплав;
CTOD (Crack Tip Opening Displacement) - раскрытие в вершине трещины;
CVN (Charpy V-notch) - Шарпи с V-образным надрезом;
DAC (Distance-Amplitude Correction) - коррекция «амплитуда-расстояние» (диаграмма);
DC условие (Displacement Controlled condition) - условие контролируемых перемещений;
DFI (Design, Fabrication and Installation) - проектирование, изготовление и монтаж;
DNV (Det Norske Veritas) - организация Det Norske Veritas;
DP (Dynamic Positioning) - динамическое позиционирование;
DWTT (Drop weight tear test) - испытания на разрыв падающим грузом;
EBW (Electronic Beam Welded) - электронно-лучевая сварка;
ЕСА (Engineering Criticality Assessment) - критическая оценка производства;
ESD (Emergency Shut Down) - аварийное отключение;
ESR (Electroslag re-melting furnace) - печь электрошлаковой переплавки;
FAD (Failure Assessment Diagram) - диаграмма оценки отказов;
FBH (Flat Bottom Hole) - лунка с плоским дном;
FCAW (Flux Cored ArcWelding without gas shield) - дуговая сварка порошковой проволокой без защитного газа;
FL (Fusion Line) - линия сплавления;
FLS (Fatigue Limit State) - предельное состояние по критерию усталости;
FMEA (Failure Mode Effect Analysis) - анализ видов и последствий отказов;
FSH (Full Screen Height) - полная высота экрана;
GCHAZ (Grain Coarsened Heat Affected Zone) - зона укрупненных частиц под тепловым воздействием;
GFCAW (Flux Cored Arc Welding with external gas shield) - дуговая сварка порошковой проволокой в среде защитного газа;
GMAW (Gas Metal Arc Welding) - дуговая сварка металлическим электродом плавления в среде защитного газа;
GTAW (Gas Tungsten ArcWelding) - дуговая сварка вольфрамовым электродом в среде защитного газа;
HAT (Highest Astronomical Tide) - наивысший астрономический уровень прилива;
HAZ (Heat Affected Zone) - зона термического влияния;
HAZOP (Hazard and Operability Study) - исследование опасности и работоспособности;
HFW (High Frequency Welding) - сварка токами высокой частоты;
HIC (Hydrogen Induced Cracking) - водородное растрескивание;
HPIC (Hydrogen Pressure Induced Cracking) - растрескивание, вызываемое давлением водорода;
IM (Installation Manual) - инструкция по монтажу;
IQI (Image Quality Indicators) - индикаторы качества изображения;
ISO (International Organization for Standardization) - международная организация по стандартизации;
J-R curve (Plot of resistance to stable crack growth for establishing crack extension) - кривая сопротивления устойчивому росту трещины (для определения распространения трещины);
KV (Charpy value) - значение ударной вязкости по Шарпи;
KVL (Charpy value in pipe longitudinal direction) - значение ударной вязкости по Шарпи в продольном направлении трубы;
KVT (Charpy value in pipe transversal direction) - значение ударной вязкости по Шарпи в поперечном направлении трубы;
L (Lined pipe) - футерованная труба;
L (Load effect) - результат действия нагрузки;
LAT (Lowest Astronomic Tide) - наинизший астрономический уровень отлива;
LBZ (Local brittle zone) - локальная хрупкая зона;
LC (Load Controlled condition) - условие контролируемых нагрузок;
LRFD (Load and Resistance Factor Design) - проектирование по коэффициентам нагрузок и сопротивления;
LSZ (Splash Zone Lower Limit) - нижняя граница зоны заплеска;
LBW (Laser Beam Welded) - лазерно-лучевая сварка;
М/А (Martensite/Austenite) - мартенситно-аустенитная;
MAIP (Maximum Allowable Incidental Pressure) - максимальное допустимое аварийное давление;
МАОР (Maximum Allowable Operating Pressure) - максимальное допустимое рабочее давление;
MDS (Material Data Sheet) - спецификация на материал;
MIP (Maximum Incidental Pressure) - максимальное аварийное давление;
MPQT (Manufacturing Procedure Qualification Test) - квалификационные испытания технологии изготовления;
MPS (Manufacturing Procedure Specification) - технические условия на технологию изготовления;
MSA (Manufacturing Survey Arrangement) - система контроля изготовления;
NACE (National Association of Corrosion Engineers) - Национальная ассоциация инженеров-коррозионистов;
NDT (Non-Destructive Testing) - неразрушающий контроль;
NMD (Norwegian Marine Directorate) - Норвежский морской директорат;
P (Production) - производство (выпуск продукции);
PAW (Plasma Arc Welding) - плазменная дуговая сварка;
PRE (Pitting Resistance Equivalent) - эквивалент стойкости кточечной коррозии;
PRL (Primary Reference Level) - первичный эталонный уровень;
PTFE (Polytetrafluorethylene) - политетрафторэтилен;
PWHT (Post weld heat treatment) - термообработка после сварки;
PWPS (Preliminary Welding Procedure Specification) - предварительные технические условия на сварку;
Q (Qualification) - квалификация (оценка);
QA (Quality Assurance) - гарантия качества;
QC (Quality Control) - контроль качества;
QP (Quality Plan) - план обеспечения качества;
QRA (Quantitative Risk Analysis) - количественный анализ риска;
Q/T (Quenched and Tempered) - структура после закалки и отпуска;
RH (Relative Humidity) - относительная влажность;
ROV (Remotely Operated Vehicle) - аппараты с дистанционным управлением;
RT (Radiographictesting) - радиографический контроль;
SAW (Submerged Arc Welding) - дуговая сварка под слоем флюса;
SAWH (Submerged Arc-welding Helical) - спиральношовная труба, сваренная дуговой сваркой под слоем флюса;
SAWL (Submerged Arc-welding Longitudinal) - продольношовная труба, сваренная дуговой сваркой под слоем флюса;
SC (Safety Class) - класс безопасности;
SCF (Stress Concentration Factor) - коэффициент концентрации напряжений;
SENB (Single-Edge Notched Bending (test)) - испытания на изгиб образца с односторонним боковым надрезом;
SLS (Serviceability Limit State) - предельное состояние по критерию пригодности к нормальной эксплуатации;
SMAW (Shielded Metal Arc Welding) - дуговая сварка в среде защитного газа;
SML (Seamless Pipe) - бесшовная труба;
SMTS (Specified Minimum Tensile Strength) - нормативное минимальное значение предела прочности на растяжение;
SMYS (Specified Minimum Yield Stress) - нормативное минимальное значение предела текучести;
S/N (Signal to Noise) - сигнал к шуму;
SNCF (Strain Concentration Factor) - коэффициент концентрации деформаций;
SRA (Structural Reliability Analysis) - анализ конструктивной надежности;
SSC (Stress Sulphide Cracking) - сульфидное растрескивание под напряжением;
ST (Surface testing) - контроль поверхности;
SWC (Stepwise Cracking) - ступенчатое растрескивание;
ТМСР (Thermo Mechanical Control Process) - термомеханическая обработка;
TL (Transition Line) - линия фазового перехода;
ToFD (Time of Flight Diffraction) - «рассеяние во время полета»;
TRB (Three Roll Bending) - трехвалковая гибка;
ULS (Ultimate Limit State) - основное предельное состояние;
UO (Pipe fabrication process for welded pipes) - условное обозначение процесса изготовления сварных труб;
UOE (Pipe fabrication process for welded pipes, expanded) - условное обозначение процесса изготовления сварных труб, экспандированных;
USZ (Splash Zone Upper Limit) - верхняя граница зоны заплеска;
UT (Ultrasonic testing) - ультразвуковой контроль;
UTS (Ultimate Tensile Strength) - предел прочности на растяжение;
VAR (Vacuum Arc Re-melting Furnace) - вакуумная дуговая печь переплавки;
WM (Weld Metal) - металл сварного шва;
WPQR (Welding Procedure Qualification Records) - отчет об аттестации технологии сварки;
WPS (Welding Procedure Specification) - технические условия на технологию сварки;
YS (Yield Stress) - предел текучести.
4.2 В настоящем стандарте применены следующие обозначения:
4.2.1 Латинские обозначения:
А - площадь поперечного сечения;
![]()
![]()
As = π(D - t) × t, площадь поперечного сечения стенки трубы;
D - номинальный наружный диаметр;
Dmax - наибольший измеренный внутренний или наружный диаметр;
Dmin - наименьший измеренный внутренний или наружный диаметр;
Di = D - 2tnom, номинальный внутренний диаметр;
Е - модуль Юнга;
![]() овальность (относительная);
овальность (относительная);
fу - предел текучести, который должен применяться в расчете;
fu - предел прочности, который должен применяться в расчете;
g - ускорение свободного падения;
h - высота от контрольного уровня поверхности моря до базисной точки трубопровода для расчетного давления;
Н - высота волны;
Hs - значительная высота волны;
Нр - постоянная глубина пластической вмятины;
ID - номинальный внутренний диаметр;
М - изгибающий момент;
Мс - нормативный изгибающий момент (воспринимаемый трубопроводом);
N - продольное усилие в стенке трубы («истинное» усилие) (положительное при растяжении);
ni - число блоков напряжений;
Ni - число циклов нагружений до разрушения при постоянной амплитуде;
О - некруглость сечения трубы, Dmax - Dmin;
OD - номинальный наружный диаметр;
рс - нормативное давление коллапса;
pd - расчетное давление;
ре - наружное давление;
реi - давление коллапса при упругих напряжениях;
ph - испытательное давление (заводское);
pi - нормативное внутреннее давление;
pinc - аварийное давление;
pinit - давление «страгивания» (начала лавинного смятия);
pjd - местное расчетное давление;
pll - местное аварийное давление;
рlt - местное испытательное давление (испытания системы - трассовые);
pтао - максимальное допустимое рабочее давление;
pmt - гидростатическое испытательное заводское давление;
рр - давление коллапса при пластических деформациях;
ррr - давление распространения (лавинного смятия);
pt - испытательное давление;
R - радиус общего изгиба трубы;
Rm - предел прочности на растяжение;
Rpx - прочность, эквивалентная остаточному удлинению на х % (действительные напряжения);
Rtx - прочность, эквивалентная полному удлинению на х % (действительные напряжения);
S - эквивалентное продольное усилие (положительное при растяжении);
T - температура эксплуатации;
Ттах - максимальная расчетная температура;
Tmjn - минимальная расчетная температура;
Т0 - температура испытаний;
t1, t2 - толщина стенки трубы в соответствии с 8.3.3;
tcorr - припуск на коррозию;
tfab - заводской допуск на толщину стенки трубы;
tmin - минимальная толщина стенки;
tmmjn - измеренная минимальная толщина стенки, см. таблицы 9.14, 9.15;
t, tnom - номинальная толщина стенки трубы (не подвергнутой коррозии);
W - момент сопротивления сечения;
z - высота от рассматриваемого участка трубопровода до базисной точки трубопровода для определения расчетного давления.
4.2.2 Греческие обозначения:
α - коэффициент линейного расширения;
αА - коэффициент анизотропии;
αс - параметр напряжений пластического течения в соответствии с 8.4.5.4;
αfab - коэффициент, учитывающий условия изготовления в соответствии с 8.4.3 и 8.2.6;
αfat - коэффициент допустимого усталостного дефекта;
αgw - коэффициент кольцевого сварного шва (сопротивление деформациям);
![]() - коэффициент деформационного упрочнения;
- коэффициент деформационного упрочнения;
αU - коэффициент прочности материала;
ε - деформация;
εM - нормативная изгибная деформация;
εf - накопленная пластическая деформация;
εр - пластическая деформация;
γa - коэффициент надежности для аварийной нагрузки;
γc - коэффициент условий работы;
γE - коэффициент надежности для природной нагрузки;
γε - коэффициент сопротивления деформациям;
γF - коэффициент надежности для функциональной нагрузки;
γinc - отношение аварийного давления к расчетному;
γm - коэффициент надежности по материалу;
γp - коэффициент надежности подавлению;
γsc - коэффициент безопасности (в зависимости от класса безопасности);
k - кривизна;
η - коэффициент использования;
μ - коэффициент трения;
ρ - плотность;
σ - стандартное отклонение переменной (например, толщины);
σе - интенсивность напряжений по Мизесу;
σh - кольцевое напряжение;
σl - продольное, осевое напряжение;
v - коэффициент Пуассона;
τth - тангенциальное напряжение сдвига.
4.2.3 Индексные обозначения:
А - аварийная нагрузка;
с - нормативное сопротивление;
d - расчетное значение;
е - наружный;
el - упругий;
F - функциональная нагрузка;
h - окружное направление (кольцевое направление);
i - внутренний;
l - осевое (продольное) направление;
М - изгибающий момент;
р - пластический;
s - сталь;
S - SLS;
U - ULS.
5 Концепция надежности и безопасности при проектировании, монтаже, эксплуатации и ремонте трубопроводных систем
5.1 Общие сведения
5.1.1 Цель раздела
Настоящий раздел устанавливает концепцию обеспечения безопасности и соответствующие формы расчета, применяемые в настоящем стандарте.
5.1.2 Область применения
5.1.2.1 Настоящий раздел распространяется на все трубопроводные системы, которые строятся в соответствии с настоящим стандартом.
5.1.2.2 Раздел также содержит рекомендации по расширению применения настоящего стандарта для новых критериев и т.д.
5.2 Концепция безопасности
5.2.1 Общие сведения
Целостность трубопроводной системы, сконструированной в соответствии стребованиями настоящего стандарта, обеспечивается, исходя из концепции обеспечения безопасности, состоящей из различных частей (см. рисунок 5.1).

Рисунок 5.1 - Структура концепции обеспечения безопасности
5.2.2 Задачи обеспечения безопасности
Общие задачи обеспечения безопасности определяются, планируются и осуществляются на всех стадиях от разработки концепции до ликвидации объекта.
Примечание - Политика управления человеческими ресурсами, финансами и защитой окружающей среды существует на всех предприятиях. Как правило, она задается на общем уровне и раскрывается через более подробные задачи и требования в особых областях. Эти подходы следует использовать как основу для определения задач обеспечения безопасности для отдельной трубопроводной системы. К типовым положениям можно отнести следующие:
- воздействие на окружающую среду должно быть снижено настолько, насколько это возможно;
- отсутствие утечек продуктов во время эксплуатации трубопроводной системы;
- отсутствие в ходе периода строительства несчастных или смертельных случаев;
- монтаж трубопровода не должен представлять угроз рыболовным снастям ни при каких обстоятельствах;
- монтаж и обслуживание должны выполняться без участия водолазов и т.д.
Положения, подобные приведенным выше, могут распространяться на все или только на отдельные стадии. Обычно они в большей мере относятся к выполнению работ (т.е. тому, как подрядчик исполняет свою работу) и отдельным проектным решениям (например, заглубленный или незаглубленный трубопровод). После того, как определены задачи обеспечения безопасности, необходимо определить порядок их осуществления для конкретного проекта. Поэтому рекомендуется, чтобы за общими задачами обеспечения безопасности следовали более конкретные требования.
Если подходы отсутствуют или задачи обеспечения безопасности трудноопределимы, можно начать с оценки рисков. Оценка рисков может выявить все опасности и их последствия, а затем выполнить обратную экстраполяцию для определения критериев пригодности и области, которые должны быть отслежены более внимательно.
В настоящем стандарте вероятность отказов конструкций отражена в выборе трех классов безопасности (см. раздел 5, подраздел 5.2, пункт 5.2.4). При выборе класса безопасности следует учесть аспекты, связанные со сформулированными задачами обеспечения безопасности.
5.2.3 Системный анализ
5.2.3.1 Работы, связанные с проектированием, строительством и эксплуатацией трубопроводной системы, должны гарантировать, что ни один отказ не приведет к угрозам человеческой жизни или неприемлемым отказам технологических установок или оборудования.
5.2.3.2 На всех стадиях должен проводиться системный анализ для выявления и оценки последствий отдельных отказов и серий отказов в трубопроводной системе с целью принятия необходимых мер по их устранению. Оценка или анализ должен отражать опасность для трубопроводной системы, опасность для запланированной работы, основанный на результатах накопленного опыта эксплуатации подобных систем или работ.
Примечание - Методологией системного анализа является количественный анализ рисков (QRA). Он может обеспечить оценку общего риска для здоровья и безопасности людей, окружающей среды и имущества и включает в себя:
- определение опасностей,
- оценку вероятностей появления отказов,
- развитие аварийных ситуаций,
- последствия и оценку рисков.
Следует отметить, что законодательство некоторых стран требует проведения анализа рисков на всех уровнях с целью выявления критических сценариев развития угроз безопасности и надежности трубопроводной системы. Другими методологиями определения потенциальных опасностей являются анализ вида и последствий отказов (FMEA) и исследование опасности и работоспособности (HAZOP).
5.2.3.3 Особое внимание должно быть уделено участкам вблизи установок или подходов к берегу, где часто работают люди и, следовательно, имеется большая вероятность и более значительные последствия отказов трубопровода. Это также относится к зонам, в которых трубопроводы уложены параллельно существующим трубопроводам и к их пересечениям.
5.2.4 Методология определения классов безопасности
В настоящем стандарте конструктивная безопасность трубопроводной системы обеспечивается применением методологии определения классов безопасности. Трубопроводная система может относиться к одному или нескольким классам безопасности, исходя из последствий отказов. Классы безопасности зависят обычно от назначения трубопровода и его местоположения. Для каждого класса безопасности каждому предельному состоянию присвоен ряд частных коэффициентов безопасности.
5.2.5 Гарантия качества
5.2.5.1 Формат безопасности в пределах настоящего стандарта требует контроля за грубыми ошибками (человеческий фактор) посредством установления требований к организации работ, компетентности персонала, проверки расчетов и системы гарантии качества на протяжении всех соответствующих стадий.
5.2.5.2 Настоящий стандарт предполагает, что владелец трубопроводной системы сам формулирует задачи обеспечения безопасности. Владелец должен сам отслеживать обеспечение уровня качества (внутреннего и внешнего) изделий и услуг, исходя из задач обеспечения безопасности. Более того, владелец должен гарантировать, что предписанное качество обеспечено или будет обеспечено.
5.2.5.3 Система качества должна способствовать соблюдению требований настоящего стандарта.
Примечание - Система стандартов ИСО 9000 приводит инструкции по выбору и использованию систем качества.
5.2.6 Охрана труда, промышленная безопасность и охрана окружающей среды
Цель настоящего стандарта состоит в обеспечении безопасных условий и охраны труда, промышленной безопасности и охраны окружающей среды в процессе проектирования, выбора материалов, изготовления, монтажа, ввода в эксплуатацию, эксплуатации, технического обслуживания и консервации трубопроводных систем в газовой и нефтяной промышленности.
5.3 Формат расчета
5.3.1 Общие сведения
Формат расчета в настоящем стандарте основан на расчетах предельных состояний и частных коэффициентов безопасности, также известный как метод проектирования по коэффициентам нагрузок и сопротивления (LRFD).
5.3.2 Классификация перекачиваемых продуктов
5.3.2.1 Продукты, транспортируемые по трубопроводной системе, должны быть классифицированы, исходя из степени ихопасности, в соответствии с таблицей 5.1.
Таблица 5.1 - Классификация перекачиваемых продуктов
|
Категория продукта |
Описание категории продукта |
|
А |
Обычные невоспламеняющиеся жидкости на водной основе |
|
В |
Легковоспламеняющиеся и/или токсичные вещества, которые являются жидкостями в условиях температуры окружающей среды и атмосферного давления. Типовыми примерами могут быть нефть и нефтепродукты. Метанол также является примером легковоспламеняющейся и токсичной жидкости |
|
С |
Невоспламеняющиеся вещества, которые являются нетоксичными газами в условиях температуры окружающей среды и атмосферного давления. Типовыми примерами могут быть азот, двуокись углерода, аргон и воздух |
|
D |
Нетоксичный, однофазный природный газ |
|
Е |
Легковоспламеняющиеся и/или токсичные продукты, которые являются газами в условиях температуры окружающей среды и атмосферного давления и которые транспортируются в виде газов и/или жидкостей. Типовыми примерами могут быть водород, природный газ (не попадающий в категорию D), этан, этилен, сжиженный нефтяной газ (такой как пропан-бутан), газовый конденсат, аммиак и хлор |
5.3.2.2 Газы или жидкости, не приведенные в таблице 5.1, должны относиться к категории, содержащей вещества, наиболее сходные по потенциалу опасности к оцениваемым. Если категория продукта не ясна, необходимо предполагать самую опасную категорию.
5.3.3 Классы местоположения
5.3.3.1 Трубопроводная система должна классифицироваться по классам местоположения, приведенным в таблице 5.2.
Таблица 5.2 - Классы местоположения
|
Обозначение класса |
Определение |
|
1 |
Зона редкого присутствия человека вдоль трассы трубопровода |
|
2 |
Часть трубопровода, райзера в зоне около платформы (с персоналом) или в зонах с интенсивной человеческой деятельностью. При определении класса местоположения 2 следует основываться на соответствующем анализе рисков. Если такой анализ не проводится, то должно быть принято минимальное расстояние в 500 м |
5.3.4 Классы безопасности
5.3.4.1 Проектирование трубопроводов должно основываться на потенциальных последствиях отказов. В настоящем стандарте это определяется концепцией классов безопасности. Класс безопасности может меняться в зависимости от различных стадий эксплуатации и местоположения трубопроводов. Классы безопасности представлены в таблице 5.3.
Таблица 5.3 - Классификация классов безопасности
|
Обозначение класса безопасности |
Определение |
|
Низкий |
Если отказ влечет за собой низкий риск травматизма людей и незначительные последствия для окружающей среды и экономики, обычный классификационный уровень для стадии монтажа |
|
Нормальный |
Для временных условий, при которых отказ влечет за собой риск травматизма людей, существенные загрязнения окружающей среды или весьма значительные экономические и политические последствия, обычный классификационный уровень для эксплуатации вне зоны платформы |
|
Высокий |
Для условий эксплуатации, при которых отказ влечет за собой высокий риск травматизма людей, существенные загрязнения окружающей среды или весьма значительные экономические и политические последствия, обычный классификационный уровень в течение эксплуатации для местоположения класса 2 |
Частные коэффициенты безопасности, относящиеся к классам безопасности, приводятся в 8.4.2.
5.3.4.2 В условиях штатной эксплуатации применяются классы безопасности, указанные в таблице 5.4.
Таблица 5.4 - Классификация классов безопасности в условиях штатной эксплуатации*
|
Категория продукта |
||||
|
А, С |
В, D и E |
|||
|
Класс местоположения |
||||
|
1 |
2 |
1 |
2 |
|
|
Временная1), 2) |
Низкий |
Низкий |
Низкий |
Низкий |
|
Эксплуатации |
Низкий |
Нормальный3) |
Нормальный |
Высокий |
|
1) Монтаж вплоть до ввода в эксплуатацию (временная стадия) обычно относится к классу безопасности «Низкий». 2) Для отнесения к классам безопасности для временных стадий после ввода в эксплуатацию должны быть особо учтены последствия отказа, т.е. присвоен класс безопасности выше «Низкого». 3) Райзеры в ходе штатной эксплуатации обычно относятся к классу безопасности «Высокий». |
||||
______________
* Могут существовать другие классификации в зависимости от условий и серьезности отказов трубопровода. Для трубопроводов, у которых некоторые последствия являются более тяжелыми по сравнению со штатным уровнем, т.е. для которых приведенная выше таблица неприменима, выбор более высокого класса безопасности должен также учитывать влияние на достигаемую общую безопасность. Если общий рост безопасности предельный, выбор более высокого класса безопасности может оказаться неоправданным.
5.3.5 Методология расчета по частным коэффициентам безопасности
5.3.5.1 Фундаментальный принцип методологии расчета по частным коэффициентам безопасности состоите проверке того, что расчетные нагрузки (с учетом коэффициентов) не превышают расчетного (с учетом коэффициентов надежности по материалу и др.) сопротивления какому-либо из рассматриваемых видов отказа. Действие расчетной нагрузки с учетом коэффициентов рассчитывают путем умножения нормативного значения нагрузки на коэффициент надежности по нагрузке. Сопротивление с учетом коэффициентов рассчитывают путем деления нормативного сопротивления на коэффициент надежности по материалу.
5.3.5.2 Уровень безопасности считается удовлетворительным, если результат действия расчетной нагрузки Ld не превышает расчетного сопротивления Rd
Ld(LF, LE, LA, γF, γа, γс) £ Rd(RK(fk), γsc, γm). (5.1)
5.3.5.3 Действие расчетной нагрузки основано (или является функцией) на действии нагрузок с учетом коэффициентов, уточненных, где это требуется, особым коэффициентом условий работы ус. Действия нагрузок с учетом коэффициентов группируются в соответствии с функцией предельного состояния для отказа соответствующего вида.
5.3.5.4 Представленные в настоящем стандарте коэффициенты надежности по нагрузкам, коэффициенты безопасности (по классу безопасности) и коэффициенты надежности по материалу, связанные с предельными состояниями, выверены с использованием методологии, основанной на вероятностном подходе, для различных классов безопасности.
5.3.5.5 Нормативные значения нагрузок и сопротивлений в настоящем стандарте обычно задаются как значения процентилей для соответствующего распределения вероятности. Они должны быть основаны на надежных данных, использующих признанные статистические методики.
Примечание - Нормативные значения сопротивления в настоящем стандарте не обязательно отражают средние значения или некоторые значения процентилей. Полученные в результате расчетные формулы обеспечивают критерии расчета как полноту неопределенности модели, систематические ошибки при определении нагрузок и т.д. Однако при повторном определении этих формул с целью обеспечения указанной полноты необходимо соблюдать осторожность.
5.3.5.6 Комбинации нагрузок и соответствующие коэффициенты надежности по нагрузкам приведены в 8.4.3. Предельные состояния и соответствующие расчетные коэффициенты даны в 8.4.2.
5.3.6 Расчет надежности
5.3.6.1 Альтернативой описанному и используемому в настоящем стандарте методу LRFD может являться расчет конструктивной надежности (SRA), при условии что:
- он используется для классификации определенных предельных состояний, не рассмотренных в настоящем стандарте;
- метод соответствует классификационным замечаниям [1];
- подход обеспечит достаточную безопасность в соответствии с указанными в настоящем стандарте положениями.
Примечание - В частности, это подразумевает, что надежность, рассчитанная по методу предельных состояний, не противоречит критериям несущей способности по давлению, установленным в разделе 8.
5.3.6.2 Расчет конструктивной надежности должны выполнять компетентные и квалифицированные специалисты, а распространение на новые области применения должны подтверждаться технической проверкой.
5.3.6.3 Насколько это возможно, заданные уровни надежности должны быть определены по идентичным или подобным конструкциям трубопроводов, которые спроектированы на основании настоящего стандарта и обладают достаточной безопасностью. Если это неосуществимо, заданный уровень надежности должен основываться на виде отказов и классе безопасности, как задано в таблице 5.5.
Таблица 5.5 - Приемлемые вероятности отказов в зависимости от классов безопасности
|
Классификация предельных состояний |
База вероятностей |
Значение вероятных отказов для класса безопасности |
||
|
низкого |
нормального |
высокого |
||
|
Предельное состояние по критерию пригодности к нормальной эксплуатации (по текучести), SLS |
На трубопровод в год1) |
10-2 |
10-3 |
10-3 |
|
Основное предельное состояние, ULS |
На трубопровод в год1) |
10-3 |
10-4 |
10-5 |
|
Предельное состояние по критерию усталости, FLS |
На трубопровод в год2) |
|||
|
Особое (чрезвычайное) предельное состояние, ALS |
На трубопровод в год3) |
|||
|
1) Или период продолжительности временной стадии. 2) Вероятность отказа будет эффективно определяться последним годом эксплуатации или перед проведением инспекции, в зависимости от принятой философии инспектирования. 3) Относится к общей допустимой вероятности серьезных последствий. |
||||
6 Основы проектирования и документация
6.1 Общие сведения
6.1.1 Цель раздела
6.1.1.1 Настоящий раздел устанавливает подход к определению основных характеристик разработки месторождения. Устанавливаются основные требования к проектированию, строительству, эксплуатации и переосвидетельствованию трубопроводных систем.
6.1.1.2 Настоящий раздел также устанавливает минимальные требования к документации на проектирование, изготовление, монтаж и эксплуатацию.
6.1.2 Принципы разработки концепции
6.1.2.1 Для выполнения вышеизложенного должны быть установлены данные и описание разработки месторождения и общей схемы трубопроводной системы.
6.1.2.2 Данные и описание должны включать в себя (если это приемлемо) следующее:
- задачи обеспечения безопасности;
- местоположение, условия на входе и на выходе;
- описание трубопроводной системы с ее общей организацией и границами;
- функциональные требования, в том числе ограничения разработки месторождения, например защитные барьеры и подводная запорная арматура;
- монтаж, ремонт и замена элементов трубопровода, запорной арматуры, силовых приводов и фитингов;
- планы и регламент проекта, в том числе запланированный период года для проведения монтажа;
- расчетный срок эксплуатации, в том числе техническое описание начала срока эксплуатации, например окончательные мероприятия по вводу в эксплуатацию, монтаж и т.п.;
- данные о продукте, подлежащем транспортированию, в том числе возможные изменения в течение расчетного срока эксплуатации трубопроводной системы;
- производительность транспортирования и данные о размерах трубопровода;
- учет возможных нарушений норм в трубопроводной системе;
- геометрические ограничения, такие как требования к постоянству внутреннего диаметра, к фитингам, запорной арматуре, фланцам и использованию гибких труб или райзеров;
- требования к пропуску внутритрубных устройств, таким как радиус кривизны, овальность труб и расстояние между различными фитингами, влияющим на проектирование узлов пуска/приема очистных устройств;
- вынос песка;
- деятельность второй и третьей сторон.
6.1.3 План исполнения
Должен быть разработан план исполнения, включающий следующие темы:
- общую информацию, в том числе организацию проекта, объем работ, вопросы, требующие согласования, стадии разработки и стадии производства;
- контакты с покупателем, административными властями, третьей стороной, подрядчиками по проведению инженерно-технических работ, проверки и строительства;
- правовые аспекты, например страховку, договоры, планирование территории.
6.1.4 Строительство, эксплуатация и ликвидация
6.1.4.1 Планирование и проектирование трубопроводной системы должны охватывать все стадии разработки, включая строительство, эксплуатацию и ликвидацию.
Монтаж
6.1.4.2 Для деятельности всех видов, связанной с монтажом, должны быть подготовлены подробные планы, чертежи и технологии. Должно учитываться, как минимум, следующее:
- изыскания трассы трубопровода;
- работы в море;
- монтаж трубопровода;
- операции по стыковке плетей трубопровода;
- обследование состояния укладки;
- корректировка свободных пролетов и защита трубопровода;
- монтажзащитных и опорных конструкций;
- монтаж райзеров;
- обследование непосредственно после завершения строительства;
- окончательные испытания и подготовка к эксплуатации.
Эксплуатация
6.1.4.3 Перед началом эксплуатации должны быть подготовлены планы по эксплуатации, инспекции, техническому обслуживанию и ремонту трубопровода.
6.1.4.4 Все аспекты эксплуатации должны рассматриваться при выборе концепции трубопровода.
6.1.4.5 Планирование эксплуатации трубопроводной системы должно учитывать, как минимум, следующие вопросы:
- организации и управления;
- пуска и отключения;
- эксплуатационных ограничений;
- технического обслуживания;
- коррозионного контроля,инспекции и мониторинга;
- общей проверки;
- особых видов деятельности.
Ликвидация
6.1.4.6 Должна быть спланирована и подготовлена ликвидация трубопровода.
6.1.4.7 Выбор концепции трубопровода должен основываться на определении какого-либо существенного влияния на прекращение эксплуатации трубопровода.
6.1.4.8 Оценка ликвидации трубопровода должна включать в себя следующее:
- характеристику окружающей среды, в особенности, загрязнения;
- помехи движению судов;
- помехи рыболовной деятельности;
- коррозионное воздействие на другие сооружения.
6.2 Принципы проектирования системы
6.2.1 Работоспособность системы
6.2.1.1 Трубопроводные системы должны проектироваться, сооружаться и эксплуатироваться таким образом, чтобы они:
- удовлетворяли требованиям по производительности транспортирования;
- выполняли определенные задачи обеспечения безопасности и обладали требуемым сопротивлением нагрузкам при запланированных условиях эксплуатации;
- обладали достаточным запасом надежности по отношению к аварийным нагрузкам или незапланированным условиям эксплуатации.
6.2.1.2 На стадии проектирования должна быть оценена возможность изменения вида или состава продукта, подлежащего транспортированию в течение срока эксплуатации трубопроводной системы.
6.2.1.3 Любое переосвидетельствование, необходимое вследствие изменений условий проекта, должно проходить в соответствии стребованиями, изложенными в разделе 14.
6.2.2 Мониторинг/инспекция в течение эксплуатации
6.2.2.1 Параметры, влияющие на работоспособность трубопроводной системы, должны контролироваться и оцениваться с частотой, позволяющей принимать меры по устранению неисправности до момента повреждения системы.
Примечание - Частота мониторинга или инспекций должна быть такой, чтобы трубопроводная система не подвергалась опасности вследствие какого-либо ухудшения показателей, износа, которые могут произойти между двумя последовательными интервалами инспекций.
6.2.2.2 Если визуальный осмотр или простые измерения не являются практичными или надежными, а доступные методы проектирования и накопленный опыт не достаточны для надежного предсказания эксплуатационных характеристик системы, то может потребоваться оснащение трубопроводной системы контрольно-измерительными приборами.
6.2.2.3 Давление в трубопроводной системе не должно превышать расчетного давления при нормальном установившемся режиме эксплуатации.
6.2.3 Система контроля давления
6.2.3.1 Для того чтобы предотвратить повышение внутреннего давления в какой-либо части трубопроводной системы до избыточного уровня, может быть использована система контроля давления. Система контроля давления состоит из системы регулировки давления, системы аварийной защиты от превышения давления и соответствующих контрольно-измерительных приборов и сигнальных систем.
6.2.3.2 Системы регулировки давления предназначены для поддержания рабочего давления в приемлемых пределах в условиях нормальной эксплуатации. Установленное значение давления системы регулировки давления должно быть таким, чтобы местное расчетное давление не превышалось ни в одной из точектрубопроводной системы. Необходимо учитывать допуски системы регулировки давления и соответствующих ей контрольно-измерительных приборов (см. рисунок 3.1).
6.2.3.3 Системы аварийной защиты от превышения давления предназначены для защиты находящихся ниже по движению продукта участков системы при аварийном режиме работы, т.е. в случае неисправности системы регулировки давления. Система аварийной защиты от превышения давления должна работать автоматически и с таким установленным значением давления, чтобы вероятность превышения внутреннего давления в какой-либо точке трубопроводной системы местного аварийного давления была низкой.
Примечание - Обычно принимается вероятность превышения максимального давления менее 10-4 в год.
6.2.3.4 Для системы аварийной защиты от превышения давления установленное значение максимального допустимого аварийного давления должно быть таким, чтобы местное аварийное давление не превышалось ни в одной из точек трубопроводной системы. Необходимо учитывать допуски системы аварийной защиты от превышения давления. Следовательно, максимальное допустимое аварийное давление равно аварийному давлению минус рабочий допуск системы защиты от аварий, связанных с давлением.
6.2.3.5 Отношение между значениями аварийного давления и расчетного давления γinс обычно равно 1,10, оно также является максимальным допустимым отношением. Местное аварийное давление может быть выражено как:
pll = pinc + ρcont × g × h = pd × γinc + ρcont × g × h, (6.1)
где h - разность высот между рассматриваемой точкой и базисной точкой;
pcont - плотность находящегося в трубопроводе продукта.
При условии удовлетворения требованиям к системе аварийной защиты от превышения давления отношение аварийного давления к расчетному давлению γinс может быть принято меньшим 1,10, но не менее 1,05.
6.2.3.6 В системе аварийной защиты от превышения давления нет необходимости, если источник давления в трубопроводе не способен создавать давление, превышающее максимальное аварийное давление. Для условий, приведенных в таблице 6.1, в качестве аварийного давления должны приниматься указанные давления.
Таблица 6.1 - Выбор аварийных давлений для специфических условий
|
Условие эксплуатации |
Значение давления рll |
|
Если расчетное давление равно полному давлению при отключении |
pld |
|
Испытания системы давлением |
plt |
6.2.3.7 Трубопроводная система может быть разделена на участки с различными значениями расчетного давления при условии, что для каждого участка местное расчетное давление не может быть превышено при обычных условиях эксплуатации и что максимальное аварийное давление не может быть превышено при аварийных условиях работы.
6.2.3.8 Если трубопроводная система соединяется с другими системами с отличными значениями давлений, должно быть выполнено согласование двух систем на основании максимального аварийного давления.
6.3 Трасса трубопровода
6.3.1 Местоположение
6.3.1.1 Трасса трубопровода должна быть выбрана с должным вниманием к обеспечению безопасности населения и персонала, защите окружающей среды и к возможности повреждения трубы или другого оборудования. Факторы, которые необходимо учитывать при выборе трассы трубопровода, как минимум, следующие:
- движение судов;
- рыболовство;
- морские установки;
- существующие трубопроводы и кабели;
- нестабильность морского дна;
- просадка грунта;
- неровность морского дна;
- мутьевые потоки;
- сейсмическая активность;
- помехи;
- зоны отвала для отходов, боеприпасов и т.д.;
- горные выработки;
- зоны военных учений;
- места археологического значения;
- подверженность повреждениям природного происхождения;
- районы, богатые устрицами.
6.3.1.2 При выборе трассы трубопровода должна учитываться предполагаемая в последствии деятельность на море и предполагаемые разработки в районе трубопровода.
6.3.2 Изыскания трассы
6.3.2.1 Вдоль планируемой трассы трубопровода должно быть проведено изыскание для накопления данных, необходимых для проектирования и строительства.
6.3.2.2 Коридор изысканий должен иметь достаточную ширину, чтобы определить коридор трубопровода, который будет обеспечивать безопасные монтаж и эксплуатацию трубопровода.
6.3.2.3 Требуемая точность изысканий в пределах предлагаемой трассы может меняться. Помехи, значительные изменения топографии морского дна или особые глубинные условия могут привести к необходимости более подробных изысканий.
6.3.2.4 Необходимы исследования для обнаружения возможных несоответствий с существующими и планируемыми установками и возможных остатков кораблекрушений и преград. Среди примеров таких установок - другие подводные трубопроводы, силовые кабели и кабели связи.
6.3.2.5 Результаты изысканий должны быть представлены на точных картах трассы, показывающих положение трубопровода и связанного с ним оборудования, вместе с характеристиками морского дна.
6.3.2.6 Могут понадобиться особые изыскания трассы в местах выхода трубопровода на берег, для того чтобы определить:
- природные условия, обусловленные особенностями прилегающей береговой территории;
- расположение выхода трубопровода на берег, позволяющее облегчить монтаж;
- местоположение, призванное свести к минимуму воздействие на окружающую среду.
6.3.2.7 Изысканиями трассы должны быть охвачены все топографические особенности, которые могут повлиять на устойчивость и монтажтрубопровода, включая следующие, но не ограничиваясь ими:
- помехи в виде обнажения скальных пород, крупной гальки, углублений и т.п., которые могут потребовать проведения перед монтажом трубопровода работ по выравниванию морского дна или удалению грунта;
- топографические особенности, которые содержат потенциально неустойчивые склоны, песчаные волны, глубокие впадины и эрозию в виде следов размыва или остатков осадочных пород.
6.3.3 Свойства морского дна
6.3.3.1 Для отложений морского дна должны быть определены геотехнические условия, необходимые для оценки воздействий или соответствующих условий нагружения, включая возможные неустойчивые отложения вблизи трубопровода. Инструкции по исследованию грунта для трубопроводов изложены в [2].
6.3.3.2 Геотехнические свойства могут быть определены на основании имеющейся общей геологической информации, результатов сейсмических исследований, топографических исследований морского дна и испытаний на месте и в лаборатории. Дополнительная информация может быть получена с помощью визуального контроля или особых испытаний, например испытаний по вдавливанию труб.
6.3.3.3 Особую важность для поведения трубопровода имеют следующие параметры грунта:
- прочность на сдвиг (прочность на сдвиг для глины в естественном состоянии и подвергнутой механической обработке и неосушенной, угол трения для песков);
- соответствующие модули деформации.
Эти параметры должны быть предварительно определены на основании соответствующих лабораторных испытаний или интерпретации испытаний на месте работ. Кроме того, должны быть приняты во внимание результаты испытаний по классификации и определению строительных свойств грунта, таких как:
- плотность;
- влажность;
- пределы текучести и пластичности;
- распределение частиц по размерам;
- содержание карбонатов;
- результаты других соответствующих испытаний.
6.3.3.4 Первостепенную важность имеют характеристики нескольких верхних сантиметров грунта, которые определяют поведение трубопровода, лежащего на морском дне. Определение параметров грунта для очень неглубоких слоев может быть менее точным, чем для более глубоких слоев грунта. Дополнительную неопределенность могут вносить различия в верхних слоях грунта между местами испытаний грунта. Поэтому параметры грунта, используемые при проектировании, должны быть определены с верхним и нижним пределами. Нормативное значение параметра грунта, применяемое при проектировании, должно определяться как с верхним так и с нижним пределами, в зависимости оттого, какое из них является более критическим для рассматриваемого предельного состояния.
6.3.3.5 В зонах, в которых материал морского дна подвергается эрозии, могут потребоваться особые исследования течений и волновых режимов у дна, в том числе эффектов в пограничном слое, необходимые для расчетов устойчивости трубопроводов на морском дне и оценки свободных пролетов трубопровода.
6.3.3.6 Могут потребоваться особые исследования материала морского дна для оценки специфических проблем, как например:
- проблем в отношении разработки траншеи и операций по заглублению трубопровода;
- проблем в отношении пересечения трубопроводов;
- проблем с осадкой трубопроводной системы и/или защитной конструкции в местах расположения арматуры, тройников;
- вероятность сдвигов грунта или разжижения в результате повторного действия нагрузок;
- учет наружной коррозии.
6.3.3.7 Детали трубопровода (например, арматура, тройники) не следует располагать на криволинейных участках трассы трубопровода.
6.4 Условия окружающей среды
6.4.1 Общие замечания
6.4.1.1 Должны быть учтены воздействия природных явлений, относящиеся к соответствующему положению и рассматриваемому режиму эксплуатации. В качестве базиса для определения условий окружающей среды могут быть использованы принципы и методы, описанные в [3].
6.4.1.2 Должны быть рассмотрены природные явления, которые могут повлиять на нормальную работу системы или вызвать снижение надежности или безопасности системы, в том числе:
- ветер;
- приливы и отливы;
- внутренние волны и другие эффекты вследствие изменений в плотности воды;
- течения;
- лед;
- землетрясения;
- состояние грунтов;
- температура;
- рост морских отложений, обрастание ракушками и водорослями.
6.4.2 Сбор данных об окружающей среде
6.4.2.1 Данные об окружающей среде географических зон, в которых предстоит монтировать трубопроводную систему, должны быть собраны в достаточном объеме. Если для рассматриваемого географического района нет достаточного количества данных, могут быть использованы оценки, основанные на данных по другим близким регионам.
6.4.2.2 Для оценки условий окружающей среды по трассе трубопровода он может быть разделен на ряд участков, каждый из которых характеризуется определенной глубиной, топографией дна и другими факторами, определяющими условия окружающей среды.
6.4.2.3 Параметры окружающей среды должны быть описаны с использованием значений, основанных на статистических данных или длительных наблюдениях.
6.4.2.4 Для описания параметров окружающей среды случайной природы (например, ветер, волны) должны быть использованы статистические данные. Параметры должны быть получены статистически с помощью апробированных методов.
6.4.2.5 Должна быть проведена оценка влияния статистической неопределенности, связанной с количеством и точностью данных, и, если она существенна, это следует учесть при оценке воздействия нормативной нагрузки.
6.4.3 Ветер
6.4.3.1 При проектировании райзеров должны учитываться ветровые воздействия, включая возможность вызванных ветром колебаний открытых свободных пролетов. Должно быть принято во внимание влияние ветра на стадии строительства.
6.4.3.2 Для райзера, расположенного рядом с другими конструктивными частями, при определении действия ветра должны быть учтены возможные воздействия вследствие возмущений поля течения. Такие воздействия могут быть вызваны нарастанием или снижением скорости ветра или динамическими возмущениями от вихрей, распространяющихся от соседних частей конструкции.
6.4.4 Приливы и отливы
6.4.4.1 Воздействия приливов и отливов должны быть учтены, если глубина воды является существенным параметром, например для определения действий волн, планирования операций по прокладыванию трубопроводов, в особенности, на участках подходов к берегу, выходов трубопровода на берег, определении максимального и минимального давления воды и т.д.
6.4.4.2 Предполагаемый максимальный прилив должен включать в себя как астрономический уровень прилива, так и штормовой нагон воды. Минимальные оценки отлива должны быть основаны на астрономическом уровне отлива и возможном отрицательном штормовом нагоне.
6.4.5 Волны
6.4.5.1 Данные о волнах, которые должны учитываться при проектировании райзеров, в принципе совпадают с данными о волнах, используемыми при проектировании подводных конструкций, служащих опорой райзера.
6.4.5.2 Для райзеров и трубопровода должны быть приняты во внимание прямые и опосредованные волновые воздействия.
Примечание - Примерами прямых воздействий являются действия волн на райзер и на трубопровод в ходе монтажа или когда он лежит на морском дне. Среди примеров опосредованных волновых воздействий - наложенные на райзер деформации через опоры райзера вследствие смещений платформы, обусловленных волнами, и перемещения трубопровода в ходе операций по укладке, вызванные движениями судна-трубоукладчика.
6.4.5.3 Используемая волновая теория должна быть способна описать кинематику волн на рассматриваемой определенной глубине моря.
6.4.5.4 Должны быть учтены рефракция волн и эффекты обмеления, экранирования и отражения.
6.4.5.5 Если райзер или трубопровод расположены рядом с другими частями конструкции, при определении действий волн должны быть приняты во внимание возможные воздействия вследствие нарушения поля течения. Такие воздействия могут быть обусловлены повышением или снижением скорости течения или динамическими возмущениями от вихрей, распространяющихся от соседних частей конструкции.
6.4.5.6 Необходимо учитывать направление волн и короткую трехмерность волнения, если это необходимо.
6.4.6 Течение
6.4.6.1 Воздействие течения должно учитываться для райзеров и трубопроводов.
6.4.6.2 Скорости течения должны учитывать приливы и отливы, вызванные ветром течения, течения штормового нагона воды, течения, обусловленных различием плотности, и других возможных явлений, связанных с течением. В прибрежных районах следует учесть течение вдоль берега из-за разрушения волн.
6.4.6.3 Для трубопроводов при монтаже и для райзеров на месте установки необходимо учитывать изменения значения скорости течения и направления как функции от глубины воды. Для райзеров распределение скоростей течения должно быть таким же, как используемое при проектировании морской конструкции, служащей опорой райзера.
6.4.7 Лед
6.4.7.1 Для зон с образованием или нагоном льда необходимо учитывать следующие воздействия:
- усилия воздействия льда на трубопроводную систему;
- удары от дрейфующего льда;
- пропахивание морского дна;
- проблемы, вызываемые льдом, в ходе строительства и монтажа, рост волновой нагрузки вследствие увеличенного диаметра трубопровода.
6.4.8 Температура воздуха и морской воды
6.4.8.1 Для проектирования должны быть собраны статистические данные о температуре воздуха и морской воды, которые дают соответствющие расчетные значения. Минимальная и максимальная расчетная температуры должны предпочтительно основываться на периоде наблюдений в несколько лет.
6.4.8.2 Может потребоваться текущий контроль температуры в течение стадий строительства, монтажа и ввода в эксплуатацию, если влияние температуры или температурных изменений оказывает существенное воздействие на безопасность трубопроводной системы.
6.4.9 Рост морских отложений
6.4.9.1 Должно учитываться воздействие роста морских отложений и обрастаний на трубопроводных системах, принимая во внимание как биологические, так и иные природные явления, свойственные местоположению.
6.4.9.2 Оценка гидродинамических нагрузок на трубопроводы, подвергающиеся накоплению растущих морских отложений, должна учитывать рост действительного диаметра и шероховатости поверхности.
6.5 Наружные и внутренние условия для труб
6.5.1 Наружные условия эксплуатации
6.5.1.1 Для выбора и детального проектирования контроля наружной коррозии должны быть определены следующие условия, связанные с окружающей средой, в дополнение к перечисленным в 6.4.1.2:
- условия незащищенности от воздействий, например засыпка, отвалы скальной породы и т.п.;
- удельное сопротивление морской воды и отложений.
6.5.1.2 Прочие условия, которые оказывают влияние на наружную коррозию и которые должны быть определены:
- кривая максимальной и средней рабочей температуры вдоль трубопровода и в поперечном направлении по толщине стенки трубы;
- технология изготовления и монтажа трубопровода;
- требования к механической защите, вес в погруженном состоянии и тепловая изоляция в течение эксплуатации;
- расчетный срок эксплуатации.
6.5.2 Учет условий строительства
Должно быть подготовлено описание условий, которым подвергаются трубы в течение хранения, строительства, монтажа, испытаний давлением и ввода в эксплуатацию. Должны быть рассмотрены продолжительность воздействий морской воды или влажного воздуха и необходимость в использовании ингибиторов или других мер по контролю коррозии.
6.5.3 Учет условий эксплуатации
Для того чтобы оценить необходимость в контроле внутренней коррозии, в том числе припуск на коррозию, и определить требования к инспекциям и текущему контролю, должны быть определены следующие условия:
- кривая максимальной и средней рабочей температуры/давления вдоль трубопровода и ожидаемые изменения на протяжении расчетного срока эксплуатации;
- скорость течения и режимы течения перекачиваемого продукта;
- состав перекачиваемого продукта (первоначальный и предполагаемые изменения в течение расчетного срока эксплуатации) с особым вниманием к потенциально агрессивным составляющим (например, сероводороду, двуокиси углерода, содержанию воды и ожидаемому содержанию растворенных в нем солей, остаточному кислороду и активному хлору в морской воде);
- химические добавки и требования к периодической очистке;
- требования к проверкам коррозионных дефектов и ожидаемые эксплуатационные характеристики инструментов контроля (т.е. пределы выявляемости и значения характеристик для определенных форм коррозионных дефектов);
- должна быть учтена вероятность эрозии какими-либо твердыми частицами, содержащимися в перекачиваемом продукте [4].
6.6 Документация
6.6.1 Общие указания
6.6.1.1 Настоящий раздел определяет требования к документации на проектирование, изготовление, сборку, монтаж, ввод в эксплуатацию и эксплуатацию.
6.6.1.2 Все требования к документации должны быть отражены в реестре документов. Документация должна охватывать проектирование, изготовление, сборку, монтаж и ввод в эксплуатацию. Как минимум, реестр должен отражать деятельность от начала проектно-конструкторских работ до пуска трубопроводной системы в эксплуатацию.
6.6.1.3 Согласно договору, документация должна направляться соответствующим сторонам для утверждения или согласования.
6.6.2 Концептуальное и рабочее проектирование
Вопросы структуры
6.6.2.1 Основы проектирования для трубопроводной системы должны включать в себя, как минимум, следующее:
- все положения, указанные в 6.1.2.2;
- топографические и батиметрические условия вдоль предполагаемой трассы трубопровода;
- геотехнические условия;
- условия окружающей среды;
- эксплуатационные условия, такие как давление, температура, состав перекачиваемого продукта, расход и т.д.;
- принципы прочностного расчета и расчета в уложенном состоянии;
- концепция коррозионного контроля.
6.6.2.2 Проектирование должно быть отражено в документах таким образом, чтобы обеспечить возможность проверки со второй и/или третьей стороны. Должны быть отражены, как минимум, следующие вопросы:
- трасса трубопровода;
- физические и химические характеристики перекачиваемого продукта;
- выбор материалов (труб и соединительных деталей);
- графики температуры/давления и удлинения трубопровода;
- прочностной расчет для райзера и его опор;
- прочностной расчет и расчет устойчивости в уложенном состоянии для трубопровода;
- анализ рисков, если требуется;
- контроль коррозии (внутренней и наружной);
- монтаж и ввод в эксплуатацию.
6.6.2.3 Должны быть представлены чертежи сборки и монтажа трубопроводной системы, содержащие, как минимум, следующее:
- чертежи трассы трубопровода, включая информацию, например, о свойствах и топологии морского дна, существующих и будущих платформах, трубопроводах, кабелях, подводных устьях скважин, судоходных маршрутах и т.п.;
- подробные чертежи пересечений трубопроводов;
- чертежи плана платформы с указанием райзеров, систем защиты райзеров,зон погрузки, районов швартовки судов, спасательных площадок и т.д., если таковые имеются;
- чертежи намотки на барабаны;
- чертежи систем защиты трубопровода;
- чертежи сборки райзера и хомутов райзера.
Трубы и соединительные детали
6.6.2.4 Должна быть подготовлена следующая документация:
- технические условия на изготовление материалов;
- перечни отбора проб, данных о материалах.
Системы коррозионного контроля и утяжеляющее покрытие
6.6.2.5 Должна быть подготовлена следующая документация, если это возможно:
- отчет о проекте протекторной защиты;
- технические условия на изготовление и монтаж протектора;
- технические условия на покрытия;
- технические условия на покрытие монтажных стыков;
- технические условия на систему коррозионного мониторинга;
- перечни отбора проб, данных о материалах.
Монтаж
6.6.2.6 Должна быть подготовлена следующая документация:
- FMEA и HAZOP;
- технические условия, чертежи и проект производства работ монтажа и испытания;
- инструкции по монтажу (IM);
- технология сварки: технические условия и/или квалификационные требования;
- журналы производства работ;
- технологические карты производства работ;
- порядок действий в аварийных ситуациях.
6.6.3 Изготовление труб и соединительных деталей
6.6.3.1 Документация, которая должна быть представлена к рассмотрению перед началом или на начальном этапе изготовления, должна включать в себя следующую информацию, но не ограничиваться ею:
- технические условия на технологию изготовления (MPS);
- технология изготовления, в том числе требования к испытаниям и критерии пригодности, требования ктехнологии ремонта, документы о квалификации персонала и т.д.;
- технические условия на материалы;
- планы обеспечения качества;
- технические условия на технологию сварки (WPS) и/или отчет о квалификационных испытаниях технологии сварки (WPQR);
- NDT;
- результаты квалификационных испытаний технологии изготовления (MPQT);
- руководство системы качества производителя или изготовителя.
6.6.3.2 Техническая документация изготовителя, которая должна быть представлена к рассмотрению после изготовления, должна включать в себя следующую информацию, но не ограничиваться ею:
- технологию изготовления, в том числе требования к испытаниям и критерии пригодности, требования ктехнологии ремонта, документы о квалификации персонала и т.д.;
- сертификаты на материалы;
- документы об испытаниях в ходе производства (визуальный контроль, NDT, испытания образцов, проверка размеров, термообработка и т.д.);
- отчет о гидростатических испытаниях;
- полную статистическую информацию о химическом составе металла труб и соединительных деталей, их механических свойствах и их размерах для поставляемого объема заказа;
- протоколы сварки.
6.6.4 Система коррозионного контроля и изготовление утяжеляющего покрытия
6.6.4.1 Документация, которая должна быть представлена к рассмотрению перед началом изготовления, должна включать в себя следующую информацию, но не ограничиваться ею:
- технологию изготовления, в том числе требования к проверкам, испытаниям и критерии пригодности, требования ктехнологии ремонта, документы о квалификации персонала и т.д.;
- документацию на материалы и состав бетона;
- результаты квалификационных испытаний технологии изготовления;
- план обеспечения качества с инструкциями по инспекции, испытанию и калибровке;
- контурный чертеж протекторов.
6.6.4.2 Техническая документация изготовителя, которая должна быть представлена к рассмотрению после изготовления, должна включать в себя следующую информацию, но не ограничиваться ею:
- технологию изготовления, в том числе требования к испытаниям и критерии пригодности, требования ктехнологии ремонта, документы о квалификации персонала и т.д.;
- сертификаты на материалы;
- документы об испытаниях в ходе изготовления;
- полную статистическую информацию о размерах покрытий, весе и отрицательной плавучести для каждого поставляемого изделия;
- протокол ремонтов;
- протокол проверки электрического сопротивления.
6.6.5 Строительство и ввод в эксплуатацию
6.6.5.1 Для стадии строительства и ввода трубопроводной системы в эксплуатацию документация, которая должна быть представлена к рассмотрению перед началом строительства, должна включать в себя следующую информацию, но не ограничиваться ею:
- технологию монтажа, в том числе критерии пригодности, свидетельства об испытаниях для оборудования, документы о квалификации персонала (например по сварке, покрытиям) и т.д.;
- технические условия на разработку траншей;
- технологию подготовки трассы (морского дна);
- технологию ввода в эксплуатацию;
- технологию обследования;
- технологию монтажа защитных и анкерных конструкций;
- технологию монтажа райзеров и криволинейных элементов.
6.6.5.2 Техническая документация исполнителя, которая должна быть представлена к рассмотрению после монтажа и ввода в эксплуатацию, должна включать в себя следующую информацию, но не ограничиваться ею:
- записи;
- отчеты об обследованиях;
- отчеты о вмешательствах;
- отчеты о вводе в эксплуатацию.
6.6.6 Отчет по проектированию, изготовлению и монтажу (DFI)
6.6.6.1 Должен быть подготовлен отчет по DFI, который содержит информацию по эксплуатации трубопроводной системы и подготовке планов периодического контроля. Отчет по DFI должен содержать всю документацию, требующуюся для эксплуатации в обычных условиях, обследований с помощью аппаратов с дистанционным управлением (ROV) и технического обслуживания и ссылаться на документацию, необходимую для ремонта любого вида, изменения или переосвидетельствования трубопроводной системы.
6.6.6.2 Документация, на которую ссылаются в отчете DFI, должна храниться в течение всего срока эксплуатации трубопроводной системы, и к ней должен быть обеспечен доступ в любой момент.
6.6.6.3 Отчет по DFI должен содержать, как минимум, следующую информацию:
- краткое описание трубопроводной системы;
- основы проектирования, в том числе расчетный срок эксплуатации, условия по трассе трубопровода, условия окружающей среды и геотехнические условия, значения: давления, расхода, расчетной температуры, расчетного давления, аварийного давления, припуска на коррозию, состав перекачиваемого продукта и т.д.;
- соответствующие расчетные допущения и условия, включая примененные ограничения;
- все особые требования, оказывающие влияние на безопасность и надежность, выявленные в ходе стадий проектирования, изготовления или монтажа;
- итоги проектно-конструкторских работ, в том числе справки и описание расчетов, выполненных на стадии проектирования, оценку критических или проблемных зон, усиленно эксплуатируемые и критические зоны системы и пункты первостепенной важности, которые потребуют особого внимания в течение последующих стадий;
- ссылки на утвержденные расчеты и другие документы, удостоверяющие соответствие определяющим техническим требованиям для всех временных и постоянных стадий;
- результаты изготовления и сборки, приводящие сводное описание хронологии изготовления/сборки, ссылки на технические условия, чертежи и т.п., обсуждение проблемных зон, отклонения от технических условий и чертежей, имеющие значение для стадии эксплуатации;
- чертежи и фотографии специальных деталей;
- результаты монтажа, приводящие сводное описание хронологии монтажа, ссылки на технические условия, чертежи и т.п., обсуждение проблемных зон, отклонения от технических условий и чертежей, имеющие значение для стадии эксплуатации;
- чертежи трассы после монтажа (исполнительная документация);
- описание несоблюдения и отклонений от определяющих технических требований;
- обозначение зон, которые, как полагают, требуют особого внимания в ходе обычной эксплуатации и технического обслуживания трубопроводной системы.
6.6.7 Эксплуатация
6.6.7.1 Для проведения периодических обследований трубопроводной системы минимальный объем документации должен содержать следующую информацию:
- о персонале, ответственном за эксплуатацию трубопроводной системы;
- хронологию эксплуатации трубопроводной системы с указанием событий, которые могут быть существенными для объекта и безопасности;
- данные об условиях монтажа, необходимые для понимания конструкции и конфигурации трубопроводной системы, например отчеты о предыдущих обследованиях, чертежи после укладки и/или окончания строительства и отчеты об испытаниях;
- физические и химические характеристики транспортируемого продукта и устройства по обнаружению в продукте песка (если таковые имеются);
- расписания инспекций и технического обслуживания и документы их проведения;
- технологию инспекций и их результаты, охватывающие стороны инспекционной деятельности, описанные в разделе 13, в том числе вспомогательные документы, такие как отчеты обследований водолазами и видеофильмы.
6.6.7.2 В случае механических повреждений или иных несоответствий, которые могут нанести вред безопасности, надежности, прочности и устойчивости трубопроводной системы, перед пуском трубопровода должна быть подготовлена, как минимум, следующая документация:
- описание повреждений трубопровода, его систем или деталей с указанием положения, типа, степени повреждения и временных мер, если таковые были предприняты;
- планы и все подробности ремонтных работ, изменения и замены, в том числе аварийные меры;
- последующая документация в отношении отдельных ремонтных работ, изменений и замен, которая бы согласовывалась сдокументами, составленными на стадии строительства.
6.6.8 Хранение документации
6.6.8.1 За хранение всей соответствующей документации относительно трубопроводной системы в течение всего срока ее эксплуатации отвечает владелец.
6.6.8.2 Инженерно-техническая документация должна храниться владельцем или подрядчиком по инженерной деятельности в течение, как минимум, 10 лет. Основы проектирования и ключевые данные о трубопроводной системе должны храниться в течение всего срока эксплуатации системы. В число этих документов входит документация от проектирования до пуска в эксплуатацию, а также документация о возможном капитальном ремонте или реконструкции трубопроводной системы.
6.6.8.3 Информация о стадиях эксплуатации и технического обслуживания трубопроводной системы подлежит хранению и должна включать в себя, как минимум, отчеты о техническом контроле в процессе эксплуатации с момента пуска в эксплуатацию, документы о периодических и особых инспекциях, условиях мониторинга и окончательные отчеты о техническом обслуживании и ремонтных работах в соответствии с разделом 13.
7 Нагрузки
7.1 Общие сведения
7.1.1 Цель раздела
7.1.1.1 Настоящий раздел определяет условия нагружения и результаты действия нормативных нагрузок, которые должны использоваться при проектировании трубопроводных систем, как на стадии строительства, так и на стадии эксплуатации.
7.1.1.2 Нагрузки классифицируются по различным категориям. Задача классификации нагрузок - соотнести результаты действия нагрузок с различными неопределенностями и событиями.
Примечание - Классификация нагрузок тесно связана с принятым методом LRFD. Классификация природных нагрузок более консервативна, чем классификация функциональных нагрузок, вследствие более высокого коэффициента надежности по нагрузке. Такой подход противоречит обычно применяемым форматам расчета по допускаемым напряжениям (ASD).
7.1.2 Применение
Настоящий раздел описывает нагрузки, которые будут применяться в принятых критериях LFRD.
7.1.3 Нагрузки
7.1.3.1 Нагрузки должны быть классифицированы следующим образом:
- функциональные нагрузки;
- природные нагрузки;
- строительные нагрузки, подразделяемые на функциональные и природные;
- случайные нагрузки.
7.1.3.2 Для расчета результатов действия нагрузок могут использоваться упрощенные методы или расчеты при условии, что они консервативны. В комбинации стеоретическими расчетами или вместо них могут использоваться испытания на моделях. В тех случаях, когда теоретические методы не адекватны, могут потребоваться испытания на моделях или промышленные испытания.
7.2 Функциональные нагрузки
7.2.1 Общие указания
7.2.1.1 Нагрузки, связанные с существованием трубопроводной системы и ее эксплуатацией по назначению, относятся к функциональным нагрузкам.
7.2.1.2 Необходимо учитывать все функциональные нагрузки, определяющие работоспособность системы на стадии строительства и на стадии эксплуатации.
7.2.1.3 При определении результатов действия нагрузок должны быть учтены, как минимум, следующие функциональные нагрузки:
- вес;
- наружное гидростатическое давление;
- температура перекачиваемого продукта;
- реакции элементов (фланцев, хомутов и т.д.);
- засыпка и защитные конструкции (грунт, скальная порода, маты);
- внутреннее давление при обычной эксплуатации;
- реакция морского дна (трение и жесткость при кручении);
- предварительное напряжение;
- остаточная деформация опорной конструкции;
- остаточные деформации вследствие осадок грунта как вертикальных, так и горизонтальных;
- возможные нагрузки, обусловленные нарастанием льда вокруг заглубленных трубопроводов вблизи неподвижных сечений (линейная запорная арматура, тройники, неподвижные установки и т.д.), вызываемым охлаждением перекачиваемого газа и/или жидкости;
- нагрузки, вызванные частым пропуском внутритрубных устройств.
7.2.1.4 Весовая нагрузка должна включать в себя вес трубы, выталкивающие силы, вес продукта, покрытий, протекторов, рост морских отложений и вес всех прикрепленных к трубе элементов.
7.2.1.5 Давление грунта, действующее на заглубленные трубопроводы, должно учитываться в случае, если оно является значительным.
7.2.1.6 Должны быть учтены усилия концевых заглушек вследствие действия давления, как и любые временные действия давления в течение обычных условий эксплуатации (например, из-за закрытия запорной арматуры).
7.2.1.7 Изменения температуры должны учитываться при проверке усталостной прочности.
7.2.1.8 Предварительное напряжение, такое как постоянная кривизна или постоянное удлинение, возникшее при монтаже, должно учитываться, если оно оказывает влияние на способность трубопроводной системы выдерживать другие нагрузки. Силы предварительного натяжения, вызванные болтами во фланцах, соединительных элементах и опорах райзеров, должны быть отнесены к функциональным нагрузкам.
7.2.2 Нормативные нагрузки
7.2.2.1 Значение нормативной функциональной нагрузки должно определяться как наиболее вероятное максимальное значение за рассматриваемый период времени.
7.2.2.2 Если наружное давление повышает несущую способность трубопроводной системы, оно не должно превышать давление воды во время отлива в рассматриваемой области.
7.2.2.3 Если наружное давление понижает несущую способность трубопроводной системы, оно не должно быть ниже давления воды во время прилива в рассматриваемой области.
7.2.2.4 Расчетное давление и максимальная или минимальная расчетная температура (то, что из них более консервативно) должны использоваться во всех расчетах для условий эксплуатации, кроме следующих ситуаций, когда могут быть использованы нормальное рабочее давление и нормальная рабочая температура:
- расчет на усталость;
- ситуации с преобладанием природных нагрузок.
Примечание - В качестве давления должно использоваться местное расчетное давление, кроме случаев с нормальным рабочим давлением, в которых следует использовать благоприятный профиль давления при стационарном режиме.
В качестве температуры принимается «местное» максимальное (минимальное) расчетное значение, т.е. температурный профиль, соответствующий максимальной (минимальной) расчетной температуре, основанный на консервативных показателях изоляции. Для нормальной рабочей температуры следует использовать соответствующий температурный профиль.
7.3 Природные нагрузки
7.3.1 Общие указания
7.3.1.1 При определении нормативных природных нагрузок необходимо руководствоваться [3].
7.3.1.2 Природные нагрузки определяются как нагрузки на трубопроводную систему, которые вызываются факторами окружающей среды и не могут быть отнесены к функциональным или особым (чрезвычайным) нагрузкам.
7.3.1.3 Траловые нагрузки должны классифицироваться в соответствии стребованиями, изложенными в 7.6.
7.3.2 Ветровые нагрузки
7.3.2.1 Ветровые нагрузки должны определяться на основе имеющихся данных о ветрах с помощью признанных теоретических принципов. В качестве альтернативы допускается непосредственное применение данных соответствующих испытаний.
7.3.2.2 Должна быть рассмотрена возможность вибраций и неустойчивости вследствие циклических нагрузок, вызываемых ветром (например, схождением вихрей).
7.3.3 Гидродинамические нагрузки
7.3.3.1 Гидродинамические нагрузки определяются как нагрузки от течения, вызываемые относительным движением между трубой и окружающей водой. При определении гидродинамических нагрузок относительные скорости и ускорения частиц жидкости, используемые в расчетах, должны быть установлены с учетом влияния волн, течений и перемещений трубы, если таковые существенны.
7.3.3.2 Следующие гидродинамические нагрузки должны быть, как минимум, приняты в расчет:
- силы сопротивления и подъемные силы, находящиеся в одной фазе с абсолютной или относительной скоростью частиц воды;
- силы инерции, которые находятся в одной фазе с абсолютным или относительным ускорением частиц воды;
- порождаемые течением циклические нагрузки в результате схождения вихрей и других явлений неустойчивости;
- ударные нагрузки вследствие слеминга и слаппинга;
- изменения плавучести из-за действия волн.
7.3.4 Нагрузки от волн и течений
7.3.4.1 Порождаемые волнами и течениями нагрузки, действующие на подводный участок трубопровода, должны рассчитываться в соответствии с признанными методами.
7.3.4.2 При определении соответствующих гидродинамических коэффициентов могут использоваться данные испытаний на модели или признанной промышленной практики.
7.3.4.3 Силы сопротивления и подъемные силы, порождаемые течениями, воздействующие на райзеры и трубопроводы, должны быть определены и объединены с порождаемыми волнами усилиями с использованием признанных теорий взаимодействий волн и течений. Может быть использована комбинация векторов скоростей частиц воды, обусловленных течениями и волнами. Однако предпочтителен расчет полных скоростей и ускорений частиц (если он имеется в наличии), основанный на более точных теориях взаимодействия волн и течений.
7.3.4.4 Если райзер имеет конструкцию в виде ряда плотно расположенных труб, при определении массовых коэффициентов и коэффициентов лобового сопротивления для каждой отдельной трубы или всего пучка труб должны быть учтены эффекты их взаимодействия. Если нет достаточного количества данных, могут потребоваться испытания на крупномасштабной модели.
7.3.4.5 Для трубопроводов на неподвижной границе или вблизи от нее (например, для свободных пролетов трубопроводов) или в свободном потоке (например, для райзеров) должны учитываться подъемные силы, перпендикулярные к оси трубы и перпендикулярные к вектору скорости.
7.3.4.6 При определении усилий от волн и течений должно учитываться возможное влияние соседних частей конструкции. Повышенные ускорения и скорости течения в потоке вокруг цилиндра, например опорной стойки, элемента каркаса или колонн, могут привести к дополнительным усилиям, действующим на райзеры или опоры райзеров.
7.3.4.7 В связи с поперечными колебаниями, порождаемыми схождением вихрей, должен учитываться рост коэффициента лобового сопротивления.
7.3.4.8 Должен быть учтен результат действия нагрузок от волн и течений на систему райзеров в зоне воздушного зазора.
Примечание - Максимальные результаты действия нагрузок от волн не всегда могут иметь место при прохождении расчетной волны. Максимальные усилия от волн могут быть обусловлены волнами с определенной длиной, периодом и крутизной.
Первоначальная реакция на импульсную волну (слеминг или слаппинг) обычно возникает прежде, чем подверженная действиям часть трубопроводной системы оказывается существенно погруженной. Поэтому вместе с импульсной нагрузкой обычно не нужно прикладывать другие нагрузки от воды на систему. Однако, вследствие конструктивной непрерывности райзера, общее нагружение от волн на другие части системы должно рассматриваться совместно с непосредственной нагрузкой от волны.
Волновой слеминг происходит, когда практически горизонтальный элемент покрывается поднимающейся поверхностью воды при прохождении волны. Самые высокие значения усилий слеминга имеют место для элементов на среднем уровне воды и при направлениях усилия слеминга, близким к вертикальному.
Волновой слаппинг связан с разрушающимися волнами и может воздействовать на элементы с любым наклоном, но в плоскости, перпендикулярной к направлению волны. Самые высокие значения усилий прикладываются к элементам около среднего уровня воды.
Усилия как слеминга, так и слаппинга прилагаются импульсно (в течение короткого промежутка времени), и поэтому должна приниматься во внимание динамическая реакция трубопроводной системы.
7.3.4.9 Части трубопроводной системы, расположенные выше зоны обычного удара волн, могут подвергаться нагрузкам от волн вследствие нагона волны. Нагрузки от этого воздействия должны рассматриваться в случае их значимости.
7.3.5 Ледовые нагрузки
7.3.5.1 В зонах, в которых может нарастать или нагоняться лед, должна быть принята в расчет возможность действия ледовых нагрузок на трубопроводную систему. Такие нагрузки могут быть частично обусловлены собственно льдом, намерзающим на трубопроводной системе, и частично - плавающим льдом. Для подходов к берегу и зон с мелкой водой должна быть учтена возможность ледового пропахивания и ударов дрейфующего льда.
7.3.5.2 В случае намерзания льда на частях системы, находящихся над водой (например, из-за брызг морской воды), должны быть приняты в расчет следующие значения:
- вес льда;
- ударные усилия вследствие таяния льда;
- усилия в результате расширения льда;
- рост усилий от ветра и волн из-за возросшей площади приложения нагрузок.
7.3.5.3 Усилия от плавающего льда должны быть рассчитаны согласно признанной теории. Особое внимание должно быть уделено механическим свойствам льда, площади контакта, форме конструкции, направлению перемещений льда и т.д. Колебательная природа усилий ото льда (нарастание бокового усилия и разрушение движущегося льда) должна быть учтена при расчете конструкции. Если усилия вследствие бокового перемещения льда будут оказывать решающее влияние на размеры конструкции, может потребоваться испытание на модели взаимодействий конструкции со льдом.
7.3.6 Нормативные нагрузки
7.3.6.1 При документальном подтверждении работоспособности всей трубопроводной системы для каждого режима нагрузок и расчетов должны использоваться одновременно действующие нагрузки с соответствующей наиболее неблагоприятной их комбинацией, положением и направлением.
7.3.6.2 Значение нормативной природной нагрузки в ходе монтажа трубопроводной системы должно быть принято как максимальное при наиболее вероятном состоянии моря для рассматриваемого периода, определяемого с использованием (Hs, Tp) и соответствующими условиями течения и ветра. Значение нормативной нагрузки определяется как максимальное при наиболее вероятных параметрах природной среды (т.е. волн, течений и ветра) LE, равное
F(LE) = 1 - 1/N, (7.1)
где F(LE) - функция распределения вероятностей LE;
N - число циклов нагружений при некотором состоянии моря продолжительностью не менее трех часов.
Примечание - Заданное состояние моря для рассматриваемого периода времени может быть интерпретировано как состояние моря для соответствующего местоположения и периода монтажа. Обычным требованием является то, что продолжительность периода времени должна быть достаточно долгой для того, чтобы учесть возможные задержки. Период монтажа не должен превышать этот период времени.
7.3.6.3 Нормативное значение при сочетаниях природных нагрузок для условий эксплуатации должно определяться как при вероятности 10-2 за период в один год. Если корреляция между различными составляющими нагрузки (т.е. ветром, волнами, течением или льдом) неизвестна, значение сочетания нагрузок (одновременно действующих нагрузок) определяется по таблице 7.1.
Таблица 7.1 - Сочетания значений нормативных природных нагрузок в показателях вероятности превышения за год
|
Волны |
Течения |
Лед |
Землетрясения |
|
|
10-2 |
10-2 |
10-1 |
||
|
10-1 |
10-1 |
10-2 |
||
|
10-1 |
10-1 |
10-1 |
10-2 |
|
|
10-2 |
7.3.6.4 Для трубопровода, лежащего на морском дне, при временных режимах сочетание нормативных природных нагрузок должно быть принято, как указано далее:
- для периода времени менее трех дней нормативные значения нагрузок могут быть основаны на надежных прогнозах погоды;
- для трубопровода, лежащего на морском дне, при временных режимах должно применяться значение 10-летнего периода временного ряда. Соответствующий период времени не должен браться меньшим, чем сезон (3 месяца). Если совместное распределение природных нагрузок неизвестно, сочетание нормативных нагрузок может быть принято по таблице (например, таблица 7.1), подобной приведенной для эксплуатации.
Примечание - «Подобной приведенной для эксплуатации» подразумевает, например, «волны за 10 лет плюс течения за 1 год» или «волны за 1 год плюс течения за 10 лет».
7.4 Строительные нагрузки
7.4.1 Общие указания
7.4.1.1 Нагрузки, которые возникают в результате строительства трубопроводной системы, включая монтаж, испытания давлением, ввод в эксплуатацию, техническое обслуживание и ремонт, должны быть разделены на функциональные и природные нагрузки.
7.4.1.2 Должны учитываться все существенные нагрузки, действующие на отдельные трубы или участки труб при транспортировании, сборке, монтаже, обслуживании и ремонте.
7.4.1.3 Функциональные нагрузки должны учитывать значения усилий, обусловленных приложенным натяжением в ходе монтажа, обслуживания и ремонта трубопровода.
7.4.1.4 Природные нагрузки должны учитывать значения усилий, приложенных к трубопроводу от действия ветра, волн и течений, в том числе отклонений и динамических нагрузок из-за перемещений трубоукладочного судна.
7.4.1.5 Случайные нагрузки должны учитывать влияние сил инерции вследствие внезапного наполнения водой, чрезмерных деформаций в надводном и придонном криволинейных участках укладываемой плети трубопровода и усилия, вызванные ошибками в работе или неисправностями оборудования, которые могут вызвать или осложнить критические условия, см. 12.1.3.
7.4.1.6 Другие нагрузки, которые должны быть рассмотрены, таковы:
- штабелирование труб;
- операции с трубами и участками труб, например подъем труб соединений труб, трубных плетей и рулонов труб и намотка труб на барабан;
- протаскивание в местах выхода трубопровода на берег, стыковка отдельных плетей трубопровода, разработка траншей и т.д.;
- испытание давлением;
- работы по вводу в эксплуатацию, например, повышение разности давлений вследствие вакуумной осушки.
7.4.1.7 Должны быть сформулированы эксплуатационные граничные условия, соответствующие рассматриваемой строительной деятельности в соответствии с 12.4.4.
7.4.1.8 Типовые строительные нагрузки для предварительно смонтированных райзеров, опор, направляющих райзеров и J-труб на кожухах или подобных сооружениях таковы:
- усилия, порождаемые ветром, в частности, схождение вихрей, вызванных ветром, действующие на части, которые по проекту будут в состоянии погружения после монтажа несущей конструкции;
- перемещения и/или усилия, создаваемые в течение разгрузки несущей конструкции;
- транспортные усилия вследствие перемещений баржи;
- усилия спуска на воду в результате отклонений и гидродинамических усилий (усилия протаскивания, слеминга и слаппинга), действующих на конструкцию;
- отклонения, усилия в ходе монтажа несущей конструкции;
- силы инерции, действующие на опоры, направляющие райзеров, обусловленные погружением свай;
- перераспределение опорных реакций при удалении возможных временных опор райзера и переводе райзера в окончательное положение;
- холодная амортизация райзеров (предварительная упругая деформация);
- усилия стыковки, возникающие при соединении райзера со стыковочной катушкой, трубопроводом;
- динамические нагрузки при введении трубопровода в эксплуатацию, например заполнение водой и ее удаление с помощью очистных устройств.
7.4.1.9 Должны быть выбраны подлежащие рассмотрению комбинации нагрузок, которые бы отражали наиболее вероятные жесткие комбинации нагрузок в ходе рассматриваемой стадии строительства.
7.5 Случайные нагрузки
7.5.1 Общие указания
7.5.1.1 Нагрузки, которые прикладываются к трубопроводной системе при аномальных и незапланированных условиях, должны быть отнесены к случайным нагрузкам.
7.5.1.2 Основным критерием классификации случайной нагрузки является вероятность ее существования, определяемая в соответствии с разделом 8.4.12.
7.5.1.3 Типовые случайные нагрузки могут быть вызваны:
- ударом судна или других дрейфующих объектов (столкновения, посадка на мель, оседание);
- упавшими объектами;
- земляными работами;
- взрывами;
- огнем и расплавленной массой;
- эксплуатационными неисправностями;
- зацеплением якорями.
7.5.1.4 Размер и частота случайных нагрузок для определенной трубопроводной системы могут быть определены посредством анализа рисков.
7.6 Другие нагрузки
7.6.1 Траловые нагрузки
7.6.1.1 При расчете нормативных траловых нагрузок опираются на принципы, изложенные в [5].
7.6.1.2 Требования для расчетов трубопроводов на траловые нагрузки должны быть определены на основе исследований частоты тралового лова и оценки потенциальных дефектов вследствие тралового лова, для того чтобы гарантировать, что работоспособность трубопровода не будет снижена.
7.6.1.3 Траловые нагрузки могут возникать из-за воздействия траловых досок или бим-тралов, в зависимости оттого, какая рыболовная снасть является предпочтительной в данном районе.
7.6.1.4 Рыболовные снасти и, следовательно, траловые нагрузки могут существенно различаться не только между трубопроводными системами, но и в пределах одной трубопроводной системы. Траловые нагрузки будут зависеть от типа, массы, скорости, троса для верпования (жесткости троса, цепных эффектов и длины троса) и размеров траловой доски или бим-трала. Различные условия опирания вдоль трассы трубопровода также будут приводить к разной реакции на траловые снасти.
7.6.1.5 Должны быть определены следующие данные по траловому лову:
- максимальный размер тралового оборудования, обычно используемого в районе;
- тенденции в будущем (новые типы, масса (сети), скорость тралового лова, профиль);
- частота тралового лова в районе.
7.6.1.6 Траловые нагрузки могут быть разделены в соответствии с тремя стадиями пересечения тралом трубопровода:
- траловый удар - первоначальный удар от траловой доски или бим-трала, который может вызвать местные вмятины в трубе или повреждение покрытия. Его следует отнести к природным нагрузкам;
- переход трала (часто называемый перетаскиванием) - вторая стадия, обусловленная перемещением троса и траловой доски или бим-трала поверх трубы. Обычно он вызывает реакцию трубопровода более общего характера. Его следует отнести к природным нагрузкам;
- зацепление - траловая доска застревает под трубой и, в экстремальных случаях, к трубопроводу прикладываются высокие усилия, достигающие усилия прочности тралового троса. Его следует отнести к случайным нагрузкам.
7.6.1.7 Энергия удара должна быть определена с учетом, как минимум:
- массы и скорости траловой доски или бим-трала;
- приведенной присоединенной массы и скорости.
7.6.2 Землетрясения
Воздействия нагрузок, обусловленных землетрясением, непосредственных или опосредованных, должны быть классифицированы как случайные или нагрузки природного происхождения, в зависимости от вероятности возникновения землетрясения в соответствии с информацией о случайных нагрузках, приведенной в 8.4.12.
8 Расчетные критерии
8.1 Общие сведения
8.1.1 Цель раздела
Целью настоящего раздела является обеспечение расчетных и допустимых критериев для возможных видов отказов конструкций трубопроводных систем.
8.1.2 Применение
8.1.2.1 В настоящем стандарте не содержится ограничений по глубине воды. Однако если настоящий стандарт распространяется на трубопроводы, проектируемые для глубоких мест, для которых опыт ограничен, особое внимание должно быть уделено:
- другим механизмам отказов;
- достоверности области изменения параметров;
- другим нормативным нагрузкам и сочетаниям нагрузок, динамическим явлениям.
8.1.2.2 Настоящий стандарт не устанавливает каких-либо явныхограничений в отношении упругих деформаций или колебаний при условии, что при прочностном расчете учтены влияния значительных перемещений и динамического поведения, в том числе усталостное влияние колебаний, защемления и ретчетинг.
8.1.2.3 Особое внимание должно быть уделено элементам трубопроводной системы, которые выходят на берег. Должны учитываться следующие типовые аспекты:
- плотность населения;
- персонал (квалификация, численность);
- транспорт;
- коррозия;
- остановка разрушения.
При этом может потребоваться более высокий уровень безопасности, чем тот, который отражен в классах безопасности.
8.1.2.4 На сварные спиральношовные трубы накладываются следующие требования:
- если требуется дополнительное требование F (свойства остановки разрушения), для развивающегося разрушения должна быть проведена оценка возможности развития разрушения от одного сварного стыка труб до другого;
- проведенные испытания на воздействие наружного давления должны быть документально подтверждены;
- расчеты должны быть основаны на условии контролируемых нагрузок, если не будет документально подтверждена осуществимость применения условия контролируемых деформаций.
Примечание - Ограничения на остановку разрушений и условие контролируемых нагрузок обусловлены ограниченным опытом, касающимся сварных спиральношовных труб, подверженных лавинным разрушениям или значительным деформациям.
8.2 Принципы расчетов и материалы
8.2.1 Трассировка трубопровода
8.2.1.1 Трубопровод не должен располагаться вблизи от других сооружений, других трубопроводных систем, остатков кораблекрушений, валунов и т.д. Должно быть определено минимальное расстояние, основанное на прогнозируемых перемещениях, гидродинамических эффектах и на оценках рисков. Если же трубопроводная система располагается вблизи от других сооружений, трубопроводных систем, остатков кораблекрушений, крупных валунов и т.д., при подробном выборе трассы должны быть учтены возможные отклонения, перемещения и иные риски, стем чтобы гарантировать достаточную отдаленность и границы против сторонних воздействий.
8.2.1.2 Пересекающиеся трубопроводы должны быть разделены минимальным расстоянием по вертикали, равным 0,3 м.
8.2.1.3 Трубопроводы должны быть защищены от неприемлемых повреждений, вызываемых, например, падающими объектами, рыболовными снастями, кораблями, бросаемыми якорями и т.п., а также следует избегать расположения трубопроводов внутри зон погрузки платформ. Защита может быть достигнута за счет одной или комбинации следующих мер:
- бетонное покрытие;
- заглубление;
- защита (например, песком, гравием, матами);
- другая механическая защита.
8.2.1.4 При проектировании защитных конструкций должна быть как следует оценена относительная осадка между защитной конструкцией и трубопроводной системой и она должна охватывать весь расчетный срок эксплуатации трубопроводной системы. Между элементами трубопровода и элементами защитной конструкции должен быть обеспечен соответствующий зазор, чтобы избежать обрастания.
8.2.1.5 Для трубопроводов из С-Mn стали для потенциально коррозионно-опасных продуктов категорий В, D и Е должна быть предусмотрена диагностика путем пропуска внутритрубных устройств. В тех случаях, когда конструкция трубопровода не допускает пропуска диагностических внутритрубных устройств, должен быть выполнен расчет в соответствии с признанными процедурами, который документально подтвердил бы, что риск отказа (т.е. вероятность разрушения, умноженная на последствия разрушения), ведущего к утечкам, приемлем. Для коррозионно-опасных жидкостей других категорий должна быть выполнена оценка влияния контрольной очистки внутритрубными устройствами на надежность эксплуатации.
8.2.1.6 Трубопровод может быть разделен на участки, имеющие различное расчетное давление. В таких случаях трубопроводная система должна быть оборудована соответствующей системой контроля давления, чтобы гарантировать то, что участок или участки с более низким расчетным давлением не будут подвергаться действию давления выше допустимого.
8.2.1.7 Райзеры и J-трубы должны проходить внутри сооружения, чтобы не допустить удара судном, и должны быть защищены от нагрузок в результате ударов судов и других механических воздействий. Райзеры не должны располагаться внутри зон погрузки платформ.
8.2.1.8 Опоры райзеров и J-труб должны быть рассчитаны так, чтобы обеспечить плавный переход усилий от райзеров к опорам.
8.2.1.9 Для определения конфигурации J-труб должны использоваться следующие характеристики:
- конфигурация платформы и схема палубы;
- требования к пространству;
- подход к кабелю, трубопроводу;
- защита J-трубы;
- контроль и техническое обслуживание в ходе эксплуатации;
- учет возможностей монтажа.
8.2.2 Заводское испытание давлением и испытания системы давлением
8.2.2.1 К задачам заводских испытаний давлением относятся:
- проведение контрольных испытаний на несущую способность по внутреннему давлению;
- гарантия выдержки напряжения, равного, по крайней мере, пределу текучести, всех сечений трубы.
Поэтому заводское испытательное давление определяется применяемым напряжением, а не понятиями, связанными с расчетным давлением.
8.2.2.2 За исключением 8.2.2.3, трубопроводная система должна подвергаться испытаниям давлением после монтажа. Местное испытательное давление plt в течение испытаний системы давлением должно удовлетворять следующим требованиям:
- нормальный и высокий класс безопасности при обычных условиях эксплуатации
plt ³ 1,05pli; (8.1)
- низкий класс безопасности при обычных условиях эксплуатации
plt ³ 1,03pli. (8.2)
Примечание - Обычно, в случае, когда аварийное давление на 10 % превышает расчетное давление, приведенное выше требование задает испытательное давление системы, которое представляет собой расчетное давление, умноженное примерно на 1,15, при условии, что расчетное давление относится к самой высокой точке трубопроводной системы.
8.2.2.3 Испытательное давление системы обеспечивает проверку утечек после завершения строительства и является функцией местного аварийного давления. По соглашению, от испытаний системы давлением можно отказаться при условии, что:
- сварные трубы сварены дуговой сваркой под слоем флюса;
- расчет толщины стенки определяется наружным давлением и если используется менее 75 % несущей способности по внутреннему давлению;
- документы показывают, что технические условия были должным образом выполнены в ходе изготовления, сборки и монтажа;
- было выполнено требование к заводским испытаниям давлением, изложенное в 9.5.11;
- все соединительные детали и райзеры прошли гидростатические испытания давлением в ходе изготовления;
- проведены местные испытания на герметичность после завершения монтажа и стыковки элементов и райзеров;
- определен режим контроля и проверок для всего проекта трубопровода и продемонстрировано, что он обеспечивает тот же уровень безопасности, что и испытания системы давлением в отношении размеров определяемых дефектов и т.д.;
- после монтажной сварки был проведен автоматический ультразвуковой контроль (AUT) (см. 12.1.9.4);
- работы по монтажу и вмешательства других сторон не приведут к повреждению трубопровода. Особое внимание в этом случае должно быть уделено дноуглубительным работам, другим методам разработки траншей или повреждениям третьими сторонами, например якорями;
- труба после проведения AUT не подвергалась накопленным пластическим деформациям, превосходящим 2 %.
8.2.2.4 В течение испытаний системы давлением должны быть удовлетворены все предельные состояния для класса безопасности «низкий» (см. 8.4).
8.2.3 Технический контроль в ходе эксплуатации
Требования к техническому контролю, влияющему на безопасность и надежность в течение эксплуатации трубопроводной системы, должны быть определены на стадии проектирования, и они должны быть отражены в отчете по DFI.
8.2.4 Минимальная толщина стенки
8.2.4.1 Если с помощью иных мер не обеспечивается эквивалентная защита трубопроводов от случайных нагрузок, падающих объектов и других внешних нагрузок, должна приниматься минимальная толщина стенки 12 мм для всех трубопроводов:
- номинальным диаметром, равным 8" и более;
- класса безопасности «Высокий»;
- класса местоположения 2.
8.2.4.2 Особая оценка случайных нагрузок, падающих объектов и других внешних нагрузок должна быть включена при определении минимальной требуемой толщины стенки для трубопроводов:
- номинальным диаметром, меньшим 8";
- класса безопасности «Высокий»;
- класса местоположения 2.
Примечание - Требование к минимальной толщине стенки основано на статистике разрушений, которая ясно указывает, что ударные нагрузки являются наиболее вероятной причиной разрушений и оказывают решающее влияние на расчет толщины (но не Dlt).
8.2.5 Выбор материалов
8.2.5.1 Материалы для трубопроводных систем должны быть выбраны с особым учетом свойств транспортируемого продукта, нагрузок, температуры и возможных видов отказов в период монтажа и эксплуатации. Выбор материалов должен гарантировать совместимость всех элементов трубопроводной системы. Должны рассматриваться следующие характеристики материалов:
- механические свойства;
- твердость;
- вязкость разрушения;
- усталостная прочность;
- свариваемость;
- коррозионная стойкость.
8.2.5.2 Выбор материалов должен включать в себя описание следующих дополнительных требований (см. раздел 9.4), по необходимости:
- эксплуатация в кислой среде - дополнительное требование S;
- свойства для остановки разрушения - дополнительное требование F;
- труба, подверженная пластическим деформациям, превышающим 2 %, - дополнительное требование Р;
- расширенное применение - дополнительное требование U;
- более жесткие требования к размерам трубы - дополнительное требование D.
8.2.5.3 Выбор материалов (см. 8.2.6) должен включать в себя выбор уровня NDT для труб. Уровень NDT I или NDT II для труб требуется для использования критерия местной потери устойчивости при условии контролируемых деформаций (расчет, основанный на деформациях).
8.2.5.4 При условии наличия в перекачиваемом продукте воды, кислорода и хлора, например нагнетание воды (в пласт), нержавеющие стали могут быть восприимчивыми как к местной коррозии, так и к растрескиванию вследствие действия природных факторов, и, следовательно, коррозионная стойкость должна рассматриваться для каждого особого случая применения. Для особых условий применения труб должны быть проведены коррозионные испытания материала, чтобы утвердить его использование для предполагаемых условий.
8.2.5.5 Перекачка продуктов, хорошо стимулирующих коррозию трубопроводов из сталей, выплавленных дуплекс-процессом, и мартенситных нержавеющих сталей требует особой предосторожности.
8.2.5.6 Особые меры предосторожности потребуются, чтобы при испытаниях системы давлением с использованием морской воды избежать коррозионных повреждений трубопроводов из коррозионно-стойких сплавов.
8.2.5.7 Трубы из стали, выплавленной дуплекс-процессом, из мартенситной нержавеющей стали и трубы из С-Mn стали с SMYS более 450 МПа требуют особого рассмотрения склонности к растрескиванию под действием природных факторов (включая сульфидное растрескивание под напряжением (SSC)) и водородное растрескивание, связанное с электрохимической защитой. В частности, это относится к материалу, подвергающемуся существенным пластическим деформациям во время изготовления, монтажа и эксплуатации.
Примечание - Для труб с уровнем NDT I устанавливаются более жесткие требования к неразрушающему контролю, чем для труб с уровнем NDT II.
Для дополнительных требований U коэффициент прочности на 4 % выше, что может привести к экономии материала приблизительно на 4 %.
Взаимосвязь между различными требованиями к материалам и проектированием проиллюстрирована в приведенной ниже таблице.
Таблица - Значение расчетного сопротивления в зависимости от применяемого уровня NDT и применения дополнительных требований U
|
Условия проектирования1) |
Уровень NDT для труб |
|||
|
I |
II |
|||
|
Дополнительное требование U |
||||
|
Да |
Нет |
Да |
Нет |
|
|
Расчет на действие внутреннего давления |
Высокое2) |
Низкое |
Высокое2) |
Низкое |
|
Местная потеря устойчивости при контролируемых нагрузках |
Высокое |
Низкое |
Высокое |
Низкое |
|
Местная потеря устойчивости при контролируемых перемещениях |
Высокое |
Низкое |
Не применимо |
|
|
1) Условия контролируемых нагрузок и контролируемых перемещений определены в разделе 8.3.1. 2) Обозначение «Высокое» и «Низкое» в приведенной выше таблице характеризует уровень значения параметра, который следует применять. |
||||
8.2.6 Нормативные свойства материалов
8.2.6.1 Нормативные свойства материалов должны использоваться при определениях сопротивлений. Значения пределов текучести и прочности на растяжение должны быть определены с помощью графика «напряжения-деформации», полученного в результате инженерных расчетов.
8.2.6.2 Дополнительное требование U гарантирует повышение достоверности предела текучести, что отражено в более высоком коэффициенте прочности материала, приведенном в таблице 8.1. Расчетная прочность является функцией этой величины и приведена в 8.2.6.4.
Таблица 8.1 - Коэффициент прочности материала αU
|
Обозначение коэффициента прочности |
Значения коэффициента прочности для |
|
|
обычных условий |
дополнительных требований U |
|
|
αU |
0,96 |
1,00 |
|
Примечание - Для испытаний системы давлением коэффициент αU должен равняться 1,00, что дает 96 %-ное значение SMYS допускаемого кольцевого напряжения как для материалов, удовлетворяющих дополнительному требованию U, так и для материалов, которые ему не удовлетворяют. |
||
8.2.6.3 Механические свойства различных марок материалов определены относительно комнатной температуры. Должны учитываться изменения свойств материалов при температурах выше 50 °С для С-Мn стали и выше 20 °С для сталей 22Сr и 25Сr. Эти свойства должны рассматриваться строго для конкретного материала и температурного эффекта старения и должны включать в себя:
- предел текучести;
- предел прочности на растяжение;
- модуль Юнга;
- коэффициент линейного расширения.
Примечание - Нанесение покрытий на монтажные стыки в ходе монтажа также может приводить к действию температур, превышающих указанные выше, и, как следствие, это должно быть учтено в расчете.
8.2.6.4 Нормативные сопротивления материала, которые должны использоваться при расчете критериев предельных состояний, приведены в таблице 8.2.
Таблица 8.2 - Нормативные сопротивления материала fy и fu
|
Значение |
|
|
Нормативное минимальное значение предела текучести |
fy = (SMYS - fy,temp) × αu |
|
Нормативное минимальное значение предела прочности на растяжение |
fu = (SMTS - fu,temp) × αu × αA |
|
fy,temp и fu,temp - значения отклонений пределов текучести и прочности на растяжение соответственно под влиянием температуры; αU - коэффициент прочности материала, по таблице 8.1; αА - коэффициент анизотропии, равный 0,95 для осевого (продольного) направления (т.е., αс из уравнения (8.23)), исходя из требований к релаксационным испытаниям в технических условиях на трубы (см. таблицу 9.3, примечание 4), или равный 1,0 для всех остальных случаев. |
|
Примечание - Если нет другой информации о влиянии отклонений от нормы предела текучести, могут быть использованы рекомендации для С-Mn стали, нержавеющих сталей, выплавленных дуплекс-процессом, 22Сr или 25Сr, приведенные на рисунке 8.1.
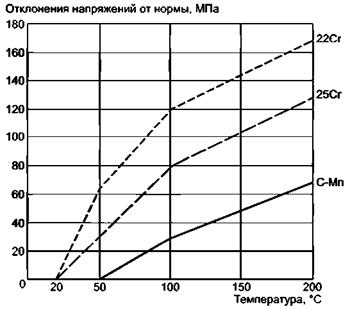
Рисунок 8.1 - Предлагаемые значения отклонений от нормы для предела текучести
8.2.6.5 Должны быть учтены любые изменения отклонений от нормы для растяжения и сжатия в зависимости от температуры.
Примечание - Различия в температурных воздействиях на отклонения от нормы для растяжения и сжатия были получены для стали с 13 %-ным содержанием Сr.
8.2.6.6 Для процессов изготовления, которые включают в себя холодные деформации, придающие различную прочность при растяжении и сжатии, должен быть определен коэффициент изготовления αfab. Если нет другой информации, максимальные коэффициенты изготовления для труб, производимых в соответствии с процессами UO или UOE, приведены в таблице 8.3. Эти коэффициенты применяются и для других процессов изготовления, которые включают в себя подобные холодные деформации, такие как трехвалковая гибка (TRB).
Таблица 8.3 - Максимальный коэффициент изготовления αfab
|
Значение коэффициента в зависимости от типа трубы |
|||
|
Бесшовная |
UO и TRB |
UOE |
|
|
αfab |
1,00 |
0,93 |
0,85 |
Коэффициент изготовления может быть улучшен путем термообработки, если это подтверждено документально.
8.2.7 Припуск на коррозию
8.2.7.1 Для трубопроводов из С-Mn стали, транспортирующих потенциально коррозионно-опасные продукты и/или подверженных действию внешней агрессивной окружающей среды и не имеющих электрохимической защиты, должно быть в полной мере рассмотрено использование дополнительной толщины стенки, которая бы компенсировала любые коррозионные ухудшения характеристик в ходе эксплуатации (припуск на коррозию) (см. также раздел 11).
Примечание - Припуск на коррозию в первую очередь используется для компенсации тех форм коррозионного разрушения, которые воздействуют на несущую способность трубопровода по внутреннему давлению, т.е. равномерной коррозии и, в меньшей степени, таких коррозионных дефектов, как язвы и пятна. Однако припуск на коррозию может также улучшить эксплуатационную надежность и повысить полезный срок эксплуатации, если коррозионные дефекты возникают в виде отдельных точек; хотя маловероятно, что такие дефекты повлияют на прочность трубопровода, они будут вызывать точечные утечки, когда пройдут всю толщину стенки. Однако дополнительная толщина стенки будет только откладывать во времени появление утечек в пропорции к повышению толщины стенки.
8.2.7.2 Необходимо оценить необходимость и преимущества применения припуска на коррозию, учитывая, как минимум, следующие факторы:
- расчетный срок эксплуатации и потенциальную коррозионную активность продукта и/или внешней окружающей среды;
- ожидаемую форму коррозионных дефектов (см. примечание выше);
- ожидаемую надежность планируемых методик и технологии защиты от коррозии (например, химическая обработка продукта, наружное покрытие и т.д.);
- ожидаемую чувствительность и способность к определению размеров дефектов для соответствующих инструментов, используемых при мониторинге целостности, время до первой инспекции и планируемую частоту контроля;
- последствия внезапных утечек, требования к безопасности и надежности;
- возможность снижения (повышения) рабочего давления.
8.2.7.3 За исключением случаев, когда внезапная утечка продукта является приемлемой (что возможно для трубопроводов класса безопасности «Низкий»), значение припуска на коррозию должно быть достаточным, для того чтобы учесть любые реальные ухудшения характеристик в результате коррозии, которые могут произойти в период между двумя последовательными инспекциями для мониторинга работоспособности (см. раздел 13).
8.2.7.4 Трубопроводы класса безопасности «Нормальный» или «Высокий» из С-Mn стали, транспортирующие углеводородные продукты с вероятным содержанием воды в жидком состоянии в течение срока эксплуатации, должны иметь припуск на внутреннюю коррозию как минимум 3 мм.
8.2.7.5 В соответствии с соглашением общие требования о минимальном припуске на коррозию в 3 мм могут игнорироваться, если продемонстрировано, что расчеты и/или технология коррозионного контроля исключают какие-либо серьезные повреждения в результате коррозии.
8.2.7.6 Для райзеров класса безопасности «Нормальный» или «Высокий» из С-Mn стали в зоне заплеска должен быть принят припуск на наружную коррозию в 3 мм. Для райзеров, транспортирующих горячие продукты с температурой, более чем на 10 °С выше обычной для окружающей морской воды, с теми же классами безопасности, должно быть рассмотрено применение припуска на коррозию, превышающего 3 мм. Любой припуск на внутреннюю коррозию должен быть дополнительным.
8.3 Расчеты нагрузок и несущей способности
8.3.1 Условия нагружения
8.3.1.1 Следует учитывать различия между:
- условием контролируемых нагрузок (LC условие),
- условием контролируемых перемещений (DC условие).
К этим двум условиям применяются различные проверочные расчеты.
8.3.1.2 Условие контролируемых нагрузок - это такое состояние, при котором реакции конструкции в первую очередь определяются прикладываемыми нагрузками.
8.3.1.3 Условие контролируемых перемещений - это такое состояние, при котором реакции конструкции в первую очередь определяются наложенными геометрическими перемещениями.
8.3.1.4 Расчетный критерий контролируемых нагрузок всегда может применяться вместо расчетного критерия контролируемых перемещений.
Примечание - Примером чистого состояния контролируемых перемещений является изгиб трубопровода в соответствии с формой непрерывной криволинейной конструкции, такой как J-труба или катушка. В этом случае все диктуется кривизной оси трубы, но изгиб в кольцевом направлении, который ведет к овализации, определяется взаимодействием между кривизной оси и внутренними усилиями, обусловленными кривизной.
Менее четкий пример - трубопровод, соприкасающийся с роликами стингера баржи-трубоукладчика. В принципе конфигурация трубопровода должна соответствовать роликам, и в этом смысле действует условие контролируемых перемещений. Однако на местном уровне изгиб трубы между роликами определяется взаимодействием между весом и растяжением и относится к контролируемым нагрузкам. Наконечник стингера, однако, будет всегда находиться в условиях контролируемых нагрузок.
Другой промежуточный случай - криволинейный компенсатор, находящийся в контакте с морским дном. Расширение трубопровода, вызываемое температурой и давлением, накладывает перемещение на концевую часть компенсатора. Реакция самого компенсатора как конструкции оказывает незначительное воздействие на смещение в результате расширения, и реакция в первую очередь относится к контролируемым перемещениям. Однако боковое сопротивление перемещениям компенсатора по морскому дну также играет существенную роль и вводит некоторую степень действия в условия контролируемых нагрузок.
Эти примеры показывают, что во многих случаях простого разграничения между контролируемыми нагрузками и контролируемыми перемещениями определить нельзя. Выбор должен основываться на экспертном выборе определяющих нагрузок.
8.3.1.5 Для использования критерия местной потери устойчивости, основанного на контролируемых перемещениях, требуется уровень I NDT для труб.
8.3.2 Определение результатов действия нагрузок
8.3.2.1 Расчет должен быть основан на принятых принципах статики, динамики, прочности материалов и механики грунтов.
8.3.2.2 Для расчета результатов действия нагрузок могут использоваться упрощенные методы расчета при условии, что они консервативны. В комбинации с теоретическими расчетами или вместо них могут потребоваться испытания на моделях. Испытания на моделях или натурные испытания могут потребоваться и в тех случаях, когда теоретические методы не подходят.
8.3.2.3 Должны быть учтены все нагрузки и вынужденные перемещения, которые могут оказать влияние на работоспособность трубопровода. Для каждого рассматриваемого поперечного сечения или части системы и для каждого возможного вида отказа должны быть учтены все соответствующие сочетания нагрузок, которые могут действовать одновременно.
8.3.2.4 При определении реакций на динамические нагрузки должны быть приняты в расчет динамические явления, если они кажутся существенными.
8.3.2.5 Определение результатов действия нагрузок должно проводиться с применением номинальных размеров поперечных сечений.
8.3.2.6 Расчет результатов действия нагрузок должен основываться на нормативных значениях, согласно 7.2.2 и 7.3.6.
8.3.2.7 Возможное благоприятное упрочняющее действие утяжеляющего покрытия на стальную трубу не должно учитываться, если эффект упрочнения не имеет документального подтверждения. Покрытие, которое добавляет трубе существенную жесткость при изгибе, может увеличивать напряжения/деформации в трубе в каких-либо местах нарушения сплошности покрытия (например, у монтажных стыков). Если необходимо, это влияние должно учитываться.
8.3.2.8 Возможное благоприятное упрочняющее воздействие на стальную трубу плакирования или футеровки не должно учитываться в расчетах, если эффект упрочнения не имеет документального подтверждения.
8.3.2.9 Эквивалентное продольное усилие, которое определяет общую реакцию трубопровода, обозначается через S. Растягивающая сила считается положительной
S = N - рiАi + реАе = N - (π/4)(pi(D - 2t)2 - реD2). (8.3)
8.3.2.10 В условиях непосредственно после укладки, когда температура и внутреннее давление трубы такие же, как и при укладке трубопровода, S = Н, где Н - действующее (остаточное) растягивающее усилие от укладки.
8.3.2.11 Эквивалентное продольное усилие полностью защемленной трубы в области линейных упругих напряжений равно (если труба идеализируется как тонкостенная)
S = H- Δpi × Аi(l - 2v) - AsEαΔT, (8.4)
где Δpi - приращение внутреннего давления по сравнению сего значением непосредственно после укладки;
ΔT - температурный перепад по отношению к состоянию непосредственно после укладки.
8.3.3 Нормативная толщина стенки
8.3.3.1 Несущая способность по внутреннему давлению должна быть рассчитана, основываясь на толщине стенки, следующим образом:
- условия заводских испытаний давлением и испытаний системы давлением
t1 = t - tfab. (8.5)
- условия эксплуатации
t1 = t - tfab - tcorr. (8.6)
8.3.3.2 Несущая способность, за исключением несущей способности по внутреннему давлению, должна быть рассчитана, основываясь на толщине стенки, следующим образом:
- строительство (монтаж) и испытания системы давлением
t2 = t; (8.7)
- в ином случае
t2 = t - tcorr. (8.8)
8.3.3.3 В приведенных выше расчетах толщины должна учитываться коррозия перед началом эксплуатации.
8.3.3.4 Требования к минимальной толщине стенки приведены в 8.2.4.
8.3.3.5 Толщина стенки для расчетов устойчивости дана в 8.5.4.4.
8.3.4 Определение напряжений и деформаций
8.3.4.1 Для определения напряжений и деформаций при необходимости должны быть учтены коэффициенты концентрации напряжений (SCF).
Примечание - Должно быть проведено различие между общей и местной концентрацией напряжений.
Местные концентрации напряжений (которые могут быть вызваны элементами, присоединенными сваркой, собственно сварными швами или особыми местными неоднородностями) будут воздействовать на трубу только локально и, как правило, учитываются при оценке усталости и разрушений. Общие концентрации напряжений (такие как увеличение напряжений в монтажных стыках вследствие бетонирования, которое обычно распространяется на один диаметр) оказывают влияние на трубу. Они должны быть учтены при оценке потери устойчивости в случае изгиба, а также при оценке усталости и разрушений.
8.3.4.2 Если имеют место пластические деформации, должны быть рассчитаны и учтены коэффициенты концентрации деформаций (SNCF). SNCF необходимо уточнять с учетом нелинейной зависимости «напряжение-деформация» для соответствующего уровня нагрузок.
8.3.4.3 Концентрации деформаций должны быть учтены при рассмотрении:
- неравномерной деформации, вызванной изменениями фактического предела текучести материала и деформационной способностью к упрочнению стыков труб и материала сварного шва вследствие значительного разброса свойств материала;
- изменений площади поперечного сечения (фактического диаметра или толщины стенки) стыкуемых труб;
- влияния покрытия на увеличение жесткости и разброса толщины покрытия;
- снижения предела текучести в монтажных стыках из-за высокой температуры, которая достигается при нанесении покрытия на монтажные стыки при монтаже;
- отклонений (в меньшую и большую стороны) фактического предела текучести металла сварного шва по отношению к фактическому пределу текучести основного металла трубы.
8.3.4.4 Накопленные пластические деформации определяют как сумму приращений пластических деформаций, вне зависимости от их знака и направления. Приращения деформаций должны отсчитываться от момента окончания изготовления труб.
8.3.4.5 Приращение пластических деформаций должно отсчитываться отточки, в которой график зависимости «напряжения-деформации» материала отклоняется от линейной зависимости (см. рисунок 8.2).
8.3.4.6 Интенсивность пластических деформаций εр определяется по формуле
![]() (8.9)
(8.9)
где epL - пластическая часть главной продольной деформации;
ерН - пластическая часть главной кольцевой деформации;
epR - пластическая часть главной радиальной деформации.
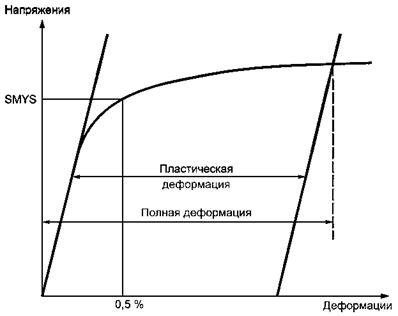
Рисунок 8.2 - Определение пластических деформаций
Примечание - Предел текучести определяется как напряжение, при котором общая деформация составляет 0,5 %. Например, для С-Mn стали марки 415 деформация одного направления в 0,5 % соответствует упругой деформации, приблизительно равной 0,2 %, и 0,3 %-ной пластической деформации.
8.4 Предельные состояния
8.4.1 Общие указания
8.4.1.1 При проектировании должны быть учтены все соответствующие виды отказов, сформулированные как предельные состояния. Предельные состояния должны быть отнесены к одной из следующих четырех категорий:
- предельное состояние по критерию пригодности к нормальной эксплуатации (SLS): Состояние, при переходе за которое трубопровод становится непригодным для нормальных условий эксплуатации;
- основное предельное состояние (ULS): Состояние, при переходе за которое работоспособность трубопровода подвергается опасности;
- предельное состояние по критерию усталости (FLS): Состояние FLS учитывается для суммарных результатов действия циклических нагрузок;
- особое (черезвычайное) предельное состояние (ALS): Особое (черезвычайное) предельное состояние (ALS) обусловлено действием случайных нагрузок.
8.4.1.2 В качестве минимальных требований райзеры и трубопроводы должны быть рассчитаны на отказы следующих возможных видов:
Предельное состояние эксплуатационной пригодности:
- предельное состояние овализации, ретчетинга;
- предельное состояние накопленных пластических деформаций и
- повреждения, обусловленные утяжеляющим покрытием или его утерей.
Критическое предельное состояние:
- предельное состояние разрыва (разрушения);
- предельное состояние овализации/ретчетинга (если оно вызывает общий отказ);
- предельное состояние местной потери устойчивости (предельное состояние местной потери устойчивости стенки трубы);
- предельное состояние общей потери устойчивости (обычно для условия контролируемых нагрузок);
- предельное состояние лавинного разрушения и лавинного смятия и
- удар.
Предельное состояние усталости:
- усталость вследствие циклических нагрузок.
Аварийное предельное состояние:
- критическое предельное состояние из-за редких нагрузок.
8.4.1.3 Все предельные состояния должны соответствовать нагрузкам всех заданных сочетаний. Предельное состояние для условий контролируемых нагрузок и контролируемых перемещений может быть различным.
8.4.1.4 На рисунке 8.3 представлена сводная информация о требуемых проверочных расчетах.
8.4.1.5 Для соответствующих стадий и условий должны быть удовлетворены все предельные состояния. Типовые условия, которые должны быть рассмотрены в расчетах:
- монтаж;
- состояние непосредственно после укладки;
- испытание системы давлением;
- эксплуатация;
- остановка (отключение).
8.4.2 Формат предельного состояния
8.4.2.1 Формат расчетов в настоящем стандарте основан на формате LRFD.
8.4.2.2 На основании потенциальных последствий отказов трубопровод должен быть отнесен к соответствующему классу безопасности (см. 5.3.4). Класс безопасности может быть различным для различных стадий эксплуатации и различного местоположения.
8.4.2.3 Уровень безопасности считается удовлетворительным, если расчетный результат действия нагрузки (Ld) не превосходит расчетного сопротивления (Rd)
Ld £ Rd. (8.10)
8.4.2.4 Расчетная нагрузка в общем виде может быть выражена следующим образом:
Ld = lf × γf × γс + LE × γE + LA × γA × γс. (8-11)
В специфических формах это соответствует следующему:
Md = Mf × γf × γс + ME × γE + MA × γA × γс,
εd = εF × γf × γс + εE × γE + εа × γA × γс, (8.12)
Sd = Sf × γf × γс + SE × γE + SA × γA × γс,
Δpd = γp(pld - pe).
Коэффициенты результатов действия нагрузок γf, γE, γA, γP и γc приведены в таблицах 8.5 и 8.6. Эти коэффициенты применимы ко всем классам безопасности. Определение нормативных значений результатов действия функциональных и природных нагрузок приведено в 7.2.2 и 7.3.6.
Примечания
1 Приведенные выше сочетания нагрузок относятся исключительно к критериям расчетов, например уравнению (8.23), и не должны применяться, например в уравнении (8.14) или в уравнении (8.22).
2. Для режима испытаний системы давлением местное испытательное давление рассматривается как аварийное давление. Для того чтобы рассчитать рld, входящее в приведенное выше выражение Δpd, местное испытательное давление должно рассчитываться как
![]()
где href - вертикальное расстояние между рассматриваемой точкой и базовой высотой, a γinc должно равняться 1,1. Тот же подход применяется в случае, когда используется давление отключения.
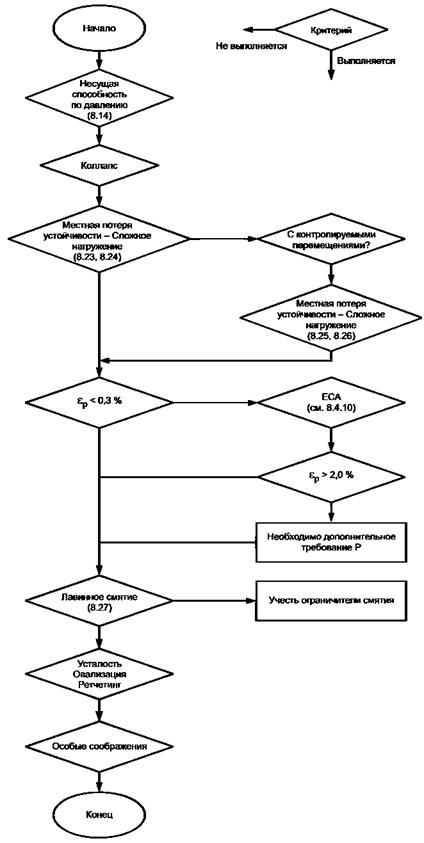
Рисунок 8.3 - Схема проведения расчетов конструкции
Цикл расчета должен повторяться для каждой соответствующей стадии
8.4.2.5 Расчетное сопротивление Rd обычно может быть выражено как
![]() (8.13)
(8.13)
Нормативное сопротивление материала fk приведено в 8.2.6.
8.4.2.6 Коэффициент надежности по материалу γm зависит от вида предельного состояния и определяется по таблице 8.4.
Таблица 8.4 - Коэффициент надежности по материалу γт
|
Обозначение коэффициента предельного состояния |
Значение коэффициента надежности для |
|
|
SLS/ULS/ALS |
FLS |
|
|
γm |
1,15 |
1,00 |
8.4.2.7 Коэффициент безопасности γsc зависит от класса безопасности и приведен в таблице 8.5.
Таблица 8.5 - Коэффициенты безопасности γsc
|
Вид расчета |
Коэффициент безопасности для класса безопасности |
||
|
низкого |
нормального |
высокого |
|
|
Расчет на действие внутреннего давления1) |
1,0462), 3) |
1,138 |
1,3084) |
|
1) Число значащих цифр задается для того, чтобы это соответствовало требованиям коэффициентов по стандарту ИСО. 2) Класс безопасности «Низкий» определяется при испытании системы давлением, которое, в соответствии с требованиями, проводится при давлении на 3 % выше аварийного давления. Следовательно, при работе с классом безопасности «Низкий» коэффициент безопасности будет на 3 % выше. 3) Для испытаний системы давлением αU должен быть равен 1,00, что задает допускаемые кольцевые напряжения в 96 % SMYS как для материалов, которые удовлетворяют дополнительным требованиям U, так и для материалов, не удовлетворяющих им. 4) Для участков трубопроводов с классом местоположения 1 может применяться коэффициент для класса безопасности «Нормальный», равный 1,138. |
|||
8.4.3 Коэффициенты надежности по нагрузкам и сочетания нагрузок
8.4.3.1 Каждая часть трубопроводной системы должна быть рассчитана на наименее благоприятное сочетание нагрузок из приведенных в таблице 8.6. На сочетание нагрузок а и b ссылаются в 8.4.5 посредством определения в уравнении (8.12).
Таблица 8.6 - Коэффициенты надежности по нагрузкам и сочетания нагрузок
|
Сочетание нагрузок |
Значения коэффициента надежности по нагрузкам |
||||
|
функциональные1) |
природные |
случайные |
от давления |
||
|
γf |
γE |
γA |
γP |
||
|
SLS и |
а |
1,2 |
0,7 |
- |
1,05 |
|
ULS |
b |
1,1 |
1,3 |
- |
1,05 |
|
FLS |
1,0 |
1,0 |
- |
1,0 |
|
|
ALS |
1,0 |
1,0 |
1,0 |
1,0 |
|
|
1) Если действие функциональной нагрузки снижает результаты действия сочетания нагрузок, yF должно быть принято как 1/1,1. |
|||||
8.4.3.2 Сочетание нагрузок а из таблицы 8.6 учитывается при наличии влияния трубопроводной системы. Поэтому оно не учитывается для местных проверочных расчетов, которые обычно предназначены для σh > 0 в сочетании с другими нагрузками.
8.4.3.3 Нагрузки, приведенные в разделе 7, должны рассматриваться для всех стадий расчета, относящихся к трубопроводной системе.
8.4.3.4 Коэффициент условий работы применим к условиям, перечисленным в таблице 8.7. Коэффициенты условий работы являются дополнительными к коэффициентам надежности по нагрузкам и используются исключительно в уравнении (8.12).
Таблица 8.7 - Коэффициенты условий работы γс
|
Наименование условия работ |
Значение коэффициента γс |
|
Трубопровод, лежащий на неровном морском дне или находящийся в состоянии «змейки» |
1,07 |
|
Непрерывное жесткое опирание |
0,82 |
|
Испытание системы давлением |
0,93 |
|
Другие |
1,00 |
|
Примечание - Условие «неровное морское дно» относится к трубопроводам со свободными пролетами. Тот же коэффициент должен использоваться, если трубопровод находится в состоянии «змейки» на неровном морском дне. «Непрерывное жесткое опирание» означает условия, при которых основная часть нагрузки также относится к условию контролируемых перемещений. Примером может служить намотка на барабан или протаскивание в J-трубах. Может потребоваться одновременное применение нескольких коэффициентов условий работы, например, при испытании трубопроводов давлением на неровном морском дне результирующий коэффициент условий работы будет равным 1,07 × 0,93 = 1,00. |
|
8.4.4 Несущая способность по внутреннему давлению (разрыв)
8.4.4.1 При условии выполнения требований заводских испытаний давлением, приведенных в 9.5.11, будут действовать следующие нижеприведенные критерии. В противном случае должны быть приняты более легкие условия эксплуатации.
8.4.4.2 Несущая способность по внутреннему давлению должна удовлетворять следующему критерию:
![]() (8.14)
(8.14)
Примечание - Критерий для аварийного давления приведен в 6.2.3. Концепция местного давления определена в 15.5.1.
8.4.4.3 Несущая способность по внутреннему давлению рb (х) задается следующим выражением:
рb (х) = Min (pb,s (х); рb,u (х)), (8.15)
- предельное состояние по текучести
![]() (8.16)
(8.16)
- предельное состояние по прочности (разрыв)
![]() (8.17)
(8.17)
Примечание - В приведенных выше формулах х должен заменяться на t1 или t2, в зависимости от поименения.
8.4.4.4 Должно быть учтено снижение несущей способности по внутреннему давлению, обусловленное фактическими сжимающими силами (при контролируемых нагрузках), N.
8.4.5 Местная потеря устойчивости
8.4.5.1 Местная потеря устойчивости (потеря устойчивости стенки трубы) подразумевает значительные деформации в поперечном сечении трубы. Должны быть учтены следующие критерии:
- критерий коллапса (при действии только наружного давления);
- критерий комбинированного нагружения, т.е. взаимодействия между наружным и внутренним давлениями, продольной силой и изгибающим моментом;
- лавинное смятие (неконтролируемое распространение местной потери устойчивости).
8.4.5.2 Должны быть также учтены накопленные пластические деформации, поскольку они могут осложнить местную потерю устойчивости.
Критерий коллапса
8.4.5.3 Нормативное сопротивление наружному давлению рс при коллапсе должно определяться как
где
 (8.19)
(8.19)
![]() (8.20)
(8.20)
но не должно приниматься менее чем 0,005 (0,5 %).
Примечание - В общую овальность, рассматриваемую при расчетах, должна быть включена овализация, полученная в стадии строительства. Не должна учитываться овализация, обусловленная наружным давлением воды или изгибающим моментом.
Наружное давление в любой точке вдоль трубопровода должно удовлетворять следующему требованию (проверка на коллапс):
![]() (8.22)
(8.22)
Примечание - Если трубопровод при укладке полностью или частично заполнен жидкостью или по иной причине находится под действием внутреннего давления, тогда внутреннее давление может быть принято в расчет, при условии, что оно может быть установившимся на длительный срок.
Критерии комбинированного нагружения - Условие контролируемых нагрузок
8.4.5.4 Элементы труб, подвергаемые действию изгибающего момента, эквивалентной продольной силы и внутреннего избыточного давления, должны быть рассчитаны так, чтобы удовлетворять следующему условию во всех поперечных сечениях:
 (8.23)
(8.23)где Md - расчетный изгибающий момент (см. уравнение (8.12));
Sd - расчетная эквивалентная продольная сила;
Δpd - расчетная разность избыточного давления;
Мр - пластический момент сопротивления, Mp = fy × (D - t2)2 × t2;
Sp - нормативная пластическая несущая способность по продольной силе, Sp = fy × π(D - t2) × t2;
pb(t2) - давление разрыва, уравнение (8.15);
αс - параметр напряжений пластического течения, учитывающий деформационное упрочнение, задается выражением αс = (1 - β) + β(fu/fy), но не выше 1,20

αc не следует принимать большим 1,20.
Примечание - На нижеприведенном рисунке представлен ас в зависимости от отношения D/t и отношения давлений qh для fu/fy = 1,15.

1 - qh = 0,8; 2 - qh = 0,6; 3 - qh = 0,4; 4 - qh = 0,2; 5 - qh = 0,0
Рисунок 8.4 - αc в зависимости от отношения D/t и отношения давлений qh для fu/fy = 1,15
8.4.5.5 Расчет элементов труб, подвергаемых действию изгибающего момента, приведенной продольной силы и наружного избыточного давления, должен отвечать условиям следующего уравнения
 (8.24)
(8.24)Критерий комбинированного нагружения - Условие контролируемых перемещений
8.4.5.6 Элементы труб, подвергаемые продольным деформациям сжатия (от изгибающего момента и продольной силы) и внутреннему избыточному давлению, должны быть рассчитаны с учетом следующего условия во всех поперечных сечениях:
![]() (8.25)
(8.25)
где εd - расчетные деформации сжатия (8.12);

αh - максимальный допускаемый коэффициент деформационного упрочнения при растяжении;
αgw - коэффициент кольцевого сварного шва;
γε - коэффициент сопротивления деформациям, см. таблицу 8.8;
Примечание - Максимальный допускаемый коэффициент деформационного упрочнения при растяжении αh можно найти в таблицах 9.3 и 9.6. Повышение этого коэффициента на 0,02 в соответствии с примечаниями 5 и 3 к этим таблицам, соответственно, не учитывается, так как оно уже учтено коэффициентом 0,78.
8.4.5.7 Элементы труб, подвергаемые продольным деформациям сжатия (от изгибающего момента и продольной силы) и наружному избыточному давлению, должны быть рассчитаны с учетом следующего условия во всех поперечных сечениях:
 (8.26)
(8.26)где εd - расчетные деформации сжатия (8.12);
![]()
Примечание - Для D/t < 20 условия эксплуатации могут быть ужесточены при условии, что натурные испытания, наблюдения или прежний опыт указывают на достаточные пределы безопасности в соответствии с настоящим стандартом. Любое ужесточение условий нагружения должно быть обосновано аналитическими расчетными методами.
Таблица 8.8 - Коэффициенты сопротивления деформациям γe
|
Дополнительные требования |
Значение коэффициента сопротивления деформациям для класса безопасности |
|||
|
низкого |
нормального |
высокого |
||
|
I |
U |
2,0 |
2,5 |
3,3 |
|
I |
- |
2,1 |
2,6 |
3,5 |
|
II |
Не применяются |
|||
8.4.5.8 На стадии монтажа может допускаться более высокая вероятность разрушений, соответствующих предельному состоянию эксплуатационной пригодности, при условии что:
- обеспечены дополнительные средства для выявления местной потери устойчивости;
- ремонт возможных дефектов технически осуществим и может быть выполнен в ходе укладки;
- устанавливаются ограничители лавинного смятия, если наружное давление превышает давление распространения (лавинного смятия).
Соответствующие коэффициенты сопротивления тогда могут быть уточнены согласно требованиям SLS, изложенным в разделе 5.
Распространение потери устойчивости (лавинное смятие)
8.4.5.9 Распространение потери устойчивости не может случиться, пока не произошла местная потеря устойчивости. В случае превышения наружным давлением критериев, приведенных ниже, должны быть установлены ограничители лавинного смятия, а расстояние между ними основывается на последствиях отказа. Критерий лавинного смятия находится как
![]() (8.27)
(8.27)
![]()
Примечание - Давление коллапса рс - это давление возникновения местной потери устойчивости в трубопроводе.
Давление начала лавинного смятия pinit - это давление начала распространения местной потери устойчивости от его начального состояния. Это давление зависит от размера начальной вмятины.
Давление распространения ррr - это давление продолжения лавинного смятия. Лавинное смятие прекратится, когда наружное давление будет ниже давления распространения.
Зависимость между разными давлениями представлена ниже
pc > pinit > pрr.
8.4.6 Общая потеря устойчивости
8.4.6.1 Общая потеря устойчивости подразумевает потерю устойчивости трубопровода как стержня в состоянии сжатия. Общая потеря устойчивости трубопроводом может привести к перемещениям, направленным вниз (при свободном пролете) или горизонтально (извивание «змейкой» на морском дне), или вертикально (в виде выпучивания из траншеи или на откосе свободного пролета).
8.4.6.2 Может быть учтено действие внутреннего и наружного давлений с использованием концепции эквивалентной продольной силы (см. 8.3.2.9). Процедура такая же, как для «обычных» сжатых элементов в воздухе.
8.4.6.3 Отрицательное эквивалентное усилие может заставить трубопровод или райзер потерять устойчивость как стержень в состоянии сжатия. Должны учитываться различия между потерей устойчивости с контролируемыми нагрузками и потерей устойчивости с контролируемыми перемещениями.
8.4.6.4 Потеря устойчивости с контролируемыми нагрузками, представляющая полный отказ, не допускается.
8.4.6.5 Должны быть рассмотрены следующие действия, порождающие общую потерю устойчивости:
- удар траловой доской, протаскивание и зацепление;
- нарушение прямолинейности.
8.4.6.6 При рассмотрении сопротивления общей потере устойчивости при условии контролируемых нагрузок следует руководствоваться стандартом [6].
8.4.6.7 Потеря устойчивости с контролируемыми перемещениями может допускаться при условии, что она не приводит к отказам иных видов, в соответствии с 8.4.1.2. Это означает, что общая потеря устойчивости может допускаться при условии что:
- удовлетворяется критерий местной потери устойчивости после общей потери устойчивости;
- перемещения трубопровода являются приемлемыми;
- циклические воздействия приемлемы.
Примечание - Состояние, которое может привести к чрезмерным деформациям, возникает, когда короткий участок в случае полностью защемленного трубопровода оказывается менее защемленным или же незащемленным. Типовой пример - потеря устойчивости заглубленного трубопровода в виде выпучивания.
8.4.7 Усталость
8.4.7.1 Требования настоящего подраздела соответствуют [3], [7], [8].
8.4.7.2 Трубопроводные системы должны обладать соответствующей защищенностью по отношению к усталостным разрушениям на протяжении расчетного срока эксплуатации системы.
8.4.7.3 Все колебания напряжений, прикладываемых к трубопроводной системе в течение всего расчетного срока эксплуатации, включая стадию строительства, которые имеют достаточно большие амплитуду и соответствующее число циклов для образования усталостных разрушений, должны быть учтены при определении долгосрочного распределения диапазона напряжений. Проверка на усталость должна проводиться как при ограниченном, так и при значительном числе циклов. Также должны быть учтены требования, касающиеся накопленных пластических деформаций (см. 8.4.10).
Примечание - Типовые случаи, вызывающие колебания напряжений в трубопроводной системе:
- непосредственное действие волн;
- колебания трубопроводной системы, например вызванные течениями, волнами, ветрами, буксировкой или потоком жидкости;
- перемещения опорных конструкций;
- колебания рабочего давления и температуры.
8.4.7.4 Особое внимание должно быть уделено оценке усталости строительных элементов, вызываемой, вероятно, концентрацией напряжений, и возможности наличия малоцикловой усталости с высокими деформациями. Используемый особый критерий расчетов зависит от метода расчета, основанного на:
- механике разрушений (см. 8.4.7.5);
- усталостных испытаниях (см. 8.4.7.6).
8.4.7.5 В соответствующих случаях может использоваться методика вычислений, основанная на механике разрушений. Используемый особый критерий должен быть определен на основе «случай за случаем» и должен учитывать заданные классы безопасности (см. 5.3.6).
8.4.7.6 При использовании методов расчета, основанных на усталостных испытаниях, должно быть выполнено:
- определение длительного распределения области напряжений в соответствии с 8.4.7.7;
- выбор соответствующей кривой S-N (нормативная прочность) в соответствии с 8.4.7.8;
- определение SCF, не учтенного на кривой S-N;
- определение накопленных дефектов, см. 8.4.7.9.
8.4.7.7 Так как большая часть нагрузок, которые вносят свой вклад в усталость, имеет случайную природу, требуется статистический анализ для определения длительного распределения действия усталостных нагрузок. В соответствующих случаях может быть использован детерминированный или спектральный анализ.
8.4.7.8 Нормативная прочность обычно задается в виде кривой S-N или e-N, т.е. амплитуд напряжений (или амплитуд деформаций в случае малоцикловой усталости) в зависимости от числа циклов до разрушения N. Кривая S-N должна быть применима для материала, строительного элемента и рассматриваемого состояния напряжений, а также для окружающей среды. Кривая S-N должна быть построена на средней кривой log(N) за вычетом двух стандартных отклонений для log(N).
8.4.7.9 В общем случае, при котором колебания напряжений происходят с переменной амплитудой случайного порядка, может быть использована гипотеза линейных повреждений (правило Майнера (Miner)). Применение правила Майнера означает, что длительное распределение диапазона напряжений заменяется гистограммой напряжений, состоящей из ряда блоков с напряжениями постоянной амплитуды или постоянным диапазоном деформаций sri или еri и соответствующего числа повторений ni. Таким образом, критерий усталости задается как
![]() (8.28)
(8.28)
где Dfat - сумма Майнера;
k - число блоков напряжений;
ni - число циклов напряжений в блоке напряжений i;
Ni - число циклов усталости при постоянном диапазоне напряжений с амплитудой sri или при диапазоне деформаций еri;
αfat - коэффициент допустимого дефекта, см. таблицу 8.9.
8.4.7.10 Подробное описание, касающееся расчета на усталость, приведено в [8]. Для случаев, когда эти инструкции не применимы, коэффициенты допустимого усталостного дефекта приведены в таблице 8.9.
Таблица 8.9 - Коэффициенты допустимого усталостного дефекта
|
Обозначение коэффициента допустимого усталостного дефекта |
Значение коэффициента допустимого усталостного дефекта для класса безопасности |
||
|
низкого |
нормального |
высокого |
|
|
αfat |
1/3 |
1/5 |
1/10 |
8.4.8 Овализация
8.4.8.1 Райзеры и трубопроводы не должны подвергаться чрезмерной овализации, и это должно быть документально подтверждено. Сплющивание вследствие изгиба вместе с отклонениями от кольцевой формы в результате изготовления трубы не должно превышать 3 % и определяется как
![]() (8.29)
(8.29)
Требование может быть снижено, если:
- было учтено соответствующее понижение прочности на изгиб;
- соблюдены геометрические ограничения, такие кактребования к пропуску очистных устройств;
- были рассмотрены дополнительные циклические напряжения, обусловленные овализацией;
- выполняются требования к применимости соответствующей системы ремонта.
8.4.8.2 Овализация должна быть проверена для сосредоточенных нагрузок в любом сечении трубопроводной системы. Такие точечные сосредоточенные нагрузки могут возникать у уступов свободных пролетов, искусственных опор и в местах осадки опор.
8.4.9 Ретчетинг
8.4.9.1 Должны быть учтены накопленные пластические деформации, вызванные циклическими нагрузками (ретчетинг). Если ретчетинг обусловливает накопленную овальность, особо должно быть рассмотрено сопротивление трубопровода местной потере устойчивости.
8.4.9.2 При максимальных рабочей температуре и давлении интенсивность пластических деформаций в трубопроводах не должна превышать 0,001 (0,1 %). В расчете предполагается, что материал является идеальным упругопластическим. При определении интенсивности пластических деформаций предполагается, что начальное состояние для нулевых деформаций - это состояние непосредственно после строительства (после проведения испытаний давлением).
8.4.9.3 Пластические деформации трубопровода будут иметь место после воздействия на трубопровод максимальных температуры и давления.
8.4.9.4 Также должен учитываться ретчетинг, обусловленный напряжениями на изгиб местной и общей потери устойчивости, если он впоследствии может привести к потере устойчивости.
8.4.10 Накопленная пластическая деформация
8.4.10.1 Условие для интенсивности пластических деформаций в пунктах 8.3.4.5 и 8.3.4.6 не является само по себе предельным состоянием. Интенсивность пластических деформаций - это критерий пластических деформаций, который полезен при оценке механики разрушения и ухудшения свойств материалов. Требования в отношении механики разрушений приведены в 8.4.11.
8.4.10.2 Накопление пластических деформаций в ходе монтажа и эксплуатации должно быть рассмотрено для всех трубопроводов.
Необходимо учитывать явления деформационного старения вследствие накопления пластических деформаций.
Необходимо учитывать явления ухудшения свойств материалов в зонах сварных швов и основного металла, а также влияние на допустимые значения дефектов, выявленных по результатам NDT.
8.4.10.3 Должна быть определена величина деформаций при контролируемых перемещениях как суммарных, так и максимальных для каждого отдельного цикла деформаций, с учетом всех стадий от строительства до ликвидации.
8.4.10.4 Если накопленная пластическая деформация, являющаяся результатом действия нагрузок при монтаже и эксплуатации (включая коэффициенты по нагрузкам и все коэффициенты концентрации деформаций) εр соответствует условию, при котором εр < 0,3 %, то требования настоящего стандарта к материалам, технологии сварки, квалификации и допустимым значениям дефектов, выявленных по результатам NDT, приведенных в таблицах D.4 и D.5 (приложение D), считаются приемлемыми.
8.4.10.5 Если накопленная пластическая деформация в результате монтажа и эксплуатации с учетом всех коэффициентов концентрации деформаций соответствует условию, при котором εр > 0,3 %, то для монтажных кольцевых стыков должна быть проведена критическая оценка производства (ЕСА) в соответствии с 8.4.11. При ЕСА необходимо определить вязкость разрушения материала, способную выдержать дефекты, приемлемые в соответствии с допускаемыми значениями дефектов, выявленных по результатам NDT, приведенных в таблицах D.4 и D.5 (приложение D), или, в качестве альтернативы, установить размеры дефектов, которые могут допускаться при заданной вязкости разрушения.
8.4.10.6 Если накопленная пластическая деформация в результате монтажа и эксплуатации с учетом всех коэффициентов концентрации деформаций соответствует условию, при котором εр > 2,0 %, то, в дополнение к требованиям 8.4.10.5, должна быть проведена проверка нормативного сопротивления (по деформациям) eс, в соответствии с требованиями 12.5, а материал должен соответствовать дополнительным требованиям Р.
8.4.11 Разрушение
8.4.11.1 Трубопроводные системы должны обладать соответствующим сопротивлением к зарождению неустойчивого разрушения. Это должно достигаться выбором материалов с температурой перехода от хрупкого к вязкому состоянию, которая ниже минимальной расчетной температуры (см. таблицу 9.4), и высоким сопротивлением устойчивому распространению трещины.
8.4.11.2 Безопасность в отношении неустойчивого разрушения считается удовлетворительной, если материалы, сварка, квалификация персонала и контроль соответствуют требованиям настоящего стандарта, а накопленные пластические деформации не превосходят 0,3 %.
8.4.11.3 Трубопроводные системы, транспортирующие газ или смесь газа и жидкости под высоким давлением, должны иметь достаточную сопротивляемость распространяющемуся разрушению. Это может быть достигнуто путем использования:
- материала с низкой температурой перехода и соответствующей ударной вязкостью по Шарпи (образцы с V-образным надрезом);
- соответствующей доли волокна в изломе образца при испытаниях на разрыв падающим грузом (DWTT);
- снижения уровня напряжений;
- механических способов остановки трещин;
- или комбинации этих методов.
Проектные решения должны быть подкреплены расчетами, основанными на соответствующем опыте и/или соответствующих испытаниях.
8.4.11.4 К трубопроводам, которые должны иметь достаточную сопротивляемость распространяющемуся разрушению, для подводного участка трубопроводной системы должны применяться дополнительные требования, изложенные в 9.4.2, а также изменения для основного металла труб. Для глубин до 10 метров и на суше должна быть особо рассмотрена энергия удара по Шарпи (V-образный надрез). Глубоководные трубопроводы испытывают снижение растягивающих напряжений вследствие наружного давления. Дополнительные требования к свойствам остановки разрушений не нужно применять, если расчетные растягивающие кольцевые напряжения в трубопроводе ниже 40 % fy.
8.4.11.5 Материал, свойства которого отвечают дополнительным требованиям остановки разрушений F (см. 9.4.2), считается имеющим достаточную сопротивляемость к распространяющемуся вязкому разрушению для применения с коэффициентом использования вплоть до 80 %, выдерживающий внутреннее давление 15 МПа и имеющий толщину стенки 30 мм.
8.4.11.6 Для трубопроводов, подвергающихся накопленным пластическим деформациям, превышающим 0,3 %, должна проводиться ЕСА для подтверждения того, что неустойчивые разрушения не будут происходить в ходе укладки трубопровода или при его эксплуатации.
8.4.11.7 При оценке должны учитывать возможный устойчивый рост трещин (вязкий разрыв) и рост трещин при многократных и незначительных циклических нагрузках. Оценка должна подтвердить, что самые крупные дефекты сварных швов, которые могут остаться после NDT, будут увеличиваться в ходе укладки трубопровода до такой степени, что при эксплуатации трубопровода произойдет неустойчивое разрушение или усталостное разрушение.
8.4.11.8 Влияние деформационного старения на вязкость разрушения должно быть учтено, если в этом есть необходимость, путем испытаний материала после его искусственного деформационного старения.
8.4.11.9 ЕСА должна проводиться в соответствии со стандартом [9] на Уровне 3, с модификациями, необходимыми для пластического расчета и деформаций в результате многократных циклических нагрузок. Некоторые инструкции по использованию [9] для пластического расчета и деформаций в результате многократных циклических нагрузок приведены в разделе 15.
8.4.11.10 Максимальный размер дефектов, получаемый в результате ЕСА или используемый при ее проведении, должен быть уточнен сучетом вероятности возможного выявления дефектов с помощью NDT и точности оборудования, которое предстоит использовать при определении длины, глубины, положения и ориентации дефектов.
8.4.11.11 Погрешности данных должны быть достаточными для применяемого испытательного оборудования и технологии выявления и оценки дефектов материала и рассматриваемой геометрии сварных швов. Данные, используемые для количественной оценки погрешности ультразвукового контроля, его производительности и надежности предпочтительно должны относиться ктипу «измеренный отклик в зависимости от фактического размера дефекта». Уровень вероятности выявления дефектов для применяемых при испытаниях оборудовании и технологии должен быть основан на доверительном интервале, равном 95 % или выше.
8.4.11.12 При отсутствии достаточного количества данных, должен быть использован следующий подход:
- если целью ЕСА является определение допустимых размеров дефектов для заданных свойств материала и напряжений, из рассчитанных глубины и длины дефекта должны быть вычтены 2 мм при определении критерия пригодности для неразрушающего контроля;
- если целью ЕСА является определение свойств материала и напряжений, требуемых для того, чтобы выдержать заданные размеры дефектов, то размер дефекта, используемый на входе ЕСА, должен быть увеличен за счет добавки 2 мм к указанным глубине и длине.
8.4.12 Аварийное предельное состояние
8.4.12.1 Расчет случайных нагрузок может быть выполнен непосредственными вычислениями результатов воздействий нагрузок на конструкцию или опосредованно, путем расчета конструкции, способной выдержать аварийные ситуации.
8.4.12.2 Критерий пригодности ALS связан с общей допустимой вероятностью тяжелых последствий.
8.4.12.3 Расчеты на случайные нагрузки должны гарантировать, что общая вероятность отказов соответствует заданным значениям, приведенным в разделе 5. Эта вероятность может быть выражена как сумма вероятностей для i-того события повреждения PDi, умноженная на вероятность разрушения конструкции, обусловленную этим событием Pft/2Di. Соответственно, требование выражается как
Σpf/Di × PDi £ Pf,T, (8.30)
где pf,T - это соответствующая заданная вероятность в соответствии с разделом 5. Число уровней дискретизации должно быть достаточно большим, чтобы гарантировать, что полученная в результате вероятность оценена с достаточной точностью.
8.4.12.4 Должна быть определена собственная неопределенность частоты и амплитуды случайных нагрузок, а также приближенный характер методов по определению результатов действия от случайных нагрузок. Как следствие, требуются суждения, основанные на здравых инженерных расчетах, и прагматичные оценки.
8.4.12.5 Если для расчета применяется нелинейный динамический метод конечных элементов, для него должно быть гарантировано, что эксплуатационные характеристики системы и местные виды отказов (например, скорость деформации, местная потеря устойчивости, перегрузка стыков и разрыв стыков) в достаточной мере учитываются принятыми моделями и методиками.
8.4.12.6 В отношении случайных нагрузок могут быть применены упрощенные проверочные расчеты, как показано в таблице 8.10, с соответствующими частными коэффициентами безопасности. Достаточность упрощенных проверочных расчетов должна быть оценена на основе описанного выше суммирования, для того чтобы проверить, что общая вероятность отказов соответствует заданным значениям, приведенным в разделе 5.
Таблица 8.10 - Упрощенный проверочный расчет на случайные нагрузки
8.5 Особые соображения
8.5.1 Общие указания
Настоящий подраздел дает рекомендации, касающиеся условий, оценка которых должна проводиться отдельно. Затрагиваются как действия нагрузок, так и критерии пригодности.
8.5.2 Взаимодействие трубопровода с грунтом
8.5.2.1 Для предельных состояний, на которые оказывает влияние взаимодействие трубопровода с грунтом, оно должно быть определено, при этом обязательно должны быть учтены все соответствующие параметры и неопределенности, связанные с ним.
8.5.2.2 В общем, взаимодействие трубопровода с грунтом зависит от характеристик грунта, трубопровода и нагрузок, которые должны быть полностью и правильно учтены при моделировании этого взаимодействия.
8.5.2.3 Основные характеристики грунта, определяющие взаимодействие, - предел прочности на сдвиг и деформационные свойства. Должны быть учтены нелинейные характеристики зависимости «напряжения - деформации» для грунта. Если для моделирования взаимодействия используются линейные упругие связи, должна быть проверена их реакция для проверки согласованности уровня нагрузок с используемой жесткостью связей.
8.5.2.4 Важные характеристики трубопровода - вес в погруженном состоянии, поперечная жесткость и шероховатость поверхности трубопровода, которые полностью должны быть учтены в части их соответствия рассматриваемому предельному состоянию.
8.5.2.5 Должны быть рассмотрены все соответствующие влияния нагрузочных характеристик, включая воздействия длительных нагружений, такие как изменяющиеся вертикальные реакции от давления укладки при монтаже и изменения удельного веса трубы. Также должны быть рассмотрены действия циклических нагрузок.
8.5.2.6 Некоторые грунты обладают различным сопротивлением к длительному и кратковременному нагружениям, что связано с различиями в осушенном и влажном состояниях и влиянием ползучести в осушенном и влажном состояниях. Это должно быть учтено.
8.5.2.7 Для предельных состояний, включающих в себя значительные перемещения или допускающих их (например, поперечное вытягивание, удлинение трубопровода у компенсаторов или, если допускаются, перемещения находящегося на дне трубопровода), грунт будет нагружен значительно выше показателей разрушения с наличием больших нелинейностей, изменения грунта, разрыхления грунта и т.п. Такие нелинейные эффекты и неопределенность, связанная с ними, должны быть рассмотрены.
8.5.2.8 Из-за неопределенности, связанной с основополагающими параметрами грунта, воздействиями нагрузок и т.д., трудно определить универсально пригодные методы моделирования взаимодействия трубопровода с грунтом. В связи с разбираемой проблемой должны быть тщательно рассмотрены ограничения используемых методов, основа этих методов (теоретическая или же эмпирическая). Экстраполяция за пределы подтвержденной документально пригодности метода должна осуществляться с осторожностью, это же касается и допущений как рассматриваемой проблемы, так и имеющейся модели расчетов. Если существует значительная неопределенность, должно быть рассмотрено использование более чем одного метода расчета.
8.5.3 Свободные пролеты райзеров, трубопроводов
8.5.3.1 Свободные пролеты райзеров и трубопроводов должны обладать соответствующей надежностью по отношению к чрезмерной текучести, усталости и овальности, и это должно быть подтверждено документально.
8.5.3.2 При проектировании трубопроводов со свободными пролетами следует учитывать требования [8].
8.5.4 Устойчивость на дне
8.5.4.1 Трубопровод должен опираться на дно и быть закрепленным в открытой траншее или заглубленным так, чтобы при экстремальных режимах действия функциональных и природных нагрузок трубопровод не переместился из своего положения, полученного в результате монтажа. Это не затрагивает допустимые боковые или вертикальные перемещения, тепловое расширение и ограниченную величину осадки после монтажа.
Примечание - Критерий пригодности для допустимых перемещений может изменяться вдоль трассы трубопровода. Примерами возможных ограничений перемещений трубопровода могут быть:
- текучесть, местная потеря устойчивости и усталость трубы;
- истирание, износ покрытия;
- геометрические ограничения для опор;
- расстояние от других трубопроводов, конструкций или препятствий.
8.5.4.2 Удельный вес перекачивающих жидкость или газ трубопроводов в состоянии, заполненном воздухом или газом, должен быть выше удельного веса окружающей морской воды (отрицательная плавучесть).
8.5.4.3 Если трубопровод проходит в зонах, на которые могут оказывать влияние неустойчивые склоны, способные к разрушению и растеканию грунта, вероятность таких разрушений должна быть оценена. Должно быть принято во внимание любое действие, приводящее к разрушению откоса, - волновая нагрузка, нагрузка в результате землетрясения или человеческая деятельность (например, сама укладка трубопровода). Должно быть оценено влияние на устойчивость скорости и плотности течения у трубопровода. Если устойчивость не может быть гарантирована достаточным весом трубопровода, его заглублением или иными мерами, должно быть потребовано изменение трассы прохождения трубопровода.
8.5.4.4 Для расчетов веса трубы номинальная толщина стенки должна быть уменьшена, чтобы компенсировать ожидаемое среднее снижение веса вследствие потерь металла. Для трубопроводов с незначительным припуском на коррозию это снижение можно не учитывать и использовать номинальную толщину.
8.5.4.5 Заглубленные трубопроводы должны обладать достаточной надежностью по отношению к осадке или нахождению на плаву. Для трубопроводов, предназначенных как для жидкости, так и для газов, осадка должна рассматриваться в предположении, что трубопровод наполнен водой, а нахождение на плаву должно рассматриваться в предположении, что трубопровод наполнен газом или воздухом (если это существенно).
8.5.4.6 Если удельный вес жидкости для заполненной водой трубы меньше, чем у грунта, тогда дополнительный расчет не требуется для документального подтверждения надежности в отношении осадки. Если трубопроводы монтируют в грунтах с низким пределом прочности на сдвиг, тогда должно быть документальное подтверждение несущей способности грунта. Если грунт может разжижаться или существует вероятность этого, то необходимо документально подтвердить, что глубина осадки будет удовлетворительно ограничена (глубиной разжижения или вертикальным сопротивлением при осадке), удовлетворяя требованиям 8.4.
8.5.4.7 Если удельный вес наполненной газом или воздухом трубы в воде меньше, чем у грунта, должно быть документально подтверждено, что значение предела прочности грунта на сдвиг достаточно для предотвращения всплытия. Таким образом, в грунтах, которые переходят или могут перейти в жидкое состояние, удельный вес заглубленного, наполненного газом или воздухом трубопровода не должен быть ниже, чем удельный вес грунта.
8.5.4.8 Трубопроводы, уложенные непосредственно на морском дне без каких-либо особых опорных конструкций или анкерных устройств, кроме утяжеляющего покрытия, должны быть рассчитаны с учетом осадки, как описано в 8.5.4.5. Особо должны быть рассмотрены механические элементы, такие как запорная арматура и тройники.
8.5.4.9 Должно быть документально подтверждено, что трубопроводы, расположенные на морском дне, обладают достаточной надежностью против всплытия с морского дна или горизонтального перемещения. При оценке горизонтальной (поперечной) устойчивости трубопроводов, подверженных воздействиям нагрузок от волн и течений, следует основываться на [10].
8.5.4.10 Должно быть рассмотрено самое неблагоприятное сочетание одновременно действующих вертикальных и горизонтальных усилий. При определении этого сочетания следует учесть изменения усилий вдоль трубопровода, в том числе направленного воздействия волн и течений.
Примечание - Поперечная устойчивость трубопровода может быть оценена с помощью трехмерного динамического или двухмерного статического метода расчета. Динамические методы расчета допускают ограниченные перемещения труб, однако требуют точного трехмерного моделирования. Статический метод расчета может быть представлен как
γst(FD - FI) £ μ(Wsub - FL), (8.31)
где γst - коэффициент надежности, обычно не менее 1,1;
FD - гидродинамическое тянущее усилие на единицу длины;
FI - гидродинамическое инерционное усилие на единицу длины;
μ - боковой коэффициент трения грунта;
Wsub - вес трубы в погруженном состоянии на единицу длины;
FL - гидродинамическая подъемная сила на единицу длины.
8.5.4.11 Коэффициент эквивалентного трения μ может изменяться в широком диапазоне в зависимости от грунта морского дна, шероховатости поверхности, веса и диаметра трубопровода. Если трубопровод в некоторой степени вдавливается в грунт, боковое сопротивление включает в себя как сопротивление трения, так и сопротивление, обусловленное включением в работу грунта за пределами поверхности соприкасания. В таких случаях значение μ может меняться в зависимости от значения вертикальной нагрузки.
8.5.4.12 Должна быть проверена осевая (продольная) устойчивость. Соединение конструкции протектора с трубопроводом (если оно подвержено воздействию трения, например трубопроводы без утяжеляющего покрытия) должно быть надежно закреплено, чтобы выдерживать ожидаемую силу трения.
8.5.4.13 Должны допускаться перемещения трубопровода из-за теплового осевого расширения в зонах около платформ, конструкций (например, у места присоединения райзера) и местах изменения трубопроводом своего направления (например, у компенсаторов). Расчеты осевого расширения должны быть основаны на консервативных значениях для осевого сопротивления трению.
8.5.4.14 На мелкой воде повторные воздействия нагрузок из-за действия волн могут приводить к снижению предела прочности грунта на сдвиг. Это должно быть учтено в расчете, в особенности, если траншея засыпана рыхлым песком, который подвергается разжижению.
8.5.4.15 Если устойчивость трубопровода зависит от устойчивости морского дна, то оно должно быть подвергнуто проверке.
8.5.5 Действие тралов
8.5.5.1 Трубопроводная система должна быть проверена на все три фазы нагружения, обусловленные взаимодействием страловыми снастями, какуказано в разделе 7.6. Более подробное описание приведено в [5].
8.5.5.2 Критерий пригодности зависит от частоты тралового лова (удары) и классификации безопасности (перетаскивание и зацепление), приведенной в 5.3.4.
8.5.5.3 Критерий пригодности для ударов тралом связан с допустимым размером вмятины. Максимальное допустимое отношение глубины остаточной вмятины к диаметру трубы составляет
Hp/D < 0,05η, (8.32)
где Нр - глубина остаточной пластической вмятины;
μ - коэффициент использования, приведенный в таблице 8.11. Коэффициенты надежности по нагрузке равны единице.
Таблица 8.11 - Коэффициент использования η для ударов тралом
|
Частота ударов, в год на км |
Значение коэффициента использования η |
|
Более 100 |
0 |
|
1 - 100 |
0,3 |
|
10-4 - 1 |
0,7 |
8.5.5.4 Если учитываются остаточные вмятины, должны быть приняты в расчет дополнительные виды отказов, такие как усталость и коллапс. Какие-либо благоприятные воздействия внутреннего избыточного давления - «обратного выдавливания вмятины», не должны учитываться. Благоприятные воздействия защитного покрытия учитывают, если его эффективность по отношению к ударам подтверждена документально.
8.5.5.5 Нагрузки перетаскивания должны пройти проверку в сочетании с другими действиями нагрузок. Должны быть проверены все виды отказов для боковой потери устойчивости. Накопление повреждений вследствие последующего тралового лова обычно не допускается.
8.5.5.6 Нагрузки зацепления должны пройти проверку в сочетании с другими действиями нагрузок. Должны быть проверены все виды отказов.
8.5.6 Нагрузки от третьей стороны, падающие объекты
8.5.6.1 Трубопровод должен быть рассчитан на ударные нагрузки, вызванные, например падающими объектами, рыболовными снастями или столкновениями. Расчет может выражаться или в соответствующем расчете трубы, ее защите или мерах по избеганию ударов.
8.5.6.2 Критерий расчетов должен быть основан на частоте (вероятности) ударных нагрузок и должен относиться к случайным, природным или функциональным нагрузкам соответственно (см. 8.4.12).
8.5.7 Изоляция
8.5.7.1 Если подводный трубопровод имеет тепловую изоляцию, должно быть документально подтверждено, что изоляция является стойкой к сочетанию воздействий воды, температуры и гидростатического давления.
8.5.7.2 Изоляция при необходимости должна быть стойкой к нефти и материалам, полученным из нефти. Изоляция также должна обладать требуемой механической прочностью к внешним нагрузкам.
8.5.7.3 Требования к изоляции в отношении коррозии должны соответствовать разделу 11.
8.5.8 Конструкция «труба в трубе» и пучки труб
8.5.8.1 Для конструкций «труба в трубе» и пучков труб должно быть рассмотрено преимущество других режимов нагружения, например сопротивляемость действию внутреннего давления для несущей трубы. При определении класса безопасности также может быть получено преимущество от снижения последствий отказа, по сравнению с обычными трубопроводами.
8.5.8.2 Суммарное эквивалентное усилие для конструкции «труба в трубе» и пучка труб может быть рассчитано с использованием уравнения, приведенного в 8.3.2, для каждого из элементов и суммированием по всем элементам. Наружное давление для каждого элемента должно быть взято как давление, действующее на его наружную поверхность, т.е. давление в полости для внутренних труб. Снижение эквивалентной продольной силы за счет растяжения концов, боковых и/или вертикальных деформаций или потери устойчивости зависит от того, как трубы могут сдвигаться друг относительно друга. Поэтому расчет случаев, при которых важным является эквивалентная продольная сила, таких как расчет расширения, потери устойчивости и динамики, требует точного моделирования осевых защемлений, таких как мертвые опоры, перемычки и т.п.
8.6 Соединительные детали трубопровода и арматура
8.6.1 Общие указания
Критерии для соединительных деталей трубопровода и арматуры приведены в разделе 10.
8.7 Конструкции опор
8.7.1 Общие указания
Все конструкции опор должны быть спроектированы в соответствии с [6].
8.7.2 Опоры райзеров
8.7.2.1 Опоры райзеров должны быть рассчитаны на возможные виды отказов с той же степенью надежности, что и райзеры, которые они поддерживают. Однако, если анализ показывает, что общая надежность райзеров возрастает от снижения разрушающей нагрузки на некоторые опоры, можно применить в качестве метода расчета опор «принцип слабого звена».
8.7.2.2 Для болтовых соединений должны быть учтены коэффициенты трения, напряжения в элементах пластин или оболочек, релаксация, смятие труб, коррозионное растрескивание под напряжением, усталость, хрупкое разрушение и другие факторы, которые могут оказывать свое действие.
8.7.2.3 Для опор с двойными листами и/или косынками должны быть учтены расслоения листов, вырыв металла, напряжения смятия, эффективная длина сварных швов, концентрации напряжений и чрезмерный угол поворота.
8.7.2.4 В хомутах, использующих резиновые прокладки, должны быть определены длительные эксплуатационные характеристики материала в отношении ползучести и стойкости к морской воде, воздуху или солнечным лучам.
8.7.3 J-трубы
8.7.3.1 Для проектирования J-трубы должна быть выполнена общая концептуальная оценка для определения
- класса безопасности,
- расчета на ударные нагрузки,
- несущей способности по внутреннему давлению.
8.7.3.2 J-труба должна быть рассчитана на виды отказов, приведенные в 8.4.1.
Примечание - Положения 8.7.3.1 включают в себя оценку того, должна ли J-труба быть спроектирована на полное расчетное давление и к какому классу безопасности она относится (т.е. определение значений коэффициентов кольцевых напряжений). Проектирование J-трубы может, например, основываться на «концепции разрыва», при этом будет подразумеваться, что определяющим должна быть пониженная несущая способность по внутреннему давлению.
8.7.3.3 Криволинейные участки J-труб должны крепиться сваркой.
8.7.4 Устойчивость гравийной засыпки
8.7.4.1 Гравий, применяемый для механической защиты трубопроводов и в качестве засыпки для опоры трубопроводов со свободными пролетами, должен обладать достаточной устойчивостью по отношению к гидродинамическим нагрузкам. Должна быть принята в расчет возможность эрозии для ожидаемого диапазона скоростей частиц воды.
8.7.4.2 Гравийная засыпка должна обладать достаточной надежностью по отношению к обрушению откосов. Должен быть учтен предел прочности на сдвиг нижележащего грунта.
8.8 Монтаж и ремонт
8.8.1 Общие указания
8.8.1.1 Прочность и устойчивость трубопровода определяются в соответствии с 8.4 и 8.5.
Примечание - В соответствии с настоящим стандартом для всех стадий строительства и эксплуатации должны быть использованы эквивалентные предельные состояния. Следовательно, расчетные критерии в этом разделе также применяются к стадии монтажа. Монтаж обычно относят к классу безопасности более низкому (класс безопасности «Низкий»), чем эксплуатация, что соответствует пониженным частным коэффициентам безопасности (более высокая вероятность разрушений).
8.8.1.2 Расчет при проектировании райзеров и трубопроводов должен включать в себя деятельность как при монтаже, так и при ремонте, для того чтобы гарантировать, что они могут быть смонтированы и отремонтированы без недопустимых дефектов или не потребуют монтажа или ремонтных работ в условиях повышенного риска.
8.8.1.3 Расчет должен проверить требуемую прочность трубопроводов в течение всех стадий их монтажа и всех применяемых технологий, в том числе при:
- начале работ по укладке трубопровода;
- обычной непрерывной укладке трубопровода;
- прекращении укладки трубопровода и возобновлении работ на трубопроводе;
- завершении работ по укладке;
- работах по буксировке (протаскивание по дну, буксировка по морю, буксировка с контролируемой глубиной и буксировка по поверхности);
- намотке на барабан и разматывании трубопровода;
- разработке траншей и их засыпке;
- монтаже райзеров и криволинейных участков;
- работах по стыковке плетей трубопровода;
- работах, связанных с выходом трубопровода на берег.
8.8.1.4 Конфигурация участков трубопровода при монтаже должна быть определена, начиная с операций на судне-трубоукладчике и до окончательного расположения трубопровода на морском дне. Конфигурация должна быть такой, чтобы уровень напряжений и деформаций был допустимым при учете всех соответствующих воздействий. Должны быть рассмотрены несплошности утяжеляющего покрытия, ограничители лавинного смятия, линейная арматура и т.д.
8.8.1.5 Должны быть учтены изменения в параметрах укладки, которые оказывают влияние на конфигурацию. Для работ по монтажу должны быть определены допуски на параметры.
8.8.1.6 Для предельного состояния при монтаже должны быть определены критические значения в соответствие с 12.4.4.
8.8.1.7 Должна быть также рассмотрена конфигурация райзеров и трубопроводов для деятельности других видов по монтажу и ремонту и должны быть определены допуски на параметры и рабочие предельные состояния.
8.8.1.8 Если расчеты предлагаемой трубопроводной системы для стадий монтажа и ремонта показывают, что требуемые параметры не могут быть получены с предполагаемым к использованию оборудованием, в параметры трубопроводной системы должны быть введены соответствующие изменения.
8.8.1.9 Сплющивание вследствие постоянной кривизны оси при изгибе совместно с отклонениями от кольцевой формы в результате изготовления трубы должно удовлетворять требованиям, определенным в 8.4.8.
8.8.2 Прямолинейность труб
8.8.2.1 Первостепенным требованием, касающимся остаточной деформации в процессе строительства, монтажа и ремонта, является прямолинейность уложенного трубопровода, при определении и оценке которой необходимо учитывать ее влияние на:
- неустойчивость;
- размещение элементов трубопровода, например запорной арматуры и тройников;
- эксплуатацию.
Если тройники и другое оборудование подлежат монтажу в качестве неотъемлемых частей трубопровода, сборка которого проводится на судне-трубоукладчике, никакого кручения трубы из-за влияния пластических деформаций не должно допускаться. В этом случае остаточные изгибающие деформации на выпуклой криволинейной части укладываемой плети (перегибе) должны удовлетворять следующему условию в процессе монтажа:
γrotεr £ εr,rot, (8.33)
где εr - остаточные деформации на перегибе;
γrot - коэффициент безопасности для остаточных деформаций, равный 1,3;
εr, rot - предельные остаточные деформации на перегибе.
8.8.2.2 Приведенные выше уравнения учитывают только кручение вследствие остаточных деформаций, возникающих при монтаже вдоль прямого пути. Другие воздействия также могут приводить к вращению (искривленный маршрут укладки, гидродинамические нагрузки, пониженная устойчивость к повороту в ходе укладки на дно из-за бокового люфта или гибкости в механизмах натяжения, подкладках, направляющих и т.п.), и их необходимо принимать в расчет.
8.8.2.3 Должна быть определена неустойчивость в ходе эксплуатации, обусловленная отклонениями от прямолинейности, вызванными методом монтажа и соответствующими последствиями. Также должны быть учтены остаточные напряжения, оказывающие влияние на эксплуатацию и изменения в настоящем и будущем.
8.8.2.4 Требование к прямолинейности накладывается на ожидаемые наиболее неблагоприятные режимы функциональных и природных нагрузок в процессе монтажа и ремонта. Это требование также распространяется на участки трубопровода, в которых деформации полностью контролируются кривизной жесткой рампы (например, стингер на судне-трубоукладчике), вне зависимости от того, действуют или нет на трубопровод природные нагрузки.
Примечание - При оценке кручения должно быть учтено кручение трубы в пределах фиксаторов механизма натяжения для трубы из-за гибкости резиновой прокладки и зазора.
8.8.3 Покрытие
Дробление бетона из-за избыточных усилий сжатия для статических условий изгиба на участке перегиба не допускается.
9 Трубы
9.1 Общие сведения
9.1.1 Цель раздела
9.1.1.1 Настоящий раздел определяет требования к материалам, изготовлению, испытаниям и документации на трубы, относящиеся к нормативным свойствам материалов, которые должны быть получены после термообработки, экспандирования и окончательного придания формы.
9.1.1.2 Требования распространяются на трубы из:
- углеродисто-марганцевой (С-Mn) стали;
- плакированной или футерованной стали;
- коррозионно-стойких сплавов (CRA), в том числе ферритно-аустенитной стали (выплавленной дуплекс-процессом), аустенитных нержавеющих сталей, мартенситных нержавеющих сталей (13 % Сг), других нержавеющих сталей и сплавов на основе никеля.
9.1.1.3 Обычно для изготовления труб пригодны материалы, методы и технологии, которые соответствуют признанным инструкциям или патентованным техническим условиям, если такие документы удовлетворяют требованиям настоящего раздела.
9.1.2 Технические условия на материал
9.1.2.1 Должны быть подготовлены технические условия на материал, определяемые настоящим разделом, устанавливающие дополнительные требования и/или отклонения для материалов, изготовления и испытания труб.
9.1.2.2 Технические условия должны отражать результаты выбора материалов (см. 8.2.5) и включать в себя особые, подробные требования к свойствам труб. Указанные в технических условиях свойства материалов и свариваемых деталей должны соответствовать особенностям назначения и эксплуатационным требованиям трубопроводной системы. Должны быть введены соответствующие отклонения для учета возможного ухудшения механических свойств, являющегося результатом последующей деятельности по изготовлению и монтажу.
9.1.2.3 Технические условия могут представлять собой спецификацию на материал (MDS) со ссылкой на настоящий стандарт. В MDS должны быть включены особые требования к местам, в которых настоящий стандарт предоставляет выбор, например химическому составу, дополнительным требованиям, требованиям, принимаемым в результате соглашения, и т.д.
9.1.2.4 Особые требования к процессам изготовления должны быть сформулированы в MPS в соответствии с 9.5.3. В MPS должны быть определены тип и объем проверок, применяемые критерии пригодности для проверки свойств материала, объем и тип документации и аттестации.
9.1.3 Предварительная оценка материалов и изготовителей
9.1.3.1 Должна быть принята во внимание предварительная оценка материалов, основанная на подлежащем транспортировании продукта, нагрузках, температуре и условиях эксплуатации, для того чтобы проверить соответствие материалов функциональным требованиям.
9.1.3.2 В каждом случае должны рассматриваться требования к предварительной оценке изготовителей. Должен быть проведен анализ, учитывающий степень сложности поставляемых изделий и требования настоящего стандарта.
9.1.4 Способ изготовления
9.1.4.1 Трубы должны быть изготовлены одним из следующих способов.
Трубы, сваренные дуговой сваркой под слоем флюса (SAWL - продольным сварным швом или SAWH - спиральным сварным швом)
9.1.4.2 Трубы, изготовленные путем формовки из полосы или листа, с одним SAWL или SAWH сварным швом, образованным в процессе дуговой сварки под слоем флюса одним проходом, выполненным изнутри, и одним проходом снаружи трубы. Прихваточный шов, прерывистый или непрерывный может быть выполнен за один проход способом дуговой сварки металлов в среде защитного газа. За формовкой может последовать холодное экспандирование, предназначенное для получения требуемых размеров.
Бесшовные (SML) трубы
9.1.4.3 Трубы, изготовленные посредством процесса горячей прокатки без сварки. Для получения требуемых размеров за горячей прокаткой следует калибровка или холодная обработка.
Трубы, сваренные токами высокой частоты (HFW)
9.1.4.4 Трубы, сформованные из полосы (штрипса) и сваренные одним продольным швом без использования присадочного металла. Продольный шов создается током высокой частоты (минимум 100 кГц), возникающим за счет явлений индукции или проводимости. Область сварки (зона термического влияния) или вся труба должны пройти термообработку. За формовкой может последовать холодное экспандирование для получения требуемых размеров.
Трубы, сваренные электронно-лучевой (EBW) или лазерно-лучевой (LBW) сваркой
9.1.4.5 Трубы, сформованные из полосы (штрипса) и сваренные одним продольным швом без использования присадочного металла. За формовкой следует холодное экспандирование для получения требуемых размеров.
Трубы из плакированной стали (С)
9.1.4.6 Трубы из плакированной стали могут быть изготовлены с помощью любого производственного процесса, который гарантирует металлургическую связь между основным металлом и плакировкой.
Трубы из футерованной стали (L)
9.1.4.7 Труба из футерованной стали может быть изготовлена с помощью любого производственного процесса, который гарантирует механическую связь между основой и футеровочным материалом.
9.1.4.8 Технологии сварки, расходные материалы сварки, персонал, выполняющий сварку, операции с расходными материалами сварки и выполнение сварки должны соответствовать требованиям приложения С.
9.2 Обозначения труб
9.2.1 Уровни NDT труб
9.2.1.1 Трубы из С-Mn стали и часть из С-Mn стали плакированных или футерованных стальных труб с продольными или спиральными сварными швами в настоящем стандарте подвергают NDT двух уровней: уровень NDT I и уровень NDT II. Уровень NDT I устанавливает более строгие требования к NDT труб с продольным или спиральным сварным швом.
9.2.1.2 Труба с уровнем NDT I допускает использование критерия контролируемых перемещений (расчет, основанный на деформациях), тогда как уровень NDT II ограничен условиями контролируемых нагрузок (см. 8.2.5 и 9.3.1).
9.2.2 Дополнительные требования
9.2.2.1 Для труб, изготавливаемых по настоящему стандарту, предусматривается соответствие дополнительным требованиям к:
- эксплуатации в кислой среде, индексе (см. 9.4.1);
- свойствам остановки разрушений, индекс F (см. 9.4.2);
- трубам, подверженным пластическим деформациям, индекс Р (см. 9.4.3);
- более совершенным требованиям к размерам трубы, индекс D (см. 9.4.4);
- усиленному использованию, индекс U (см. 9.4.5).
9.2.2.2 В MPS должна быть включена информация о дополнительных требованиях. В оценку MPS должны быть включены необходимые испытания.
9.2.3 Обозначения
9.2.3.1 Углеродисто-марганцевые трубы и плакированные или футерованные стальные трубы, которые предстоит использовать по настоящему стандарту, должны иметь обозначения, включающие в себя:
- способ изготовления (см. 9.1.4);
- SMYS;
- уровень NDT (см. 9.2.1);
- индекс дополнительных требований (см. 9.2.2).
Пример 1 - «SML 450 I S» обозначает бесшовную трубу с SMYS, равным 450 МПа, уровнем NDT I и удовлетворяющую требованиям к эксплуатации в кислой среде.
Пример 2 - «SAWL 415 II L - UNS ХХХХХ» обозначает трубу, сваренную дуговой сваркой под слоем флюса, с SMYS, равным 415 МПа, NDT II, футерованную материалом с обозначением UNS.
9.2.3.2 Трубы из нержавеющей стали, выплавленной дуплекс-процессом, которые предстоит использовать по настоящему стандарту, должны иметь следующие обозначения:
- способ изготовления (см. 9.1.4);
- марка стали (см. 9.3.3);
- индекс дополнительных требований (см. 9.2.2).
Пример - «SML 22Cr D» обозначает бесшовную трубу из стали марки 22Сr, удовлетворяющую более совершенным требованиям к размерам трубы.
9.3 Свойства материалов
9.3.1 Общие указания
9.3.1.1 Требования к изготовлению стали, ее химическому составу, изготовлению трубы, типу, степени механических испытаний и NDT приведены в 9.5.
9.3.1.2 Для труб с наружным диаметром (OD) более 300 мм характеристики растяжения должны быть проверены как в поперечном, так и в продольном направлениях по отношению к оси труб, тогда как образцы с V-образным надрезом по Шарпи должны быть испытаны только в поперечном направлении. Все механические и коррозионные испытания должны быть проведены в соответствии с приложением В.
9.3.1.3 Для труб с OD менее или равным 300 мм все механические испытания должны быть проведены в продольном направлении. Все механические и коррозионные испытания должны быть проведены в соответствии с приложением В.
9.3.1.4 Если материалы должны использоваться при расчетной температуре выше 50 °С, предел текучести при Ттах может быть определен в ходе оценки технических условий на технологию изготовления. Эти значения должны быть получены за счет использования рисунка 8.1 или путем испытаний.
9.3.1.5 Если необходимо, трубы, изготавливаемые по настоящему стандарту, должны также удовлетворять соответствующим дополнительным требованиям.
9.3.1.6 Если при холодной формовке в ходе изготовления труб из С-Mn стали или из плакированных/ футерованных сталей деформации превышают 5 %, то должны быть проведены испытания на деформационное старение на реальной трубе без какого-либо выпрямления и дополнительной деформации. Испытания на деформационное старение должны соответствовать таблице 9.11. Поглощаемая энергия не должна быть меньше чем 50 % энергии, получаемой для несостаренного материала трубы, а требуемые ударные характеристики образцов с V-образным надрезом по Шарпи, приведенные в таблице 9.3, должны соответствовать требованиям в состаренном состоянии. Испытания должны проводиться согласно приложению В.
9.3.1.7 Испытания на ударный изгиб по Шарпи образцов с V-образным надрезом должны проводиться на образцах для испытаний размерами 10´10 мм. Если для испытаний используются куски шириной менее 10 мм, в отчете должны быть приведены измеренная энергия удара KVm и площадь поперечного сечения А, мм2, образца для испытаний, измеренная под надрезом. Для сравнения со значениями в таблице 9.3 измеренная энергия должна быть преобразована в KV, в Дж, по формуле
![]() (9.1)
(9.1)
9.3.2 Трубы из углеродисто-марганцевой (С-Mn) стали
9.3.2.1 Требования настоящего раздела распространяются на сварные или бесшовные трубы из С-Мn стали с SMYS до 555 МПа. Использование более высокой прочности должно быть предварительно согласовано.
Химический состав
9.3.2.2 Химический состав исходных материалов из С-Mn стали не должен выходить за пределы, приведенные втаблицах9.1 и 9.2 для соответствующих уровней предела текучести. Химический состав труб - заготовок для колен не должен выходить за пределы, приведенные в разделе 10.
Механические свойства
9.3.2.3 Механические испытания должны быть проведены после термообработки, экспандирования и окончательного придания формы. Испытания должны проходить в соответствии с приложением В.
9.3.2.4 Требования к свойствам при растяжении и показателям по Шарпи для образцов с V-образным надрезом приведены в таблицах 9.3 и 9.4. Сварные швы должны соответствовать требованиям к характеристикам ударной вязкости по Шарпи в поперечном направлении трубы (KVT), приведенным в таблице 9.3.
9.3.2.5 Если не предусмотрена эксплуатация в кислой среде (см. 9.4.1), твердость основного материала (ВМ) и сварного шва (металл сварного шва плюс зона термического влияния (HAZ)) должны соответствовать таблице 9.3.
9.3.2.6 Как часть оценки должны быть проведены испытания на вязкость разрушения (таблицы 9.11 и 9.12) для ВМ и металла сварного шва (WM) (свариваемой трубы). Измеренные вязкости разрушения ВМ и WM должны обладать минимальным значением раскрытия в вершине трещины (CTOD) 0,20 мм, если испытания проходят при минимальной расчетной температуре. Испытания должны проводиться в соответствии с В.1.8 (приложение В). Испытания не требуются для труб с tnom < 13 мм.
Таблица 9.1 - Сварная труба из С-Mn стали. Химический состав1), 2), 3), 4)
Таблица 9.2 - Бесшовная труба из С-Mn стали, химический состав1), 2), 3)
|
Значение максимального веса элемента, %, для значения SMYS |
||||||||
|
245 |
290 |
360 |
415 |
450 |
485 |
555 |
||
|
с4) |
0,14 |
0,14 |
0,14 |
0,14 |
0,15 |
0,16 |
0,16 |
|
|
Мn4) |
1,35 |
1,65 |
1,65 |
1,65 |
1,65 |
1,75 |
1,85 |
|
|
Si |
0,40 |
0,40 |
0,45 |
0,45 |
0,45 |
0,45 |
0,45 |
|
|
Р |
0,020 |
0,020 |
0,020 |
0,020 |
0,020 |
0,020 |
0,020 |
|
|
S |
0,010 |
0,010 |
0,010 |
0,010 |
0,010 |
0,010 |
0,010 |
|
|
Сu |
0,35 |
0,35 |
0,50 |
0,50 |
0,50 |
0,50 |
0,50 |
|
|
Ni |
0,30 |
0,30 |
0,50 |
0,50 |
0,50 |
0,50 |
0,50 |
|
|
Mo |
0,10 |
0,10 |
0,50 |
0,50 |
0,50 |
0,50 |
0,50 |
|
|
Cr5) |
0,30 |
0,30 |
0,50 |
0,50 |
0,50 |
0,50 |
0,50 |
|
|
Al (всего)6) |
0,06 |
0,06 |
0,06 |
0,06 |
0,06 |
0,06 |
0,06 |
|
|
Nb7) |
- |
0,04 |
0,05 |
0,05 |
0,05 |
0,05 |
0,06 |
|
|
V7) |
- |
0,04 |
0,07 |
0,08 |
0,09 |
0,10 |
0,10 |
|
|
Ti7) |
- |
0,04 |
0,04 |
0,04 |
0,06 |
0,06 |
0,06 |
|
|
N6) |
0,010 |
0,010 |
0,010 |
0,010 |
0,010 |
0,010 |
0,010 |
|
|
B8) |
0,0005 |
0,0005 |
0,0005 |
0,0005 |
0,0005 |
0,0005 |
0,0005 |
|
|
CE9) |
t £ 15 |
0,34 |
0,34 |
0,37 |
0,39 |
0,40 |
0,41 |
0,43 |
|
15 < t < 26 |
0,35 |
0,35 |
0,38 |
0,40 |
0,41 |
0,42 |
0,44 |
|
|
- |
- |
- |
- |
- |
- |
- |
||
|
Pcm10) |
t £ 15 |
0,20 |
0,20 |
0,21 |
0,22 |
0,23 |
0,24 |
0,26 |
|
15 < t < 26 |
0,21 |
0,21 |
0,22 |
0,23 |
0,24 |
0,25 |
0,27 |
|
|
1) Данные химического состава распространяются на трубы со стенкой, толщиной до 26 мм включительно, для больших толщин стенки состав должен быть принят в результате соглашения. 2) Если при производстве стали использовалось вторичное сырье, то должны быть определены и записаны в отчете следующие остаточные элементы, уровни которых не должны превосходить: 0,03 % As, 0,01 % Sb, 0,02 % Sn, 0,01 % Pb, 0,01 % Bi и 0,006 % Ca. 3) За исключением элементов раскисления, другие элементы, кроме упомянутых в таблице, не должны преднамеренно добавляться, если на это нет особого соглашения. 4) При снижении содержания углерода на каждые 0,01 % ниже максимального указанного значения допускается добавка 0,05 % марганца выше указанных максимальных значений (максимальное увеличение содержания марганца составляет 0,1 %). 5) При наличии соглашения может использоваться 0,5 % - 1,0 % Сr. 6) Al:N более или равно 2:1 (не распространяется на титановые раскисленные стали). 7) (Nb + V + Ti) %макс: 0,12 %. Это значение может быть доведено максимум до 0,15 % при наличии соглашения. 8) При наличии соглашения может добавляться бор (максимально 30 ррm). 9) 10) |
||||||||
Таблица 9.3 - Труба из С-Mn стали, механические свойства1), 2)
|
SMYS3), МПа (T + L) |
SMTS4), МПа (Т) |
YS5) (Rt 0,5) UTS (Rm) макс. (αh) (Т) |
Максимальная твердость (HV 10) BM, WM, HAZ |
Относительное удлинение А5 мин., %, (T + L) |
Энергия по Шарпи с V-образным надрезом (KVT)6) мин., Дж |
|
|
среднее значение |
одного образца |
|||||
|
245 |
370 |
0,90 |
270 |
22 |
27 |
22 |
|
290 |
415 |
0,90 |
270 |
21 |
30 |
24 |
|
360 |
460 |
0,90 |
270 |
20 |
36 |
30 |
|
415 |
520 |
0,92 |
270 |
18 |
42 |
35 |
|
450 |
535 |
0,92 |
270 |
18 |
45 |
38 |
|
485 |
570 |
0,92 |
300 |
18 |
50 |
40 |
|
555 |
625 |
0,92 |
300 |
18 |
56 |
45 |
|
1) Требования распространяются на испытания в поперечном (Т) и продольном (L) направлениях, в соответствии с указанным в головке для каждой из граф. 2) Связано с информацией, приведенной в 9.2.2.1. 3) Фактический предел текучести в продольном направлении не должен превышать SMYS более, чем на 120 МПа. 4) Нормативное минимальное значение предела прочности на растяжение (SMTS) в продольном направлении может быть на 5 % ниже требуемых значений в поперечном направлении. 5) Отношение YS/UTS в продольном направлении не должно превышать максимальное указанное значение в поперечном направлении более чем на 0,020 для стандартного материала и более чем на 0,030 для материала, предназначенного для эксплуатации в кислых средах. 6) Значения KVL (при испытаниях) должны быть на 50 % выше требуемых значений KVT. |
||||||
Таблица 9.4 - Труба из С-Mn стали, температуры испытаний по Шарпи с V-образным надрезом Т0, °С, как функция от Tmin, °C, (минимальной расчетной температуры)
|
Номинальная толщина стенки, мм |
Значение температуры испытаний T0, °С, для |
||
|
райзеров |
трубопроводов, перекачивающих |
||
|
газ1) |
жидкость1) |
||
|
t £ 20 |
Т0 = Tmin - 10 |
Т0 = Tmin - 10 |
Т0 = Tmin |
|
20 < t £ 40 |
Т0 = Tmin - 20 |
Т0 = Tmin - 20 |
Т0 = Tmin - 10 |
|
t > 40 |
T02) должно определяться соглашением в каждом случае |
||
|
1) Смесь газа и жидкости(ей) должна рассматриваться как газ. 2) Для увеличенных толщин необходимы более низкие температуры испытаний. В качестве альтернативы должна требоваться более высокая поглощаемая энергия при той же температуре. |
|||
9.3.3 Ферритно-аустенитная (дуплекс) сталь
9.3.3.1 Требования распространяются на сварные и бесшовные трубы из нержавеющей стали, выплавленной дуплекс-процессом, марок 22Сr и 25Сr, соответствующих [11] или принятому равноценному стандарту.
Химический состав
9.3.3.2 Химический состав исходных материалов нержавеющей стали, выплавляемой дуплекс-процессом, не должен выходить за пределы, приведенные в таблице 9.5. Изменения принимаются при наличии соглашения.
Металлографические исследования
9.3.3.3 Металлографические исследования основного металла труб и металла корня сварного шва, металла верхней части шва и зоны термического влияния в зоне корневого шва сварной трубы должны осуществляться в соответствии стребованиями 9.3.3.4.
9.3.3.4 Металлографические исследования металла труб должны проводиться после окончательной термообработки. Исследования должны проводиться при 400-кратном увеличении. Материал должен быть абсолютно свободен от карбидов, нитридов и неметаллических включений на границе зерен после термообработки. Содержание феррита должно измеряться в соответствии с [12]. Содержание феррита в основном металле должно быть в пределах 35 % - 55 %. Для металла корня сварного шва, металла верхней части шва и зоны термического влияния содержание ферритов должно быть в пределах 35 % - 65 %.
Механические свойства
9.3.3.5 Механические испытания труб должны проводиться после термообработки, экспандирования и окончательной обработки. Требования к свойствам при растяжении и свойствам испытаний по Шарпи образцов с V-образным надрезом приведены в таблице 9.6. Свариваемые детали должны удовлетворять требованиям к KVT.
9.3.3.6 Если не применяются требования к эксплуатации в кислой среде (см. 9.4.1), твердость ВМ и сварного шва (металл сварного шва плюс HAZ) должна соответствовать таблице 9.6.
9.3.3.7 Должны проводиться испытания вязкости разрушения (таблицы 9.11 и 9.12) для ВМ и WM (свариваемой трубы). Значения измеренных вязкости разрушения ВМ и WM должны иметь минимальное значение CTOD, равное 0,20 мм, если испытания проходят при минимальной расчетной температуре. Испытания должны проводиться в соответствии с В.1.8 (приложение В). Испытания не требуются для труб c tnom < 13 мм.
Коррозионные испытания
9.3.3.8 Согласно [13], должны быть проведены коррозионные испытания для подтверждения соответствия технологии изготовления труб, влияющей на микроструктуру нержавеющей стали 25Сr, выплавленной дуплекс-процессом. Для стали 25Сr, выплавленной дуплекс-процессом, с указанным минимальным значением эквивалента сопротивляемости точечной коррозии (PRE), равным 40, испытания по [13] должны проводиться в соответствии с приложением В. Максимальные допустимые потери веса составляют 4,0 г/м2 для материала, прошедшего термообработку, испытываемого в течение 24 ч при 50 °С.
9.3.3.9 Если испытания по [13] должны проводиться для нержавеющей стали, выплавленной дуплекс-процессом, со значением PRE < 40, температура испытаний и/или критерий пригодности должны быть приняты по соглашению.
Таблица 9.5 - Труба из ферритно-аустенитной стали, выплавленной дуплекс-процессом, химический состав
|
Элемент1) |
Значение максимального веса элемента, %, для стали марки |
|
|
22 Сr |
25 Сr |
|
|
С |
0,030 макс. |
0,030 макс. |
|
Мn |
2,00 макс. |
1,20 макс. |
|
Si |
1,00 макс. |
1,00 макс. |
|
Р |
0,03 макс. |
0,035 макс. |
|
S |
0,020 макс. |
0,020 макс. |
|
Ni |
4,50 - 6,50 |
6,0 - 8,00 |
|
Сr |
21,00 - 23,00 |
24,0 - 26,0 |
|
Мо |
2,50 - 3,50 |
3,0 - 4,0 |
|
N |
0,14 - 0,20 |
0,20 - 0,34 |
|
PRE |
2) |
40 мин.2) |
|
1) Если в сплавах использовались другие элементы, кроме указанных в таблице, о составе элементов и их максимальном содержании должно быть составлено соглашение для каждого случая. 2) PRE равняется % Cr + 3,3 % Mo + 16 % N. Минимальное значение PRE = 40 рекомендуется для трубопроводов, предназначенных для транспортирования неочищенной (т.е. не обескислороженной) морской воды и для каких-либо подобных целей. |
||
Таблица 9.6 - Труба из ферритно-аустенитной стали, выплавленной дуплекс-процессом, механические свойства1)
|
SMYS2), 4), МПа |
SMTS, МПа |
YS (Rt0,5) UTS(Rm) макс. αh3) |
Максимальная твердость (HV10) |
Относительное удлинение A5 мин., % |
Энергия по Шарпи с V-образным надрезом (KVT) мин., Дж при Т0 = Тmin - 20 °С5) |
|
|||
|
ВМ |
WМ HAZ |
||||||||
|
Среднее значение |
Для одного образца |
|
|||||||
|
22 Сr |
450 |
620 |
0,90 |
290 |
350 |
25 |
45 |
35 |
|
|
25 Сr |
550 |
750 |
0,90 |
330 |
350 |
15 |
45 |
35 |
|
|
1) Связано с информацией, приведенной в С.3.1 (приложение С). 2) Фактический предел текучести в продольном направлении не должен превышать SMYS более чем на 120 МПа. 3) Отношение YS/UTS в продольном направлении не должно превышать максимального значения, полученного для поперечного направления, больше чем на 0,02. 4) Для расчетных температур выше 50 °С предел текучести при максимальной расчетной температуре Ттах должен соответствовать требованиям, изложенным в 8.2.6. 5) Требуемые KVL должны быть на 50 % выше, чем требуемые KVT. |
|
||||||||
9.3.4 Трубы из других марок нержавеющей стали и коррозионно-стойких сплавов (CRA) на основе никеля
9.3.4.1 Приведенные ниже требования распространяются на аустенитные нержавеющие стали, мартенситные (13 % Сr) нержавеющие стали и CRA на основе никеля.
9.3.4.2 Трубы должны поставляться в соответствии с утвержденным стандартом, который определяет химический состав, механические свойства и все параметры, перечисленные в 8.2.5 и указанные в следующих пунктах. Если нет утвержденного стандарта, должны быть разработаны технические условия, которые бы определяли эти требования.
9.3.4.3 Для мартенситных нержавеющих сталей (13 % Сr) должны применяться те же требования к вязкости разрушения, что и для С-Mn сталей (см. 9.3.2.6).
Коррозионные испытания
9.3.4.4 Для других нержавеющих сталей и коррозионно-стойких сплавов на основе никеля с указанным значением PRE, как минимум, 40 должны применяться требования, сформулированные в 9.3.3.8 для нержавеющей стали, выплавленной дуплекс-процессом.
Металлографические исследования сварных швов
9.3.4.5 Металлографические исследования металла сварного шва и НАZ должны быть проведены при 400-кратном увеличении. Материал после термообработки должен быть абсолютно свободен от карбидов, нитридов и неметаллических включений на границе зерен.
9.3.5 Трубы из плакированной или футерованной стали
9.3.5.1 Приведенные ниже требования распространяются на трубы, состоящие из С-Mn стали в качестве основного металла и более тонкого внутреннего металлического слоя.
9.3.5.2 Трубы определяются как «плакированные», если связь между основой и материалом плакировки - металлургическая, и как «футерованные», если связь - механическая.
9.3.5.3 Материал плакирования и футеровки должен быть совместим с требованиями к эксплуатации и должен подлежать определению и согласованию в каждом случае. Толщина материалов плакирования и футеровки должна быть не менее 2,5 мм.
Условия поставки
9.3.5.4 Плакированные или футерованные трубы должны поставляться в состоянии после термообработки, которая соответствует материалу каждого типа.
Химический состав и механические свойства основного металла
9.3.5.5 Химический состав основного металла должен соответствовать требованиям к С-Mn стали для труб, приведенным в таблицах 9.1 и 9.2.
9.3.5.6 Механические свойства основного металла должны удовлетворять требованиям таблиц 9.3 и 9.4. Механические испытания должны проводиться после термообработки, экспандирования и окончательной обработки.
9.3.5.7 Должны проводиться испытания вязкости разрушения (таблицы 9.11 и 9.12) для ВМ и WM свариваемой трубы. Значения измеренных вязкости разрушения ВМ и WM должны иметь минимальное значение CTOD, равное 0,20 мм, если испытания проходят при минимальной расчетной температуре. Испытания должны проводиться в соответствии с В.1.8 (приложение В). Испытания не требуются для труб с tnom < 13 мм.
9.3.5.8 Перед испытаниями с образцов для испытаний должен быть удален материал плакирования, футеровки.
Химический состав материала плакирования, футеровки
9.3.5.9 Материалы плакирования, футеровки должны быть выбраны, прежде всего, на основании требований к коррозионной стойкости, в том числе к SSC. Требования к химическому составу материалов плакирования должны определяться в соответствии с утвержденными стандартами. Если нет утвержденного стандарта, должны быть подготовлены технические условия, устанавливающие такие требования. Должны быть удовлетворены соответствующие требования, изложенные в 9.3.3 и 9.3.4.
Химический состав металла сварного шва
9.3.5.10 Расходные материалы сварки должны быть выбраны с учетом снижения содержания легирующих элементов за счет растворения железа из основного металла.
Металлографические исследования сварных швов
9.3.5.11 Металлографические исследования WM и HAZ в корневом сечении материала плакировки должны быть проведены с 400-кратным увеличением. Микроструктура должна быть абсолютно свободной от карбидов, нитридов и неметаллических включений на границе зерен.
Свойства материала плакирования и трубы
9.3.5.12 Для каждого листа или полосы должны быть проведены по два испытания на загиб 180-градусным загибом вокруг шаблона диаметром, в три раза большим толщины листа. Один образец для испытаний должен быть изогнут с материалом плакирования в состоянии растяжения, другой - с материалом плакирования в состоянии сжатия. После загиба не должно быть следов трещин или расслоения на кромках образцов. Испытания на загиб должны проводиться по приложению В.
9.3.5.13 Должны быть проведены испытания на сдвиг в соответствии с приложением В, как требуется в таблицах 9.11 и 9.12. Минимальный предел прочности на сдвиг должен составлять 140 МПа.
9.3.5.14 Испытания твердости сварной трубы должны проводиться на образце для испытаний, включающем в себя полное поперечное сечение сварного шва. Отпечатки должны быть сделаны в основном металле, материале плакирования и зоне металлургической связи, как подробно изложено в приложении В.
9.3.5.15 Твердость основного металла, материала плакирования, HAZ, металла сварного шва и зоны металлургической связи должна удовлетворять соответствующим требованиям настоящего стандарта (см. таблицы 9.3 и 9.6).
9.3.6 Свариваемость
9.3.6.1 Стали должны обладать соответствующей свариваемостью на всех стадиях изготовления, сборки и монтажа трубопровода, в том числе условий эксплуатации и аварийных ситуаций, гипербарической сварки и монтажа протекторов.
9.3.6.2 Технология сварки и ремонтной сварки, персонал для сварочных работ, операции со сварочными расходными материалами и выполнение сварки должны удовлетворять требованиям, изложенным в приложении С.
Примечание - В зоне HAZ микролегированных С-Mn сталей могут сформироваться локальные хрупкие зоны (LBZ). Эти области проявляют тенденцию к очень низкой сопротивляемости к расслоению, что приводит к низким значениям CTOD. LBZ связаны с участками HAZ, которые испытывают укрупнение зерен в течение сварочных работ. Микроструктура в этих зонах преимущественно бейнитная, с большим количеством мартенситно-аустенитных (М/А) составляющих (ВI-микроструктура). М/А составляющие, в противоположность ферритно-карбидным составам, таким как перлит, могут оказывать негативное влияние на ударную вязкость материала. Это следует в особенности учитывать при выборе химического состава для сталей с SMYS более 450 МПа (включительно).
Для того чтобы повысить ударную вязкость в HAZ, необходимо рафинировать размер зерен и подавить образование бейнита с мартенситно-аустенитными составляющими.
9.3.6.3 Поставщиктруб должен указать приемлемую температуру термообработки после сварки (PWHT) для соответствующих материалов.
Испытания свариваемости на стадии подготовки к производству
9.3.6.4 Для типовой оценки материалов трубопровода и расходных материалов сварки программу испытаний свариваемости следует привести в соответствие с указанными ниже положениями. Тип и объем испытаний и критерий пригодности для испытаний свариваемости должны для каждого случая устанавливаться по согласованию.
9.3.6.5 Может быть составлено соглашение о соответствующей документации вместо испытаний свариваемости.
С-Мп Стали и мартенситные (13 % Сr) нержавеющие стали
9.3.6.6 Для сталей с SMYS более 415 МПа (включительно) испытания на свариваемость и документация должны включать в себя, как минимум, требования к испытаниям листов на загиб, испытаниям с Y-образным надрезом, а также испытаниям вязкости разрушений основного металла и HAZ. Кроме того, для сталей с SMYS более 415 МПа (включительно) должны быть проведены металлографические исследования для определения наличия LBZ. Программа испытаний должна соответствовать таблицам 9.11, 9.12 и приложению С. Как для заводской сварки, так и для монтажной сварки должны быть определены максимальные и минимальные значения подвода тепла, обеспечивающие приемлемые свойства в зонах сварных швов труб при соответствующих температурах предварительного подогрева и температурах эксплуатации.
9.3.6.7 Для материалов, для которых имеется только ограниченный практический опыт, программа может дополнительно содержать испытания HAZ на циклическое тепловое воздействие, испытания непрерывным охлаждением, испытания замедленного трещинообразования и испытания жесткости теплового воздействия.
Нержавеющие дуплекс стали
9.3.6.8 Для нержавеющей дуплекс-стали испытания свариваемости и документация должны определять воздействие тепловых циклов на механические свойства, твердость и микроструктуру. Как для заводской сварки, так и для монтажной должны быть определены максимальные и минимальные значения подвода тепла, обеспечивающие приемлемое ферритно-аустенитное соотношение и материал, абсолютно свободный от неметаллических включений. Должны быть учтены допуски на ремонтную сварку.
Другие нержавеющие стали и сплавы на основе никеля
9.3.6.9 Для аустенитных нержавеющих сталей и CRA на основе никеля испытания свариваемости и документация должны определять воздействие тепловых циклов на механические свойства, твердость и микроструктуру. Как для заводской сварки, так и для монтажной должны быть определены максимальные и минимальные значения подвода тепла, обеспечивающие свойства с учетом допусков на ремонтную сварку.
Трубы из плакированной или футерованной стали
9.3.6.10 Для плакированных, футерованных труб свариваемость основного металла должна быть испытана и документально подтверждена в соответствии с требованиями 9.3.6.4 и 9.3.6.5. Для материала плакирования, футеровки испытания свариваемости и документация должны устанавливать требования к влиянию растворения и воздействию тепловых циклов на механические свойства, твердость и микроструктуру. Как для заводской сварки, так и для монтажной должны быть определены максимальные и минимальные значения подвода тепла, обеспечивающие приемлемые свойства. Должны быть учтены допуски на ремонтную сварку.
9.4 Дополнительные требования
9.4.1 Дополнительное требование, эксплуатация в кислой среде S
9.4.1.1 Для трубопроводов, которые предстоит использовать для продуктов, содержащих сероводород, что определяется как «эксплуатация в кислой среде» согласно стандарту [14], должны применяться все требования к выбору материалов, максимальной твердости и технологии производства и изготовления, сборки, приведенные в последнем издании [14]. Это относится и к трубопроводам, которые являются номинально сухими (т.е. не содержащими воды в течение обычной эксплуатации), если действуют другие условия для эксплуатации в кислой среде, в соответствии с [14]. Кроме того, должны применяться дополнительные требования, изменения и классификации, приведенные ниже.
9.4.1.2 Использование для труб материалов, не присутствующих в списке для эксплуатации в кислой среде в [14] и не охваченных настоящим разделом, должно оцениваться согласно инструкциям [14]. В качестве альтернативы могут быть использованы инструкции по оценке, изложенные в публикациях [15], [16], для труб из С-Mn стали и CRA соответственно. Оценка должна включать в себя испытания сопротивляемости SSC основных металлов и сварных швов (трубных швов и кольцевых швов, в зависимости от применяемости).
Примечание - Испытания на SSC, как указано в документах [15], [16], продолжаются 720 ч и, как таковые, не подходят для заказчиков.
9.4.1.3 Типовые испытания также проводятся для материалов труб, присутствующих в списке для эксплуатации в кислой среде в [14], в том случае, если значение твердости или другие требования, относящиеся к изготовлению или сборке, отличаются от указанных в [14].
Примечание - Может также быть рассмотрен вопрос задания в технических условиях испытаний на SSC для марок сталей, удовлетворяющих всем требованиям настоящего стандарта для эксплуатации в кислой среде как части программы предварительной оценки технологии изготовления труб или монтажа.
9.4.1.4 Все технологии сварки (включая ремонтную сварку) должны пройти аттестацию и включать в себя измерения твердости, кактребуется в С.5 (приложение С).
Трубы из С-Мп стали
9.4.1.5 Углеродисто-марганцевые стали с SMYS, превышающим 450 МПа, не охвачены требованиями [14] и должны проходить предварительную оценку на соответствие техническим условиям для эксплуатации в кислой среде, как указано в 9.4.1.2, пока эти требования не войдут в [14].
9.4.1.6 Химический состав должен соответствовать требованиям, приведенным в таблицах 9.7 и 9.8. Значения других элементов, не указанные в этих таблицах, должны соответствовать приведенным в таблицах 9.1 и 9.2 соответственно. Должны действовать примечания к таблицам 9.1 и 9.2.
Таблица 9.7 - Химический состав сварной трубы из С-Mn стали для дополнительных требований, эксплуатация в кислой среде
|
Максимальный вес элемента, %, SMYS, МПа |
|||
|
до 360 |
415 |
450 |
|
|
С макс. |
0,10 |
0,10 |
0,10 |
|
Мn макс. |
1,35 |
1,45 |
1,55 |
|
Р макс. |
0,015 |
0,015 |
0,015 |
|
S макс. |
0,003 |
0,003 |
0,003 |
|
Сu макс. |
0,35 |
0,35 |
0,35 |
|
Ni макс. |
0,30 |
0,30 |
0,30 |
|
Мо макс. |
0,10 |
0,10 |
0,10 |
|
Сr макс. |
0,30 |
0,30 |
0,30 |
|
Рсm макс. |
0,19 |
0,20 |
0,21 |
Таблица 9.8 - Химический состав бесшовной трубы из С-Mn стали для дополнительных требований, эксплуатация в кислой среде
|
Максимальный вес элемента, %, SMYS, МПа |
|||
|
до 360 |
415 |
450 |
|
|
С макс. |
0,12 |
0,13 |
0,14 |
|
Мn макс. |
1,35 |
1,45 |
1,55 |
|
Р макс. |
0,015 |
0,015 |
0,015 |
|
S макс. |
0,003 |
0,003 |
0,003 |
|
Сu макс. |
0,35 |
0,35 |
0,35 |
|
Ni макс. |
0,30 |
0,30 |
0,30 |
|
Мо макс. |
0,10 |
0,10 |
0,10 |
|
Сr макс. |
0,30 |
0,30 |
0,30 |
|
Рcm макс. |
0,20 |
0,21 |
0,22 |
9.4.1.7 Должны действовать дополнительные требования к изготовлению стали, как указано в 9.5.4.3.
9.4.1.8 В ходе типовой оценки MPS и технологии изготовления труб должна быть проверена путем испытаний стойкость сварных труб к водородному растрескиванию (HPIC) в соответствии с 9.5.8.
Примечание - HPIC, упоминаемое в настоящем документе, часто называют водородным растрескиванием (HIC) или ступенчатым растрескиванием (SWC).
9.4.1.9 Входе аттестации технологии сварки и изготовления должны проводиться измерения твердости, как указано в приложении В. Твердость основного металла, сварного шва и HAZ не должна превышать 250 HV10 в корневой зоне и 275 HV10 в верхней части сварного шва.
Примечание - Рекомендуется требовать для основного металла максимальную твердость 220 HV10 для повышения твердости при выполнении сварки кольцевых стыков.
Трубы из стали, выплавленной дуплекс-процессом
9.4.1.10 Типы труб и связанные с ними критерии твердости, требования к изготовлению и сборке должны соответствовать [14]. В ходе аттестации технологии сварки и изготовления труб должны проводиться измерения твердости, как указано в приложении В. Для материалов 22 Сr дуплекс и 25 Сr дуплекс твердость сварного шва не должна превышать 310 HV10 и 330 HV10 соответственно.
Плакированные, футерованные трубы
9.4.1.11 Выбор материалов для плакирования и футеровки, связанные с ними критерии твердости и требования к производству, изготовлению и сборке должны соответствовать [14]. То же относится к расходным материалам сварки для свариваемых деталей, подвергаемых воздействию внутреннего продукта. На выбор основного металла из С-Mn стали не распространяются никакие особые требования к эксплуатации в кислой среде.
9.4.1.12 В ходе аттестации технологии сварки и изготовления должны проводиться измерения твердости, как указано в приложении В. Твердость внутренней зоны термического влияния и зоны сплавления плакирования, футеровки должна быть согласована с соответствующими требованиями [14].
9.4.2 Дополнительные требования, свойства остановки разрушения F
9.4.2.1 Требования к свойствам остановки разрушения действуют для газопроводов, транспортирующих чистый метан с коэффициентом использования до 80 % включительно, с давлением до 15 МПа включительно и толщиной стенки до 30 мм. Свойства остановки разрушения за пределами этих ограничений или для менее жестких условий должны приниматься по соглашению (см. 8.4.11). Значения ударной вязкости по Шарпи для остановки разрушений, приведенные в таблице 9.9, распространяются на образцы полного размера (10´10 мм).
Трубы из С-Mn стали
9.4.2.2 Для основного металла труб должна быть получена переходная кривая испытаний по Шарпи образцов с V-образным надрезом. Должно быть испытано пять наборов образцов при разных температурах, включая Tmin. Значение энергии в испытаниях по Шарпи с V-образным надрезом в поперечном направлении при Tmin должно, как минимум, удовлетворять параметрам, приведенным в таблице 9.9. Значения, полученные при испытаниях для продольного направления, должны быть, по крайней мере, на 50 % выше значений, требующихся для поперечного направления.
9.4.2.3 Требования подпункта должны распространяться на все трубы, которые будут поставляться без заключительной термообработки (нормализации или закалки и отпуска). Должна быть получена переходная кривая испытаний по Шарпи с V-образным надрезом для основного металла трубы в состоянии деформационного старения. Пластическая деформация должна быть равна фактической деформации, приобретенной в результате изготовления (дополнительного деформирования не требуется). Образцы должны выдерживаться в течение 1 ч при 250 °С. Должно быть испытано пять наборов образцов при разных температурах, включая Tmin. Значение энергии в испытаниях по Шарпи с V-образным надрезом в поперечном направлении при Tmin должно быть не ниже, чем поглощенная энергии, полученная в недеформированном, несостаренном состоянии (см. 9.4.2.1), и должно, как минимум, удовлетворять параметрам, приведенным в таблице 9.9 для состояния деформационного старения. Значения, полученные при других значениях температур, служат для информации. Значения, полученные при испытаниях для продольного направления, должны быть, по крайней мере, на 50 % выше значений, требующихся для поперечного направления.
Таблица 9.9 - Требования к испытаниям на ударную вязкость по Шарпи с V-образным надрезом для проверки свойств остановки разрушения, проводимых при Ттin (Дж; значения в поперечном направлении; среднее значение для трех образцов)1)
|
Значение SMYS, МПа |
Значения ударной вязкости по Шарпи, Дж, при толщине стенки £ 30 мм2 для OD, мм |
||
|
£ 610 |
£ 820 |
£ 1120 |
|
|
245 |
40 |
40 |
40 |
|
290 |
40 |
43 |
52 |
|
360 |
50 |
61 |
75 |
|
415 |
64 |
77 |
95 |
|
450 |
73 |
89 |
109 |
|
485 |
82 |
100 |
124 |
|
555 |
103 |
126 |
155 |
|
1) Минимальные значения в поперечном направлении и средние значения для трех отдельных образцов должны превышать 75 % этих значений. 2) Свойства остановки разрушения для больших значений толщин и диаметров должны быть приняты по соглашению (см. 8.4.8). |
|||
9.4.2.4 DWTT должны проводиться только для труб с наружным диаметром более 500 мм, стенкой толщиной более 8 мм и SMYS > 360 МПа. DWTT должны представлять собой испытания одного набора при каждой из следующих пяти температур: минус 70 °С, минус 50 °С, минус 30 °С, 0 °С и плюс 20 °С. Если одна из этих температур равна минимальной расчетной температуре, набор должен испытываться при значении на 10 °С ниже этой температуры. Два дополнительных набора образцов должны быть испытаны при минимальной расчетной температуре. Каждый набор должен состоять из двух образцов, взятых из одного и того же темплета для испытаний. Испытания должны проводиться в соответствии с приложением В. Образцы, испытанные при минимальной расчетной температуре, должны, как минимум, удовлетворять требованию к среднему значению волокна в изломе 85 % при одном минимальном значении 75 %.
9.4.2.5 Для материала труб с SMYS ³ 450 МПа и стенкой толщиной t ³ 25 мм критерий пригодности, изложенный в 9.4.2.4 (средний и минимальный процент волокна в изломе), может приниматься по соглашению, если одновременно с дополнительными требованиями к остановке разрушения (см. 9.4.2) указывают дополнительные требования к эксплуатации в кислой среде (см. 9.4.1).
Трубы из стали, выплавленной дуплекс-процессом
9.4.2.6 Для основного металла - нержавеющей стали, выплавленной дуплекс-процессом, должна быть получена переходная кривая испытаний по Шарпи образцов с V-образным надрезом. Должно быть испытано пять наборов образцов в диапазоне температур от минус 80 °С до плюс 20 °С. Значение энергии в испытаниях по Шарпи образцов с V-образным надрезом в поперечном направлении при Tmin должно соответствовать таблице 9.6.
Плакированные, футерованные трубы
9.4.2.7 Для труб из плакированной, футерованной стали на основной металл должны распространяться такие же требования, как для С-Mn сталей.
9.4.3 Дополнительное требования к пластическим деформациям материала Р труб
9.4.3.1 Дополнительное требование Р применимо только к материалу бесшовных труб, изготовленных из С-Mn стали и выплавленных дуплекс-процессом нержавеющих сталей, подвергающемуся накопленным пластическим деформациям в результате монтажа и эксплуатации εр ³ 2 % (см. 8.4.8 и 12.5).
9.4.3.2 Требования к сварным трубам и трубам из других материалов принимаются в результате соглашения. Должны применяться следующие дополнительные требования и изменения к материалу труб и допускам на размеры.
Примечание - Способность к деформационному упрочнению - обязательный параметр для труб, которые должны подвергаться значительным пластическим деформациям, см. 15.11.4.
Дополнительные требования Р, следовательно, часто трудноисполнимы для сталей марок с SMYS > 415 МПа.
9.4.3.3 Допуски на размеры должны удовлетворять дополнительным требованиям к размерам труб D, изложенным в разделе 9.4.4.
9.4.3.4 Рекомендуется, чтобы готовая труба удовлетворяла следующим требованиям, прежде чем она будет подвергаться испытаниям в соответствии с 9.4.3.5:
- измеренный предел текучести основного металла не должен превышать SMYS более чем на 100 МПа;
- отношение YS/TS не должно быть более 0,85;
- относительное удлинение должно составлять, как минимум, 25 %.
9.4.3.5 Должны быть проведены механические испытания образцов, взятых из готовой трубы. Образцы должны последовательно деформироваться одноосным растяжением и сжатием, в соответствии с этапами монтажа. Значение εр должно быть, по крайней мере, равным значениям εр, полученным при монтаже и эксплуатации. Перед испытаниями образцы должны быть искусственно состарены при 250 °С в течение одного часа. Испытания должны проводиться согласно приложению В.
9.4.3.6 Испытания должны включать в себя:
- испытания на растяжение;
- измерения твердости;
- испытания на ударную вязкость по Шарпи образцов с V-образным надрезом.
Температура испытаний должна соответствовать таблицам 9.4 или 9.6, в зависимости от применяемости.
9.4.3.7 После деформирования должны выполняться следующие требования (см. 9.4.3.5):
- предел текучести в продольном направлении и предел прочности при растяжении должны удовлетворять требованиям таблиц 9.3 или 9.6, в зависимости от применяемости;
- отношение YS/TS не должно превышать 0,97;
- относительное удлинение должно составлять минимум 15 %;
- ударная вязкость по Шарпи образцов с V-образным надрезом должна соответствовать таблицам 9.3 или 9.6, в зависимости от применяемости;
- твердость должна удовлетворять требованиям, изложенным в 9.3.2.5 или 9.3.3.6, в зависимости от применяемости.
По соглашению для выплавленных дуплекс-процессом нержавеющих сталей, используемых в составных шлангах, могут быть приняты более высокие значения предела текучести.
9.4.3.8 Если необходимы дополнительные требования к эксплуатации труб в кислой среде S и/или свойства остановки разрушения F, испытания для этих дополнительных требований должны проводиться для образцов, которые деформированы и искусственно состарены в соответствии с 9.4.3.5. Должны быть удовлетворены соответствующие критерии пригодности.
9.4.4 Дополнительное требование к размерам D
9.4.4.1 Дополнительные требования, состоящие в усовершенствованных требованиях к размерам трубы D, приведены в 9.5.12 и таблице 9.15.
9.4.4.2 Требования к допускам должны быть выбраны с учетом влияния размеров и допусков на последующую деятельность по изготовлению, монтажу и использованию сварочного оборудования.
9.4.5 Дополнительное требование, расширенное применение U
9.4.5.1 Дополнительные требования к трубам с расширенным применением U должны распространяться на материал труб, используемый в соответствии с 8.2.6, и на материал труб с SMYS = 450 МПа. Предлагаемая схема испытаний действует для изготовления более 50 партий. Дополнительные требования U должны сопровождаться требованиями, изложенными в 9.5.8. В дополнительных требованиях U рассматривается SMYS только в поперечном направлении.
9.4.5.2 Режим испытаний, описанный в настоящем пункте, предназначен для обеспечения значений среднего предела текучести, по крайней мере, в пределах двух стандартных отклонений выше SMYS, а предел прочности, по крайней мере, в пределах трех стандартных отклонений выше SMYS. Схема испытаний действует для изготовления более 50 партий. Допускаются альтернативные способы документального подтверждения этих же параметров, основанные на результатах испытаний, проведенных ранее для того же производства.
9.4.5.3 Задача расширенной программы испытаний, описанной ниже, гарантия высокой степени доверия к достижению однородных значений предела текучести для материалов труб, подвергаемых расширенному применению входе эксплуатации. В дополнительных требованиях и рассматривается только предел текучести материала. Все остальные свойства должны быть испытаны в соответствии с 9.5.8.
Обязательные механические испытания
9.4.5.4 Частота проведения испытаний должна быть в соответствии с 9.5.8.5.
9.4.5.5 Если результаты обязательных испытаний удовлетворяют требованию к SMYS×1,03, то для принятия изделия никаких дополнительных испытаний не требуется (см. 9.5.8.4).
9.4.5.6 Если в результате обязательных испытаний получены значения ниже SMYS, необходимо проведение повторных испытаний, программа которых приведена в 9.4.5.9.
Обязательные механические испытания
9.4.5.7 Если значения, полученные в результате обязательных испытаний, попадают в диапазон нормативного минимального значения предела текучести, со значениями находящимися между SMYS × 1,03 и SMYS, тогда должно быть проведено два обязательных испытания на образцах, взятых из двух разных труб (всего два испытания) на том же самом образце-изделии.
Если обязательные испытания соответствуют требованиям к SMYS, то изделие является пригодным. Если один или оба результата обязательных испытаний имеют значения ниже SMYS, то необходимо проведение повторных испытаний, программа которых изложена ниже в 9.4.5.9.
9.4.5.8 Повторные испытания
9.4.5.9 Если значения, полученные в результате обязательных испытаний, попадают в диапазон ниже SMYS, тогда должны быть проведены четыре повторных испытания на образцах, взятых из четырех разных труб (всего четыре испытания) на том же самом образце-изделии.
Если четыре повторных испытания соответствуют требованиям к SMYS, тогда образец-изделие является пригодным.
Если одно из повторных испытаний дает значение ниже SMYS, тогда образец-изделие должно быть забраковано.
9.4.5.10 Если один или оба результата обязательных испытаний не удовлетворяют требованию к SMYS, для каждого из неудавшихся подтверждающих испытаний должны быть проведены два повторных испытания на образцах, взятых из двух разных труб в пределах одного и того же образца-изделия (всего может быть проведено четыре испытания).
Если все повторные испытания соответствуют требованиям к SMYS, тогда образец-изделие является пригодным.
Если какое-либо из повторных испытаний дает результат ниже SMYS, тогда образец-изделие должен быть забракован.
9.4.5.11 Повторные испытания забракованных труб не допускаются.
9.4.5.12 Если на результаты испытаний повлияли неправильные отбор образцов, механическая обработка, подготовка, обработка или испытания, образец для испытаний должен быть заменен правильно подготовленным образцом из той же трубы, и проведены повторные испытания.
9.4.5.13 Если образец-изделие был забракован после повторных испытаний (см. 9.4.5.9), производитель может провести индивидуальные испытания для всех остальных труб образца-изделия. Если общий объем брака среди всех труб в пределах одного образца-изделия превышает 15 %, включая трубы, не прошедшие обязательные и/или повторные испытания, образец-изделие должен быть забракован.
9.4.5.14 В этой ситуации производитель должен исследовать и сообщить в отчете причину неудачи и, если требуется, внести изменения в процесс изготовления. Требуются повторные квалификационные испытания MPS, если превышен согласованный допустимый диапазон изменений какого-либо параметра (см. 9.5.3.4).
9.5 Изготовление
9.5.1 Общие указания
9.5.1.1 На изготовление труб из С-Mn стали, стали, выплавленной дуплекс-процессом, и плакированной или футерованной стали распространяются требования настоящего раздела.
9.5.1.2 Изготовление труб из других металлических материалов должно проводиться в соответствии стехническими условиями, которые удовлетворяют требованиям 9.1.2 и соответствующим требованиям настоящего подраздела.
9.5.2 Гарантия качества
Изготовители труб должны иметь действующую систему гарантии качества, соответствующую требованиям [17]. Дополнительные требования к гарантии качества приведены в 5.2.5.
9.5.3 Технические условия на технологию изготовления и квалификационные испытания
Технические условия на технологию изготовления (MPS)
9.5.3.1 Перед началом изготовления производитель должен разработать MPS. В MPS должны быть отражены технологические операции для получения требуемых свойств и способ их проверки в ходе предлагаемого процесса изготовления. В MPS должны быть упомянуты все факторы, которые влияют на качество и надежность продукции. В подробностях должны быть описаны все основные этапы изготовления: от контроля полученного сырья до отгрузки готовой трубы, в том числе все пункты испытаний и проверок. Должны быть включены все ссылки на порядок исполнения всех этапов.
9.5.3.2 MPS должны, как минимум, содержать:
- план(ы) и описание, схему последовательности технологических операций;
- план обеспечения качества данного проекта;
- способ изготовления (см. 9.1.4);
- информацию об изготовителе и месте производства сырья и/или листов для сварных труб;
- количество отходов сырья, в том числе допустимые отклонения;
- процесс изготовления стали, процесс литья, практика легирования, прокатка или рабочие условия изготовления и термообработка, включая заданные значения и предлагаемый диапазон допустимых отклонений от технологических параметров;
- заданные значения химического состава, включая критическую комбинацию назначенных элементов и предлагаемый диапазон допустимых отклонений от заданных значений;
- процесс формовки труб;
- план выравнивания и стыковки соединений для сварки и изготовления в соответствии с WPS (приложение С);
- условия окончательной термообработки;
- метод холодного экспандирования/калибровки/чистовой обработки, заданное и максимальное соотношение обработки;
- NDT;
- технология испытаний давлением;
- список требуемых механических и коррозионных испытаний;
- технология контроля размеров;
- размещение номера трубы;
- технология маркировки, покрытия и защиты;
- технология погрузки, транспортирования и отгрузки;
- ссылки на применяемые дополнительные требования (см. раздел 9.2.2).
9.5.3.3 MPS должны приниматься в результате соглашения.
Квалификационные испытания технологии изготовления MPQ
9.5.3.4 MPS должны пройти квалификационные испытания для труб каждого типоразмера. Каждые MPQT должны включать полные квалификационные испытания двух труб из двух различных партий (см. 9.5.8.9). Минимальные требования к типу и степени химических, механических испытаний и неразрушающего контроля приведены в таблицах 9.11, 9.12 и 9.13, а критерии пригодности для квалификационных испытаний MPS приведены в настоящем разделе. Испытания должны проводиться, как описано в приложениях В и D.
9.5.3.5 Аттестация технологии сварки должна проводиться в соответствии с приложением С.
9.5.3.6 Для С-Mn сталей c SMYS ³ 450 МПа, нержавеющих сталей, выплавленных дуплекс-процессом, плакированных и футерованных сталей квалификационные испытания MPS должны быть завершены перед началом изготовления. Квалификационные испытания в первый день изготовления выполняются на собственный риск производителя.
9.5.3.7 При проведении квалификационных испытаний MPS могут потребоваться дополнительные испытания (например, испытания на свариваемость, анализ на микроэлементы для стали, изготовленной из вторичного сырья, и т.п.).
9.5.3.8 Проведение квалификационных испытаний MPS ограничивается мощностями оборудования по изготовлению стали, прокатке, изготовлению и сборке, на которых проводятся квалификационные испытания.
9.5.3.9 Если одному или большему числу испытаний при квалификационных испытаниях MPS не удалось удовлетворить требования, то MPS должны быть пересмотрены и, при необходимости, изменены, после чего проводятся полные повторные квалификационные испытания.
9.5.3.10 Для С-Mn сталей с SMYS < 450 МПа, которые не предназначены для эксплуатации в кислой среде, вместо проведения квалификационных испытаний, по соглашению, может быть представлена соответствующая документация.
9.5.4 Изготовление стали
9.5.4.1 Все производство стали должно осуществляться с использованием сырья, указанного в прошедших квалификационные испытания MPS, с соблюдением одной и той же последовательности операций и не выходить за пределы принятых допустимых отклонений. Производственная технология и средства измерения, используемые для обеспечения должного контроля параметров производственного процесса и их допусков, должны быть описаны в MPS.
9.5.4.2 Все стали должны быть изготовлены электрическим способом или одним из основных кислородных способов. С-Mn сталь должна быть полностью раскислена и изготовлена согласно технологии получения мелкого зерна. Подробности и последовательность операций для ограничения макро- и микросегрегаций должны быть приведены в MPS. Нержавеющая сталь, выплавленная дуплекс-процессом, должна быть рафинирована аргонокислородным или вакуумно-кислородным обезуглероживанием перед литьем.
9.5.4.3 Для стали, используемой для труб, удовлетворяющих дополнительным требованиям к эксплуатации в кислой среде (см. 9.4.1), должно потребоваться особое внимание к контролю примесей и формы включений. Подробности по операциям, связанным с контролем формы включений, должны быть отражены в MPS.
9.5.4.4 Перед проведением формовки листов, полос, труб слябы и слитки должны пройти контроль и удовлетворять требованиям к чистоте поверхности, оговоренным в MPS.
9.5.5 Изготовление листа и полосы
Изготовление
9.5.5.1 Все изготовление листов и полос должно проходить с соблюдением определенной последовательности операций и не выходить за пределы принятых допустимых отклонений, оговоренных в прошедших квалификационные испытания MPS. Производственная технология и средства измерения, используемые для обеспечения должного контроля параметров производственного процесса и их допусков, должны быть описаны в MPS.
9.5.5.2 При изготовлении должны соблюдаться следующие требования:
- прокатный стан должен обладать контролем начальных и конечных температур прокатки, коэффициента вытяжки при прокатке и скорости охлаждения после прокатки (т.е. ускоренного охлаждения);
- толщина листов и полос должна контролироваться непрерывно работающими приборами;
- термообработка должна контролироваться приборами, измеряющими температуру;
- кромки листов и полос после прокатки должны быть укорочены в достаточной мере для исключения дефектов;
- сварных швов на концах полос не должно быть, если на это нет особого соглашения.
Неразрушающий контроль
9.5.5.3 На прокатном стане для листов/полос или на трубном заводе должны быть проведены следующие мероприятия NDT:
- полный ультразвуковой контроль листа и полосы или тела трубы на расслоение;
- полный ультразвуковой контроль плакированного листа или тела плакированной трубы на расслоение и сцепление с основным металлом;
- полный ультразвуковой контроль кромок листа/полосы, охватывающих, по крайней мере, участок шириной 50 мм внутрь от линии будущей подготовки кромок к сварке.
Ультразвуковой контроль должен соответствовать требованиям приложения D. Все мероприятия по NDT должны проводиться после окончательной термообработки листа или полосы.
Качество изготовления, визуальный контроль и ремонт дефектов
9.5.5.4 Листы и полосы должны подвергаться 100 %-ному визуальному контролю с обеих сторон. Контроль должен проводиться на достаточно освещенном месте (приблизительно 500 люкс) подготовленным персоналом с достаточной остротой зрения (например, проверка зрения по Jaegar J-w с 300 мм, проведенная в текущем году).
9.5.5.5 Чистота поверхности, полученная в результате процесса изготовления, должна гарантировать, что поверхностные дефекты могут быть обнаружены путем осмотра. Трещины, царапины и риски не допускаются. Другие дефекты, такие как наросты, плены, морщины, задиры, расщепы, отпечатки вторичной окалины и т.п. должны быть приемлемы только в том случае, если они не превышают 2 % номинальной толщины стенки с максимумом в 0,5 мм. Фактическая остающаяся толщина стенки должна быть выше допустимой толщины стенки (таблицы 9.14 и 9.15 в зависимости от применяемости). Площадь поверхности дефектов должна быть незначительной.
9.5.5.6 Поверхностные дефекты листа или полосы могут быть удалены местной шлифовкой вручную, при условии что:
- толщина стенки ни в одном из мест не уменьшается до значения ниже минимально допустимой и никогда не больше, чем на 3 мм и
- сумма всех площадей шлифования не превышает 10 % всей площади поверхности каждого листа или полосы.
9.5.5.7 Шлифовка с помощью автоматического оборудования может проводиться при наличии соглашения.
9.5.5.8 Шлифовка может приводить к появлению наклепа и твердости, несовместимой стребованиями кэксплуатации листов и полос, предназначаемых к эксплуатации в кислой среде (см. 9.4.1). В таких случаях для разрешения шлифовки могут потребоваться испытания твердости.
9.5.5.9 Ремонт листа или полосы с помощью сварки не допускается.
Механические испытания плакированного стального листа и полосы
9.5.5.10 Плакированный стальной лист и полоса должны испытываться в соответствии с 9.3.5 и соответствовать указанным в нем требованиям.
9.5.6 Изготовление труб
9.5.6.1 Изготовление труб должно проводиться с использованием указанных исходных материалов, с соблюдением определенной последовательности операций и не выходить за пределы принятых значений допустимых отклонений и обязательных параметров, проверенных в ходе аттестации WPS (приложение С). Фрезерование швов не допускается.
Технологические процессы изготовления
9.5.6.2 Изготовление труб должно соответствовать одному из технологических процессов, приведенных в 9.1.4.
Исходный материал и условия поставки
9.5.6.3 Трубы из С-Mn стали, предназначенные для Tmin £ +5 °С, должны изготавливаться с использованием исходных материалов и соответствующих методов формовки и окончательной термообработки, согласно указанным в таблице 9.10.
9.5.6.4 Трубы из нержавеющей стали, выплавленные дуплекс-процессом, должны поставляться после термообработки и закалки в воде.
9.5.6.5 Плакированные и футерованные стальные трубы должны поставляться после термообработки, которая подходит для обоих типов материала. Термообработка должна соответствовать рекомендациям производителя стали.
Холодное экспандирование и холодная калибровка
9.5.6.6 Мера холодного экспандирования и холодной калибровки, выражаемая как степень калибровки sr, должна рассчитываться по формуле
sr = (Da - Db)/Da,
где Da - наружный диаметр после калибровки;
Db - наружный диаметр до калибровки.
Возможность оперативного контроля
9.5.6.7 В MPS должна быть описана система, позволяющая оперативно контролировать степень нагрева, партию термообработки, номер партии, номер образца-изделия для исходного материала и документы, в которых зарегистрированы результаты всех требуемых испытаний для каждой отдельной трубы. В ходе складирования и погрузочно-разгрузочных операций должна соблюдаться осторожность, чтобы сохранить маркировку материалов.
Изготовление бесшовных труб
9.5.6.8 Производственная технология и средства измерения, используемые для обеспечения должного контроля параметров процесса изготовления и их допусков, должны быть описаны в MPS, при этом должны соблюдаться следующие требования:
- толщина стенки должна контролироваться непрерывно работающими приборами;
- концы труб после прокатки должны быть укорочены в достаточной мере для исключения дефектов;
- трубы могут быть откалиброваны до своих окончательных размеров путем экспандирования или обжатия. Эти процессы не должны вызывать чрезмерных остаточных деформаций. В случаях холод ной калибровки, если последующая термообработка не проводится, степень калибровки sr < 0,015.
Таблица 9.10 - С-Mn стали, условия формовки и термообработки
|
Исходный материал |
Формовка труб |
Окончательная термообработка |
|
|
Бесшовная труба (SML) |
Слиток и непрерывное литье |
Горячая прокатка |
Нормализация или формовка с нормализацией |
|
Закалка и отпуск |
|||
|
Горячая прокатка и холодная чистовая обработка |
Нормализация |
||
|
Закалка и отпуск |
|||
|
Труба, сваренная токами высокой частоты (HFW) |
Нормализованная катаная полоса |
Холодная формовка |
Нормализация зоны сварного шва |
|
Полоса с термомеханической прокаткой |
Термообработка зоны сварного шва |
||
|
Горячекатаная или нормализованная катаная полоса |
Нормализация целой трубы |
||
|
Закалка и отпуск целой труб |
|||
|
Холодная формовка и горячая раздача при контролируемой температуре, приводящие к нормализованному состоянию |
Нет |
||
|
Нормализованный или катаный с нормализацией лист или полоса |
Холодная формовка |
Нет, если не требуется в связи со степенью холодной формовки |
|
|
Труба, сваренная дуговой сваркой под слоем флюса с продольным швом (SAWL) |
Лист или полоса с термомеханической прокаткой |
||
|
Закаленный и отпущенный лист или полоса |
|||
|
со спиральным швом (SAWH) |
Слабо отожженный лист или полоса |
Закалка и отпуск |
|
|
Лист или полоса после прокатки |
Формовка с нормализацией |
Нет |
|
|
Нормализованный или катаный с нормализацией лист или полоса |
Изготовление сварных труб
9.5.6.9 Технология сварки, персонал для сварочных работ, операции с расходными сварочными материалами, а также проведение работ и гарантия качества сварки должны удовлетворять требованиям приложения С.
9.5.6.10 Технология изготовления, включая формовку, сварку и термообработку, и методы, используемые для контроля параметров процесса изготовления и их допусков, должны быть описаны в MPS. Соблюдаются следующие требования:
- лист и полоса должны быть обрезаны на требуемую ширину, а кромка сварного шва должна быть подготовлена с помощью фрезерования или других согласованных методов до формовки;
- холодная формовка (т.е. при температурах ниже 250 °С) С-Mn стали не должна приводить к пластическим деформациям, превышающим 5 % для плакированной стали и С-Mn стали, если не проводится термообработка или если испытания на деформационное старение не дают приемлемых результатов (см. 9.3.1.6);
- формовка с нормализацией материалов и сварных деталей должна проводиться в соответствии с рекомендациями изготовителей листов/полос и расходных сварочных материалов;
- выводные планки (в начале или конце шва) должны быть достаточной длины для того, чтобы сварочная дуга стабилизировалась, прежде чем сварочная ванна дойдет до материала трубы и вся сварочная ванна уйдет от материала трубы до окончания сварки;
- трубы, сваренные токами высокой частоты, не должны содержать полос и швов;
- спиральношовные трубы не должны содержать поперечных полос сварных соединений;
- ширина полос для спиральношовных труб не должна быть менее 0,8 кратного и более трехкратного диаметра трубы;
- места остановки дуги в ходе сварки должны ремонтироваться в соответствии стехнологией ремонта сварки, прошедшей аттестацию;
- холодное экспандирование для труб SAWL не должно выходить за пределы 0,003 < sr £ 0,015. Экспандирование не должно приводить к значительным местным деформациям;
- трубы HFW и трубы SAWH могут калиброваться до своих окончательных размеров с помощью экспандирования или обжатия. Это не должно приводить к чрезмерным остаточным деформациям. В случаях холодной калибровки, при которых не проводится дополнительной термообработки или осуществляется термообработка только зоны сварного шва, степень калибровки sr не должна превышать 0,015;
- сварная плакированная стальная труба должна проходить формовку, сварку и термообработку в соответствии с рекомендациями изготовителя исходного материала;
- термообработка должна проводиться согласно рекомендациям изготовителя исходного материала в отношении скоростей нагрева и охлаждения, продолжительности и температуры выдержки;
- наружный и внутренний наплавленный валик сварного шва должен быть снят заподлицо на согласованной длине с каждого конца трубы.
9.5.7 Химический анализ
9.5.7.1 Анализ материала в ходе изготовления должен выполняться, как минимум, для одного случайно выбранного листа, трубы из каждой серии (см. 9.5.8.9) или один раз для каждых 100 листов, труб, в зависимости от того, что задает большую частоту испытаний.
9.5.7.2 Методы и технология химического анализа должны соответствовать признанным промышленным стандартам, и они должны быть упомянуты в MPS.
9.5.7.3 Должны быть определены и отмечены в отчете все элементы, перечисленные в таблицах 9.1, 9.2 или 9.5, если они существенны. Могут быть добавлены другие элементы, прибавляемые для контроля свойств материалов, при наличии соответствующего соглашения. Если для изготовления С-Mn стали используется вторичное сырье, в течение квалификационных испытаний MPS/MPQ необходимо, как минимум, один раз проверить и занести в отчет содержание элементов As, Sb, Sn, Pb, Bi и Са; оно должно соответствовать требованиям, заданным в таблицах 9.1 и 9.2. Ограничения на количество вторичного сырья должны быть установлены в MPS.
9.5.7.4 Если значение для какого-либо из элементов или комбинации элементов не удовлетворяет требованиям, должны быть проведены повторные испытания двухобразцов. Образцы для повторных испытаний должны быть отобраны от двух дополнительных труб той же плавки. Если в результате одного или обоих повторных испытаний требования не удовлетворяются, плавка должна быть забракована.
9.5.8 Механические и коррозионные испытания
9.5.8.1 Требования к методам и технологии механических и коррозионных испытаний приведены в приложении В.
9.5.8.2 Отбор образцов для механических и коррозионных испытаний должен проводиться после термообработки, экспандирования и окончательной обработки. Расположение образцов должно соответствовать приложению В. Образцы не должны вырезаться газовой резкой или подготовлены способом, который может оказать влияние на их механические свойства.
9.5.8.3 Образцы, предназначенные для испытаний на деформационное старение, должны отбираться из труб, которые были подвергнуты максимально допустимому экспандированию.
9.5.8.4 Механические и коррозионные испытания должны включать в свой состав испытания, указанные в таблицах 9.11 и 9.12, в зависимости от того, что применяется. Испытания, которые требуются для квалификационной оценки MPS, обозначены «Q», а испытания, требуемые для проверки серийной продукции, обозначены «Р». Испытания других материалов, кроме перечисленных в таблицах 9.11 и 9.12, должны проводиться при наличии соглашения, однако они должны, как минимум, содержать проверки, указанные в этих таблицах.
Проведение механических и коррозионных испытаний
9.5.8.5 Механические испытания в ходе производства должны проводиться для одной случайно выбранной трубы из каждой серии (см. 9.5.8.9) или одной из каждых 50 труб, в зависимости от того, что задает большую частоту испытаний. Это число труб называется «образец-изделие».
9.5.8.6 Испытания на HPIC входе производства должны проводиться для одной случайно выбранной трубы из каждой из первых трех плавок до тех пор пока три последовательные плавки не дадут приемлемых результатов испытаний.
После того как три последовательные плавки дадут приемлемые результаты испытаний, частота испытаний для последующей продукции может быть снижена до одного на цикл литейных операций. Отношение Ca/S должно быть выше 1,5 (см. таблицу 9.1).
9.5.8.7 Если какая-либо из проверок в ходе последующих испытаний дает неудовлетворительные результаты (одно испытание на цикл литейных операций), должны быть испытаны три трубы из трех различных плавок среди последних десяти плавок, причем выбираются плавки с самым низким отношением Ca/S. При условии, что эти три испытания показывают приемлемые результаты, десять плавок принимаются. Однако если какое-либо из этих трех испытаний не удается, тогда должны быть испытаны все десять плавок. Кроме того, должна испытываться одна труба из каждой плавки, следующей за первоначально не прошедшей испытания, пока результаты испытаний для трех последовательных плавок не будут считаться приемлемыми. После того, как три последовательные плавки обеспечат приемлемые результаты испытаний, частота испытаний снова может быть снижена до одного на цикл литейных операций.
9.5.8.8 Для того чтобы принять или забраковать отдельную плавку, должны быть проведены повторные испытания в соответствии с 9.5.8.11 - 9.5.8.15.
9.5.8.9 Партия определяется как трубы из:
- одной и той же плавки;
- одной и той же партии термообработки, если это применимо;
- с одним и тем же диаметром и толщиной стенки.
9.5.8.10 Для материала труб, предназначенных для расширенного применения (см. раздел 9), должны соблюдаться дополнительные требования U к расширенному применению (см. 9.4.5) в дополнение ктребованиям, изложенным в 9.5.8.
Повторные испытания
9.5.8.11 Если одно из испытаний не сможет удовлетворить требованиям, должны быть проведены два дополнительных испытания образцов, взятых из двух разных труб в пределах одного и того же образца-изделия. Оба повторных испытания должны удовлетворять предъявляемым требованиям. Образец-изделие должен быть забракован, если одно или оба повторных испытания не соответствуют требованиям.
9.5.8.12 Если образец-изделие был забракован, изготовитель может провести отдельные испытания всех оставшихся труб образца-изделия. Если общий объем брака среди всех труб из одного образца-изделия превышает 25 %, образец-изделие должен быть забракован. В этой ситуации изготовитель должен исследовать причины неудачи и отчитаться за нее, а также должен внести изменения в технологический процесс, если это требуется. Требуются повторные квалификационные испытания MPS, если превышено согласованное допустимое отклонение какого-либо параметра (см. 9.5.3.4).
9.5.8.13 Повторные испытания труб, не прошедших проверку, не разрешаются. Если труба не проходит испытания из-за низких значений ударной вязкости при испытаниях по Шарпи образцов с V-образным надрезом (CVN) на линии сплавления или HAZ, испытание образцов той же трубы может быть проведено при наличии соглашения.
9.5.8.14 Должна быть определена причина неудачи любого испытания и должны быть предприняты соответствующие корректирующие действия, чтобы избежать повторных неудачных результатов испытаний.
9.5.8.15 Если на результаты испытаний оказывают влияние неправильный отбор образцов, механическая обработка, подготовка, термообработка или проведение испытаний, образец для испытаний должен быть заменен правильно подготовленным образцом из той же трубы, и должны быть проведены повторные испытания.
Таблица 9.11 - Сварная труба - механические и коррозионные испытания1)
|
Тип испытаний |
Расположение места испытаний |
Материал трубы |
||
|
Сталь С-Мп |
Сталь, выплавленная дуплекс-процессом |
Плакированная/футерованная сталь |
||
|
Испытания на растяжение |
Тело трубы |
Q и P |
Q и P |
Q и P2) |
|
Сварка |
Q и P |
Q и P |
Q и P2) |
|
|
Испытания по Шарпи с V-образным надрезом |
Тело трубы |
Q и P |
Q и P |
Q и P2) |
|
Сварка |
Q и P |
Q и P |
Q и P2) |
|
|
Испытания на загиб |
Сварка |
Q и P |
Q и P |
- |
|
Измерения твердости3) |
Тело трубы |
Q и P |
Q и P |
Q и P |
|
Сварка |
Q и P |
Q и P |
Q и P |
|
|
Макроисследования |
Сварка |
Q |
Q |
Q |
|
Металлографические исследования |
Тело трубы |
Q (и P9)) |
Q и P |
Q и P |
|
Сварка |
Q |
Q и P |
Q и P |
|
|
Испытания вязкости разрушения |
Тело трубы |
Q |
Q |
Q2) |
|
Сварка |
Q |
Q |
Q2) |
|
|
Испытания на деформационное старение4) |
Тело трубы |
Q |
- |
Q |
|
Испытания на свариваемость5) |
Q |
Q |
Q |
|
|
Испытания на точечную коррозию6) |
Тело трубы |
- |
Q и P |
Q и P |
|
Сварка |
- |
Q и P |
Q и P |
|
|
Испытания на прочность при сдвиге и загиб7) |
Тело трубы |
- |
- |
Q и P |
|
Дополнительные испытания для дополнительных требований, эксплуатация в кислой среде S (см. 9.4.1) |
||||
|
Испытания на HPIC |
Тело трубы |
Q и P |
- |
- |
|
Испытания SSC8) |
Тело трубы |
Q |
Q |
Q |
|
Сварка |
Q |
Q |
Q |
|
|
Дополнительные испытания для дополнительных требований, свойства остановки разрушений F (см. 9.4.2) |
||||
|
Переходная кривая при испытаниях по Шарпи с V-образным надрезом |
Тело трубы |
Q |
Q |
Q2) |
|
Переходная кривая при испытаниях на деформационное старение |
Тело трубы |
Q |
- |
Q2) |
|
Испытания на DWTT |
Тело трубы |
Q |
- |
Q2) |
|
1) Все испытания должны быть проведены в соответствии с требованиями приложения В. 2) Испытания основного металла и металла сварного шва. 3) Критерии пригодности для эксплуатации в кислой среде и обычной эксплуатации различаются. |
||||
|
4) Только если при холодной формовке при изготовлении трубы из С-Мn стали и плакированных и футерованных сталей деформации превышают 5 % (см 9.3.1.6). 5) Испытания должны проводиться, если нет иного соглашения (согласно 9.3.6). 6) См. 9.3.3.8 - 9.3.3.9 и 9.3.4.4. 8) Не распространяется на материалы, удовлетворяющие всем дополнительным требованиям к эксплуатации в кислой среде, приведенные в 9.4.1. 9) Только для труб HFW, EBW и LBW. |
||||
Таблица 9.12 - Бесшовная труба - механические и коррозионные испытания1)
|
Тип испытаний |
Материал трубы |
||
|
С-Мn сталь |
Сталь, выплавленная дуплекс-процессом |
Плакированная/футерованнаясталь |
|
|
Испытания на растяжение |
Q и P |
Q и P |
Q и Р2) |
|
Испытания по Шарпи с V-образным надрезом |
Q и P |
Q и P |
Q и Р2) |
|
Испытания на свариваемость3) |
Q |
Q |
Q |
|
Измерения твердости4) |
Q и P |
Q и P |
Q и P |
|
Металлографические исследования |
Q |
Q и P |
Q и P |
|
Испытания вязкости разрушения |
Q |
Q |
Q2) |
|
Испытания на точечную коррозию5) |
- |
Q и P |
Q и P |
|
Испытания на прочность при сдвиге и загиб6) |
- |
- |
Q и P |
|
Дополнительные испытания для дополнительных требований, эксплуатация в кислой среде S (см. 9.4.1) |
|||
|
Испытания на SSC7) |
Q |
Q |
Q |
|
Дополнительные испытания для дополнительных требований, свойства остановки разрушений F (см. раздел 9.4.2) |
|||
|
Переходная кривая при испытаниях по Шарпи с V-образным надрезом |
Q |
Q |
Q2) |
|
Переходная кривая при испытаниях на деформационное старение |
Q |
- |
Q2) |
|
Испытания на DWTT |
Q |
- |
Q2) |
|
Дополнительные испытания для дополнительных требований, труба подвергаемая пластическим деформациям Р (см. раздел 9.4.3) |
|||
|
Испытания на растяжение |
Q |
Q |
Q2) |
|
Испытания по Шарпи с V-образным надрезом |
Q |
Q |
Q2) |
|
1) Все испытания должны быть проведены в соответствии с требованиями приложения В. 2) Испытания только основного металла. 3) Испытания должны проводиться, если нет иного соглашения (согласно 9.3.6). 4) Критерии пригодности для эксплуатации в кислой среде и обычной эксплуатации различаются. 5) См. 9.3.3.8 - 9.3.3.9 и 9.3.4.4. 7) Не распространяется на материалы, соответствующие всем дополнительным требованиям к эксплуатации в кислой среде, приведенные в 9.4.1. |
|||
9.5.9 Неразрушающий контроль
Общие указания
9.5.9.1 Для трубы должен проводиться NDT. Требования к персоналу, методам, оборудованию, технологии и допустимым значениям дефектов, выявленных в результате NDT, изложены в приложении D.
9.5.9.2 Если применяется автоматизированное оборудование для NDT, то не может быть подвергнута испытаниям короткая зона каждого из концов трубы. Неиспытанные концы могут быть обрезаны и подвергаются NDT в соответствии с требованиями приложения Е. Размеры неиспытанных концов и описание методики, чувствительности и параметров, используемых при испытаниях концов трубы, должны быть занесены в MPS.
9.5.9.3 NDT трубы должен проводиться после завершения всех операций по холодной правке листа, формовке, термообработке и экспандированию.
Тип и объем неразрушающего контроля
9.5.9.4 NDT для квалификационных испытаний MPS и в ходе изготовления должен проводиться в соответствии с таблицей 9.13.
9.5.9.5 Если обнаруживаются отклонения от требований, объем испытаний может быть увеличен в соответствии с соглашением, пока не будет достигнуто однородное выполнение заданных требований.
Таблица 9.13 - Тип и объем неразрушающего контроля1)
|
Область испытаний |
Метод контроля2) |
Объем NDT труб из материала |
||
|
С-Мn стали и плакированная сталь |
Сталь, выплавленная дуплекс-процессом |
|||
|
Уровень NDT I |
Уровень NDT II |
|||
|
Все трубы |
||||
|
Расслоения концов трубы, захватывающие круговую полосу шириной 50 мм |
UT |
100 % |
100 % |
100 % |
|
Расслоения на поверхности/кромке конца трубы |
ST |
100 % |
100 % |
100 % |
|
Дефекты неиспытанных концов |
UT + ST |
100 % |
100 % |
100 % |
|
Остаточный магнетизм |
- |
5 % |
5 % |
- |
|
Сварные трубы |
||||
|
Продольные дефекты сварного шва |
UT |
100 % |
100 % |
100 % |
|
Поперечные дефекты сварного шва3) |
UT |
100 % |
5 % |
100 % |
|
UT |
100 % |
5 % |
100 % |
- |
|
Дефекты в крайних 300 мм сварного шва на каждом конце трубы |
RT |
100 % |
100 % |
100 % |
|
Расслоения в теле трубы и в зоне, соседней со сварным швом (если не испытывались у листа/полосы, см. 9.5.5.3) |
UT |
100 % |
100 % |
100 % |
|
Дефекты наружной поверхности сварного шва |
ST |
4) |
4) |
4) |
|
Бесшовные трубы |
||||
|
Расслоения в теле трубы |
UT |
100 % |
100 % |
100 % |
|
Проверка толщины |
UT |
100 % |
100/10 %5) |
100 % |
|
Продольные дефекты, тело трубы |
UT |
100 % |
100 % |
100 % |
|
Поперечные дефекты, тело трубы |
UT |
100/10 %5) |
- |
100/10 %5) |
|
Поверхностные продольные дефекты |
ST |
100/10 %5) |
100/10 %5) |
100/10 %5) |
|
Поверхностные поперечные дефекты |
ST |
100/10 %5) |
100/5 %6) |
100/10 %5) |
|
1) Все испытания должны быть проведены в соответствии с требованиями приложения D. 2) Обозначение: UT - Ультразвуковой контроль; ST - Испытания на поверхностные дефекты. Приемлемые методы подробно описаны в приложении D; RT - Радиографический контроль. 3) Испытания на поперечные дефекты не подходят для трубы HFW, EBW и LBW. 4) Испытания должны проводиться для первых 20 труб и, если будут получены приемлемые результаты, после этого для 3 % труб от каждой сварочной линии или каждой смены при минимуме в одну трубу и максимуме, равном 5, на восьмичасовую смену. 5) 100/10 % = 100 %-ные испытания первых 20 изготовленных труб и, если получены приемлемые результаты, после этого испытания со случайной выборкой в ходе изготовления 10 % оставшихся труб. 6) 100/5 % = 100 %-ные испытания первых 20 изготовленных труб и, если получены приемлемые результаты, после этого испытания со случайной выборкой в ходе изготовления 5 % оставшихся труб. Распространяется только на закаленные и отпущенные трубы. |
||||
9.5.10 Визуальный контроль, качество изготовления и исправление дефектов
Визуальный контроль
9.5.10.1 Каждая труба должна быть подвергнута 100 %-ному визуальному контролю с наружной стороны тела трубы.
9.5.10.2 Для труб с внутренним диаметром (ID) ID ³ 610 мм 100 %-ному визуальному контролю должна подвергаться внутренняя поверхность трубы. Для трубы с iD < 610 мм внутренняя поверхность должна осматриваться с обоих концов настолько глубоко, насколько возможен доступ. Для увеличения доступа должны использоваться бороскопы или подобные приборы. Внутренняя поверхность нержавеющей дуплекс-стали и плакированного или футеровочного материала должна подлежать 100 %-ному визуальному контролю.
9.5.10.3 Контроль должен проводиться после термообработки, экспандирования и окончательной обработки, на достаточно освещенном месте (приблизительно 500 лк) подготовленным персоналом с достаточной остротой зрения (например, проверка зрения по Jaegar J-w с 300 мм, проведенная в течение текущего года).
Качество изготовления
9.5.10.4 Чистота поверхности, получаемая в результате процесса изготовления, должна гарантировать, что поверхностные дефекты могут быть обнаружены с помощью осмотра. Трещины, царапины и риски неприемлемы. Другие недостатки, такие как наросты, плены, морщины, задиры, «жуки», отпечатки вторичной окалины и т.п. должны быть приемлемы только в том случае, если они не превышают 2 % номинальной толщины стенки с максимумом в 0,5 мм. Предел пригодности для поверхностных дефектов бесшовных труб составляет 5 % номинальной толщины стенки. Фактическая остающаяся толщина стенки должна быть выше допустимой толщины стенки (таблицы 9.14 и 9.15 в зависимости от применяемости). Площадь поверхности дефектов не должна быть значительной.
9.5.10.5 Поверхность сварной трубы, изготовленной холодной формовкой, должна иметь равномерную кривизну без «уплощений» вдоль продольного, спирального сварных швов, местных утонений, ступенек и волнистости кромок. Углубления, выступы на кромках листа и нарушения прямолинейности валика сварного шва не должны превышать пределов, заданных в приложении D.
9.5.10.6 Неравномерности кривизны трубы у сварной трубы, изготовленной холодной формовкой, которые могут быть обусловлены неоднородным распределением твердости, должны быть исследованы с целью определения твердости и размеров зоны. Любые твердые включения, превышающие 50 мм в любом направлении, не должны обладать твердостью, превосходящей значения, приведенные в таблицах 9.3 и 9.6 в зависимости оттого, что является существенным.
В трубе, предназначенной для выполнения дополнительных требований к эксплуатации в кислой среде, не должно быть твердых включений твердостью, превосходящей:
- 250 HV10 изнутри и 275 HV10 снаружи для С-Mn стали;
- для остальных сталей максимальную допустимую твердость согласно [14].
Вне зависимости от их размеров, не допускаются твердые включения, выходящие за требуемые значения к твердости для применяемого материала, в пределах 100 мм от концов трубы.
9.5.10.7 Сварной шов сварной трубы должен удовлетворять критерию пригодности для визуального контроля, приведенному в приложении D.
Исправление дефектов
9.5.10.8 Поверхностные дефекты на теле трубы и сварном шве (сварные трубы) могут быть удалены вручную с помощью местной шлифовки при условии, что:
- толщина стенки ни в одном из мест не уменьшается до значения ниже минимально допустимого и никогда не больше, чем на 3 мм;
- сумма всех площадей шлифования не превышает 10 % всей площади поверхности каждого листа или полосы.
9.5.10.9 Шлифовка с помощью автоматического оборудования может проводиться при наличии соглашения.
9.5.10.10 Ремонт листа или полосы с помощью сварки не допускается.
9.5.10.11 Ремонтная сварка сварного шва допускается только для спирально-шовных труб SAWL и продольно-шовных труб SAWH, она должна проводиться в соответствии стехнологией ремонтной сварки, прошедшей аттестацию. Требования к технологии ремонтной сварки приведены в приложении С. Ремонтная сварка может производиться только при соблюдении следующих ограничений:
- ремонтная сварка в пределах 150 мм от концов трубы не должна допускаться;
- ремонтная сварка трещин не должна допускаться;
- общая длина ремонта на каком-либо шве не должна превышать 10 % длины сварного шва;
- ремонтная сварка ранее отремонтированных зон не должна допускаться;
- ремонт сваркой после холодного экспандирования не должен допускаться;
- расстояние между двумя зонами ремонтной сварки не должно быть меньше 150 мм;
- ремонт сваркой после окончательной термообработки не должен допускаться;
- ремонт на всю толщину шва не должен допускаться;
- после ремонта сварного шва должны быть проведены или повторены гидростатические испытания и последующий NDT.
9.5.11 Заводское испытание давлением
9.5.11.1 Каждая труба на всей длине должна быть подвергнута гидростатическим испытаниям, если не применяется альтернативный подход, описанный в 9.5.11.8.
9.5.11.2 Для труб с пониженной толщиной стенки испытательное давление ph может быть снижено в соответствии с 8.4.4.
9.5.11.3 Испытательное давление ph для всех остальных труб в ситуациях, при которых герметизация проводится по наружной или внутренней поверхности трубы, должно поддерживаться на самом низком уровне, полученном при использовании формулы
![]() (9.2)
(9.2)
9.5.11.4 В ситуациях, при которых герметизация проводится по торцевой поверхности трубы посредством пуансона или приварных заглушек, а труба подвергается действию осевых напряжений, давление испытаний должно быть рассчитано так, чтобы максимальные комбинированные напряжения равнялись
σе = min[SMYS × 0,96; SMTS × 0,84], (9.3)
и основывались на минимальной толщине стенки трубы tmin.
Примечание - Интенсивность напряжений по Мизесу должна быть рассчитана как
![]()
где ![]()
![]()
N - действительное усилие в стенке трубы, которое зависит от концевых защемлений системы испытаний. Tmin эквивалентно t1 из раздела 8.
9.5.11.5 В случаях, когда требуемый допуск на коррозию ограничивает давление испытаний из-за мощности заводского испытательного оборудования, испытательное давление должно быть ph = 1,5 × рld, где pld - местное расчетное давление.
9.5.11.6 Система испытаний должна позволять стравливание захваченного воздуха перед повышением давления в трубе. Установка для испытаний давлением должна быть оборудована калиброванным регистрирующим манометром. Прикладываемое давление и продолжительность каждого гидростатического испытания должны регистрироваться вместе с маркировкой испытуемой трубы. Оборудование должно обладать способностью к регистрации падения давления, как минимум, в 2 % приложенного давления. Время выдержки при испытательном давлении должно составлять, как минимум, 10 с. Должны быть в наличии документы с информацией о калибровке оборудования.
9.5.11.7 Каждая труба должна выдерживать испытательное давление без каких-либо признаков утечки, появления капель или остаточной деформации. Труба, которая не выдерживает гидростатических испытаний, должна быть забракована.
9.5.11.8 При наличии соответствующего соглашения гидростатические испытания могут не проводиться для экспандированных труб, изготовленных по технологии UOE. В таких ситуациях должно быть документально подтверждено, что процесс экспандирования и последующий контроль труб:
- гарантирует, что кривая «напряжение-деформация» материала трубы линейна вплоть до напряжений, соответствующих 9.5.11.3;
- выявит дефекты, потенциально опасные для проникновения на всю толщину при нагружении давлением;
- выявит трубы, подвергаемые чрезмерным остаточным деформациям при нагружении давлением до такой степени, которая эквивалентна обеспечиваемому при гидростатических испытаниях.
Качество изготовления и контроль должны соответствовать тому же уровню, что и для трубы, подвергаемой гидростатическим испытаниям.
Параметры процесса экспандирования и результаты мероприятий по контролю для каждой трубы должны быть зарегистрированы.
9.5.12 Размеры, вес и длина
9.5.12.1 Объем проверки размеров и допуски на размеры приведены в таблицах 9.14 и 9.15. Если обнаружены отклонения от требований, объем испытаний должен быть увеличен в соответствии с соглашением, до восстановления заданных требований.
9.5.12.2 Все оборудование для проверок должно пройти калибровку. Методы, которые предстоит использовать для текущего контроля размеров, должны соответствовать требованиям, приведенным в 9.5.12.4 - 9.5.12.13.
9.5.12.3 Все результаты требуемых проверок должны регистрироваться как приемлемые или неприемлемые. Измерения толщины стенки должны регистрироваться для 10 % требуемых испытаний. Все остальные результаты должны регистрироваться для 100 % требуемых испытаний.
Диаметр концов трубы и тела трубы
9.5.12.4 Фактический диаметр концов трубы и ее тела должен рассчитываться, основываясь на измерениях окружностей, проведенных в пределах 100 мм от каждого конца трубы и на теле трубы в местах, приведенных в таблицах 9.14 и 9.15, в зависимости от того, что применяется. Если нет другого соглашения, допуск на диаметр должен быть связан с внутренним диаметром для концов трубы и с наружным диаметром для тела трубы. Может использоваться окружная мерная лента или калибровочная скоба. Наружные измерения должны определяться с использованием фактической толщины стенки.
Отклонение от круглости концов трубы и тела трубы
9.5.12.5 Отклонение от круглости концов трубы должно рассчитываться по следующей формуле
O = Dmax - Dmin, (9.4)
где О - отклонение от круглости;
Dmax - наибольший из измеренных внутренний или наружный диаметр;
Dmin - наименьший из измеренных внутренний или наружный диаметр.
Если нет другого соглашения, значения отклонения от круглости должны относиться к внутреннему диаметру для концов трубы и к наружному диаметру для тела трубы.
9.5.12.6 Наибольший и наименьший внутренние диаметры должны быть измерены, как минимум, в четырех равномерно размещенных по окружности местах. Измерения концов трубы должны быть проведены в одной и той же плоскости поперечного сечения трубы в пределах 100 мм от конца трубы. Измерения тела должны быть сняты в одной и той же плоскости поперечного сечения, приблизительно посередине длины трубы.
Местная некруглость
9.5.12.7 Местное отклонение от круглости, вмятины и выступы должны быть измерены изнутри (если имеется доступ) и снаружи с помощью калибров с правильной формой окружности заданного диаметра. Должно быть измерено расстояние между телом трубы и идеальной окружностью. При наличии соглашения могут быть использованы средства измерения дискового типа.
Толщина стенки конца трубы и тела трубы
9.5.12.8 Толщина стенки должна быть измерена механическим штангенциркулем или калиброванным прибором для проведения неразрушающего контроля. Измерения для бесшовной трубы должны быть проведены в том же положении, что было указано в 9.5.12.6. Для сварной трубы должны быть сняты три измерения: с обеих сторон сварного шва в непосредственной близости к нему и напротив сварного шва.
Прямолинейность
9.5.12.9 Измерения прямолинейности должны быть проведены с помощью туго натянутой струны или проволоки от конца до конца вдоль трубы с регистрацией самого большого отклонения или другими эквивалентными методами измерения.
Подготовка концов трубы и прямой угол обрезки
9.5.12.10 Концы трубы должны быть обрезаны под прямым углом и должны быть свободны от заусенцев. Должно быть измерено отклонение торцов трубы от перпендикулярности. Подготовка концов должна удовлетворять требованиям к размерам и допускам.
Радиальное смещение «Вверх-Вниз»
9.5.12.11 Радиальное смещение должно быть измерено через равные расстояния по длине трубы. Если радиальное смещение равно критерию пригодности или превосходит его, должны быть проведены точные измерения по всей длине трубы.
Вес
9.5.12.12 Каждая труба, пакет труб должны быть взвешены по отдельности, а вес зарегистрирован.
Длина
9.5.12.13 Длина каждой трубы должна быть измерена и зарегистрирована. Длина отдельной и средняя длина поставляемых труб должны соответствовать требованиям к размерам и отклонениям, указанным в заказе на поставку.
Таблица 9.14 - Стандартные требования к размерам труб
|
Наименование проверяемого параметра |
Объем испытаний |
Значение параметра для |
|
|
сварной трубы |
бесшовной трубы |
||
|
Диаметр концов трубы D1) £ 610 мм |
R2) |
± 0,5 мм или ± 0,5 % D1) (что больше), но макс. ± 1,6 мм |
|
|
Диаметр концов трубы D1) > 610 мм |
R2) |
± 1,6 мм |
± 2,0 мм |
|
Наибольшая разность в диаметре трубы между ее концами (для каждой измеренной трубы) |
R2) |
12,5 % t |
|
|
Диаметр тела трубы D1) < 610 мм |
R2), 4) |
± 0,5 мм или ± 0,75 % D1) (что больше), но макс. ± 3,0 мм |
|
|
Диаметр тела трубы, D1) > 610 мм |
R2), 4) |
±0,5 % D1), но макс. ± 4,0 мм |
±1 % D1) |
|
Отклонение от крутости, концы трубы D/t3) £ 75 |
R2) |
1,0 % D1), но макс. 7,5 мм |
|
|
Отклонение от круглости, концы трубы D/t3) > 75 |
R2) |
1,5 % D1), но макс. 7,5 мм |
|
|
Отклонение от круглости, тело трубы D/t3) £ 75 |
R2), 4) |
1,5 % D1), но макс. 15,0 мм |
|
|
Отклонение от круглости, тело трубы D/t3) > 75 |
R2). 4) |
2,0 % D1), но макс. 15,0 мм |
|
|
Местное отклонение от круглости5) |
R2) |
от 0,5 % D1), но макс. 2,5 мм |
- |
|
Толщина стенки, t3) £ 15 мм |
100 %6) |
±0,75 мм |
± 12,5 % t3) |
|
Толщина стенки, 15 < t3) < 20 мм |
100 %6) |
±1,0 мм |
± 12,5 % t3) |
|
Толщина стенки, t3) ³ 20 мм |
100 %6) |
+1,5 мм/-1,0 мм |
± 10 % t3), но макс. ± 3,0 мм |
|
Прямолинейность |
R2) |
£ 0,15 % L |
|
|
Перпендикулярность торцов |
R2) |
£ 1,6 мм от истинных 90° |
|
|
Радиальное смещение (трубы HFW, EBW, LBW) |
R2) |
tmmin7) при сварном шве ³ tmin8) |
- |
|
Радиальное смещение (трубы SAW) |
R2) |
< 0,1 t3), но макс. 2,0 мм |
- |
|
Длина трубы |
100 % |
см. 9.5.12.13 |
|
|
Вес каждой отдельной трубы/пакета труб |
100 % |
-3,5 %/+10 % номинального веса |
|
|
1) D - требуемый наружный или внутренний диаметр (см. 9.5.12.4 и 9.5.12.5). 2) R означает проверку случайно выбранных 5 % труб за смену с минимальным числом три трубы в смену. 3) t - требуемая номинальная толщина стенки. 4) Размеры тела трубы должны измеряться приблизительно в середине длины трубы. 5) Должно быть измерено, как расстояние от шаблона с тем же OD, так и труба длиной, равной OD/4 (максимум 200 мм). 6) 100 % означает проверку каждой трубы. 7) tmmin - фактическая измеренная минимальная толщина стенки каждой измеряемой трубы. 8) tmin - требуемая минимальная толщина стенки. |
|||
Таблица 9.15 - Дополнительные требования, повышенные требования к размерам для труб, индекс D
|
Наименование проверяемого параметра |
Объем испытаний |
Значение параметра для |
||
|
сварной трубы |
бесшовной трубы |
|||
|
Диаметр концов трубы D1) £ 310 мм |
100 % |
± 0,5 мм или ± 0,3 % D1) (что больше) |
||
|
Диаметр концов трубы 310 < D1) < 610 мм |
100 % |
± 1,6 мм |
||
|
Диаметр концов трубы D1) ³ 610 мм |
100 % |
± 1,6 мм |
± 2,0 мм |
|
|
Наибольшая разность в диаметре трубы между ее концами (для каждой измеренной трубы) |
10 % |
10 % t, но макс. 3 мм |
||
|
Диаметр тела трубы, D1) £ 310 мм |
10 % |
± 0,5 % D1), но макс. ± 12,5 мм |
||
|
Диаметр тела трубы, 310 < D1) < 610 мм |
10 % |
± 0,75 % D1), но макс. ± 3,0 мм |
||
|
Диаметр тела трубы, D1) ³ 610 мм |
10 % |
± 0,5 % D1), но макс. ± 4,0 мм |
||
|
Отклонение от крутости, концы трубы D/t3) £ 75 |
100 % |
1,0 % D1), но макс. 5,0 мм |
||
|
Отклонение от круглости, концы трубы D/t3) > 75 |
100 % |
1,5 % D1), но макс. 5,0 мм |
||
|
Отклонение от круглости, тело трубы D/t3) £ 75 |
10 %4) |
1,5 % D1), но макс. 10,0 мм |
||
|
Отклонение от круглости, тело трубы D/t3) > 75 |
10 %4) |
2,0 % D1), но макс. 10,0 мм |
||
|
Местное отклонение от круглости,5) |
10 % |
< 0,5 % D1), но макс. 2,0 мм |
- |
|
|
Толщина стенки, t3) £ 15 мм |
100 %6) |
± 0,5 мм |
± 10 % |
|
|
Толщина стенки, 15 < t3) < 20 мм |
100 %6) |
± 0,75 мм |
± 10 % |
|
|
Толщина стенки, t3) ³ 20 мм |
100 %6) |
± 1,0 мм |
± 10 %, но макс. ± 2,5 мм |
|
|
Прямолинейность |
10 % |
< 0,15 % Z |
||
|
Перпендикулярность торцов |
10 % |
< 1,6 мм от истинных 90° |
||
|
Радиальное смещение (трубы HFW, EBW, LBW) |
10 % |
tmmin7) при сварном шве ³ tmin8) |
- |
|
|
Радиальное смещение (трубы SAW) |
10 % |
< 0,1t3), но макс. 1,5 мм |
- |
|
|
Длина трубы |
100 % |
см. 9.5.12.13 |
||
|
Вес каждой отдельной трубы/пакета труб |
100 % |
-3,5 %/+10 % номинального веса |
||
|
1) D - требуемый наружный или внутренний диаметр (см. 9.5.12.4 и 9.5.12.5). 2) (не используется) 3) t - требуемая номинальная толщина стенки. 4) Размеры тела трубы должны измеряться приблизительно в середине ее длины. 5) Должно быть измерено, как расстояние от шаблона с тем же OD, что и труба, с длиной, равной OD/4 (максимум 200 мм). 6) 100 % означает испытания каждой трубы. 7) tmmin - фактическая измеренная минимальная толщина стенки каждой измеряемой трубы. 8) tmin - требуемая минимальная толщина стенки. |
||||
9.6 Маркировка и защита
9.6.1 Общие указания
9.6.1.1 Вся маркировка труб должна легко поддаваться определению и поддерживаться в таком состоянии, чтобы ее можно было прочесть в течение последующей эксплуатации.
9.6.1.2 Тип маркировки должен быть принят по соглашению.
9.6.1.3 Каждая труба должна быть маркирована уникальным номером. Маркировка должна отражать связь между изделием и соответствующим документом о контроле.
9.6.1.4 По требованию заказчика каждая труба должна быть защищена, пока не будет затребована в эксплуатацию, в том числе элементами защиты кромок на трубах с фасками.
9.7 Документация, записи и сертификация
9.7.1 Общие указания
9.7.1.1 Трубы должны поставляться с актом приемки 3.1В «Сертификатом контроля» в соответствии с [18] или с иным утвержденным документом.
9.7.1.2 В акте о приемке должны быть указаны наименование изделий, к которым относится акт, с упоминанием номеров изделий, номера плавки и партии термообработки. В акт должны быть включены результаты всех требуемых мероприятий контроля, испытаний и измерений или даны на них ссылки. В акте должно быть определено состояние поставки и окончательная термообработка.
9.7.1.3 Документация с записями о квалификационных испытаниях MPS и другие документы должны соответствовать требованиям, изложенным в разделе 6.
10 Соединительные детали и сборочные узлы
10.1 Общие сведения
10.1.1 Цель раздела
Настоящий раздел устанавливает требования к проектированию, изготовлению, сборке, испытаниям и документации для соединительных деталей трубопровода и конструктивных элементов и к сборке и испытаниям райзеров, трубных компенсаторов, плетей труб для намотки и буксировки.
10.1.2 Гарантия качества
Основные требования к гарантии качества приведены в 5.2.5. Необходимо установить соответствующие требования к обработке материалов и изготовлению соединительных деталей.
10.2 Общие требования к проектированию соединительных деталей трубопровода
10.2.1 Общие указания
10.2.1.1 Все находящиеся под давлением перекачиваемого продукта соединительные детали трубопровода должны соответствовать тому же уровню безопасности, что и соединенные с ними райзеры и участки трубопровода.
10.2.1.2 Проектирование соединительных деталей трубопровода должно проводиться в соответствии с утвержденными стандартами. Прочность должна, как минимум, быть:
- эквивалентной имеющейся у присоединенного трубопровода;
- достаточной для того, чтобы выдержать любую природную нагрузку и максимальные усилия, которые будут переданы соединительной детали от присоединенного трубопровода при монтаже и эксплуатации.
Примечание - Следует отметить, что определение предела текучести, применяемое в других стандартах на проектирование и материалы, может отличаться от того, что используется для трубопроводов.
10.2.1.3 Если стандарт или другие нормативные документы, используемые для проектирования соединительной детали, не принимают в расчет иные усилия, кроме внутреннего давления, тогда требуются дополнительные расчеты для учета максимальных усилий, которые могут быть переданы к соединительной детали от соединяемых с ним участков трубопровода при монтаже и эксплуатации.
10.2.1.4 Если стандарт или другие нормативные документы, используемые для проектирования соединительной детали, не учитывают возможность внутренней утечки вследствие нагрузок, передаваемых к соединительной детали от соединяемых с ней участков трубопровода, тогда должны быть проведены дополнительные расчеты или квалификационные испытания.
10.2.1.5 Расчеты с использованием метода конечных элементов должны соответствовать [19] (раздел 2, приложение 4) или аналогичному утвержденному стандарту.
10.2.1.6 Наружное гидростатическое давление должно учитываться при расчете прочности и герметичности.
10.2.1.7 Для расчета соединительных деталей должны применяться коэффициенты, если только требования стандарта или выбранных нормативных документов не являются более жесткими (таблица 10.1).
Таблица 10.1 - Расчетные коэффициенты
|
Коэффициент запаса прочности при расчете на внутреннее давление (не для испытательного давления) |
1,10 |
|
Коэффициент запаса прочности для внешних нагрузок |
1,30 |
|
Коэффициент использования |
0,67 |
10.2.1.8 Достаточная прочность и пригодность для использования должны быть установлены, по крайней мере, одним из следующих способов:
- инженерными расчетами;
- документально подтвержденными испытаниями прототипа;
- документально подтвержденной хронологией успешной эксплуатации соединительных деталей, изготовленных в соответствии с теми же технологиями проектирования, изготовления и испытаний, из совместимых материалов и используемого при соответствующих условиях эксплуатации;
- испытаниями на прочность до разрушения;
- экспериментальным анализом напряжений.
10.2.1.9 Для соединительных деталей, проходящих очистку с использованием внутритрубных устройств, внутренний диаметр детали должен соответствовать размеру присоединяемых участков трубопровода и должен отвечать тем же требованиям трубопровода к допускам.
10.2.1.10 Переход между соединительной деталью и другими элементами (например, присоединяемой трубой), при котором толщины или пределы текучести материала имеют разные значения, должен соответствовать приложение I [20] или в равной степени утвержденным нормам.
10.2.1.11 Если для химического состава и условий поставки соединительных деталей требуется применение специальной технологии сварки (с проведением квалификационных испытаний) соединения между соединительной деталью и присоединяемой трубой, то соединительная деталь должна изготавливаться (монтироваться) с подогнанными переходными кольцами из материала трубы, чтобы избежать выполнения монтажных стыков этих соединительных деталей.
В качестве альтернативы должны быть в наличии кольца из материала соединительной детали для квалификационных испытаний технологии сварки, предназначенной для выполнения монтажных стыков.
10.2.2 Выбор материалов
10.2.2.1 Механические свойства, химический состав, свариваемость и коррозионная стойкость материалов, используемых в соединительных деталях, должны быть совместимы с частью трубопроводной системы, для которой они предназначены. В ходе выбора материалов должны быть учтены низкие внутренние температуры, обусловленные сбросом давления в системе.
10.2.2.2 Материал для соединительных деталей трубопровода и конструктивных элементов должен выбираться с учетом требований 8.2.5. Кроме того, определение пригодности материала для соответствующего назначения должно включать в себя рассмотрение:
- наружной и внутренней коррозии;
- гальванической коррозии между разнородными металлами;
- накопления морской воды или других коррозионно-опасных веществ и зон, в которых химическое ингибирование или электрохимическая защита могут оказаться неэффективными;
- пригодности к эксплуатации с подлежащим транспортированию продуктом, в том числе с любыми добавками;
- стойкости к абразивному износу или механическим повреждениям, которые, вероятно, произойдут в ходе монтажа и эксплуатации.
10.2.2.3 Соединительные детали должна быть коваными, а не литыми для тех мест, в которых важны благоприятное распределение структуры материала, максимальная степень однородности и отсутствие внутренних дефектов.
10.2.2.4 Особое внимание должно быть уделено рассмотрению пригодности резиновых материалов и полимеров к эксплуатации для соответствующего назначения и условий работы.
10.2.2.5 Необходимость в предварительных квалификационных испытаниях материалов для рабочих условий должна быть рассмотрена, основываясь на параметрах подлежащего транспортированию продукта, нагрузках, температурах и выбранных материалах.
10.2.2.6 Если требуются предварительные квалификационные испытания материалов, должен быть задан объем испытаний и исследований, которые следует провести для полной аттестации.
10.2.2.7 Требования к предварительным квалификационным испытаниям технологии и предприятий-изготовителей должны учитываться в каждом случае. Это рассмотрение должно принимать в учет сложность и серьезность отказов для поставляемого изделия и требования настоящего стандарта.
10.2.3 Фланцевые и механические соединения
10.2.3.1 Фланцы должны удовлетворять требованиям стандарта [21] или других утвержденных нормативных документов.
10.2.3.2 Внутренний диаметр фланца должен соответствовать внутреннему диаметру присоединяемой трубы.
10.2.3.3 Фланцы оригинальной конструкции, в том числе фланцы с шарнирным соединением и соединения трубопроводов раструбного типа, должны быть спроектированы согласно соответствующим разделам норм и правил для сосудов давления, таких как [19] или [22]. Дополнительные расчеты могут потребоваться для доказательства выполнения требований, изложенных в 10.2.1.2, 10.2.1.3, 10.2.1.4.
10.2.3.4 Подготовка поверхности, твердость и шероховатость уплотнительных поверхностей фланцев должны соответствовать для применяемых прокладок.
10.2.3.5 Прокладки должны выдерживать максимальное давление, воздействию которого они могут подвергаться, а также монтажные усилия, если фланцы устанавливаются на линии вместе с трубопроводом. Прокладки для фланцев должны быть изготовлены из металлических материалов, которые являются стойкими к продукту, который будет транспортироваться по трубопроводной системе. Должна быть устранена возможность гальванической коррозии. Должны поддерживаться механические свойства при предполагаемых давлениях и температурах эксплуатации.
10.2.3.6 Должны быть спроектированы уплотнения, которые можно было бы испытывать без опрессовки трубопровода.
10.2.3.7 Инструкции по проектированию муфт (муфт втулочного типа) приведены в [23]. Принципы этого документа могут также быть применены к хомутам.
10.2.3.8 Должны быть сформулированы технические требования для инструментов, требующихся для монтажа и компоновки элементов.
10.2.4 Болтовые соединения
10.2.4.1 Болты и гайки для эксплуатации в подводных условиях должны соответствовать таблице 10.2. При наличии соглашения могут быть использованы утвержденные стандарты.
Таблица 10.2 - Болты и гайки для использования в подводных условиях
|
Обозначение нормативного документа для болтовых соединений |
Диапазон размеров, мм |
|
|
[24], Марка L7 |
[25], Марка 4/S3 (Низкотемпературные требования к гайкам Марки 4 и Марки 7) |
< 50 |
|
[24], Марка L43 |
[25], Марка 7 |
< 100 |
10.2.4.2 Болты и гайки для использования в надводных условиях и на суше должны соответствовать таблице 10.3. При наличии соглашения могут быть использованы утвержденные стандарты.
Таблица 10.3 - Болты и гайки для использования над водой или на берегу
|
Обозначение нормативного документа для болтовых соединений |
Диапазон размеров, мм |
|
|
Болт |
Гайка |
|
|
[26], Марка В7 |
[25], Марка 2Н |
Все |
|
[26], Марка В16 |
[25], Марка 7 |
Все |
10.2.4.3 Болты и гайки для болтов диаметром, равным 25 мм и выше, должны быть подвергнуты испытаниям на ударную вязкость в соответствии стеми же требованиями, что и для стали, соединяемой болтами.
10.2.4.4 Твердость болтов из углеродистой стали и/или низколегированного материала должна быть ниже 350 HV10.
10.2.4.5 Материал элементов болтового соединения из углеродистой стали и/или низколегированного материала должен быть оцинкован погружением в расплав или иметь подобную защиту от коррозии. Для эксплуатации под водой, если задан крутящий момент болтового соединения, должна быть применена электрическая гальванизация или фосфатирование. После оцинковывания погружением в расплав или электролитическим способом должна быть проведена вторичная термообработка.
Для эксплуатации в подводных условиях могут быть использованы покрытия на основе политетрафторэтилена (PTFE) при условии, что непрерывность электрической цепи проверяется путем измерений. Кадмиевое гальваническое покрытие не должно использоваться.
10.2.4.6 Если по соображениям коррозионной стойкости или иным причинам требуются болтовые соединения из других материалов, они должны быть выбраны в соответствии с требованиями настоящего стандарта к выбору материалов. Для эксплуатации под водой должен использоваться Inconel 625 (UNS N06625), если требования к коррозионной стойкости болтов и гаек предъявляются при температуре среды, т.е. если болты подвергаются воздействию аэрированной морской воды, а электрохимическая защита не может быть гарантирована. Должна быть выполнена проверка соответствия материалов необходимым механическим свойствам при минимальной и максимальной расчетных температурах.
10.2.4.7 Для трубопроводов из CRA могут быть использованы оригинальные материалы элементов болтового соединения. Должна быть выполнена проверка того, что материалы имеют необходимые механические свойства при минимальной и максимальной расчетных температурах и прошли испытания на совместимость с системами электрохимической защиты.
10.2.5 Трубопроводная арматура
10.2.5.1 Трубопроводная арматура должна удовлетворять требованиям [27, 28] или иных стандартов и утвержденных нормативных документов. Могут потребоваться дополнительные расчеты, которые бы показали, что требования, изложенные в 10.2.1.2, 10.2.1.3, 10.2.1.4, выполняются.
10.2.5.2 Конструкцией должно быть гарантировано, что внутренние прокладки имеют способность к герметизации и обладают документально подтвержденным запасом прочности, который не будет превышен ни при одном из соответствующих режимов эксплуатации трубопровода. Уплотнение должно быть чувствительным к внутренним деформациям, изменению зазоров и изменениям в условиях опирания. Работа трубопроводной арматуры должна быть чувствительной ктрению и люфтам.
10.2.5.3 Должны быть приняты во внимание требования к надежности, если присутствует воздействие абразивного материала (например, окалины сварного шва, песка и т.п.) или нагрузок от воздействия огневых работ.
10.2.5.4 Арматура стребованиями к огнестойкости должна пройти соответствующие квалификационные испытания. Технология испытаний может быть взята из части 2 [29], [30].
10.2.5.5 Системы управления трубопроводной арматурой и привод должны быть спроектированы и изготовлены в соответствии с утвержденными стандартами. Технические требования к приводу арматуры должны определять параметры крутящего момента для работы арматуры с соответствующим запасом прочности, учитывающим снижение характеристик и рост трения в течение эксплуатации.
10.2.6 Сосуды давления
10.2.6.1 Сосуды давления, такие как пункты пуска/приема очистных устройств и ловушки для конденсата, должны быть спроектированы согласно [19], [22] или аналогичному стандарту.
10.2.6.2 Конструкция затворов и таких элементов, как усилители штуцеров, седловые опоры, ответвления для сброса давления и слива, должна соответствовать применяемому при проектировании стандарту.
10.2.6.3 Затворы должны быть сконструированы так, чтобы они не могли быть открыты, пока пункт пуска/приема очистных устройств находится под избыточным давлением. Должно быть предусмотрено устройство блокировки с арматурой основного трубопровода.
10.2.7 Сварные детали
Конструкция деталей, собираемых с помощью сварки листов, должна быть в соответствии с признанной в промышленности инженерной практикой. Если такие сварные детали не могут быть спроектированы согласно настоящему стандарту, конструкция должна соответствовать [19], [22] или аналогичным стандартам. Могут потребоваться дополнительные расчеты, которые бы продемонстрировали, что требования, изложенные в 10.2.1.2, 10.2.1.3, 10.2.1.4, выполняются.
10.2.8 Изолирующие фланцы
10.2.8.1 Собранные на предприятии-изготовителе изолирующие фланцы должны быть спроектированы в соответствии с [19], [22] или аналогичными стандартами. Могут потребоваться дополнительные расчеты, которые бы показали, что требования, изложенные в 10.2.1.2, 10.2.1.3, 10.2.1.4, выполняются.
10.2.8.2 Материалы изоляции и разделения должны быть стойкими к продукту, транспортируемому по трубопроводной системе. Должны сохраняться механические свойства при давлениях и температурах, ожидаемых при эксплуатации.
10.2.8.3 Изолирующие фланцы должны быть испытаны давлением при постоянной температуре следующим образом:
- гидростатические испытания при 1,50-кратном расчетном давлении и выдержке минимум 2 ч;
- гидравлические испытания на усталость, состоящие из 40 последовательных циклов с давлением, меняющимся от примерно 1 МПа до 85 % давления гидростатических испытаний. После завершения циклов испытаний давление должно быть повышено до давления гидростатических испытаний и выдерживаться в течение 30 мин.
10.2.8.4 В течение гидростатических испытаний не допускается падения давления, а также в ходе испытаний не допускается утечек.
10.2.8.5 После того как фланцы пройдут испытания давлением, они должны быть осушены с помощью горячего воздуха и пройти проверку для подтверждения разрыва электрической цепи в вертикальном положении:
- испытания электрического сопротивления;
- испытания электрической прочности диэлектрика.
10.2.8.6 При испытании электрического сопротивления оно должно быть, по крайней мере, 5 МОм при подаваемом постоянном токе в 1000 В. Если фланец показывает электрическое сопротивление ниже требуемого значения, он должен быть осушен еще раз и повторно испытан. Должны допускаться только одни повторные испытания.
10.2.8.7 Испытания электрической прочности диэлектрика должны быть проведены путем приложения к фланцу синусоидального переменного тока частотой 50 - 60 Гц. Ток должен подаваться постепенно, начиная с исходного значения, не превышающего 1,2 кВ, с повышением до 2,5 кВ за время, не превышающее 10 с, и должен поддерживаться при максимальном значении в течение 60 с. Результаты испытаний положительны, если входе испытаний не происходит разрушения изоляции или пробоя поверхности.
10.2.9 Трубопроводные фитинги
10.2.9.1 Тройники должны относиться к типу трубопроводных фитингов со штампованным ответвлением и несъемным усилением. Конструкция должна соответствовать [20], [31] или аналогичным нормативным документам. Могут потребоваться дополнительные расчеты, которые бы показали, что требования, изложенные в 10.2.1.2, 10.2.1.3, выполняются.
10.2.9.2 Прутья в тройниках с ограждающей решеткой не должны быть приварены непосредственно к зонам с высокими напряжениями около штампованного ответвления. Рекомендуется прутья, поперечные к направлению потока, приваривать к короткому элементу, а прутья, параллельные направлению потока, приваривать только к поперечным стержням. Если это невозможно, должны быть рассмотрены альтернативные конструкции для исключения пиковых напряжений на концах.
10.2.9.3 Y-образные элементы и тройники, ось ответвления которых не перпендикулярна к оси потока (косые тройники), не должны проектироваться по [20], [31], так как эти элементы требуют особого рассмотрения, т.е. расчетов с использованием метода конечных элементов. Могут потребоваться дополнительные расчеты, которые бы показали, что требования, изложенные в 10.2.1.2, 10.2.1.3, выполняются.
10.2.9.4 Ремонтные работы без прекращения эксплуатации должны гарантировать, что эксплуатация и конструкция деталей в результате будет соответствовать [32].
10.2.9.5 Стандартные фитинги со сваркой встык, соответствующие [33], [34] или аналогичным стандартам, могут быть использованы при условии, что:
- фактическая прочность на разрыв фитинга, как показано, превосходит эту же характеристику присоединяемой трубы;
- фитинг способен выдержать максимальные усилия, которые могут появиться в трубопроводе как при монтаже, так и при эксплуатации, и удовлетворяет требованиям, изложенным в 10.2.1.2, 10.2.1.3.
10.2.9.6 Концевые заглушки для постоянного применения должны быть спроектированы в соответствии с [19], [22] или аналогичным стандартами.
10.2.9.7 Стальные сварные фитинги не должны применяться.
10.2.10 Анкерные фланцы
10.2.10.1 Анкерные фланцы должны быть рассчитаны на действие давления согласно [19], [22] или аналогичным стандартам.
10.2.10.2 Могут потребоваться дополнительные расчеты, которые бы показали, что требования, изложенные в 10.2.1.2, 10.2.1.3, выполняются.
10.2.11 Другие элементы
Для элементов системы, которые не были особо выделены в содержании настоящего подраздела, должна быть показана эксплуатационная пригодность в соответствии с 10.2.1.
10.2.12 Конструктивные элементы
10.2.12.1 Конструктивные части, такие как опорные и защитные конструкции, которые не привариваются к элементам, находящимся под избыточным давлением, рассматриваются как конструктивные элементы (см. 8.7).
10.2.12.2 Конструктивные элементы, работающие как находящаяся под давлением часть трубопроводной системы, должны удовлетворять требованиям к участку трубопроводной системы, в которой они должны быть размещены.
10.2.12.3 Конструктивные элементы не должны быть сварены непосредственно с частями, находящимися под давлением, или струбой. Опоры, крепления и т.д. должны быть приварены к дублирующей пластине или кольцу.
10.2.12.4 Дублирующие кольца, хомуты или другие части опор не должны перекрывать доступ к кольцевым швам.
10.2.12.5 Постоянные дублирующие пластины и кольца должны быть изготовлены из материала, удовлетворяющего требованиям к частям, находящимся под давлением. Дублирующие пластины должны быть изготовлены как полностью охватывающие рукава с продольными швами, выполненными с помощью подкладных планок, и не должны проникать в материал, подвергаемый воздействию давления. Другие сварные швы должны быть непрерывными, настолько короткими, насколько это возможно, и выполнены таким образом, чтобы свести к минимуму риск растрескивания в корневой зоне и расслаивания листов.
10.3 Технические условия на материалы и изготовление соединительных деталей
10.3.1 Технические условия на материалы и изготовление
10.3.1.1 В технических условиях должны быть определены все требования к материалам, изготовлению и испытаниям, распространяющиеся на отдельный компонент.
10.3.1.2 Технические условия должны быть основаны на настоящем стандарте и других признанных стандартах/нормах, относящихся к детали. Если нет соответствующих стандартов или нормативных документов, требования должны определяться техническими условиями.
10.3.1.3 Технические условия должны отражать результаты выбора материалов и включать в себя особые, подробные требования к:
- механическим свойствам материалов;
- тому, как такие свойства будут достигаться за счет требований к технологическим процессам, контроля посредством испытаний и вспомогательной документации.
Механические свойства
10.3.1.4 Материалы должны быть заданы и испытаны так, чтобы была проверена и гарантирована приемлемая свариваемость в эксплуатационных и непредвиденных ситуациях.
10.3.1.5 Задаваемые механические свойства материалов должны быть достаточными для особого назначения и соответствия требованиям к эксплуатации трубопроводной системы.
10.3.1.6 В технические условия должны быть внесены соответствующие допуски на возможное ухудшение механических свойств материала, например как результат последующей деятельности по сборке.
Изготовление и испытания
10.3.1.7 В технических условиях должны быть определены:
- тип и объем разрушающего и неразрушающего контроля;
- критерии пригодности испытаний;
- объем и тип документации, записей и квалификационных испытаний, которые должны быть проведены для подтверждения свойств материалов.
10.3.1.8 Если для достижения механических свойств необходимы дополнительные требования, кроме указанных в соответствующих стандартах, они также должны быть подробно освещены в технических условиях.
10.4 Материал для горячештампованных, кованых и литых деталей
10.4.1 Общие указания
10.4.1.1 Материалы должны соответствовать международным признанным стандартам при условии, что такие стандарты обладают приемлемой эквивалентностью требованиям, приведенным в разделе 9 и в настоящем разделе. Изменения химического состава, заданные в таких стандартах, могут быть необходимы для достижения достаточной свариваемости, закаливаемости, прочности, пластичности, ударной вязкости и коррозионной стойкости.
Эксплуатация в кислой среде
10.4.1.2 Для соединительных деталей трубопроводных систем, которые предстоит использовать для продуктов, содержащих сероводород, что определяется как «эксплуатация в кислой среде» согласно стандарту [14], должны применяться все требования к выбору материалов, максимальной твердости и технологии производства и изготовления и/или сборки, приведенные в последнем издании [14]. Это относится и к трубопроводам, которые являются номинально сухими (т.е. не содержащими жидкой воды в течение обычной эксплуатации), если действуют другие условия для эксплуатации в кислой среде, в соответствии с указанным выше стандартом. Кроме того, должны применяться дополнительные требования, изменения и классификации, определяемые ниже.
10.4.1.3 Использование материалов для эксплуатации в кислой среде, не входящих в [14], должно оцениваться согласно инструкциям [14]. Как альтернатива могут быть использованы инструкции по квалификационным испытаниям, изложенные в [15], [16]. Оценка должна включать в себя испытания стойкости к SSC основных материалов и сварных швов, в зависимости от применения. Квалификационные испытания действительны только для определенной производственной линии и/или изготовителя, сборщика.
10.4.1.4 Химический состав низколегированной стали в соединительных деталях, предназначенных для эксплуатации в кислой среде, должен соответствовать 10.4.2.3 и таблице 10.4 со следующими ограничениями:
- содержание Мп должно быть до 1,40 %,
- содержание S должно быть до 0,003 %,
- содержание Ni должно быть до 1,00 %.
Таблица 10.4 - Химический состав материалов для горячештампованных, литых и кованых деталей
|
Максимальный вес элементов в изделии, % |
Обозначение элемента |
Максимальный вес элементов в изделии, % |
|
|
С |
0,16 |
Мо |
1,10 |
|
Мn |
1,60 |
Сu |
0,50 |
|
Р |
0,015 |
Nb |
0,060 |
|
S |
0,010 |
V |
0,10 |
|
Si |
0,40 |
Ti |
0,040 |
|
Ni |
2,00 |
Al |
0,060 |
|
Cr |
2,50 |
N |
0,012 |
10.4.1.5 Окончательный химический состав для эксплуатации в кислой среде принимается по соглашению.
10.4.1.6 Твердость основных материалов, сварных швов и HAZ должна соответствовать требованиям [14] (последнее издание).
Примечание - Рекомендуется поддерживать твердость основного материала, металла сварного шва и HAZ существенно ниже требуемой [14] для роста твердости при выполнении кольцевого сварного шва.
10.4.1.7 Детали, изготовленные из катаного листового материала, должны быть испытаны на HPIC.
10.4.1.8 Листовой материал должен производиться способом, который сводит к минимуму макро- и микросегрегацию, и должен пройти обработку формы включений Са и редкоземельных элементов.
10.4.1.9 Требования к испытаниям на SSC и HPIC приведены в приложении В.
10.4.1.10 Материал листов должен пройти 100 %-ной ультразвуковой контроль в соответствии с D.6 (приложение D).
10.4.1.11 Требования к свойствам материалов должны выполняться в окончательном состоянии, т.е. в готовых деталях, прошедших окончательную обработку. Материалы для вспомогательных элементов, таких как опорный брус и т.п., должны быть изготовлены из материала, удовлетворяющего требованиям к химическому составу, механическим свойствам и документации на части, находящиеся под давлением.
10.4.2 Соединительные детали, изготовленные из низколегированной С-Mn стали
10.4.2.1 Требования настоящего подраздела распространяются на кованые, горячештампованные и литые детали, изготовленные из низколегированной С-Mn стали с SMYS £ 555 МПа. Использование материалов с более высокой прочностью должно приниматься по соглашению.
10.4.2.2 Сталь должна быть полностью раскислена и изготовлена по технологии мелкозернистого плавления. Материал должен быть произведен с использованием:
- основной кислородной печи;
- электрической дуговой печи;
- вакуумной дуговой печи переплавки (VAR);
- печи электрошлаковой переплавки (ESR), после которой проводится дегазация в вакууме.
Химический состав
10.4.2.3 Химический состав, полученный на основе анализа материала для горячештампованных деталей, отливок и поковок, не должен характеризоваться значениями, превышающими приведенные в таблице 10.4. Должны учитываться примечания к таблице 10.5, кроме примечания 9 и 10.
10.4.2.4 Максимальный углеродный эквивалент (СЕ) не должен превышать 0,52, если он рассчитывается в соответствии с формулой
CE = C + Mn/6 + 1/5(Cr + Mo + V) + 1/15(Cu + Ni). (10.1)
10.4.2.5 Для материалов, предназначенных для закалки и отпуска, содержание упрочняющих элементов Сr, Мо, Сu и Ni должно быть достаточным для получения требуемой микроструктуры в центре детали. Выбранный химический состав должен обладать соответствующей способностью к закаливанию, чтобы гарантировать закалку соответствующей детали на всю толщину.
10.4.2.6 Химический состав должен обеспечивать предполагаемую реакцию на термообработку и достижение требуемых механических свойств.
10.4.2.7 Химический состав должен быть принят по соглашению перед началом производства.
Механические свойства
10.4.2.8 Свойства при испытаниях на растяжение, ударную вязкость по Шарпи образцов с V-образным надрезом, измерении твердости должны удовлетворять требованиям, установленным в таблицах 9.3 и 9.4.
10.4.2.9 После термообработки должны быть проведены механические испытания. Испытания должны быть проведены в соответствии с 10.6.7 и приложением В.
10.4.2.10 Для материалов толщиной от 40 мм должны быть особо рассмотрены требования к температуре испытаний на ударную вязкость и поглощению энергии. Увеличение толщины потребует более низких температур испытаний. Как альтернатива должно потребоваться более значительное поглощение энергии при той же температуре испытаний. Поглощение энергии ни в коем случае не должно быть ниже, чем указано в таблице 9.3, а также испытания на ударную вязкость не должны проводиться при температурах, превышающих минимальную расчетную температуру.
10.4.2.11 Для материалов толщиной от 50 мм должны быть учтены требования к испытаниям на вязкость разрушения основного металла и металла сварного шва. Как минимум, измеренная вязкость разрушения должна равняться CTOD = 0,15 мм при минимальной расчетной температуре.
10.4.2.12 Пластичность, также в направлении толщины, должна быть соответствующей для рассматриваемой части, если принимать в расчет условия изготовления и эксплуатации. Могут потребоваться испытания на растяжение в направлении толщины.
10.4.2.13 При расчетных температурах выше 50 °С фактический предел текучести для максимальной расчетной температуры должен соответствовать требованиям 8.2.6.
10.4.3 Соединительные детали, изготовленные из ферритно-аустенитной (дуплекс) стали, другой нержавеющей стали и CRA на основе никеля
10.4.3.1 Все требования в отношении химического состава, механических свойств и дополнительные требования (если они должны применяться) для нержавеющей стали 22Сr и 25Сr, выплавленной дуплекс-процессом, аустенитной и мартенситной нержавеющей стали и других CRA должны соответствовать изложенному в разделе 9.
10.4.3.2 Для деталей, изготовленных из нержавеющей стали, выплавленной дуплекс-процессом, других нержавеющих сталей и CRA на основе никеля, предназначенных для эксплуатации в подводных условиях, должны быть проведены коррозионные испытания в соответствии с 9.3.3.8 и 9.3.4.4, в зависимости оттого, что применимо.
10.4.4 Условия поставки
10.4.4.1 Поковки и детали, получаемые горячей штамповкой из низколегированной стали, должны поставляться в нормализованном состоянии или закаленные и отпущенные.
10.4.4.2 Отливки из низколегированной стали должны поставляться в диффузионно отожженном, нормализованном состоянии, с релаксацией напряжений или в диффузионно отожженном, закаленном и отпущенном состоянии.
10.4.4.3 Детали из стали, выплавленной дуплекс-процессом, должны поставляться в состоянии после термообработки и закалки в воде.
10.4.4.4 Для материала деталей, поставляемого в закаленном и отпущенном состоянии, температура отпуска должна быть достаточно высокой для эффективной термообработки после сварки в течение последующего изготовления/монтажа.
10.5 Горячая штамповка, ковка, литье и термообработка
10.5.1 Горячая штамповка
10.5.1.1 Горячая штамповка должна проводиться по согласованной технологии в соответствии с инструкциями, приведенными в 10.7.5.
10.5.1.2 Горячая штамповка, включая выдавливание ответвлений из низколегированной стали, должна проводиться в пределах диапазона температур 800 °С - 1000 °С. Должен проводиться соответствующий контроль температуры, а деталь должна остывать в среде неподвижного воздуха.
10.5.1.3 Для материала нержавеющей стали, выплавленной дуплекс-процессом, горячая штамповка должна проводиться в пределах диапазона температур 1000 °С - 1150 °С.
10.5.2 Ковка
10.5.2.1 Ковка должна проводиться при общем соответствии [35]. Каждое кованое изделие должно подвергаться горячей обработке настолько глубокой, насколько это необходимо до окончательных размеров и формы с минимальным коэффициентом ковки 4:1.
10.5.2.2 Ремонт поковок сваркой не разрешается.
10.5.3 Литье
10.5.3.1 Литье должно производиться при общем соответствии [36].
10.5.3.2 Отливка должна быть изготовлена из одной плавки и в виде одного куска.
10.5.3.3 Ремонт отливок может проводиться путем шлифования на максимальную глубину в 10 % фактической толщины стенки при условии, что толщина стенки ни в одном из мест не будет ниже минимальной расчетной толщины стенки. Зоны шлифовки должны плавно переходить в основной (нешлифованный) материал.
10.5.3.4 Дефекты, более глубокие, чем допускаемые в 10.5.3.3, могут быть отремонтированы сваркой. Максимальный объем ремонтной сварки не должен превышать 20 % всей площади поверхности. Выемки под сварку должны быть отшлифованы гладко и однородно и должны иметь форму, подходящую для создания хорошего доступа для сварочных работ.
10.5.3.5 Все ремонтные работы сваркой должны проводиться квалифицированными сварщиками и в соответствии стехнологией сварки, прошедшей аттестацию.
10.5.4 Термообработка
10.5.4.1 Перед началом термообработки ее технология должна быть подготовлена и согласована.
10.5.4.2 Технология термообработки должна содержать, как минимум, информацию о:
- устройстве нагрева;
- печи (если применяется);
- изоляции (если применяется);
- измерительном и регистрирующем оборудовании как для управления печью, так и для регистрации температуры деталей;
- интервалах калибровки;
- фиксаторах и условиях загрузки;
- скорости нагрева и охлаждения;
- перепаде температуры;
- температурном диапазоне и времени выдержки;
- максимальном времени, требующемся для переноса детали из печи в бак для отпуска (если применяется);
- скорости охлаждения (условия);
- типе закалочной среды (если применяется);
- начальной и конечной максимальной температуре закалочной среды (если применяется).
10.5.4.3 Перед термообработкой детали должны пройти грубую механическую обработку почти до окончательных размеров.
10.5.4.4 Температура печи должна контролироваться в пределах от ± 10 °С, и к каждой детали должны быть прикреплены термопары в течение всего цикла термообработки.
10.5.4.5 Для деталей, которые должны проходить закалку в воде, время от выемки деталей из печи до погружения их в закалочную среду не должно превышать 90 с для С-Mn стали и низколегированной стали и 60 с для нержавеющих сталей, выплавленных дуплекс-процессом.
10.5.4.6 Вода должна сильно перемешиваться, предпочтительно за счет поперечного потока, чтобы гарантировать быструю и правильную закалку. Начальная и конечная температура воды для закалки должна быть зарегистрирована и не должна превышать 40 °С.
10.5.4.7 Оборудование для термообработки должно проходить калибровку, по крайней мере, раз в год для обеспечения необходимой стабильности и однородности температур.
10.6 Изготовление соединительных деталей, оборудования и элементов конструкций
10.6.1 Общие указания
10.6.1.1 Настоящие требования распространяются на изготовление соединительных деталей, оборудования и элементов конструкций для эксплуатации в подводных трубопроводах.
10.6.1.2 Если возникают противоречия между требованиями настоящего стандарта и соответствующими нормами или стандартом, используемым при изготовлении деталей и оборудования, у требований настоящего стандарта имеется преимущество.
10.6.1.3 Требования к механическим и коррозионным испытаниям приведены в настоящем разделе и приложении В.
10.6.1.4 Требования к специалистам по NDT, оборудованию для NDT, методам, технологии и критериям пригодности приведены в приложении D.
10.6.1.5 Технология сварки, персонал для сварочных работ, операции с расходными сварочными материалами должны соответствовать требованиям, изложенным в приложении С.
10.6.1.6 Сварка должна выполняться в соответствии стребованиями 10.8.6.
10.6.1.7 Подрядчик должен быть способен проводить сварные работы, и соединения достигают требуемого качества. Это может относиться к кольцевым сварным швам, наплавке и термообработке деталей после сварки. Если требуется, должна быть представлена соответствующая документация о возможностях подрядчика.
10.6.1.8 Испытания серийной продукции, требующейся в ходе производства, должны выполняться способом, при котором настолько близко, насколько это возможно воспроизводилась бы реальная сварка и испытывалась сварка достаточно крупной части в соответствующем положении. Могут использоваться обрезки серийных сварных швов, не прошедших NDT
10.6.1.9 Если требуются испытания серийной продукции, то они должны быть выполнены в количестве, указанном в приложении С.
10.6.1.10 Детали и оборудование, предназначенные для сварных соединений струбой, должны иметь допуски на диаметры и толщины, соответствующие параметрам трубы, для обеспечения приемлемой центровки при сварке. Если сварные соединения из закаленной и отпущенной стали должны проходить PWHT, температура PWHT должна быть, как минимум, на 25 °С ниже температуры отпуска основного материала.
Перед началом производства изготовитель должен разработать MPS. В MPS должны быть описаны способы достижения и контроля заданных свойств продукции входе предлагаемого технологического процесса. В MPS должны быть установлены все характеристики, влияющие на качество и надежность продукции. Должны быть детально описаны все основные этапы производства - от контроля получаемого сырья до отгрузки готовой продукции, в том числе порядок анализов и проверок. Должны быть приведены ссылки на технологию и критерии пригодности, определенные для исполнения всех этапов.
MPS должны, как минимум, содержать:
- план(ы), описание и схему технологических потоков;
- план обеспечения качества конкретного проекта;
- используемые производственные процессы;
- объем поставки материала; наименование (обозначение) изготовителя и расположение производственных мощностей по изготовлению материала;
- технологию контроля процесса изготовления;
- технологию сварки;
- технологию термообработки;
- технологию NDT;
- технологию испытаний давлением;
- список требуемых механических и коррозионных испытаний;
- технологию контроля размеров;
- технологию маркировки, покрытия и защиты;
- технологию транспортирования, погрузки и отправки.
MPS должны быть приняты в результате соглашения.
10.6.2 Изготовление фланцев
10.6.2.1 Фланцы должны быть изготовлены, проконтролированы, испытаны и подтверждены документацией в соответствии с:
- признанной практикой;
- определяющим стандартом на проектирование;
- техническими условиями на материалы и технологию.
Должны использоваться требуемый исходный материал и методы и технологии, согласованные и прошедшие производственные квалификационные испытания.
10.6.2.2 Фланцы должны быть выкованы до формы, близкой к окончательной. Допускается механическая обработка в объеме до 10 % толщины включительно наружной стенки фланца. Поверхности соприкосновения фланцев должны подвергаться механической обработке, обеспечивающей чистоту поверхности, совместимую с предполагаемыми к использованию прокладками.
10.6.2.3 Механические испытания должны быть проведены в соответствии с 10.6.7.
10.6.2.4 Коррозионные испытания должны быть проведены в соответствии с 10.4.1 и 10.4.3, в зависимости оттого, что применяется.
10.6.2.5 Неразрушающий контроль и критерии пригодности должны соответствовать приложению D.
10.6.2.6 Объем неразрушающего контроля должен составлять:
- 100 % магнитопорошковой дефектоскопии или капиллярной дефектоскопии;
- 100 % ультразвукового контроля первых 10 фланцев каждого заказанного типоразмера. Если дефектов не обнаруживается, объем ультразвукового контроля может быть снижен до 10 % для каждого типоразмера. Если обнаружены дефекты у первых 5 фланцев или при испытаниях 10 % фланцев, все 100 % фланцев этого типоразмера должны быть подвергнуты испытаниям.
10.6.3 Изготовление трубопроводной арматуры
10.6.3.1 Трубопроводная арматура должна быть изготовлена, проконтролирована, испытана и подтверждена документацией в соответствии с:
- признанной практикой;
- требованиями соответствующего стандарта на проектирование;
- техническими условиями на материал и технологию изготовления.
Должны использоваться требуемые исходные материалы, методы и технологии, согласованные и прошедшие производственные квалификационные испытания.
10.6.3.2 Объем механических (см. 10.6.7) и коррозионных испытаний, а также NDT, если таковые требуются, должен определяться в соответствии стребованиями настоящего раздела (см. 10.4). Типы испытаний и критерии пригодности должны быть в соответствии стребованиями ктрубопроводу или участкам трубопровода, на которых будет использоваться трубопроводная арматура.
10.6.3.3 Гидростатические испытания должны проводиться, как установлено в соответствии с применяемыми нормами проектирования, за исключением времени выдержки, которое должно составлять не менее двух часов, даже если нормы допускают более короткий период.
10.6.3.4 Трубопроводная арматура стребованиями к герметичности по отношению к утечкам должна быть подвергнута испытаниям согласно требованиям применяемых норм проектирования (например, арматура райзеров, арматура для технического обслуживания и арматура узлов пуска, приема средств очистки и диагностики). Должны быть рассмотрены эксплуатационные характеристики арматуры как при высокой, так и при низкой разности давления с двух сторон арматуры.
10.6.3.5 Все испытания должны проводиться по согласованным технологиям.
10.6.4 Изготовление оборудования, работающего под давлением и сварных деталей
10.6.4.1 Оборудование, находящееся под действием избыточного давления, как например пункты пуска/приема очистных устройств и ловушки конденсата, и сварные детали, должны быть изготовлены, проконтролированы, испытаны и подтверждены документацией в соответствии с:
- признанной практикой;
- требованиями настоящего стандарта;
- требованиями соответствующего стандарта на проектирование;
- техническими условиями на материал и технологию изготовления.
Должны использоваться требуемые исходные материалы и методы и технологии, согласованные и прошедшие производственные квалификационные испытания.
10.6.4.2 Гидростатические испытания должны проводиться, как требуется в соответствующем стандарте на проектирование, за исключением времени выдержки, которое должно составлять не менее двух часов, даже если стандарт, на который ссылаются, допускает более короткий период.
10.6.5 Изготовление другого оборудования и деталей
10.6.5.1 Другие детали и оборудование, такие как изолирующие фланцы, механические соединительные устройства, тройники, Y-образные элементы и иные фитинги и детали, изготавливаемые горячей штамповкой листового проката, должны быть изготовлены, проконтролированы, испытаны и подтверждены документацией в соответствии с:
- признанной практикой;
- требованиями настоящего стандарта;
- требованиями соответствующего стандарта на проектирование;
- техническими условиями на материал и технологию изготовления.
Должны использоваться требуемые исходные материалы и методы и технологии, согласованные и прошедшие производственные квалификационные испытания.
10.6.5.2 Детали, находящиеся под давлением, должны подвергаться гидростатическим испытаниям, если такие испытания не будут невыполнимыми. Давление при испытаниях должно в 1,5 раза превышать расчетное давление, а время выдержки должно составлять 2 ч. Если соответствующий стандарт на проектирование требует более высокого давления или более длительной выдержки, тогда должны применяться более жесткие требования.
10.6.5.3 При проведении гидростатических испытаний испытательное давление должно регистрироваться с помощью оборудования, имеющего сертификаты калибровки не старше одного года с момента начала действия. В ходе гидростатических испытаний не допускается падение давления или утечки.
10.6.5.4 Изолирующие фланцы должны испытываться в соответствии с требованиями 10.2.8.
10.6.5.5 Квалификационные испытания рукавов и хомутов на соответствие трубопроводам определенных размеров, допуски на размер и отделку поверхности должны проводиться по согласованным технологиям.
10.6.6 Изготовление элементов конструкций
Элементы конструкций должны быть изготовлены, проконтролированы, испытаны и подтверждены документацией в соответствии с:
- признанной практикой;
- требованиями настоящего стандарта;
- требованиями соответствующего стандарта на проектирование;
- техническими условиями на материал и технологию изготовления.
Должны использоваться требуемые исходные материалы, методы и технологии, согласованные и прошедшие квалификационные испытания изготовления/сборки.
10.6.7 Механические испытания горячештампованных, литых и кованых деталей
10.6.7.1 Испытание механических свойств деталей после горячей штамповки, литья или ковки должны проводиться на материале для испытаний, взятом:
- из удлиненной части детали;
- из составляющих единое целое с деталью темплетов для испытаний, которые отбираются от детали после окончательной термообработки;
- путем случайной выборки деталей одного и того же типа и формы, из одной и той же плавки и одной и той же партии термообработки.
Все механические испытания должны проводиться после окончательной термообработки.
10.6.7.2 Толщина материала и уковка (ковка-вытяжка) для составляющих единое целое с деталью темплетов для испытаний должны быть репрезентативными для реальной детали.
10.6.7.3 Отдельные темплеты для испытаний не должны применяться, однако могут быть допущены, при наличии соглашения, при условии, что они прошли термическую обработку одновременно с материалом, который они представляют, и толщина материала, уковка и масса являются представительными для реальной детали.
10.6.7.4 Должна быть проведена имитация термообработки образца для испытаний, если сварные швы между деталью и другими элементами, такими как труба, должны подлежать термообработке после сварки на более поздней стадии или если предписан другой тип термообработки.
10.6.7.5 Одна деталь из каждой серии (т.е. деталей одного и того же типоразмера и формы из одной и той же плавки или партии термообработки - то, что относится к более часто повторяющимся событиям) должна быть испытана, как указано далее:
- два образца для испытаний на растяжение, взятых из основного металла в поперечном направлении на 1/3 толщины;
- два набора образцов для испытаний по Шарпи c V-образным надрезом, взятых в поперечном направлении для каждого положения на 2 мм ниже внутренней и наружной поверхностей, и два набора образцов из того же положения для испытаний на растяжение. Надрез должен проходить перпендикулярно к поверхности детали;
- образцы для металлографических испытаний, взятые из того же положения, что и для испытаний по Шарпи для образцов с V-образным надрезом, и при 1/3Т, 1/2Т и 2/3Т. Для каждого образца должно быть выполнено минимум три измерения твердости. Образцы на 1/3Т и 2/3Т должны содержать ближайшую поверхность «как она есть» после термообработки (не прошедшую механическую обработку).
10.6.7.6 Расстояние от кромки темплета для испытаний до ближайшей кромки любого образца должно быть не меньше 1/3 толщины. Для сварных деталей испытания также должны включать в себя испытания сварных швов в соответствии с приложением С.
10.6.7.7 Образцы для коррозионных испытаний должны быть взяты таким образом, чтобы была испытана поверхность, подвергаемая воздействию коррозионной среды.
10.6.7.8 Механические свойства должны удовлетворять заданным требованиям. Относительное сужение должно составлять, по крайней мере, 35 %. Для толстостенных деталей с SMYS > 420 МПа должен требоваться более высокий уровень уковки.
10.6.7.9 Должна быть проверена твердость доступных поверхностей деталей. Испытания должны быть достаточными для определения эффективности термообработки. Твердость деталей, предназначенных для эксплуатации не в кислой среде, должна быть не более требований, установленных в таблице 9.3 для С-Мn и низколегированной стали и в таблице 9.6 для сталей, выплавленных дуплекс-процессом.
Твердость для деталей, предназначенных для эксплуатации в кислой среде, должна соответствовать значению, указанному в 9.4.1.
10.7 Изготовление колен
10.7.1 Общие указания
10.7.1.1 Перед началом производства изготовитель должен разработать MPS.
MPS
10.7.1.2 В MPS должны быть описаны способы достижения и контроля заданных свойств продукции в ходе предлагаемого технологического процесса. В MPS должны быть установлены все характеристики, влияющие на качество и надежность продукции. Должны быть детально описаны все основные этапы производства, от контроля получаемого материала до отгрузки готовой продукции, в том числе порядок анализов и проверок. Должны быть приведены ссылки на технологии и критерии пригодности, определенные для всех этапов исполнения.
10.7.1.3 В MPS должны, как минимум, содержаться:
- план(ы), описание и схема технологических потоков;
- план обеспечения качества для конкретного проекта;
- используемая технология гибки;
- объем поставки материала; наименование (обозначение) изготовителя и расположение производственных мощностей по изготовлению материала;
- технология контроля процесса гибки;
- технология термообработки;
- технология NDT;
- список требуемых механических и коррозионных испытаний;
- технология контроля размеров;
- технология маркировки, покрытия и защиты;
- технология транспортирования, погрузки и отправки.
10.7.1.4 Материалы, используемые для изготовления колен в заводских условиях, должны отбираться с учетом химического состава и влияния способа изготовления на механические свойства, размеры и толщину стенки.
10.7.1.5 Предпочтительный способ изготовления колен - индукционная гибка.
10.7.1.6 Колена могут быть изготовлены из предназначенных для этого прямолинейных отрезков трубы без кольцевых сварных швов (труба-заготовка), которые гнут горячим, холодным или индукционным способом или из поковок. Секторные колена или колена со складками не разрешены к применению.
10.7.1.7 Труба-заготовка из С-Mn сталей должна поставляться в нормализованном, закаленном и отпущенном состоянии или в состоянии после термомеханической обработки (ТМСР).
10.7.1.8 Колена могут быть изготовлены из резервных отрезков обычной трубы. Следует отметить, что «обычная» труба, в частности, труба, изготовленная из прошедших ТМСР листов, может не обладать достаточной способностью к закаливанию, не может достичь требуемых механических свойств после гибки горячим или индукционным способом и последующей послегибочной термообработки.
10.7.1.9 Деформированная в горячем состоянии труба-заготовка в результате послегибочной термообработки может обладать непостоянством размеров.
10.7.1.10 Труба-заготовка и другие трубы, предназначенные для колен, должны соответствовать всем требованиям, приведенным в разделе 9. Отказ от заводских испытаний давлением в соответствии с 9.5.11.8 для этого случая невозможен.
Механические свойства трубы-заготовки
10.7.1.11 Труба-заготовка, изготовленная из С-Mn сталей и нержавеющих сталей, выплавленных дуплекс-процессом, должна, как минимум, соответствовать требованиям к трубе и дополнительным требованиям (в зависимости от применимости), приведенным в разделе 9.
10.7.1.12 Требования к твердости для С-Mn сталей и нержавеющих сталей, выплавленных дуплекс-процессом, должны быть в соответствии с 9.3.2.5 и 9.3.3.6 соответственно.
Химический состав трубы-заготовки
10.7.1.13 Химический состав трубы-заготовки из С-Mn стали должен соответствовать таблице 9.5. Химический состав трубы-заготовки из нержавеющих сталей, выплавленных дуплекс-процессом, должен быть в соответствии стаблицей 9.5.
Металлографические исследования трубы-заготовки из стали, выплавленной дуплекс-процессом
10.7.1.14 Металлографические исследования трубы-заготовки соответствующего назначения из нержавеющих сталей, выплавленных дуплекс-процессом, должны проводиться в соответствии с 9.3.3.4 и 9.3.3.5 и приложением В.
Таблица 10.5 - С-Mn сталь для колен, химический состав1), 2), 3)
10.7.2 Труба-заготовка для эксплуатации в морской воде
Для трубы-заготовки соответствующего назначения из нержавеющих сталей, выплавленных дуплекс-процессом, других нержавеющих сталей или CRA на основе никеля, предназначенной для эксплуатации в морской воде, коррозионные испытания должны проводиться в соответствии с 9.3.3.8 и 9.3.4.4, в зависимости от того, что является примененимым.
10.7.3 Дополнительные требования к трубе-заготовке
Дополнительные требования, эксплуатация в кислой среде S
10.7.3.1 В общем случае, должны применяться все требования, приведенные в 9.4.1. Химический состав трубы-заготовки для колен должен соответствовать таблице 9.7 или 9.8, в зависимости от того, что применимо.
10.7.3.2 Коррозионные испытания могут проводиться на трубе-заготовке при наличии соглашения. В этом случае образцы, представляющие максимальную толщину стенки колена, должны быть взяты из трубы-заготовки и подвергнуты термообработке перед коррозионными испытаниями. Термообработка образцов для испытаний должна включать в себя, кроме какой-либо термообработки после гибки, циклические воздействия тепла, которым материал подвергается в процессе гибки.
Дополнительные требования, свойства остановки разрушений F
10.7.3.3 Требования к свойствам остановки разрушений к коленам не применяются.
10.7.4 Требования к трубе для изготовления колен, не являющейся трубой-заготовкой
При отсутствии труб-заготовок, предназначенных для изготовления колен, выбор трубы для изготовления необходимо проводить исходя из требований 10.7.1 и 10.7.2, в особенности 10.7.1.8.
10.7.5 Термообработка, требующаяся после гибки
10.7.5.1 Термообработка после гибки для колен, изготовленных индукционным способом из С-Mn сталей, нержавеющих сталей, выплавленных дуплекс-процессом, других нержавеющих сталей (кроме мартенситных) и коррозионно-стойких сплавов на основе никеля, требуется, если испытуемый материал после гибки не соответствует требованиям к трубе-заготовке. Термообработка должна соответствовать согласованной технологии, предложенной изготовителем колен. Технология гибки, включая термообработку после гибки, должна пройти квалификационные испытания согласно 10.7.5.
10.7.5.2 Колена, изготовленные из кованых низколегированных сталей, должны быть закалены и отпущены или нормализованы вслед за ковкой.
10.7.5.3 Колена, изготовленные из мартенситных нержавеющих сталей, должны проходить термообработку после горячей штамповки и индукционной гибки согласно рекомендациям изготовителя стали.
10.7.5.4 Колена, изготовленные из плакированного, футерованного материала, должны проходить термообработку после горячей штамповки и индукционной гибки согласно рекомендациям изготовителя стали.
10.7.5.5 Колена, изготовленные холодной гибкой, должны проходить релаксацию напряжений, если общие деформации превышают 3 %. При толщине стенки ниже 25 мм общие холодные деформации могут быть повышены без соответствующих изменений релаксации напряжений в результате соглашения. Общий процент деформации должен быть рассчитан с использованием следующего уравнения
 (10.2)
(10.2)
где tmax - максимальная толщина стенки трубы;
r - радиус деформирования.
10.7.6 Квалификационные испытания технологии гибки
10.7.6.1 Технология гибки должна быть утверждена и подтверждена квалификационными испытаниями. Должны быть определены основные показатели для допустимых отклонений параметров гибки.
Примечание - Технология холодной формовки может содержать информацию, которая касается:
- описания и последовательности операций;
- используемого оборудования;
- обозначения материала;
- диаметра, толщины стенки трубы и радиуса изгиба;
- начальной и последующей степеней деформации;
- положения продольного шва;
- методов, относящихся к тому, как избежать местного утонения, морщинистости и овальности;
- термообработки после гибки;
- технологии гидростатических испытаний;
- технологии неразрушающего контроля;
- технологии контроля размеров.
Технология горячей штамповки может содержать информацию, которая касается:
- последовательности операций;
- нагревательного оборудования;
- обозначения материала;
- диаметра, толщины стенки трубы и радиуса изгиба;
- скоростей нагрева, охлаждения;
- максимальной и минимальной температуры в течение операций формовки;
- температурного обслуживания, контроля;
- регистрирующего оборудования;
- положения продольного шва;
- методов, относящихся к тому, как избежать местного утонения, морщинистости и овальности;
- термообработки после гибки (для сталей дуплекс: полный отжиг);
- технологии гидростатических испытаний;
- технологии неразрушающего контроля;
- технологии контроля размеров.
Технология индукционной гибки может содержать информацию, которая касается:
- последовательности операций;
- используемого оборудования;
- обозначения материала;
- диаметра, толщины стенки трубы и радиуса изгиба;
- температуры гибки индукционным способом;
- скорости гибки;
- методики охлаждения (среда, давление, расположение и число штуцеров и т.д.);
- термообработки после гибки;
- технологии гидростатических испытаний;
- технологии неразрушающего контроля;
- технологии контроля размеров.
10.7.6.2 Технология гибки должна пройти квалификационные испытания, состоящие в механических испытаниях и неразрушающем контроле, визуальном контроле и проверке размеров. Если есть соглашение, квалификационные испытания технологии гибки для С-Mn сталей, нержавеющих сталей, выплавленных дуплекс-процессом, других нержавеющих сталей (кроме мартенситных) и коррозионно-стойких сплавов на основе никеля можно проводить без термообработки после гибки.
10.7.6.3 Квалификационные испытания технологии гибки должны включать в себя испытания, требуемые в 10.7.6.4 - 10.7.6.10.
Колена из бесшовной трубы
10.7.6.4 Для колен, изготовленных из бесшовных труб, объем испытаний на растяжение и на удар по Шарпи для образцов с V-образным надрезом должен быть в соответствии с приведенным далее:
Испытания на растяжение:
- основного металла на внутреннем радиусе изгиба, продольные и поперечные (всего два образца);
- основного металла на наружном радиусе изгиба, продольные и поперечные (всего два образца);
- основного металла в начале переходной области на внутреннем радиусе, продольные и поперечные (всего два образца);
- основного материала в начале переходной области на наружном радиусе, продольные и поперечные (всего два образца);
- основного металла прямолинейного участка.
Испытания на удар по Шарпи для образцов с V-образным надрезом:
- основного металла на внутреннем радиусе изгиба, продольные и поперечные (всего два образца);
- основного металла на наружном радиусе изгиба, продольные и поперечные (всего два образца);
- основного металла в начале переходной области на внутреннем радиусе, продольные и поперечные (всего два образца);
- основного металла в начале переходной области на наружном радиусе, продольные и поперечные (всего два образца);
- основного металла прямолинейного участка.
Для колен, изготовленных из трубы наружным диаметром менее 300 мм, требуются испытания только в продольном направлении.
Макро-, микроиспытания и измерения твердости:
- одно полное макросечение стенки должно быть взято параллельно продольной оси колена из зон внутреннего и наружного радиусов изгиба и из начальной и конечной переходных областей, а также из прямолинейного участка основного металла (всего пять образцов);
- для стали, выплавленной дуплекс-процессом, других нержавеющих сталей и коррозионно-стойких сплавов на основе никеля указанные макросечения должны быть заменены микросечением для проведения полных металлографических исследований;
- измерения твердости должны быть проведены на макро- и микросечениях в соответствии с приложением В;
- измерения твердости должны проводиться на наружной поверхности готового колена. Испытания должны быть проведены со снятием, как минимум, восьми измерений на прямолинейных участках по периметру круглого сечения колена, в начальной и конечной переходных зонах и в середине криволинейного участка.
Колена из сварной трубы
10.7.6.5 Для колен, изготовленных из сварных труб, в дополнение к испытаниям по 10.7.6.4, должны быть проведены следующие испытания.
Испытания на растяжение:
- испытания на растяжение поперечного сечения сварного шва должны быть проведены в зоне криволинейного участка, в начальной и конечной переходных областях и на прямолинейном участке.
Испытания на удар по Шарпи для образцов с V-образным надрезом:
- металл сварного шва, FL, FL + 2 мм и FL - 5 мм в дуге (четыре образца);
- металл сварного шва в начальной переходной области (один образец);
- металл сварного шва в конечной переходной области (один образец).
Макро-, микроиспытания и испытания твердости:
- два полных макросечения стенки сварного шва должны быть взяты параллельно продольной оси колена из начальной и конечной переходных областей (всего два образца);
- для стали, выплавленной дуплекс-процессом, других нержавеющих сталей и коррозионно-стойких сплавов на основе никеля указанные макросечения должны быть заменены микросечением сварного шва для проведения полных металлографических исследований.
Распространяется на все колена
10.7.6.6 Образцы для испытаний на растяжение должны быть взяты из середины толщины материала. Образцы с V-образным надрезом для испытаний на удар должны быть взяты на 2 мм ниже внутренней поверхности, и макро/микрообразцы должны представлять всю толщину материала.
10.7.6.7 Для колен, у которых начальная и конечная переходные области и прямолинейный участок не сохраняются в поставляемом колене, механические испытания этих зон не требуются.
10.7.6.8 Требования к испытаниям на растяжение по Шарпи с V-образным надрезом и твердости должны соответствовать таблицам 9.3 и 9.4 для С-Mn сталей и таблице 9.6 для сталей, выплавленных дуплекс-процессом. Для стали, выплавленной дуплекс-процессом, других нержавеющих сталей и коррозионно-стойких сплавов на основе никеля металлография должна соответствовать требованиям 9.3.3.8.
10.7.6.9 При наличии дополнительных требований S необходимые испытания должны проводиться в соответствии с разделом 9.
10.7.6.10 Если результаты испытаний не удовлетворяют заданным требованиям к трубе-заготовке, технология гибки, в том числе вся послегибочная термообработка, должна быть подвергнута повторным квалификационным испытаниям.
10.7.7 Гибка и термообработка после гибки
10.7.7.1 Перед гибкой толщина стенки должна быть измерена на каждом участке трубы.
10.7.7.2 Если в процессе гибки горячим или индукционным способом операции гибки прерываются, колено, на котором произошла остановка работы, должно быть отбраковано.
10.7.7.3 Продольный шов сварной трубы в ходе гибки должен быть на нейтральной оси.
10.7.7.4 Гибка должна проводиться в соответствии с прошедшей квалификационные испытания технологией и определенными основными параметрами. В течение гибки индукционным и горячим способами температура должна контролироваться в пределах ± 15 °С с помощью оптического пирометра. Значения температуры должны регистрироваться для каждого колена. Оборудование гибки должно проходить калибровку не реже одного раза в год для обеспечения необходимой стабильности и однородности температуры.
10.7.7.5 Послегибочная термообработка должна проводиться в соответствии с 10.5.4.
10.7.7.6 В каждой партии термообработки, как минимум, одна термопара должна быть прикреплена к одному колену. Для деталей, подлежащих закалке и отпуску (Q/T), температура закалочной среды в ходе операций по закалке должна регистрироваться.
10.7.8 Неразрушающий и визуальный контроль
10.7.8.1 Требования к специалистам по NDT, оборудованию для NDT, технологии и критериям пригодности приведены в приложении D.
10.7.8.2 Колена должны быть подвергнуты струйной очистке, согласно [37], Sa 21/2 для удаления окалины из зоны изгиба перед осмотром и NDT.
10.7.8.3 При условии, что материал проходил 100 %-ный ультразвуковой контроль для выявления расслоений в листах или трубах, для каждого колена должны быть проведены нижеследующие испытания.
10.7.8.4 Наружные и доступные части внутренних поверхностей подвергают 100 %-ному визуальному контролю. На коленах не должно быть канавок, вмятин, углублений, складок, выступов, уступов и поверхностных сколов. Трещины не допускаются.
10.7.8.5 Незначительная волнистость профиля внутреннего радиуса колена считается приемлемой, если высота и глубина неровностей не превышает 1 % номинального внутреннего диаметра, а отношение длины к высоте превышает 12:1. Расстояние между приемлемыми мелкими волнами профиля внутреннего радиуса изгиба колена должно быть больше, чем один номинальный внутренний диаметр.
10.7.8.6 Должен быть проведен 100 %-ный радиографический контроль или ультразвуковой контроль сварного шва области изгиба и переходных областей и конечных 250 мм прямолинейной части, если они не испытывались на трубе-заготовке перед гибкой.
10.7.8.7 Должна быть проведена 100 %-ная магнитопорошковая дефектоскопия на дуге в 90° с обеих сторон выпуклой поверхности для ферромагнитной трубы или 100 %-ная капиллярная дефектоскопия совместно с 100 %-ным ультразвуковым контролем той же зоны для неферромагнитной трубы для проверки отсутствия поперечных дефектов.
10.7.8.8 Должны быть выполнены ультразвуковые измерения толщины стенки по окружности на внутреннем и наружном радиусах изгиба и обеих нейтральных осях с шагом в 150 мм по всей длине изгиба. Толщина стенки должна быть не ниже заданного минимума в каждом из этих мест.
10.7.8.9 Твердость наружной поверхности изгиба должна быть испытана в местах, указанных в 10.7.8.8. Твердость внутренней поверхности должна испытываться на внутреннем и наружном радиусах изгиба и обеих нейтральных осях настолько далеко, насколько позволяет доступ. Твердость для колен, предназначенных к эксплуатации не в кислой среде, не должна превышать требований, приведенных в таблице 9.3 для С-Mn сталей и в таблице 9.6 - для сталей, выплавленных дуплекс-процессом.
10.7.8.10 После подготовки концов вся зона подготовки концов и 100 мм сварного шва должна быть проверена магнитопорошковой дефектоскопией для ферромагнитной трубы или капиллярной дефектоскопией для немагнитной трубы.
10.7.8.11 По результатам послегибочной термообработки требуется проведение окончательного NDT, в том числе проверка размеров.
10.7.9 Испытания колен на стадии изготовления
10.7.9.1 На стадии изготовления механическим испытаниям должно быть подвергнуто одно колено с самой значительной толщиной стенки для каждого диаметра из изготовленных в одной и той же серии.
10.7.9.2 Испытания колен, изготовленных индукционной гибкой, могут быть выполнены на продолжении трубы, которое подвергалось тем же циклическим воздействиям температуры, что и зона изгиба трубы.
10.7.9.3 Испытания начальных переходных областей не требуются для колен, для которых была проведена полная термическая обработка, восстанавливающая микроструктуру.
10.7.9.4 Для колен, изготовленных из трубы с наружным диаметром менее 300 мм, требуются испытания только в продольном направлении.
Колена из бесшовной трубы
10.7.9.5 Для колен, изготовленных из бесшовных труб, объем механических испытаний должен быть следующим:
Испытания на растяжение:
- основного металла на наружном радиусе изгиба, продольные и поперечные (всего два образца);
- основного металла на наружном радиусе в начале переходной области, продольные и поперечные (всего два образца), если не действуют ограничения 10.7.9.3.
Испытания на удар по Шарпи образцов с V-образным надрезом:
- основного металла на наружном радиусе изгиба, продольные и поперечные (всего два образца);
- основного металла на наружном радиусе изгиба в начале переходной области, продольные и поперечные (всего два образца), если не действуют ограничения 10.7.9.3.
Макро-, микроиспытания и измерения твердости:
- одно полное макросечение стенки должно быть взято параллельно продольной оси колена из зон внутреннего и наружного радиусов изгиба и из начальной и конечной переходных областей (если не действуют ограничения 10.7.6.3);
- для стали, выплавленной дуплекс-процессом, других нержавеющих сталей и коррозионно-стойких сплавов на основе никеля указанные макросечения должны быть заменены микросечением для проведения полных металлографических исследований;
- измерения твердости должны быть проведены на макро- и микросечениях в соответствии с приложением В.
Колена из сварной трубы
10.7.9.6 Для колен, изготовленных из сварных труб, в дополнение к испытаниям, требуемым в 10.7.9.5, должны быть проведены следующие испытания.
Испытания на растяжение:
- испытания на растяжение поперечного сечения сварного шва в зоне изгиба (один образец);
- испытания на растяжение поперечного сечения сварного шва в начале переходной области (один образец), если не действуют ограничения 10.7.9.3.
Испытания на удар по Шарпи образцов с V-образным надрезом:
- металл сварного шва, FL, FL + 2 мм и FL - 5 мм в области изгиба (4 образца);
- металл сварного шва в начале переходной области (один образец), если не действуют ограничения 10.7.9.3.
Макро-, микроиспытания и измерения твердости:
- одно полное поперечное макросечение стенки сварного шва должно быть взято из области изгиба и одно - из начала переходной области (если не действуют ограничения 10.7.9.3);
- для стали, выплавленной дуплекс-процессом, других нержавеющих сталей и коррозионно-стойких сплавов на основе никеля указанные макросечения должны быть заменены микросечением сварного шва для проведения полных металлографических исследований.
Распространяется на все колена
10.7.9.7 Образцы для испытаний на растяжение должны быть взяты из середины толщины материала. Толщина образцов с V-образным надрезом для испытаний на ударную вязкость должны быть на 2 мм меньше толщины материала со стороны внутренней поверхности, и макрообразцы должны представлять всю толщину материала.
10.7.9.8 Для колен, у которых переходные области и прямолинейный участок не сохраняются в поставляемом колене, механические испытания этих зон не требуются.
10.7.9.9 Требования к испытаниям на растяжение по Шарпи с V-образным надрезом и твердости должны соответствовать таблице 9.3 для С-Mn сталей и таблице 9.4 для сталей, выплавленных дуплекс-процессом. Для стали, выплавленной дуплекс-процессом, других нержавеющих сталей и коррозионно-стойких сплавов на основе никеля металлография должна соответствовать требованиям 9.3.3.4.
10.7.10 Размеры, допуски и маркировка
10.7.10.1 Размеры и допуски на концах колена должны быть совместимыми с присоединяемой трубой. Рекомендуется использование прямолинейных тангенциальных участков, равных по длине одному диаметру. Овальность поперечных сечений должна поддерживаться в пределах заданных отклонений, а радиус колена должен быть достаточно большим (например, пятикратный наружный диаметр) для прохождения средств очистки и диагностики, если это требуется.
10.7.10.2 Контроль размеров должен включать в себя:
- ID на концах колена;
- OD тела колена на внутреннем и наружном радиусах изгиба и обеих нейтральных осях;
- прохождение шаблона, состоящего из двух алюминиевых пластин с диаметром, равным 96 % номинального ID, жестко закрепленных на расстоянии, равном 1,5 × ID;
- некруглость концов колена - максимум 1,5 %; тела - максимум 3 %;
- наружный радиус колена, измеренный как отклонение от заданного радиуса (радиус центральной линии колена плюс 1/2 OD) ± 1 %, максимальное значение должно быть не более 25 мм;
- радиус кривизны оси колена в пределах ± 1 %, максимум ± 12,7 мм;
- прилежащий угол между центральными линиями прямолинейных участков колена в пределах ±0,75°;
- линейная/плоскостная прямолинейность (заданный угол колена, разделенный на 90°×10 мм, максимальное значение не должно превышать 10 мм);
- расположение сварного шва;
- перпендикулярность торцов, угол в пределах ±0,5°, максимум - 3 мм.
10.7.10.3 Колена должны маркироваться в соответствии стребованиями 9.6.1.
10.7.11 Ремонт
10.7.11.1 Ремонт основного металла колена сваркой не допускается.
10.7.11.2 Какой-либо ремонт продольных сварных швов должен проводиться сваркой перед окончательной термообработкой и согласно прошедшей аттестацию технологии сварки должен подвергаться NDT, требуемому в разделе 9.
10.7.11.3 Ремонт поверхностных выемок, углублений и подобных дефектов с помощью шлифования должен проводиться при наличии соглашения. Шлифование не должно уменьшать толщину стенки более заданного минимума.
10.8 Изготовление райзеров, компенсаторов и трубных плетей для намотки и буксировки
10.8.1 Общие указания
10.8.1.1 На изготовление райзеров, трубных компенсаторов, трубных плетей и т.д. из С-Mn стали, нержавеющей стали, выплавленной дуплекс-процессом, и плакированной, футерованной стали распространяются следующие требования.
10.8.1.2 Изготовление должно проводиться в соответствии стехническими условиями, устанавливающими требования к методам изготовления, технологии, объему испытаний, критериям пригодности и требующейся документации. Технические условия должны быть приняты на основании соглашения перед началом производства.
10.8.2 Гарантия качества
Требования к гарантии качества должны соответствовать 5.2.5.
10.8.3 Материалы для райзеров, компенсаторов и трубных плетей для намотки и буксировки
Материал труб
10.8.3.1 Труба, изготовленная из С-Mn стали и нержавеющих сталей, выплавленных дуплекс-процессом, должна, как минимум, соответствовать требованиям к трубе, включая дополнительные требования при их наличии, приведенным в разделе 9.
10.8.3.2 Кроме того, труба, используемая в трубных плетях для намотки, должна, как минимум, соответствовать дополнительным требованиям Р, приведенным в разделе 9.
10.8.3.3 Применение материала с более высокой прочностью должно допускаться по соглашению.
Примечание - Для сталей c SMYS > 485 МПа может потребоваться проведение РWНТ зоны сварки, для достижения требуемого уровня твердости и механических свойств.
Кованый и литой материал
10.8.3.4 Кованый и литой материал должен, как минимум, удовлетворять требованиям 10.4.
10.8.4 Технологии изготовления и подготовка производства
10.8.4.1 Прежде чем начать изготовление, изготовитель должен разработать MPS.
MPS
10.8.4.2 В MPS должны устанавливать порядок изготовления и проверок на всех указанных этапах производства; должны быть описаны характеристики, влияющие на качество и надежность продукции. Должны быть детально описаны все основные этапы изготовления, от контроля получаемого материала до отгрузки готовой продукции, в том числе порядок анализов и проверок. Должны быть приведены ссылки на технологии и критерии пригодности, определенные для каждого этапа.
10.8.4.3 MPS должны, как минимум, содержать:
- план(ы), описание и схему технологических процессов;
- план обеспечения качества для конкретного проекта;
- используемые технологические процессы изготовления;
- объем поставки материала, наименование (обозначение) изготовителя и местоположение производственных мощностей по изготовлению материала;
- технологию контроля процесса изготовления;
- технологию сварки;
- технологию термообработки;
- технологию NDT;
- технологии испытаний давлением;
- список требуемых механических и коррозионных испытаний;
- технологию контроля размеров;
- технологию маркировки, покрытия и защиты;
- технологию транспортирования, погрузки и отправки.
10.8.4.4 MPS должны быть приняты в результате соглашения.
10.8.4.5 Особо должна быть предусмотрена возможность доступа и время, требующееся для соответствующего контроля и проверки процесса изготовления.
10.8.4.6 В ходе изготовления трубных плетей для намотки и буксировки должна контролироваться последовательность труб, входящих в трубную плеть, так чтобы разность жесткостей с обеих сторон сварных швов была сведена к минимуму. Это должно достигаться путем подбора толщины стенки, диаметра труб с обеих сторон сварных швов с настолько близкими значениями, насколько это возможно.
10.8.4.7 Особое внимание при изготовлении должно быть уделено контролю веса и распределению плавучести трубных плетей, предназначенных для буксировки.
10.8.4.8 Технологии, подготовленные изготовителем, должны быть приняты в результате соглашения.
10.8.5 Получение, идентификация и сопровождение материала
10.8.5.1 Весь материал по прибытию должен быть проверен на наличие дефектов. Должны быть сверены количество и обозначения материала. Поврежденные элементы должны быть четко маркированы, рассортированы и должным образом направлены в отходы.
10.8.5.2 Трубы должны быть проконтролированы на наличие в них сыпучего материала, отходов и других загрязнений и должны проходить внутреннюю очистку перед направлением в сборочный узел. Метод очистки не должен наносить никаких повреждений внутренним покрытиям.
10.8.5.3 Должна быть организована система обеспечения правильного складирования материалов и их отслеживания на соответствие сертификатам материалов. В ходе транспортирования, хранения и всех операций по изготовлению обозначение материала должно быть сохранено.
10.8.5.4 Следует применять систему учета труб, чтобы сохранить записи о номерах сварных швов, NDT, номерах труб, длине труб, коленах, общей длине, установке протекторов, сборочных узлах на линии трубопровода и номерах ремонта. Система не должна допускать дублирования записей.
10.8.5.5 Отдельные трубы трубных плетей должны быть маркированы в соответствии с введенной системой сопровождения труб с помощью подходящего для эксплуатации в море красителя. Расположение, размер и цвет маркировки должны быть удобными для распознавания с помощью ROV в ходе монтажа. Может понадобиться наносить полосу на верхней части труб, чтобы проверять, не произошло ли какого-либо поворота при монтаже.
10.8.5.6 Если происходит замена поврежденных труб или других элементов, должна быть сохранена последовательная маркировка.
10.8.6 Обрезка, формовка, сборка, сварка и термообработка
10.8.6.1 Подрядчик должен иметь возможность проводить сварные соединения требуемого качества. Это может относиться к кольцевым и иным сварным швам, наплавке и термообработке после сварки. Соответствующая документация о возможностях подрядчика должна быть доступна для потребителя по его требованию.
10.8.6.2 Должно быть уделено внимание местным воздействиям на свойства материала и углеродные загрязнения за счет термической резки. Может потребоваться предварительный нагрев области, подлежащей резке. Углеродные загрязнения должны быть удалены с помощью шлифования поврежденного материала.
10.8.6.3 Формовка материала должна выполняться в соответствии с согласованными технологиями, задающими требования к последовательным стадиям.
10.8.6.4 Последовательность изготовления и сварки должна быть такой, чтобы объем усадки, деформаций и остаточных напряжений был минимальным.
10.8.6.5 Элементы, подлежащие сварке, должны быть правильно выровнены и удерживаться в требуемом положении с помощью зажимов, других соответствующих устройств или прихваточных сварных швов, пока сварка не дойдет до стадии, при которой приспособления для удерживания или прихваточные сварные швы могут быть удалены без угрозы деформации или усадки, в зависимости от того, что относится к рассматриваемому случаю.
10.8.6.6 Технологии сварки должны пройти квалификационные испытания. Технологический процесс сварки, персонал (сварщики), обращение с расходными материалами сварки и изготовление должны отвечать требованиям, приведенным в приложении С.
10.8.7 Гидростатические испытания
10.8.7.1 При необходимости должны быть проведены гидростатические испытания.
10.8.7.2 Размеры участка, подлежащего испытаниям, должны быть показаны на схемах или эскизах. Должны быть указаны пределы испытаний, временные заглушки, концевые затворы, а также расположение средств измерения и оборудования для испытаний. Высота расположения средств измерения для испытаний должна носить информационный характер для испытательного давления.
10.8.7.3 Концевые затворы и другое временное испытательное оборудование должно быть разработано, изготовлено и проверено на несущую способность при максимальном испытательном давлении и в соответствии с нормативными документами.
10.8.7.4 Испытания линейной запорной арматуры не проводятся, за исключением случаев определения возможных утечек и повреждений арматуры. Арматура рассчитывается и испытывается на значения испытательного давления. Должны быть заблокированы или удалены ответвления малых диаметров и измерительные каналы, чтобы избежать возможного загрязнения. Должна быть рассмотрена возможность предварительного наполнения полостей корпусов арматуры инертной жидкостью, кроме случаев, когда арматура имеет устройства для уравновешивания давления по седлам арматуры. Вся арматура во время заполнения должна быть полностью открыта.
10.8.7.5 Сварные швы не должны быть покрыты, окрашены или закрыты. При наличии соглашения могут использоваться тонкие первичные покрытия.
10.8.7.6 Средства измерения и испытательное оборудование, применяемые для измерений давления, объема и температуры, должны быть откалиброваны с целью достижения точности, сходимости результатов измерений и чувствительности средств измерений. Все средства измерения и оборудование для испытаний должны иметь сертификаты калибровки, действующие, как минимум, 6 месяцев до начала испытаний. Если средства измерений или испытательное оборудование часто использовались, они должны быть откалиброваны непосредственно перед испытанием.
10.8.7.7 Приборы и регистрирующие устройства должны быть проверены на правильность работы непосредственно перед каждыми испытаниями. Все оборудование для испытаний должно размещаться в безопасном месте за пределами границы зоны испытаний.
10.8.7.8 На средства измерения и оборудование для испытаний распространяются следующие требования:
- приборы для испытаний должны иметь диапазон измерения, как минимум, превышающий заданное испытательное давление в 1,25 раза, точность более ± 0,01 МПа и чувствительность выше 0,005 МПа;
- средства измерения температуры и регистрирующие приборы должны обладать точностью выше ± 1,0 °С;
- должны быть использованы приборы для регистрации давления и температуры, которые обеспечивают графическую регистрацию испытаний давлением на протяжении всего испытания.
10.8.7.9 Перед началом испытаний должны быть проведены и согласованы расчеты, показывающие влияние температурных изменений на испытательное давление. Если используются устройства для измерения температуры, они должны располагаться вблизи трубопровода, а расстояние между приборами должно быть выбрано на основании перепадов температуры вдоль трассы трубопровода.
10.8.7.10 Средой испытаний должна быть пресная вода или ингибированная морская вода.
10.8.7.11 Подъем давления должен происходить с постоянной скоростью до значения, равного 95 % испытательного давления. Последние 5 % вплоть до испытательного давления должны подниматься с линейно уменьшающейся скоростью, доходящей до 0,05 МПа в 1 мин. Прежде чем начнется период выдержки, должно быть предоставлено время для стабилизации температуры и давления.
10.8.7.12 Требования к испытательному давлению для испытаний системы давлением приведены в 8.4.2.4.
10.8.7.13 Время выдержки для испытательного давления должно составлять 6 часов.
10.8.7.14 Давление должно регистрироваться в течение периодов повышения давления, стабилизации и выдержки. Температура и давление должны регистрироваться, по крайней мере, каждые 10 мин в течение периода выдержки.
10.8.7.15 В процессе испытаний все сварные швы, фланцы, механические соединения и т.д., находящиеся под давлением, должны осматриваться на наличие утечек.
10.8.7.16 Испытания давлением соответствуют требованиям, если не наблюдается утечек или падения давления. Изменения давления в пределах ± 1,0 % испытательного давления считаются приемлемыми при условии, что причина общих изменений - колебания температуры или носит иной характер. Если наблюдаются более значительные изменения давления, период выдержки должен быть увеличен до тех пор, пока не будет достигнут период выдержки с приемлемыми изменениями давления.
10.8.7.17 Документация, подготовленная в связи с испытаниями трубопроводной системы давлением, должна содержать:
- схемы или эскизы испытаний;
- графики с приборов регистрации давления и температуры;
- логарифмические зависимости для давления и температуры;
- сертификаты калибровки средств измерения и оборудования для испытаний;
- расчет зависимости «давление-температура» и подтверждение пригодности.
10.8.8 Неразрушающий и визуальный контроль
10.8.8.1 Все сварные швы должны подвергаться:
- 100 %-ному визуальному контролю;
- 100 %-ной радиографии или ультразвуковому контролю (для кольцевых сварных швов является предпочтительным автоматический ультразвуковой контроль).
10.8.8.2 Рекомендации по применимым и предпочтительным методам NDT приведены в приложении D (см. D.1.4).
10.8.8.3 Требования к автоматическому ультразвуковому контролю кольцевых сварных швов приведены в приложении Е.
10.8.8.4 Если допустимые размеры дефектов основаны на ЕСА, то требуется проведение ультразвукового контроля, предпочтительно автоматического ультразвукового контроля.
10.8.8.5 NDT должен проводиться после завершения всех операций по холодной формовке, термообработке и гидростатическим испытаниям.
10.8.8.6 Требования к персоналу, методам, оборудованию, технологии и допустимым значениям дефектов, выявленных по результатам NDT приведены в приложении D.
10.8.9 Проверка размеров
10.8.9.1 Проверка размеров должна проводиться для того, чтобы определить соответствие требуемым размерам и допускам.
10.8.9.2 Проверка размеров трубных плетей для буксировки должна включать в себя вес и распределение веса и плавучести.
10.8.10 Защита от коррозии
Применение покрытий и монтаж протекторов должны соответствовать требованиям раздела 11.
10.9 Документация, записи, аттестация и маркировка
10.9.1 Документация, записи, аттестация и маркировка
10.9.1.1 Весь основной металл, фитинги и фланцы и т.д. должны поставляться вместе с Актом приемки 3.1.В в соответствии с стандартом [18] или принятым аналогом.
10.9.1.2 Акт приемки должен содержать:
- обозначение продукции, на которую составляется акт, с указанием номера плавки, партии термообработки и т.д.;
- размеры и вес изделий;
- результаты (или ссылки на результаты) всех заданных проверок и испытаний;
- условия поставки и температуру окончательной термообработки.
10.9.1.3 Каждая единица оборудования или деталь должны иметь соответствующую уникальную маркировку, необходимую для опознания. Маркировка должна устанавливать взаимосвязь изделия с относящейся к нему документацией о контроле.
10.9.1.4 Маркировка должна быть такой, чтобы она легко определялась и сохранялась в течение последующей эксплуатации.
10.9.1.5 Может понадобиться иная маркировка, требующаяся для обозначения.
10.9.1.6 Оборудование и соединительные детали должны быть в достаточной мере защищены от вредных воздействий со времени изготовления до ввода в эксплуатацию.
11 Защита от коррозии и утяжеляющее покрытие
11.1 Общие положения
11.1.1 Цель раздела
11.1.1.1 Цель настоящего раздела - формулирование общих правил по:
- концептуальному и рабочему проектированию систем защиты от коррозии;
- проектированию и изготовлению утяжеляющих покрытий из бетона;
- контролю качества в процессе изготовления/монтажа систем защиты от коррозии.
11.1.1.2 Определение количественных параметров конкретного проекта и функциональных требований основывается на соответствующих стандартах и нормативных документах, в том числе на [38] для электрохимической защиты и на [39] для заводских покрытий труб.
11.1.2 Применение
11.1.2.1 Настоящий раздел охватывает наружные и внутренние средства защиты от коррозии трубопроводов и райзеров. Его требования также распространяются на бетонные покрытия для придания отрицательной плавучести. Однако он не распространяется на береговые участки трубопроводов на выходах подводных трубопроводов.
11.1.2.2 Выбор материалов труб, связанный с защитой от коррозии, рассматривается в разделе 8. Требования и руководящие указания по контролю и мониторингу, связанные с коррозией трубопроводов, можно найти в разделе 13.
11.1.3 Определения
11.1.3.1 Термин «коррозионный контроль», используемый в этом разделе, относится ко всем измерениям, выполняемым для защиты от коррозии, а также к контролю и мониторингу коррозии (см. раздел 13). Защита от коррозии включает в себя применение коррозионно-стойких материалов, учет припусков на коррозию (см. 8.2.7) и различные средства для подавления коррозии.
11.1.3.2 Покрытие (наружное) труб относится к системам покрытий, применяемым при изготовлении (обычно это многослойное покрытие общей толщиной несколько миллиметров), которое предназначается только для защиты от коррозии или одновременно для теплоизоляции. Некоторые системы покрытий могут включать в себя дополнительный наружный слой для механической защиты, главным образом, в процессе укладки трубопровода, засыпке камнями или при разработке траншей. Однако на бетонное покрытие труб для предотвращения всплытия (утяжеляющее покрытие) термин «покрытие труб» не распространяется.
11.1.3.3 Покрытие стыков в полевых условиях относится к однослойному или многослойному покрытию, которое применяется для защиты кольцевых сварных швов независимо от того, выполнено ли это покрытие в полевых условиях или на заводе (например, для трубопроводов с укладкой размоткой или предварительно изготовленных райзеров).
11.1.3.4 Определение зон коррозии, включая зону заплеска, атмосферную зону и зону погружения, рассматривается в 11.4.1.
11.2 Общие принципы коррозионного контроля на стадии проектирования
11.2.1 Общие положения
11.2.1.1 Все элементы трубопроводной системы должны иметь соответствующую защиту от коррозии, чтобы исключить отказы, вызванные или инициированные коррозией как снаружи трубопровода, так и изнутри.
Примечание - Любой коррозионный дефект выражается в виде более или менее равномерного утонения стенок трубы, но более характерна рассеянная, язвенная коррозия и коррозия в виде бороздок, расположенных вдоль или перпендикулярно к оси трубы. Другой вид повреждений - коррозионное растрескивание под напряжением. Равномерная коррозия и коррозионные бороздки могут взаимодействовать с внутренним давлением или с внешними эксплуатационными нагрузками, приводя к разрыву стенок за счет возникновения пластических разрушающих деформаций или хрупкого излома. Отдельные поверхностные раковины являются наиболее вероятными причинами, вызывающими утечки через свищи, пронизывающие толщину стенки трубы.
11.2.1.2 Для участков райзеров, находящихся в зоне атмосферных воздействий, наружная коррозия должна контролироваться путем нанесения соответствующего покрытия краской на подготовленную поверхность и применения покрытия в соответствии с настоящим стандартом (см. 11.4). Некоторые коррозионно-стойкие сплавы не нуждаются в такого рода покрытиях.
11.2.1.3 Для участков райзеров, находящихся в зоне заплеска, должно использоваться покрытие в виде толстой оболочки (см. 11.1.3.2) в соответствии с требованиями 11.4. Кроме того, когда катодная защита недостаточна, могут применяться соответствующие припуски на коррозию для контроля за наружной коррозией С-Mn сталей выше наинизшего астрономического уровня отлива (LAT), (см. 8.2.7 и 11.4.1.7). Для коррозионно-стойких сплавов дополнительно могут использоваться наружное плакирование/футеровка.
11.2.1.4 Для трубопроводов и участков райзеров, находящихся в зоне погружения, наружная защита от коррозии обеспечивается покрытием в виде толстой оболочки в сочетании с электрохимической защитой в соответствии с 11.3 и 11.4. Требования и указания по выполнению утяжеляющего бетонного покрытия и электрохимической защиты приводятся в 11.6 и 11.7 соответственно.
11.2.1.4 Для райзеров, помещенных в J-трубах, кожухах, туннелях и аналогичных устройствах, зазоры должны быть заполнены жидкостью, не вызывающей коррозию, и должны быть герметизированы с обоих концов. Должны предусматриваться средства для контроля коррозионной активности жидкости, заполняющей зазоры.
11.2.1.4 Для защиты от внутренней коррозии могут применяться различные методы отдельно или в сочетании друг с другом, исходя из положений 11.9.
11.2.2 Оценка вариантов защиты от коррозии
11.2.2.1 Системы трубопроводов могут подвергаться воздействию коррозии как изнутри, так и снаружи. Возможности защиты от коррозии включают применение коррозионно-стойких труб, использование защитных покрытий, плакирование/футеровку, электрохимическую защиту (снаружи) и химическую обработку или ингибирование (изнутри).
11.2.2.2 Для трубопроводных систем из С-Mn сталей могут предусматриваться соответствующие припуски на коррозию (см. 8.2.7), которые используются как единственное средство защиты или в дополнение к другим средствам, препятствующим развитию коррозии. Припуск на коррозию служит для компенсации коррозии изнутри и/или снаружи трубопровода.
11.2.2.3 Выбор варианта коррозионного контроля должен оцениваться исходя из достижения наиболее эффективного решения сточки зрения затрат с учетом всех требований безопасности и природоохранного законодательства.
Примечание - В частности для внутренней коррозии решение, удовлетворяющее стратегии наибольшей эффективности затрат, требует оценки стоимости всех основных затрат, связанных с работой трубопроводной системы, а также капитальных затрат («анализ затрат за срок службы»). Если коррозионная активность продукта и эффективность средств подавления коррозии не могут быть оценены с достаточной точностью, то к конкретному варианту, который подлежит оценке, следует добавить «стоимость риска». Стоимость риска - это произведение расчетной вероятности и последствий (выраженных в денежных единицах) возникновения конкретного отказа (например, разрушение трубопровода или утечки через микроотверстия). Вероятность таких отказов должна быть отражена в достоверности оценки коррозионной активности продукта и оценке эффективности вариантов коррозионного контроля, выполняемых проектировщиком. В зависимости от состояния системы при отказе его последствия могут потребовать включения затрат, связанных с техническим обслуживанием, ремонтом, снижением пропускной способности и вторичным ущербом, связанным с угрозой для жизни, окружающей среды или с дополнительными капиталовложениями.
11.3 Защитные покрытия трубопроводов
11.3.1 Общие положения
11.3.1.1 Система (защитного) покрытия труб должна выбираться с учетом основных требований:
- характеристик защиты от коррозии (т.е. качества изоляции), определяемых проницаемостью для воды, растворимых газов и солей, адгезией, отсутствием пор и т.д.;
- стойкости к физической, химической и биологической деградациям, главным образом, в процессе эксплуатации, но также в период хранения до монтажа (диапазон рабочих температур и расчетный срок службы являются решающими параметрами);
- требований к механическим характеристикам в процессе монтажа и эксплуатации;
- соответствия методикам изготовления и монтажа, включая покрытия монтажных стыков, (см. 11.5.1) и ремонт после монтажа в условиях эксплуатации;
- совместимости сбетонным утяжеляющим покрытием (см. 11.6.1), если оно применяется;
- совместимости с электрохимической защитой и возможности снижения значений необходимого тока для катодной защиты (см. 11.7.1), если она используется;
- требований к качеству теплоизоляции при соответствующих условиях;
- требований к защите окружающей среды и безопасности для здоровья людей в процессе выполнения покрытия, изготовления, монтажа и эксплуатации.
11.3.1.2 Соединительные детали трубопровода должны иметь защитные покрытия с характеристиками соответствующими характеристикам покрытий труб. Если это нецелесообразно по практическим соображениям, то недостаточно высокие характеристики можно компенсировать применением электрохимической защиты. Однако следует учитывать надлежащим образом опасности, связанные с водородным растрескиванием, при использовании электрохимической защиты (см. 8.2.5.7).
11.3.1.3 Свойства покрытия (функциональные требования), которые имеют существенное значение для покрываемых труб, должны быть заданы в технических условиях потребителя. Могут оговариваться следующие характеристики при соответствующих условиях:
- максимальная и минимальная толщина;
- сплошность;
- связанность;
- прочность на растяжение;
- стойкость к ударным воздействиям;
- стойкость к отслаиванию покрытия от материала труб при электрохимической защите;
- гибкость;
- теплоустойчивость или теплопроводность;
- стойкость к истиранию;
- электрическое сопротивление;
- стойкость к гидростатическому давлению;
- растворимость в нефтепродуктах.
Должны быть описаны специальные требования к проектированию для обеспечения контроля качества.
11.3.1.4 В [39] приводятся подробные требования и рекомендации для изготовления покрытий для труб, в том числе требования к контролю и проверке в связи с контролем качества.
11.3.2 Материалы для покрытий, подготовка поверхности и применение
11.3.2.1 Изготовитель покрытий должен документально подтвердить, что он способен производить покрытия, обладающие заданными характеристиками. До начала выполнения работ по нанесению покрытий должны быть проведены квалификационные испытания технологии изготовления покрытия и согласованы с потребителем, особенно для новых изделий при ограниченном опыте изготовления.
11.3.2.2 Все работы по нанесению покрытий должны выполняться в соответствии с имеющимися техническими условиями на технологию изготовления. В технических условиях должна быть приведена следующая информация:
- материалы покрытия;
- подготовка поверхности;
- нанесение покрытия;
- контроль и испытания;
- ремонт покрытия;
- транспортирование и хранение труб с покрытиями.
11.3.2.3 Должна быть подготовлена и представлена на рассмотрение потребителю программа обеспечения качества, которая должна определять методики, частоту контроля, проверку и калибровку, а также критерии приемки. Должны быть приведены ссылки на соответствующие технические условия и методы испытаний, проверки и калибровки. Должны быть даны рекомендации о том, как следует обращаться с не соответствующими требованиями материалами и изделиями.
11.4 Специальные покрытия для райзеров
11.4.1 Общие положения
11.4.1.1 Неблагоприятные условия, способствующие коррозии, возникают в зоне, находящейся выше LAT, где на райзер периодически воздействуют волны, течения и морские брызги (зона заплеска). В особенно тяжелых условиях, сточки зрения коррозии, находятся райзеры, обогреваемые за счет протекающих в них продуктов. В зоне заплеска покрытие райзера может быть повреждено надводными судами или при выполнении работ на море при ограниченных возможностях контроля и технического обслуживания.
11.4.1.2 Часть райзера в атмосферной зоне (т.е. выше зоны заплеска) при той же защите более устойчива к коррозии при атмосферных воздействиях и механических повреждениях. Кроме того, к ней обеспечивается лучший доступ для контроля и технического обслуживания.
11.4.1.3 В зоне погружения и в зоне заплеска, находящейся ниже LAT, соответствующим образом спроектированная система катодной защиты способна предотвратить коррозию на любых поврежденных участках покрытия райзера. В зоне приливов и отливов электрохимическая защита в периоды отливов не эффективна.
11.4.1.4 Для специальных райзеров деление на зоны защиты зависит от конкретных особенностей райзера или конструкции платформы и от существующих условий окружающей среды. Верхняя и нижняя границы зоны заплеска могут быть найдены в соответствии с определениями в разделе 3 (см. 3.106 и 3.107).
11.4.1.5 Для трех зон защиты от коррозии могут применяться различные системы покрытия, рассмотренные выше, при условии их совместимости. Положения перечисленных требований 11.3.1.1 применимы для всех трех зон.
Примечание - Устройства крепления райзеров выбираются так, чтобы они были совместимы с конкретными покрытиями труб, а не наоборот.
11.4.1.6 Для зоны заплеска и атмосферной зоны необходимо дополнительно учитывать:
- склонность к коррозии в местах сквозных повреждений защитного покрытия и в зонах отслаивания покрытий;
- ремонтопригодность;
- возможность использования имеющихся способов контроля внутренней и/или наружной коррозии;
- совместимость с оборудованием, методами удаления обрастаний морскими организмами (если это явление имеет место);
- защиту от пожаров (если необходимо).
11.4.1.7 В наиболее опасной зоне заплеска следует применять усиленное защитное покрытие или использовать припуски на коррозию для компенсации наружной коррозии вследствие повреждения покрытий (см. 11.2.1.3). Необходимость использования припусков на коррозию и преимущества, которые достигаются при этом, зависят от вида покрытия, условий коррозии, расчетного срока службы, последствий повреждений и наличия доступа для контроля и технического обслуживания.
11.4.1.8 Для зоны погружения при выборе покрытий справедливы изложенные в 11.3.1.1 требования. Кроме того, для поверхностных вод в зоне погружения и самой нижней части зоны заплеска необходимо принимать во внимание стойкость к обрастанию морскими организмами.
11.4.1.9 Механические и физические характеристики покрытия, перечисленные в 11.3.1.3, также относятся к покрытиям райзеров в зависимости от конкретных зон защиты от коррозии. В технических условиях потребителя должны быть заданы необходимые требования к характеристикам каждой системы покрытия и к контролю качества.
11.4.1.10 Наружное плакирование на основе сплавов меди Сu может использоваться для комбинированной защиты от коррозии и против обрастания морскими организмами, особенно на участке сопряжения зоны заплеска и зоны погружения (см. 11.2.1.3). Однако металлические материалы со свойствами, препятствующими обрастанию, должны быть электрически изолированы от электрохимической защиты и от металла защищаемого сооружения для эффективного действия защиты. Многослойные лакокрасочные покрытия и алюминиевые покрытия, наносимые термическим распылением, применяются для защиты атмосферной зоны и зоны погружения, а также для зоны заплеска, если это позволяют требования к эксплуатации и локальные условия (см. 11.4.1.6).
11.4.2 Материалы для покрытий, подготовка поверхности и применение
11.4.2.1 Покрытия для райзера могут наноситься после заводской сварки, а в атмосферной зоне - после монтажа.
11.4.2.2 Все работы по нанесению покрытия должны выполняться в соответствии с проверенной технологией. В техническихусловиях на процесс нанесения покрытия должны быть определены требования к обращению с материалами для покрытий, их хранению, маркировке и проверке.
11.4.2.3 Вопросы, касающиеся требований к квалификационным испытаниям нанесения покрытий, техническим характеристикам технологического процесса нанесения покрытий и программе обеспечения качества, рассматриваются в 11.3.2.
11.4.2.4 На некоторые виды покрытий райзеров распространяются требования и рекомендации, содержащиеся в [39].
11.5 Покрытия для монтажных стыков
11.5.1 Общие положения
11.5.1.1 Для труб с утяжеляющим или теплоизоляционным покрытием покрытие монтажных стыков обычно состоит из внутреннего покрытия для защиты от коррозии и наполнителя для получения ровного перехода к покрытию трубы и обеспечения механической защиты внутреннего покрытия. Для трубопроводов и райзеров с теплоизоляционным покрытием наполнитель должен также иметь соответствующие изолирующие свойства.
11.5.1.2 Для выбора покрытия монтажного стыка необходимо учитывать те же основные факторы, что и для покрытий трубопроводов и райзеров, изложенные в 11.3.1.1, 11.4.1.5, 11.4.1.6. Кроме того, необходим длительный период времени для нанесения покрытия и его затвердевания или выдержки в процессе укладки трубопровода с баржи.
11.5.1.3 Характеристики покрытий монтажных стыков райзеров должны быть согласованы с характеристиками покрытий труб. В зоне заплеска следует избегать покрытия монтажных соединений, если невозможно обеспечить практически эквивалентные соседнему покрытию их характеристики защиты от коррозии.
11.5.1.4 Характеристики покрытия должны быть заданы в техническихусловиях проекта. При подготовке технических условий следует учитывать аналогичные характеристики для трубопроводов и райзеров, приведенные в 11.3.1.3 и 11.4.1.9 соответственно.
11.5.2 Материалы для покрытий, подготовка поверхности и применение
11.5.2.1 Предприятие-изготовитель должно документально подтвердить, что оно способно производить покрытия, обладающие заданными характеристиками. Программа оценки качества, включающая в себя разрушающие испытания покрытий, должна быть подготовлена до начала работ, если соответствующие результаты предыдущих испытаний непригодны. Для новых систем, которые должны использоваться в морских условиях, программа оценки качества должна включать в себя монтаж на море с последующими разрушающими испытаниями.
11.5.2.2 Все работы по нанесению покрытий должны выполняться в соответствии с прошедшей квалификационные испытания технологией. В технических условиях на технологию нанесения покрытий на монтажные соединения должны быть указаны:
- материалы для покрытия, заполнения;
- подготовка поверхности;
- нанесение заполнения (при соответствующих условиях);
- проверка;
- восстановление покрытия, заполнения (если требуется).
11.5.2.3 Подготовка поверхностей, которые необходимо покрыть, обычно сводится к шлифовке или обработке щетками для достижения чистоты поверхности минимум St 2 согласно [37]. Для некоторых систем покрытия необходима пескоструйная очистка до уровня Sa 2,5.
11.5.2.4 Технологический процесс нанесения покрытия должен содержать описание визуальной проверки и неразрушающих испытаний покрытий монтажных соединений. Если такая проверка практически неосуществима, то следует контролировать соответствующие параметры, влияющие на качество покрытия.
11.6 Бетонное утяжеляющее покрытие
11.6.1 Общие положения
11.6.1.1 Бетонное утяжеляющее покрытие предназначено для придания отрицательной плавучести трубопроводу и обеспечения защиты от механических повреждений изоляционного покрытия при монтаже и в течение всего срока эксплуатации трубопровода.
11.6.1.2 Требования к исходным материалам (цементу, заполнителю, воде, добавкам, арматуре) и характеристикам покрытия (функциональные требования) должны быть заданы в технических условиях nonht, bntkz. Приведенные ниже характеристики покрытия могут быть заданы при соответствующих условиях:
- вес в воде, отрицательная плавучесть;
- толщина;
- плотность бетона;
- прочность на сжатие;
- водопоглощение;
- стойкость к ударным нагрузкам (например, способность выдерживать удары трала);
- гибкость (прочность на изгиб);
- стойкость к растворению.
Рекомендуемые минимальные требования к некоторым из указанных выше характеристик приведены в 11.6.2.3. Некоторые рекомендации по общим требованиям к стальной арматуре приводятся в 11.6.2.4 и 11.6.2.5. Специальные требования проекта к контролю качества (включая сопровождение труб и документацию) также должны быть приведены в документации потребителя.
11.6.2 Составляющие бетона и нанесение покрытия
11.6.2.1 Прежде чем начнется нанесение покрытия, изготовитель должен документально подтвердить, что материалы, технологические процессы и оборудование, которые будут использованы, обеспечат нанесение покрытия с заданными характеристиками. Должны быть проведены предварительные испытания для документального подтверждения определенных характеристик покрытия, таких, например, как стойкость к ударным нагрузкам и гибкость (прочность на изгиб).
11.6.2.2 Все работы по покрытию должны выполняться в соответствии с прошедшими квалификационные испытания техническими условиями на технологию изготовления. Должны быть приведены следующие сведения:
- материалы для покрытия;
- проектирование и монтаж арматуры;
- нанесение и отвердение покрытия;
- контроль и испытания;
- восстановление покрытия (см. 11.6.2.10);
- транспортирование и хранение труб с покрытием.
11.6.2.3 Составляющие для изготовления бетона и метод его изготовления должны выбираться так, чтобы обеспечить рекомендуемые минимальные требования к характеристикам покрытия, пригодного для применения:
- минимальная толщина - 40 мм;
- минимальная прочность на сжатие (т.е. среднее значение для трех образцов бетона на трубу) - 40 МПа [40];
- максимальное водопоглощение - 8 % (по объему) (проверка трубы с нанесенным покрытием в соответствии с согласованной методикой);
- минимальная плотность - 1900 кг/м3 [40].
11.6.2.4 Бетонное покрытие должно быть армировано стальными стержнями, сваренными в каркас, или проволочной стальной сеткой. Для сварного каркаса рекомендуется, чтобы шаг между расположенными по кольцу стержнями составлял максимум 120 мм. Диаметр стальных стержней должен быть не менее 6 мм. Средняя площадь поперечного сечения стальной арматуры в кольцевом направлении должна составлять, как минимум, 0,5 % площади продольного сечения бетона. Соответствующая площадь поперечного сечения стальной арматуры в продольном направлении должна быть минимум 0,08 % площади поперечного сечения бетона.
11.6.2.5 При использовании одного слоя арматуры он должен размещаться в пределах средней трети бетонного покрытия. Рекомендуемое минимальное расстояние от антикоррозионного покрытия должно составлять 15 мм, в то время как рекомендуемая минимальная толщина защитного слоя бетона должна быть 15 мм для покрытий с минимальной толщиной £ 50 мм и 20 мм для покрытий с минимальной толщиной > 50 мм. Защитный слой для арматуры с проволочной сеткой должен быть не менее 25 мм. Необходимо исключить возможность электрического контакта с протекторами электрохимической защиты.
11.6.2.6 Бетон может наноситься одним из трех способов:
- набрызг;
- набивка;
- с помощью скользящей опалубки.
11.6.2.7 Восстановленный или повторно используемый бетон может применяться при условии, что имеется документальное подтверждение его соответствия заданным характеристикам.
11.6.2.8 Метод отвердения должен учитывать любые неблагоприятные климатические условия. Процесс отвердения должен обеспечивать незначительную потерю влаги в течение семи дней или минимальную прочность на сжатие 15 МПа.
11.6.2.9 Должен быть детально описан порядок ремонта и повторного нанесения покрытия. Как минимум, все участки с открытой арматурой должны быть восстановлены. Участки с недостающим покрытием, превышающие 10 % общей площади покрытия, должны покрываться повторно.
11.6.2.10 Порядок ремонта необработанных бетонных покрытий или покрытий с пустотами должен быть согласован.
11.6.3 Контроль и проверка
Должна быть подготовлена и передана на рассмотрение потребителю программа обеспечения качества. В ней должны быть приведены методики и частота проведения контроля, испытаний и калибровки, критерии приемки и требования к документации. Должны быть даны ссылки на соответствующие технические условия и методы контроля, испытаний и калибровки. Должны быть указания по обращению с материалами и изделиями, не соответствующими требованиям.
11.7 Проектирование электрохимической защиты
11.7.1 Общие положения
11.7.1.1 Трубопроводы и райзеры в зоне погружения должны быть снабжены системой электрохимической защиты для обеспечения необходимой защиты от коррозии при любых дефектах, возникающих в процессе нанесения покрытия (включая монтажные соединения), а также при повреждениях покрытия при монтаже и эксплуатации.
Примечание - Электрохимическая защита может обеспечиваться с использованием протекторов («гальванических протекторов») или с помощью тока, подаваемого от выпрямителя. Обычно системы с протекторами являются более предпочтительными.
11.7.1.2 Системы катодной защиты должны обеспечивать подавление электрохимического потенциала конструкции «труба - морская вода» (или «труба - осадочные отложения») в пределах от минус 0,80 В до минус 1,1 В относительно Ag/AgCl/морская вода. Потенциал, более отрицательный, чем минус 1,1 В относительно Ag/AgCl/морская вода, может быть достигнут при подаче тока от внешнего источника. Такие потенциалы могут вызывать вредные вторичные эффекты, включая отслаивание защитного покрытия от основного материала труб и водородное растрескивание материала трубопровода и сварных швов.
Примечание - В элементах трубопроводной системы из С-Mn стали и ферритной стали, мартенситной или ферритно-аустенитной нержавеющей стали, если они в процессе эксплуатации подвергаются значительным пластическим деформациям, может возникать водородное растрескивание при наличии катодной защиты даже с указанными выше пределами потенциалов. Такие повреждения в первую очередь можно исключить конструктивными мерами за счет ограничения больших деформаций. Кроме того, особое значение приобретает надлежащее покрытие элементов, которые могут подвергаться местной деформации.
11.7.1.3 Системы катодной защиты с протекторами обычно рассчитываются для обеспечения защиты от коррозии в течение всего расчетного срока службы защищаемого объекта.
Примечание - Поскольку переоборудование протекторов («жертвенных протекторов») обычно связано с очень большими затратами (если вообще практически целесообразно), то должна учитываться надлежащим образом вероятность увеличения исходного расчетного срока службы.
11.7.1.4 Системы трубопроводов, подключенные к другим установкам в открытом море, должны иметь совместимые системы катодной защиты, если в нихне обеспечиваются электрически изолированные фланцы. При любом выходе на берег морского трубопровода с катодной защитой с протекторами или с подаваемым током следует оценивать необходимость установки изолированных фланцев.
Примечание - При отсутствии изолированных фланцев нельзя избежать некоторого взаимного влияния систем катодной защиты электрически связанных конструкций в открытом море. Поскольку расчетные параметры подводных трубопроводов обычно более консервативны по сравнению с параметрами других систем, некоторые утечки тока с райзера и протекторов трубопровода, близких к трубе, не могут быть исключены, что в ряде случаев приводит к преждевременным расходам. Когда конструкция имеет правильно спроектированную систему катодной защиты, такие утечки токов не имеют существенного значения, поскольку утечки тока в сети будут снижаться со временем и в конечном счете совсем исчезнут, если только система защиты другой конструкции не имеет дефектов.
11.7.2 Проектные параметры и расчеты
11.7.2.1 Подробная методика для расчетов конструкции и рекомендации по выбору параметров, связанных с системами катодной защиты с протекторами, приведены в [38].
11.7.2.2 Конструктивные особенности протектора зависят от вида покрытия трубы. Для трубопроводов с утяжеляющим покрытием толщина протекторов равна толщине покрытия. Для трубопроводов и райзеров степлоизоляционным покрытием для улучшения эффективности ихпроцессов конструкция в целом должна обеспечивать уменьшение нагрева протектора (например, за счет установки протекторов на наружной стороне покрытия).
Каркас протектора, опоры и устройства крепления должны проектироваться так, чтобы обеспечивать необходимый коэффициент использования, гарантировать непрерывность распределения защитного тока по длине трубопровода и обеспечивать возможность обслуживания протектора на всех этапах изготовления, монтажа и эксплуатации.
11.7.2.3 Поверхность протектора, обращенная к трубе, должна быть покрыта слоем краски толщиной минимум 100 μ (выбирается краска на эпоксидной или эквивалентной основе).
11.7.2.4 Чтобы предотвратить соскальзывание при монтаже и во время эксплуатации, конструкция протекторов, которые должны устанавливаться поверх покрытия, должны быть рассчитаны на непосредственную сварку каркаса протектора с накладными пластинами на трубопроводе. Рабочий проект протектора должен выполняться с учетом вероятности потери протекторов в процессе монтажа и связанных с этим последствий для качества всей системы. Должны быть предусмотрены меры на случай аварийной ситуации. Рекомендуется, чтобы расстояние между следующими друг за другом протекторами не превышало 150 м. (При больших расстояниях необходимо учитывать электрическое сопротивление трубопровода, вероятность повреждения протекторов и принимать во внимание меры в случае аварийных ситуаций).
11.7.2.5 Для протекторов, закрепленных на трубопроводе или райзере, каждый сегмент протектора необходимо подключать кабелем к защитному сооружению.
11.7.2.6 Для протектора каждого типоразмера должны быть подготовлены габаритные чертежи, включая устройства крепления. Должны быть уточнены параметры соединительных кабелей там, где они применяются. На чертежах следует указывать чистый вес протекторов и допуски на размеры.
11.7.2.7 Подробная техническая документация включает в себя:
- исходные условия, в том числе проектный срок службы и ссылки на относящиеся к проекту стандарты, технические условия, руководящие указания, и т.д.;
- расчеты площади поверхности и потребляемой мощности тока.
Кроме того, проектная документация для систем с протекторами должна содержать:
- расчеты массы протекторов;
- расчеты сопротивления протекторов;
- расчеты необходимого числа протекторов;
- габаритные чертежи протекторов (включая чертежи устройств крепления и данные кабелей, подключаемых к разъемам при соответствующих условиях).
11.7.2.8 Для проектной документации систем с подачей токов от внешнего источника даются ссылки на [38].
11.8 Изготовление и установка протекторов
11.8.1 Изготовление протекторов
11.8.1.1 В технических условиях потребителя должны быть подробно изложены требования к изготовлению протекторов, в том числе, к размерам и весу, требования к контролю качества (допуски на дефекты, и характеристики при испытаниях и т.д.), маркировке и документации.
11.8.1.2 Для протектора каждого типоразмера изготовитель должен выпустить подробный чертеж, показывающий расположение и размеры протекторных вставок, общий вес протектора и другие данные, как указано в документации на покупку (см. 11.7.2.6).
11.8.1.3 Протекторы изготовливают в соответствии с техническими условиями на технологический процесс. Общие требования к изготовлению протекторов приводятся в [38].
11.8.1.4 Методика испытаний характеристик материалов протектора приводится в приложении А[38].
11.8.1.5 Детали, привариваемые ктрубе, должны изготавливаться из соответствующей стали, пригодной для сварки. Для трубопроводов из нержавеющей стали такие детали необходимо приваривать к накладным пластинам из того же материала или из материала, совместимого с трубой. Для С-Mn сталей эквивалент углерода или значение Рст любой накладной пластины не должен превышать значения, заданного для материала трубы.
11.8.1.6 Подробные требования к допускам на вес и размеры приведены, например, в [41].
11.8.1.7 Все протекторы должны проходить визуальный контроль на отсутствие трещин и других значительных дефектов. Соответствующие требования приведены в [41].
11.8.1.8 Должна быть подготовлена и представлена на рассмотрение потребителя программа обеспечения качества, в которой должны быть определены методы и частота проведения контроля и проверок и критерии приемки. Должны быть приведены ссылки на соответствующие методики контроля, проверок и калибровки.
11.8.1.9 Маркировка протекторов должна обеспечивать возможность оперативного контроля горячего клеймения. Протекторы должны поставляться в соответствии со стандартом [18], Сертификатом проверки 3.1.В или в соответствии с аналогичным стандартом.
11.8.2 Установка протекторов
11.8.2.1 Протекторы могут устанавливаться вблизи берега, например при сварке трубопроводов на барже и при подъеме на поверхность трубопровода при буксировке. При укладке с барабана протекторы трубопровода обычно закрепляются в открытом море.
11.8.2.2 Протекторы должны устанавливаться согласно методике, в которой описано транспортирование протекторов, их установка и последующий контроль.
11.8.2.3 Сварка или пайка устройств крепления протекторов и соединительных кабелей должна выполняться в соответствии с прошедшими квалификационные испытания технологиями (см. приложение С).
11.8.2.4 Для труб, которые должны иметь утяжеляющее бетонное покрытие, необходимо исключить электрическую связь бетонный арматуры с протекторами. Промежутки между продольно разрезанными оболочками протектора могут быть заполнены мастикой из асфальта или подобными заполнителями. Все следы утечек заполняющего компаунда должны быть удалены с наружных поверхностей протекторов.
11.9 Проектирование, изготовление и нанесение защиты от внутренней коррозии
11.9.1 Общие положения
11.9.1.1 Наиболее распространенные продукты, транспортируемые по системам трубопроводов, являются потенциально опасными сточки зрения коррозии для труб из обычной С-Mn стали.
11.9.1.2 Выбор системы защиты трубопроводов и райзеров от внутренней коррозии оказывает серьезное влияние на рабочий проект и поэтому на стадии концептуального проекта необходима соответствующая оценка (см. 8.2.2 и 11.2.2). Следует рассматривать следующие варианты защиты от коррозии:
a) обработка перекачиваемого по трубопроводу продукта для удаления растворенной воды и/или веществ, вызывающих коррозию;
b) использование труб или внутренней (металлической) футеровки / плакирования, устойчивых к коррозии;
c) применение органических покрытий, защищающих от коррозии, или футеровки (обычно в сочетании с перечислением а) или d);
d) химическая обработка, т.е. добавление химических веществ, подавляющих коррозию.
Кроме того, необходим надлежащий учет преимуществ, связанных с использованием припусков на коррозию (см. 11.2.2).
11.9.1.3 Должна учитываться необходимость временной защиты от коррозии в процессе хранения, транспортирования и заливки водой. Дополнительные средства включают в себя применение концевых заглушек, смазки или минерального воска для защиты от ржавчины и химической обработки для заполнения водой (с использованием биоцида и/или средств для удаления кислорода).
Примечание - Использование биоцида для обработки воды при заполнении является наиболее важным средством (даже в течение короткого времени), т.к. начинающийся рост бактерий, который возникает при заливке, может развиться в процессе эксплуатации и привести к дефектам, связанным с коррозией. В стальных трубопроводах из С-Mn стали без покрытия могут пропускаться средства для удаления кислорода, поскольку кислород, растворенный в морской воде, будет быстро поглощаться, не вызывая значительного уменьшения толщины стенок. Нанесение пленки или «пассивация» с помощью ингибиторов коррозии в действительности не требуются и могут даже оказывать вредное влияние.
11.9.2 Защита от внутренней коррозии за счет обработки продукта
Управление процессом коррозии за счет обработки перекачиваемого по трубопроводу газа или нефти может включать в себя, например, удаление воды (обезвоживание) или кислорода (дезоксигенирование) из морской воды, используемой для закачки. Должна быть выполнена оценка последствий эксплуатационных отказов из-за ухудшения характеристик материалов. Должна быть рассмотрена необходимость припусков на коррозию и использование дублированных систем обработки продуктов. Должен быть обеспечен оперативный контроль коррозионных характеристик продукта в нисходящем потоке обрабатывающей установки. Для трубопроводов, предназначенных для вывоза нефти, содержащей остаточную воду, должна быть рассмотрена биоцидная обработка в качестве резервного варианта (см. 11.9.5).
11.9.3 Защита от внутренней коррозии при использовании труб из CRA
11.9.3.1 Выбор коррозионно-стойких материалов проводится с оценкой возможностей С-Mn стали, когда делается заключение, что этот материал не обеспечивает соответствующую надежность и/или с учетом эффективности затрат в зависимости от необходимой эксплуатационной надежности (см. 11.2.2).
11.9.3.2 Последующий выбор коррозионно-стойкого материала должен рассматриваться с учетом:
- механических характеристик;
- простоты изготовления, в особенности, возможности сварки;
- внутренней и наружной коррозионной стойкости, в частности по отношению к растрескиванию под влиянием окружающей среды.
Примечание - Необходимо учитывать также возможности закупки, цикл заказа и стоимость.
11.9.3.3 Следует надлежащим образом рассматривать возможности потенциальных кандидатов на поставку труб и соединительных деталей трубопроводов, изготавливаемых из CRA.
11.9.4 Защита от внутренней коррозии с помощью органических покрытий или футеровочных материалов
11.9.4.1 Если необходимо оценить применение внутренних покрытий или футеровки в качестве варианта защиты от коррозии, то должны учитываться следующие факторы:
- химическая совместимость со всеми продуктами, пропускаемыми по трубопроводу, а также с продуктами, контакт с которыми возможен в процессе монтажа, ввода в эксплуатацию и при эксплуатации, включая влияние добавок (см. 11.9.5);
- стойкость к эрозии под действием продукта или механических повреждений при очистке трубопроводов внутритрубными устройствами;
- стойкость к быстрому падению давления;
- надежность контроля качества в процессе нанесения покрытия;
- надежность покрытия (внутреннего) монтажных стыков при соответствующих условиях;
- последствия отказов и дублирующие средства для уменьшения влияния коррозии.
Примечание - Внутреннее покрытие трубопроводов (например, наплавка тонкой пленки с использованием эпоксидной смолы в качестве связующего материала применяется, главным образом, с целью уменьшения трения в трубопроводах для осушенного газа («покрытие, наносимое поливом»). Хотя не следует ожидать, что внутренние покрытия полностью предотвратят разрушения от коррозии, если по трубопроводу перекачиваются коррозионно-активные продукты; всякое покрытие с соответствующими характеристиками может оказаться эффективным в уменьшении видов отказов, вызываемых мембранными напряжениями и, следовательно, обеспечит возможность сохранения давления в трубопроводе.
11.9.5 Защита от внутренней коррозии с использованием химической обработки
11.9.5.1 При химической обработке перекачиваемых продуктов с целью управления коррозией могут использоваться:
- ингибиторы коррозии (например, с «образованием пленки»);
- химические вещества для буферных растворов с целью поддержания заданного рН;
- биоциды (для подавления коррозии, вызываемой бактериями);
- гликоль или метанол (добавляемые в больших концентрациях для ингибиторов, препятствующих образованию гидратов), связывающие воду;
- диспергирующие добавки (для образования эмульсии воды с нефтью);
- поглотители (для удаления коррозионных составляющих при низких концентрациях).
11.9.5.2 На стадии концептуального проекта должна быть выполнена подробная оценка надежности химической обработки. Важными факторами, которые должны быть учтены, являются:
- ожидаемая эффективность снижения коррозии для реального продукта, который будет подвергнут химической обработке, включая возможное влияние окалины, осадков и прочих загрязнений, связанныхс этим продуктом;
- возможность распределения ингибитора по трубопроводной системе, по всей ее длине и периметру труб с помощью перекачиваемого продукта;
- совместимость с трубопроводной системой и материалами, в частности, супругими полимерами и органическими покрытиями;
- совместимость со всеми добавками, которые могут закачиваться в трубопровод;
- угроза здоровью людей и соответствие требованиям охраны окружающей среды;
- средства для закачивания и аппаратура/методы контроля эффективности действия ингибиторов;
- последствия отказов для обеспечения надлежащей защиты и использования дублирующих средств.
Примечание - Для трубопроводов, по которым перекачивается необработанный продукт из скважины или другие продукты с высокой коррозионной активностью, при высоких требованиях к безопасности и надежности необходимо проверять эффективность химической очистки с помощью встроенного контроля с использованием приборов, обеспечивающих измерение толщины стенок по всей длине трубопровода (см. раздел 13).
12 Монтаж
12.1 Общие положения
12.1.1 Цель раздела
Цель настоящего раздела - определение требований к изысканиям, расчетам и документации, которые должны быть подготовлены и согласованы для монтажа и, кроме того, формулирование требований к монтажу и испытаниям законченной трубопроводной системы, которые не рассматриваются в других разделах стандарта.
12.1.2 Применение
Настоящий раздел применим к монтажу и испытаниям трубопроводов и жестко закрепленных райзеров, спроектированных и изготовленных в соответствии с настоящим стандартом.
12.1.3 Анализ вида и последствий отказов и исследования опасности и работоспособности
12.1.3.1 Систематический анализ состояния оборудования и монтажных работ должен выполняться для выявления возможных критических точек и действий, которые могут привести к возникновению опасных условий или усугубить их и для принятия эффективных мер для исправления ситуации. Глубина анализа должна обеспечивать выявление необходимых действий в критических ситуациях, а также должен учитываться полезный опыт предыдущих работ.
12.1.3.2 Особое внимание должно быть уделено прокладке участков трубопровода, проходящих вблизи существующих объектов и коммуникаций или проходящих в прибрежной зоне, где существует повышенная опасность, связанная с судоходством, якорными стоянками и т.д. Для важных работ должны быть проведены методические HAZOP.
Примечание - Руководящие указания по проведению FMEA приводятся в [42] (часть 0, глава 4, раздел 2).
12.1.4 Технические условия на монтаж и испытания, чертежи
12.1.4.1 Должны быть подготовлены технические условия и чертежи, охватывающие монтаж и испытания систем трубопроводов, райзеров, защитных конструкций и т.д.
12.1.4.2 Технические условия и чертежи должны содержать достаточно подробные требования к способам монтажа, технологии выполняемых работ и к конечным результатам работ.
12.1.4.3 В требованиях должны отражаться исходные данные для проектирования и результаты, которые должны быть достигнуты. Должны быть указаны виды и объем проверок и испытаний, критерии приемки и связанная с ними документация для подтверждения соответствия характеристик и работоспособности системы трубопроводов требованиям настоящего стандарта. Должны быть определены также объем и виды необходимой документации, протоколов и сертификатов.
12.1.4.4 Должны быть включены требования к руководству по монтажу и объему испытаний, обследованию и критерию приемки, необходимые для оценки инструкции по монтажу.
12.1.5 Инструкции по монтажу
12.1.5.1 Инструкции по монтажу должны быть подготовлены всеми подрядчиками (по каждому виду работ).
12.1.5.2 Инструкция по монтажу представляет собой совокупность инструкций, относящихся к конкретным выполняемым работам. Методы и оборудование, используемые подрядчиком, должны отвечать специальным требованиям. Инструкция по монтажу должна учитывать все факторы, которые влияют на качество и надежность выполняемых работ, в том числе, в обычных и непредвиденных обстоятельствах; в ней рассматриваются все операции монтажа, включая проверки и точки контроля. В инструкции должны отражаться результаты FMEA, HAZOP и определены параметры, которые необходимо контролировать, а также приведены допустимые диапазоны значений отклонений параметров в процессе монтажа.
Должны быть включены следующие документы:
- инструкция по организации подготовительного периода строительства и мобилизационным мероприятиям;
- инструкция по строительству;
- инструкция по испытанию и контролю качества системы;
- инструкция по охране здоровья, безопасности и защите окружающей среды;
- инструкция по действиям в аварийных ситуациях.
Инструкции должны содержать:
- описание средств взаимодействия;
- вопросы, связанные с организацией работ, ответственностью и связью;
- описание и порядок работы вводимых в работу оборудования и систем, необходимые для строительства и монтажа;
- ограничения и условия, налагаемые конструктивной прочностью в соответствии с проектом;
- ограничения на работу в связи с условиями окружающей среды;
- ссылки на принятый порядок работы в нормальных условиях и при непредвиденных обстоятельствах.
12.1.5.3 Подрядчик подготавливает технологии работы при нормальных и непредвиденных обстоятельствах, которые включают в себя:
- цель и объем работы;
- ответственность персонала;
- используемые материалы, оборудование и документацию;
- порядок выполнения работы, в соответствии сзаданными требованиями;
- порядок контроля работы и его отражение в соответствующей документации.
12.1.5.4 Инструкция по монтажу должна корректироваться, исправляться, если это необходимо в процессе проведения монтажных работ.
12.1.5.5 Инструкции по монтажу должны согласовываться по вопросам:
- пересмотра методик, порядка выполнения работ и методов вычислений;
- пересмотра и пригодности технологического процесса;
- оценки характеристик судна и оборудования;
- пересмотра необходимой квалификации персонала.
12.1.5.6 Требования к инструкции по монтажу и приемке приведены в различных подразделах. Результаты FMEA или HAZOP (см. 12.1.3) также должны использоваться при определении объема и степени проверки оборудования и технологических процессов.
12.1.5.7 В случаях, когда изменения характеристик процесса могут привести к нежелательным результатам, должны быть заданы значения основных параметров и их допустимых пределов.
12.1.6 Обеспечение качества
Подрядчик, выполняющий монтаж, должен иметь внедренную систему контроля качества, соответствующую требованиям [17], или аналогичную систему. Дополнительные требования к обеспечению качества приведены в 5.2.5.
12.1.7 Сварка
12.1.7.1 Требования к сварочным процессам, аттестации технологии сварки, выполнению сварки и сварщикам приведены в приложении С.
12.1.7.2 Требования к механическим и коррозионным испытаниям для аттестации технологии сварки приведены в приложении В.
12.1.7.3 Механические характеристики и коррозионная стойкость сварной конструкции должны соответствовать требованиям, приведенным в технических условиях на монтажи инструкциях по проведению испытаний.
12.1.7.4 При ремонте сваркой на установках для ремонта сварных соединений, где участок трубопровода при сварке подвергается растяжению и изгибу, должен быть проведен расчет ремонтной сварки. При расчете необходимо учитывать снижение значений пределов текучести и прочности на растяжение материала вследствие подвода тепла от дефектной выемки, предварительного подогрева и сварки, а также изменения прочности в связи с динамическими нагрузками, связанными с погодными условиями, и эффектом снижения прочности в монтажных стыках. Расчет выполняется в соответствии стребованиями ЕСА (см. 8.4).
Напряжения в оставшихся участках не должны превышать 80 % SMYS.
12.1.7.5 Расчет ремонтной сварки подлежит согласованию.
12.1.7.6 Корень шва и первый (горячий) проход должны быть выполнены на первом сварочном посту до перемещения трубы. Допускается перемещение трубы на более ранней стадии, если выполненный расчет показывает, что это можно делать без риска повреждения наплавленного при сварке материала. При расчете должны учитываться значения максимально допустимого отклонения от прямой линии и высоты наплавленного при сварке металла, возможные технологические дефекты, состояние опор для труб и любые динамические воздействия.
12.1.8 Визуальный контроль и контроль неразрушающими методами
12.1.8.1 Требования к методам, оборудованию, технологии, критериям приемки, а также квалификационным испытаниям и аттестации персонала для выполнения визуального и NDT приведены в приложении D.
12.1.8.2 Требования к AUT приведены в приложении Е.
12.1.8.3 Неразрушающий контроль кольцевых сварных швов должен предусматривать 100 %-ный ультразвуковой или радиографический контроль. Радиографический контроль рекомендуется дополнить ультразвуковым контролем для повышения вероятности обнаружения и/или более точного определения значений характеристик, размеров дефектов.
12.1.8.4 Для стенок толщиной от 25 мм должен использоваться автоматизированный ультразвуковой контроль.
12.1.8.5 Ультразвуковой контроль (UT) должен применяться для:
- оценки высоты, на которой находится трещина, и/или для определения глубины трещины;
- оценки дефектов типа несплавления в начале монтажа или возобновления работы после временного прекращения сварочных работ и если радиографическая проверка является основным способом NDT (100 %-ный контроль первых 10 сварных швов для сварочных процессов с высоким напряжением). Для стенок толщиной более 25 мм в процессе монтажа рекомендуется делать дополнительные проверки участков методом случайного отбора;
- проверки в дополнение к радиографическому контролю стенок толщиной более 25 мм для уточнения значений характеристик и размеров дефектов при неоднозначных результатах измерений;
- проверки в дополнение к радиографическому контролю при «неблагоприятной» форме выявленных дефектов;
- 100 %-ной проверки расслоений в полосе шириной 50 мм на концах отрезанной трубы.
12.1.8.6 Если при ультразвуковом контроле выявляются неприемлемые дефекты, не обнаруживаемые радиографическими методами, то ультразвуковой контроль используется для 100 %-ной проверки следующих 10 сварных швов. Если результаты такой расширенной проверки неудовлетворительны, то сварку следует отложить до тех пор, пока не будут установлены и устранены причины дефектов.
12.1.8.7 Для «золотых стыков» («гарантийных стыков») (критических сварных швов, например при захлестах-стыковке отдельных плетей трубопровода, которые не могут подвергаться испытаниям давлением и т.д.) необходим 100 %-ный ультразвуковой контроль, 100 %-ный радиографический контроль и 100 %-ная магнитопорошковая дефектоскопия или 100 %-ная капиллярная дефектоскопия в случае сварки труб из неферромагнитных материалов. Если ультразвуковой контроль выполняется автоматически (приложение Е), то радиографический контроль и магнитопорошковая/капиллярная дефектоскопия могут быть исключены из NDT по согласованию.
12.1.8.8 Для подтверждения полного устранения дефектов перед ремонтной сваркой, а также для 100 %-ного контроля расслоений на концах отрезанной трубы перед ремонтной сваркой должна использоваться магнитопорошковая или капиллярная дефектоскопия в случае неферромагнитных материалов.
12.1.8.9 Визуальная проверка должна включать в себя:
- 100 %-ный осмотр выполненных сварных швов на наличие поверхностных дефектов, правильность формы и соответствие размеров;
- 100 %-ный осмотр видимой поверхности трубы до покрытия монтажного соединения;
- 100 %-ный осмотр законченного покрытия монтажного соединения.
12.1.9 Производственные испытания
12.1.9.1 WPS, используемые при выполнении сварочных работ на трубопроводах, предусматривают проведение одних производственных испытаний.
12.1.9.2 Производственные испытания не требуются при сварочных работах, предназначенных специально для сварки стыковых соединений плетей трубопровода, фланцев, тройниковых соединений и т.д.
12.1.9.3 Производственные испытания по согласованию могут быть исключены в случаях, когда настоящий стандарт не предусматривает испытаний на вязкость разрушения при аттестации технологии сварки или для труб из С-Mn стали при SMYS < 450 МПа.
12.1.9.4 Объем производственных испытаний должен быть расширен, если:
- подрядчик имеет ограниченный опыт применения сварочного оборудования и сварочных работ;
- выполненный контроль сварки признан неудовлетворительным;
- повторно обнаружены серьезные дефекты;
- имеются данные о несоответствии требованиям для режима сварки;
- смонтированный трубопровод не подвергался испытаниям системы давлением (см. 8.2.2.3).
12.1.9.5 Объем производственных испытаний должен быть согласован с режимами контроля и проверок и должен соответствовать концепции проекта трубопровода.
12.1.9.6 Производственные испытания должны включать в себя контроль неразрушающими, механическими методами и испытания на коррозионную стойкость в соответствии стребованиями, приведенными в приложении С.
12.1.9.7 Если результаты производственных испытаний неприемлемы, то должны быть внесены соответствующие коррективы и предприняты необходимые упреждающие действия, а также расширен объем производственных испытаний.
12.2 Трасса трубопровода, изыскания и подготовка
12.2.1 Изыскания трассы трубопровода перед строительством
12.2.1.1 Изыскания перед укладкой трубопровода в дополнение к изысканиям, выполненным в процессе подготовки к проектированию согласно разделу 6, необходимы, если:
- истекло время, в течение которого действительны результаты исходных изысканий;
- существует вероятность изменений морского дна;
- трасса трубопровода проходит в районах моря, характеризуемых высокой активностью;
- появились новые установки в районе прокладки трубопровода.
12.2.1.2 Изыскания, предшествующие монтажу, если они необходимы, должны выявить:
- новые/ранее не учтенные потенциальные опасности для трубопровода и монтажных работ;
- места крушений, подводные объекты и другие препятствия, такие как участки разработки полезных ископаемых, пустой породы, скальных пород и гальки, которые могут мешать или создавать помехи монтажным работам;
- состояние морского дна (подтверждает необходимость изысканий согласно разделу 6);
- существование любой другой опасности, обусловленной характером проводимых работ.
12.2.1.3 К предмонтажным изысканиям трассы трубопровода должны быть заданы объем и требования.
12.2.2 Подготовка морского дна
12.2.2.1 Подготовка морского дна может потребоваться для:
- удаления препятствий и потенциальных опасностей, мешающих монтажным работам;
- устранения нагрузок и деформаций, связанных с особенностями морского дна, например из-за неровных склонов, песчаных волн, глубоких впадин и возможной эрозии и размывов, превышающих проектные нормы;
- подготовки пересечений страссами трубопроводов и кабелей;
- засыпки углублений и удаления выступов для исключения неприемлемых свободных пролетов;
- выполнения любых других подготовительных операций, обусловленных особенностями последующих работ.
12.2.2.2 Если перед укладкой трубопровода необходимо разработать траншею, то следует определить профиль поперечного сечения траншеи и обеспечить достаточную его ровность, чтобы исключить возможность повреждения трубопровода, покрытия и протекторов.
12.2.2.3 Должны быть определены объем подготовительных работ на морском дне и требования к этим работам. При определении объема подготовительных работ необходимо указать значения допусков на местоположение трассы трубопровода.
12.2.3 Пересечение трубопроводов и кабелей
12.2.3.1 Подготовка к пересечению трубопроводов и кабелей должна выполняться в соответствии с техническими условиями, в которых подробно рассмотрены меры, которые должны быть приняты для исключения возможности повреждения трубопроводов и кабелей. Работы должны проходить под контролем ROV для подтверждения надлежащего расположения и конструкций опор. Опоры и профиль насыпи над существующими объектами должны быть выполнены в соответствии с принятым проектом.
12.2.3.2 Технические условия должны устанавливать требования в отношении:
- минимального расстояния между трубопроводом и существующими объектами;
- координат пересечения;
- маркировки имеющегося объекта;
- подтверждения положения и ориентации существующих объектов обеими сторонами; -трассирования и профилирования пересечения;
- якорной стоянки судна;
- установки опорных конструкций или гравийной подушки;
- методов предотвращения размывов и эрозии около опор;
- методов контроля и мониторинга;
- требований к допускам;
- других условий.
12.2.4 Подготовительные работы при выходе на берег
12.2.4.1 Должны быть определены и четко обозначены места расположения других трубопроводов, кабелей или выводных коллекторов в зоне выхода трубопровода на берег.
12.2.4.2 Такие препятствия, как мусор, скальные породы, крупная галька, которые могут мешать или ограничивать монтажные работы, должны быть удалены. Морское дно и береговая зона должны быть приведены в состояние, предусмотренное в проекте, чтобы исключить повышенные напряжения в трубопроводе в процессе монтажа и избежать повреждений покрытия или протекторов.
12.3 Морские операции
12.3.1 Общие положения
12.3.1.1 Требования настоящего подраздела распространяются на суда, выполняющие монтаж трубопроводов и райзеров и обеспечивающие техническую поддержку. Требования относятся только к работам на море в процессе монтажа. Специальные требования к судам, на борту которых находится оборудование для монтажа, рассматриваются в соответствующих подразделах.
12.3.1.2 До начала работ должны быть проведены организационные мероприятия с основным персоналом и установлены линии связи. Должна быть установлена связь с другими заинтересованными сторонами.
12.3.1.3 Весь персонал должен иметь достаточную квалификацию для выполнения намеченных работ. Ведущие специалисты должны иметь необходимый опыт речевой связи на используемом при работе языке.
12.3.1.4 Укомплектованность персоналом должна соответствовать требованиям [43]. Несамоходные суда должны комплектоваться персоналом и иметь организацию на тех же принципах, что и самоходные суда того же типа и размера.
12.3.2 Суда
12.3.2.1 Все суда должны быть действующего класса в соответствии с нормами признанного классификационного общества. Действующий класс распространяется на все системы, необходимые с точки зрения безопасности работы. Дополнительные требования к судам должны задаваться в технических условиях, устанавливающих требования к:
- якорям, якорным цепям и якорным лебедкам;
- якорным стоянкам;
- системам позиционирования и привязки к местности;
- системам динамического позиционирования и навигационным системам;
- системам сигнализации, в том числе системам дистанционной сигнализации, если они необходимы;
- общей мореходности судна в данном регионе;
- кранам и подъемному оборудованию;
- оборудованию для монтажа трубопроводов в соответствии с 12.4;
- другим требованиям, обусловленным характером работ.
12.3.2.2 Должна быть разработана документально оформленная программа технического обслуживания, распространяющаяся на все системы, жизненно важные для безопасности и эксплуатационных характеристик судна, относящихся к выполняемым работам. Программа технического обслуживания должна быть представлена в руководстве по техническому обслуживанию или в аналогичном документе.
12.3.2.3 Должен выпускаться отчет по анализу состояния работ, проводимых по рекомендациям и требованиям органов власти и/или учреждений, осуществляющих надзор за эксплуатацией судов и выполнением работ по техническому обслуживанию в соответствии с планом за соответствующий период.
12.3.2.4 До подтверждения пригодности судна и его основного оборудования специальным требованиям для выполнения намеченных работ должен быть проведен его осмотр или обследование.
12.3.3 Якорные стоянки, схема расположения якорей и постановка судна на якоря
12.3.3.1 Системы якорной стоянки судна, удерживаемого в данном положении с помощью якорей (с или без помощи подруливающего устройства) при выполнении работ на море, должны соответствовать следующим требованиям:
- приборы для измерения натяжения якорных цепей и длины якорных цепей должны устанавливаться в помещении с пультом управления или на мостике, а также на стойке управления лебедкой;
- дистанционно управляемые лебедки должны контролироваться с помощью телевизионных камер или равноценных устройств из помещения с пультом управления или с мостика.
12.3.3.2 Схемы размещения якорей предварительно определяются для каждого судна, использующего якоря для его удержания в заданной точке. Различные конфигурации схем размещения якорей могут потребоваться для разных участков трубопровода, особенно поблизости от неподвижных объектов и других подводных установок или других трубопроводов или кабелей.
12.3.3.3 Схема размещения якорей должна выбираться в соответствии с результатами расчета постановки на «мертвые якоря» с использованием компьютерных программ, с подтверждением того, что она обеспечивает необходимую устойчивость положения судна в предполагаемом месте стоянки, в нужное время года и на время работы. Должны учитываться также расстояние до других объектов и возможность ухода с места стоянки в аварийной ситуации.
12.3.3.4 Системы удержания в заданной точке, основанные на применении якорей, должны иметь равноценные дублирующие или резервные системы, гарантирующие безопасность соседних судов при частичном отказе системы.
12.3.3.5 Каждая схема размещения якорей должна быть четко указана на карте в соответствующем масштабе. Необходимо позаботиться о согласовании различных уровней нулевого отсчета глубины, если они используются.
12.3.3.6 Должны быть заданы минимальные расстояния между якорем, его собственной цепью и любыми имеющимися неподвижными подводными установками или другими трубопроводами или цепями как при нормальной работе, так и в аварийных ситуациях.
12.3.4 Системы позиционирования
12.3.4.1 Должны быть определены требования к системе позиционирования и ее точности для судна каждого типа и применения.
12.3.4.2 Точность системы позиционирования на горизонтальной поверхности должна соответствовать точности, необходимой для штатной работы и съемки размещения трубопровода, опорных конструкций или якорей с заданными значениями допусков, а также для установки опорных точек для местных систем позиционирования.
12.3.4.3 Монтаж в районах интенсивного судоходства и работы, требующие точного относительного положения, могут привести к необходимости применения местных систем более высокой точности, такой например, как акустическая сейсмическая система с преобразователями данных. Может также потребоваться применение ROV для контроля.
12.3.4.4 Система позиционирования должна обеспечивать информацию, характеризующую:
- положение относительно используемой координатной сетки;
- географическое положение;
- смещения относительно заданных положений;
- смещения относительно положения антенны.
12.3.4.5 Система позиционирования должна иметь 100 %-ное резервирование, чтобы оставаться работоспособной при возникновении ошибок и неисправностей.
12.3.4.6 Прежде чем начинать монтажные работы, для анализа системы позиционирования должна быть предоставлена документация, подтверждающая, что система настроена и способна работать с заданной точностью.
12.3.5 Динамическое позиционирование
12.3.5.1 Суда, использующие системы динамического позиционирования для удержания судна в заданной точке и определения его местоположения, должны быть спроектироваными, оборудоваными и пригодными к эксплуатации в соответствии с [44] или согласно более ранним требованиям Норвежского морского директората (NMD) для следующего класса и должны иметь соответствующее обозначение класса, принятого признанным классификационным обществом, как указано ниже.
Примечание - Ссылка на применение требований NMD является справочной.
Суда водоизмещением более 5000 т:
- класс 1 предназначен для работы на удалении более 500 м от существующих объектов;
- класс 3 предназначен для работы на удалении менее 500 м от существующих объектов и для выполнения работ по стыковке плетей трубопроводов, монтажу райзеров;
- класс 3 предназначен для подводных работ с участием персонала или других работ, где неожиданные изменения горизонтального положения судна могут привести к фатальным последствиям для персонала.
Суда водоизмещением менее 5000 т:
- класс 1 предназначен для работы на удалении более 500 м от существующих объектов;
- класс 2 предназначен для работы на удалении менее 500 м от существующих объектов и для выполнения работ по стыковке участков трубопровода, монтажу райзеров;
- класс 3 предназначен для подводных работ с участием персонала или других работ, где неожиданные изменения горизонтального положения судна могут привести к фатальным последствиям для персонала.
12.3.5.2 По согласованию, а также время от времени суда водоизмещением более 5000 т, выполняющие работы на расстоянии менее 500 м от существующих объектов или выполняющие операции по стыковке участков трубопроводов и монтажу райзеров, могут быть класса 2 при условии, что последствия пожара и затопления не могут оказать серьезного влияния на безопасность монтажа и работоспособность трубопровода.
12.3.6 Краны и подъемное оборудование
Краны и подъемное оборудование, включая подъемные механизмы, подъемные приспособления, канаты, прокладки, серьги и проушины должны соответствовать действующим нормативным требованиям. Сертификаты на оборудование, действительные для работы и условий, при которых оно может использоваться, должны находиться на борту судна и быть доступными для проверки.
12.3.7 Установка якорей и управление буксирами
12.3.7.1 Суда, устанавливающие якоря, должны быть оборудованы:
- системой позиционирования на поверхности с достаточной точностью для спуска якоря в пределах зоны в 500 м от имеющихся объектов и трубопроводов;
- вычислительными средствами и средствами связи для взаимодействия с судами, осуществляющими укладку трубопровода, разработку траншеи и другими судами, устанавливающими якоря.
12.3.7.2 Должна быть отработана методика установки якорей, гарантирующая, что:
- якорь располагается в соответствии со схемой размещения;
- требования владельцев других объектов и трубопроводов для установки якорей вблизи монтажа известны и линии связи с ними установлены;
- местоположение подтверждено до начала спуска якоря;
- положение якоря контролируется все время, особенно вблизи других объектов и трубопроводов;
- выполнены любые другие требования, связанные схарактером работ.
12.3.7.3 Все якоря, транспортируемые над подводными объектами, должны быть закреплены на палубе судна.
12.3.7.4 При спуске якоря необходимо следить за якорной цепью и цепной подвеской, чтобы выдерживать минимальный промежуток между якорной цепью и подводным объектом или препятствием.
12.3.8 Порядок действий в аварийных ситуациях
Должен быть разработан порядок действий в аварийных ситуациях при выполнении работ на море, включающий в себя:
- прекращение работ на месте, в том числе аварийное оставление места работ и в случае, когда якорь невозможно извлечь;
- неисправности системы швартовки;
- другие требования, обусловленные характером работ.
12.4 Монтаж трубопровода
12.4.1 Общие положения
12.4.1.1 Требования, изложенные в настоящем подразделе, распространяются на монтаж трубопроводов независимо от метода монтажа. Дополнительные требования, касающиеся специальных методов монтажа, приводятся в следующих подразделах.
12.4.1.2 Должно быть обеспечено взаимодействие с другими заинтересованными сторонами, на которые могут оказывать влияние выполняемые работы. Необходимо определить ответственность всех заинтересованных сторон и установить линии связи.
12.4.2 Инструкция по монтажу
12.4.2.1 Подрядчик, обеспечивающий укладку трубопровода, должен подготовить инструкцию по монтажу. Она должна включать всю документацию, необходимую для выполнения монтажных работ по укладке трубопровода в соответствии с заданными требованиями.
12.4.2.2 В инструкции по монтажу должны быть предусмотрены все возможные аспекты, в том числе:
- область применения, включая изменения и корректировку, если имеется;
- руководящий персонал, контролеры, сварщики и персонал NDT;
- связь и отчетность;
- навигация и позиционирование;
- установка якорей, схемы размещения якорей и цепные линии (если применяются);
- система динамического позиционирования (если применяется);
- мониторинг, контроль и регистрация напряжений/деформаций и конфигурации на всех этапах монтажных работ;
- граничные рабочие условия;
- нормальная укладка трубопровода;
- установка протекторов (если используются);
- монтаж трубопроводов на промежуточных опорах над находящимися под ним объектами (если применяется);
- монтаж трубопроводов над находящимися под ним объектами (если применяется);
- укладка трубопровода в зонах особого внимания, например, на морских путях, около платформ, подводных установок, при подходе к берегу;
- система управления тяговым усилием судна;
- оставление места работ и возвращение;
- начало работ и укладка;
- метод определения местной потери устойчивости;
- монтаж в составе трубопровода сборочных узлов и оборудования;
- транспортирование труб, доставка, укладка в штабель и хранение;
- поддержание чистоты внутри трубопровода в процессе сооружения;
- сопровождение труб;
- ремонт поврежденного покрытия труб;
- ремонт внутреннего покрытия;
- внутренняя очистка труб до и после сварки;
- аттестация сварщиков;
- сварочное оборудование, центраторы, разделка кромок, технология сварки, сварка труб, ремонт сварного соединения, испытания сварных соединений;
- оборудование для NDT, визуальный контроль и технология NDT, визуальный контроль и NDT сварных швов;
- объем расчетов при ремонте сварного шва на ремонтной базе, определяемый согласно ЕСА (см. 12.1.7);
- покрытие монтажных стыков и ремонт покрытия монтажных стыков;
- контроль точки касания трубопровода с морским дном;
- ремонт трубопровода при смятии без образования трещины и при ее наличии с попаданием воды внутрь трубопровода;
- пересечения трубопроводов;
- обеспечение зимней укладки трубопровода, предотвращение обледенения, удаление льда, низкотемпературные запасы стали и бетонного покрытия и т.д.
12.4.2.3 Инструкция по монтажу должна быть подкреплена расчетами и методиками, в том числе для нештатных ситуаций, в объеме, охватывающем выполняемые работы.
12.4.2.4 Если используемый метод монтажа приводит к накоплению пластических деформаций, превышающих 0,3 %, то для кольцевых швов должна быть документально зафиксирована ЕСА. ЕСА должна определять необходимую вязкость разрушения для заключения о значениях допустимых дефектов согласно критерию приемки, который приводится в приложении D (таблицы D.4, D.5), или подтверждать выполнение этих критериев с учетом значений, полученных при аттестации технологии сварки.
12.4.2.5 В качестве альтернативы критерий приемки при проверке дефектов может устанавливаться по ЕСА на основе значений вязкости разрушения, полученных при аттестации технологии сварки (приложение D).
12.4.2.6 Если накопленные пластические деформации составляют 2 % или более, то испытания на вязкость разрушения и оценки механики разрушения должны быть подтверждены в соответствии с 12.5.
12.4.3 Анализ и оценка инструкции по монтажу, важные параметры и их обоснованность
Обзор методов, технологий и расчетов
12.4.3.1 Обзор методов, технологий и расчетов включает в себя:
- анализ последствий отказов;
- HAZOP;
- технологию монтажа;
- действия в аварийных ситуациях;
- инженерную оценку критического состояния кольцевых сварных швов;
- инженерную оценку критического состояния длины отремонтированных сварных швов;
- другие оценки, составляющие неотъемлемую часть задач, выполняемых при монтаже.
Экспертиза и квалификационные испытания технологий
12.4.3.2 Экспертиза и квалификационные испытания или аттестация технологий должны проводиться для:
- технологии сварки при изготовлении и ремонте сварного шва (см. приложение С);
- технологии NDT и оборудования автоматического NDT (см. приложения D и Е);
- технологии нанесения покрытия и ремонта монтажных стыков;
- технологии ремонта внутренних и наружных покрытий.
Квалификационные испытания судов и оборудования
12.4.3.3 Квалификационные испытания судов и оборудования, выполняемые до начала работ, должны включать в себя:
- проверку системы динамического позиционирования;
- комплексный анализ и испытания динамической системы позиционирования, системы натяжения (имитация тяги судна, отказа натяжного устройства и проверка резервной системы натяжения);
- оценочную проверку системы натяжения (комбинация проверок устройств натяжения, проверка при отказе одного устройства натяжения, когда остаются в работе два из трех устройств, проверка резервирования отдельных устройств натяжения, имитация потери силового питания и питания сигнальных цепей);
- проверку фрикционного зажима (отказоустойчивость и проверка зажимов при движении судна);
- проверку датчика деформаций с находящимся на расстоянии индикатором;
- проверку геометрии опор трубопровода;
- проверку конструкции стингера и приборов управления;
- анализ данных настройки (калибровки) устройств, которые определяют критические, важные для работы параметры, включая сварочные аппараты и установки автоматического NDT;
- анализ данных технического обслуживания устройств, от которых зависят критические, важные для работы параметры, включая сварочные аппараты и установки автоматического NDT;
- анализ данных технического обслуживания, калибровки устройств, от которых зависят критические, важные для работы параметры на судах поддержки.
Оценка квалификации персонала
12.4.3.4 Оценка квалификации персонала включает в себя:
- проверку квалификации, документов, подтверждающих квалификацию сварщиков;
- проверку квалификации, документов, подтверждающих квалификацию контролеров и персонала службы контроля качества (QC);
- проверку квалификации, документов, подтверждающих квалификацию операторов установок NDT.
12.4.3.5 Документы, подтверждающие пригодность судна и содержащие данные проверок оборудования, должны находиться на борту судна и должны быть доступными для работы.
12.4.3.6 Обязательные значения должны быть заданы для:
- допустимых изменений напряжений/деформаций и набора параметров настройки управления, выход которых за установленные пределы может приводить к возникновению критических условий при монтаже;
- отклонений настроек/характеристик оборудования, которые могут приводить к возникновению критических ситуаций или усугублять их;
- изменений конструкции сварных соединений и параметров технологии сварки за допустимые пределы, как указано в приложении С;
- изменений метода NDT, оборудования для выполнения NDT или методов калибровки этого оборудования по отношению к указанным в приложениях D и Е;
- длины, глубины отремонтированного участка сварного шва, где труба подвергается воздействию изгибных, продольных напряжений. Максимальная длина или глубина выемки определяется расчетами ЕСА (см. 12.1.7.4);
- изменений технологии покрытия монтажных соединений;
- ограничения на условия монтажа;
- других требований, обусловленных характером выполняемых работ.
12.4.3.7 Действие инструкции по монтажу распространяется на плавучие средства для прокладки трубопроводов (монтажно-строительные участки), оценка которых показала, что они пригодны для монтажа трубопроводов, и на укладываемые трубопроводы и их участки, рассматриваемые здесь.
12.4.4 Ограничения на условия монтажа
12.4.4.1 Ограничения на условия монтажа должны быть определены и согласованы.
12.4.4.2 Ограничения на условия монтажа определяются на основе расчетов напряжений и деформаций, FMEA или HAZOP, и должны рассматриваться по отношению к реальным, критическим значениям параметров, которые показывают измерительные приборы. На ограничения условий монтажа должны даваться ссылки в методиках определения напряжений/деформаций и при контроле конфигурации трубопровода. Непрерывный контроль и запись показаний измерительных приборов, необходимых для получения информации о достижении ограничений на условия монтажа, должны осуществляться на всех этапах монтажа.
12.4.4.3 Критерии ограничений на условия монтажа, которые могут быть представлены на согласование, основываются на определенных данных о состоянии моря для регионов, где имеются сведения об условиях окружающей среды за прошлые годы и доступны регулярные прогнозы погоды.
12.4.4.4 Регулярные прогнозы погоды известных метеорологических центров должны поступать на борт плавучего средства для укладки трубопроводов и дополнять данные прошлых лет о состоянии окружающей среды.
12.4.4.5 Если критические условия близки к предельным, можно начинать подготовку к спуску плети укладываемого трубопровода на дно (временному прекращению укладки). Если эти условия зависят только от погоды и если прогноз погоды показывает, что условия будут улучшаться, то спуск можно отложить по согласованию.
12.4.4.6 Решение о возвращении к работам на трубопроводе должно основываться на сравнении действительного состояния моря с состоянием, при котором такие работы ограничены с учетом прогноза погоды.
12.4.5 Технология монтажа
Технология монтажа, соответствующая требованиям настоящего стандарта, в том числе всем требованиям технических условий на монтаж и проверки, должна быть представлена подрядчиком на согласование.
12.4.6 Порядок действий в аварийных ситуациях
12.4.6.1 Порядок действий в аварийных ситуациях, соответствующий требованиям настоящего стандарта, в том числе всем требованиям технических условий на монтаж и проверки, должен быть представлен подрядчиком на согласование. Действия в аварийных ситуациях должны, по крайней мере, распространяться на случаи:
- отказа динамической системы позиционирования;
- отказа системы натяжения;
- неисправности якоря и якорных цепей;
- неисправности ROV;
- неисправности системы позиционирования;
- другие критические аварийные ситуации, которые рассматриваются в FMEA и HAZOP.
12.4.7 Плавучие средства и оборудование для укладки трубопроводов и приборное обеспечение
12.4.7.1 Устройства натяжения должны работать в безотказном режиме и должны обеспечивать необходимые силу натяжения и удерживающую силу; должны иметь достаточный запас усилий торможения и давления обжатия, чтобы поддерживать контролируемое напряжение в трубах. Приложенные силы должны регулироваться таким образом, чтобы исключить повреждение трубопровода или покрытия.
12.4.7.2 Поэтому конструкция системы натяжения судна, с которого осуществляется монтаж, должна быть такой, чтобы:
- устройства натяжения, тормоза и удерживающие зажимы могли поддерживать трубопровод при любых непредвиденных приливах;
- система натяжения имела достаточное резервирование, предотвращающее одновременный выход из строя натяжных устройств;
- удерживающая способность натяжного устройства имела достаточный запас, чтобы выход из строя отдельных натяжных устройств не приводил к риску нарушения работоспособности трубопровода;
- в случае отказа натяжного устройства или системы управления натяжным устройством монтаж трубопровода до ее восстановления не начинался.
12.4.7.3 Если позволяет метод укладки, трубопровод должен поддерживаться по всей длине судна и на стингере с помощью роликов, рельсов или направляющих, что позволяет трубе перемещаться по направлению оси. Опоры должны предотвращать повреждения покрытия трубы, покрытий монтажных соединений, протекторов и смонтированных в трубопроводе сборочных узлов, а ролики должны свободно вращаться. Регулировка опор в вертикальном и горизонтальном направлениях должна обеспечивать плавное перемещение трубы с судна на стингер, чтобы нагрузка на трубопровод оставалась в заданных пределах. Высота опор и расстояние между ними должны отсчитываться относительно четкой и легко распознаваемой базовой линии. Геометрия опор трубопровода должна быть проверена до укладки, и принятая высота и шаг между опорами должны иметь постоянную маркировку или какое-либо другое обозначение.
12.4.7.4 Для обеспечения плавного перехода трубопровода с судна на забортный конец стингера они (стингеры) должны быть отрегулированы в соответствии стребованиями конструкции и гарантировать, что нагрузка на трубопровод остается в заданных пределах. Проверка геометрических размеров стингера должна быть выполнена до укладки труб. Если стингер может регулироваться в процессе укладки, необходимо иметь возможность определения положения стингера и его конфигурации по отношению к положению меток или по индикатору. Всплывающий стингер должен быть снабжен индикатором, указывающим положение роликов относительно водной поверхности.
12.4.7.5 В процессе укладки датчик смятия должен постоянно протягиваться по трубопроводу, если только аналогичный контроль деформаций не обеспечивается другими средствами. Способ, который обеспечивает такую же эффективность контроля, должен быть указан в документации. Возможны исключения, когда датчик местной потери устойчивости не может быть использован вследствие особенностей метода монтажа, например при монтаже размоткой с барабана или при малых диаметрах труб, когда зазор между внутренней стенкой трубы и диском датчика местной потери устойчивости очень мал, и контакт с усилением сварного шва может привести к ложному срабатыванию индикатора. Датчик местной потери устойчивости должен устанавливаться таким образом, чтобы можно было контролировать критические участки (расстояние после прикосновения к нижней точке). Диаметр диска датчика местной потери устойчивости должен выбираться с учетом внутреннего диаметра трубопровода и значений допусков на овальность, толщины стенок и несоосности внутреннего наплавленного валика сварного шва.
12.4.7.6 Должны обеспечиваться возможности временной укладки трубопровода на дно с помощью лебедки и его возврата (возобновления работ) при заполнении водой или должны быть предусмотрены другие способы возврата трубопровода.
12.4.7.7 Должно быть установлено достаточное число средств измерений и устройств для обеспечения возможности контроля основного оборудования и всех существенных параметров, необходимых для проверки напряжений и/или деформаций, контроля конфигурации и контроля эксплуатационных ограничений.
Необходимы следующие средства измерения:
для устройств натяжения:
- регистрирующие устройства общей силы натяжения трубопровода;
- для контроля силы натяжения на каждом устройстве натяжения;
- для контроля положения натяжного устройства и изменчивости точки приложения («мертвая зона»);
- для измерения показаний приложенного натяжения, фиксации и давления обжима;
для стингера:
- подводная(ые) видео камера(ы) и видеомагнитофон для контроля положения трубопровода относительно последнего ролика на стингере (если предполагается ограниченная видимость под водой, то для контроля положения трубопровода относительно роликов на стингере необходимо использовать гидроакустический локатор);
- индикаторы реакции (вертикальный и горизонтальный) для первого и последнего ролика стингера;
- устройства контроля пространственного положения стингера и глубины наконечника для шарнирного стингера;
для датчика контроля смятия трубопровода:
- регистрирующее устройство растягивающего усилия и длины натяжного троса при соответствующих условиях;
для лебедок:
- лебедки для временного опускания трубопровода на дно и лебедки для его возврата должны иметь регистрирующие устройства растягивающего усилия и длины натяжного троса;
- якорные лебедки должны соответствовать требованиям 12.3.3;
для судна:
- для контроля положения судна;
- для контроля перемещения судна, включая бортовую, килевую, поперечно-горизонтальную и вертикальную качки;
- для измерения глубины воды;
- для контроля осадки и дифферента судна;
- для измерения скорости и направления течения;
- для контроля силы и направления ветра;
- для прямого или косвенного измерения кривизны и деформации придонной изогнутой части укладываемого трубопровода.
До начала работ необходимо обеспечить калибровку всей измерительной техники, а также доступность соответствующих документов о калибровке на борту судна. Вся используемая измерительная техника должна иметь в необходимом количестве запасные части для обеспечения возможности непрерывной работы.
Основные устройства должны иметь резервный экземпляр.
На мостике судна должна быть предусмотрена возможность непосредственного считывания и обработки записей основных средств измерений и измерительных устройств.
Должна обеспечиваться возможность установления соответствия между записываемыми данными и номерами труб.
12.4.7.8 Необходимо дополнительное оборудование для контроля места укладки трубопровода и других работ, которые являются критическими для работоспособности трубопровода или представляют опасность для закрепленных на дне установок или других подводных объектов или трубопроводов. Системы ROV должны быть способными работать при состоянии моря, которое ожидается при выполнении рассматриваемых работ.
12.4.7.9 Могут потребоваться другие измерительные и регистрирующие системы, если они важны для монтажных работ.
12.4.8 Требования к монтажу
12.4.8.1 Транспортирование и хранение материалов на судах снабжения и трубоукладочных судах должны гарантировать, что будут исключены повреждения труб, покрытий, сборочных узлов и приспособлений. Грузоподъемные канаты и другое используемое оборудование должны быть рассчитаны на предотвращение повреждений. Трубы должны храниться на стеллажах и должно использоваться подходящее крепление. Максимальная высота складирования труб определяется из условия недопущения чрезмерных нагрузок на трубы, покрытия и протекторы. Все изделия, перевозимые для монтажа, должны быть зарегистрированы.
12.4.8.2 По прибытии все изделия должны быть проверены на отсутствие повреждений; необходимо проверить число и маркировку полученных изделий. Поврежденные изделия должны быть отделены, восстановлены или возвращены на берег с четкой маркировкой.
12.4.8.3 Трубы и устанавливаемые в трубопровод сборочные узлы должны быть проверены на отсутствие в них сыпучих материалов, мусора и других загрязнений и очищены изнутри перед установкой. Метод очистки не должен приводить к повреждению внутренних покрытий.
12.4.8.4 Система контроля труб должна обеспечивать регистрацию числа сварных швов, числа труб, результатов NDT, длины труб, суммарной длины, установку протекторов, сборочных узлов, устанавливаемых в трубопровод, и число ремонтов. Система должна быть способна определять дублированные записи.
12.4.8.5 Отдельные трубы трубопровода должны маркироваться согласно правилам установленной системы контроля, при этом должны использоваться быстро сохнущие краски для морского применения. Положение, размер и цвет маркировки должны быть пригодными для считывания системой ROV в процессе монтажа и последующих осмотров. Может понадобиться нанесение полосы на верхней образующей трубопровода, чтобы оценить его кручение, которое может произойти в процессе монтажа. При удалении поврежденных труб должна обеспечиваться последующая маркировка.
12.4.8.6 Трубы должны иметь конусообразную фаску надлежащей формы, которая должна быть проверена для подтверждения соответствия допускам и осмотрена на предмет отсутствия повреждений. Должны использоваться внутренние установленные в трубопроводе центраторы, если не показано, что их использование практически нецелесообразно. Перед началом сварки необходимо убедиться в обеспечении приемлемой соосности, необходимых зазоров между свариваемыми кромками и в расположении в шахматном порядке продольных сварных швов.
12.4.8.7 Установленные в трубопроводе сборочные узлы должны быть проверены на соответствие требованиям технических условий и должны быть защищены от повреждений в процессе прохождения через натяжные устройства и над опорами трубопровода.
12.4.8.8 Покрытие и проверка монтажных соединений должны соответствовать требованиям, приведенным в разделе 11.
12.4.8.9 Значения параметров, которые должны контролироваться измерительными устройствами, и допустимый диапазон отклонений значений параметров в процессе монтажа должны быть определены в технологии контроля конфигурации трубопровода, мониторинга его натяжения и напряжений. Функционирование важных для работы измерительных устройств должно подтверждаться через регулярные промежутки времени, а неисправные или несоответствующие требованиям приборы должны ремонтироваться или заменяться.
12.4.8.10 Диаграмма распределения нагрузки для датчика местной потери устойчивости, если он используется (см. 12.4.7.5), должна проверяться через регулярные промежутки времени. Датчик местной потери устойчивости подлежит извлечению и осмотру при подозрении на местную потерю устойчивости. Если проверка показывает наличие местной потери устойчивости или проникновение воды, то необходимо исследовать ситуацию и исправить.
12.4.8.11 Прежде чем судно-трубоукладчик покинет рабочий участок, необходимо убедиться, что начало укладки трубопровода и место опускания его конца находятся в соответствующих заданных точках и обеспечена необходимая защита трубопровода и уложенного конца.
12.4.8.12 Укладка трубопровода в перегруженных районах, поблизости от имеющихся установок и на пересечениях с трубопроводами и кабелями выполняется с использованием местных систем позиционирования, обеспечивающих заданную точность, и с соответствующей схемой размещения якорей. Должны быть приняты меры для защиты от повреждений имеющихся объектов, кабелей и трубопроводов. Такие работы и опускание трубопровода до достижения нижней точки должны выполняться под контролем ROV.
12.4.8.13 Должны быть определены и подготовлены специальные технологии для выполнения других критических операций, таких как укладка трубопровода по кривой с малым радиусом, на участках с обрывами, работа с очень большими или очень малыми силами натяжения и т.д.
12.4.8.14 В случае местной потери устойчивости, прежде чем начинать ремонт, необходимо провести обследование трубопровода для определения границ дефекта и применимости технологии ремонтных работ. После выполнения ремонта должно быть проведено обследование трубопровода на длине, достаточной для гарантии отсутствия дефектов.
12.4.8.15 В случае утраты или значительных повреждений утяжеляющего и антикоррозионного покрытия или протекторов и их кабелей/соединительных устройств ремонт и осмотр должны выполняться в соответствии с принятыми технологиями.
12.4.8.16 Прежде чем опустить конец укладываемого трубопровода на морское дно, все внутреннее оборудование, за исключением датчика местной потери устойчивости, должно быть снято и все сварные стыки, включая стыки на оставленном и поднятом концах, должны быть полностью заполнены. В случае, если трос необходимо отсоединить от судна, буй и подвесной трос должны быть закреплены на оставленном и поднятом концах. Буй должен быть достаточно большим, чтобы оставаться на поверхности с учетом воздействия веса подвесного троса, а также воздействий гидродинамических нагрузок от волн и течения.
Другой возможный способ опускания конца трубопровода на морское дно может осуществляться с помощью захватывающих устройств ROV. Натяжение лебедки и длина троса должны контролироваться, и в процессе операций опускания и возврата не допускается превышение заданных значений этих параметров.
Перед возвратом трубопровод должен быть обследован по длине на значительном расстоянии от оставленного и поднятого концов, достаточном, чтобы убедиться в отсутствии повреждений.
12.4.8.17 Указанное обследование выполняется с помощью непрерывного контроля касания нижней точки или с помощью предназначенного для этих целей судна и должно соответствовать требованиям, приведенным в 12.10.
12.5 Дополнительные требования к методам монтажа трубопроводов при допущении пластических деформаций
12.5.1 Общие положения
12.5.1.1 Требования настоящего подраздела распространяются на методы по монтажу трубопроводов, которые вызывают накопленные пластические деформации более 2 % в процессе монтажа и эксплуатации трубопровода, когда учитываются все SNCF. Должны выполняться также соответствующие требования, приведенные в 12.4.
12.5.1.2 Специфические проблемы, связанные с такими методами монтажа, должны рассматриваться в технических условиях на монтаж и испытания.
12.5.1.3 Трубы, используемые при таких методах монтажа, должны удовлетворять дополнительным требованиям для труб с пластическими деформациями Р (см. 9.4.3).
12.5.1.4 Для монтажной сварки последовательность труб, входящих в плеть трубопровода, должна контролироваться таким образом, чтобы отклонение жесткости с обеих сторон сварки поддерживалось в принятых в расчете пределах. Это достигается за счет согласования толщины стенок/диаметра труб и действительных пределов текучести материала с обеих сторон сварного шва с возможно большей точностью.
12.5.1.5 Выбор расходных сварочных материалов и сварка плетей трубопровода производится в соответствии стребованиями, приведенными в приложении С.
12.5.1.6 Должен проводиться 100 %-ный АUТ в соответствии стребованиями, приведенными в приложении Е.
12.5.2 Инструкция по монтажу
Инструкция по монтажу должна быть подготовлена подрядчиком и передана на согласование потребителю. Кроме требований, изложенных в 12.1.5, и соответствующих требований 12.4.2, она включает в себя:
- оценку (при контролируемых перемещениях) уровня деформаций как накапливаемых, так и максимальных для каждого отдельного цикла деформаций;
- метод контроля и допустимые отклонения кривизны трубы между точкой схода с направляющих и входом в правильный пресс;
- описание правильного пресса;
- предлагаемые методики оценки метода монтажа с помощью аппарата механики разрушений и проверки их приемлемости.
12.5.3 Оценка инструкции по монтажу
12.5.3.1 Кроме требований 12.4.3, оценка инструкции по монтажу должна включать в себя:
- аттестацию технологии сварки в соответствии со специальными требованиями, приведенными в приложении С, включая испытания на CTOD или критические испытания J и δ-R или испытания на сопротивление устойчивому росту трещин (J-R);
- критическую оценку производства при определении способности к деформации без разрушения εс;
- определение пригодности критической оценки производства с помощью испытаний;
- проверку износостойкости покрытий труб;
- проверку правильного пресса и результирующей прямолинейности трубы.
12.5.3.2 Критическая оценка производства выполняется в соответствии с требованиями 8.4.10.
12.5.3.3 Нормативная способность к деформации без разрушения εс, определяемая по ЕСА, должна быть подтверждена реальными испытаниями трубы с кольцевым сварным швом, например полномасштабными испытаниями на изгиб. Объем испытаний и детали методики испытаний подлежат согласованию, но должны быть рассмотрены все аспекты, существенные для неустойчивого разрушения, включая:
- механические свойства материала труб и кольцевых сварных швов, в том числе более высокую прочность металла шва и возможное влияние деформационного старения;
- геометрические эффекты, например защемление в вершине трещины, пластические деформации в сечении нетто и сечении брутто;
- вид нагрузки, гармоническую составляющую и амплитуды нагрузок и перемещений;
- эффекты концентрации деформаций, например при несоответствии геометрических размеров, несовпадении пределов прочности материала соседних труб, несоответствии характеристик свариваемых металлов, концентрации деформаций в корне сварного шва и нарушение жесткости покрытия;
- вид дефекта, расположение, форму и размер;
- влияние температуры на сопротивление хрупкому разрушению.
Испытания должны показать, что возможные дефекты сварки не приведут к неустойчивому разрушению в процессе укладки трубопровода и не увеличатся за счет роста устойчивой трещины за допускаемые пределы с учетом усталости и неустойчивого разрушения в процессе эксплуатации.
12.5.3.4 Должны быть проведены также испытания на изгиб покрытия труб, чтобы убедиться, что последовательные изгибы и выпрямления не приводят к повреждению покрытия труб и монтажных соединений. Не должно быть никаких ухудшений свойств покрытия. Данное испытание может выполняться на пластинах.
12.5.3.5 Правильные прессы должны проверяться с использованием трубы, поставляемой для трубопровода и изогнутой в соответствии с минимальной кривизной, подаваемой на пресс. Испытания должны показать, что деформации, возникающие от правильного пресса, находятся в пределах допусков, принятых для проверки пригодности, и что обеспечивается заданная прямолинейность трубы. Выпрямление не должно приводить к нарушению покрытия. Значения максимальной деформации в процессе выпрямления для достижения заданной прямолинейности должны быть записаны и должны рассматриваться в качестве важного параметра при монтаже.
12.5.4 Технология монтажа
Кроме операций, описанных в настоящем подразделе, при соответствующих условиях необходимо применение следующих действий:
- размотки труб с барабана;
- выпрямления труб;
- установки протекторов и накладных пластин протекторов;
- монтажа, сварки и NDT дополнительных участков трубопровода;
- любых других операций, необходимость которых связана с характером выполняемых работ.
12.5.5 Требования к монтажу
12.5.5.1 При намотке труб на барабан должны быть установлены соответствующие опоры для плетей трубопровода. При работе барабана необходимо обеспечивать и контролировать натяжение для получения достаточно плотной укладки последующих слоев на барабан для предотвращения смещения слоев. Должны быть приняты необходимые меры для защиты покрытия в процессе намотки.
12.5.5.2 Барабан не должен использоваться для регулирования натяжения трубопровода, если нельзя доказать, что такое применение барабана обеспечивает приемлемую избыточность и не будет вызывать излишних напряжений или оказывать других вредных воздействий.
12.5.5.3 Кривизна трубы, размеры подъемов и провисов на участке между точками схода с барабана и входом в правильный пресс не должны превышать максимальных значений, допускаемых проектом и ЕСА, и это должно быть подтверждено данными испытаний кольцевых сварных швов.
12.5.5.4 Протекторы должны устанавливаться после прохождения трубы через правильный пресс и натяжное устройство. Электрическое соединение протектора и трубы должно удовлетворять специальным требованиям и должно контролироваться через регулярные интервалы (см. раздел 11).
12.6 Монтаж трубопровода методом буксировки
12.6.1 Общие положения
12.6.1.1 Специфические вопросы, связанные с операциями буксировки трубопровода, рассматриваются в технических условиях на монтаж и испытания. Контроль распределения веса и плавучести в процессе изготовления, опускание плетей трубопровода на дно, буксировка, регулирование балласта, воздействие на окружающую среду и аварийные ситуации должны быть отражены при определении требований.
12.6.1.2 Возможны следующие способы буксировки:
- буксировка на поверхности моря или вблизи поверхности при поддержке плетей трубопровода с помощью находящихся на поверхности буйков;
- буксировка на средней глубине, когда плеть трубопровода буксируется достаточно далеко от морского дна;
- донная буксировка, при которой плеть трубопровода буксируется, касаясь или находясь вблизи от морского дна.
12.6.1.3 При буксировке по поверхности моря все вопросы, относящиеся к ней, подлежат согласованию в каждом конкретном случае.
12.6.1.4 При буксировке по дну или вблизи от морского дна, прежде чем начинать работу, необходимо исследовать трассу на наличие значительных неровностей морского дна, валунов, обнаженных скальных пород и других препятствий, которые могут привести к повреждению труб, покрытия или протекторов в процессе буксировки и монтажа. Буксировка по дну или вблизи дна должна осуществляться под контролем ROV, необходимо также контролировать положение труб на критических этапах. Должно быть показано, что покрытие труб достаточно прочно при абразивных воздействиях. Все вопросы, касающиеся буксировки по дну, подлежат согласованию в каждом конкретном случае.
12.6.1.5 Для буксировки на средней глубине применимы требования 12.6.2 - 12.6.8.
12.6.2 Инструкция по монтажу
Инструкция по монтажу должна быть подготовлена подрядчиком и, в дополнение к требованиям 12.1.4 и соответствующим требованиям 12.4.2, должна включать в себя:
- описание буксировочного судна (судов), включая грузоподъемность, оборудование и средства контроля и измерений;
- описание приборного обеспечения для контроля плетей трубопроводов.
12.6.3 Квалификационная оценка Инструкции по монтажу
Квалификационная оценка инструкции по монтажу должна включать соответствующие требования 12.4.3.
12.6.4 Ограничения на условия монтажа
Должны быть определены ограничения на условия монтажа, относящиеся к ограничениям на погодные условия, приемлемые для буксировки, состояние моря, течения и допустимые значения показаний датчика деформаций (если он установлен).
12.6.5 Технология монтажа
Должна быть разработана и согласована технология монтажа, соответствующая требованиям настоящего стандарта и техническим условиям на монтаж. Кроме соответствующих операций, рассмотренных в 12.4.5, необходимо выполнить следующие операции (но процесс монтажа не ограничивается ими):
- контроль распределения веса и плавучести;
- опускание на дно плетей трубопровода;
- регулирование балласта в процессе буксировки;
- регулирование балласта в процессе монтажа;
- монтажи соединение дополнительных плетей.
12.6.6 Действия в аварийных ситуациях
Кроме соответствующих операций, рассмотренных в 12.4.6, действия, выполняемые в аварийных ситуациях, распространяются на случаи, когда:
- погодные условия выходят за рамки предельных условий монтажа;
- полностью или частично нарушена работа балластной системы;
- пропало натяжение при буксировке;
- слишком большое натяжение при буксировке;
- ранее выбранное(ые) место(а) швартовок находится вдоль маршрута буксировки;
- ведутся работы на море посторонними организациями.
12.6.7 Приспособления, оборудование и приборное обеспечение
12.6.7.1 Суда должны быть оборудованы:
- измерительной техникой, обеспечивающей непрерывное отображение и запись скорости и натяжения при буксировке;
- измерительной техникой, обеспечивающей непрерывное отображение и запись глубины, на которой находится плеть трубопровода и ее расстояние от морского дна;
- измерительной техникой для непрерывного отображения положения каждого балластного груза. При загрузке и выгрузке балласта должны выводиться значения расхода.
12.6.7.2 Вся измерительная техника должна находиться под постоянным наблюдением в процессе буксировки и монтажа.
12.6.7.3 Необходимо предусмотреть установку тензометров для контроля напряжений в плетях трубопроводов в процессе буксировки и монтажа.
12.6.8 Буксировка плети трубопровода и монтаж
12.6.8.1 Опускание плетей трубопровода на дно должно проводиться таким образом, чтобы не допустить повышенных напряжений в трубопроводе и исключить возможность повреждения покрытия и протекторов. Если плети трубопроводов находятся на якорной стоянке в прибрежной зоне в ожидании буксировки, то должны быть приняты меры, препятствующие обрастанию плетей морскими водорослями и организмами, влияющими на плавучесть, вес и гидродинамическое сопротивление.
12.6.8.2 Уведомление о буксировке должно быть передано соответствующим официальным органам, владельцам морских объектов, расположенных на пересечении с маршрутом буксировки, и всем заинтересованным организациям, связанным с работами на море.
12.6.8.3 Буксировка не должна начинаться до тех пор, пока не будет приемлемых погодных условий. Для буксировки необходимо вспомогательное судно, которое обеспечивает защиту от помех, которые могут быть созданы посторонними судами.
12.6.8.4 В процессе буксировки должны поддерживаться в допустимых пределах натяжение буксирного каната и глубина буксировки. При необходимости для регулирования глубины в соответствии с заданными значениями осуществляются установка и удаление балластных грузов.
12.6.8.5 При монтаже необходимо уделять внимание установке и удалению балластных грузов. Необходимо позаботиться о том, чтобы не было перенапряжения в плетях трубопровода. В процессе монтажа рекомендуется пользоваться цепными спусковыми драгами. Монтажные работы должны проходить под контролем системы ROV.
12.7 Другие методы монтажа
12.7.1 Общие положения
12.7.1.1 В специальных случаях могут оказаться полезными другие методы монтажа. Необходимо выполнить всесторонний анализ для определения технических возможностей метода и нагрузок, прикладываемых к трубопроводу в процессе монтажа. В каждом отдельном случае метод монтажа подлежит согласованию.
12.7.1.2 Монтаж гибких трубопроводов, пучков труб и параллельных трубопроводов должен выполняться после полного изучения возможностей методов монтажа и нагрузок, действующих на трубопровод при монтаже. В каждом отдельном случае метод выполнения монтажа подлежит согласованию.
12.8 Протаскивание трубопровода при пересечении береговой линии
12.8.1 Общие положения
12.8.1.1 Требования настоящего подраздела относятся к выполнению, осмотру и проверке протаскивания трубопроводов, когда плети трубопровода спускаются с судна на берег или наоборот протаскиваются с берега на судно.
12.8.1.2 Должны быть определены подробные требования к выполнению, осмотру и проверке работ по протаскиванию трубопровода на берег с учетом особенностей конкретного места монтажа. Специальные вопросы, относящиеся к таким работам, рассматриваются в технических условиях на монтаж и испытания.
12.8.2 Инструкция по монтажу
Инструкция по монтажу должна быть подготовлена подрядчиком (кроме требований 12.1.5 и 12.4.2) и должна включать:
- описание расположения береговой установки, оборудования и оснащения средствами измерения в прибрежной зоне;
- специальные операции.
12.8.3 Квалификационная оценка инструкции по монтажу
Квалификационная оценка инструкции по монтажу должна включать соответствующие требования 12.4.3.
12.8.4 Ограничения на условия монтажа
Должны быть определены ограничения на условия монтажа, относящиеся к состоянию моря и течению, если имеются конкретные требования.
12.8.5 Технология монтажа
Должна быть разработана технология монтажа, соответствующая требованиям настоящего стандарта и техническим условиям на монтаж. Кроме соответствующих операций, рассмотренных в 12.4.5, необходимо выполнять следующие операции (но процесс монтажа не ограничивается ими):
- монтаж механизма протаскивания;
- регулировку натяжения;
- контроль скручивания;
- контроль с помощью ROV, где возможен;
- другие критические операции, например, выполнение запасовки троса с лебедки через тяговый блок оголовка протаскиваемой плети на «мертвяк» линейной лебедки на берегу;
- подготовку участка и установку лебедки;
- обеспечение плавучести, где необходимо;
- контроль положения трубопровода в траншеях, туннелях и т.д., если они используются.
12.8.6 Действия в аварийных ситуациях
12.8.6.1 Должны быть оговорены действия в аварийных ситуациях, соответствующие требованиям настоящего стандарта и техническим условиям на монтаж и испытания.
12.8.6.2 Действия в аварийных ситуациях распространяются на случаи, когда
- натяжение тросов превышает заданные пределы;
- имеется чрезмерное скручивание плети трубопровода;
- неисправность ROV;
- другие критические или аварийные ситуации.
12.8.7 Приспособления, оборудование и приборное обеспечение
12.8.7.1 Тросы, механизмы протаскивания и другое оборудование должно выбираться в соответствии с приложенными силами с учетом любых перегрузок, трения и динамических воздействий, которые могут иметь место.
12.8.7.2 Лебедки должны развивать соответствующие тяговые усилия, чтобы трубы находились под контролируемым в допустимых пределах натяжением. Прикладываемые силы должны регулироваться так, чтобы исключить возможность повреждения протекторов трубопроводов или покрытий.
12.8.7.3 Лебедки должны быть снабжены показывающими и регистрирующими устройствами для измерения натяжения тросов и их длины. Все средства измерения должны пройти калибровку и укомплектованы запасными частями в необходимом количестве для обеспечения бесперебойной работы.
12.8.7.4 ROV (если они применяются) должны оборудоваться видеокамерами и гидролокаторами, батиметрической системой, преобразователями аналоговых величин в цифровые, передатчиками и т.д. Должно быть документально подтверждено, что ROV пригоден для работы при ожидаемом состоянии моря в намеченный период проведения работ.
12.8.7.5 Должны быть поставлены дополнительные измерительные и регистрирующие приборы или оборудование, например датчики деформаций, если они необходимы для контроля монтажных работ или работоспособности трубопровода.
12.8.8 Требования к монтажу
12.8.8.1 При необходимости должна быть выполнена подготовка морского дна в соответствии с требованиями в 12.2.
12.8.8.2 Должно быть показано, что покрытие трубопровода имеет удовлетворительную прочность на истирание.
12.8.8.3 Установка механизма протаскивания должна быть выполнена таким образом, чтобы предотвратить чрезмерные напряжения в трубопроводе и обеспечить надежное соединение.
12.8.8.4 В случае необходимости для сохранения усилий протаскивания в приемлемых пределах должны использоваться вспомогательные средства для обеспечения плавучести.
12.8.8.5 В процессе работы необходим постоянный контроль натяжения тросов и тягового усилия. Может потребоваться контроль с помощью ROV.
12.9 Операции по стыковке плетей трубопровода
12.9.1 Общие положения
12.9.1.1 Требования настоящего подраздела распространяются на операции по стыковке плетей трубопровода с использованием сварки или механических соединительных муфт. Работы могут выполняться на борту судна-укладчика (в этом случае сварка является предпочтительным методом) или под водой. Специальные вопросы, связанные со стыковкой плетей трубопроводов, рассматриваются в технических условиях на монтаж и испытания.
12.9.1.2 Операции по стыковке плетей трубопровода в рабочем или нерабочем состоянии трубопровода требуют специального рассмотрения и согласования.
12.9.2 Инструкция по монтажу
Инструкция по монтажу должна быть подготовлена подрядчиком и должна, кроме требований 12.1.5 и 12.4.2, включать в себя:
- описание водолазной техники, оборудования и приборного оснащения;
- специальные операции.
12.9.3 Требования к инструкции по монтажу
Требования к инструкции по монтажу должны соответстветствовать 12.4.3.
12.9.4 Ограничения на условия монтажа
Должны быть определены ограничения на условия монтажа в отношении состояния моря, течения и движения судна.
12.9.5 Технология стыковки плетей трубопровода
Должна быть подготовлена и согласована технология стыковки плетей трубопровода, соответствующая требованиям настоящего стандарта и техническим условиям на монтаж. Кроме соответствующих операций, описанных в 12.4.5, необходимы следующие действия:
- подъем и развертывание участка трубопровода, райзера;
- проверка конфигурации и центрирования;
- установка механической соединительной муфты.
Если используются подводные методы работы, то требуется выполнение дополнительных операций, учитывающих безопасность и технологические аспекты подводных работ.
12.9.6 Порядок действий в аварийных ситуациях
Кроме требований 12.4.6, необходимо предусмотреть следующую ситуацию:
- до завершения работ по стыковке плетей трубопровода погодные условия вышли за рамки, ограничивающие проведение таких работ.
Если используются подводные методы работы, то требуется выполнение дополнительных операций, учитывающих безопасность и технологические аспекты подводных работ.
12.9.7 Стыковка плетей трубопровода над водой
12.9.7.1 До начала работ должно быть проверено место, где должна производиться стыковка, и проведены исследования, подтверждающие, что на этом месте отсутствуют какие-либо препятствия и условия на морском дне позволяют выполнить соединение в соответствии стребованиями.
12.9.7.2 Для исключения чрезмерных напряжений при подъеме и опускании участков трубопровода необходимо постоянно контролировать натяжение на лебедке, которое не должно превышать допустимых для работы значений. Должны быть предусмотрены подъемные устройства и оборудование и намечены точки подъема таким образом, чтобы предотвратить любые перенапряжения в участках трубопровода в процессе его подъема и опускания в конечное положение.
12.9.7.3 С помощью ROV или водолазов должен осуществляться контроль работ для подтверждения правильности формы участков трубопровода между морским дном и судном.
12.9.7.4 Перед выполнением стыковки необходимо обеспечивать центровку и положение концов соединений в пределах заданных допусков.
12.9.7.5 Установка механических соединительных муфт должна выполняться в соответствии с методикой изготовителя. Болты для фланцевых соединений должны затягиваться с использованием гидравлических устройств. При транспортировании, подъеме и опускании в конечное положение открытые фланцевые поверхности должны быть защищены от механических повреждений.
12.9.7.6 По возможности должны быть проведены испытания механических соединительных муфт на утечки при внутреннем давлении, которое должно быть не ниже местного аварийного давления.
12.9.7.7 Защита от коррозии мест стыковки плетей и ее контроль должны выполняться в соответствии с принятой методикой.
12.9.7.8 После завершения стыковки необходимо осмотреть трубопровод с обеих сторон соединения и на достаточной длине, чтобы убедиться в отсутствии повреждений.
12.9.7.9 Прежде чем судно покинет место работ, необходимо убедиться, что стыковка выполнена на нужном участке. Должна быть обеспечена устойчивость и соответствующая защита трубопровода.
12.9.8 Стыковка плетей трубопровода под водой
12.9.8.1 Вдополнение кизложенным в 12.9.7 изложенные в 12.9.8.2 и 12.9.8.3 требования применимы к операциям соединения трубопроводов, включающие работы под водой.
12.9.8.2 Водолазные и подводные работы должны выполняться в соответствии с согласованной методикой для обычных условий и аварийных ситуаций, в которой содержатся соответствующие требования.
12.9.8.3 Требования к сварке, выполняемой под водой, приводятся в приложении С.
12.10 Обследование непосредственно после укладки трубопровода
12.10.1 Общие положения
Требования настоящего подраздела распространяются на обследования после укладки трубопровода, выполняемые с помощью ROV или непрерывным контролем точки касания трубопровода с морским дном с судна-трубоукладчика или со специализированного судна.
12.10.2 Требования к обследованию непосредственно после укладки трубопровода
Технические условия на монтаж и испытания должны содержать требования к судну, проводящему обследование, средствам контроля, степени контроля, значениям допусков на укладку трубопровода и максимально допустимую длину и высоту свободных пролетов в различных местах. Должен быть определен объем работ, подлежащих выполнению и оценке.
12.10.3 Обследование непосредственно после укладки трубопровода
Обследования после укладки должны включать в себя:
- определение положения и профиля по глубине для всего трубопровода;
- идентификацию и оценку свободных пролетов на длину и высоту в соответствии с заданной точностью;
- определение положения начальной и конечной точек трубопровода;
- выявление наличия обломков породы;
- подготовку видео-документации в заданном объеме.
12.10.4 Обследование системы защиты от коррозии непосредственно после укладки трубопровода
12.10.4.1 Прежде чем приступить к каким-либо работам по защите трубопровода, необходимо обследовать видеокамерами систему защиты от коррозии по всей длине трубопровода, включая райзеры. Значительные повреждения покрытия и протекторов должны быть зафиксированы документально.
12.10.4.2 В случае обширных повреждений покрытий или протекторов необходимо рассмотреть последствия для длительной работы. Для подтверждения того, что защита соответствует необходимым требованиям, должны быть выполнены измерения значений потенциалов на открытых поверхностях трубопровода. Ремонт может потребовать замены протекторов и восстановления покрытий (в том числе на райзерах). После того, как будут выполнены ремонтные работы, в документации должно быть отмечено, что защита удовлетворяет требованиям.
12.11 Корректировка свободных пролетов и защита трубопровода
12.11.1 Общие положения
12.11.1.1 Требования настоящего подраздела распространяются на корректировку длин и высот свободных пролетов и защиту трубопровода, например с помощью создания траншей и засыпки грунтом, подсыпки гравия, применения мешков с цементным раствором, укладки бетонных плит и т.д.
12.11.1.2 Могут потребоваться специальные обследования участка работ в дополнение к обследованиям, выполняемым сразу после укладки трубопровода, если:
- прошло значительное время после рассмотренных выше обследований;
- возможны изменения состояния морского дна;
- наблюдается высокая активность моря в данном районе;
- появились новые установки в данном районе;
- обследования непосредственно после укладки не дали достаточной информации.
12.11.1.3 Обследования участка работ, если они необходимы, как минимум должны предусматривать:
- осмотр трубопровода с использованием видеокамер для выявления повреждений трубопровода, его покрытия и протекторов;
- контроль поперечных профилей трубопровода и прилегающего морского дна через регулярные промежутки;
- контроль профиля глубины вдоль трубопровода и морского дна с обеих сторон от трубопровода;
- осмотр существующих подводных объектов.
В указанные поперечные профили должен попадать нетронутый уровень морского дна.
12.11.2 Требования к корректировке свободных пролетов и к защите
Требования распространяются на специальные методы корректировки пролетов и защиты и касаются выполнения работ, контроля и приемки. Требования к судам, оборудованию, применяемому при обследовании, и т.д. должны рассматриваться в технических условиях на работы и испытания. Должен быть определен объем работ, которые подлежат выполнению и оценке.
12.11.3 Корректировка свободных пролетов
12.11.3.1 Корректировка свободных пролетов требуется во всех случаях, когда значения расстояний между опорами или высот превышают заданные допустимые пределы в конкретных точках. Корректировка других пролетов должна рассматриваться, если размыв или оседание морского дна могли привести к увеличению длины пролетов или высоты за допустимые пределы до первого запланированного контроля трубопровода.
12.11.3.2 Соответствующие корректировки пролетов между опорами должны быть документально подтверждены при контроле с использованием видеокамер. Все исправленные пролеты должны иметь маркировку, а длина, расстояние между опорами и высота пролетов должны отвечать требованиям.
12.11.4 Разработка траншей
12.11.4.1 Там, где разработка траншей ведется после укладки трубопровода, должны применяться такие устройства для разработки траншей, которые позволяют исключить значительные нагрузки на трубопровод и свести к минимуму возможность его повреждения.
12.11.4.2 Траншеекопатели должны быть снабжены необходимыми приборами для исключения повреждений и излишних контактов с трубопроводом.
12.11.4.3 Особое внимание следует уделять трубопроводам, находящимся над другими объектами и/или пучками труб, чтобы в процессе рытья не были затронуты и/или повреждены устройства крепления. Для малых трубопроводов без утяжеляющего покрытия важно не повредить протекторы.
12.11.4.4 Механическая засыпка при необходимости должна выполняться так, чтобы свести к минимуму возможности повреждения и перемещения трубопровода.
12.11.4.5 Система контроля траншеекопателя должна быть откалибрована. Система включает в себя:
- устройства для измерения глубины расположения трубы;
- системы контроля и управления, предотвращающие горизонтальные нагрузки на трубопровод, или устройства для измерения и регистрации вертикальных и горизонтальных усилий, возникающих на трубопроводе при работе траншеекопателя, и устройства для измерения расстояний между траншеекопателем и трубопроводом в горизонтальном и вертикальном направлениях, измеряемых относительно трубопровода;
- подводные устройства контроля, позволяющие оператору траншеекопателя видеть трубопровод и профиль морского дна перед и за траншеекопателем;
- измерительные и регистрирующие устройства буксировочного усилия траншеекопателя;
- устройства, контролирующие дифферент, крен, глубину, высоту и скорость траншеекопателя.
12.11.4.6 Струйные салазки должны иметь систему управления и контроля горизонтального и вертикального положений лопастей гидромонитора и верхней рамы относительно трубопровода. Положение салазок не должно зависеть от силы взаимодействия между салазками и трубопроводом. Должны быть установлены приборы, измеряющие натяжение буксировочного троса и показывающие глубину траншеи.
12.11.4.7 Глубина траншеи определяется как разность значений уровня нетронутого морского дна около трубопровода и верхней границы трубопровода.
12.11.4.8 Должен быть определен допустимый диапазон изменения значений величин, показываемых измерительными приборами для контроля траншеекопателя. Должна учитываться возможность повреждения покрытия. В процессе рытья траншеи должен осуществляться непрерывный контроль показаний измерительных приборов.
12.11.4.9 Сразу же после разработки траншеи должен быть проведен контроль, определяющий достижение необходимой глубины укладки и потребность в ремонтных работах.
12.11.5 Засыпка гравием после монтажа
12.11.5.1 Материал, используемый для засыпки, должен удовлетворять специальным требованиям в отношении удельного веса, состава и должен быть отсортирован по размеру.
12.11.5.2 Гравий засыпают непрерывным способом и контролируют его расположение над и под трубопроводом, опорами, подводными сооружениями и т.д., при этом не должны нарушаться вертикальное и горизонтальное расположения указанных объектов. Гравий насыпается также на соседние участки морского дна.
12.11.5.3 Засыпка гравием должна обеспечивать корректировку всех пролетов в соответствии с заданными требованиями. Укрепление незаполненных пролетов должно проводиться непрерывно там, где свободные пролеты, которые должны быть укреплены, имеют небольшую длину, чтобы избежать размывов и образования свободных промежутков между засыпками гравия.
12.11.5.4 Если засыпка гравием осуществляется методом «водосточной трубы», то должно быть задано минимальное расстояние, чтобы избежать касания «водосточной трубой» трубопровода, какого-либо другого подводного объекта или морского дна. Развертывание установки должно происходить достаточно далеко от трубопровода или от другого подводного объекта. Прежде чем переместить «водосточную трубу» на место засыпки, необходимо убедиться в достаточно свободном промежутке под ней. В процессе засыпки необходим постоянный контроль этого расстояния.
12.11.5.5 После завершения процедуры засыпки гравия на морском дне должна оставаться насыпь с ровными краями и ее наклон должен быть не круче заданного. Если засыпка гравия проводится поверх пересечения трубопровода с кабелем и другим трубопроводом, то насыпь гравия должна обеспечивать заданную глубину покрытия над поднятым и пересекаемым трубопроводом. В процессе засыпки должно осуществляться наблюдение с использованием системы контроля с гидролокатором или, при восстановлении видимости, с помощью видеокамеры для гарантии выполнения работы в полном объеме ее соответствия предъявляемым требованиям.
12.11.5.6 По завершению засыпки гравием должно быть выполнено обследование, подтверждающее соответствие заданным требованиям. При обследовании необходимо, как минимум, выполнить осмотр:
- с помощью видеокамеры длины покрытого трубопровода;
- поперечного профиля насыпки и соседних нетронутых участков морского дна через регулярные промежутки;
- профиля насыпки по ее длине;
- с целью подтверждения, достижения минимально необходимой глубины заложения;
- имеющихся установок и их окрестностей на предмет отсутствия ущерба.
12.11.6 Мешки с цементным раствором и бетонные плиты
12.11.6.1 Бетонные плиты и мешки с цементным раствором должны соответствовать требованиям в отношении их размеров, формы и приспособляемости, мест размещения, они должны иметь определенный удельный вес, состав и цемент соответствующей марки.
12.11.6.2 Укладка мешков с жидким раствором и бетонных плит должна выполняться управляемым способом, с целью размещения мешков или плит в нужное место. В процессе выполнения этой операции должно быть ограничено перемещение судна.
12.11.6.3 В процессе укладки должен осуществляться контроль с помощью видеокамеры системы ROV для гарантии выполнения работы в полном объеме в соответствии стребованиями.
12.11.6.4 По завершению укладки должно быть проведено обследование, подтверждающее соответствие заданным требованиям. Обследование должно, как минимум, включать:
- проверку выполненной работы с помощью видеокамеры;
- осмотр поперечного профиля уложенных мешков или плит и соседних нетронутых участков морского дна;
- осмотр профиля по длине уложенных мешков или плит и морского дна с обеих сторон покрытого участка.
12.12 Монтаж защитных и анкерных конструкций
12.12.1 Общие положения
Монтаж защитных и анкерных конструкций должен проводиться по техническим условиям и методикам, соответствующим требованиям технических условий и технологий, заданным в проекте.
12.13 Монтаж райзеров
12.13.1 Общие положения
12.13.1.1 Технические условия на монтаж и испытания должны распространяться на монтажные работы и отражать специфические проблемы, связанные с ними. Водолазные и подводные работы должны выполняться в соответствии с согласованной методикой, удовлетворяющей соответствующим требованиям.
12.13.1.2 Могут быть использованы следующие методы монтажа:
- полный монтаж с надводного судна, когда райзер и трубопровод свариваются на палубе судна и райзер опускается на морское дно. Затем райзер крепится к хомутам, установленным на несущей конструкции;
- монтаж с использованием метода J-труб, при котором райзер протаскивается через предварительно установленный на несущей конструкции трубопровод-кожух J-образной формы;
- монтаж с помощью гибочного башмака, когда трубопровод изгибается в формующем гибочном башмаке на 90°. Монтаж с использованием гибочного башмака всегда подлежит приемке потребителем;
- монтаж изготовленных на предприятии-изготовителе райзеров, когда труба устанавливается на хомутах, закрепленных на несущей конструкции с надводного судна. Затем применяется сварка в барокамере или используется механическое соединение райзера и трубопровода;
- монтаж райзера на каркас с трубоукладочного судна;
- монтаж гибких незакрепленных райзеров.
12.13.2 Инструкция по монтажу
Инструкция по монтажу в дополнение к требованиям, приведенным в 12.1.5 и 12.4.2, должна содержать:
- линии связи и взаимосвязь с платформой, на которой устанавливается райзер;
- описание схемы установки, находящейся в открытом море, оборудования и оснащения средствами измерения;
- технологию монтажа райзера в открытом море;
- методику измерения и контроля длины отрезаемого участка трубопровода, нижнего криволинейного участка, криволинейный отрезок трубопровода и т.д.;
- схему размещения якорей трубоукладочного судна;
- технологию водолазных и/или подводных работ.
12.13.3 Квалификационная оценка инструкции по монтажу
Инструкция по монтажу должна пройти квалификационную оценку, которая должна включать требования 12.4.3.
12.13.4 Ограничения на условия монтажа
Должны быть определены ограничения на условия монтажа в отношении состояния моря и скорости течения, чтобы исключить любые перенапряжения в металле труб и при сварке. При возникновении неблагоприятных условий работы, требующих прекращения монтажа, судно должно уйти от платформы.
12.13.5 Действия в аварийных ситуациях
Должен быть подготовлен для утверждения порядок действий в чрезвычайных ситуациях, включающих неисправности системы динамического позиционирования, волочение якоря и неисправности якорной цепи. Если предусматриваются подводные работы, то необходимы дополнительные меры, обеспечивающие безопасность и аспекты работы под водой.
12.13.6 Требования к монтажу
12.13.6.1 Сварка конструкций в открытом море должна выполняться в соответствии с приложением С. Должны быть установлены критерии приемки при визуальном контроле и NDT в соответствии с приложениями D и Е при соответствующих условиях.
12.13.6.2 Транспортирование, хранение и обращение с райзерами и дополнительным оборудованием должны исключать возможность любых повреждений покрытия и покраски. Кроме того, должны быть приняты специальные меры для защиты от повреждений поверхностей фланцев и других специально подготовленных поверхностей.
12.13.6.3 Прежде чем начинать монтаж, должны быть проверены в соответствии с чертежами и техническими условиями значения допусков и размеров, необходимых для монтажа райзеров. Диаметр, правильность цилиндрической формы и точность пригонки J-труб для предотвращения застревания при протаскивании должны быть проверены с помощью калибровочного скребка, протягивания калибра или подобными средствами контроля.
12.13.6.4 Должны быть выполнены соответствующие проверки, гарантирующие соответствие заданным требованиям наклона и прямолинейности райзеров, расстояния между райзерами и элементами жесткости конструкции, расстояния между соседними райзерами и других критических размеров.
12.13.6.5 Соединение райзера и трубопровода должно быть выполнено в соответствии с требованиями 12.9.
12.13.6.6 Прежде чем пропускать райзеры через J-трубы необходимо убедиться, что в раструбе нет мусора и препятствий, высота раструба относительно морского дна находится в допустимых пределах, при этом раструб, J-трубы или зажимы в виде J-труб (если применяются) не имеют повреждений. Протаскивание трубопровода в раструб должно контролироваться с помощью ROV, а натяжение натяжных тросов - калиброванными датчиками нагрузки и должно быть не более заданного максимального значения. В случае, когда система защиты от коррозии рассчитана на не вызывающие коррозию продукты в межтрубном пространстве, должно обеспечиваться надлежащее уплотнение в раструбе для райзера в J-трубе, как предусмотрено в документации.
12.13.6.7 Все хомуты, защитные кожухи, фланцы для крепления и т.д. должны устанавливаться в соответствии стехническими условиями и чертежами сзатягиванием болтов с соответствующими моментами и сзаданными допусками.
12.13.6.8 Восстановление покрытия и покраски должно производиться в соответствии спринятыми методами.
12.13.6.9 По окончанию монтажа должен быть проведен контроль с помощью ROV или путем обследования, выполняемого водолазами, для подтверждения правильности положения райзера относительно платформы, а также проверка положения дополнительных контуров, элементов крепления и т.д. и контроль результатов разработки траншей и работ по их защите.
12.13.6.10 Очистка, выполнение измерений и испытание системы давлением должны выполняться, в основном, в соответствии стребованиями 12.15, за исключением того, что может использоваться скребок с проволочным канатом для очистки и контроля трубопроводов. Время выдержки должно быть не менее 2 ч, и изменение давления не должно превышать ± 0,4 %, если эти изменения не связаны с колебаниями температуры в процессе испытаний. Визуальный контроль сварных швов и фланцевых соединений должен выполняться по возможности.
12.14 Обследование после завершения строительства
12.14.1 Общие положения
Все работы на трубопроводе, включая пересечения, разработку траншей, засыпку гравием, искусственным материалом, подводные сборки, монтаж райзера, окончательные испытания и т.д., должны быть закончены до выполнения завершающего обследования. Завершающее обследование смонтированной и законченной трубопроводной системы выполняется для подтверждения того, что выполненные монтажные работы соответствуют заданным требованиям и для внесения в документацию всех отклонений от исходного проекта.
12.14.2 Технические условия на обследование после завершения строительства
Технические условия должны содержать требования к судну, обеспечивающему обследование, оборудованию, необходимому для проведения обследования, и объем обследования. Технология обследования должна быть подготовлена и пройти квалификационные испытания.
12.14.3 Требования к обследованию после завершения строительства
Завершающее обследование должно включать в себя:
- проверку детальной схемы расположения трубопровода, включая размещение установленных на трубопроводе сборочных узлов, схем размещения анкерных устройств и защитных конструкций, мест захлестав (стыковки плетей), опор и т.д.;
- измерения значений отклонений от прямолинейности при соответствующих условиях;
- контроль глубины слоя засыпки или глубины траншей, если используются;
- оценку длины и высоты пролетов, включая значения допусков на длину и высоту, вносимые в отчет;
- координаты местонахождения поврежденных участков трубопровода, покрытия и протекторов;
- координаты местонахождения всехучастков, где наблюдаются промоины, или эрозионные размывы по длине трубопровода и на соседних участках морского дна;
- подтверждение соответствия требованиям состояния утяжеляющего покрытия (или анкерной системы, обеспечивающей устойчивое положение трубопровода на дне);
- описание обломков, отходов и других объектов, которые могут воздействовать на систему катодной защиты или иначе повредить трубопровод;
- осмотр видеокамерами всего трубопровода после завершения работ.
12.14.4 Проверка тока, подаваемого в электрохимическую систему защиты от коррозии
12.14.4.1 Необходима проверка значений тока, подаваемого в электрохимическую систему защиты от коррозии, включая проверку кабелей, изоляции, протекторов и преобразователей электрохимической защиты. Показания системы контроля коррозии необходимо дополнительно проверять посредством независимого измерения потенциалов. Соответствие электрической изоляции должно подтверждаться дополнительными системами (если имеются) независимо от общей системы контроля коррозии.
12.14.4.2 Если необходимые характеристики защиты не достигнуты, должны быть определены причины и приняты соответствующие меры для устранения дефектов. После этого удовлетворительные характеристики должны быть занесены в документацию.
12.15 Заключительное испытание и подготовка к эксплуатации
12.15.1 Общие положения
12.15.1.1 Все работы на трубопроводе, включая пересечения, разработку траншей, засыпку гравием, искусственным материалом, подводные сборки, монтаж райзера, завершающее обследование и т.д., должны быть закончены до начала окончательной проверки.
12.15.1.2 Продукты, используемые для очистки и испытаний, должны быть удалены так, чтобы свести к минимуму опасность для окружающей среды. Всякое применение таких продуктов должно соответствовать требованиям Государственных органов, ведающих охраной окружающей среды.
12.15.2 Технические условия на заключительное испытание и подготовку к эксплуатации
Технические условия на испытания должны содержать требования к оборудованию, объему испытаний и подготовке к эксплуатации, проведению испытаний и к связанным с ними критериям приемки. Должен быть определен объем подготовительных работ и оценка результатов испытаний.
12.15.3 Инструкции по заключительным испытаниям и подготовке к эксплуатации
Все работы и испытания должны проводиться в соответствии с согласованными инструкциями.
12.15.4 Очистка полости и проверка внутреннего диаметра трубопровода
Очистка и измерения внутреннего диаметра могут проводиться вместе с начальным заполнением трубопровода, которое может выполняться как отдельная операция или вместе с удалением сферического сварного шва после завершения сварки (врезки) участков трубопровода в барокамере.
Необходимо принять соответствующие меры, чтобы выпадающие в осадок или растворимые вещества в продукте, используемом в этом процессе, были совместимы с материалом труб и внутренним покрытием (если применяется) и чтобы изнутри трубопровода не образовывались отложения.
Качество воды должно быть не хуже, чем при ее прохождении через фильтр 50 микрон, и среднее содержание осадка должно быть не более 20 г/м3.
Если качество источника воды неизвестно, необходимо сделать анализ проб воды и принять необходимые меры для удаления и/или блокировки вредных веществ.
Если вода остается в трубопроводе в течение продолжительного периода времени, то нужно учитывать возможность роста бактерий и внутренней коррозии.
Добавляемые ингибиторы коррозии, поглотители кислорода, биоциды, красители и т.д. должны рассматриваться в связи с возможностью нанесения ущерба и их воздействия на окружающую среду во время использования и после удаления испытательной воды.
Концепция очистки полости трубопровода должна учитывать:
- защиту элементов трубопровода и оборудования (например, арматуры) от повреждений чистящими жидкостями и скребками;
- испытательное оборудование, например очистные шары и т.д.;
- удаление веществ, которые могут загрязнять продукт, транспортируемый по трубопроводу;
- частицы и осадок от прокатной окалины;
- биоорганизмы и осадки, остающиеся от испытательной жидкости;
- химические осадки и гели;
- остатки металлических частиц, которые могут оказывать влияние на будущую работу службы технического контроля.
12.15.4.1 Основное требование, которое должно выполняться при измерениях, - возможность протаскивания через трубопровод проходного шаблона диаметром, равным 97 % номинального внутреннего диаметра трубопровода. Альтернативный вариант - возможность использования другого измерителя, например электронного калибровочного поршня и т.д. Для трубопроводов с малыми отверстиями при выборе диаметра проходного шаблона должны учитываться значения допусков на диаметр, толщина стенок, несоосность и глубина провара шва.
12.15.4.2 Метод очистки и ряд используемых шаблонов, число и тип калибровочных поршней, необходимых при химической очистке, скорость прохождения должны выбираться в соответствии с типом и длиной трубопровода, уклоном вдоль трассы трубопровода, видом обслуживания, технологией строительства, слива и т.д.
12.15.4.3 Если очистка полости и измерения внутреннего диаметра выполняются на отдельном участке до стыковки с трубопроводом, то необходима, по меньшей мере, одна очистка и пропуск калибровочного поршня через законченную трубопроводную систему до или в процессе ее заполнения продуктом.
12.15.5 Испытание системы давлением
12.15.5.1 Испытание системы давлением должно проводиться при давлении, определяемом по 8.2.2.2, если эти испытания не исключаются в соответствии с 8.2.2.3. Протяженность испытуемого участка обычно определяется расстоянием между устройствами пуска и приема поршней и включает все элементы и соединения, имеющиеся в трубопроводной системе. Испытания проводятся после завершения всех монтажных и строительных работ и работ, связанных с установкой защиты. Испытание давлением обычно выполняется как сочетание испытания на прочность с проверкой на герметичность.
12.15.5.2 Испытание системы может проводиться отдельными участками, при условии, что сварные швы в местах соединений прошли 100 %-ный радиографический и ультразвуковой контроль, а также все швы проверены методом магнитопорошковой дефектоскопии или с использованием комбинаций других методов, обеспечивающих такую же или улучшенную проверку, подтверждающую приемлемое качество сварки.
12.15.5.3 Участок трубопровода, подвергаемый испытанию давлением, должен быть изолирован от других его участков и оборудования. Испытанию давлением не должна подвергаться встроенная в трубопровод запорная арматура, если не рассматриваются возможные утечки и повреждения арматуры и арматура не рассчитана на работу при испытательном давлении. Необходимо рассмотреть возможность изоляции или удаления ответвлений с малыми отверстиями и отводов к приборам, чтобы исключить их засорение.
12.15.5.4 Заглушки на концах, временные устройства для пуска и приема поршней, обвязочные трубопроводы наполнительных и опрессовочных агрегатов и другое временное оборудование для испытания должны быть спроектированы и изготовлены в соответствии с действующими нормами и правилами и рассчитаны на давление, равное расчетному давлению в трубопроводе при испытании на прочность. Эти устройства и трубопроводы должны быть испытаны под тем же давлением, что и трубопровод.
12.15.5.5 Заполнение трубопровода испытательной средой должно осуществляться управляемым способом с подачей воды вслед за проходом одного или более поршней. Поршень(шни) должен(ны) быть способен(ны) обеспечивать принудительную границу раздела системы воздух/вода. Следует рассматривать возможность предварительного заполнения полостей в арматуре инертной жидкостью, если арматура не имеет средств для выравнивания давления по площади седла. Вся арматура должна быть полностью открыта при заполнении трубопровода. Если градиент наклона по длине трубопровода отличен от нуля, то для управления скоростью перемещения поршня должна использоваться система слежения за поршнем и противодавление.
12.15.5.6 Средства измерения и испытательное оборудование, используемые для измерения значений давления, объема и температуры должны пройти калибровку для обеспечения точности, воспроизводимости результатов измерений и чувствительности. Все средства измерения и испытательное оборудование должны иметь действующие свидетельства поверки с обеспечением единства измерений по эталону в пределах шести месяцев, предшествующих испытаниям. Если средства измерений и испытательное оборудование часто использовались, необходимо проведение калибровки непосредственно перед испытаниями.
12.15.5.7 Приборы и регистрирующие устройства должны проверяться на правильность работы непосредственно перед испытаниями. Все испытательное оборудование должно располагаться в безопасной области за пределами испытуемого участка.
12.15.5.8 Испытательное давление должно измеряться с использованием грузопоршневого манометра. Грузопоршневой манометр не должен использоваться до тех пор, пока не будет достигнут установившийся режим. При проведении испытания давлением на судне грузопоршневой манометр не может быть использован (вследствие движения судна). Испытательное давление должно измеряться с помощью преобразователя давления с высокой точностью, который дополняет высокоточный манометр большого диаметра.
12.15.5.9 Для средств измерения и испытательного оборудования устанавливаются следующие требования:
- диапазон измерений грузопоршневых манометров должен превышать заданное испытательное давление не менее чем в 1,25 раза, точность измерений выше ±0,01 МПа и чувствительность выше 0,005 МПа;
- объем воды, добавляемой или отбираемой в процессе испытания давлением, должен измеряться приборами, имеющими погрешность менее ± 1,0 % и чувствительность менее 0,1 %;
- точность средств измерений и регистрирующих устройств температуры должны быть выше ± 1,0 °С и чувствительность выше 0,1 °С;
- регистрирующие устройства давления и температуры должны использоваться для графической записи соответствующих параметров в течение всего времени испытания.
Если вместо грузопоршневого манометра используется преобразователь давления, то его диапазон измерений должен не менее чем в 1,1 раза превышать заданное испытательное давление, погрешность измерений должна быть менее ± 0,2 % и чувствительность менее 0,1 %.
12.15.5.10 До начала испытаний должна быть установлена зависимость влияния изменений температуры на испытательное давление. Измерительные устройства температуры, если они используются, должны располагаться, как можно ближе к трубопроводу, а расстояние между устройствами должно определяться перепадом температуры вдоль трассы трубопровода.
12.15.5.11 В качестве испытательной среды должна использоваться вода, соответствующая требованиям, указанным в 12.15.4.
12.15.5.12 Содержание воздуха в испытательной воде должно быть определено по графику «давление - объем», построенному в процессе начального заполнения и повышения давления до появления выраженной линейной зависимости (см. рисунок 12.1), что должно проводиться при давлении, равном 35 % испытательного давления. Оцениваемое содержание воздуха не должно превышать 0,2 % полного расчетного объема трубопровода, подвергаемого испытаниям.

Рисунок 12.1 - Определение объема воздуха
12.15.5.13 В процессе повышения давления в трубопроводе оно не должно возрастать со скоростью, превышающей 0,1 МПа/мин, до момента достижения 95 % испытательного давления. Оставшиеся 5 % до уровня испытательного давления возрастают в условиях линейного уменьшения скорости роста до значения 0,001 МПа/мин. Должно пройти определенное время перед началом выдержки под давлением, чтобы установилась температура и стабилизировалось давление.
12.15.5.14 Требования куровню испытательного давления, необходимого для испытания системы под давлением, указано в 8.2.2.2.
12.15.5.15 Период выдержки под испытательным давлением после его стабилизации должен быть не менее 24 ч.
12.15.5.16 Для трубопроводов с испытательным объемом менее 5000 м3 по согласованию может быть принят более короткий период выдержки под давлением (см. 12.13.6.10).
12.15.5.17 В процессе подъема, стабилизации и выдержки должна осуществляться непрерывная запись давления. В процессе выдержки температура и давление должны записываться одновременно, по меньшей мере, каждые 30 мин.
12.15.5.18 В процессе испытания системы давлением, если возможно, следует непосредственно или с помощью средств измерения визуально контролировать фланцы, механические соединения и другую арматуру на наличие утечек.
12.15.5.19 Считается, что трубопровод выдержал испытания давлением, если отсутствуют утечки и отклонения давления находятся в пределах ± 0,2 % от испытательного давления. Дополнительное отклонение давления до ± 0,2 % включительно обычно приемлемо, если можно документально подтвердить, что суммарное отклонение (т.е. ± 0,4 %) обусловлено колебаниями температуры или может быть объяснено иначе. Если наблюдаются отклонения давления, превышающие ± 0,4 % испытательного давления, период выдержки должен быть увеличен, пока не будут достигнуты приемлемые отклонения.
12.15.5.20 Снижение давления в трубопроводе должно выполняться в регулируемом режиме, обычно скорость уменьшения давления не должна превышать 0,1 МПа/мин.
12.15.5.21 Документация, подготавливаемая в связи с испытанием трубопроводной системы давлением, должна включать в себя:
- графики регистрации значений давления и температуры;
- записи значений давления и температуры в журнале;
- сертификаты калибровки средств измерений и испытательного оборудования;
- расчет содержания воздуха;
- оценку графика зависимости «давление-температура» и подтверждение пригодности;
- подписанный акт приемки испытания.
12.15.6 Очистка, удаление воды и осушка
12.15.6.1 После завершения испытания давлением трубопровод должен быть очищен. Осадки, биоорганизмы и т.д. не должны оставаться в трубопроводе после испытания (см. 12.15.4).
12.15.6.2 До подачи продукта в трубопровод из него должна быть удалена вода. Может потребоваться осушка трубопровода для предотвращения увеличения потенциала коррозии или образования гидратов, если есть основания предполагать, что отказ от осушки может оказывать неблагоприятное воздействие на транспортируемый продукт.
12.15.6.3 Допускается подача продукта в трубопровод в особых случаях. При этом запуск разделительного поршня для очистки трубопровода между испытательной средой и продуктом требует определенных квалификационных испытаний, чтобы избежать контакта между испытательной средой и продуктом.
12.15.6.4 Выбор метода удаления воды, осушки и используемых реагентов должен учитывать их влияние на запорную арматуру и уплотняющие материалы, внутреннее покрытие и возможность удаления жидкостей в полостях арматуры, ответвлениях трубопровода, в приборах и т.д.
12.15.7 Проверка трубопроводной системы
Прежде чем заполнить трубопровод продуктом, должны быть проверены системы защиты и контроля в соответствии с принятыми методиками. Это относится к проверке:
- системы контроля защиты от коррозии;
- систем сигнализации и отключения;
- устройств защиты, таких как устройства блокировки камер приемки очистных устройств, систем защиты от превышения давления и т.д.;
- систем контроля давления и других систем контроля и управления;
- систем управления запорной арматурой трубопровода.
12.15.8 Заполнение продуктом
В процессе заполнения трубопровода продуктом необходимо принять меры по предотвращению образования взрывоопасных смесей, а в случае заполнения трубопровода газом или конденсатом необходимо исключить образование гидратов. Скорость заполнения должна регулироваться так, чтобы значения давления и температуры не превышали допустимых пределов для материала трубопровода или не выходили за пределы условия образования конденсата.
12.15.9 Проверка готовности к эксплуатации (контроль при вводе в эксплуатацию)
12.15.9.1 После достижения установившегося режима работы необходимо проверить соответствие значений предельных рабочих параметров требованиям проекта. К числу основных параметров можно отнести:
- расширение;
- смещение;
- образование «змейки» в поперечном направлении;
- выпучивание в вертикальной плоскости;
- толщину стенок, утонение.
12.15.9.2 Необходимость выполнения проверок основных данных, относящихся ктолщине стенок, должна определяться с учетом коррозионной активности продукта, припуска на коррозию, заложенного в проекте, и способности используемых при эксплуатации трубопровода контрольных приборов к определению размеров дефектов.
12.16 Документация
12.16.1 Общие положения
Монтаж и контроль трубопроводных систем должны быть задокументированы. Минимальный состав документации должен соответствовать 6.5.
13 Эксплуатация, инспекция и ремонт
13.1 Общие положения
13.1.1 Цель раздела
Задача настоящего раздела - определение требований к безопасной и надежной работе трубопроводных систем в течение всего срока эксплуатации. Требования распространяются на стадию эксплуатации, инспекцию, модификацию и ремонт трубопроводов.
13.1.2 Инструкции
13.1.2.1 Прежде чем начинать эксплуатацию трубопровода, должны быть выпущены подробные инструкции по эксплуатации, инспекциям и ремонту. Эти инструкции должны давать информацию по следующим вопросам:
- организации и управления;
- технологии пуска и остановки;
- эксплуатационным ограничениям;
- очистке и другому техническому обслуживанию, например пропуску очистных устройств;
- коррозионному контролю, включая проверку эффективности электрохимзащиты и мониторинг;
- инспекции;
- порядку действия в аварийных ситуациях;
- методике составления отчета.
13.1.2.2 Должны быть подготовлены, если требуется, инструкции по выполнению необычных или специальных видов работ, например для случаев крупных ремонтов, модификации трубопровода и т.д.
13.1.3 Хранение эксплуатационной документации
13.1.3.1 Документация с данными, получаемыми в процессе эксплуатации, должна собираться и храниться в течение всего времени эксплуатации. Документация с эксплуатационными данными должна содержать всю важную информацию (см. 13.1.2.1) и должна иметь ссылки на все необходимые подтверждающие документы, обеспечивая полную регистрацию информации.
13.1.3.2 Документация с эксплуатационными данными должна, как минимум, содержать информацию, относящуюся к:
- результатам и заключениям по инспекциям, выполняемым в процессе эксплуатации;
- непредвиденным случаям и повреждениям трубопроводной системы;
- ремонтам и модификациям, эксплуатационным параметрам, влияющим на коррозию и вызывающим другие повреждения (состав продукта, расход, давление, температура и т.д.).
13.1.3.3 Документация с эксплуатационными данными вместе с DFI-отчетом является основой для планирования будущих инспекций (см. 6.6.6).
13.1.3.4 Документация с эксплуатационными данными и DFI-отчетом должны легко восстанавливаться в случае аварийных ситуаций.
13.1.4.1 В процессе эксплуатации должны выполняться измерения, гарантирующие, что критические параметры продукта находятся в допустимых пределах. Необходим контроль или наблюдение за следующими параметрами:
- значениями давления и температуры вдоль трубопровода;
- точкой росы для газопроводов;
- составом продукта, расходом, плотностью и вязкостью.
13.1.4.2 Все устройства обеспечения безопасности трубопроводной системы, включая средства регулирования давления, устройства защиты от превышения давления, аварийной остановки и автоматическую запорную арматуру, должны проверять и контролировать через согласованные промежутки времени. Все проверки должны подтверждать, что устройства безопасности не повреждены и могут выполнять функции защиты, как предусмотрено в документации.
13.1.4.3 Устройства обеспечения безопасности, связанные с системами трубопроводов, подлежат регулярной проверке и контролю.
13.1.4.4 Контроль давления в обычных условиях рассматривается в 6.2.3.
13.1.4.5 Эксплуатационный контроль должен гарантировать, что значения температуры не выходят за расчетные пределы. Если расчет основан на постоянной температуре вдоль трассы трубопровода, то достаточно регулировать только значение входной температуры. Дополнительные регуляторы необходимы, если проектом предусматривается определенный температурный профиль для трубопровода.
13.1.4.6 Если рабочие условия изменяются относительно допущений, принятых в проекте, необходимо провести переосвидетельствование трубопроводной системы в соответствии с разделом 14.
13.1.5 Основные принципы контроля и мониторинга
13.1.5.1 Основные принципы контроля и мониторинга должны быть установлены и основываться на подробных программах контроля и мониторинга. Основные принципы должны пересматриваться через каждые 5 - 10 лет.
13.1.5.2 Для обеспечения безопасной и надежной работы трубопроводной системы должны проводить ее контроль и мониторинг. Все требования к контролю и мониторингу, которые определяют на этапе проектирования как влияющие на безопасность и надежность системы во время эксплуатации, должны быть учтены в программе контроля и мониторинга (см. 6.2.2 и 8.2.3).
13.1.6 Специальные проверки
13.1.6.1 Должно быть проведено специальное исследование в случае, если какое-либо событие привело к ухудшению безопасности, надежности, прочности или устойчивости трубопроводной системы. Эти исследования могут инициировать необходимость дальнейших инспекций.
13.1.6.2 Если механические повреждения или другие отклонения от нормы выявлены при периодических инспекциях, то должна быть выполнена соответствующая оценка повреждений, которая может потребовать дополнительных инспекций.
13.2 Обследование конфигурации трубопровода
13.2.1 Общие положения
Обследование конфигурации трубопровода - это осмотр (например, визуальный или с использованием ROV) для оценки конфигурации и состояния трубопровода и его элементов. При размещении на неровном морском дне при осмотре должны проверять положение и конфигурацию трубопровода.
13.2.2 Периодические обследования
13.2.2.1 Начальные инспекции должны проводить в пределах одного года от начала перекачки продукта по трубопроводу (см. 12.15.9). В случае значительного повышения значения температуры или давления после первой инспекции должна рассматриваться необходимость дополнительных инспекций.
13.2.2.2 Должна быть выпущена долгосрочная программа инспекций, охватывающая все объекты, связанные с безопасной работой трубопровода, которая должна регулярно поддерживаться и обновляться. Необходимо учитывать следующие факторы:
- условия эксплуатации трубопровода;
- последствия отказа;
- вероятность отказа;
- метод инспекции;
- конструкцию и назначение трубопровода.
Долгосрочная программа инспекций должна устанавливать основные принципы поддержания работоспособности трубопроводной системы, формировать основу для подробных программ инспекций, в которых указываются методы инспекций и промежутки между ними.
13.2.2.3 Долгосрочная программа инспекций должна охватывать всю трубопроводную систему. Как минимум, она должна распространяться на:
- трубопровод;
- райзеры;
- запорную арматуру;
- тройниковые и Y-образные соединения;
- механические соединительные устройства;
- фланцы;
- анкеры;
- хомуты;
- защитные конструкции;
- протекторы;
- покрытие.
13.2.2.4 Подробная программа инспекции, включая требования к инспекции, должна быть подготовлена к каждому обследованию. Подробная программа инспекции по необходимости должна корректироваться на основе результатов предшествующих инспекций.
13.2.2.5 Системы трубопроводов, которые временно не работают, также подлежат периодическому обследованию.
13.2.2.6 Инспекции должны проводиться для гарантии выполнения требований проекта и отсутствия дефектов трубопровода. Программа инспекции, как минимум, должна распространяться на:
- уменьшение глубины засыпки и глубину засыпки заглубленных или накрытых участков трубопровода, если предусмотрено проектом, руководящими указаниями или другими специальными требованиями;
- свободные пролеты, включая нанесение на карту длины, высоты, и состояние опор на концах;
- состояние искусственных опор, установленных для ограничения длины свободных пролетов;
- местные промоины морского дна, влияющие на работоспособность трубопровода или дополнительных конструкций;
- движение песчаных волн, влияющее на работоспособность трубопровода;
- чрезмерное перемещение трубопровода, включая влияние расширения;
- выявление участков, где наблюдается выпучивание вверх или чрезмерный изгиб в поперечном направлении;
- работоспособность механических соединений и фланцев;
- работоспособность подводной запорной арматуры, включая защитные конструкции;
- Y- и Т-образные тройниковые соединения, включая защитные конструкции;
- местоположение трубопровода в случае, когда он обнажен, особенно в местах установки арматуры и ответвлений;
- работоспособность защитных устройств трубопровода (например, матрасов, плит, мешков с песком, гравийных откосов и т.д.);
- механические дефекты труб, покрытий и протекторов;
- значительные массы отходов на (или вблизи) трубопроводе, которые могут привести к повреждению трубопровода или системы защиты от наружной коррозии;
- утечки.
13.2.2.7 Райзеры являются объектом, на который распространяется действие программы инспекций трубопроводов. Кроме обычных требований к трубопроводам, которые проверяют при инспекциях, при инспекции райзеров следует обращать внимание на:
- изменение положения райзера вследствие расширения трубопровода или осадки фундамента;
- повреждение покрытия;
- методику коррозионного контроля райзеров в закрытых кожухах или в J-трубах;
- протяженность участков с обрастанием морскими организмами;
- протяженность участков с предыдущими коррозионными повреждениями;
- работоспособность и возможность выполнения своих функций элементами крепления и направляющими райзера;
- работоспособность защитной конструкции.
13.2.2.8 Частота последующих наружных инспекций определяется на основе оценки:
- механизмов деградации и видов отказов;
- вероятности и последствия отказов;
- результатов предыдущих инспекций;
- изменения рабочих параметров;
- проведения ремонтных работ и работ по модификации;
- последующих работ по укладке трубопроводов, проводимых поблизости.
13.2.2.9 Критические участки трубопроводной системы, которые могут быть легко повреждены или подвергаются воздействию крупных изменений морского дна, например опоры и/или заглубленные трубопроводы, должны осматриваться через короткие промежутки времени, обычно через год. Остальные участки также должны инспектироваться с осмотром всей трубопроводной системы с временным интервалом 5 - 10 лет.
13.3 Контроль и мониторинг наружной коррозии
13.3.1 Общие положения
13.3.1.1 В зоне заплеска и в зоне атмосферного воздействия повреждение покрытия и/или отслаивание защитного покрытия от основного материала трубы может привести к серьезным коррозионным дефектам. Райзеры, по которым передаются горячие продукты, наиболее подвержены таким дефектам.
13.3.1.2 В зоне погружения нарушения покрытия не являются критическими, если при этом нет дефектов в системе электрохимической защиты от коррозии (определение зон см. в 11.4.1).
13.3.1.3 Для райзеров с J-трубами, заполненных не вызывающими коррозию продуктами (см. 11.2.1.5), инспекция наружной коррозии может оказаться ненужной, если соответствующие характеристики указанного продукта периодически подтверждаются.
13.3.1.4 При необходимости инспекция с помощью специальных внутренних средств может использоваться для контроля наружной коррозии райзера и трубопровода во всех трех зонах (см. 13.4.2), втом числе и райзеров с J-трубами.
13.3.2 Райзеры в зоне заплеска и в зоне атмосферного воздействия
13.3.2.1 В зоне заплеска и в зоне атмосферных воздействий должна проводиться визуальная проверка покрытия для оценки необходимости профилактического обслуживания. Кроме визуальной проверки прямых повреждений покрытия, ржавые пятна, вспучивание или трещины на покрытии свидетельствуют о том, что оно поражено ржавчиной. Системы покрытия, которые препятствуют инспектированию с близкого расстояния, требуют особого рассмотрения.
13.3.2.2 Частота внешних осмотров райзеров в зоне заплеска определяется с учетом категории продукта, материала трубопровода, характеристик покрытия и значения припуска на коррозию.
13.3.3 Трубопроводы и райзеры в зоне погружения
13.3.3.1 В большинстве случаев контроль защиты трубопроводов и райзеров с протекторами от наружной коррозии может быть ограничен осмотром состояния протекторов. Чрезмерное расходование протекторов является показателем нарушения покрытия, если только причиной этого не является близость к платформам, опорным плитам, другим конструкциям, когда утечки тока могут приводить к преждевременному износу протекторов соседних труб.
13.3.3.2 Измерение потенциалов на протекторах и на любых повреждениях покрытия, где обнажаются незащищенные трубы, может использоваться для проверки правильной работы защиты. По измерению значения градиента электрического поля вблизи от протекторов можно сделать оценку выходных протекторных токов полуколичественным методом.
13.3.3.3 Для трубопроводов с системами катодной защиты с внешним током измерения защитных потенциалов должны выполняться, по крайней мере, в точках, наиболее близких и наиболее удаленных от протектора(ов).
13.3.3.4 Обследование системы защиты от наружной коррозии должно выполняться в течение одного года после монтажа.
13.4 Контроль и мониторинг внутренней коррозии
13.4.1 Общие положения
13.4.1.1 Контроль внутренней коррозии выполняется для подтверждения работоспособности трубопроводной системы, главным образом, с помощью измерений толщины стенок на месте.
13.4.1.2 Цель мониторинга внутренней коррозии - подтверждение безопасности продукта сточки зрения коррозии или, что более часто, оценка эффективности любых упреждающих мер защиты и соответственно определение требований к контролю коррозии.
13.4.1.3 Коррозионный мониторинг, как указывалось выше, не дает какой-либо количественной информации по критическому уменьшению толщины стенок. Хотя мониторинг позволяет осуществить реальное измерение толщины стенок на выбранном участке, он не может заменить схему проверки, охватывающую контроль всего трубопровода или его участка по всей длине и по полной окружности. С другой стороны, средства контроля внутренней коррозии обычно недостаточно чувствительны, чтобы заменить мониторинг.
13.4.1.4 Требования к коррозионному контролю и мониторингу и к характеристикам поставляемого по заказу оборудования должны быть определены на ранней стадии проектирования трубопроводной системы.
13.4.1.5 Трубопроводы и райзеры, изготовленные из CRA, обычно не требуют контроля и мониторинга внутренней коррозии.
13.4.2 Коррозионный контроль
13.4.2.1 Обследование внутренней коррозии должно выполняться с помощью внутритрубного диагностического устройства («диагностического поршня»), способного проверять внутреннюю поверхность трубопровода по всей его окружности и длине или в наиболее ответственной части.
13.4.2.2 Методы выявления внутренней коррозии (например, основанные на использовании магнитной индукции или на ультразвуковом контроле) должны выбирать с учетом материала труб, диаметра и толщины стенок, предполагаемой формы дефектов и требований к предельным параметрам и возможности оценки размеров дефекта, которая должна определяться на основе конструкции трубопровода и эксплуатационных параметров.
13.4.2.3 Предполагаемые операторы, работающие со средствами контроля, должны документально подтвердить возможности своих систем в отношении определения предельных параметров и размеров соответствующих коррозионных дефектов (включая локализованные участки коррозии на кольцевых сварных швах) для труб рассматриваемых размеров.
13.4.2.4 Периодичность контроля внутренней коррозии должна определяться на основе следующих факторов:
- ответственности трубопровода;
- ожидаемой коррозионной активности продукта;
- предельных параметров обнаруживаемых дефектов и точности системы проверки;
- результатов предыдущих изысканий и мониторинга;
- изменений эксплуатационных параметров трубопровода и т.д.
См. также 12.15.9.
13.4.3 Коррозионный мониторинг
13.4.3.1 За основу коррозионного мониторинга могут быть приняты следующие важнейшие принципы коррозионного мониторинга:
- анализ перекачиваемого продукта, т.е. мониторинг физических характеристик продукта и взятие проб продукта для химического анализа составляющих, вызывающих коррозию, добавок, замедляющих коррозию, или продуктов коррозии;
- измерения коррозии, т.е. измерение потери веса контрольных пластин или других извлекаемых образцов для периодического определения скорости коррозии или измерений в реальном времени;
- измерение толщины стенок на месте, т.е. повторяемые измерения толщины стенок в определенных сечениях трубопровода с использованием переносных или постоянно установленных приборов.
13.4.3.2 Методы и средства для коррозионного мониторинга должны выбираться с учетом:
- целей мониторинга, включая требования кточности и чувствительности;
- коррозионной активности продукта и принятых мер защиты от коррозии;
- потенциальных механизмов коррозии.
13.4.3.3 Обычно главной задачей коррозионного мониторинга является обнаружение изменений природной коррозионной активности продукта или оценка эффективности мер защиты от коррозии. Для трубопроводов, по которым перекачивается сухой (т.е. полностью обработанный) газ, контроль внутренней коррозии может быть отложен при условии, что мониторинг показывает отсутствие продуктов, вызывающих коррозию на входе в трубопровод, и отсутствие конденсации влаги при движении по направлению потока.
13.5 Дефекты и ремонт
13.5.1 Общие положения
13.5.1.1 Ремонт и модификация трубопровода не должны приводить к снижению уровня безопасности ниже заданного.
13.5.1.2 Все ремонтные работы должны выполняться квалифицированным персоналом в соответствии с согласованными техническими условиями и методиками и удовлетворять заданному для трубопровода стандарту.
Если ремонт включает сварочные работы, то квалификация персонала, метод сварки и применяемое оборудование подлежат согласованию в соответствии с приложением С.
Для ремонта других видов требования к персоналу, методам и необходимому оборудованию для выполнения работ должны согласовываться в каждом отдельном случае.
13.5.1.3 Все ремонтные работы должны контролировать и инспектировать квалифицированные лица в согласованном порядке. Требования к специалистам по NDT, оборудованию, способам и критериям приемки должны быть согласованы в соответствии с приложением D.
13.5.1.4 Трубопроводная система с дефектами может временно работать в соответствии с техническими условиями проекта или со сниженными эксплуатационными условиями до устранения дефекта или завершения ремонта. Однако необходимо документальное подтверждение работоспособности трубопровода и обеспечение заданного уровня безопасности, что может потребовать ограничений на режим работы и/или принятия временных мер предосторожности.
13.5.1.5 Другим вариантом является перевод трубопроводной системы с дефектами на более низкий уровень условий эксплуатации (см. разделы 8 и 14), например назначение пониженного давления, что может позволить исключить ремонт.
13.5.1.6 При обнаружении дефекта выполняется его оценка, которая, по меньшей мере, должна рассматривать:
- выявленные подробности дефекта;
- механизмы, вызывающие дефект;
- точность и недостоверность результатов контроля;
- варианты выбора дальнейших условий эксплуатации трубопроводной системы;
- методы ремонта.
13.5.1.7 В каждом случае должна быть проведена тщательная оценка дефекта и его воздействия на безопасность и надежность работы трубопровода. Требования, которые приводятся в следующих разделах в отношении необходимых действий, например шлифовка дефекта или замена участка трубы, могут не выполняться, если документально подтверждено, что заданный уровень безопасности эксплуатации трубопроводной системы не снизился.
13.5.1.8 Дефекты, которые влияют на безопасность и надежность трубопровода, должны быть либо устранены вырезанием поврежденной части трубы, как цилиндра, либо трубопровод может быть переведен на более низкое расчетное давление в соответствии с разделами 8 и 14.
13.5.1.9 В зависимости от характера дефекта может быть сделан временный ремонт до проведения текущих ремонтных работ. Если делается временный ремонт, то необходимо документальное подтверждение работоспособности трубопровода и требуемого уровня безопасности эксплуатации трубопровода, который достигается либо за счет самого ремонта, либо вместе с принятием других мер или только другими мерами.
13.5.2 Общая потеря устойчивости
В случае общей потери устойчивости (выпучивание в вертикальной плоскости или поперечный изгиб), возникающей в результате пластических деформаций, вызванных изгибом, эксплуатация трубопровода может быть продолжена до оценки необходимости проведения ремонта, при условии, что рабочие параметры находятся в пределах, исключающих отказы из-за накопления значительных пластических деформаций при малоцикловой усталости материала изогнутого участка.
13.5.3 Надрезы, риски, трещины и царапины
Дефекты с острыми краями (надрезы, риски и царапины) желательно удалить шлифовкой или другими согласованными средствами восстановления поверхности. К шлифованным дефектам, в которых устранены острые кромки, можно относиться как к дефектам с равномерным утонением (см. 13.5.4).
13.5.4 Утонения стенки трубы
Утонения стенки трубы, вызываемые, например коррозией, эрозией или ремонтом шлифовкой, должны проверяться на несущую способность. Для руководства следует пользоваться [45].
13.5.5 Вмятины
13.5.5.1 Вмятина определяется как углубление, которое приводит к большим нарушениям формы стенок трубы и результатом которого является отклонение диаметра трубы более чем на 2 % номинального (см. раздел 8).
13.5.5.2 Вмятина, влияющая на продольный или кольцевой сварной шов, может приводить к появлению трещин и должна быть причиной для удаления поврежденной части трубы. Поврежденная часть может быть вырезана как цилиндр или восстановлена путем установки вокруг нее разъемной муфты, которая рассчитывается на полное внутреннее рабочее давление трубопровода.
13.5.6 Утечки
13.5.6.1 Прежде чем начинать ремонт участков, где имеются утечки, необходимо определить механизм, вызывающий утечки.
13.5.6.2 Наиболее подходящий способ ремонта участка трубопровода с утечками выбирается с учетом материала и размеров трубы, места утечки, условий нагружения, значений давления и температуры. Возможно применение следующих методов ремонта:
- поврежденный участок трубы вырезается как цилиндр и на его место устанавливается новая катушка, которая закрепляется с помощью сварки или механических муфт. Для руководства следует пользоваться [23];
- устанавливаются хомуты и герметичность обеспечивается с помощью сварки, заполняющим материалом (уплотнителем), трения или другими пригодными механическими средствами.
13.5.6.3 Фланцы и муфты, имеющие утечки, могут герметизироваться установкой уплотнительных хомутов, охватывающих фланец или муфту с утечками, увеличением предварительного натяга болтов или заменой прокладок и уплотнителей. Прежде чем увеличивать предварительный натяг болтов, должно быть документально подтверждено с помощью расчетов, что болты, фланцы или прокладки/уплотнители не будут испытывать перенапряжений. В случае снижения предварительного натяга болтов, например из-за замены прокладок на фланцевом соединении, следует установить новые болты.
13.5.6.4 Все используемые при ремонте хомуты, муфты, катушки и механические соединительные устройства должны быть испытаны перед установкой и проверены на утечки после установки. Для руководства следует пользоваться к [23].
13.5.7 Ремонт сваркой
13.5.7.1 Технология ремонтной сварки и сварщики должны пройти аттестацию в соответствии с приложением С.
13.5.7.2 Ремонтная сварка над водой должна выполняться в соответствии с приложением С.
13.5.7.3 Подводные сварочные работы должны выполняться в сухих условиях (приложение С).
13.5.7.4 В специальных случаях ремонтные сварочные работы могут выполняться на работающем трубопроводе с учетом материала и толщины стенок труб, вида перекачиваемого продукта, значений давления и температуры. Должно быть документально подтверждено, что обеспечивается приемлемая безопасность ремонтных работ и должна быть установлена технология выполнения безопасной работы.
13.5.7.5 Все ремонтные сварные швы должны подвергаться визуальному контролю и NDT (см. приложение D). Вслед за ремонтом может потребоваться испытание давлением отремонтированного участка.
14 Переосвидетельствование
14.1 Общие положения
14.1.1 Цель раздела
14.1.1.1 Цель настоящего раздела - определение переосвидетельствования и формулирование требований для переосвидетельствования трубопроводных систем.
14.1.1.2 Переосвидетельствование предусматривает переоценку конструкции в связи с изменением расчетных условий.
Примечание - Переосвидетельствование может быть вызвано изменением исходных данных проекта, невыполнением исходных требований или ошибками и недостатками, которые были обнаружены при нормальных или выходящих за норму условиях эксплуатации.
Его возможными причинами могут быть:
- желание использовать настоящий стандарт, например, вследствие повышения требований к применению существующих трубопроводов;
- изменение исходных условий;
- природные нагрузки;
- деформации;
- изменение эксплуатационных параметров;
- значения давления или температуры;
- коррозионная активность среды;
- механизмы деградации, выходящие за предполагаемые рамки;
- скорость коррозии как внутренней, так и наружной;
- динамические реакции, способствующие усталостным изменениям, которые могут вызываться отсутствием опор и т.д.;
- увеличенный проектный ресурс;
- обнаруженные дефекты;
- вмятины;
- повреждение защиты трубопровода;
- дефекты сварки;
- коррозионные дефекты;
- повреждения протекторов.
14.1.2 Применение
В пределах расчетного срока службы и без существенных изменений в способе эксплуатации (ремонта и т.д.) стандарт, в соответствии с которым был построен трубопровод, будет применим с учетом случайностей, незначительных изменений или исправлений расчетных параметров, выходящих за норму в процессе работы.
Для существенных изменений или других случаев, не перечисленных выше, будет применяться настоящий стандарт.
Примечание - Для существующего трубопровода с увеличенным сроком службы должен обеспечиваться такой же уровень безопасности, что и для проектирования нового трубопровода. Причиной необходимости использования настоящего стандарта является то, что в случае использования иного аналогичного стандарта он будет менее строгим, чем это необходимо, и соответствовать требованиям уровня безопасности, заданного в настоящем стандарте.
14.2 Расчетные критерии
14.2.1 Общие положения
14.2.1.1 Заданный уровень безопасности (см. 5.3.6) должен применяться для заключения о переосвидетельствовании системы.
14.2.1.2 При подготовке заключения о переосвидетельствовании системы должны учитываться опыт работы, изменение условий эксплуатации, данных инспекций и изменения конструкции.
14.2.2 Испытания системы давлением
Испытания системы давлением может потребоваться, если:
- исходные заводские испытания давлением или испытания давлением трубопроводной системы не удовлетворяют требованиям настоящего стандарта при новом расчетном давлении;
- значительная часть трубопровода не проходила испытаний давлением, например новый участок (возможность исключения испытаний давлением рассматривается в 8.2.2.3).
14.2.3 Общий износ
14.2.3.1 Должны оцениваться все имеющие отношение к работе механизмы общего износа. Типовыми механизмами общего износа являются:
- коррозия:
a) наружная коррозия;
b) внутренняя коррозия;
- эрозия;
- случайные нагрузки;
- увеличение свободных пролетов;
- усталость материала;
- осадка.
14.2.3.2 При определении точности и недостоверности контроля должно приниматься в расчет требуемое значение надежности или безопасности.
14.2.3.3 Накопленные повреждения (по опыту работы) должны учитываться до переосвидетельствования системы.
15 Комментарии (справочные)
15.1 Общие положения
15.1.1 Цель раздела
Цель настоящего раздела:
- дать общее представление о настоящем стандарте путем перекрестных ссылок на вопросы, рассматриваемые в разных разделах;
- ознакомить с исходной информацией о требованиях стандарта;
- предложить руководство, которое базируется на хорошей инженерной практике.
Настоящий раздел является только справочным, и некоторые его рекомендации основаны не на тщательных расчетах, а только на инженерном опыте.
15.2 Перекрестные ссылки
Таблица 15.1 - Указатели и перекрестные ссылки
|
Ключевое слово |
Ссылка |
Пояснение или положение |
|
Нормативная прочность материала |
fk |
|
|
В связи с дополнительным требованием U |
||
|
8.2.6.4, примечание |
Предполагаемый (консервативный) выход напряжений за норму |
|
|
Снижение, обусловленное процессом UO/UOE |
||
|
Пересечение |
Оценка риска |
|
|
Изыскание (обследование) |
||
|
Минимальное расстояние по вертикали |
||
|
Технические условия |
||
|
«Золотой» шов |
Требования |
|
|
Монтаж |
Класс безопасности |
|
|
8.8.1 (D) |
Расчетный критерий |
|
|
Прямолинейность труб |
||
|
Раздел 12 |
Стадия монтажа |
|
|
Уровень NDT труб |
Проектирование - общие вопросы |
|
|
Введение и назначение |
||
|
Таблица 9.13 |
Требования к NDT |
|
|
Заводское испытание давлением |
Раздел 3 |
Определение |
|
Связь между заводским испытанием давлением и проектом |
||
|
Причастность пониженных заводских испытаний давлением к несущей способности по внутреннему давлению |
||
|
Основное требование |
||
|
Максимальное испытательное давление |
||
|
Отказ от заводских испытаний. Трубы UOE, условия |
||
|
Минимальная толщина стенки |
Минимум 12 мм и когда применяется |
|
|
Когда использовать минимальную толщину стенок, в связи с номинальной толщиной и припуском на коррозию. |
||
|
Овальность |
Минимально допустимая овальность для коллапса |
|
|
Максимально допустимая овальность при монтаже |
||
|
Максимально допустимая овальность, технические условия на трубы |
||
|
Давление - общие вопросы |
Раздел 3 |
Определения |
|
Система регулирования давления. Таблица 6.1 |
||
|
Таблица 8.7 |
Коэффициент надежности по давлению. Таблица 6.1 |
|
|
Нормативные значения |
||
|
Давление - аварийное |
Преимущества более низкого аварийного давления |
|
|
Система регулирования давления |
||
|
Таблица 6.1 |
Выбор аварийного давления при испытаниях давлением и при полном отключении давления |
|
|
Навивка на барабан |
Оценка разрушения - когда вступает в силу дополнительное требование Р |
|
|
Критическая оценка производства |
||
|
Уравнение (8.25) |
Формула несущей способности |
|
|
Таблица 8.8 |
Коэффициент условий работы |
|
|
Дополнительное требование Р |
||
|
Дополнительное требование D |
||
|
Испытание |
||
|
Спиральный сварной шов |
Требования |
|
|
Деформационное упрочнение |
Уравнение (8.26) |
В формуле несущей способности; деформация |
|
Уравнение (8.24) |
Формула несущей способности SMYS/SMTS - (в αс) |
|
|
Таблица 9.3 |
SMYS и SMTS |
|
|
Таблица 9.3 |
αh (YS/UTS) |
|
|
Испытание системы давлением |
Раздел 3 |
Определение |
|
Связь с проектом |
||
|
Требования |
||
|
Отказ от испытаний системы давлением |
||
|
Класс безопасности при испытаниях системы давлением |
||
|
Проверка предельного состояния - несущая способность по внутреннему давлению |
||
|
Проверка предельного состояния - местная потеря устойчивости |
||
|
Проведение испытаний (заполнение, выдержка и т.д.) |
||
|
Сварка на трубе |
Требования к дублирующим пластинам и т.д. |
Таблица 15.1а - Нормативные характеристики материала для проектирования
|
Обозначение |
Характеристика |
Ссылка |
Несущая способность по давлению |
Местная потеря устойчивости |
|||
|
Коллапс |
Контролируемые нагрузки |
Контролируемые деформации |
Лавинное смятие |
||||
|
Упругие свойства |
|||||||
|
E |
Модуль Юнга |
- |
x |
||||
|
v |
Коэффициент Пуассона |
- |
x |
||||
|
α |
Температурное расширение, как функция от температуры (внутри действительного диапазона температур) |
- |
x |
||||
|
Пластические свойства |
|||||||
|
SMYS |
Нормативное минимальное значение предела текучести |
x |
x |
x |
x |
x |
|
|
fу,temp |
Снижение предела текучести в зависимости от температуры |
x |
x |
x |
x |
x |
|
|
SMTS |
Нормативное минимальное значение предела прочности на растяжение |
x |
- |
x |
- |
- |
|
|
fи,temp |
Снижение предела прочности в зависимости от температуры |
x |
- |
x |
- |
- |
|
|
αА |
Коэффициент анизотропии для предела прочности |
- |
- |
x |
- |
- |
|
|
αfab |
Коэффициент, учитывающий условия изготовления |
Таблица 8.3 |
- |
x |
x |
x |
x |
|
Пластические свойства, зависящие от дополнительных требований |
|||||||
|
αU (U) |
Расширенное применение |
Таблица 8.2 |
x |
x |
x |
x |
x |
|
αh (Р) |
Коэффициент деформационного упрочнения |
- |
- |
- |
x |
- |
|
|
αс (U) |
Параметр напряжений пластического течения |
Уравнение 8.23 |
- |
- |
x |
- |
- |
15.3.1 Обсуждение классов безопасности
Для каждой части трубопровода и для каждой стадии должен быть задан класс безопасности. Классификация должна выполняться на основе требований раздела 5.
Концепция класса безопасности позволяет потребителю проявлять некоторую гибкость в подходе к риску сточки зрения благоразумия и рациональности, т.е. она позволяет различать требования к безопасности проекта, связанные с необходимостью запаса, для выкидной линии со сроком службы 5 лет и магистрального трубопровода со сроком службы 40 лет.
Основной вопрос при определении класса безопасности - последствия для людей, окружающей среды и стоимость. Заметим, что эти последствия не обязательно ограничены только отказами самих рассматриваемых трубопроводов, нужно учитывать также их влияние на всю систему. Например, снижение выхода продукта, если отказ обусловлен попаданием воды в трубопровод или нарушена система сточной воды, которые с отдельной точки зрения могут относиться к низкому классу безопасности.
Другой пример - это дифференциация с учетом стадии существования трубопровода. Отказ в процессе монтажа, обычно рассматриваемый как отказ, относящийся к низкому классу безопасности, будет иметь значительно меньшие последствия, чем отказ при отключенном трубопроводе, когда загрязнения и ремонт требуют значительно больших затрат средств и времени.
Однако общая безопасность не всегда может быть увеличена заданием более высокого класса безопасности. Например, в случае, когда наиболее вероятной причиной отказа является натяжение судна, упор должен делаться на способы работ и резервирование. В таких обстоятельствах требовать более высокий класс безопасности не имеет смысла.
Вышесказанное ясно показывает, что таблица 5.4 пригодна только для штатной эксплуатации.
15.3.2 Расчет конструктивной надежности
Методы определения надежности конструкций включают в себя расчетные модели конструкций в связи с доступной информацией о переменных и их неопределенности. Надежность, оцениваемая этими методами, - не объективное физическое свойство самого трубопровода при заданных эксплуатационных и природных условиях, а прежде всего мера безотказности, полученная с помощью особого физического и вероятностного моделирования и применяемых расчетных методов.
Расчет конструктивной надежности - это только одна часть общей концепции безопасности, т.к. при этом не учитываются грубые ошибки, которые определяются ошибками человека при проектировании, строительстве и монтаже или эксплуатации трубопровода, которые могут привести к снижению уровня безопасности значительно ниже нормально задаваемого при проектировании с использованием частных коэффициентов безопасности или при специальном расчете надежности.
Заданные параметры надежности должны быть учтены при проектировании для гарантии достижения определенных уровней безопасности. Вероятностная проверка проекта может выполняться на основе расчетного соотношения
Pf,calc < Pf,target, (15.1)
где Pf,calc - расчетная вероятность отказа, оцениваемая с помощью известного (доступного) метода определения надежности;
Pf,target - заданное значение вероятности, которое должно обеспечиваться в принимаемом проекте.
Приемлемая вероятность отказа зависит в общем случае от последствий и природы отказов, опасности связанного с ними ущерба, который может быть нанесен человеку, экономических потерь, социальных (политических) проблем и расходов и усилий, которые необходимо затратить на снижение вероятности отказов.
Статистика несчастных случаев может использоваться при оценке значений вероятности отказов, однако из статистики отказов можно делать только ограниченные выводы о SLS, ULS и FLS. Вероятность отказа конструкции из расчета конструктивной надежности (SRA) - формальная характеристика, и она не может интерпретироваться как ожидаемая частота отказов.
15.3.3 Нормативные характеристики
В методе LRFD используются так называемые нормативные характеристики. Часто они оказываются нижними квантилями для прочности и сопротивления и верхними квантилями для нагрузок, но не всегда. Типовой пример этого является SMYS и волновые нагрузки повторяемостью 1 раз в 100 лет.
Нормативные характеристики в формулах для расчета прочности - это более низкий квантиль и ожидаемый предел текучести обычно на 8 % выше. Из этого следует, что нельзя менять значение fy нa основании сертификатов качества или испытаний. Такое изменение требует тщательной оценки специалистом по надежности.
15.4 Исходные условия для проектирования
15.4.1 Мониторинг
Ниже приводятся типовые примеры необходимости мониторинга трубопровода.
Трубопроводы, которые подвергаются воздействию проседающих пород в связи с горизонтальным движением, должны находиться под постоянным наблюдением в течение всего срока службы. Обычно имеются значительные неопределенности при оценке влияния проседающих пород на результаты действия нагрузок и учет этих неопределенностей (чтобы оценить вероятность отказа, устанавливаемую настоящим стандартом) может оказаться в некоторых случаях практически неосуществимым. В таких случаях наблюдение за развитием проседания пород и поведением трубопровода может быть одним из важнейших вопросов проекта.
Трубопроводы, монтируемые на неустойчивом морском дне, где в процессе эксплуатации могут образовываться свободные пролеты и возможно повышение уровня морского дна на отдельных участках, должны подвергаться регулярным обследованиям. В исходном проекте бывает невозможно учесть такие явления, и только в дополнительном проекте должны быть разработаны принципы поведения трубопроводов в непредвиденных обстоятельствах для наблюдения за свободными пролетами и вмешательства при необходимости.
В случаях, когда неопределенность условий эксплуатации (химический состав среды, содержание примесей в воде, значения температуры и т.д.) создает неопределенность в прогнозировании коррозионной активности, непосредственный контроль среды или коррозионный контроль должны быть частью основных принципов проекта.
15.4.2 Температура воздуха и морской воды
В тех случаях, когда температура воздуха или морской воды выше минимальной температуры окружающей среды, принятой за основу для проектируемой конструкции, в качестве минимальной должна быть взята температура при монтаже (в том числе и для чрезвычайных обстоятельств). Эта температура может учитываться в расчетах, в которых разность между температурой окружающей среды при монтаже и минимальной или максимальной расчетной температурой является определяющей для конструкции.
15.5 Нагрузки
15.5.1 Местное давление
Термин «местное давление» обозначает внутреннее давление в отдельной точке трубопроводной системы относительно базисного давления. Базисное давление должно определяться в особой точке, обычно на входе трубопровода. Разность относительно базисного давления определяется весом столба жидкости, находящейся в трубопроводе.
Справедливо следующее соотношение
plocal.ref = pref + ρcont × g × h, (15.1)
Возникают следующие локальные давления:
pld = pd + ρcont × g × h, (15.2)
pli = pinc + ρcont × g × h = pd × γinc + ρcont × g × h, (15.3)
pit = pt + ρt × g × h, (15.4)
где pjnc = pd × γinc - аварийное давление;
γinc - 1,10 (обычно максимум, см. 6.2.3), 1,05 (минимум);
pt = 1,05pinc, (15.5)
ρcont - плотность продукта, находящегося в трубопроводе;
ρt - плотность испытательной среды (воды);
g - ускорение силы тяжести;
h - расстояние по вертикали от базисной точки до поверхности моря.
На рисунке 15.1 приведен пример для расчетного давления 20 МПа при аварийном давлении, превышающем расчетное на 10 %, и плотности продукта в трубопроводе 200 кг/м3, где учитывается также перепад давления, который необходим для перекачивания продукта под давлением по трубопроводу.

1 - местное расчетное
давление; 2 - местное аварийное
давление;
3 - разность
между местным
аварийным давлением
и наружным
давлением;
4 - наружное
давление
Рисунок 15.1 - Определение расчетного и аварийного давлений с плотностью продукта 200 кг/м3
15.5.2 Пересчет давлений
Определяющим давлением для конструкции является аварийное давление. Аварийное давление обычно рассматривается как давление, возможность выхода за пределы которого в течение года составляет 10-4.
Если задается расчетное давление, то аварийное давление должно определяться системой регулирования давления, допусками системы защиты и возможностями выполнения условия, при котором местное аварийное давление будет соответствовать указанному выше требованию в отношении возможного выхода за допустимые пределы в течение года. Однако аварийное давление не может превышать расчетное более чем в 1,1 раза. Отсюда, если аварийное давление, определяемое, как указано выше, превышает расчетное давление более, чем на 10 %, расчетное давление необходимо находить снова. Аналогично, если аварийное давление превышает расчетное менее чем на 5 %, оно должно быть взято на 5 % больше расчетного.
Если давление не может превышать расчетное, например статическое давление при полностью закрытом устье скважины, то аварийное давление может быть ограничено на уровне расчетного давления (см. таблицу 6.1).
В различных системах может быть разное отклонение расчетного давления от аварийного, например наверху на впуске и в трубопроводе. При преобразовании заданного давления одной системы в давление другой системы в основу должно быть положено давление, для которого возможность выхода за допустимые пределы за один год не превышает 10-4. Это давление затем должно задаваться как аварийное давление трубопроводной системы. При этом расчетное давление должно определяться на основе изложенных выше принципов.
15.5.3 Скорость потока около цилиндрических элементов
Повышенные ускорения и скорости в потоке около цилиндра (опорная стойка каркаса, элемент конструкции, колонны и т.д.) может привести к появлению дополнительных сил, действующих на райзеры, их элементы крепления и другие элементы трубопроводной системы. Для вычисления повышенной скорости Vi можно воспользоваться следующей формулой
 (15.6)
(15.6)
где Vu - номинальная скорость;
R - радиус цилиндра;
z - расстояние между центром цилиндра и фактическим местом (z ³ R).
15.6 Критерии проектирования
15.6.1 Общие положения
База для большинства заданных предельных состояний была разработана в объединенном промышленном проекте SUPERB, и отчеты о разработке можно получить в Sintef, Норвегия. Некоторые результаты были опубликованы, например, в [46], [47].
Результаты исследований SUPERB вошли в качестве составной части в [48] и получили дальнейшее развитие в связи с дополнительными аспектами, в рассмотрении которых не было необходимости при выполнении исследований. Поэтому частные характеристики предельных состояний могут не совпадать схарактеристиками, помещенными в отчетах SUPERB.
В настоящем стандарте изменен формат LRFD с ориентацией на прочность (раздел 2) и соответственно изменены предельные состояния [48]. Кроме того, представления о местной потере устойчивости трубопроводов опираются на некоторые результаты проекта Hotpipe, позволившего добиться лучшего использования напорных труб [49].
15.6.2 Снижение характеристик материалов
Для трубопроводов, рассчитанных на значения температуры, превышающие 50 °С, должно быть определено соответствующее снижение предела текучести, и он должен использоваться в условиях, соответствующих значению температуры. Пониженная прочность применима только в условиях, когда повышенная температура возможна, например, при эксплуатации.
В качестве примера для трубопроводов из стали марки 450, которые должна работать при 100 °С, снижение предела текучести должно быть примерно на 30 МПа для сталей с пределом текучести 420 МПа; это снижение должно учитываться в эксплуатационных условиях, если в документации не указаны другие ограничения. В случае, если пониженная прочность материала не позволяет использовать его по назначению, то не следует задавать высокое SMYS для компенсации снижения прочности. Необходимо выбирать материал более высокой марки.
15.6.3 Коэффициенты условий работы
Коэффициент условий работы γc = 1,07, учитывающий укладку трубопровода на неровном морском дне, характеризует неопределенность воздействия нагрузки вследствие изменений веса, жесткости конструкции, длины или высоты пролетов. Это подразумевает невозможность оценки изгиба трубопровода при монтаже на неровном дне.
15.6.4 Устойчивость трубопровода к воздействию давления - эквивалентная форма
В разделе 8 устойчивость трубопровода к воздействию давления определяется в соответствии с методом LFRD. Это соответствует традиционному представлению, которое обычно выражается в понятиях допускаемого кольцевого напряжения и определяется неравенством (15.7)
![]() (15.7)
(15.7)
Разность давлений представлена здесь как функция местного аварийного давления. Вводя коэффициент надежности по нагрузке γinс, отражающий отношение аварийного давления к расчетному, можно преобразовать формулу для базисной точки, находящейся над водой, как показано в уравнении (15.8)
Вводя коэффициент использования (15.9), можно получить критерий в виде (15.10, 5.11)
![]() (15.10)
(15.10)
![]() (15.11)
(15.11)
Соответствующие коэффициенты использования для γinс = 1,10 (превышение аварийного давления составляет 10 %) приведены в таблице 15.2.
Таблица 15.2 - Коэффициенты использования η для обеспечения устойчивости трубопровода к воздействию давления
|
Значение коэффициента прочности материала αU |
Значение коэффициента использования для класса безопасности |
Испытание давлением |
||
|
низкого |
нормального |
высокого |
||
|
1,00 |
0,8473) (0,843) |
0,802 |
0,6981) |
0,96 |
|
0,96 |
0,8133) (0,838) |
0,77 |
0,672) |
0,96 |
|
1) При местоположении класса 1 может использоваться 0,802. 2) При местоположении класса 1 может использоваться 0,77. 3) Эффективным является это значение, поскольку испытание давлением является определяющим. |
||||
15.6.5 Определение номинальной толщины
Отрицательные заводские допуски обычно задаются в процентах значения номинальной толщины бесшовных труб и в абсолютных значениях для сварных труб.
Устойчивость трубопровода к воздействию давления определяет значение минимальной толщины стенки t1. В зависимости от вида представления допуска изготовителя припуск на коррозию может быть выражен в различной форме. Для допусков изготовителя, заданных в процентах, применима формула (15.12)
![]() (15.12)
(15.12)
Соответственно для допусков изготовителя, задаваемых абсолютными значениями, в формулу (15.13) подставляется значение номинальной толщины стенки
t = t1 + tcorr + tfab. (15.13)
15.6.6 Устойчивость трубопровода к воздействию давления при превышении аварийного давления менее чем на 10 % расчетного
Определяющим давлением при нахождении толщины стенки является местное аварийное давление. Трубопроводная система должна иметь систему регулирования давления, которая гарантирует малую вероятность того, что аварийное давление будет выше допустимого в любой точке системы в течение срока службы. Если это обеспечивается, то при аварийном давлении, превышающем расчетное на 10 %, должна приниматься определенная толщина стенки.
Однако при использовании более качественной системы регулирования, которая может гарантировать, что абсолютное давление будет больше расчетного на 5 %, можно соответственно уменьшить толщину стенок. Это выражается меньшим значением коэффициента γinc в формуле (15.9).
15.6.7 Местная потеря устойчивости - коллапс
Давление коллапса рс является функцией:
- несущей способности в упругой области;
- несущей способности в пластической области;
- овальности.
Формулы, принятые в настоящем стандарте для предельных значений, аналогичны соответствующим в стандарте [50], за исключением допуска на безопасность. Давление коллапса рс определяется по формуле (15.14), несущая способность в упругой и пластической областях определяется уравнениями (15.15) и (15.16):
 (15.15)
(15.15)Этот полином третьей степени имеет следующее аналитическое решение
![]() (15.17)
(15.17)
где
![]()
![]()

![]()
d = pelpp2;
b = -pel.
15.6.8 Местная потеря устойчивости - изгибающий момент
Приведенная формула действительна при 15 £ D/t £ 60 для видов отказа типа текучести и овализации. До отношения D/t, равного 45 включительно, эти виды отказа предшествуют другим отказам, например отказам, обусловленным превышением несущей способности в упругой области, которые поэтому не нуждаются в контроле.
При отношении D/t > 45 возможность отказов из-за недостаточной несущей способности в упругой области должна проверяться отдельно. Обычно это делается с помощью метода конечных элементов, при этом необходимо обеспечивать достаточный запас D/t по отношению к «безопасным границам» с учетом погрешностей и естественного изменения толщины стенки.
В дополнение к проверке «упругой» местной потери устойчивости следует отметить, что чем тоньше трубы, тем более они восприимчивы к несовершенствам формы сечений трубопровода. Особое внимание следует обратить на:
- кольцевые сварные швы и неточное сопряжение труб в сварных швах;
- сосредоточенные нагрузки, например в точках опирания.
Если документально подтверждено, что значения обоих видов местной потери устойчивости в упругой области находятся за пределами действительной области значений нарушений формы сечения, и если влияние, вызванное несовершенством конструкции, признано приемлемым, то критерий может быть увеличен до D/t = 60.
15.6.9 Местная потеря устойчивости - коэффициент кольцевого сварного шва
Исследование местной потери устойчивости с включением кольцевых сварных швов показало, что такие швы оказывают значительное влияние на несущую способность при деформациях сжатия [51]. Для труб с D/t = 60 было установлено снижение порядка 40 %. В настоящее время отсутствуют сведения о других известных экспериментах со сварными швами на трубах с меньшими отношениями D/t.
Предполагается, что вредное воздействие, состоящее в инициировании местной потери устойчивости, вызывается несовершенством сварного шва со стороны приложения сжатия. Если это так, то данный эффект будет более выраженным при повышенных значениях D/t. Влияние кольцевого шва можно установить при испытаниях и/или с помощью вычислений по методу конечных элементов. При отсутствии другой информации и предполагая, что уменьшение прочности связано со смещением поверхности труб со стороны сжатия, можно ожидать, что уменьшение будет пренебрежимо мало при D/t = 20. Далее на участке до D/t = 60 предлагается линейная интерполяция.
Если нет других данных, то предлагается учитывать коэффициент сварного кольцевого шва следующей зависимостью (рисунок 15.2).

Рисунок 15.2 - Предлагаемый график для коэффициента кольцевого сварного шва
15.6.10 Местная потеря устойчивости трубопровода - лавинное смятие
Давление распространения - давление, необходимое для образования, распространения местной потери устойчивости (лавинного смятия) вдоль трубопровода. Это означает, что для того, чтобы происходило бегущее смятие, должна образоваться вмятина или складка, прежде чем начнется развитие процесса. Лавинное смятие будет продолжаться до тех пор, пока давление не станет меньше давления распространения.
Трубопроводы обычно не рассчитываются на сопротивление лавинному смятию в том смысле, что оно не является определяющим для конструкции. Однако для многих трубопроводов трубы будут сопротивляться лавинному смятию из-за мелководья или высокого внутреннего давления (необходимая толщина стенок обеспечивает устойчивость трубопровода к воздействию давления). В случае, когда трубы не сопротивляются лавинному смятию, устанавливаются ограничители лавинного смятия с определенным шагом (в зависимости от стоимости) для исключения смятия слишком больших участков трубопровода.
Проверка, выполняемая для определения давления распространения, обычно проводится в статике. Определенный объем воды закачивается в напорную камеру, в которой находится испытуемый образец с начальной вмятиной, и поддерживаемое давление представляет собой давление распространения. Наиболее существенными отличиями этого метода от реального процесса являются:
- давление в области вмятины больше из-за отсутствия инерции;
- деформации в модели могут отличаться; это может также приводить к отличию обычных деформаций от деформаций, имеющих место при лавинном смятии;
- связь между напряжениями и деформациями носит статический характер, так как в реальном случае более высокие уровни напряжений могут быть обусловлены высоким уровнем деформаций.
Однако в реальной ситуации лавинное смятие прекращается при достижении глубины, соответствующей слишком низкому давлению. В этой точке условия лавинного смятия изменяются с динамических на статические. Очень важный вывод, вытекающий отсюда, состоит в том, что необходимо всегда пользоваться осторожными оценками динамических и статических условий, поскольку при лавинном смятии труба испытывает и динамические и статические нагрузки. И это не должно рассматриваться как проявление консерватизма, как может показаться на первый взгляд.
Коэффициенты безопасности при давлении распространения определяются условной вероятностью, т.е. включают вероятность того, что произойдет местная потеря устойчивости в дополнение к вероятности снижения сопротивления трубы давлению. При этом подразумевается, что вероятность отказа, связанного с сопротивлением лавинному смятию, сама по себе (отдельно) на 1 - 2 порядка выше, чем для других ULS.
15.6.11 Местная потеря устойчивости - ограничители смятия
Ограничители смятия обычно предназначаются для сопротивления лавинному смятию. Способность трубы препятствовать лавинному смятию основывается на рассмотрении «бесконечной» трубы, длина трубы учитывается только при проектировании ограничителей смятия. Короткий ограничитель смятия должен быть более толстым по сравнению с длинным.
Наиболее распространенные формулы для расчета ограничителей смятия включают в себя три составляющие:
- давление распространения в трубопроводе;
- давление распространения в ограничителе;
- так называемое «перекидное давление».
Перекидное давление - это значение давления, которое приближается к значению давления распространения в трубопроводе при достаточно коротком ограничителе смятия, и это значение давления самого ограничителя, когда он становится длиннее. Отсюда следует, что перекидное давление является функцией давления распространения в трубопроводе, ограничителя смятия и его длины. Даже если коэффициент безопасности рассчитан из формулы для давления распространения, рекомендуется уменьшить его на 15 % (с 35 до 30) для обеспечения сопротивления давлению распространения ограничителя смятия. Это делается для того, чтобы уменьшить вероятность отказа трубопровода с неудовлетворительным уровнем безопасности с обычным контролем предельных состояний.
Обсуждение вопросов, связанных с ограничителями смятия, приводятся, например, [52].
15.6.12 Местная потеря устойчивости - формат расчета по допускаемым напряжениям
ASD может использоваться как предварительный упрощенный критерий проверки на местную потерю устойчивости при повышении внутреннего давления на ранней стадии проектирования. Он не заменяет критерии LFRD, которые должны использоваться на конечной стадии проектирования.
Должны удовлетворяться следующие условия для напряжений:
σe £ η × fy, (15.18)
σl £ η × fy, (15.19)
где ![]()

σe - интенсивность напряжений;
σl - продольное напряжение;
γ - коэффициент использования в соответствии с таблицей 15.3;
fy - предел текучести, см. таблицу 8.2;
τlh - тангенциальное напряжение (среза).
Таблица 15.3 - Коэффициенты использования η для проверки интенсивности напряжений
|
Значения коэффициента использования η для класса безопасности |
||
|
низкого |
нормального |
высокого |
|
1,00 |
0,90 |
0,80 |
При проверке напряжений все коэффициенты надежности по нагрузке принимаются равными единице. Коэффициент условий работы должен применяться при соответствующих проверках и для соответствующих составляющих напряжений.
15.6.13 Местная потеря устойчивости - дополнительные изгибающие моменты
Для участков труб, к которым приложены изгибающие моменты, действующие в различных направлениях, необходимо добавлять воздействие нагрузки, разложенной на составляющие, т.е. действует момент от функциональных нагрузок в направлении х и момент от природных нагрузок в направлении у:
![]() (15.20)
(15.20)
Коэффициенты надежности по нагрузке должны относиться к отдельным составляющим.
15.6.14 Овализация
В настоящем стандарте овализация упоминалась в:
- 8.4.8, где указывалась максимально допустимая овализация f0 = 3 %. Это значение рассматривается как условие, которое должно выполняться при монтаже. Это ограничение вытекает из приведенных формул для прочности, в которые овальность не входит в явном виде, а также в связи с другими аспектами работы, как указано в 8.4.8;
- 8.4.5.3, где минимальная овализация f0 = 0,5 % учитывается при проверке на коллапс и при сочетании нагрузок. В формулу для коллапса овальность входит в явном виде, показывая, что чем больше овальность, тем меньше сопротивление коллапсу, поэтому там рассматривалось минимальное значение;
- таблицах 9.14 и 9.15 с требованиями к размерам, где задано максимально допустимое отклонение от окружности, которое обеспечивает изготовитель.
Зависимость овальности трубы от деформаций изгиба может оцениваться по формуле (15.21). Это характеристическая формула не учитывает коэффициентов безопасности.
 (15.21)
(15.21)Дальнейшие сведения можно получить в [53].
15.7 Механика разрушения
15.7.1 ЕСА - расчет по деформациям
Модели механики разрушения для оценки неустойчивых процессов разрушения, рассматриваемые в стандарте [9], разработаны для расчетов, основанных на напряжениях, и рекомендуются для применения в случаях контролируемой нагрузки. Для методов укладки трубопроводов, при которых возникают пластические деформации, эти модели, как правило, нельзя применить непосредственно. Поэтому ниже даются некоторые указания для определения значений входных параметров, необходимых для выполнения оценок при расчете, основанном на деформациях на базе стандарта [9]. Обозначения даются по [9].
Необходимым условием безопасного применения расчетов по деформациям, когда их значения существенно превышают уровень текучести, является то, что труба преимущественно нагружается в общей системе контроля перемещений. Можно считать, что это условие выполняется, если результирующая амплитуда нагрузки от всех контролируемых источников с учетом соответствующих коэффициентов безопасности существенно ниже уровня разрушения при пластических деформациях.
Допущение о местном контроле перемещений, включая релаксацию напряжений из-за роста трещин, не делается.
Желательно, чтобы расчет по деформациям выполнялся на уровне оценки 3, для которого необходимо, чтобы были составлены графики сопротивления разрушению (J-R или δ-R) путем испытаний в соответствии с частью 4 [54] или аналогичными стандартами. Это гарантирует, что возможные дефекты сварки не приведут к разрушению конструкции при пластических деформациях. Кроме того, оценка на уровне 3 на стадии монтажа дает данные о размерах дефектов после монтажа, которые необходимы для прогнозирования возможного роста усталостных трещин и нарушения прочности конструкции в процессе эксплуатации.
Оценка на уровне 2 считается безопасной при условии, что кольцевые сварные швы не будут работать в условиях, которые могут приводить к росту усталостных трещин и неустойчивым разрушениям.
Можно увеличить предельное отношение нагрузки до Lrmax= σU/σY, т.е. отношение предела прочности на растяжение (при истинных напряжениях) к пределу текучести.
Для того чтобы исключить смелые или наоборот слишком осторожные прогнозы, необходимо использовать специальные диаграммы оценки отказов (FAD) вследствие изменения свойств материалов, для чего необходима зависимость «напряжение-деформация» материала. Для оценки дефектов металла сварки должны быть получены FAD по результатам испытаний на растяжение цельносварных металлов. Для оценки дефектов на линии сплавления и в HAZ необходимы FAD по результатам испытаний исходных материалов. Из зависимостей «напряжение-деформация» должны быть найдены значения напряжения текучести при остаточной деформации 0,2 % или в более низких точках текучести.
Расчетные деформации должны определяться на основе упругопластического расчета с учетом коэффициентов концентрации деформаций и безопасности. При отсутствии соответствующих данных по SNCF их можно найти приближенно по SCF ниже предела упругости при той же геометрии и режиме нагружения в соответствии с правилом Нейбера (Neuber). Упрощенно SNCF можно найти как квадрат SCF. Непосредственное применение SСF для первичных напряжений может привести к достаточно консервативным результатам.
Первичные напряжения должны быть взяты из зависимости «истинные напряжения - истинные деформации» для основных металлов при расчетных деформациях.
Заметим, что зависимость «напряжение - деформация» является определяющим для первичных напряжений, а также для FAD для дефектов, расположенных на линии сплавления или внутри HAZ. В обоих случаях важно пользоваться одной и той же кривой, чтобы избежать серьезных ошибок. Необходимо также отметить, что деформации, оцениваемые с большим запасом на основе зависимости «напряжения -деформации» для основных металлов, представляют верхнюю границу, определяющую верхние значения предполагаемых деформаций. Нижняя граница графика зависимости «напряжения - деформации» металла сварки должна использоваться для построения FAD с запасом прочности для оценки дефектов, находящихся в металле сварки.
Остаточные напряжения, возникающие в процессе сварки, могут рассматриваться в соответствии с [9] как вторичные напряжения, которые уменьшаются при увеличении первичных напряжений. Другой подход состоит в том, чтобы добавить соответствующие деформации от сварки (значение напряжения, вызываемого сваркой, делят на значение модуля упругости) к расчетным деформациям, используемым для определения первичных напряжений. В последнем случае никакая релаксация за счет увеличения первичных напряжений не допускается.
15.7.2 ЕСА - циклическое нагружение при пластических деформациях
Механизмы распространения трещин вследствие пластического разрыва при циклических нагрузках, возникающих, например, при укладке трубопровода размоткой с барабана, в настоящее время еще недостаточно изучены. Однако некоторые рекомендации по оценке неустойчивого разрушения на уровне 3 даны ниже. Ввиду того, что эти рекомендации не являются достаточно строгими, результаты следует проверять экспериментально при больших значениях накопленных деформаций.
Предполагается, что устойчивое развитие трещин происходит только под действием растягивающих напряжений. Пластические деформации при растягивающей нагрузке в каждом цикле могут способствовать устойчивому росту трещин, в то время как чисто упругие разгрузки и повторные нагрузки не приводят к росту трещин.
Для каждого цикла «напряжение-деформация» необходимо определить пластические деформации между моментами прохождения напряжения через нуль сверху и снизу. Полная возникающая деформация должна быть определена как сумма пластических деформаций всех циклов нагружения плюс упругая деформация для одного цикла нагружения при максимальном напряжении.
Для нахождения расчетной деформации следует умножить полученное значение на соответствующий коэффициент безопасности. Дальнейшая оценка должна проводиться в соответствии с изложенным в 15.7.
15.7.3 Испытания на трещиностойкость
Известно, что сопротивление хрупкому разрушению и вязкому разрушению зависит от напряжения на концах трещин. Стандартные образцы для испытаний на трещиностойкость обычно имеют глубокие прорези и к ним прикладывается изгибающая нагрузка, при которой обеспечивается максимальное напряжение на концах трещин и нижние граничные значения сопротивления разрушению. Однако сварные трубопроводы подвергаются, главным образом, мембранным напряжениям и имеют дефекты сварки меньшей высоты по сравнению с длиной прорезей в стандартных образцах. Поэтому вполне оправдано использование нестандартных образцов для испытаний, которые лучше отражают напряжения на концах трещин, возникающие при дефектах сварных швов трубопроводов.
Формулы, приводимые в стандартах для испытаний с целью определения вязкости разрушения от нагрузки в зависимости от регистрируемого смещения, могут быть неприменимы для образцов нестандартной формы. Поэтому сопротивление разрушению можно определить одним из рассмотренных ниже методов или другим проверенным способом.
Образцы для испытаний на изгиб с односторонним боковым надрезом (SENB) с ограниченной длиной надреза или в соответствии с [54] или другим аналогичным стандартом могут использоваться для определения вязкости разрушения для применения в ЕСА при условии, что длина надреза выбрана не менее чем высота наиболее опасных дефектов сварного шва, оцениваемых в ЕСА.
Вязкость разрушения при испытаниях на изгиб образцов с SENB может быть вычислена по нагрузке в зависимости от регистрируемого смещения указателя согласно следующим формулам:
 (15.22)
(15.22)
![]() (15.23)
(15.23)
где Ар - площадь под графиком «нагрузка - раскрытие» в вершине трещины (CMOD).
Для определения других параметров следует обратиться к стандарту [54].
Если полное раскрытие Vg измеряется на расстоянии z до 0,2а включительно от физической вершины трещины, то CMOD можно вычислить по формуле
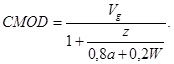 (15.24)
(15.24)
Значение δ CTOD может рассчитываться из J в соответствии с формулой
 (15.25)
(15.25)
где ![]()

Для определения значения вязкости разрушения при использовании его в ЕСА для испытаний можно применять образцы другой формы, например нагруженные растяжением, при условии обоснования того, что напряжение в вершинах трещины испытуемого образца не меньше, чем для наиболее опасных дефектов сварного шва трубопровода, для которых проводится ЕСА.
Значение вязкости разрушения может быть определено из характеристики нагрузки в зависимости от перемещения закрепленного измерителя на основе одного из следующих принципов:
- зависимость J от раскрытия в вершине трещины или перемещения точки приложения нагрузки можно получить с помощью нелинейного упругопластического расчета по методу конечных элементов, использующего кривую зависимости «напряжение - деформация» для материала, подвергаемого испытаниям;
- значение CTOD можно измерить, используя метод с двумя такими измерителями. Раскрытие, вследствие разделения поверхности трещины, измеряется на двух различных расстояниях от вершины трещины z1 и z2, например при z1 = 0 и при z2 = 2 мм. Значение CTOD вычисляется по графику зависимости «нагрузка - смещение»:
![]() (15.26)
(15.26)
где КI - коэффициент интенсивности напряжений при приложенной нагрузке;
Vр1 и Vp2 - пластические составляющие смещения, измеряемого закрепленным указателем при z1 и z2 соответственно.
15.8 Классификация материалов согласно API
15.8.1 Классификация материалов согласно API
Требования API к материалам классов от Х42 до Х80 приведены в таблице 15.4. Более подробная информация представлена в [55]. SMYS и SMTS, МПа переведены в нижеприведенной таблице в ksi и несколько отличаются от механических характеристик, приведенных в разделе 9, (таблица 9.3), которые используются в настоящем стандарте.
Таблица 15.4 - Классификация материалов согласно API
|
Обозначение класса материала по API |
Нормативное минимальное значение |
|||
|
SMYS |
SMTS |
|||
|
МПа |
ksi |
МПа |
ksi |
|
|
Х42 |
289 |
42 |
413 |
60 |
|
Х46 |
317 |
46 |
434 |
63 |
|
Х52 |
358 |
52 |
455 |
66 |
|
Х56 |
386 |
56 |
489 |
71 |
|
Х60 |
413 |
60 |
517 |
75 |
|
Х65 |
448 |
65 |
530 |
77 |
|
Х70 |
482 |
70 |
565 |
82 |
|
Х80 |
551 |
80 |
620 |
90 |
|
ksi = 6,895 МПа; 1 МПа = 0,145 ksi; ksi = 1000 psi (фунт/дюйм2). |
||||
15.9 Соединительные детали и сборочные узлы
15.9.1 Колена
Необходимо отметить, что труба-заготовка должна подвергаться гидростатическим испытаниям в соответствии с 9.5.11. Это, однако, не относится к более легким требованиям 9.5.11.8.
Для колен, изготовленных из плакированных и футерованных труб, особое внимание следует уделять защите от отслаивания защитного покрытия от основного материала и/или гофрообразования слоя покрытия. Может оказаться трудным или даже невозможным получить радиус изгиба порядка 3D или 5D без отслаивания защитного покрытия от основного материала и/или гофрообразования.
15.9.2 Крепления райзеров
Крепления райзеров должны быть рассчитаны так, чтобы обеспечивать равномерное распределение сил, действующих между опорами и райзером.
Методы инспекций и контроля выбираются таким образом, чтобы обеспечить надлежащий монтаж в соответствии с исходными расчетными допущениями.
В случае, когда в креплении райзера для передачи нагрузки используется трение, должны быть применены соответствующие аналитические методы или экспериментальные проверки для достижения и обеспечения надлежащей передачи нагрузки в течение срока службы конструкции. Конструкцией шпилек должна быть обеспечена возможность контроля предварительной затяжки в течение срока службы. Это можно осуществить при использовании механических индикаторов нагрузки в некоторых шпильках каждого соединения.
Минимальное значение предварительной затяжки шпилек, которое должно быть обеспечено, определяется на стадии проектирования.
Конструкция райзера должна быть такой, чтобы все шпильки одного соединения могли быть одновременно предварительно затянуты с помощью домкрата для затяжки болтов.
При расчете срока службы до усталостного разрушения необходимо учитывать все нагрузки, действующие на крепления райзера.
15.9.3 J-трубы
Конструкция J-трубы проектируется на удовлетворительную работу в течение всего планируемого для нее срока службы. Она должна быть спроектирована с учетом отказов соответствующих видов.
Выбор трассы должен основываться на:
- конфигурации платформы и планировке палубы;
- требованиях к их пространственному положению;
- перемещениях J-трубы;
- подходах к кабелю, трубопроводу;
- защите J-трубы;
- контроле и техническом обслуживании при эксплуатации;
- конкретной технологии монтажа.
Криволинейная часть J-труб обычно присоединяется к трубопроводной системе с помощью сварки.
J-трубы в процессе монтажа испытывают нагрузки при:
- выгрузке;
- транспортировании;
- подъеме;
- спуске на воду;
- повороте;
- стыковке;
- испытании давлением;
- временном креплении.
Необходимо принимать в расчет прогибы под влиянием температурного расширения или укорочения трубопродной системы.
Следует учитывать прогибы J-труб и влияние конструкций, к которым присоединяются опоры.
Необходимо рассматривать нагрузки на J-трубу и опоры, возникающие в результате осадки фундаментов. Случайные нагрузки - это нагрузки, которым подвергается J-труба и конструкции крепления при неправильной работе или технических неисправностях, в том числе при пожаре, взрывах или ударных нагрузках. Соответствующие случайные нагрузки и их значения определяются на основе анализа риска.
В прибрежной зоне для J-труб и системы крепления должны учитываться возможности ударов судов. Обычно J-трубы и крепления прокладываются внутри защитной конструкции, чтобы исключить удары судов.
Необходимо рассматривать случайные нагрузки, связанные с нарушением работы в таких случаях, как:
- падение груза с подъемного механизма;
- падение подъемника;
- непреднамеренное столкновение с качающимися объектами.
15.10 Связь свойств материала с конструкцией трубопровода
15.10.1 Общие положения
Оптимизация проекта трубопровода требует тесной связи между характеристиками материала трубопровода и конструкцией. Очевидно, что важное значение имеет порядок выбора материала и требований к нему. Настоящий подраздел содержит некоторые аспекты взаимосвязи требований к конструкции и материалам.
Взаимосвязь характеристик материала и конструкции представлены на рисунке 15.3. Различные аспекты этого взаимодействия рассматриваются ниже.
Исходными условиями для проекта являются состояние перекачиваемого продукта, требования к транспортированию, описание продукта и т.д. Марка и класс материала трубопровода выбираются на основе анализа срока эксплуатации, стоимости с учетом эксплуатационных и конструктивных аспектов.

Рисунок 15.3 - Основные связи материала и конструкции
15.10.2 Дополнительные требования
Дополнительные требования приведены в 9.4.
Требования к эксплуатации в кислой среде S необходимы, если продукт в соответствии с [14] считается кислым (см. 9.4.1.1).
Ограничение распространения трещин F необходимо для трубопроводов, по которым осуществляется транспортирование газа или газовой смеси (см. 8.4.10.3, 8.10.4, 9.4.2).
Дополнительные требования к пластическим деформациям Р необходимы, если накопленные пластические деформации превышают 2 %. Дополнительные требования также предусматривают испытания материалов, подвергшихся деформациям, которые подразумевают получение информации об ожидаемых циклах деформации (см. 8.4.10.6).
Дополнительные требования к размерам D связаны с дополнительными требованиями Р и при необходимости жесткого контроля размеров.
Дополнительные требования для расширенного применения U определяются оценкой затрат и результатов. Эти дополнительные требования обычно предусматривают уменьшение на 4 % расхода стали (см. 8.2.6).
15.10.3 Связь, основанная на накопленной деформации
Требования к уровню NDT, а также дополнительные требования Р и F зависят от накопленной деформации, которую трубопровод будет испытывать в течение всего срока эксплуатации.
На рисунке 15.4 приводится обзор различных критериев выполнения соответствующих дополнительных требований.
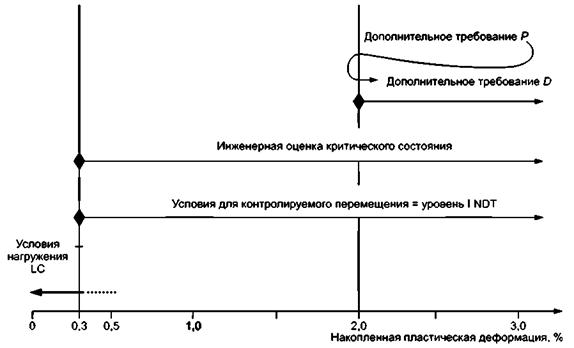
Рисунок 15.4 - Иллюстрация случаев необходимости требований U и D, а также уровня 1 NDT
Заметим, что необходимо дополнительно задавать требования Р, определяемые ожидаемыми циклами деформаций.
15.10.4 Справочные сведения
В таблице 15.5 приведен справочный листстипом сведений, указанием выбранных разделов настоящего стандарта и измененных требований, которые заменяют соответствующие требования этого стандарта.
Таблица 15.5 - Справочный лист
|
Тип сведений |
Описание |
Ссылки по настоящему стандарту |
|
|
ГОСТ Р 54382-2011 |
|||
|
Область применения |
Раздел 9 |
||
|
Технология изготовления |
|||
|
Условия поставки |
Таблица 9.10 |
||
|
Дополнительные требования |
S - эксплуатация в кислой среде |
||
|
F - характеристики ограничителей распространения трещин |
|||
|
Р - труба для пластических деформаций |
|||
|
Цикл деформаций: D - размеры |
|||
|
U - расширенное применение |
|||
|
Оценки |
Должна быть оценка MPS |
||
|
Проверка на свариваемость |
|||
|
Химический состав |
|||
|
Испытания на растяжение |
|||
|
Испытания на ударную вязкость |
|||
|
Измерения твердости |
|||
|
Объем испытаний |
|||
|
Испытательный образец |
|||
|
Гидростатические испытания |
|||
|
Неразрушающий контроль |
|||
|
Остаточный магнетизм |
Таблица 9.13 |
||
|
Подготовка концов |
|||
|
Требования к размерам |
|||
|
Защита поверхностей |
|||
|
Маркировка |
|||
|
Сертификация |
|||
|
Специальные требования к проекту и/или согласованные отклонения от настоящего стандарта |
|||
|
Уровень NDT |
|||
|
Назначение |
|||
|
Расчетная температура, °С |
Максимальная |
Минимальная |
|
|
Диаметр трубы, мм |
|||
|
Толщина стенок, мм |
|||
|
Длина, мм |
|||
15.11.1 Определение класса безопасности
Монтажтрубопровода и его элементов обычно определяется низким классом безопасности. Однако, если монтажные работы связаны с более высоким риском для персонала и опасностью для окружающей среды или имущества, то может назначаться более высокий класс безопасности. Такие работы, как правило, проводяться при ремонте, когда система остановлена, но в ней все еще остается перекачиваемый продукт, при модификации существующей системы или при выполнении монтажных работ, когда неисправности могут приводить к большому экономическому ущербу.
15.11.2 Покрытие
При отсутствии других критериев необходимо пользоваться следующими. Средняя за цикл деформация при изгибе
![]() (15.27)
(15.27)
должна удовлетворять неравенству:
γccεmean ³ εсс, (15.28)
где R - радиус стингера;
εmean - расчетная средняя деформация изгиба;
εaxial - осевая составляющая деформации;
γcc - коэффициент безопасности 1,05 для дробления бетона;
εсс - предельное значение деформации, вызывающей дробление бетона.
Положительные деформации соответствуют деформациям растяжения.
Значения средней деформация при изгибе, при котором начинается дробление бетона, зависит от жесткости трубы, прочности и толщины бетонного покрытия, продольной силы и сопротивления сдвигу антикоррозионного покрытия. Дробление начинается при более низких значениях средней деформации изгиба, когда используется бетон с меньшей прочностью, меньше продольная сила, труба имеет повышенную жесткость и при более высоком сопротивлении сдвигу. Если другая информация отсутствует, то можно принять, что дробление бетона начинается, когда значение деформации в бетоне (в сжатой арматуре посередине толщины стенки) достигает 0,2 %.
Для бетонного покрытия толщиной 40 мм и более (вместе с битумным антикоррозионным слоем) в качестве оценки с запасом можно принять εсс = 0,22 % для трубы 42" и εсс = 0,24 % для трубы 16". Для труб промежуточных размеров возможно применение линейной интерполяции. Справки можно найти в [56].
15.11.3 Упрощенный критерий укладки
Упрощенный критерий укладки может использоваться в качестве предварительного критерия для контроля местной потери устойчивости трубопровода на ранних стадиях проектирования. Он не заменяет проверки видов отказов, которые рассмотрены в нормативной части стандарта.
Кроме упрощенного критерия оценки напряжений, приведенного ниже, должны выполняться требования, связанные с предельными состояниями для разрушения бетона (см. 15.11.2), усталости конструкций (см. 8.4.7) и кручения (см. 8.8.2.3). Более подробные указания для предельных состояний при кручении отражены [56].
Верхний изогнутый участок плети трубопровода при укладке
Для статической нагрузки вычисленные деформации должны удовлетворять критерию I таблицы 15.6. Деформации являются результатом изгиба, продольной силы и местных нагрузок от роликовых опор. Воздействия, связанные с изменением жесткости (например, концентрация деформаций в монтажных стыках или ограничителях смятия), не должны рассматриваться.
При суммарном действии статических и динамических нагрузок расчетные динамические напряжения должны удовлетворять критерию II таблицы 15.6. Деформации должны учитывать все воздействия, включая изменение жесткости из-за монтажных соединений или ограничителей смятия.
Таблица 15.6 - Упрощенные критерии, верхний изогнутый участок плети трубопровода при укладке
|
Значения критерия, %, для материала класса |
||||
|
Х70 |
Х65 |
Х60 |
Х52 |
|
|
I |
0,270 |
0,250 |
0,230 |
0,205 |
|
II |
0,325 |
0,305 |
0,290 |
0,260 |
Нижний изогнутый участок плети трубопровода при укладке
При комбинированных статических и динамических нагрузках интенсивность напряжений в нижнем изогнутом участке плети трубопровода при укладке и на конце стингера должна удовлетворять значениям допускаемых напряжений, вычисляемым по формулам ASD (см. 15.6.12), при этом η должен быть равен 0,87.
Эффекты, связанные с изменением жесткости или остаточными напряжениями при изгибе при опускании и подъеме трубопровода, могут не учитываться.
Нормативные критерии местной потери устойчивости укладываемого на большую глубину нижнего изогнутого участка плети трубопровода, где коллапс может быть потенциальной проблемой, должны также удовлетворяться требования настоящего стандарта.
15.11.3.1 Требования к расчетам
При расчете укладки как при использовании критерия предельных состояний, так и при применении упрощенного критерия должны выполняться следующие требования:
- расчет должен проводиться с использованием значений реальных нелинейных характеристик «напряжения-деформации» (или «момент - кривизна») материала (или поперечного сечения);
- для расчета значений концентрации деформаций на монтажных стыках необходимо рассматривать нелинейные характеристики стали, бетона и антикоррозионного покрытия;
- должны быть взяты наибольшие возможные значения внешних сил, действующих в процессе монтажа, с учетом состояния моря (Hs, Тр), при соответствующих значениях течения и ветра. Влияние моря должно оцениваться в течение не менее 3 ч;
- если динамической расчет укладки трубопровода основывается на модели с регулярным волнением, то должно быть документально подтверждено, что выбор значений высоты волны и периода колебаний соответствует с запасом значению нерегулярного волнения при реальном состоянии моря (Hs, Tp).
15.11.4 Намотка на барабан
Трубопровод, который наматывается на барабан, подвергается большим пластическим деформациям. Если соединение двух смежных труб имеет различные «касательные» жесткости, например вследствие различной толщины стенок или меняющихся характеристик материала, то возникает существенная неоднородность. Результатом этого является концентрация деформаций сжатия в менее жесткой части соединения в области, примыкающей к сварному шву. Опыт показывает, что разброс свойств материала (в пределах заводских допусков) может приводить к местной потере устойчивости трубы.
На рисунках 15.5 и 15.6 делается попытка проиллюстрировать ситуацию намотки с двух различных точек зрения. Иллюстрации и пояснения, приведенные ниже, являются упрощенными и учитывают только общие эффекты.
На рисунке 15.5 видна резко увеличенная кривизна, очевидно, что необходимое равновесие моментов на сварном шве будет приводить к увеличению кривизны в более слабой трубе. Рисунок также ясно показывает, что повышенная разность жесткостей будет вызывать резкое увеличение кривизны в более слабой трубе.
На рисунке 15.6 приведено распределение момента, и соответствующая жесткость представлена схематично в виде графика вдоль трубы.
Левая часть рисунка относится к состоянию, когда труба плотно лежит на барабане и на нее действует постоянный изгибающий момент, достаточно большой, чтобы находиться в зоне пластических деформаций. Предполагается, что момент линейно спадает до нуля отточки, в которой труба впервые соприкасается с барабаном до точки справа, где возникает обратное натяжение (заметим, что момент не принимает нулевого значения, если машина, с помощью которой создается обратное натяжение, ограничит вращение). Далее на рисунке 15.6 иллюстрируется ситуация, когда монтажный стык достигает барабана, и за слабым/мягким участком следует прочная/жесткая часть.
В нижней части рисунка показано изменение жесткости вдоль трубы. Следует обратить внимание на резкое падение жесткости в сварном шве. Очевидно, что потеря жесткости влечет за собой возникновение деформаций, т.е. увеличенный изгиб слабой трубы рядом со сварным швом.
Расчет по методу конечных элементов показывает, что наиболее важные параметры, влияющие на изменения жесткости, - разброс предела текучести и толщины стенок. При неблагоприятных обстоятельствах разброс в пределах обычных заводских допусков может привести к местному смятию поперечного сечения трубы.
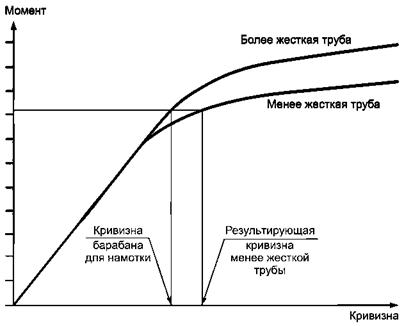
Рисунок 15.5 - Зависимость «изгибающий момент - кривизна» для пластического
изгиба труб с разной жесткостью
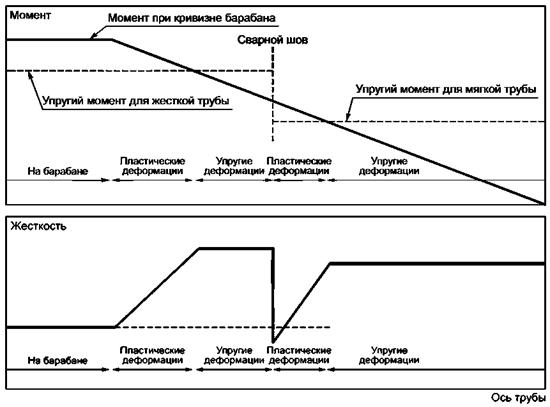
Рисунок 15.6 - Схематическое представление изменения изгибающего момента и
жесткости
вдоль
трубы
Часто в трубах используются кольцевые швы с повышенной прочностью. Они вызывают изменения жесткости, однако их воздействие сточки зрения местной потери устойчивости обычно незначительно.
Если толстое и относительно жесткое покрытие используется с зазорами у монтажных швов, то концентрация значения напряжений вследствие разброса предела текучести и толщины стенок труб будет усиливаться.
Исследования также показали, что точные нелинейные модели материалов имеют важное значение для точности расчета по методу конечных элементов. Особенно важной в этом отношении является «касательная» жесткость материала, часто определяемая как отношение SMYS/SMTS. При больших значениях отношений существенно возрастает тенденция к местной потере устойчивости поперечного сечения. Очевидно, что большое значение D/t приводит к подобному эффекту.
В процессе намотки применение значительного противонатяжения является важнейшим средством снижения возможности местной потери устойчивости труб. Практический опыт и расчет по методу конечных элементов показывают, что это вполне приемлемая мера, снижающая опасности, рассмотренные выше.
Для того чтобы уменьшить вероятность местной потери устойчивости в процессе намотки, необходимо:
- задавать малые значения заводских допусков на толщину стенок труб;
- задавать малые значения разбросов предела текучести;
- задавать низкое значение отношения SMYS/SMTS;
- использовать значительное и постоянное противонатяжение в процессе намотки на барабан.
Дополнительная информация приведена в [57].
15.12 Ссылки
Требования настоящего раздела соответствуют [46], [47], [49], [51], [53], [56] - [59].
Приложение
А
(справочное)
Дополнительные требования DNV-OS-F101 по сравнению с ИСО 3183
А.1 Общие положения
Приводится сравнение настоящего стандарта для труб из С-Mn стали, распространяющегося на трубопроводы, проложенные в открытом море, со стандартом [60] в части требований к свойствам материалов и изготовлению.
А.2 Наблюдаемые различия
А.2.1Химический состав и механические свойства
А.2.1.1 Требования к химическому составу в целом сравнимы. [61] применим к сварным трубам со стенками толщиной до 35 мм, в то время как стандарт [60] распространяется на трубы со стенками толщиной до 25 мм. [61] определяет предельное число примесей в случае, когда вторичное сырье может применяться для изготовления стальной продукции.
А.2.1.2 Требования к характеристикам растяжения и значения энергии по Шарпи для образцов с V-образным надрезом одинаковы. Что касается температуры, при которой проводится испытание по Шарпи, то для газопроводов требования сравнимы. Для трубопроводов, перекачивающих жидкости, стандарт [60] предъявляет более строгие требования (температура отличается на 10 °С).
А.2.1.3 [61] устанавливает проведение испытаний для определения стойкости к деформационному старению, если деформации при холодной формовке в процессе изготовления труб превышают 5 %.
А.2.1.4 [61] задает проверку вязкости разрушения при оценке основного металла и металла сварного шва (сварные трубы). Измеренные значения раскрытия вершины трещины (CTOD) при расчетной температуре должны быть минимум 0,2 мм как для основного металла, так и для металла сварного шва. В стандарте [60] требуется проверка CTOD по дополнительному согласованию, испытания должны проводиться в соответствии с [62] в процессе оценки MPS с надрезами в металле сварного шва, в HAZ и в основном металле. Отбор образцов для испытаний проводится по согласованию.
А.2.1.5 Измерения твердости задаются в обоих стандартах. Однако в DNV-OS-F101 приводятся детальные данные по допустимым пределам.
А.2.2 Свариваемость
А.2.2.1 В [61] требуется выполнение программы испытаний на свариваемость или предъявление соответствующих документов. Для сталей с SMYS > 415 МПа необходимы испытания по более широкой программе. Требования к энергии, Дж, при испытании V-образных образцов Шарпи для зоны сварки эквивалентны 10 % SMYS. Подробные требования к квалификации персонала даны в ссылках в [63], [64] и [65].
А.2.2.2 Что касается оценки качества сварки, то даны ссылки на [66] - [70]. Определены подробные требования к аттестации технологии сварки. Заданы испытания присадочных материалов.
А.2.2.3 В соответствии с [60] изготовитель (по согласованию) должен предоставлять данные по свариваемости труб или проводить проверку сварки. Критерии приемки должны согласовываться. Требования к энергии при испытании V-образных образцов Шарпи в зоне сварки должны соответствовать 40 Дж.
А.2.3 Отбор проб и образцы для испытаний
А.2.3.1 В обоих стандартах приводятся ссылки на [71]. Стандарт [61] предусматривает, что характеристики при растяжении должны проверяться в обоих направлениях (поперечном и продольном) относительно оси трубопровода при наружных диаметрах трубы более 300 мм. Значение YS/TS в продольном направлении не должно превышать максимальных заданных значений в поперечном направлении более чем на 0,02 для обычных изделий и на 0,03 для изделий в антикоррозионном исполнении. Заданный SMTS в продольном направлении может быть на 5 % меньше заданного значения в поперечном направлении.
А.2.3.2 В стандарте [60] требуется проведение испытаний на растяжение в поперечном направлении для труб с наружным диаметром более 210 мм. Однако для глубоководных трубопроводов могут задаваться дополнительные испытания в продольном направлении. Требования подлежат согласованию.
А.2.4 Частота испытаний в процессе изготовления
А.2.4.1 В [61] требуется проведение испытания одной трубы от каждой партии труб или одного испытания на 50 труб в зависимости от того, какая частота окажется больше.
А.2.4.2 В стандарте [60] требуется проведение испытаний на растяжение, проверку энергии испытаний V-образного надреза Шарпи и испытаний на загиб одной трубы из партии. Для труб наружным диаметром менее 508 мм такие испытания должны проводится, по крайней мере, на одной трубе из ста. Для остальных размеров должна испытываться, по меньшей мере, одна труба из 50. Металлографические испытания (изучение макро и микроструктуры) должны проводиться один раз в рабочую смену или при изменении размера труб. Что касается измерения твердости, то такая проверка должна выполняться.
А.2.5 Неразрушающий контроль
А.2.5.1 Оба стандарта дают ссылки на одни и те же базовые стандарты. [61] устанавливает дополнительные требования к базовым стандартам. В [61] трубы из С-Mn стали с продольными или спиральными сварными швами разделяются на два уровня NDT: I и II. Уровень NDT II сопоставим со стандартом [60] и ограничен условиями контролируемой нагрузки. Уровень NDT I позволяет применять способ контролируемых перемещений (расчет по деформациям) и предъявляет более строгие требования к неразрушающему контролю в отношении поперечных дефектов.
А.2.6 Размеры
А.2.6.1 [60], [61] предъявляют одинаковые требования к размерам.
А.2.7 Документация
А.2.7.1 В [61] требуется акт проверки 3.1В по [18] или аналогичный акт.
А.2.7.2 В соответствии с [60] покупатель должен установить форму необходимой документации.
А.2.8 Специальные требования для эксплуатации в кислой среде
А.2.8.1 Оба стандарта устанавливают требования к испытаниям HPIC в процессе производства. [61] устанавливает требования для отношения Ca/S (больше 1,5) и определяет подробные требования для повторных испытаний.
А.2.8.2 Для материалов списка NACE стандарт [61] не задает требования для испытаний на SSC. В стандарте [60] требуется проведение испытаний трех образцов, взятых из одной трубы (только для оценки MPS).
А.2.9 Специальные требования к ограничителям распространения трещин
А.2.9.1 В стандарте [61] требуется, чтобы переходная кривая при испытаниях образцов Шарпи с V-образным надрезом была определена для основного материала как не подвергнутого, так и подвергнутого деформационному старению. К значениям энергии образцов Шарпи с V-образным надрезом, которые должны быть определены, предъявляются более жесткие требования по сравнению с соответствующими требованиями стандарта [60]. Кроме того, этот стандарт не задает испытания при условии деформационного старения.
А.2.10 Заводское испытательное давление
А.2.10.1 Заводское давление испытания по стандарту [60] ниже, чем в настоящем стандарте. Требования [60] определяется по формуле
![]()
Эта формула для расчета кольцевого напряжения в трубе при заводских испытаниях давлением отличается от формулы в стандартах [60] и [61] (которые идентичны). Отсюда разность давлений при заводских испытаниях в сравнении с этим стандартом зависит от D/t.
Приложение
В
(справочное)
Механические испытания и испытания на коррозионную стойкость
В.1 Механические испытания
B.1.1 Общие положения
B.1.1.1 В этом приложении рассматриваются механические испытания материалов и изделий.
B.1.1.2 Лаборатории для проведения испытаний должны удовлетворять требованиям [72].
B.1.2 Отбор и подготовка проб и образцов для испытаний
B.1.2.1 Отбор и подготовка проб и образцов для испытаний должны проводиться, насколько возможно, в соответствии с общими условиями [71]. Должны учитываться следующие требования:
- образцы из труб должны отбираться из концов трубы в соответствии с рисунком В.1 и таблицей С.3 (приложение С) и с учетом дополнительных требований, указанных в В.1.3 - В.1.10 и на рисунке С.1 приложения С;
- для других сварных швов, включая кольцевые сварные швы, образцы должны отбираться в соответствии с рисунками С.1 и С.2 приложения С;
- образцы от фитингов должны отбираться в соответствии с известными стандартами или техническими условиями, используемыми при изготовлении;
- болты, конструктивные элементы, фланцы, оборудование, работающее под давлением, и другие соединительные детали и оборудование (см. раздел 10) выбираются в соответствии с известными стандартами или техническими условиями, используемыми при изготовлении.
B.1.3 Химический анализ
В.1.3.1 Методы и технология выполнения химического анализа должны соответствовать известным промышленным стандартам и обеспечивать приемлемую погрешность. Результаты химического анализа должны приводиться с тем же числом разрядов, как задано в технических условиях на изделие и/или в настоящем стандарте. Все разряды должны быть значащими.
Примечание - В [73] приведен перечень международных стандартов, определяющих методы выполнения химического анализа, с указанием применимости и точности различных методов.
Химический анализ сварной наплавки
B.1.3.2 Анализ химического состава сварной наплавки выполняется для поверхности наплавленного слоя после ее обработки на станке так, чтобы минимальное расстояние от поверхности до границы сплавления составляло 3 мм либо равнялось минимальной толщине слоя, задаваемой для изделия после доводки, в зависимости от того, какое из значений будет меньше.
B.1.4 Испытания на растяжение
В.1.4.1 Испытания на растяжение должны выполняться в соответствии с требованиями настоящего приложения и стандарта [74]. Конструкция образца и его возможная неровность должны быть такими же, как всех поставляемых изделий.
Пересчет значений удлинения
В.1.4.2 Пересчет относительного удлинения при испытаниях на растяжение проводится в соответствии с:
- [75] - для углеродистой и низколегированных сталей при нормированных условиях QT, ТМСР;
- [76] - для аустенитных сталей (и сталей, выплавленных дуплекс-процессом).
Значение 5,65 ![]() принимается в качестве предпочтительного пропорциональной длины образцов при испытаниях на растяжение.
принимается в качестве предпочтительного пропорциональной длины образцов при испытаниях на растяжение.
Примечание - Такой пересчет неприменим для образцов типа [55].
Образец с прямоугольным поперечным сечением, используемый для испытаний основного металла
В.1.4.3 Образец с прямоугольным поперечным сечением должен быть из материала на всю толщину. Правка металла не допускается, за исключением следующих случаев:
- при испытаниях металла трубы на растяжение в поперечном направлении относительно оси трубы образцы должны быть выправлены;
- концы образца, предназначенные для захватов, могут правиться или обрабатываться механически для обеспечения их зажима в установке.
Экстензометр должен быть закреплен на обработанной поверхности. Должен использоваться двусторонний экстензометр.
Критерии приемки при соответствующих условиях приведены в разделе 9, таблицы 9.3 и 9.6.
Цилиндрический образец, используемый при испытаниях на растяжение основного металла и «всего металла шва»
В.1.4.4 Максимальный размер диаметра цилиндрического образца, используемого при испытаниях на растяжение основного металла, по возможности зависящий от толщины стенок, должен быть до 20 мм.
Образцы для испытаний на растяжение «всего металла шва» должны иметь цилиндрическую форму максимально возможного диаметра, который можно получить с учетом геометрической формы и размеров сварного шва. Диаметры образцов могут быть 20, 10, 8 или 6 мм, другие размеры должны соответствовать указанным в [77].
Критерий приемки приведен в разделе С.6 (приложение С).
Испытания на растяжение сварного шва в поперечном направлении
В.1.4.5 Образцы для испытаний на растяжение должны иметь прямоугольное поперечное сечение по всей толщине сварного шва, размеры образцов должны соответствовать [78]. С помощью механической обработки или шлифовки должна быть удалена выпуклость с лицевой стороны и корня сварного шва. Не должно быть правки образца для испытаний за исключением испытаний продольных или спиральных швов сварной трубы. Концы для захвата должны правиться для возможности крепления зажимов установки.
Испытания сварных швов на растяжение в поперечном направлении для плакированных и футерованных труб должны выполняться на образце из углеродистой стали по всей толщине после удаления антикоррозионного покрытия или футеровки, при снятии которых необходимо следить за сохранением толщины стенки из углеродистой стали.
Критерий приемки приведен в разделе С.5 (приложение С).
Испытание слоя наплавки на растяжение в поперечном направлении
В.1.4.6 Образцы для испытаний на растяжение должны иметь цилиндрическую форму максимально возможного диаметра, который можно получить с учетом геометрии и размеров сварки. Образец должен быть обработан на станке поперек направлению наплавленного слоя.
Критерий приемки приведен в разделе С.5 (приложение С).
В.1.5 Испытание на загиб
Общие положения
В.1.5.1 Испытания на загиб выполняются по [79] при соответствующих условиях.
Образцы для испытаний на загиб должны изготавливаться с полной толщиной стенки. Ширина образцов для испытаний на загиб корня шва наружу и испытаний на загиб лицевой поверхности сварного шва наружу должна быть приблизительно 25 мм. Ширина образцов для испытаний при боковом загибе должна быть 10 мм. Кромки могут быть закруглены радиусом, равным 1/10 толщины.
Усиления швов на обеих поверхностях должны быть выровнены до исходной поверхности, как показано на рисунке В.2. Сварной шов должен быть в центре каждого образца.
Образец должен загибаться на угол 180° с помощью шаблона диаметром, зависящим от SMYS для исходного материала. Для материалов с SMYS до 360 МПа диаметр шаблона должен быть равен учетверенной толщине образца. Для материалов SMYS ³ 415 МПа диаметр шаблона должен быть равен пяти толщинам образца.
После загиба сварное соединение должно быть полностью целым в зоне растяжения.
Испытание на загиб плакированных и футерованных труб выполняется при полной толщине трубы, включая антикоррозионный сплав.
Критерий приемки приведен в разделе С.5 (приложения С).
Испытания на загиб корня продольного сварного шва плакированных, футерованных труб
В.1.5.2 Испытания на загиб корня продольного сварного шва должны включать антикоррозионный сплав.
Продольная ось сварного шва должна быть параллельна образцу, который изгибается так, чтобы его корневая поверхность была растянута.
Ширина образца, подвергаемого испытаниям на продольный загиб корня шва, должна быть равна, по меньшей мере, удвоенной ширине внутреннего усиления шва или максимум 25 мм. Кромки могут быть закруглены радиусом, равным 1/10 толщины.
Внутреннее и наружное усиления сварного шва должны быть удалены заподлицо с исходными поверхностями.
Толщина образца должна быть равна толщине основного металла или максимум 10 мм, как показано на рисунке В.3.
Образец должен загибаться на угол 180° с помощью шаблона диаметром 90 мм.
Критерий приемки приведен в разделе С.5 (приложение С).
Испытание на загиб сварной наплавки
В.1.5.3 Должны использоваться образцы для испытаний на боковой загиб. Испытательные образцы должны отбираться из изделия в направлении, перпендикулярном к сварке.
Для труб образцы для испытаний должны иметь толщину, равную полной толщине наплавленного слоя и основного металла. Для массивных участков толщина основного металла в образце должна быть по меньшей мере в пять раз больше толщины наплавленного слоя.
Толщина образцов для испытаний на боковой загиб должна быть 10 мм. Кромки могут иметь закругления радиусом 1/10 толщины. Зона наплавленного слоя должна находиться в центральной части образца.
Образцы должны загибаться на угол 180°. Для основных материалов с SMYS < 415 МПа диаметр шаблона должен быть равен учетверенной толщине испытательного образца. Для материалов с SMYS ³ 415 МПа диаметр шаблона должен быть равен пяти толщинам образца для испытаний.
Критерий приемки приведен в разделе С.5 (приложение С).
B.1.6 Определение ударной вязкости образцов по Шарпи с V-образным надрезом
B.1.6.1 Испытания на удар по Шарпи выполняются в соответствии с требованиями настоящего приложения и стандарта [80]. Образцы для испытаний подготавливаются в соответствии с [80]. При этом не допускается правка испытуемого образца. По возможности должны использоваться стандартные (т.е. полноразмерные) образцы. Каждый набор должен состоять из трех образцов, взятых из одного и того же отрезка сваренной трубы. Испытания должны проводиться при температуре в соответствии с разделом 9 (таблица 9.4) или в соответствии с конкретными требованиями.
Критерий приемки для испытаний приводится в разделе 9 (см. таблицу 9.3 или 9.6 в зависимости от соответствующих условий).
Образцы должны отбираться на 2 мм ниже поверхности. При необходимости можно использовать расстояние менее 2 мм от поверхности (из-за размеров изделия), чтобы получить образцы с возможно большим поперечным сечением. Надрез делается перпендикулярно к поверхности.
Основной металл
B.1.6.2 Образцы, когда это возможно, должны отбираться поперек направления прокатки или ковки, оси трубы. Однако для труб диаметром D < 300 мм образцы следует брать параллельно оси трубы.
Испытание по Шарпи сварных швов на образцах с V-образным разрезом
В.1.6.3 Расположение образцов указано на рисунке С.1 (приложение С). Если при двустороннем шве толщина стенки превышает 20 мм, то из сваренного металла должны быть взяты четыре дополнительные набора образцов для проведения испытаний по Шарпи с V-образным надрезом, FL + 50 % HAZ, FL + 2 мм и FL + 5 мм в корневой области сварного шва (см. рисунок В.6).
Испытания на удар плакированных и футерованных труб должны проводиться на участке из углеродистой стали.
Испытания образцов Шарпи с V-образным надрезом сварной наплавки, подвергаемой нагрузке
В.1.6.4 Если сварная наплавка рассчитана на передачу нагрузки через основной металл/линию сплавления (т.е. если наплавка является частью стыкового соединения или действует как промежуточный участок между антикоррозионным сплавом и углеродистой сталью), то слой наплавки и HAZ должны испытываться на ударный изгиб. Продольная ось образца должна быть перпендикулярной к границе сплавления, а надрез должен быть параллелен этой границе.
Критерий приемки приведен в разделе С.6 (приложение С).
B.1.7 Испытания на разрыв падающим грузом (DWTT)
В.1.7.1 Испытания на разрыв падающим грузом проводятся в соответствии с [81].
Образцы для испытаний на разрыв падающим грузом
В.1.7.2 Предпочтительно использовать образцы, толщина которых равна полной толщине стенок. По согласованию с потребителем допускается применять уменьшенные образцы. Если применяются образцы с меньшей толщиной, то обе поверхности должны быть в одинаковой мере обработаны на станке так, чтобы толщина образца была 19 мм. Ограничения на температуру испытаний приведены в [81].
Образцы должны вырезаться в поперечном направлении относительно прокатки или оси трубы с надрезом, перпендикулярным к поверхности.
Соответствующие положения приведены в 9.4.2.4.
B.1.8 Испытания на трещиностойкость
Проверка на вязкость разрушения (трещиностойкость) (проверка CTOD или критические J-испытания и проверка d-R или J-R) должна выполняться в соответствии со стандартом [54] или аналогичным стандартом.
Число достоверных проверок CTOD или критических J-испытаний для каждого места должно быть не менее трех. В качестве параметра CTOD или значения критического J-испытания принимается наименьшее значение из трех, полученных при указанных проверках, или выбор осуществляется по стандарту [9]. Для проверки образцов с надрезом, находящихся на линии сплавления, HAZ, рекомендуется использовать не менее шести образцов для получения трех подходящих образцов. Только образцы, которые получили соответствующую оценку по расположению вершин трещин с помощью металлографического контроля после испытаний, должны рассматриваться как пригодные для проверок.
Квалификационные испытания трубы
В.1.8.1 Если при квалификационных испытаниях трубы требование к трещиностойкости задается как критерий качества, то необходимо предусмотреть следующее:
Испытания только металла сварки и основного металла
Испытания формы и геометрических размеров образцов должны соответствовать стандарту, в котором предусмотрены испытания образцов с надрезом по толщине.
Испытания исходных материалов проводятся на образцах, вырезаемых как в продольном, так и в поперечном направлениях трубы. Должны использоваться образцы прямоугольным (В´2В) сечением с надрезом по толщине или квадратным сечением (В´В) с надрезом по поверхности. (В соответствии с условными обозначениями, принятыми в стандарте [54], предполагающими прокатку вдоль оси, испытательные образцы бывают типов X-Y или X-Z и Z-Y или Y-Z)
Испытания металла сварки проводятся на образцах с надрезом по толщине, ориентированным в поперечном направлении относительно сварного шва. Соответствующее обозначение NP - по стандарту [54]. Надрез размещается на центральной линии металла сварки.
Если выполняется проверка критического J, то необходимое J рассчитывается по требуемому CTOD в соответствии с выражением
J = CTOD × σY,
где σY - действительный предел текучести материала, испытуемого на вязкость разрушения, как требует стандарт для проверки CTOD.
Если не оговаривается иное, то испытания должны проводиться при минимальной расчетной температуре.
Критическая оценка производства (ЕСА) кольцевого сварного шва
В.1.8.2 При выполнении проверки на CTOD или критического J в связи с ЕСА предусматривается нижеследующее.
Испытания должны проводиться при минимальной расчетной температуре. Дополнительные испытания при более высокой(их) температуре(ах) могут выполняться для обеспечения меньших запасов для нагрузок в ходе критической оценки производства при более благоприятных температурах.
Испытания металла сварки должны проводиться на образцах прямоугольным сечением (В´2В) с надрезом по толщине; образец должен быть ориентирован в поперечном направлении относительно сварного шва. Соответствующее обозначение NP по стандарту [54]. Надрез размещается на центральной линии металла сварки.
Испытания линии сплавления (FL), HAZ должны проводиться на образцах квадратным сечением (В´В) с надрезом по поверхности; образец должен быть ориентирован в поперечном направлении относительно сварного шва. Соответствующее обозначение NQ - по стандарту [54]. Надрез на образце должен быть сделан таким образом, чтобы направление продолжения трещины пересекало линию сплавления с боковой стороны металла сварки или было параллельно линии сплавления.
Перечисленные ниже испытания FL, HAZ после их завершения должны оцениваться металлографическими методами по расположению вершин предварительно нанесенных усталостных трещин, как указано в стандарте на испытания. Образец считается выдержавшим испытания, если:
a) вершины предварительно нанесенных трещин находятся на расстоянии не более 0,5 мм от линии сплавления;
b) микроструктура зоны укрупненных частиц под тепловым воздействием (GCNAZ) находится внутри области, ограниченной линией, перпендикулярной к плоскости трещины, проходящей через ее вершину, и параллельной линией, проходящей на 0,5 мм перед вершиной трещины.
В.1.8.3 При определении зависимости сопротивления от развития трещин (δ-R или J-R) в связи с ЕСА необходимо учитывать следующие факторы.
Испытания должны проводиться при температуре, соответствующей наиболее тяжелым условиям нагрузки.
Форма и геометрические размеры образцов для испытаний должны соответствовать указанным в В.1.8.2.
Для каждого образца должна быть выполнена оценка испытаний линии сплавления HAZ по расположению вершин предварительно нанесенных усталостных трещин в соответствии с тем, как указано в В.1.8.2.
В.1.8.4 При выполнении испытаний CTOD или проверке критических J в связи с ЕСА допускаются изменения геометрии образцов и режимов нагрузки, чтобы снизить ненужные запасы, при условии, что все изменения достаточно обоснованы с точки зрения общей теории механики разрушения и экспериментальных данных.
Дополнительные указания по использованию таких образцов приводятся в разделе 15 настоящего стандарта.
B.1.9 Проверка прочности на срез
Испытания на срез должны выполняться в соответствии с [82].
B.1.10 Металлографический контроль и определение твердости
Макропроверка
В.1.10.1 Макропроверка выполняется с увеличением от 5 до 10. Макропроверка должна проводиться на образцах, приведенных на рисунках В.4 а), b), с), при соответствующих условиях. Макроучасток должен включать в себя наплавленный слой и, кроме того, с каждой стороны слой основного металла толщиной не менее 15 мм, измеренный от линии сплавления. Макроучасток должен быть отшлифован, отполирован и протравлен с одной стороны, чтобы четко открывалась линия сплавления и зона термического влияния.
Для макропроверки наплавленного слоя должны отбираться образцы, ориентированные в поперечном направлении относительно сварки. Ширина макроучастка должна быть не менее 40 мм. Поверхности участка должны быть отшлифованы, отполированы и протравлены соответствующим травильным раствором, чтобы были четко видны сварной шов и зона термического влияния.
Критерий приемки приведен в разделе С.6 (приложение С).
Микропроверка
В.1.10.2 Образцы для оптического металлографического анализа должны быть подготовлены стандартными методами и затем протравлены в подходящем травильном растворе для открытия необходимой для наблюдений микроструктуры. Для закаленных и термически обработанных поковок и отливок из низколегированных сталей дополнительно следует учитывать требования 10.6.
Микропроверка нержавеющей стали, выплавленной дуплекс-процессом, должна выполняться при минимальном увеличении 400´.
Критерий приемки приводится в 9.3.3, 9.3.4, 9.3.5 для соответствующих условий.
Проверка твердости основного металла
В.1.10.3 Проверка твердости испытуемого материала проводится в соответствии с рисунком В.4а) по методу Виккерса HV10 согласно стандарту [83].
Измерение твердости сварных швов
В.1.10.4 Измерение твердости испытуемого материала проводится в соответствии со стандартом [83] на образцах, используемых для макропроверки.
Должен использоваться метод Виккерса HV10. Вдавливание должно быть в поперечном направлении, на расстоянии 1,5 ± 0,5 мм ниже поверхности с каждой стороны сварного шва.
В металле сварки должны быть сделаны минимум три вдавливания в точках, находящихся на одинаковом расстоянии друг от друга. В зоне HAZ вдавливания должны быть сделаны в поперечном направлении через каждые 0,5 мм в металле, не повергшемся воздействию сварки, начиная как можно ближе от линии сплавления. Минимум три вдавливания с шагом, примерно равным 1 мм, должны быть сделаны в металле, не подвергшемся воздействию сварки, с любой стороны сварного шва (см. рисунок В.4).
Для двусторонних швов должна быть сделана одна дополнительная проверка твердости в поперечной части корневой зоны сварного шва, (см. рисунок В.4b)).
Измерение твердости плакированных/футерованных труб должно включать дополнительно проверку твердости поперечной части по центру покрытия. Смотри рисунок В.5 а) - для труб с продольным сварным швом и рисунок В.5 b) - для труб с кольцевым швом.
Критерий приемки приведен в разделе С.6 (приложение С).
Для проверки твердости наплавки должен использоваться метод Виккерса HV10. Проверка твердости должна выполняться, как минимум, в трех местах: в основном металле, в HAZ и в каждом наплавленном слое, но не более, чем в 2 слоях.
Критерий приемки приведен в разделе С.6 (приложение С).
В.1.11 Испытание на деформационное старение
Основной металл
В.1.11.1 Пробный образец (отрезок сварной трубы) для испытаний вырезается из изделия. Для труб диаметром D от 300 мм включительно образец должен быть ориентирован поперек оси трубы. Для труб меньшего диаметра образец должен быть ориентирован параллельно оси трубы. Отрезок трубы может быть предварительно выпрямлен (для обеспечения прямолинейности) для равномерного растяжения, чтобы получать образцы натуральных размеров.
Толщина образца может равняться полной толщине стенки трубы или быть меньше ее. Ширина и толщина уменьшенных параллельных участков, вырезанных из отрезка трубы, должна быть достаточной для изготовления требуемого числа стандартных (полноразмерных) образцов Шарпи с V-образным надрезом, необходимых для испытаний.
После подготовительных работ отрезок трубы должен пройти старение при температуре 250 °С в течение одного часа. Затем требуемое число образцов Шарпи с V-образным надрезом вырезается на станке из средней части отрезка трубы. Образцы должны быть ориентироваными вдоль осевой линии отрезка трубы, надрезы должны быть перпендикулярными к поверхности образца.
Критерий приемки приведен в 9.4.2.3.
В.2 Испытания на коррозионную стойкость
B.2.1 Общие положения
В.2.1.1 При некоторых сочетаниях материалов труб и перекачиваемых продуктов, если это не учитывается при изготовлении труб, система может стать восприимчивой к коррозионному воздействию. В таких случаях должна быть определена необходимость испытаний на коррозионную стойкость в процессе оценки качества и/или производства труб. Определенные испытания на коррозионную стойкость могут использоваться для подтверждения правильности соответствующих технологий изготовления и обработки труб, влияющих на микроструктуру материала.
В настоящем разделе описаны требования к испытаниям и методы испытаний на коррозионную стойкость.
Испытательные лаборатории должны соответствовать требованиям, изложенным в пункте В.1.1.2.
B.2.2 Испытания наточенную коррозию
В.2.2.1 Эти испытания применяются для подтверждения сопротивления коррозии CRA при образовании раковин и трещин под действием продуктов (например, необработанная морская вода) с высоким содержанием остаточного кислорода и/или активного хлора. Для нержавеющих сталей, полученных дуплекс-процессом, эти испытания, кроме того, подходят для проверки адекватности микроструктуры, связанной с процессами изготовления и обработки материала, влияющей, например, на вязкость и свариваемость в дополнение к коррозионной стойкости.
B.2.2.2 Испытания должны выполняться в соответствии с [13], Метод А.
B.2.2.3 Требования к частоте и объему проверок в процессе изготовления и монтажа определены в 9.5.8 и 12.1.8 соответственно. Расположение образцов указано на рисунке В.2.
B.2.2.4 Образцы для испытаний, взятые из плакированных и футерованных труб, должны быть механически обработаны для удаления части из углеродистой стали и должны включать весь сварной шов и некоторую зону термического влияния в коррозионно-стойком сплаве.
B.2.2.5 Минимально рекомендуемые размеры образца: ширина - 25 мм, длина - 50 мм, а толщина соответствует полной толщине материала. С обеих сторон сварного шва в образце должен быть основной металл толщиной не менее 15 мм.
B.2.2.6 Поверхности проката должны проверяться в том виде, «как получены», т.е. без механической обработки. Подготовка корня сварного шва и его лицевой части сводятся только к удалению «рыхлого материала», который будет создавать помехи при взвешивании до и после испытаний. Отрезанные поверхности должны быть отшлифованы (до чистоты поверхности 500), острые кромки сглажены. Затем образец должен быть протравлен, чтобы уменьшить восприимчивость срезанных поверхностей к разрушению структуры на концах. Для сталей, выплавленных дуплекс-процессом, и аустенитных сплавов с PRE > 30 травление осуществляется в растворе, содержащем 20 % азотной кислоты плюс 5 % плавиковой кислоты, в течение 5 мин при температуре 60 °С.
8.2.2.7 Испытательный раствор должен быть подготовлен согласно соответствующим стандартам. Для стали Сr25 дуплекс и аустенитных CRA с заданным значением PRE не менее 40 (см. раздел 9, таблица 9.5) температура испытаний должна быть:
- 50 °С для основных металлов (включая продольный сварной шов, если имеется);
- 35 °С и 40 °С для кольцевых швов в стали Сr25 дуплекс и аустенитных коррозионно-стойких сплавов.
Время испытаний должно быть 24 ч.
Коррозионные испытания наплавки сваркой
B.2.2.8 Образцы для коррозионных испытаний наплавки сваркой должны обрабатываться на станке со стороны основного металла. Остающаяся поверхность образца должна представлять наплавленный слой с минимальным расстоянием от линии сплавления (равным 3 мм или минимальной толщине наплавленного слоя, заданной для чистовой обработки в зависимости от того, что меньше). Противоположная сторона образца должна быть механически обработана так, чтобы толщина образца составляла 2 мм. Размер образца должен быть 25´25 мм (длина и ширина).
B.2.3 Испытание на водородное растрескивание
B.2.3.1 Испытание на склонность к образованию трещин под давлением водорода выполняется на основе документа [84], в который внесены изменения в соответствии с [15].
B.2.3.2 Оценки и критерий приемки должны соответствовать [15].
B.2.4 Испытание на сульфидное растрескивание под напряжением
B.2.4.1 Материалы для труб, которые должны использоваться для трубопроводов в антикоррозийном исполнении и не соответствуют требованиям 9.4.1, должны оцениваться путем проверки на сопротивление SSC, как указано в 9.4.1.2.
B.2.4.2 Для оценки новых материалов (не перечисленных в последнем выпуске [14] для применения в конструкциях в антикоррозийном исполнении) испытания должны проводиться на образцах, по крайней мере, из трех плавок. Если оценка выполняется для материалов, указанных в перечне [14], но эти материалы не соответствуют требованиям к специальным свойствам 9.4.1, например по максимальной твердости, составу сплава или наличию примесей, то испытания должны проводиться на материалах, соответствующих наихудшему случаю с точки зрения пригодности.
B.2.4.3 Испытания на соответствие техническим условиям должны включать проверку смоделированных кольцевых сварных швов, а для сварных труб также швов роликовой сварки. Подготовка образцов, методики проверки и критерии приемки должны соответствовать выпускам [15] и [16] для углеродисто-марганцевой стали и коррозионно-стойких сплавов соответственно или [85].
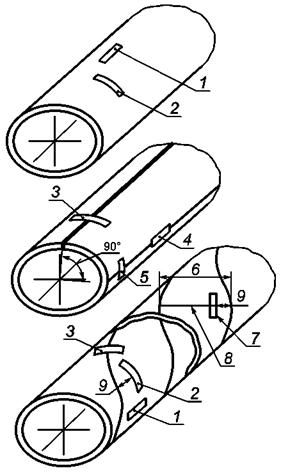
|
1 - продольный образец (L); 2 - поперечный образец (T); 3 - поперечный образец в районе сварного шва (W); 4 - продольный образец, отстоящий на 90° от оси сварного шва (L90); 5 - поперечный образец, отстоящий на 90° от оси сварного шва (T90); 6 - расстояние между швами (w); 7 - поперечный образец конца пластины на сварном шве (WS); 8 - конец пластины на сварном шве; 9 - одна четвертая расстояния между швами (~w/4) |
Рисунок В.1 - Положение образцов в трубе
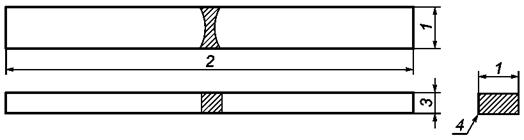
1 - ширина образца,
равная толщине
основного металла;
2 - длина
образца l > 200 мм;
3 - толщина образцов t
= 10 мм; 4 - r £
0,1t максимум 3,0 мм (все кромки)
Усиление шва должно обрабатываться на станке, оно должно быть отшлифовано заподлицо с основным металлом.
а) Образец для испытаний на боковой загиб (толщина пластины/трубы t ³ 20 мм)
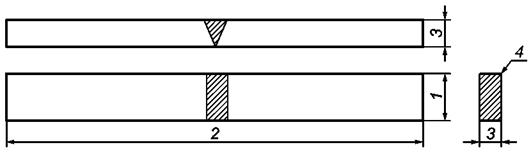
1 - ширина образца,
равная толщине
основного металла
(1,5t минимум 20 мм);
2 - длина
образца l > 200мм; 3 - толщина
образцов t; 4 - r £
0,1t максимум 3,0 мм (все кромки)
Усиление шва должно обрабатываться на станке, оно должно быть отшлифовано заподлицо с основным металлом.
b) Образец для испытаний на лицевой/корневой загиб (толщина пластины/трубы t ³ 20 мм)
Рисунок В.2 - Образцы для испытаний на загиб
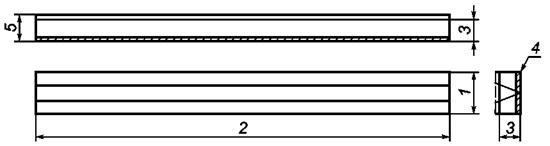
1 - ширина образца,
равняется толщине
основного металла
(1,5t, минимум
20 мм);
2 - длина
образца l > 200 мм; 3 - толщина
образцов t; 4 - r £
0,1t максимум 3,0 мм (все кромки);
5 - толщина
основного металла
Усиление шва должно обрабатываться на станке, оно должно быть отшлифовано заподлицо с основным металлом.
Рисунок В.3 - Образцы для испытания на продольный загиб корня шва
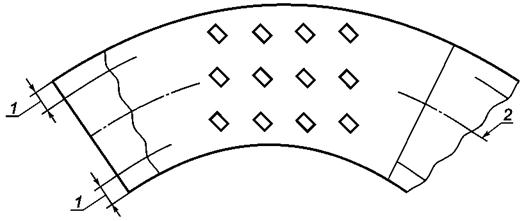
1 - расстояние точек
вдавливания в
поперечном направлении
ниже поверхности
с любой из
сторон
сварного шва
(р = 1,5 ± 0,5 мм); 2 - центральная линия
шва
а) Положение точек вдавливания при измерениях твердости бесшовной трубы
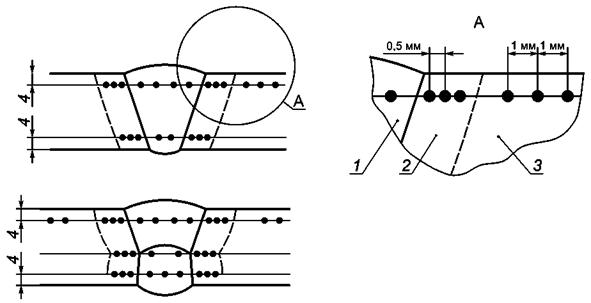
1 - шов; 2 - HAZ; 3 - основной металл
не подвергшийся
термическому влиянию;
4 - расстояние
точек
вдавливания в поперечном направлении
ниже поверхности
с любой
из сторон
сварного шва
(р = 1,5 ± 0,5 мм)
b) Положение точек вдавливания при измерениях твердости шва, полученного сваркой оплавлением
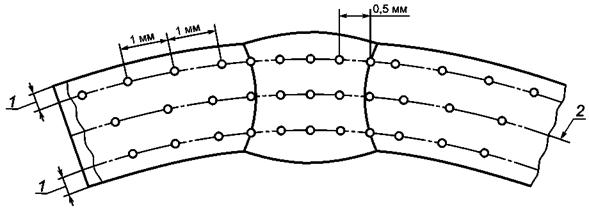
1 -
расстояние точек
вдавливания в
поперечном направлении
ниже поверхности
с любой
из сторон
сварного шва (р = 1,5 ± 0,5 мм); 2 - центральная линия
шва
с) Положение точек вдавливания при измерениях твердости HFW или в сварных стыках без оплавления
Рисунок В.4 - Положение точек вдавливания при измерениях твердости
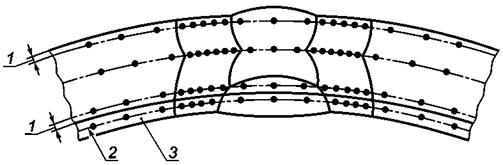
1 - расстояние точек
вдавливания в
поперечном направлении
ниже поверхности
с любой
из сторон
сварного шва
(р = 1,5 ± 0,5 мм); 2 - центр слоя
плакирования; 3 - металл слоя
плакирования
а) Положение точек вдавливания при измерениях твердости в материалах с двусторонним плакированием

|
1 - шов; 2 - HAZ; 3 - основной металл не подвергшийся термическому влиянию; 4 - расстояние точек вдавливания в поперечном направлении ниже поверхности с любой из сторон сварного шва (р = 1,5 ± 0,5 мм); 5 - центр слоя плакирования; 6 - металл слоя плакирования |
b) Положение точек вдавливания при измерениях твердости в материалах с односторонним плакированием
Рисунок В.5 - Положение точек измерения твердости в плакированных материалах
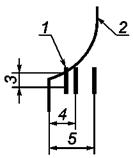
|
1 - положение для V-образного надреза для образца FL, образец состоит из 50 % металла шва и 50 % HAZ; 2 - металл шва; 3 - 50 % HAZ; 4 - FL + 2 мм; 5 - FL + 5 мм |
Рисунок В.6 - Положение образца Шарпи с V-образным надрезом
для испытаний корня двустороннего шва
Приложение
С
(справочное)
С.1 Область применения
С.1.1 Общая часть
С.1.1.1 Настоящее приложение распространяется на сварочные работы, которые выполняются в цехе, на месте установки или на месте монтажа, включая термообработку после сварки.
С.1.1.2 Настоящее приложение распространяется на следующие материалы:
- С-Mn сталь;
- плакированную, футерованную сталь;
- CRA, включая стали ферритного/аустенитного класса (выплавленные дуплекс-процессом), нержавеющие стали аустенитного класса, нержавеющие стали мартенситного класса (13 % Сr), другие нержавеющие стали и никелевые сплавы.
Указывают требование к стойкости материалов при эксплуатации в кислой среде. Требования к материалам содержатся в разделах 9 и 10.
С.1.2 Способы сварки
С.1.2.1 Если не оговорено иное, может применяться один из нижеперечисленных видов сварки:
- дуговая сварка в среде защитного газа (SMAW/111);
- дуговая сварка порошковой проволокой без защитного газа (FCAW/114);
- дуговая сварка порошковой проволокой в среде защитного газа (GFCAW/136);
- дуговая сварка металлическим (плавящимся) электродом в среде защитного газа (GMAW/135);
- дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/141);
- дуговая сварка под слоем флюса (SAW/12);
- плазменная дуговая сварка (PAW/15).
Примечание - Такие виды сварки, как дуговая сварка металлическим (плавящимся) электродом в среде защитного газа (GMAW) и дуговая сварка порошковой проволокой без защитного газа (FCAW) обладают высоким потенциалом возникновения дефектов типа «непровар».
С.1.2.2 Должна быть проведена предварительная аттестация способа сварки с целью документального подтверждения, что способ сварки соответствует всем указанным требованиям при фактических условиях эксплуатации.
Предварительная аттестация способа сварки является обязательной для:
- контактной (высокочастотной) сварки;
- стыковой сварки оплавлением;
- сварки трением;
- поперечной сварки трением;
- электроннолучевой сварки;
- лазерной сварки.
С.1.2.3 Перед проведением предварительной аттестации способа сварки необходимо представить документацию, содержащую общую информацию о технологии сварки и возможные ссылочные данные о практическом опыте применения, а также о качестве сварного соединения. Объем таких испытаний должен быть согласован до начала их проведения.
С.1.3 Обеспечение качества
Требования к обеспечению качества изложены в 5.2.5.
С.2 Сварочное оборудование, инструменты и персонал
С.2.1 Сварочное оборудование и инструменты
С.2.1.1 Обязательным требованием является проверка в цехе, на месте монтажа или на судне до начала работ. В объем такой проверки входят калибровка и испытание всех инструментов, приборов и сварочного оборудования, используемых во время предварительной аттестации способа сварки, производственной сварки.
С.2.2 Персонал
С.2.2.1 Весь персонал, выполняющий сварочные работы, должен обладать необходимой квалификацией и владеть технологией сварки. Чтобы обеспечить заданное качество, уровень квалификации должен соответствовать выполняемым работам и уровню ответственности каждого лица.
Лицо, координирующее сварочные работы
С.2.2.2 Изготовитель должен назначить, по меньшей мере, одно уполномоченное лицо для координации сварочных работ в соответствии с [66].
Сварщики-автоматчики, сварщики и резчики (кислородно-дуговой резки)
С.2.2.3 До присвоения квалификации сварщики должны пройти обучение и практику в следующих областях:
- основные сварочные технологии;
- технические условия на технологию сварки;
- соответствующие методы неразрушающего контроля;
- критерии приемки.
С.2.2.4 Сварщики и сварщики-автоматчики должны быть аттестованы в области сварки для соответствующих положений шва при сварке, марок материала и сварочных технологий и иметь сертификат согласно [63], [64] или другим аналочным и признанным стандартам.
С.2.2.5 Аттестация согласно [65] или равноценному стандарту является обязательной для сварщиков-автоматчиков, к сфере деятельности которых относится наладка, настройка, пуск, управление и остановка сварочных операций.
С.2.2.6 Сварщики должны быть аттестованы в области односторонней сварки встык труб в требуемом основном положении. По соглашению, сварщики могут быть аттестованы только для выполнения некоторых видов сварных швов, заварки корня шва, с определенными присадочными материалами, электродами. Сварщики, выполняющие ремонтную сварку, могут быть аттестованы только в области частичного ремонта толщины стенки на представительных образцах для испытаний при условии, что выполняются только данные виды ремонтной сварки.
С.2.2.7 Аттестация должна проводиться с использованием того же самого или аналогичного оборудования, которое используется при монтаже и в реальных условиях, например, в цехе, на базе и судне. Другие условия допускаются по специальному соглашению.
С.2.2.8 Результаты аттестации оцениваются на основе 100 %-ного визуального контроля 100 %-ного радиографического или ультразвукового контроля и 100 %-ной магнитопорошковой или капиллярной дефектоскопии. Условия проведения контроля должны соответствовать требованиям, изложенным в приложениях D, Н.
С.2.2.9 При использовании способов сварки с высоким потенциалом возникновения дефектов типа «непровар» должны проводиться испытания на загиб. Число образцов для испытания на загиб следует принимать согласно таблице С.1.
Таблица С.1 - Число образцов для испытания на загиб при аттестации сварщиков
|
Диаметр трубы D, мм |
Толщина стенки t, мм |
Число образцов для испытания |
||
|
на загиб с растяжением лицевой стороны шва |
на загиб с растяжением корня шва |
на боковой загиб |
||
|
£ 100 |
0 |
2 |
0 |
|
|
100 < D £ 300 |
< 20 |
0 |
2 |
0 |
|
> 300 |
2 |
2 |
0 |
|
|
< 100 |
0 |
0 |
2 |
|
|
100 < D £ 300 |
³ 20 |
0 |
0 |
2 |
|
> 300 |
0 |
0 |
4 |
|
|
Примечание - По соглашению, допускается заменять образцы для испытаний на загиб с растяжением лицевой стороны шва и с растяжением корня шва образцами для испытания на боковой загиб. |
||||
Схема отбора образцов для испытаний представлена на рисунке С.2.
С.2.2.10 Сварщик или сварщик-автоматчик считается аттестованным, если он в полном объеме и с приемлемым качеством выполнил необходимые аттестационные сварочные операции.
С.2.2.11 Если недавно проведенное квалификационное испытание используется в новом проекте, сварщики должны быть информированы об основных проектных требованиях, соблюдение которых является особенно важным при выполнении сварочных работ.
С.2.2.12 Персонал, который занимается кислородно-дуговой резкой, должен быть обученным и иметь опыт работы на реальном оборудовании. Возможно, потребуется проведение квалификационных испытаний.
Гипербарическая сварка
С.2.2.13 Сварщики должны пройти наземную аттестацию, как описано выше, до проведения аттестации подводной (гипербарической) сварки и должны приобрести опыт сварки под водой.
С.2.2.14 Аттестация подводной сварки должна, как минимум, включать одно испытание в естественной среде (или на испытательном оборудовании при представительных условиях для конкретного вида работ) и должна соответствовать требованиям к уже испытанному сварочному процессу под водой. Шов, выполняемый при испытании, подлежит визуальному контролю и контролю неразрушающими методами. Механические испытания должны проводиться согласно таблице С.1.
С.2.2.15 Может потребоваться повторная аттестация (см. С.2.2.14), если перерыв между сварочными работами составляет более шести месяцев. Повторная аттестация должна, как минимум, включать один образец для испытаний длиной 300 - 400 мм. Сварка должна выполняться в заданном положении шва при представительных условиях с последующим визуальным контролем и контролем неразрушающими методами.
С.3 Расходные сварочные материалы
С.3.1 Общая часть
С.3.1.1 Расходные сварочные материалы следует выбирать в соответствии с областью применения и с учетом обеспечения сварного соединения с требуемыми свойствами и заданной коррозионной стойкостью в смонтированном состоянии.
С.3.1.2 Класс расходных сварочных материалов для дуговой сварки должен быть определен в соответствии с признанной системой классификации.
С.3.1.3 Для сварки всех С-Mn сталей следует применять расходные материалы и процессы с низким содержанием водорода. Однако при сварке С-Mn сталей с заданным SMYS £ 415 МПа допускается использовать электроды с целлюлозным покрытием при условии, что разработаны специальные инструкции по технологии сварки, позволяющие предотвратить образование трещин, обусловленных воздействием водорода.
С.3.1.4 Расходные материалы и технологии с низким содержанием водорода должны содержать не более 5 мл диффундирующего водорода на 100 г наплавленного металла. Необходим контроль содержания водорода согласно [86].
С.3.1.5 При сварке сталей с заданным SMYS ³ 415 МПа особое внимание должно уделяться предотвращению образования холодных трещин в HAZ и/или в металле шва. Кроме того, необходимо соблюдать требования к соотношению между пределами текучести и прочности металла шва/основного металла.
С.3.1.6 Должны быть соблюденены особые условия в отношении сертификации, обращения и хранения расходных сварочных материалов для всех видов дуговой сварки, кроме ручной и механизированной.
С.3.1.7 Все расходные сварочные материалы должны иметь индивидуальную маркировку и поставляться со свидетельством об испытаниях типа 3.1В согласно [18] или равноценным документом. Свидетельство типа 2.2 является достаточным для флюса, используемого при SAW.
Спецификация
С.3.1.8 Все поставляемые расходные сварочные материалы или комплекты расходных материалов должны соответствовать требованиям спецификации. В спецификации указываются гарантированные предельные и/ или минимальные значения химического состава и механических свойств, определяемых при заданных исходных условиях. В спецификации должны содержаться рекомендации по применению/утилизации расходных сварочных материалов с целью обеспечения гарантированного максимального содержания водорода в металле шва. Кроме того, должны быть приведены рекомендации по термообработке после сварки (максимальная температура, время выдержки и т.д.).
Примечание - Подрядчик, ответственный за сварку, и изготовитель расходных сварочных материалов должны согласовать содержание спецификаций и заданные в них предельные значения.
С.3.2 Химический состав
С.3.2.1 Все поставляемые расходные сварочные материалы должны соответствовать спецификациям изготовителя, в которых должно быть указано значение минимального и максимального предельного содержания С, Mn, Si, P, S, легирующих микроэлементов и других специально вводимых элементов.
С.3.2.2 Если оговорены условия эксплуатации в кислой среде, химический состав расходных сварочных материалов должен соответствовать требованиям [14]. Возможно увеличение содержания Ni до 2,2 % в расходных сварочных материалах для сварки кольцевого шва при условии выполнения остальных требований согласно [15] и проведения испытаний сварочной технологии на стойкость к SSC.
С.3.2.3 При выборе расходных сварочных материалов особое внимание следует уделять предотвращению любой коррозии в зоне сварного шва. Вышесказанное относится, в частности, к материалам с высокой чувствительностью к коррозии, а также к выбору расходных сварочных материалов для прохода при заварке корня шва в системах, предназначенных для эксплуатации в морской воде.
С.3.2.4 Химический состав материала наплавки должен соответствовать требованиям, предъявляемым к составу материала наплавки или техническим условиям проекта.
С.3.3 Механические свойства
С.3.3.1 Металл шва должен, как минимум, иметь прочность, пластичность и вязкость, как у основного металла. Предел текучести (Rt 0,5) расходных сварочных материалов должен быть на 80 - 250 МПа выше SMYS соответствующего основного металла.
С.3.3.2 Что касается сварки кольцевого шва, все партии расходных сварочных материалов, используемых при монтаже, включая возможные сочетания «проволока и/или флюс», должны быть подвергнуты квалификационному испытанию согласно С.3.4.
С.3.3.3 При выборе расходных сварочных материалов для сварки трубопроводов, подвергаемых накопленной пластической деформации в связи со способом монтажа и/или рабочими нагрузками, особое внимание следует уделять выбору предела текучести (см. С.5.6 и 9.4.3). Предел текучести (Rt 0,5) расходных сварочных материалов должен быть на 80 - 200 МПа выше SMYS соответствующего основного металла. Склонность к упрочнению и старению должны быть такими же, как у основного металла при испытании согласно С.5.6.
С.3.4 Испытания партии - сварка кольцевого шва
С.3.4.1 Испытания партии проводятся для подтверждения, что расходные сварочные материалы сохраняют химический состав и механические свойства, номинально равноценные химическому составу и механическим свойствам расходных материалов, используемых при аттестации технологии сварки.
С.3.4.2 Испытания партии должны проводиться, если выполняется оценка ЕСА, и всегда для сталей с SMYS ³ 415 МПа для всех расходных сварочных материалов, включая возможные сочетания «проволока и/или флюс», в случае, когда для монтажной сварки используются новые партии, отличающиеся от тех материалов, которые применялись при аттестации технологии сварки.
С.3.4.3 В рамках настоящего стандарта партией считается объем продукции, маркированный поставщиком индивидуальным номером партии, изготовленный за один непрерывный технологический процесс из проверенной партии исходных материалов.
С.3.4.4 В каждой партии должно быть проведено индивидуальное испытание одного изделия (марка и размеры), за исключением одножильного провода, изготовленного из одной партии термообработки, где провод одного диаметра может быть представительным для всей партии. Флюс для дуговой сварки под слоем флюса не требует проведения индивидуального испытания, однако сварочная проволока для дуговой сварки под слоем флюса подлежит испытанию в комбинации с выбранной партией флюса.
С.3.4.5 Испытания должны проводиться на образцах, отобранных из материала кольцевых швов, сваренных в соответствии с технологией сварки, которая должна применяться при изготовлении. Три образца следует отобрать в точках «12 ч и 6 ч» и в точке «3 ч или 9 ч». Испытания каждого образца должны включать в себя:
- одно испытание на растяжение металла шва. Определение твердости (HV 10) в центре на конце каждого зажима;
- один макрошлиф отбирается рядом с образцом для испытания на растяжение металла шва. На макрошлифе проводится определение твердости (HV 10) вертикально через ось шва, расстояние между точками вдавливания прибора для измерения твердости составляет 1,5 мм;
- один комплект испытаний на образцах Шарпи с V-образным надрезом, на оси шва, на расстоянии, равном половине толщины стенки. Температура при испытании должна быть такой же, как при аттестации соответствующей технологии сварки;
- если требуется в соответствии с ЕСА, должно быть проведено испытание на ударную вязкость металла шва при минимальной расчетной температуре.
Химический анализ
С.3.4.6 Для одножильного провода и порошкового металла химический анализ должен быть представительным для самого изделия. Для электродов с покрытием и электродных стержней химический анализ должен быть представительным для металла шва, нанесенного согласно [87]. Химический анализ должен включать определение:
- всех элементов, указанных в соответствующем классификационном стандарте и соответствующей спецификации, см. С.3.2;
- содержания N.
Механические свойства
С.3.4.7 Механические свойства должны быть представительными для металла шва. Механические свойства должны соответствовать минимальным требованиям, указанным в подразделе С.3.3. Если выполняется ЕСА, то соответствующие механические свойства металла шва должны быть идентичными механическим свойствам, используемым в качестве исходных данных для ЕСА с учетом применяемых коэффициентов безопасности.
С.3.4.8 Испытания партии должны быть документально подтверждены свидетельством об испытаниях типа 3.1В согласно [18] со ссылкой на признанный квалификационный стандарт и с указанием всех необходимых результатов испытаний.
С.3.5 Правила применения и хранения расходных сварочных материалов
С.3.5.1 При обращении с расходными сварочными материалами необходимо соблюдать осторожность, чтобы исключить их загрязнение, воздействие влаги и ржавление. Расходные сварочные материалы следует хранить в сухом месте. В случае утилизации флюса его следует удалять непосредственно из зоны шва при помощи вакуумного отсоса в емкость для хранения флюса. Процесс утилизации и соотношение нового/повторно используемого флюса следует выбирать с учетом предотвращения ухудшения качества флюса, например увлажнения и изменения размера зерен.
С.3.5.2 Должны быть составлены подробные рабочие инструкции по хранению, обращению, утилизации и повторной сушке расходных сварочных материалов, которые, как минимум, должны соответствовать рекомендациям изготовителя. Инструкции подлежат рассмотрению и утверждению до начала процесса изготовления.
С.3.5.3 Для подводной сварки должны быть разработаны рабочие инструкции по хранению и обращению расходных сварочных материалов на судах поддержки и в сварочных кабинах, а также инструкции по герметизации и передаче в сварочную кабину.
С.4 Способы сварки
С.4.1 Общая часть
С.4.1.1 Для сварки всех видов, рассматриваемой в настоящем приложении, должны быть составлены подробные технические условия. Технические условия на сварку должны быть основаны на технологии сварки, прошедшей предварительную аттестацию, при условии, что могут быть выполнены все оговоренные требования.
С.4.1.2 Все способы сварки должны выполняться на основе расходных сварочных материалов и сварочных технологий, пригодность которых подтверждена для материала данного типа и метода изготовления. Технические условия на сварку должны, как минимум, содержать следующие данные:
- обозначение стандарта на материал, уровень качества, сортамент и проектные технические условия;
- значения диаметра и толщины стенки (или диапазон);
- разделку кромок и форму, включая допуски;
- процесс технологии сварки;
- число и место расположения сварщиков;
- наименование расходных сварочных материалов, торговую марку и признанную классификацию;
- состав газовой смеси и расход;
- диаметр сварочного электрода, присадочной проволоки;
- количество присадочного порошкового металла или проволоки;
- параметры сварки: ток, напряжение, род тока, полярность, скорость перемещения, вылет электрода и угол между электродом и изделием для каждой дуги (или диапазон);
- число сварочных дуг, а также холодная или горячая присадочная проволока;
- положение (положения) при сварке и направление сварки;
- продольные или поперечные перемещения электрода;
- диаметр мундштука;
- число проходов;
- число проходов до перемещения баржи;
- закрепление (изнутри или снаружи);
- максимальное значение времени между проходами;
- минимальное значение температуры предварительного подогрева и диапазон температур перед наложением последующего слоя;
- термообработку после сварки.
С.4.1.3 В случае подводной сварки технические условия на сварку, в дополнение к С.4.1.1, должны содержать следующие данные:
- глубину воды (минимальную, максимальную);
- давление внутри камеры;
- состав газа внутри камеры;
- максимальное значение влажности;
- температуру внутри камеры (минимальную, максимальную);
- длину, тип и размер сварочной проволоки;
- позицию для измерений напряжения;
- вид сварочного оборудования.
С.4.2 Предварительные технические условия на сварку
С.4.2.1 Для каждой новой аттестации технологии сварки должны быть разработаны предварительные технические условия на технологию сварки (pWPS). В pWPS должны быть указаны диапазоны всех соответствующих параметров.
С.4.2.2 pWPS должны быть представлены на рассмотрение и утверждение потребителю до начала аттестации технологии сварки.
С.4.3 Отчет об аттестации
С.4.3.1 WPQR должен содержать значения всех параметров, используемых во время выполнения аттестационной сварки, а также результаты последующего контроля NDT, разрушающих испытаний и коррозионного испытания. WPQR должен быть представлен на рассмотрение и утверждение до начала процесса изготовления. Однако на собственный риск предприятия-изготовителя аттестация технологии сварки труб может быть проведена в первый день монтажа трубопровода.
С.4.4 Технические условия на технологию сварки
С.4.4.1 WPS должны быть разработаны на основе отчета об аттестации технологии сварки и утверждены в соответствии с требованиями указанного отчета. WPS представляют собой предварительные технические условия, скорректированные в соответствии с фактическими параметрами сварки. Все монтажные сварочные работы на трубопроводных системах и райзерах должны выполняться в соответствии с WPS.
С.4.5 Технические условия на ремонтную сварку
С.4.5.1 Технические условия на ремонтную сварку должны быть разработаны на основе WPQR для применяемого вида ремонтной сварки. Технические условия на ремонтную сварку в дополнение к информации, указанной в С.4.1, должны содержать данные о:
- способе устранения дефекта, подготовке и конфигурации зоны сварки;
- минимальной и максимальной глубинах и длине зоны ремонтной сварки;
- визуальном контроле и NDT, которые должны выполняться до сварки после устранения дефекта, а также контроле после выполнения ремонтной сварки.
С.4.6 Важнейшие параметры технологии сварки
С.4.6.1 Прошедшая аттестацию технология сварки остается действительной до тех пор, пока поддерживаются в заданном диапазоне значений важнейшие параметры сварки и регулярно проводятся производственные испытания. Если один или несколько значений параметров выходят за пределы заданного диапазона, технология сварки признается недействительной и подлежит корректировке и повторной аттестации.
С.4.6.2 В С.4.6.3 и С.4.6.4 приведены перечень важнейших параметров сварки и их допустимые интервалы значений. Для других специальных технологий сварки, возможно, потребуется применение других важнейших параметров и их допустимых отклонений.
С.4.6.3 Технология сварки, подготовленная конкретным изготовителем, считается приемлемой для сварки в цехах или на месте монтажа, если соблюдаются технические требования и выполняется контроль качества, как у данного изготовителя.
Следующие изменения требуют проведения новой аттестации.
Материалы:
- изменение требования к прочности, а именно: повышение класса прочности, но не наоборот;
- изменение состояния поставки (ТМСР, структуры после Q/T или после нормализации);
- изменение технологии изготовления: прокатка, ковка или литье;
- любое увеличение Рст свыше 0,02, увеличение СЕ свыше 0,03 и содержания С свыше 0,02 %;
- любое изменение происхождения основного металла (сталепрокатный завод) для сталей с SMYS > 415 МПа.
Диаметр:
изменение диаметра в следующих диапазонах:
- D < 100 мм;
- 100 мм < D < 300 мм;
- D > 300 мм.
Толщина:
изменение толщины, превышающее диапазон от 0,75t до 1,5t, при t £ 30 мм, где t - номинальная толщина сварного образца, исключая толщину любого антикоррозионного покрытия.
При t > 30 мм изменение, выходящее за диапазон от 0,75t до 1,25t.
Форма разделки кромок:
любое изменение размеров кромок, выходящее за пределы допусков, указанных в утвержденных технических условиях на технологию сварки.
Центраторы:
любое изменение внутреннего крепления на наружное или наоборот.
Технология сварки:
любое изменение.
Число электродов:
изменение системы сварки: одноэлектродной на многоэлектродную или наоборот.
Сварочное оборудование:
- любое изменение типа и модели оборудования для механизированной сварки;
- любое изменение типа и модели оборудования для полуавтоматической сварки (оборудование для подачи проволоки для ручной сварки), используемого для монтажной сварки (включая подводную сварку).
Характеристики дуги:
любые изменения, влияющие на режим переноса или производительность наплавки.
Расходные сварочные материалы:
любое изменение типа, класса, диаметра и марки, а также наличие или отсутствие порошковой, холодной или горячей присадочной проволоки.
Вылет электрода:
любое изменение значения вылета электрода выходящее за пределы значений допусков, указанных в утвержденных технических условиях на технологию сварки.
Защита в среде газа:
изменение, выходящее за пределы 10 % заданного состава смеси, номинального химического состава и номинального расхода.
Положение при сварке:
изменение основного положения шва при сварке на положение, не проверенное при аттестации согласно таблице С.2.
Направление сварки:
изменение направления «вертикально вниз» на «вертикально вверх» или наоборот.
Число проходов:
изменение однопроходной сварки на многопроходную или наоборот.
Полярность:
любое изменение.
Подводимая теплота:
- для сталей с SMYS £ 415 МПа любое изменение подводимого количества тепла свыше 15 %;
- для сталей с SMYS > 415 МПа изменения подводимого количества тепла не должны превышать ±10 %, если не оговорено иное.
Интервал времени между проходом при заварке корня шва и первым проходом, заполняющим разделку:
любая задержка значительно повышает опасность образования холодных трещин по сравнению с ожидаемой опасностью.
Предварительный подогрев:
любое снижение минимальной температуры, установленной при аттестации.
Температура перед наложением последующего слоя:
любое изменение свыше плюс 25 °С по сравнению с максимальной температурой перед наложением последующего слоя.
Охлаждение сварных соединений:
любое изменение способа охлаждения, приводящее к сокращению времени охлаждения, по сравнению с аттестацией (монтажная сварка).
Термообработка после сварки:
любое изменение режима термообработки после сварки по сравнению с аттестацией.
Продольное, поперечное перемещение электрода:
продольное, поперечное перемещение электрода, превышающее заданный диаметр более чем в три раза.
Число сварщиков:
сокращение числа сварщиков для заварки корня и горячего прохода.
Таблица С.2 - Основные оценочные положения при сварке
|
Положение шва при испытании |
Применяемое положение шва при сварке1 |
|
1G (PA) |
1G (PA) |
|
2G (PC) |
1G + 2G (PA + PC) |
|
5G (PF/PG) |
1G + 3G + 5G (PA + PF/PG) |
|
2G + 5G (PC + PF/PG) |
Все |
|
6G (H-L045) |
Все |
|
1) Сварка образца при аттестации стыковых швов может применяться также для сварки угловых швов, например, положения 1G и 5G можно применять для 1F и 5F соответственно. |
|
С.4.6.4 Основными параметрами подводной сварки являются вышеуказанные параметры, а также следующие:
Давление внутри камеры:
любое изменение.
Состав газа внутри камеры:
любое изменение.
Влажность:
любое увеличение влажности более чем на плюс 10 % максимальной относительной влажности (Rh) во время аттестации.
С.5 Аттестация технологии сварки
С.5.1 Общая часть
С.5.1.1 Сварка, выполняемая при аттестации, должна соответствовать требованиям принятых pWPS с использованием того же сварочного оборудования, которое будет применяться при монтажной сварке, и при условиях, отражающих реальные условия окружающей среды, при выполнении работ в цехе, на месте монтажа, на судне или в естественной среде (см. С.4.2, С.4.3, С.4.4).
С.5.1.2 Число сварных швов, выполняемых при аттестации должно быть достаточным для получения нужного числа образцов для испытаний с разрушением образца. При определении числа сварных швов, выполняемых при аттестации, следует рассмотреть допустимость повторных испытаний.
С.5.1.3 Сварные швы, выполняемые при аттестации, должны быть достаточных размеров, чтобы установить фактические ограничения во время сварки.
С.5.1.4 Аттестация технологии монтажной сварки должна учитывать угол наклона к оси трубы, температуру перед наложением последующего слоя, применение предварительного подогрева, теплопроводность, интервал времени между наложениями слоев, и т.д. Основной металл для аттестации необходимо выбирать из верхней области для заданного химического состава С-Mn сталей и номинальной области для заданного химического состава коррозионно-стойких сплавов. Если при монтажной сварке прихваточные швы переплавляются в окончательный шов, соответствующие прихваточные швы должны выполняться также во время монтажной сварки образца при аттестации.
С.5.1.5 При аттестации технологии сварки для труб или соединительных деталей, имеющих продольные сварные соединения, необходимо предусмотреть образцы продольного шва для исследования макроструктуры и определения твердости, см. таблицу С.3 (примечание 8) и рисунок С.2 (примечание 2). Для всех положений шва при сварке, за исключением 1G(PA) и 2G(PC), рекомендуется выполнить сварку продольного шва одной из труб, используемых при аттестации технологии сварки, в положении «6 ч» или «12 ч».
С.5.1.6 Аттестационные испытания угловых швов напорных трубопроводов или деталей можно проводить посредством сварки встык с полным проплавлением основного металла при условии, что применяются основные параметры согласно С.4.6.
С.5.1.7 Аттестационные испытания наплавки должны проводиться на испытательном образце, который является представительным по размеру и толщине основного металла, используемого при монтаже. При аттестации технологии сварки должна применяться минимальная толщина наплавленного слоя, которая используется во время монтажной сварки.
С.5.1.8 Сварные соединения трубопроводов, подвергаемых накопленным пластическим деформациям в связи со способом монтажа и/или эксплуатационными нагрузками (см. 9.4.3), требуют проведения дополнительной аттестации технологии сварки кольцевого шва (см. С.5.6 и таблицу С.4).
С.5.1.9 Все сварные швы, выполняемые при аттестации, должны быть подвергнуты 100 %-ному визуальному контролю, радиографическому контролю, ультразвуковому контролю и контролю поверхностной дефектоскопии. Методика проведения контроля должна соответствовать требованиям приложений D и Н. Необходимые механические и коррозионные испытания для соответствующего типа материала и сварки должны проводиться согласно С.5.3 - С.5.7.
С.5.1.10 За исключением монтажной сварки и сварки при стыковке плетей, технологии сварки, прошедшие предварительную аттестацию, могут быть использованы в новом производстве при условии, что указанные способы недавно применялись для изготовления с аналогичными или более строгими требованиями. Успешное применение таких способов сварки должно быть документально подтверждено в отчетах о недавно проведенных соответствующих испытаниях.
С.5.2 Аттестация технологии ремонтной сварки
С.5.2.1 Технология ремонтной сварки должна быть проверена посредством отдельных аттестационных испытаний ремонтной сварки. Должен быть согласован объем испытаний на основе видов и объема применяемой ремонтной сварки.
С.5.2.2 Температура предварительного подогрева при ремонтной сварке должна быть не менее чем на 50 °С выше заданной минимальной температуры предварительного подогрева монтажной сварки.
С.5.2.3 Если на трубе или детали, прошедшей термическую обработку, проводится ремонтная сварка, возможно, потребуется соответствующая повторная термообработка, которая должна быть включена в аттестацию ремонтной сварки в зависимости от ее влияния на свойства и микроструктуру существующего металла шва и основного металла.
С.5.2.4 NDT механических испытаний и коррозионных испытаний (если применяются) должен быть таким же, как при аттестации монтажной сварки, но с дополнительным испытанием ударной вязкости в HAZ между существующим металлом шва и ремонтной наплавкой. Число и местоположение испытаний ударной вязкости необходимо согласовывать для каждого конкретного случая. Способы ремонтной сварки должны соответствовать тем же требованиям, которые предъявляются к основной сварке. Ремонтная сварка на всей толщине или на половине толщины должна быть испытана аналогично основному способу сварки. Для других ремонтных сварок проводятся анализ макроструктуры, испытание на загиб и определение значения твердости.
С.5.2.5 Аттестационные испытания должны проводиться на трубных катушках или деталях труб при условиях, имитирующих реальные условия ремонтной сварки, подлежащей аттестации, например:
- ремонтная сварка на всей толщине или на половине толщины;
- мелкая ремонтная наплавка поверхности сварного шва;
- однопроходная ремонтная сварка.
Длина катушки или испытуемого материала должна быть достаточной для получения реальных ограничений.
С.5.2.6 Если по соглашению разрешается ремонтная сварка на внутренней поверхности, тогда технология ремонтной сварки на внутренней стороне одностороннего шва должна быть подвергнута отдельной аттестации.
С.5.3 Аттестация продольных и спиральных сварных швов в трубах и соединительных деталях
С.5.3.1 Предварительные аттестационные испытания являются обязательными для изготовителей с ограниченным опытом изготовления труб и соединительных деталей в соответствии с фактическими или аналогичными техническими условиями.
С.5.3.2 Сварка должна выполняться согласно подробным pWPS или WPS, как указано в С.4.
pWPS должны быть подтверждены аттестационными испытаниями с применением контроля неразрушающими методами, механических испытаний и коррозионных испытаний (если они применяются).
С.5.3.3 Вид и число испытаний указаны в таблице С.3, методы и критерии приемки приведены ниже в С.6.
Таблица С.3 - Аттестация технологии сварки для продольных швов труб и соединительных деталей
|
Значение параметров шва, выполняемого при испытаниях, мм |
Число аттестационных испытаний в зависимости от вида |
|||||||||
|
Толщина стенки, мм |
Номинальный диаметр трубы D, мм |
Испытание на растяжение поперек шва |
Испытание на растяжение образца из металла шва1) |
Испытание на загиб с растяжением корня шва |
Испытание на загиб с растяжением лицевой стороны шва |
Испытание на боковой загиб2) |
Испытание на ударную вязкость комплекта образцов Шарпи с V-образным надрезом3), 4), 5), 6), 7) |
Анализ макроструктуры и определение твердости |
Коррозионное испытание, анализ микроструктуры |
Вязкость разрушения |
|
< 20 |
£ 300 |
2 |
1 |
2 |
2 |
0 |
4 |
1 |
-8) |
69) |
|
> 300 |
2 |
1 |
2 |
2 |
0 |
4 |
1 |
-8) |
69) |
|
|
³ 20 |
£ 300 |
2 |
1 |
0 |
0 |
4 |
4 |
1 |
-8) |
69) |
|
> 300 |
2 |
1 |
0 |
0 |
4 |
4 |
1 |
-8) |
69) |
|
|
1) Для труб, сваренных токами высокой частоты (HFW), образец для испытания на растяжение должен быть расположен вдоль сварного шва в пределах зоны термообработки. 2) Для плакированных, футерованных труб испытание на боковой загиб должно проводиться на двух дополнительных образцах. 3) Каждый комплект образцов Шарпи с V-образным надрезом состоит из трех образцов. Испытания на ударную вязкость должны проводиться на образцах с V-образным надрезом, отобранных в металле шва, на FL, в точке FL + 2 мм и FL + 5 мм. При t < 6 мм испытание на ударную вязкость не требуется. 4) Там, где применяются несколько способов сварки или используются разные расходные сварочные материалы, испытание на ударную вязкость должно проводиться в соответствующих зонах сварного шва, если подлежащая испытанию зона не может являться представительной для всего сварного шва. 5) Для двусторонних сварных швов на С-Mn сталях с SMYS > 415 МПа должно быть изготовлено четыре дополнительных комплекта образцов Шарпи с V-образным надрезом, отобранных из металла шва, FL (отбор пробы 50 % от HAZ), FL + 2 мм и FL + 5 мм в корне шва, см. рисунок В.6 (приложение В). 6) Если толщина стенки при выполнении одностороннего шва превышает 20 мм, должно быть изготовлено два дополнительных комплекта образцов Шарпи с V-образным надрезом, отобранных из корня шва и на FL в зоне корня шва. 7) Для труб HFW испытание на ударную вязкость должно проводиться на образцах Шарпи с V-образным надрезом, отобранных на FL, FL + 2 мм и на линии фазового перехода (TL) (которая сформировалась во время местной термообработки после сварки). 8) Требования к коррозионному испытанию и анализу микроструктуры установлены в приложении F и зависят от условий эксплуатации и типа материала. 9) Три образца из основного металла и три образца из металла шва. Испытание на вязкость разрушения не требуется при t до 13 мм. |
||||||||||
С.5.4 Аттестация кольцевых сварных швов в райзерах, компенсаторах и трубных плетях для буксировки
С.5.4.1 Предварительные аттестационные испытания являются обязательными для подрядчиков с ограниченным опытом производства в соответствии с фактическими или аналогичными техническими условиями.
С.5.4.2 Аттестация технологии сварки на райзерах, компенсаторах и трубных плетях для буксировки может проводиться посредством любого из методов дуговой сварки, указанных в С.1.2.
С.5.4.3 Для систем механизированной сварки с ограниченным опытом применения или там, где система используется в новых условиях, требуется проведение более обширных предварительных квалификационных испытаний или документальное подтверждение до применения системы. Объем и содержание предварительных аттестационных испытаний для таких систем механизированной сварки должны быть согласованы с потребителем. Подрядчик должен проверить и документально подтвердить, что системы сварки являются надежными и что процесс сварки можно постоянно контролировать и регулировать.
С.5.4.4 Виды и число разрушающих испытаний для аттестации технологии сварки указаны в таблице С.4 с методами и критериями приемки, как описано ниже в С.6.
Таблица С.4 - Аттестация технологии сварки кольцевых швов
|
Значение параметров шва, выполняемого при испытаниях, мм |
Число аттестационных испытаний в зависимости от вида |
||||||||||
|
Толщина стенки, мм |
Номинальный диаметр трубы D, мм |
Испытание на растяжение поперек шва |
Испытание на растяжение образца из металла шва1) |
Испытание на загиб с растяжением корня шва |
Испытание на загиб с растяжением лицевой стороны шва |
Испытание на боковой загиб10) |
Испытание на загиб продольного шва11) |
Испытание на ударную вязкость комплекта образцов Шарпи с V-образным надре- зом2), 3), 4), 7) |
Анализ макроструктуры и определение твердости8) |
Коррозионное испытание, анализ микроструктуры |
Вязкость разрушения |
|
< 20 |
£ 300 |
2 |
- |
21) |
11) |
0 |
2 |
4 |
2 |
-9) |
-12) |
|
> 300 |
4 |
2 |
41) |
41) |
0 |
2 |
4 |
2 |
-9) |
-12) |
|
|
³ 20 |
£ 300 |
2 |
- |
0 |
0 |
4 |
2 |
45), 6) |
2 |
-9) |
-12) |
|
> 300 |
4 |
2 |
0 |
0 |
8 |
2 |
45), 6) |
2 |
-9) |
-12) |
|
|
1) Для видов сварки с высоким потенциалом возникновения дефектов типа «непровар», вместо испытаний на загиб с растяжением обратной стороны шва и с растяжением наружной стороны шва, должны проводиться испытания на боковой загиб. 2) При t < 6 мм испытание на ударную вязкость не требуется. 3) Каждый комплект образцов Шарпи с V-образным надрезом состоит из трех образцов. 4) Испытания на ударную вязкость должны проводиться на образцах с V-образным надрезом, отобранных в металле шва, на FL, FL + 2 мм и FL + 5 мм. 5) Для двусторонних сварных швов на С-Mn сталях с SMYS от 415 МПа должно быть изготовлено четыре дополнительных комплекта образцов Шарпи с V-образным надрезом, отобранных из металла шва, FL (отбор пробы 50 % зоны термического влияния), FL + 2 мм и FL + 5 мм в корне шва, см. рисунок В.6 (приложение В). 6) Если толщина стенки при выполнении одностороннего шва превышает 20 мм, должно быть изготовлено два дополнительных комплекта образцов Шарпи с V-образным надрезом, отобранных из корня шва и на FL в корне шва. 7) Там, где применяется несколько способов сварки или используются разные расходные сварочные материалы, испытание на ударную вязкость должно проводиться в соответствующих зонах сварного шва, если подлежащая испытанию зона не может являться представительной для всего сварного шва. 8) Для кольцевых швов в сварной трубе один образец для анализа макроструктуры и определения твердости должен включать продольный сварной шов трубы. 9) Требования к коррозионному испытанию и анализу микроструктуры установлены в С.6 и зависят от условий эксплуатации и типа материала. 10) Для плакированных, футерованных труб испытание на загиб должно проводиться посредством испытания на боковой загиб. 11) Испытания на продольный загиб применяются только для плакированных/футерованных труб. 12) Испытание на вязкость разрушения должно проводиться только в случае, если требуется ЕСА (см. С.6.3.14). Если не оговорено иное, объем испытаний должен соответствовать В.1.8 (приложение В). |
|||||||||||
С.5.5 Аттестация кольцевых швов для монтажа и стыковки плетей
Монтаж, общая часть
С.5.5.1 Предварительные аттестационные испытания являются обязательными для Подрядчиков с ограниченным опытом в области монтажной сварки и стыковки плетей согласно согласованным техническим условиям.
С.5.5.2 Аттестация технологии сварки для монтажа и стыковки плетей трубопроводных систем и элементов трубопроводов может проводиться посредством любого из видов дуговой сварки, указанных в С.1.2.
C.5.5.3 WPS должны быть подтверждены посредством NDT, механическими испытаниями и коррозионными испытаниями (если применяются) до начала любой монтажной сварки.
С.5.5.4 Вид и число разрушающих испытаний при аттестации технологии сварки указаны в таблице С.4 с методами и критериями приемки, как описано ниже в С.6. По соглашению с потребителем для сварки шва в положении 1G (РА) и 2G (PC) число механических испытаний можно сократить в два раза, см. таблицу С.4.
С.5.5.5 Для систем механизированной сварки с ограниченным опытом применения или там, где система используется в новых условиях, требуется проведение более обширных предварительных квалификационных испытаний или документальное подтверждение о допуске указанных систем к применению. Объем и содержание предварительных квалификационных испытаний для таких систем механизированной сварки должны быть согласованы с потребителем до начала их проведения. Подрядчик должен проверить и документально подтвердить, что системы сварки являются надежными и технологию сварки можно постоянно контролировать и регулировать.
С.5.6 Аттестация кольцевых швов, испытывающих накопленную пластическую деформацию
С.5.6.1 В сварных швах трубопроводов, деформированных в следствие монтажа и/или эксплуатации (см. 9.4.3, 12.5), возникают высокие местные напряжения. В металле шва и/или в HAZ могут возникать чрезвычайно высокие пластические деформации, вызванные различными пределами текучести основного металла и металла шва, а также различиями значений толщины стенок или диаметров двух концов труб. Чтобы исключить недопустимо высокие местные концентрации деформаций и связанную с ними опасность механического старения, испытание технологии сварки должно продемонстрировать, что металл шва и основной металл, по возможности, имеют одинаковые механические свойства и что металл шва обладает такой же склонностью к упрочнению и старению, как материал трубы.
С.5.6.2 Должна быть представлена документация с результатами механических испытаний сварных швов, подвергшихся пластической деформации или правке. Документация должна содержать сведения о типе и пределе прочности основного металла, степени пластической деформации, периоде времени между каждым циклом деформации, типе расходных сварочных материалов, параметрах сварки и механических свойствах сварного шва. Особое внимание должно уделяться операциям наложения слоев с большими интервалами времени или высокими температурами между отдельными циклами деформации, которые могут привести к старению до последующей деформации трубы.
С.5.6.3 При аттестации технологии сварки должны быть проведены дополнительные испытания материала на образцах материала, включая сварку кольцевого шва, которые до визуального контроля и контроля неразрушающими методами были подвергнуты значительной деформации путем осевого растяжения и сжатия, а также искусственному старению (см. 9.4.3).
С.5.6.4 Вид и число дополнительных разрушающих испытаний при аттестации технологии сварки указаны в таблице С.5 с методами и критериями приемки в соответствии с 9.4.3 и С.6.
Таблица С.5 - Дополнительные испытания при аттестации кольцевых швов, испытывающих накопленную пластическую деформацию
|
Значение параметров шва, выполняемого при испытаниях, мм |
Число аттестационных испытаний в зависимости от вида |
||||||
|
Толщина стенки, мм |
Номинальный диаметр трубы D, мм |
Испытание на растяжение образца из металла шва, подвергнутого деформации и искусственному старению1), 2) |
Испытание на растяжение поперек шва образца из металла шва, подвергнутого деформации и искусственному старению3) |
Испытание на растяжение образца из основного металла, подвергнутого деформации и искусственному старению |
Анализ макроструктуры и определение твердости4) |
Испытание на ударную вязкость комплекта образцов Шарпи с V-образным надрезом, подвергнутых деформации и искусственному старению5), 6), 7), 8) |
Испытания на вязкость разрушения и испытание J-R |
|
< 20 |
£ 300 |
2 |
4 |
2 |
1 |
4 |
-9) |
|
> 300 |
2 |
4 |
2 |
1 |
4 |
-9) |
|
|
³ 20 |
£ 300 |
2 |
4 |
2 |
1 |
4 |
-9) |
|
> 300 |
2 |
4 |
2 |
1 |
4 |
-9) |
|
|
1) Образцы для испытаний отбирают в точках «1 час» и «7 часов». 2) При t < 10 мм испытание на растяжение металла шва не требуется. 3) Отбор образцов для испытаний должен выполняться, как для труб с наружным диаметром > 300 мм (см. рисунок С.2). 4) Для кольцевых швов в сварной трубе один образец для анализа макроструктуры и определения твердости должен включать продольный сварной шов трубы. 5) При t < 6 мм испытание на ударную вязкость не требуется. 6) Каждый комплект образцов Шарпи с V-образным надрезом состоит из трех образцов. 7) Испытания на ударную вязкость должны проводиться на образцах с V-образным надрезом, отобранных в металле шва, на FL, в FL + 2 мм и FL + 5 мм. 8) Там, где применяется несколько способов сварки или используются разные расходные сварочные материалы, испытание на ударную вязкость должно проводиться в соответствующих зонах сварного шва, если подлежащая испытанию зона не может являться представительной для всего сварного шва. 9) Объем испытаний и подробности методики испытаний должны быть согласованы. |
|||||||
С.5.6.5 Число сварных швов, выполняемых при испытании, должно быть достаточным для изготовления требуемого числа образцов для разрушающих испытаний, как указано в технических условиях. Допустимость повторных испытаний следует рассмотреть при принятии решения о числе контрольных сварных швов, подвергаемых пластической деформации и правке.
Таблица С.6 - Аттестация технологии наплавки
|
Значение параметров шва, выполняемого при испытаниях, мм |
Число аттестационных испытаний в зависимости от вида |
|||||
|
Толщина стенки, мм |
Образцы для испытаний на боковой загиб1) |
Анализ макроструктуры и определение твердости |
Химический анализ |
Испытание на растяжение образца из металла шва2) |
Испытание на ударную вязкость комплекта образцов Шарпи с V-образным надрезом2), 3), 4) |
Коррозионное испытание5) |
|
Все |
4 |
1 |
1 |
2 |
4 |
1 |
|
1) Образцы для испытаний на боковой загиб отбирают в направлении, перпендикулярном к направлению сварки. 2) Требуется только в том случае, если материал наплавки подвергается воздействию нагрузки. 3) Требуется только в том случае, если материал наплавки подвергается воздействию нагрузки, направленной перпендикулярно к границе сплавления наплавленного/основного металла. 4) Каждый комплект образцов Шарпи с V-образным надрезом состоит из трех образцов. Испытания на ударную вязкость должны проводиться на образцах с V-образным надрезом, отобранных в наплавленном металле, на FL, в FL + 2 мм и FL + 5 мм. 5) Только, если соответствует требованиям С.6.6.12 и С.6.6.13. |
||||||
С.5.7 Аттестация подводной сварки при стыковке плетей
С.5.7.1 Программа аттестации должна включать не менее одного сварного соединения, выполненного ручной сваркой, и не менее трех сварных соединений, выполненных механизированной сваркой.
С.5.7.2 Аттестация технологии сварки должна проводиться также при заделке возможных отверстий для выпуска воздуха. В таком случае аттестация должна, как минимум, включать испытание на ударную вязкость металла шва, FL, FL + 2 мм и FL + 5 мм и испытание на растяжение образца из металла шва. Аттестацию можно проводить как аттестацию «стыковой» сварки при условии, что принимается во внимание пуск, остановка и что моделируются ограниченные условия доступа, как при реальной монтажной сварке.
С.5.7.3 Программа аттестации может быть дополнена, если подводная сварка должна выполняться в условиях, для которых отсутствует достаточный предварительный опыт, или выполняется персоналом компании с ограниченным опытом в данной области.
С.5.7.4 Если способ сварки должен применяться в большом диапазоне глубин, возможно, в каждом случае потребуется специальная оценка и аттестация при одном или нескольких давлениях.
С.5.7.5 Напряжение и ток сварочных цепей предпочтительно непрерывно контролировать в дуге. Если напряжение измеряется в источнике питания, должна быть выполнена калибровка с учетом типа, длины и поперечного сечения сварочных кабелей.
С.5.8 Аттестация наплавки
С.5.8.1 Наплавка должна выполняться GTAW или работающей в импульсном режиме GMAW. Другие способы могут применяться по согласованию. WPS должны быть подтверждены NDT, механическими испытаниями и коррозионными испытаниями (если применяются) до начала любой монтажной сварки.
С.5.8.2 Вид и число разрушающих испытаний для аттестации технологии сварки указаны в таблице С.2, методы и критерии приемки приведены в С.6.
С.5.8.3 До начала монтажных сварочных работ должна быть проведена аттестация технологии ремонтной сварки. Ремонтная сварка, выполняемая на наплавке, которая подвергается механической обработке до окончательной толщины, подлежит отдельной аттестации.
С.5.9 Аттестация сварки строительных конструкций
С.5.9.1 Технологии сварки элементов конструкций, поставляемых как часть трубопроводной системы, подлежат аттестации в соответствии с [88]. Требования должны соответствовать категории конструкции в зависимости от элементов и напряжений в ней. Объем испытаний на растяжение и ударную вязкость, определения твердости, а также значений температуры при испытаниях, как правило, должны соответствовать требованиям вышеуказанного стандарта.
С.6 Контроль и испытания
С.6.1 Общая часть
С.6.1.1 Визуальный контроль, все виды неразрушающего контроля, все механические испытания и коррозионные испытания образцов должны выполняться в состоянии «после сварки» или «после термообработки после сварки», в зависимости от требований предъявляемых к готовому изделию.
С.6.2 Визуальный контроль и контроль неразрушающими методами
С.6.2.1 Каждый сварной шов, выполняемый при испытании, подлежит 100 %-ному визуальному контролю и контролю неразрушающими методами (см. разделы 9, 10 и 12) с критериями приемки в соответствии с требованиями производственной сварки.
С.6.2.2 Наплавка подлежит контролю неразрушающими методами, при этом контролируемая поверхность и толщина наплавки должны быть представительными для производственной сварки, например, после механической обработки наплавленного металла до толщины 3 мм или до толщины, представительной для толщины готового компонента.
С.6.3 Испытание разрушающими методами сварных стыков
С.6.3.1 Вид и число механических испытаний и анализов микроструктуры при аттестации указаны в таблицах С.3 - С.6. Отбор образцов для испытаний проводится согласно рисункам С.1 и С.2 соответственно для продольных швов в трубопроводах и соединительных деталях и кольцевых швов.
С.6.3.2 Размеры образцов и методы испытаний указаны в приложении В.
С.6.3.3 Если на результаты испытания влияют неправильно выполненный отбор проб, механическая и иная обработка, подготовка, другая обработка и методика испытания, тогда пробу или образец для испытаний (согласно требованиям) необходимо заменить правильно подготовленной пробой или образцом, после чего может быть проведено повторное испытание.
С.6.3.4 Испытание с неудовлетворительными результатами может быть проведено повторно. Причины неудовлетворительных результатов должны быть проанализированы и изложены в отчете до проведения повторного испытания. Повторные испытания должны проводиться на двух дополнительных образцах (комплектах) образцов для испытаний. Если результаты испытаний на обоих образцах (комплектах) соответствуют требованиям, общий результат испытания считается удовлетворительным. Все результаты испытания, включая неудовлетворительные, должны быть документально зафиксированы в отчетах.
Испытание на растяжение поперек шва
С.6.3.5 Предел прочности при растяжении сварного соединения должен быть не менее чем нормативный предел прочности при растяжении основного металла. Если свариваются материалы разных марок, предел прочности при растяжении сварного соединения должен быть не ниже нормативного минимального предела прочности при растяжении менее прочного материала.
Испытание на растяжение образцов из металла шва
С.6.3.6 Верхний предел текучести или Rt0,5 и предел прочности при растяжении должны быть не ниже значений этих показателей, заданных для металла шва (см. С.3.3), и относительное удлинение должно быть не менее чем задано для основного металла. Если свариваются материалы разных марок, показатели прочности металла шва должны быть не ниже нормативного минимального предела прочности менее прочного материала.
Испытание на загиб
С.6.3.7 При испытании на загиб не допускаются какие-либо явные дефекты, размеры которых в любом направлении превышают 3 мм. Незначительными пластичными разрывами менее 6 мм на кромках образца можно пренебречь, если указанные разрывы не связаны с явными дефектами.
Испытание продольных образцов на загиб с растяжением корня шва для плакированных, футерованных труб
С.6.3.8 При испытании на изгиб не должны быть обнаружены какие-либо явные дефекты, размеры которых в любом направлении превышают 3 мм. Незначительными пластичными разрывами менее 6 мм на кромках образца можно пренебречь, если указанные разрывы не связаны с явными дефектами.
Испытание на ударную вязкость на образцах Шарпи с V-образным надрезом
С.6.3.9 Среднее арифметическое результатов испытаний отдельных образцов и полученное на отдельном образце значение ударной вязкости, определенной на образцах Шарпи с V-образным надрезом, в каждом положении должно быть не ниже этого показателя, заданного для основного материала в поперечном направлении (значение KVT), см. таблицы 9.3, 9.4 и 9.6. Любое требование к свойствам, препятствующим распространению разрушения, как указано в таблицах, не должно применяться для сварного шва и HAZ.
С.6.3.10 Если свариваются материалы разных марок, должна быть проведена серия испытаний на ударную вязкость в HAZ на каждой стороне шва. Металл шва должен соответствовать более жестким требованиям к затраченной энергии.
Макрошлиф
С.6.3.11 Макрошлиф должен быть представлен на фотографиях (не менее чем с пятикратным увеличением).
С.6.3.12 На макрошлифе должен быть показан бездефектный плавный переход металла шва в основной металл без дефектов сварного шва в соответствии с визуальным контролем и с критериями оценки при контроле неразрушающими методами согласно приложению D.
Определение твердости
С.6.3.13 Максимальное значение твердости не должно превышать предельные значения, указанные в 9.3.2, 9.3.3 и 9.4.1, применяемые для соответствующих условий эксплуатации и типа испытуемого материала.
Испытания на вязкость разрушения
С.6.3.14 Вязкость разрушения должна быть не ниже показателя, заданного для основного металла и сварного шва в 9.3. В случае кольцевых швов испытания на вязкость разрушения должны проводиться только, если это необходимо для ЕСА, см. подраздел 12.5. Объем испытаний должен соответствовать требованиям В.1.8 (приложение В).
Испытание кольцевых сварных швов, подвергнутых накопленным пластическим деформациям
С.6.3.15 Кольцевые сварные швы должны быть подвергнуты пластической деформации и старению в соответствии с С.5.6. Механические испытания, указанные в таблице С.5, должны соответствовать требованиям 9.4.3. Разность полученных значений пределов текучести основного металла и металла шва не должна превышать 100 МПа.
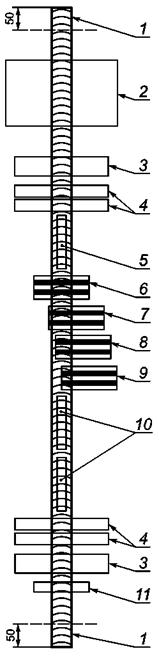
|
1 - выбраковка от
верхнего и
нижнего края
сварки 50 мм; 2 - образец для
исследования
микроструктуры, коррозионных испытаний
или испытаний
на вязкость
разрушения; 3 - испытание на
растяжение; |
Рисунок С.1 - Отбор образцов для испытаний из продольных сварных швов,
изготовленных труб или трубных деталей для проведения
аттестации
технологии
сварки
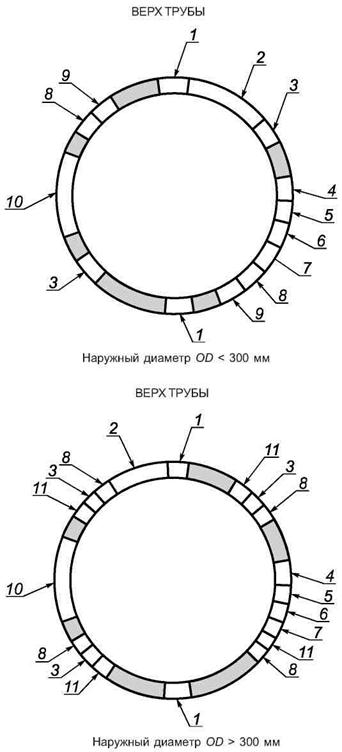
|
1 - определение твердости/макрошлиф; 2 - испытание на растяжение всего металла шва; 3 - испытание на растяжение; 4 - металл шва; 5 - линия сплавления FL; 6 - FL + 2 мм; 7 - FL + 5 мм; 8 - загиб корня шва или боковой загиб; 9 - лицевой или боковой загиб; 10 - образцы для исследования микроструктуры, коррозионных испытаний или испытаний на вязкость разрушения; 11 - испытания на боковой загиб |
Примечания
1 Указанные места расположения для испытаний образцов не требуются для квалифицированных испытаний технологии сварки в положении 1G (РА) и 2G (PA), где положение образцов является произвольным.
2 В случае сварных труб один микрошлифт и образец для определения твердости должен включать в себя продольный шов трубы.
Рисунок С.2 - Кольцевые швы, отбор образцов для испытаний
на ударную вязкость для проведения аттестации технологии сварки
С.6.4 Испытание на сульфидное растрескивание под напряжением
С.6.4.1 Испытание на сульфидное растрескивание под напряжением должно выполняться для оценки материалов на соответствие требованиям к эксплуатации в кислой среде согласно 9.4.1. Методика испытаний - по В.2.4 (приложение В).
С.6.5 Испытание на коррозионную стойкость и исследование микроструктуры
Испытание на коррозионную стойкость
С.6.5.1 Нержавеющая сталь 25Сr (выплавленная дуплекс-процессом) подлежит испытанию на склонность к питтинговой коррозии. Методика испытаний описывается в В.2.2 (приложение В), критерии приемки указаны в 9.3.3.
Исследование микроструктуры
С.6.5.2 Для сварных соединений нержавеющей стали, выплавленной дуплекс-процессом, должно быть проведено исследование микроструктуры согласно 9.3.3.
С.6.5.3 Для плакированных/футерованных труб выполняется исследование микроструктуры коррозионно-стойкой части сварного соединения согласно 9.3.5.
С.6.5.4 Исследование микроструктуры других CRA должно проводиться в соответствии с 9.3.4.
С.6.6 Испытание наплавки
С.6.6.1 Если наплавка не должна способствовать повышению прочности, испытание на растяжение и испытание на ударную вязкость на образцах Шарпи с V-образным надрезом из материала наплавки не требуются. Если прочность наплавки учитывается как часть конструкции, материал наплавки должен быть подвергнут вышеуказанным испытаниям.
С.6.6.2 Основной металл должен сохранять заданные минимальные механические свойства после любой термообработки после сварки. Свойства основного металла в состоянии после термообработки после сварки должны быть документально подтверждены дополнительными испытаниями и зафиксированы в отчете как часть аттестации технологии сварки.
С.6.6.3 Если материал наплавки не рассматривается в качестве части конструкции и если свойства основного материала не ухудшаются в результате любой термообработки после сварки, как минимум, должны проводиться испытания согласно С.6.6.4 - С.6.6.7.
Испытание наплавки на загиб
С.6.6.4 Испытание на загиб должно проводиться в соответствии с В.1.5 (приложение В). При испытаниях на загиб не должны быть обнаружены дефекты размерами более 3 мм. Незначительными вязкими разрывами размерами менее 6 мм на кромках образца можно пренебречь, если указанные разрывы не связаны с явными дефектами.
Исследование макроструктуры наплавки
С.6.6.5 Макрошлиф должен быть представлен на фотографиях. На макрошлифе должен быть показан бездефектный плавный переход металла шва в основной металл без дефектов сварного шва в соответствии с визуальным контролем и с критериями оценки при NDT согласно приложению D.
Определение твердости наплавки
С.6.6.6 Максимальное значение твердости не должно превышать предельные значения, указанные в 9.3.2, 9.3.3, 9.3.5 и 9.4.1, применяемые для соответствующих условий эксплуатации и типа испытуемого материала. Если не оговорено иное, максимальное значение твердости материала наплавки не должно превышать предельные значения, указанные в [14] для эксплуатации в кислой среде.
Химический анализ наплавки
С.6.6.7 Химический состав должен быть определен согласно В.1.3 (приложение В). Местом определения химического состава является минимальная контрольная толщина, которая должна оставаться после любой механической обработки коррозионно-стойкой наплавки. Химический состав наплавленного металла должен соответствовать техническим условиям на сплав, применяемый в качестве материала наплавки.
Испытание на растяжение образца из наплавки, подвергаемой нагрузке
С.6.6.8 Испытание на растяжение образца из наплавки должно проводиться в соответствии с В.1.4 (приложение В).
С.6.6.9 Предел текучести и предел прочности при растяжении наплавки должен быть не менее чем нормативный предел прочности основного металла конструкции.
Испытание на ударную вязкость на образцах Шарпи с V-образным надрезом из наплавки, подвергаемой нагрузке
С.6.6.10 Если материал наплавки рассчитан на передачу нагрузки в направлении, поперечном FL основного металла и металла наплавки, должно быть проведено испытание на ударную вязкость наплавки и HAZ (например, если наплавка является частью стыкового соединения или выполняет функцию перехода между коррозионно-стойким сплавом и углеродистой сталью).
С.6.6.11 Среднее арифметическое результатов испытаний отдельных образцов или полученное на отдельном образце значение ударной вязкости, определенной на образцах Шарпи с V-образным надрезом, в каждом положении должно быть не ниже этого показателя, заданного для основного металла. Если свариваются материалы разных марок, должна быть проведена серия испытаний на ударную вязкость в HAZ на каждой стороне шва. Наплавленный металл должен соответствовать более жестким требованиям к нагрузке.
Коррозионное испытание и исследование микроструктуры наплавки
С.6.6.12 Должны быть специально установлены и согласованы требования к коррозионному испытанию и исследованию микроструктуры материалов наплавки из нержавеющей стали и никелевых сплавов, предназначенных для эксплуатации в морской воде.
С.6.6.13 Площадь поверхности для исследования микроструктуры должна быть представительной для толщины наплавки 3 мм или для минимальной толщины наплавки, заданной для готового изделия, в зависимости от того, какое значение меньше.
С.7 Требования к производству и сварке
С.7.1 Общая часть
С.7.1.1 Все сварочные работы должны выполняться с использованием сварочного оборудования и при таких условиях, которые являются приемлемыми для условий работы во время аттестации технологии сварки (см. С.5.1.1). Предварительная аттестация является обязательной для сварочных систем, если подрядчик имеет ограниченный опыт работы с такими системами или если сварочная система должна использоваться в новых условиях. Для обеспечения требуемого качества сварки все сварочное оборудование должно содержаться в исправном рабочем состоянии.
С.7.1.2 Все сварочные работы должны выполняться при контролируемых режимах сварки с надлежащей защитой от вредного воздействия окружающей среды, например влаги, пыли, сквозняков и значительных перепадов температур.
С.7.1.3 На все средства измерения должны быть сертификаты калибровки и документация, подтверждающая совместимость с программным обеспечением системы управления.
С.7.2 Производственная сварка
С.7.2.1 Все сварочные работы должны выполняться строго в соответствии с утвержденными техническими условиями на сварку и с требованиями настоящего подраздела. Если значение какого-либо параметра выходит за предельные диапазоны основных параметров, технические условия на сварку подлежат пересмотру, а технология сварки - повторной аттестации. Основные переменные параметры и их предельные отклонения указаны в С.4.6.
С.7.2.2 Свариваемые кромки должны быть очищены от влаги, масла, жирной смазки, ржавчины, науглероженного материала, покрытия и т.д., т.е. от всех примесей, которые могут ухудшить качество сварки. При сварке CRA, плакированных и футерованных материалов требуется очистка внутренней и наружной поверхностей трубы на участке не менее 20 мм от свариваемых кромок.
С.7.2.3 Продольные сварные швы должны располагаться в шахматном порядке на расстоянии не менее 50 мм и, по возможности, находиться в верхней половине трубопровода.
С.7.2.4 Если практически осуществимо, значение минимальной температуры предварительного подогрева необходимо измерять на расстоянии не менее 75 мм от краев кромок на стороне, противоположной источнику нагрева. Если такое измерение невозможно, требуется подтвердить правильность измерения на наружной стороне.
С.7.2.5 Значение температуры перед наложением последующего слоя необходимо измерять на краю кромки непосредственно перед началом следующего прохода.
С.7.2.6 Число сварщиков и последовательность выполнения сварки необходимо выбирать из условия обеспечения минимальной деформации трубопровода или соединительных деталей.
С.7.2.7 Центраторы не должны быть удалены до завершения первых двух проходов. Способ демонтажа центраторов должен быть смоделирован и подвергнут испытанию во время аттестации технологии сварки. Если для центровки необходима прихватка, такая сварка должна выполняться только в сварочных кромках, если прихватка проверена при квалификационных испытаниях технологии сварки. Дефектные прихваточные швы должны быть полностью удалены.
С.7.2.8 Точки начала/остановки сварки должны быть распределены по всей длине шва и не «скапливаться» в одной зоне.
С.7.2.9 Сварка не должна прерываться, прежде чем соединение не достигнет достаточной прочности для исключения пластической деформации и растрескивания во время обработки. Перед началом сварки после прерывания требуется предварительный подогрев до значения минимальной температуры перед наложением последующего слоя, заданного для данного прохода.
С.7.2.10 Опоры, крепления, грузоподъемные устройства и т.д., используемые для постоянного закрепления райзеров и трубопроводов, должны быть приварены к дублирующему кольцу или пластине. Временные дублирующие кольца должны быть зафиксированы зажимами. Сварка временных креплений подлежит согласованию.
С.7.2.11 Постоянные дублирующие кольца и пластины должны быть изготовлены из материалов, удовлетворяющих требованиям к сосудам давления. Дублирующие кольца должны быть изготовлены из полностью охватывающих муфт с продольными сварными швами с подкладками и без сплавления с материалом основной трубы. Другие швы должны быть непрерывными и выполненными с учетом минимизации риска растрескивания и расслоения корня шва.
С.7.2.12 Сопряжения, в которых изменяется толщина материала или предел текучести, должны соответствовать приложению I [20] или другому равноценному нормативному документу.
С.7.2.13 Подготовку кромок на месте монтажа предпочтительно выполнять с помощью фрезерного станка.
С.7.2.14 После резки трубопровода или листового материала для подготовки новых кромок должен быть проведен новый контроль на отслаивание ультразвуковым и магнитопорошковым или капиллярным способами.
С.7.2.15 Значение максимального зазора между свариваемыми кромками для угловых швов должно быть 2 мм. Если зазор между свариваемыми кромками от 2 мм до 5 мм (включительно), его необходимо компенсировать за счет увеличения толщины углового шва на 0,7 мм на каждый миллиметр превышения размера зазора 2 мм. Сварка угловых швов с зазором между свариваемыми кромками от 5 мм подлежит исправлению посредством ремонтной сварки на основе согласованного процесса.
С.7.3 Ремонтная сварка
С.7.3.1 Дефектные сварные швы, которые не могут быть исправлены только посредством шлифования, могут быть отремонтированы сваркой по месту дефекта. Ремонтная сварка должна выполняться на основе согласованной технологии. Для сварочных процессов, в которых применяются крупные сварочные ванны, например системы многодуговой сварки, любой непредвиденный обрыв дуги должен рассматриваться как ремонт.
С.7.3.2 Ремонтная сварка сварного шва допускается не более двух раз в одной зоне. Повторная ремонтная сварка корня шва в одностороннем шве допускается только, если есть специальное подтверждение аттестацией и разрешение потребителя для каждого отдельного случая. Место ремонтной сварки должно быть зашлифовано для обеспечения плавного перехода к контуру первоначального шва.
С.7.3.3 Ремонтная сварка проходов при заварке корня в одностороннем шве материала, предназначенного для эксплуатации в кислой среде, должна выполняться под непрерывным контролем.
С.7.3.4 Длина зоны ремонтной сварки должна составлять не менее 50 мм.
С.7.3.5 Удаление части шва должно быть достаточных размеров, чтобы обеспечить полное удаление дефекта, концы и боковые стороны выемки должны иметь постепенный уклон от нижнего основания к поверхности. Дефекты можно удалять шлифованием, механической обработкой или воздушно-дуговой резкой. Если используется воздушно-дуговая резка, последние 3 мм корня шва должны быть удалены механическим путем, а вся поверхность выемки должна быть зашлифована с целью удаления науглероженных зон. Ширина и сечение выемки должны быть достаточными для обеспечения удобного доступа для заварки дефекта шва.
С.7.3.6 Полнота удаления дефекта должна быть проверена методом магнитопорошковой или капиллярной дефектоскопии в случае неферромагнитных материалов. Остатки веществ, использованных при неразрушающем контроле, должны быть удалены до проведения заварки дефекта.
С.7.3.7 Если зона ремонтной сварки подвергается значительным изгибным и/или осевым напряжениям, например на плавучей ремонтной базе или в аналогичных условиях, длина заварки должна быть определена расчетом (см. 12.1.7).
С.7.4 Термообработка после сварки
С.7.4.1 Термообработка после сварки должна проводиться для сварных соединений С-Mn сталей со стенкой номинальной толщиной более 50 мм, если при испытании CTOD не получены приемлемые значения в состоянии после сварки. В случаях, когда значение минимальной расчетной температуры ниже минус 10 °С, должна быть специально определена предельная толщина.
С.7.4.2 Если термообработка после сварки проводится для получения необходимой стойкости сварного соединения против сульфидного коррозионного растрескивания, такая термообработка должна проводиться при любой толщине.
С.7.4.3 Если изготовителем стали и изготовителем расходных сварочных материалов не рекомендовано иное, термообработка после сварки должна проводиться при температуре от 580 °С до 620 °С. Для материала, подвергнутого закалке или отпуску, температура термообработки после сварки должна быть не менее чем на 25 °С ниже температуры отпуска основного материала.
С.7.4.4 Нагрев, выдержка и охлаждение должны выполняться при регулируемом режиме согласно утвержденной технологии. Время выдержки должно составлять 2 мин/мм, но при продолжительности выдержки не менее одного часа. Если проводится местная термообработка, заданная температура должна поддерживаться на каждой стороне шва на участке, превышающем толщину стенки не менее чем в три раза. Температура на краю изоляционной муфты должна быть не выше половины температуры выдержки. Когда температура всех компонентов ниже 300 °С, охлаждение шва можно выполнять на неподвижном воздухе.
С.7.4.5 Если требуется, температура термообработки должна предоставляться для проверки.
С.7.5 Сварка труб и соединительных деталей
С.7.5.1 Изготовитель должен иметь возможность изготавливать сварные трубы и соединительные детали требуемого качества.
С.7.5.2 Допускается местная ремонтная сварка на дефектных сварных швах. Перед заваркой дефекта наплавленный слой с неудовлетворительными механическими свойствами должен быть полностью удален.
С.7.5.3 Контроль в процессе изготовления труб должен выполняться согласно 9.5.8.
С.7.5.4 Испытания продукции следует проводить в процессе изготовления соединительных деталей. Испытания должны проводиться при условиях, максимально приближенных к реальным условиям сварки, и включать в себя сварку образца достаточного размера при соответствующем положении шва. Могут быть использованы производственные сварные соединения, забракованные по результатам NDT
С.7.6 Изготовление райзеров, компенсаторов и трубных плетей для буксировки
С.7.6.1 Подрядчик должен иметь возможность осуществлять сварные соединения требуемого качества. Сварные соединения могут включать в себя кольцевые швы, наплавку и термообработку после сварки деталей.
По требованию потребителя подрядчик должен предоставлять соответствующую документацию о своих производственных возможностях.
С.7.6.2 Испытания продукции следует проводить в процессе изготовления согласно 12.1.9. Испытания должны проводиться при условиях, максимально приближенных к реальным условиям сварки, и включать в себя сварку образца достаточного размера при соответствующем положении шва. Могут быть использованы производственные сварные соединения, забракованные по результатам неразрушающего контроля.
С.7.6.3 Если требуется проведение испытаний продукции, то они должны проводиться в объеме, указанном в С.5.4, и, если проводятся дополнительные испытания, то по таблице С.5. Образцы для испытаний на ударную вязкость должны отбираться из наплавленного металла и из HAZ в положении, соответствующем минимальному среднему поглощению энергии, которое определяется во время аттестации технологии сварки.
С.7.7 Монтажная сварка и сварка при стыковке плетей
Монтаж
С.7.7.1 Монтажная сварка должна выполняться квалифицированным персоналом. Тип сварочного оборудования и технология сварки должны быть аттестованы до начала монтажной сварки.
С.7.7.2 Заварка дефектов с недопустимой длиной выполняется за несколько проходов для предотвращения текучести или растрескивания труб при растяжении. Максимальная длина заварки при поэтапном ремонте должна быть рассчитана на основе максимально допустимых напряжений, возникающих в сварном соединении во время ремонтной сварки (см. 12.1.7).
С.7.7.3 Заварка дефектов с полным проплавлением допускается только при непрерывном контроле, в противном случае сварное соединение должно быть забраковано.
С.7.7.4 Испытания продукции (см. 12.1.9) должны проводиться при условиях, максимально приближенных к реальным условиям сварки, и включать в себя сварку образца достаточного размера при соответствующем положении шва. Могут быть использованы производственные сварные соединения, забракованные по результатам неразрушающего контроля.
С.7.7.5 Если требуется проведение испытаний продукции, то они должны проводиться в объеме, указанном в С.5.5, и, если проводятся дополнительные испытания, то по таблице С.5.
Подводная сварка
С.7.7.6 Подводная сварка должна выполняться с применением процессов с малым количеством водорода в камере (естественные условия), из которой удалена вода. Другие способы сварки подлежат специальному согласованию с потребителем.
С.7.7.7 Перед началом сварки должно быть проведено испытание на месте для проверки соответствия техническим условиям. Контрольный сварной шов должен быть выполнен на трубе или детали при реальных условиях окружающей среды. Образцы для испытаний отбираются из сварного соединения в зонах «6 ч» и «9 ч». Сварку можно начинать после проведения визуального контроля и контроля неразрушающими методами и получения удовлетворительных результатов. Требования контроля неразрушающими методами должны соответствовать критериям приемки производственных сварных соединений. Механические испытания контрольных сварных швов должны проводиться сразу после сварки. Число механических испытаний должно составлять половину числа обязательных испытаний во время аттестации технологии сварки. При условии, что впоследствии сварка трубопровода будет выполняться при аналогичных условиях окружающей среды, на таком же оборудовании и таким же способом, дополнительные испытания для проверки соответствия сварных соединений техническим условиям не требуются.
С.7.7.8 Сварочные кабели должны быть такого же сечения и приблизительно той же длины (например, ± 5 %), как кабели, которые использовались во время аттестации технологии сварки. Возможно, по соглашению, потребуется использование искусственного сопротивления для моделирования реального сечения и длины кабеля.
С.7.7.9 Все параметры сварки должны контролироваться и регистрироваться на соответствующей наземной станции управления под надзором координатора сварочных работ. Все зоны сварки должны иметь постоянную связь со станцией управления. Все операции, включая сварку, должны контролироваться системой видеонаблюдения с дистанционным контролем со станции управления.
С.8 Специальные требования к материалам и технологии
С.8.1 Углеродистая сталь с плакированием или футеровкой внутренней поверхности
Производственная сварка
С.8.1.1 Сварка участков с коррозионно-стойким плакированием может выполняться посредством одного из сварочных процессов, перечисленных в С.1.2, за исключением FCAW/114. Там, где это возможно, сварка должна выполняться двусторонним швом. Проход при заварке корня шва в односторонних (монтажных) сварных швах, как правило, должен выполняться GTAW/141 или GMAW/135.
С.8.1.2 Окончательная разделка кромок под сварку должна выполняться механической обработкой или шлифовкой. Шлифовальные круги, применяемые для материала с коррозионно-стойким плакированием, не должны ранее использоваться для углеродистой стали. Применение огневой резки должно быть ограничено плазменной резкой.
С.8.1.3 Для очистки сварного соединения перед наложением последующего слоя коррозионно-стойкого наплавленного металла и плакированного или футерованного материала должны применяться проволочные щетки из нержавеющей стали.
С.8.1.4 Все операции во время сварки трубопроводной системы должны выполняться с использованием подходящего оборудования и/или в защитной среде, чтобы предотвратить загрязнение углеродистой сталью коррозионно-стойкого материала. Должны быть разработаны инструкции по контролю поверхности и очистке от загрязнения.
Расходные сварочные материалы
С.8.1.5 Расходные сварочные материалы для коррозионно-стойких материалов должны быть выбраны с учетом их совместимости с материалом плакирования или футеровки. Коррозионная стойкость расходных сварочных материалов должна быть выше коррозионной стойкости материала плакирования или футеровки. В случае односторонних (монтажных) сварных соединений для всех проходов, выполняемых при сварке шва, должны использоваться расходные сварочные материалы одного типа. Возможно применение альтернативных расходных сварочных материалов для проходов, заполняющих разделку, и завершающего прохода после наложения слоев, толщина которых не менее, чем в два раза, превышает толщину плакирования или футеровки. Должно быть представлено документальное подтверждение того, что альтернативные расходные сварочные материалы совместимы с расходными сварочными материалами, используемыми при заварке корня, а также с основным материалом и заданными условиями эксплуатации. Кроме того, необходимо учитывать влияние контроля неразрушающими методами на выявляемость дефектов сварных соединений. Объем испытаний и документации должны быть согласованы до начала аттестации.
С.8.2 Нержавеющая сталь (дуплекс)
Производственная сварка
С.8.2.1 Сварка нержавеющей стали 22Сr или 25Сr, выплавленной дуплекс-процессом, может выполняться посредством одного из сварочных процессов, перечисленных в С.1.2, за исключением FCAW/114. Проход при заварке корня шва в односторонних (монтажных) сварных швах, как правило, должен выполняться GTAW/141.
С.8.2.2 Применение огневой резки должно быть ограничено плазменной резкой.
Изготовление продукции из нержавеющей стали, выплавленной дуплекс-процессом, должно происходить в цехе или на участке цеха, специально предназначенном для этого материала. Для обработки нержавеющей стали, выплавленной дуплекс-процессом, должны применяться подходящие шлифовальные круги и стальные щетки, которые ранее не использовались для углеродистой стали.
С.8.2.3 Погонная энергия должна поддерживаться в диапазоне 0,5 - 1,5 кДж/мм, избегая ее максимальных значений для более малых значений толщин стенок.
С.8.2.4 В случае повторной ремонтной сварки должна проводиться отдельная аттестация технологии сварки.
Расходные сварочные материалы
С.8.2.5 Если после сварки не проводится полная термообработка, должны применяться расходные сварочные материалы с повышенным содержанием никеля и азота. При заварке корня шва и двух последующих проходах очень важно обеспечить добавку достаточного количества присадочного материала.
С.8.2.6 Газы, защищающие обратную сторону шва, и защитные газы не должны содержать водород. При заварке корня шва содержание кислорода в газе, защищающем обратную сторону шва, должно быть менее 0,1 %.
С.8.3 Нержавеющая сталь мартенситного класса (13 % Сr)
Производственная сварка
С.8.3.1 Сварка нержавеющей стали мартенситного класса может выполняться посредством одного из сварочных процессов, перечисленных в С.1.2, за исключением FCAW/114. Проход при заварке корня шва в односторонних сварных швах, как правило, должен выполняться GTAW/141.
С.8.3.2 Применение огневой резки должно быть ограничено плазменной резкой.
С.8.3.3 Изготовление продукции из нержавеющей стали мартенситного класса должно происходить в цехе или на участке цеха, специально предназначенном для этого материала. Для обработки нержавеющей стали мартенситного класса должны применяться подходящие шлифовальные круги и стальные щетки, которые ранее не использовались для углеродистой стали.
Термообработка после сварки
С.8.3.4 Если изделие предназначено для эксплуатации в кислой среде, должна быть проведена соответствующая термообработка после сварки.
Приложение D
(справочное)
D.1 Общие сведения
D.1.1 Цель
D.1.1.1 Настоящее приложение устанавливает требования к методам, оборудованию, процедурам, критериям приемлемости и квалификации и аттестации персонала для визуального контроля и NDT С-Mn сталей, сталей, выплавленных дуплекс-процессом, других нержавеющих сталей и плакированных стальных материалов и сварных изделий, предназначенных для использования в трубопроводных системах.
D.1.1.2 Настоящее приложение не распространяется на AUT кольцевых сварных швов. Особые требования, относящиеся к AUT кольцевых сварных швов, приведены в приложении Е. Приложение Е должно быть изучено в связи с настоящим приложением.
D.1.1.3 Требования к NDT и осмотру других материалов должны быть записаны в технические условия и должны в общем соответствовать требованиям настоящего приложения.
D.1.2 Нормы и стандарты
D.1.2.1 В настоящем приложении использованы ссылки на следующие стандарты и нормативные документы: [17], Статьи 2 и 5 [89], [90] - [120].
D.1.3 Гарантия качества
D.1.3.1 Подрядчики, проводящие NDT, должны обладать, как минимум, действующей системой обеспечения качества, соответствующей общим требованиям [17] и дополненной в соответствии с требованиями, приведенными в [94].
D.1.3.2 Дополнительные требования к гарантии качества даны в 5.2.5.
D.1.4 Методы неразрушающего контроля
D.1.4.1 Методы NDT должны быть выбраны с учетом условий, влияющих на чувствительность методов. Должна быть рассмотрена способность методов к выявлению дефектов в используемых материалах, геометрии соединений и технологии сварки.
D.1.4.2 Так как методы NDT различаются по своим ограничениям и/или чувствительности, может потребоваться комбинация двух или нескольких методов для гарантии оптимальной вероятности выявления опасных дефектов.
D.1.4.3 Для выявления поверхностных дефектов у ферромагнитных материалов предпочтительной должна быть магнитопорошковая дефектоскопия или вихретоковый контроль. Для выявления поверхностных дефектов у немагнитных материалов предпочтительной должна быть капиллярная дефектоскопия или вихретоковый контроль.
D.1.4.4 Для выявления внутренних дефектов должны применяться UT и/или RT. Может понадобиться дополнить ультразвуковой контроль радиографическим контролем или наоборот, для того чтобы повысить вероятность выявления дефектов или определения их параметров (размеров). RT предпочтителен для выявления объемных дефектов. Для материалов толщиной более 25 мм RT должен быть дополнен UT.
UT предпочтителен для выявления плоскостных дефектов. Если необходимо определение высоты и глубины дефектов, например в результате ЕСА, требуется UT
D.1.4.5 Могут использоваться альтернативные методы или комбинация методов для выявления дефектов при условии, что продемонстрирована способность методов к выявлению дефектов с приемлемой эквивалентностью предпочтительным методам.
D.1.5 Инструкции по неразрушающему контролю
D.1.5.1 NDT должен проводиться в соответствии с письменными инструкциями, в которых, как минимум, содержится информация о:
- применяемых нормах или стандартах;
- способах сварки (если это необходимо);
- геометрии и размерах соединений;
- материале(ов);
- методе;
- методике;
- оборудовании, основном и вспомогательном;
- расходных материалах (в том числе торговых марках);
- чувствительности;
- методике калибровки и эталонах;
- параметрах и переменных испытаниях;
- оценке дефектов;
- порядке отчетности и документирования результатов;
- ссылках на соответствующие технологии сварки;
- критериях пригодности.
D.1.5.2 Если для определения дефектов используются альтернативные методы или комбинация методов, должны быть подготовлены инструкции в соответствии с согласованными нормами или стандартами. Должна быть рассмотрена необходимость квалификационных испытаний технологии для каждого случая, основываясь на чувствительности методов к выявлению дефектов при определении параметров, а также на размерах и типе дефектов, подлежащих выявлению.
D.1.5.3 Инструкции по NDT должны быть подписаны ответственным лицом Уровня 3.
D.1.6 Квалификация специалистов
D.1.6.1 Специалисты, выполняющие ручной или полуавтоматический NDT и интерпретацию результатов испытаний, должны быть аттестованы в соответствии со схемой аттестации, которая соответствует требованиям [98], и должны иметь соответствующие документы. В удостоверениях должны быть указаны уровень квалификации и категория, на которые аттестован специалист.
D.1.6.2 Специалисты, занимающиеся калибровкой и интерпретацией показаний автоматического оборудования для NDT, должны быть аттестованы на соответствующий уровень согласно требованиям [98]. Кроме того, они должны иметь соответствующую документацию, подтверждающую подготовку и опыт работы с используемым оборудованием, и должны подтвердить свою квалификацию по калибровке, проведению рабочих испытаний в условиях производства, строительства, полевых условиях и оценки размеров и расположения дефектов.
D.1.6.3 Специалисты, работающие с автоматическим оборудованием для NDT в ходе изготовления труб, должны быть аттестованы в соответствии с [114] или аналогичной схемой аттестации.
D.1.6.4 Ответственность за подготовку технологии NDT и выполнение всех операций NDT должны нести специалисты Уровня 3, а проводить их должны специалисты, имеющие квалификацию как минимум Уровня 2. Специалист с квалификацией Уровня 1 может проводить NDT под непосредственным наблюдением специалиста Уровня 2.
D.1.6.5 Специалисты, выполняющие визуальный контроль, должны обладать документально подтвержденной подготовкой и квалификацией инспектора сварочных работ (EWE) или аналогичной в соответствии с [121].
D.1.6.6 Специалисты, расшифровывающие рентгенограммы, выполняющие UT, трактующие результаты магнитопорошковой или капиллярной дефектоскопии и исполняющие визуальный контроль, должны пройти проверку на остроту зрения, такую как J-2 по Джегеру [Jaeger], не ранее чем в предыдущие 12 месяцев.
D.1.7 Подготовка отчетов
Все операции по NDT должны быть отражены в документах так, чтобы контролируемые зоны могли быть легко определены и чтобы проведенный контроль можно было продублировать. В отчетах должны быть обозначены дефекты, присутствующие в зоне сварного шва, и определено, удовлетворяет ли сварной шов критерию пригодности или нет.
D.1.8 Выбор временного интервала для проведения для NDT
D.1.8.1 Если это возможно, NDT сварных швов не должен проводиться, пока не истекут 24 ч с момента завершения сварки.
D.1.8.2 Если используются процессы сварки, при которых гарантируется содержание диффузионного водорода в металле сварного шва максимум 5 мл/100 г, удостоверено правильное обращение с расходными материалами сварки, контролируется содержание Н2 в защитном газе или предпринимаются меры по снижению количества водорода (такие как последующий нагрев сварных изделий), время, указанное в D.1.8.1, может быть снижено.
D.1.8.3 Для корня шва и горячего прохода С-Mn сталей с SMYS < 415 МПа могут использоваться электроды с целлюлозным покрытием при условии, что подача тепла при последовательных проходах сварочного оборудования снижает содержание водорода в мере, достаточной для предотвращения растрескивания, порождаемого наличием водорода (см. С.3.1.3, приложение С).
D.1.8.4 При условии соблюдения требований, приведенных в D.1.8.2 и D.1.8.3, NDT монтажных кольцевых стыков и продольных сварных швов труб может проводиться после достаточного остывания сварных швов для выполнения NDT.
D.2 Ручной NDT и визуальный контроль сварных швов
D.2.1 Общие указания
D.2.1.1 Ручной NDT сварных швов должен проводиться, как требуется в следующих нормативных документах и в общем соответствии со стандартами: по радиографии - [103], [104]; по ультразвуковому контролю - Статья 5 [89], [97]; по магнитопорошковой дефектоскопии - [92], [95]; по капиллярной дефектоскопии - [96]; по вихретоковому контролю - [122].
D.2.2 Радиографический контроль
D.2.2.1 RT должен проводиться за счет использования рентгеновских лучей в соответствии с согласованными технологиями. В некоторых ситуациях может потребоваться применение радиографических изотопов (гамма-лучей) и для каждого случая это должно быть согласовано.
D.2.2.2 Технологии RT должны содержать информацию, приведенную в D.1.5, а также о:
- источнике излучения;
- геометрических соотношениях;
- типе пленки;
- усиливающих экранах;
- условиях просвечивания;
- обработке;
- чувствительности индикатора качества изображения (IQI), %, толщины стенки, основанной на указателях источника излучения и пленки, соответственно;
- методе определения обратного рассеяния;
- плотности;
- методе обозначения IQI по отношению к пленке;
- зоне охвата пленки;
- системе маркировки сварных швов.
D.2.2.3 Классификация пленок и усиливающих экранов должна соответствовать [104]. Для рентгеновской съемки предпочтительна мелкозернистая пленка в комбинации со свинцовыми экранами. Для просвечивания гамма-лучами должны использоваться сверхмелкозернистая пленка и свинцовые усиливающие экраны.
D.2.2.4 Должны использоваться соответствующего номера IQI, согласно документам [101], [102]. IQI должны четко выявляться.
При наличии соглашения могут использоваться другие типы IQI при условии той же точности информации, касающейся чувствительности рентгенограмм.
D.2.2.5 Каждая технология рентгенографии и используемые расходные материалы должны пройти квалификационные испытания путем изготовления рентгеновских снимков сварных соединений с такими же или типовыми конфигурациями и размерами и из материала, эквивалентного тому, что будет использоваться.
В целях квалификации технологии рентгенографии IQI должны быть размещены как со стороны пленки, так и со стороны источника.
D.2.2.6 Значения чувствительности, полученные обоими IQI в течение квалификационных испытаний технологии, должны быть зарегистрированы, и чувствительность IQI со стороны источника должна, по крайней мере, удовлетворять требованиям, показанным на рисунке D.1. Требования к чувствительности для материалов толщиной до 10 мм должны согласовываться для каждого случая.
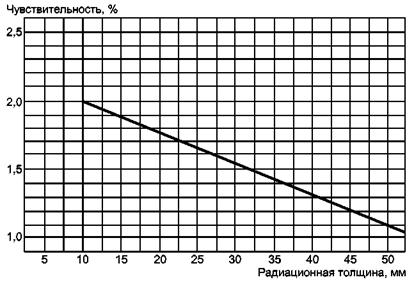
Рисунок D.1 - График чувствительности IQI, %, со стороны источника
D.2.2.7 В ходе просвечивания, если это возможно, IQI должны размещаться со стороны источника. Если при выполнении радиографии IQI должны быть размещены со стороны пленки, это должно быть обозначено проецированием на пленку буквы F. В качестве критерия приемлемости должна использоваться чувствительность по IQI со стороны пленки, полученная в результате проверки технологии.
D.2.2.8 Экспонированные рентгеновские снимки должны иметь среднюю плотность светочувствительности по H&D для изображения неповрежденного металла сварного шва 2,0 минимум. Максимальная допустимая плотность должна соответствовать параметрам имеющегося оборудования для просмотра, но не выше 4,0.
D.2.2.9 Оценка рентгенограмм должна проводиться при условиях, удовлетворяющих требованиям [105]. В качестве эталона на месте проведения оценки производственной рентгенограммы должны присутствовать рентгеновские снимки, снятые при квалификационных испытаниях процедуры рентгенографии.
D.2.2.10 Обработка и хранение должны обеспечивать сохранность качества пленки в течение, как минимум, пяти лет без ухудшения показателей. Через регулярные промежутки времени должны проводиться тиосульфатные испытания.
Если требуемое время хранения пленки превышает пять лет, рентгенограммы должны быть оцифрованы с использованием методов, обеспечивающих соответствующее разрешение, и храниться согласованным электронным способом.
D.2.3 Ручной UT
D.2.3.1 UT должен проводиться в соответствии с согласованными технологиями.
D.2.3.2 Технологии UT должны содержать информацию, приведенную в D.1.5, а также о:
- типе средства измерения;
- типе и размерах зондов;
- диапазоне частот зондов;
- описании эталонного блока;
- особенностях, диапазоне и чувствительности калибровки;
- требованиях к поверхности, в том числе максимальную температуру;
- типе согласующей среды;
- методиках сканирования, дополненных схемами, показывающими используемые зонды и зону охвата;
- подробностях регистрации.
D.2.3.3 Если используются ручные методы, никаких особых квалификационных испытаний технологии не требуется. Технология должна быть принята по соглашению.
D.2.3.4 Оборудование ручного UT должно:
- быть применимо для методики импульсной эхографии и методики двойного зондирования;
- охватывать, как минимум, частотный диапазон от 2 до 6 МГц;
- иметь калиброванную ручку регулировки усиления с максимальным шагом 2 дБ в диапазоне, по крайней мере, 60 дБ;
- иметь плоский экран с доступом спереди для непосредственного прочерчивания эталонных графиков или обладать способностью отображения графиков, определяемых пользователем;
- допускать отраженные сигналы амплитудой 5 % от всей высоты экрана, которые были бы ясно читаемы в условиях испытаний;
- как минимум, содержать зонды с прямым пучком лучей (0°) и зонды с угловым пучком лучей в 45°, 60° и 70°. Рекомендуются дополнительные зонды для «рассеяния во время полета» (ToFD) и методики двойного зондирования. Для испытаний продольных швов труб могут понадобиться зонды с углами в 35° и 55°. Зонды должны, если это необходимо, подходить для эксплуатации на горячих поверхностях (100 °С - 150 °С).
D.2.3.5 Ультразвуковое оборудование, включая стандартные образцы, должно быть калибровано согласно характеристикам оборудования. Должны быть известны и отражены в документации характеристики кабелей.
D.2.3.6 Калибровка ультразвукового оборудования должна проводиться, когда оно по какой-либо причине вышло из строя, включая момент включения-выключения, или если имеются какие-либо сомнения, касающиеся правильности работы оборудования.
D.2.3.7 Для калибровки диапазона и определения угла должен использоваться калибровочный блок IIW согласно [123].
D.2.3.8 Для контроля сварных швов должны использоваться эталонные блоки для калибровки усиления и создания эталонных графиков. Эталонный блок должен быть изготовлен из реального материала, подлежащего контролю. Могут быть приемлемыми эталонные блоки, изготовленные из других материалов, при условии, что имеется документальное подтверждение наличия у материала акустических свойств, подобных имеющимся у реального материала, который будет исследоваться (например, максимальные колебания угла преломления должны быть менее 1,5°). Значения длины и ширины у эталонного блока должны быть достаточными для прохода звукового луча от зондов всех типов и соответствующими размеру(ам) материала, подлежащего контролю.
Для контроля сварных швов на листах, кольцевых сварных швов и имеющих подобную геометрию должен использоваться эталонный блок с просверленными сбоку отверстиями. Толщина эталонного блока, диаметр и положение просверленных отверстий должны соответствовать указанному на рисунке D.2 и в таблице D.1.
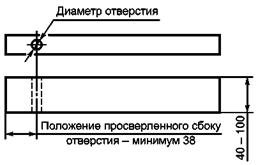
Рисунок D.2 - Размеры эталонного блока
Таблица D.1 - Размеры эталонного блока
|
Толщина материала подлежащего контролю t, мм |
Параметры эталонного блока |
||
|
толщина эталонного блока Т, мм |
положение просверленного сбоку отверстия |
диаметр просверленного сбоку отверстия D, мм |
|
|
< 25 |
20 или t |
1/4 T и |
3,0 |
|
25 £ t < 50 |
38 или t |
1/2 T и |
3,0 |
|
50 £ t < 100 |
75 или t |
3/4 T |
3,0 |
|
100 £ t < 150 |
125 или t |
3,0 |
|
D.2.3.9 Для испытаний продольных швов в трубах и швов, имеющих подобную геометрию, эталонный блок, кроме особенностей, требуемых в D.2.3.8, должен иметь кривизну, равную имеющейся у контролируемой трубы. Эталонными отражающими элементами должны служить радиально расположенные отверстия, как в D.7.8.
D.2.3.10 Калибровка ультразвукового оборудования должна проводиться в соответствии с методиками [97]. Допускается применение (после согласования) других способов калибровки в соответствии с признанными нормами или стандартами.
D.2.3.11 Для оценки показаний по трем точкам должна быть создана эталонная диаграмма (диаграмма коррекции «амплитуда-расстояние» (DAC). Диаграмма должна быть нанесена на экран инструмента, если оборудование не снабжено программным обеспечением, способным воспроизводить DAC, определяемые пользователем.
D.2.3.12 Для ультразвукового контроля поверхность контакта должна быть чистой и гладкой, т.е. не иметь грязи, окалины, ржавчины, брызг от сварки и т.п., которые могут оказывать влияние на результаты испытаний. Поправки на качество состояния поверхностей и ослабление между эталонным блоком и реальным испытуемым изделием должны быть внесены с применением методики двойного зондирования. Максимальная поправка, допускаемая для плоских поверхностей, составляет 6 дБ.
D.2.3.13 Сварные швы, где это возможно, должны контролироваться с обеих сторон. Если контроль должен проводиться только с одной стороны, должна применяться уточненная методика контроля, которая бы гарантировала выявление дефектов. Для получения поперечных показаний в сварном шве и основном металле должен быть проведен контроль, включающий в себя зону, соседнюю со сварным швом, для проверки расслоения и сканирования. Скорость перемещения зонда не должна превышать 100 мм/с.
D.2.3.14 Для выявления изъянов скорректированное первичное усиление может быть повышено максимум на 6 дБ. При этом повышенном уровне усиления не должна проводиться оценка размеров дефектов.
D.2.3.15 Показания должны исследоваться путем доведения отраженного сигнала до максимума за счет поворота зондов и использования зондов с разными углами и с диаграммами DAC, полученными в соответствии с D.2.3.12. Должны быть исследованы все показания, превышающие 20 % от эталонной диаграммы, а обо всех показаниях, превышающих 50 %, должно быть сообщено в отчете. Исследования должны проводиться в том объеме, который позволит оператору определить контуры и расположение источника показаний. Для оценки размеров должен применяться метод «падения на 6 дБ» или метод «времени полета» или максимальной амплитуды.
D.2.4 Ручная магнитопорошковая дефектоскопия
D.2.4.1 Магнитопорошковая дефектоскопия должна проводиться в соответствии с согласованными технологиями.
D.2.4.2 Технология магнитопорошковой дефектоскопии должна содержать информацию, приведенную в D.1.5, а также о:
- типе намагничивания;
- типе оборудования;
- подготовке поверхности;
- влажном или сухом методе;
- изготовителе и типе магнитных частиц и контрастной краски;
- токе намагничивания (для намагничивания щупа должны быть указаны тип щупа и шаг размещения);
- размагничивании;
- описании методики испытаний.
D.2.4.3 Не должно требоваться никаких особых квалификационных испытаний технологии. Технология должна подлежать согласованию.
D.2.4.4 Оборудование должно создавать напряженность поля от 2,4 кА/м (30 эрстед) до 4,0 кА/м (50 эрстед) для зондов. Оборудование должно испытываться с максимальным шестимесячным интервалом для проверки достижения требуемой напряженности поля при используемых максимальных значениях расположения выводов/размещения щупов. Результаты должны регистрироваться.
D.2.4.5 У щупов должен быть мягкий наконечник, выполненный из свинца или подобного материала. Должна быть устранена возможность искрения между щупами и испытуемым материалом.
D.2.4.6 Электромагнитные блоки, использующие переменный ток, должны развивать минимальную подъемную силу в 5 кг при максимальном значении расположения выводов. Подъемная сила должна проверяться перед началом каких-либо испытаний и через регулярные интервалы времени во время испытаний.
D.2.4.7 Использование постоянных магнитов не допускается. Блоки на постоянном токе могут использоваться только для особой программы, если это требуется государственными нормативами.
D.2.4.8 Испытуемая поверхность должна быть чистой и сухой, без грязи, т.е. краски, масла, пластичной смазки, пуха, окалины, брызг от сварки и т.д., которые могут помешать контролю.
D.2.4.9 Предпочтительным методом должны быть испытания с использованием флуоресцентных влажных магнитных частиц.
D.2.4.10 Если используются нефлуоресцентные влажные или сухие частицы, они должны соответствующим образом выделяться на фоне испытуемой поверхности.
D.2.4.11 Чтобы гарантировать выявление неоднородностей, имеющих произвольно направленные оси, контроль каждой области должен проводиться с ориентацией магнитного поля, по крайней мере, в двух направлениях, примерно перпендикулярных друг к другу, и с достаточным перекрытием области, подлежащей контролю.
D.2.4.12 Контроль с помощью флуоресцентных магнитных частиц должен проводиться в затемненной зоне с фоновым освещением максимум 20 люкс, с использованием фильтрованного ультрафиолетового света с длиной волн в диапазоне от 3200 А до 3800 А. Операторам и интерпретаторам должно быть дано достаточно времени, для того чтобы зрение привыкло к темному помещению. Интерпретаторы не должны носить фотохромных устройств для улучшения зрения.
D.2.4.13 Магнитопорошковая дефектоскопия не должна проводиться для деталей с температурой поверхности, превышающей 300 °С. В диапазоне от 60 °С до 300 °С должны применять контроль только сухими магнитными частицами.
D.2.5 Ручная капиллярная дефектоскопия
D.2.5.1 Капиллярная дефектоскопия должна проводиться в соответствии с согласованными технологиями и использоваться только для неферромагнитных материалов или материалов со значительными колебаниями магнитной проницаемости, если нет иного соглашения.
D.2.5.2 Технология капиллярной дефектоскопии должна содержать информацию, перечисленную в D.1.5, а также о:
- подготовке поверхности;
- изготовителе и типах проникающего состава, средствах для удаления, эмульгаторе и проявителе;
- особенностях очистки и осушки, предваряющих контроль, включая используемые материалы и время, предназначаемое для осушки;
- особенностях применения проникающего состава: время, которое проникающее вещество остается на поверхности, температура поверхности и проникающего состава во время испытаний (если она не находится в диапазоне от 15 °С до 35 °С);
- особенностях нанесения проявителя и времени проявлнения перед проведением оценки;
- методе очистки после испытаний.
Если значения температуры поверхности и проникающего состава находятся в диапазоне от 15 °С до 35 °С, никаких особых квалификационных испытаний технологии не требуется. Технология должна подлежать согласованию.
D.2.5.3 3а пределами температурного диапазона от 15 °С до 35 °С технология должна проходить квалификационные испытания и должен использоваться соответствующий блок сравнения для того, чтобы сравнить показания для дефектов поверхности, проверенных изнутри и за пределами диапазона в течение квалификации технологии.
D.2.6 Ручной вихретоковый контроль
D.2.6.1 Вихретоковый контроль должен проводиться в соответствии с [99], [100] и принятыми технологиями.
D.2.6.2 Технологии вихретокового контроля должны содержать информацию, перечисленную в D.1.5, a также о:
- типе инструмента;
- типе зонда;
- настройках частоты;
- особенностях калибровки;
- требованиях к состоянию поверхности;
- особенностях сканирования;
- особенностях регистрации.
D.2.6.3 В общем случае, никаких особых квалификационных испытаний технологии не требуется, если применяются ручные методы. Технология считается прошедшей квалификацию на основе согласованных технических условий технологии контроля.
D.2.6.4 Оборудование для ручного вихретокового контроля должно иметь:
- одно или два значения частоты;
- диапазон частот, который бы включал в себя значения от 1000 Гц до 1 МГц;
- «усиление-шум», по которым эталонный дефект глубиной 1 мм должен отображаться как полноэкранное отклонение через толщину покрытия, соответствующую максимальной ожидаемой на структуре, подлежащей испытаниям. Более того, эталонный дефект глубиной 0,5 мм должен отображаться при той же толщине покрытия с минимальным соотношением шум/сигнал от 1 до 3;
- отображение в комплексной плоскости, которое должно быть способом оценки;
- как минимум, отображение сигнала, которое должно проходить в режиме «х-у» с возможностью хранения. След должен быть четко виден как при дневном свете, так и в условиях темноты;
- фазовое управление, которое должно позволять полное вращение шагом не более 10° каждый.
D.2.6.5 Когда зонды вихретокового контроля для измерения толщины покрытия перемещают от не имеющей покрытия области на эталонном блоке к стопору, максимальная толщина покрытия которого подлежит контролю, то они должны обеспечивать подачу съемного сигнала с полноэкранным отклонением на измерительный прибор. Зонд должен быть четко маркирован своим рабочим диапазоном частот.
D.2.6.6 Зонды вихретокового контроля сварных швов должны быть применимы для контроля сварных швов такого типа, который будет испытываться. Зонды должны иметь возможность работать, если сварные швы покрыты тонким слоем неметаллического износостойкого материала на активной поверхности, который наносится и при калибровке.
D.2.6.7 Должен применяться стандартный образец из того же материала, что и контролируемый элемент. На нем должны быть расположены прорези глубиной 0,5 мм, 1,0 мм и 2,0 мм. Отклонения глубины прорезей должны составлять ± 0,1 мм. Рекомендуемая ширина прорезей составляет 0,1 мм, но допустимо ее применение до 20 % включительно максимальной глубины, равной 0,4 мм. Ширина всех прорезей на одном блоке должна быть одинаковой.
Длина, ширина и толщина стандартного образца, а также положение, длина прорезей и расстояние между краем блока и прорезью, в зависимости от используемых зондов, должны быть такими, чтобы калибровку можно было провести без помех от соседних прорезей или краев блока.
D.2.6.8 Оборудование для вихретокового контроля, в том числе зонды и кабели, должно пройти метрологическую аттестацию.
D.2.6.9 Калибровка оборудования для вихретокового контроля должна проводиться по какой-либо причине его выхода из строя, включая момент включения-выключения, или при возникновении возможности неправильной его работы.
D.2.6.10 Состояние поверхности, включающее избыточное количество брызг от сварки, окалины, ржавчины и отслоившуюся краску, может повлиять на чувствительность из-за неполного контакта между зодном и испытуемым объектом. Перед контролем его поверхность должна быть очищена от этих составляющих.
D.2.6.11 Поверхности сварного шва и зоны термического влияния должны сканироваться с помощью отобранного(ых) зонда(ов) в растре, схожем с разверткой. Пока геометрия испытываемого объекта будет позволять это, зонд должен перемещаться в направлении, перпендикулярном к основному направлению предполагаемого дефекта. По крайней мере, должно быть сделано два прохода зонда, перпендикулярные друг к другу. Для типов с дифференциальными катушками чувствительность к выявлению дефектов также зависит от местоположения катушки. Поэтому во время исследований следует контролировать эти особенности.
D.2.6.12 В отчете должны быть отмечены все показания, превышающие 50 %-ную амплитуду сигнала от разреза глубиной 2,0 мм в эталонном блоке, и все показания сигналов, полученных от дефектов, включающие информацию о их положении, примерной длине и максимальную амплитуду сигнала, если нет соглашения с потребителем об иной документации.
D.2.7 Визуальный контроль
D.2.7.1 Визуальный контроль должен проводиться в достаточно освещенном месте (приблизительно 500 лк). На месте исследований должно быть достаточное число инструментов, измерительной техники и других устройств, обеспечивающих контроль.
D.3 Ручной NDT основных материалов и наплавки
D.3.1 Общие указания
D.3.1.1 Все мероприятия по NDT основных материалов должны проходить в соответствии с согласованными технологиями, исходя из требований D.1.5, D.2.2 - D.2.6.
D.3.1.2 Ручной NDT основного металла, сварных швов и наплавки должен проводиться при общем соответствии требованиям, изложенным в D.2 и определяющих стандартах.
D.3.1.3 Критерии пригодности для ручного NDT основного металла и наплавки приведены в D.5.
D.3.2 Лист и труба
D.3.2.1 Требования, изложенные ниже, не распространяются на листы и полосы (см. D.6), трубы (см. D.7).
D.3.2.2 Ручные способы измерения толщины с помощью ультразвука должны быть в соответствии с [97] или аналогичным ему стандартом.
D.3.2.3 Ручной UT расслоений C-Mn сталей, ферритно-аустенитных (выплавленных дуплекс-процессом), других нержавеющих сталей и CRA на основе никеля должен проводиться в соответствии с [116] или аналогичным ему стандартом.
D.3.2.4 Ручной UT расслоений для плакированных или футерованных сталей должен быть в соответствии с [124] или аналогичным ему стандартом.
D.3.2.5 Ручной UT иных дефектов, кроме расслоений, должен проводиться в соответствии с [97] или аналогичным ему стандартом с помощью прямоугольного надреза.
D.3.2.6 Ручная магнитопорошковая дефектоскопия листа, полосы и кромок трубы должна проходить в соответствии с [92], [95] или аналогичными стандартами.
D.3.2.7 Ручная капиллярная дефектоскопия листа, полосы и кромок трубы должна проходить в соответствии с [96] или аналогичным ему стандартом.
D.3.2.8 Ручной вихретоковый контроль листа, полосы и кромок трубы должен проходить в соответствии с [102] или аналогичным ему стандартом.
D.3.3 Поковки
D.3.3.1 Ручной UT поковок должен проводиться в соответствии с [124] или аналогичным ему стандартом. Для контроля угловым пучком лучей поковок из стали, выплавленной дуплекс-процессом, или аустенитной стали должны использоваться зонды с угловым излучением продольных волн.
Контроль прямыми лучами
D.3.3.2 Лунки с плоским дном должны быть диаметром 3 мм и располагаться на трех разных глубинах по толщине поковки. Глубина одной лунки в металле должна быть 5 мм, второй лунки должна быть до середины толщины, а глубина третьей лунки должна быть равна толщине минус 5 мм. Диаграмма DAC должна быть получена с использованием разных лунок.
Контроль угловыми лучами
D.3.3.3 Диаграмма DAC должна быть получена на наружной и внутренней поверхностях с помощью прямоугольных надрезов глубиной в 3 % толщины.
D.3.3.4 Эталонные блоки должны быть изготовлены из материала, взятого из реальных поковок, с теми же условиями термической обработки.
D.3.3.5 Ручная магнитопорошковая дефектоскопия поковок должна проходить в соответствии с [92], [95] или аналогичными стандартами.
D.3.3.6 Ручная капиллярная дефектоскопия поковок должна проходить в соответствии с [96] или аналогичным ему стандартом.
D.3.4 Отливки
D.3.4.1 Ручной UT отливок должен проводиться в соответствии с [125] с использованием технологии калибровки на лунках с плоским дном диаметром 3 мм, при учете дополнительных требований S1 с основной эталонной лункой диаметром 3 мм. Может применяться аналогичный стандарт.
Контроль прямыми лучами
Лунки с плоским дном должны быть диаметром 3 мм и располагаться на трех разных глубинах по толщине. Глубина одной лунки в металле должна быть 10 мм, второй лунки должна быть до середины толщины, а глубина третей лунки должна быть равна толщине минус 10 мм.
D.3.4.2 RT отливок должен проводиться в соответствии со Статьей 2 [89] или аналогичным ему стандартом.
D.3.4.3 Радиографические технологии, в дополнении к требованиям D.2.2.2, должны содержать информацию о:
- схеме облучения;
- охвате;
- положении источника;
- расположении IQI;
- критерии пригодности.
D.3.4.4 Ручная магнитопорошковая дефектоскопия отливок должна проходить в соответствии с [92], [95] или аналогичными стандартами.
D.3.4.5 Ручная капиллярная дефектоскопия отливок должна проходить в соответствии с [96] или аналогичным ему стандартом.
D.3.5 Наплавки
D.3.5.1 NDT и визуальный контроль магнитного покрытия наплавки должны проводиться как 100 %-ный визуальный контроль и 100 %-ная магнитопорошковая дефектоскопия.
D.3.5.2 NDT и визуальный контроль немагнитного покрытия верхнего слоя наплавки должны проводиться как 100 %-ный визуальный контроль и 100 %-ная капиллярная дефектоскопия или вихретоковый контроль немагнитных покрытий наплавки.
D.4 Автоматический NDT
D.4.1 Общие указания
D.4.1.1 Требования настоящего подраздела распространяются на все автоматические процессы NDT, за исключением AUT кольцевых сварных швов, особые требования к которым приведены в приложении Е. Требования, изложенные в настоящем подразделе, являются дополнительными к требованиям для проведения автоматического NDT в соответствии с аналогичными стандартами и нормативными документами.
D.4.1.2 Эксплуатационные характеристики оборудования для автоматического NDT должны быть документально подтверждены с помощью статистической информации, включающей в себя:
- руководство по эксплуатации, включая описание, типы и частоту функциональных проверок работы оборудования;
- калибровку оборудования;
- ограничения относительно материала или особенности характеристик сварного шва, включающие размеры, геометрию, типы дефектов, отделку поверхности, состав материала и т.д.;
- воспроизводимость.
D.4.1.3 Должна быть документация о калибровке оборудования, проведенной не далее чем в предыдущие шесть месяцев.
D.4.2 AUT
D.4.2.1 Особые требования к AUT кольцевых сварных швов приведены в приложении Е.
D.4.2.2 Требования, изложенные ниже, являются дополнительными к приведенным в D.4.1 и распространяются на весь AUT, кроме AUT кольцевых сварных швов.
D.4.2.3 В D.6 и D.7 для каждого конкретного применения (листы, полосы и трубы) приводятся требования к калибровке и настройке оборудования, эталонным блокам.
В соответствии со стандартами и нормативными документами, используемыми для проектирования и эксплуатации оборудования, конфигурация автоматического оборудования для ультразвукового контроля должна быть описана и документально отражена и включать в себя:
- число и тип зондов с их описанием;
- порядок работы сканирующего устройства;
- ультразвуковой инструмент, число каналов и получение данных;
- регистрацию и обработку данных;
- эталонные блоки;
- согласующее вещество;
- метод слежения за согласующей средой;
- температурный диапазон для контроля и ограничений;
- достигаемый охват;
- максимальную скорость и направление сканирования;
- документальное отражение метода калибровки и настроек чувствительности;
- отчеты о зарегистрированных показаниях.
D.4.2.4 Оборудование должно содержать непрерывно работающие системы для:
- центрирования по сварному шву (если это необходимо);
- сигнализации о потере обратного сигнала (потере контакта);
- сигнализации о серьезных неисправностях оборудования;
- сигнализации о показаниях, превышающих уровень отключения или сигнализации, или их регистрации;
- маркировки зон, в которых показания превосходят уровень отключения или сигнализации, или их регистрации.
D.4.2.5 Тип и число ультразвуковых проб должно быть достаточным, чтобы гарантировать, что основной металл или сварной шов и зона, граничащая со сварным швом:
- просканированы с обеих сторон сварного шва на наличие дефектов, ориентированных параллельно продольной оси сварного шва;
- просканированы с обоих направлений, примерно параллельных продольной оси сварного шва, на наличие дефектов, ориентированных в поперечном направлении к продольной оси сварного шва;
- полностью охвачены пучками ультразвуковых лучей, которые примерно перпендикулярны к поверхности дефектов, которые отражают ультразвук.
Может понадобиться дополнительно использовать тандемы, зонды по методике ToFD и/или фокусируемых зондов для повышения вероятности выявления или определения параметров дефектов.
D.4.2.6 Для оборудования с использованием мультиплексирования должен быть обеспечен выбор скорости сканирования. Скорость сканирования должна устанавливаться достаточно низкой, так чтобы участок активации каждого зонда (пространственное разрешение) был достаточно коротким, т.е. расстояние, которое зонд проходил бы в неактивном состоянии, было существенно меньше максимальной длины допустимых дефектов. Скорость сканирования Vc должна быть определена по формуле
VC £ WC × PRF/3,
где WC - самая узкая ширина лучей - 6 дБ при соответствующем расстоянии для всех зондов в пределах массива;
PRF - эффективная частота повторения импульсов, отнесенная к зонду.
D.4.2.7 Для калибровки оборудования должен быть подготовлен и использован один или несколько эталонных блоков. Эти блоки должны иметь одинаковые с испытуемой трубой или ее частью материалы, акустические свойства, качество поверхности, диаметр и толщину. Для сварной трубы эталонный блок должен содержать типовой серийный сварной шов.
D.4.2.8 Эталонный блок должен содержать искусственные отражающие элементы, представляющие собой потенциально возможные дефекты и позволяющие проверить точность позиционирования.
D.4.2.9 Для определения характеристик оборудования по определению дефектов и для особого назначения могут понадобиться другие типы отражающих элементов.
D.4.2.10 Конструкция и размеры эталонных блоков должны обеспечивать возможность динамических проверок при той же скорости и при тех же условиях, что и при испытаниях серийной продукции.
D.4.2.11 Точность размеров эталонного блока должна быть отражена в документации.
D.4.2.12 Эталонные блоки и калибровка оборудования должны соответствовать требованиям для каждого конкретного применения (листы, полосы и трубы) D.6 и D.7.
D.4.2.13 Технологии автоматического ультразвукового контроля должны, как минимум, содержать:
- описание функций оборудования;
- стандарты и инструкции, на которые приводятся ссылки;
- инструкции для сканирующего устройства, ультразвуковой электроники, технического и программного обеспечения для регистрации, обработки, отображения или представления и хранения показаний;
- конфигурацию оборудования (число зондов, типы, охват);
- описание рабочего режима или режимов зондов, углы зондов и порядок работы зондов;
- схемы, показывающие площадь охвата для каждого зонда, с указанием центра пучка лучей и линий, отображающих минус 2 дБ, минус 3 дБ и минус 6 дБ;
- настройки оборудования;
- метод статической калибровки, настройки селекторного импульса и чувствительности;
- критерии пригодности динамической проверки;
- метод выравнивания сканера и сохранения выравнивания;
- допустимый диапазон температур;
- согласующее вещество и контроль согласующей среды;
- функциональные проверки зондов и общие;
- состояние поверхности и ее подготовка;
- описание работ по контролю;
- трактовку результатов;
- критерии пригодности;
- отчетность;
- пример графиков регистрирующего устройства.
D.5 Критерии пригодности NDT
D.5.1 Общие указания
D.5.1.1 Критерии приемлемости NDT, распространяющиеся на трубопроводные системы или их части, приведены в:
- D.6 - для листов и полос;
- D.7 - для труб;
- D.8 - для кольцевых сварных швов трубопроводов, при которых накопленные в результате монтажа и эксплуатации деформации не будут превосходить 0,3 %, если учтены все SNCF;
- D.9 - для основных металлов, соединительных деталей трубопровода, оборудования и элементов конструкций (в том числе отливок и поковок).
D.5.1.2 Критерии пригодности для кольцевых сварных швов трубопроводов, при которых накопленные в результате монтажа и эксплуатации деформации выше 0,3 %, но не превосходят 2,0 %, должны определяться с использованием ЕСА (см. D.5.2).
D.5.1.3 ЕСА должна определить значения вязкости разрушения, санкционирующие наличие дефектов, разрешенных в D.8.
В качестве альтернативы могут быть установлены критерии пригодности типа «пригодности для поставленных целей», основанные на реально полученных значениях вязкости разрушений.
D.5.1.4 Критерии пригодности для кольцевых сварных швов трубопроводов, при которых накопленные в результате монтажа и эксплуатации деформации выше 2,0 %, должны определяться на основании ЕСА (см. D.5.2) и подтверждаться испытаниями в соответствии с требованиями 12.5.
Для некоторых методов может быть установлена точная корреляция между изменениями параметров сварки и появлением дефектов.
Для таких методов критерии пригодности, приведенные в настоящем приложении, при наличии особого рассмотрения и согласования, могут быть частично заменены информацией о параметрах сварки, показывающих изменения в допустимых пределах. Такая замена должна основываться на исчерпывающей документации о корреляции.
В течение всего периода применения метода должно проводиться подтверждение пригодности корреляции с помощью традиционных, соответствующих методов NDT. Объем и тип NDT, используемого для подтверждения, и связанные с этим критерии пригодности, должны согласовываться для каждого случая.
D.5.1.5 Метод(ы) NDT и критерии пригодности для материалов, не относящихся к сталям, должны проходить согласование в каждом случае.
D.5.2 Критерии пригодности, основанные на ЕСА
D.5.2.1 Если критерии приемлемости для NDT определяются с помощью ЕСА, то ЕСА должна проводиться в соответствии с требованиями, приведенными в D.5.2.2 - D.5.2.6.
D.5.2.2 ЕСА должна проводиться согласно требованиям, изложенным в 8.4.11.
D.5.2.3 Если критерии пригодности для дефектов сварного шва основаны на ЕСА, должен проводиться UT или AUT.
D.5.2.4 Значения погрешностей UT, используемые в ЕСА, должны быть приемлемыми для оборудования и технологий UT, используемых для выявления и оценки существенных дефектов в материале и геометрии сварных швов.
D.5.2.5 Если для контроля кольцевых сварных швов на трубопроводе применяются AUT, данные, используемые для ЕСА, должны быть производными от квалификационных испытаний автоматической системы UT, применяемых в приложении Е.
Информация о погрешностях квалификационных испытаний должна пройти статистическую обработку для того, чтобы определить ошибку измерения дефектов, которая задает 95 %-ный уровень достоверности по отношению к недооценке мелких дефектов.
Максимально допустимые значения размеров дефектов по ЕСА должны быть снижены по длине и высоте на ошибку измерения дефектов, которая, основываясь на результатах квалификационных испытаний, будет задавать 95 %-ный уровень достоверности по отношению к недооценке мелких дефектов.
D.5.2.6 При ручном UT данные, используемые в ЕСА для количественной оценки погрешностей UT, эксплуатационных показателей и надежности, предпочтительно должны относиться к типу «измеренная реакция в зависимости от фактического размера дефектов». Оценки должны быть основаны на опубликованных результатах исчерпывающих исследований по надежности ручного UT.
D.5.2.7 Описанный выше метод может также использоваться для оправдания превышения критериев пригодности, которые упоминаются в D.6.
D.6 Заводской NDT листов и полос
D.6.1 Общие указания
D.6.1.1 Тип и объем NDT в ходе изготовления листов и полос должен состоять в:
100 %-ном UT листов и полос на расслоение;
100 %-ном UT плакированных листов на расслоение и отсутствие сцепления.
D.6.1.2 UT должен включать в себя испытания четырех кромок листа/полосы на ширину, превышающую, по крайней мере, на 50 мм внутрь положение будущей подготовки к сварке. Должен быть принят соответствующий допуск на ширину области, который бы охватывал возможные листы негабаритных размеров и последующее боковое фрезерование и разделку кромок.
D.6.1.3 Если NDT трубы проводится на трубном заводе, заводской UT листов и полос для выявления расслоений, при наличии соглашения, может не проводиться.
D.6.1.4 Критерии пригодности, приведенные в настоящем подразделе, в общем случае применимы, если не устанавливаются иные критерии пригодности согласно соответствующим положениям D.5.
D.6.1.5 Оборудование и технологии, используемые для UT, должны соответствовать требованиям D.4. Требования к автоматическим процессам NDT, приведенные в D.4, являются дополнительными к требованиям норм или стандарта, на которые ссылаются в настоящем подразделе, если предписывается или считается возможным применение автоматических методов NDT
D.6.2 UT листов и полос из С-Mn стали и дуплекс-стали
D.6.2.1 UT листов или полос на расслоение должен проходить в соответствии с [116] со следующими дополнениями:
- расстояние между соседними проходами сканирования должно обеспечивать 100 %-ный охват листа и всех четырех кромок и быть достаточно малым, чтобы гарантировать выявление дефектов минимально допустимого размера;
- для листов номинальной толщиной ³ 40 мм глубина паза в испытуемом образце по определяющему стандарту должна быть увеличена, для того чтобы низ паза располагался между 1/4 и 1/2 номинальной толщины листа.
D.6.2.2 Критерии пригодности для UT листов и полос из С-Mn стали и стали, выплавленной дуплекс-процессом, приведены в таблице D.2.
D.6.2.3 При наличии соглашения, критерии пригодности для листов и полос могут быть ограничены допустимой разрешенной площадью 100 мм2 и плотностью семейства дефектов - 5 шт. с минимальным размером дефектов по площади 30 мм2, по длине и ширине - 5 мм. Должны действовать все остальные требования, приведенные в таблице D.2.
Таблица D.2 - UT листов и полос из С-Mn стали и стали, выплавленной дуплекс-процессом, критерии пригодности
|
Критерии пригодности для тела листов и полос для |
|||
|
максимально допустимого дефекта |
минимального размера дефектов, который должен быть учтен |
максимальной плотности семейства дефектов |
|
|
Не кислая |
Площадь - 1000 мм2 |
Площадь - 300 мм2 Длина - 35 мм Ширина - 8 мм |
10 - в пределах эталонной площади |
|
Кислая |
Площадь - 500 мм2 |
Площадь - 150 мм2 Длина - 15 мм Ширина - 8 мм |
5 - в пределах эталонной площади |
|
Все случаи |
Площадь - 500 мм2 Ширина - 6 мм |
Длина - 10 мм |
3 - в пределах эталонной площади |
|
Примечания 1 Два или более смежных дефектов должны рассматриваться как один дефект, если расстояние между ними меньше, чем самый большой размер наименьшего дефекта. 2 Плотность семейства дефектов должна представлять собой число дефектов, меньших, чем максимальный, и больших, чем минимальный размер дефектов. 3 Эталонная площадь должна представлять собой: - 1000´1000 мм - для эксплуатации в некислой среде; - 500´500 мм - для эксплуатации в кислой среде. Эталонная площадь листа и полосы, если ширина листа и полосы меньше одной стороны квадратной эталонной площади, должна составлять 1,00 м2 для эксплуатации в некислой среде и 0,25 м2 - в кислой среде. Длина кромок области - 1000 мм. 4 Ширина дефекта - размер, перпендикулярный к кромке листа и полосы. |
|||
D.6.3 UT плакированных листов и полос
D.6.3.1 На UT основного металла должны распространяться требования D.6.1 и D.6.2.
D.6.3.2 UT, предназначенный для определения отсутствия сцепления между основным металлом и материалом плакирования в теле листов и полос, должен проводиться в соответствии с S7 [90].
D.6.3.3 Критерии пригодности изложены в S7 [90]. Кроме того, в областях кромок листов не допускаются зоны с расслоением или отсутствием сцепления.
D.6.4 Визуальный контроль листа и полосы
D.6.4.1 Визуальный контроль и критерии пригодности должны соответствовать 9.5.5.4.
D.7 Заводской NDT труб
D.7.1 Общие указания
D.7.1.1 Объем NDT в ходе изготовления труб должен соответствовать требованиям, изложенным в таблице 9.13 раздела 9.
Испытания, приведенные в таблице 9.13 раздела 9, представляют собой:
- UT;
- контроль поверхностных дефектов;
- RT.
D.7.1.2 Если выбор способа NDT произвольный, то это должно быть указано в настоящем подразделе.
D.7.1.3 Требования к автоматическим процессам NDT, приведенные в D.4, являются дополнительными к требованиям соответствующих норм или стандартов, настоящего подраздела, если предписывается или считается возможным применение автоматических методов NDT
D.7.1.4 Критерии пригодности, приведенные в настоящем подразделе, приемлемы в случае, если не устанавливаются иные критерии пригодности согласно соответствующим положениям D.5.
D.7.1.5 Все мероприятия NDT по окончательной приемке труб должны проводиться после завершения холодной правки, формовки и экспандирования. NDT в «домашних» целях может проводиться в любое время по усмотрению изготовителя.
D.7.1.6 Если NDT листа или полосы в соответствии с D.6 проводится на предприятии-изготовителе листов и полос, UT расслоений в теле трубы может не проводиться.
D.7.2 Неконтролируемые концы труб
D.7.2.1 Если применяется автоматическое оборудование для NDT, то обычно остается не проверенной короткая область на обоих концах трубы. Непроверенные концы можно или отрезать или подвергнуть ручному или полуавтоматическому NDT по тому же или альтернативному способу с соответствующей методикой и с использованием параметров контроля, которые позволят достичь, по крайней мере, той же чувствительности.
D.7.3 Сомнительная труба
D.7.3.1 Во всех случаях, когда контроль трубы обнаруживает предельно допустимые контролируемые параметры, то автоматическое оборудование для NDT должно сигнализировать об этом. При этом качество трубы должно ставиться под сомнение.
С сомнительной трубой поступают одним из следующих образов:
- труба может быть забракована;
- может быть отправлена в отходы сомнительная зона.
Если в отходы отправлена сомнительная зона, тогда все требования по NDT, относящиеся к концам труб, должны быть выполнены для нового конца трубы.
D.7.3.2 В качестве альтернативы сомнительная зона трубы может быть повторно проверена с помощью иного, соответствующего метода контроля, дополняющего первоначальный метод, с отличающейся методикой и использованием параметров контроля, которые обеспечивают тот же уровень чувствительности, что и достигаемый при первоначальном контроле, и с применением того же уровня пригодности.
Трубы, прошедшие этот контроль, считаются пригодными.
D.7.3.3 Трубы можно отремонтировать при условии соответствия требованиям 9.5.10.
D.7.3.4 Повторный контроль отремонтированных сварных швов должен состоять в 100 %-ном визуальном контроле и 100 %-ном ручном RT и ручном UT
Контроль должен проводиться в соответствии с D.7.8.
Критерии пригодности должны соответствовать D.7.8.
D.7.4 NDT, применимый ко всем трубам
D.7.4.1 UT последних 50 мм от каждого конца трубы, предназначенный для выявления расслоений для С-Mn стали и стали, выплавленной дуплекс-процессом, должен проходить в соответствии с [115]. Отрезок в 50 мм должен измеряться от будущей заготовки под сварку с учетом допуска на выполняемую позднее фаску. Может применяться ручной UT, полуавтоматическое или автоматическое оборудование. Для сварных труб усиление продольного шва должно быть удалено так, чтобы оно не мешало контролю.
Критерий пригодности - в соответствии с требованиями к кромкам листов и полос, приведенными в таблице D.2 для эксплуатации в некислой среде и в кислой среде.
D.7.4.2 UT последних 50 мм от каждого конца трубы, предназначенный для выявления расслоений плакированной, футерованной трубы должен проходить в соответствии с S7 [90]. Отрезок в 50 мм должен измеряться от будущей подготовки под сварку с учетом допуска на выполняемую позднее фаску.
Критерий пригодности - области с расслоением или отсутствием сцепления в зонах кромок листа не допускаются.
Примечание - Предельный участок у каждого конца трубы, в результате согласования, может быть увеличен до 100 мм для выполнения дополнительной фаски труб в полевых условиях.
D.7.4.3 Магнитопорошковая дефектоскопия, или вихретоковый контроль торцевой поверхности, или фаски каждой трубы из ферромагнитной стали, предназначенные для выявления расслоений, должны проводиться в соответствии с:
- [119] и D.2.4 - для магнитопорошковой дефектоскопии;
- D.2.6 - для вихретокового контроля.
Критерий пригодности - дефекты длиной более 6 мм в кольцевом направлении не допускаются.
D.7.4.4 Капиллярная дефектоскопия, или вихретоковый контроль торцевой поверхности, или фаски каждой трубы из неферромагнитной стали, предназначенные для выявления расслоений, должны проводиться в соответствии с:
- [117] и D.2.5 - для капиллярной дефектоскопии;
- D.2.6 - для вихретокового контроля.
Критерий пригодности - дефекты длиной более 6 мм в кольцевом направлении не допускаются.
D.7.4.5 Остаточный магнетизм на концах труб в направлении, параллельном оси трубы, должен измеряться с помощью калиброванного гауссметра, использующего эффект Холла [Hall], или подобного оборудования. Остаточный магнетизм не должен превышать 3 mТ (30 Гаусс). Для некоторых методов сварки может потребоваться более жесткий критерий пригодности.
D.7.5 NDT бесшовной трубы
D.7.5.1 Объем NDT должен соответствовать таблице 9.13 раздела 9.
D.7.5.2 Для труб из стали, выплавленной дуплекс-процессом, должно быть показано, что наличие каких-либо крупнозернистых, анизотропных зон не повредит контролю.
UT расслоений в теле трубы
D.7.5.3 UT, предназначенный для выявления расслоений в теле трубы, должен проводиться в соответствии с [112] со следующими дополнениями:
- расстояние между соседними проходами сканирования должно обеспечивать 100 %-ный охват тела трубы и должно быть достаточно малым, чтобы гарантировать выявление дефектов минимального допустимого размера;
- в трубе-образце должны быть просверлены насквозь по одному отверстию на каждом конце диаметром 3,0 мм. Расстояние от конца трубы до отверстия должно быть равно длине участка, не охватываемого оборудованием для UT в ходе контроля серийной продукции. Перед началом изготовления труба должна пройти через оборудование для UT с рабочей скоростью сканирования. Для определения пригодности оборудования оба отверстия должны быть обнаружены всеми зондами. По выбору производителей эти отверстия могут быть выполнены и на эталонном блоке.
Критерий пригодности - в соответствии с требованиями к телу листов и полос, приведенными в таблице D.2 для эксплуатации в некислой среде и в кислой среде.
Примечание - При наличии соглашения могут применяться критерии пригодности по расслоению в теле трубы в соответствии с D.6.2.3.
UT толщины
D.7.5.4 Полный внешний UT толщины должен быть проведен в соответствии с [113]. Минимальная зона охвата должна быть не менее 25 % поверхности трубы.
Критерий пригодности - должны выполняться требования к заданным минимальной и максимальной толщине.
UT наличия продольных дефектов в теле трубы
D.7.5.5 UT, предназначенный для выявления продольных дефектов в теле трубы, должен проводиться в соответствии с [106].
Критерий пригодности - уровень пригодности L2/C.
UT наличия поперечных дефектов в теле трубы
D.7.5.6 UT, предназначенный для выявления поперечных дефектов в теле трубы, должен проводиться в соответствии с [108].
Уровень пригодности L2/C.
Контроль продольных и поперечных поверхностных дефектов в теле трубы
D.7.5.7 Контроль продольных и поперечных поверхностных дефектов в теле ферромагнитной бесшовной трубы должен быть проведен в соответствии с одним из следующих стандартов:
- [107] - вихретоковый контроль;
- [109] - способ рассеяния магнитного потока;
- [110] - способ рассеивания магнитного потока;
- [120] - магнитопорошковая дефектоскопия.
Примечание - Если является важным выявление дефектов на внутренней поверхности трубы, следует предпочесть [109] или [110].
Критерии пригодности:
- [107]: уровень пригодности L2;
- [109]: уровень пригодности L2;
- [110]: уровень пригодности L2;
- [120]: уровень пригодности М1.
D.7.5.8 Контроль продольных и поперечных поверхностных дефектов в теле неферромагнитной бесшовной трубы должен быть проведен в соответствии с одним из следующих стандартов:
- [107] - вихретоковый контроль;
- [117] - капиллярная дефектоскопия.
Критерий пригодности:
- [107]: уровень пригодности L2;
- [117]: уровень пригодности Р1.
D.7.6 Неразрушающий контроль HFW, LBW и ЕВW труб
D.7.6.1 Объем NDT должен соответствовать таблице 9.13 раздела 9.
D.7.6.2 Для труб из стали, выплавленной дуплекс-процессом, должно быть показано, что наличие каких-либо крупнозернистых, анизотропных зон не повредит контролю.
UT для выявления продольных дефектов в сварном шве
D.7.6.3 UT всей длины сварного шва труб, сваренных HFW, LBW и EBW, предназначенный для выявления продольных дефектов, должен проводиться в соответствии с [106] и со следующими дополнениями:
Оборудование:
- должны использоваться зонды специального назначения или тандемные, или передающие/приемные для выявления дефектов, расположенных на расплавляемой поверхности. Кроме того, могут применяться, по согласованию, зонды по методике ToFD;
- должно содержать устройства для отслеживания/центровки по шву и обеспечивать соответствующий контакт для всех зондов.
Эталонный блок
Эталонный блок должен содержать:
- просверленные в боковой поверхности отверстия диаметром 1,6 мм, параллельные продольной оси сварного шва в его центре. Отверстия должны располагаться на середине толщины и на 2 мм ниже каждой поверхности и предназначаться для выявления дефектов, расположенных на расплавляемой поверхности (при использовании тандемных или передающих/приемных зондов);
- прорези N5 на внутренней и наружной поверхностях, непосредственно рядом со сварным швом и с обеих сторон сварного шва. Длина прорезей должна равняться 1,5-кратному размеру элемента зонда или 20 мм (какое из этих значений меньше).
При работе с зондами ToFD эталонный блок должен содержать две равные радиальные щели, выполненные электроэрозионным способом, на центральной линии сварного шва максимальной шириной 1,0 мм, расположенные на внутренней и наружной поверхностях. Длина и глубина щелей должны выбираться такими, чтобы критерий пригодности при использовании зондов ToFD был таким же, что и при работе с прорезями N5 и просверленными в боковых поверхностях отверстиями диаметром 1,6 мм.
В трубе-образце должно быть просверлено насквозь по одному отверстию диаметром 3,0 мм на центральной линии сварного шва на каждом из концов. Расстояние от торца трубы до отверстия должно равняться длине участка, не охватываемого оборудованием для ультразвукового контроля в ходе контроля серийной продукции. Перед началом изготовления труба должна пройти через оборудование для ультразвукового контроля с рабочей скоростью сканирования. Для определения пригодности оборудования оба отверстия должны быть обнаружены всеми зондами. По выбору изготовителей эти отверстия могут быть выполнены и на эталонном блоке.
Примечание - Предусмотренные выше соответствующие область действия и разрешающая способность обеспечиваются другими конфигурациями оборудования при условии, что эталонные отражающие элементы и методы калибровки могут использоваться, если это согласовано.
D.7.6.4 Оборудование должно быть калибровано следующим образом:
- реакция на прорези N5 должна быть доведена до максимальной [106];
- реакция от просверленного в боковой поверхности отверстия диаметром 1,6 мм на середине толщины при пользовании тандемным или передающим/принимающим зондами должна быть доведена до максимума при сохранении реакции на просверленные в боках отверстия диаметром 1,6 мм, находящиеся около поверхности настолько ровной, насколько это возможно.
При прохождении зондов ToFD не должны быть выявлены на эталонном блоке щели, размеры которых по длине и глубине превышали бы допустимые размеры.
Для каждого зонда после калибровки в отчете должны быть отмечены все настройки, положения порогов и смещений от центральной линии сварного шва до указывающей точки зонда.
D.7.6.5 Уровни сигнализации и регистрации для прорезей N5 и отверстий диаметром 1,6 мм должны быть настроены по отдельности для каждого типа используемого эталонного отражающего элемента. Уровень должен представлять собой самую низкую из реакций, полученных для каждого из типов отражающих элементов.
Для зондов ToFD все показания, превышающие длину или глубину эталонных щелей, должны отражаться в письменном виде или за счет настройки соответствующего уровня сигнализации.
D.7.6.6 Критерии пригодности таковы:
- показания, превышающие уровень сигнализации для прорезей N5 и отверстий диаметром 1,6 мм, неприемлемы;
- для зондов ToFD неприемлемы показания, превышающие длину или глубину эталонных щелей.
D.7.6.7 Может быть согласована иная альтернативная структура оборудования при условии, что при выявлении дефектов продемонстрировано достижение равных охвата и чувствительности.
UT тела трубы для выявления расслоений
D.7.6.8 Нет необходимости проводить на трубном заводе UT тела трубы для выявления расслоений, если проводился контроль листов/полос в соответствии с D.6 на прокатном стане.
D.7.6.9 Если контроль проводится на трубном заводе, он должен соответствовать [116] со следующими дополнениями:
- расстояние между соседними проходами сканирования должно обеспечивать 100 %-ный охват тела листа, а все четыре кромки должны быть достаточно маленькими, чтобы гарантировать выявление дефекта минимального допустимого размера;
- для листов номинальной толщиной ³ 40 мм глубина паза в испытуемом образце по соответствующему стандарту должна быть увеличена, для того чтобы низ паза размещался между 1/4 и 1/2 номинальной толщины листа.
Критерии пригодности - в соответствии с требованиями к телу листов и полос, приведенными в таблице D.2 для эксплуатации в некислой среде и в кислой среде.
Примечание - При наличии соглашения могут применяться критерии пригодности по расслоению в теле трубы в соответствии с D.6.2.3.
UT зоны, прилегающей к телу сварного шва, для выявления расслоений
D.7.6.10 Нет необходимости проводить на трубном заводе UT тела трубы для выявления расслоений, если проводился контроль листов/полос в соответствии с D.6 на прокатном стане.
D.7.6.11 Если контроль проводится на трубном заводе, он должен соответствовать [116] со следующими дополнениями:
- ширина испытуемого участка должна составлять 50 мм;
- расстояние между соседними проходами сканирования должно обеспечивать 100 %-ный охват зоны, прилегающей к сварному шву, и должно быть достаточно малым, чтобы гарантировать выявление дефекта минимального допустимого размера;
- для листов номинальной толщиной ³ 40 мм глубина паза в испытуемом образце по соответствующему стандарту должна быть увеличена, для того чтобы низ паза размещался между 1/4 и 1/2 номинальной толщины стенки трубы.
Критерии пригодности - в соответствии с требованиями к кромкам листов и полос, приведенными в таблице D.2 для эксплуатации в некислой среде и в кислой среде.
Контроль ферромагнитной трубы для выявления поверхностных дефектов в зоне сварного шва
D.7.6.12 Контроль ферромагнитных труб, сваренных HFW, LBW и EBW, для выявления поверхностных дефектов в зоне сварного шва должен проводиться в соответствии с одним из следующих стандартов:
- [107] - вихретоковый контроль;
- [120] - магнитопорошковая дефектоскопия.
Вихретоковый контроль, проводящийся по [107], должен использовать методику секторной катушки, эталонное отверстие диаметром максимум 3,20 мм и самую низкую из возможных частоту возбуждения. Критерии пригодности:
- [107]: уровень пригодности L2;
- [120]: уровень пригодности М1.
Контроль неферромагнитной трубы для выявления дефектов в зоне сварного шва
D.7.6.13 Контроль неферромагнитных труб, сваренных HFW, LBW и EBW, для выявления поверхностных дефектов в зоне сварного шва должен проводиться в соответствии с одним из следующих стандартов:
- [107] - вихретоковый контроль;
- [117] - капиллярная дефектоскопия.
Вихретоковый контроль, проводящийся по [107], должен использовать методику секторной катушки, эталонное отверстие диаметром максимум 3,20 мм и самую низкую из возможных частоту возбуждения. Критерии пригодности:
- [107]: уровень пригодности L2;
- [117]: уровень пригодности Р1.
Радиографический контроль
D.7.6.14 Радиографический контроль крайних 300 мм сварного шва у каждого конца трубы должен проводиться в соответствии с требованиями D.2.2.
Критерии пригодности - требования таблицы D.4, непровар шва и неполное проплавление не допускаются.
D.7.7 Неразрушающий контроль SAW-труб
D.7.7.1 Объем NDT должен соответствовать таблице 9.13 раздела 9.
D.7.7.2 Для труб из стали, выплавленной дуплекс-процессом, должно быть показано, что наличие каких-либо крупнозернистых, анизотропных зон не повредит контролю.
UT для выявления продольных и поперечных дефектов в сварном шве
D.7.7.3 UT сварного шва SAW-труб, предназначенный для выявления продольных и поперечных дефектов, должен проходить в соответствии с [111], а требования к нему приведены в следующих пунктах.
D.7.7.4 Структура оборудования должна подходить для выявления дефектов, ориентированных преимущественно параллельно сварному шву и/или под прямым углом к нему. В обоих случаях контроль должен проводиться при двух проходах с противоположными направлениями пучка лучей.
D.7.7.5 Должно быть подготовлено описание оборудования для изучения и согласования. Описание должно включать в себя всю документацию, указанную в D.4.1 и D.4.2.
D.7.7.6 Описание оборудования должно содержать:
- число и положения зондов, предназначенных для выявления продольных дефектов, и их рабочий режим (импульсная эхография и/или сквозная передача);
- число и положения зондов, предназначенных для выявления поперечных дефектов, их ориентация в градусах по отношению к оси сварного шва и их рабочий режим (импульсная эхография и/или сквозная передача);
- схему, показывающую угол зондов, выбранное число пропусков, расстояние от центральной линии сварного шва до указывающей точки зонда и угол между направлением ультразвуковых лучей и осью сварного шва для каждого зонда.
D.7.7.7 Угол зонда должен выбираться для достижения самых лучших результатов контроля при соответствующем отношении толщины стенки испытуемой трубы к ее диаметру.
D.7.7.8 Оборудование должно содержать устройства для отслеживания/центровки по шву и обеспечивать проверки соответствующего контакта для каждого отдельного зонда.
D.7.7.9 Вся автоматическая ультразвуковая система должна быть обеспечена документацией о калибровке, проведенной не далее 6 месяцев с момента начала изготовления.
D.7.7.10 Эталонный блок должен содержать следующие элементы:
А - просверленные насквозь отверстия диаметром 1,6 мм на центровой линии сварного шва;
В - просверленные насквозь отверстия диаметром 1,6 мм в основном металле на обеих сторонах у кромки лицевой поверхности шва или просверленные на половину толщины снаружи и изнутри;
С - прорези N5 в основном материале и параллельные сварному шву с обеих сторон кромки лицевой поверхности шва снаружи;
D - прорези N5 в основном материале и параллельные сварному шву с обеих сторон кромки лицевой поверхности шва изнутри;
Е - прорези N5 в сварном шве, по центру сварного шва и в поперечном направлении к нему снаружи;
F - прорези N5 в сварном шве, по центру сварного шва и в поперечном направлении к нему изнутри;
G - просверленные насквозь отверстия диаметром 3,0 мм в материале трубы в 10 мм наружу от кромки лицевой поверхности сварного шва.
Длина прорезей N5 должна равняться 1,5-кратному размеру элемента зонда (кристалла) или 20 мм (какое из этих значений меньше). Участок прорези не должен содержать никаких скругленных углов. Ширина прорезей N5 не должна превышать 1 мм.
Число прорезей и отверстий может быть увеличено по отношению к их числу, приведенному выше, по выбору изготовителей.
Для трубы со стенкой толщиной, превышающей 20 мм, может потребоваться применение особых зондов для определения продольных дефектов в зоне сварного шва на середине толщины. В таких случаях эталонный блок должен содержать отражающий элемент, который бы указывал целевое положение таких зондов для проверки правильности их позиционирования. Отражающий элемент может использоваться для настройки уровня сигнализации/регистрации, если он обеспечивает обратный сигнал, равный возвращаемому прорезью N5. Изготовитель должен предложить тип отражающего элемента, подходящий для этих целей, и который подлежит согласованию.
D.7.7.11 В трубе-образце должно быть просверленно насквозь по одному отверстию диаметром 3,0 мм на центровой линии сварного шва на каждом из концов. Расстояние от торца трубы до отверстия должно равняться длине участка, не охватываемого оборудованием для испытаний ультразвуком в процессе испытаний серийной продукции. Перед началом изготовления труба должна пройти через оборудование для испытаний ультразвуком с рабочей скоростью сканирования. Для определения пригодности оборудования оба отверстия должны быть обнаружены всеми зондами. По выбору изготовителей эти отверстия могут быть выполнены и на эталонном блоке.
D.7.7.12 Первоначальная калибровка должна проводиться в статическом режиме.
Раздельная калибровка должна проводиться для каждого зонда на эталонные отражающие элементы, расположенные в зоне сварного шва, которые должны быть охвачены этим зондом.
Для выявления поперечных дефектов должны быть получены четко распознаваемые сигналы от отверстия А диаметром 1,6 мм. Должны быть зарегистрированы сигналы на отверстие В диаметром 1,6 мм в противоположной стороне и от поперечных прорезей N5 Е и F.
Для выявления продольных дефектов зонд должен быть нацелен на отверстие А диаметром 1,6 мм. Должны быть зарегистрированы сигналы на прорези N5 С и D, которые свойственны для особого зонда.
D.7.7.13 Если толщина стенки требует особых зондов для охвата зоны сварного шва на середине толщины, они должны быть отрегулированы так, чтобы получать пиковый сигнал от отражающего элемента на середине толщины.
D.7.7.14 Калибровка должна проходить оптимизацию, пока каждый первичный отражающий элемент А, В, С и D не будет обнаружен, по крайней мере, двумя зондами с отличающимися углами и/или различными проходами ультразвука и/или разной чувствительностью.
D.7.7.15 Должен быть зарегистрирован процент амплитуды сигнала от полной высоты экрана для отражающих элементов А - F без каких-либо изменений усиления, положения и угла по отношению к оси сварного шва или участку прохода ультразвука, используемых для оптимизации калибровки зондов.
D.7.7.16 Выявляемые импульсы должны быть настроены с использованием отверстий G диаметром 3 мм. Выявляемые импульсы должны начинаться на отражающем элементе G на ближней стороне и заканчиваться на отражающем элементе G с противоположной стороны. Если геометрические отраженные сигналы от усиления сварного шва могут превысить отраженный сигнал от противолежащих отражающих элементов G, выявляемые импульсы могут заканчиваться сразу же перед соответствующим отражающим элементом С или D. Начало и конец выявляемого импульса должны пройти настройку, отражающую допуски устройства отслеживания сварного шва.
D.7.7.17 После завершения статической калибровки для каждого зонда должны быть зарегистрированы все настройки, положения селекторных (строб-) импульсов, угол по отношению к оси сварного шва и смещения от центровой линии сварного шва до указующей точки зонда.
D.7.7.18 Уровень сигнализации/регистрации для каждого зонда должен быть настроен, как описано далее:
- для поперечных дефектов: 80 % амплитуды сигнала от отверстия В диаметром 1,6 мм с противоположной стороны, но не ниже самой слабой амплитуды сигнала от какой-либо из поперечных прорезей N5 Е или F;
- для продольных дефектов: 100 %-ной амплитуды сигнала от соответствующей прорези N5 С или D, выдающей самую слабую амплитуду сигнала;
- если для настройки уровня сигнализации/регистрации (сигнал эквивалентный отражаемому прорезью N5) согласовано использование прорези на середине толщины - 100 %-ной амплитуды сигнала.
Примечания
1 Предусмотренные выше соответствующие область действия и разрешающая способность обеспечиваются другими конфигурациями оборудования при условии, что эталонные отражающие элементы и методы калибровки могут использоваться, если это согласовано.
2 Как альтернатива прорезям N5 и отверстиям диаметром 1,6 мм может быть использован «метод двух лямбд». В этом методе используются внутренние и внешние прорези постоянной глубины, а уровень чувствительности повышается электронными средствами, т.е. за счет увеличения в дБ. Глубина прорезей должна быть двукратной по отношению к длине волны при применяемой частоте ультразвука. Техническое описание метода дано в [126]. Применение этого метода требует документального отражения скорости и частоты ультразвука для соответствующего назначения. Метод может использоваться при наличии соглашения.
D.7.7.19 Должна быть проведена проверка калибровки в динамическом режиме. Изменения в коэффициенте усиления, требующиеся для сохранения зарегистрированного процента полной высоты экрана для каждого зонда, должны быть зарегистрированы как среднеарифметическое значение трех результатов динамических проверок. Все зонды должны быть проверены на получение зарегистрированной амплитуды сигнала от зондов, предназначенных для соответствующих отверстий и прорезей. Настройки селекторного импульса должны отклоняться не более, чем на 2,5 мм от эталонного положения.
D.7.7.20 Динамическая проверка должна проводиться с интервалами времени в соответствии с [111].
D.7.7.21 Оборудование должно считаться утерявшим калибровку, если:
- реакция на какой-либо отражающий элемент в течение динамической проверки падает ниже минус 3 дБ от зарегистрированного значения в результате динамических проверок, см. D.7.7.19;
- настройки селекторного импульса в течение динамической проверки отклоняются более, чем на ± 2,5 мм от зарегистрированного значения в результате статической калибровки;
- изменяется какой-либо из параметров, используемых при оптимизации первоначальной статической калибровки.
D.7.7.22 Если полагают, что оборудование утеряло калибровку, для него должна быть проведена повторная калибровка согласно требованиям D.7.7.12 - D.7.7.19, а все трубы, проконтролированные с момента последней успешной динамической проверки, должны пройти контроль заново.
D.7.7.23 Должно предполагаться наличие недостаточного контакта, если передаваемый сигнал от какого-либо зонда более чем на 10 дБ слабее, чем самый низкий уровень сигнализации/регистрации для пары зондов.
D.7.7.24 Для испытаний серийной продукции общее усиление должно быть увеличено, как минимум, на 3 дБ. Это повышенное усиление должно быть убрано во время динамической проверки.
D.7.7.25 Показания, превышающие уровень сигнализации/регистрации или прошедшие регистрацию, должны быть исследованы с помощью радиографического контроля согласно D.7.8.3. Если наличие дефекта радиографией не подтверждается, должен быть проведен ручной ультразвуковой контроль в соответствии с D.7.8.9 и D.7.8.10. Если дополнительный NDT не подтверждает наличия дефектов, труба должна пройти повторное сканирование автоматическим ультразвуковым оборудованием. Если при повторном сканировании изделий, вызвавших первые пять включений системы сигнализации, подтверждается отсутствие дефектов, от последующего повторного сканирования можно отказаться.
UT тела трубы для выявления расслоений
D.7.7.26 Нет необходимости проводить на трубном заводе UT тела трубы для выявления расслоений, если контроль проводился на предприятии-изготовителе листов/полос в соответствии с D.6.
D.7.7.27 Если испытания проводятся на трубном заводе, они должны соответствовать [116] со следующими дополнениями:
- расстояние между соседними проходами сканирования должны обеспечивать 100 %-ный охват тела листа, а все четыре кромки должны быть достаточно маленькими, чтобы гарантировать выявление дефекта минимального допустимого размера,
- для листов номинальной толщиной > 40 мм глубина выточки в испытуемом образце по соответствующему стандарту должна быть увеличена, для того чтобы низ выточки размещался между 1/4 и 1/2 номинальной толщины листа.
Критерии пригодности - в соответствии с требованиями к телу листов и полос, приведенными в таблице D.2 для эксплуатации в некислой среде и в кислой среде.
Примечание - При наличии соглашения могут применяться критерии пригодности по расслоению в теле трубы в соответствии с D.6.2.3.
UT зоны, прилегающей к телу сварного шва, для выявления расслоений
D.7.7.28 UT для выявления расслоений зоны, прилегающей к телу сварного шва, нет необходимости проводить на трубном заводе, если контроль проводился на предприятии-изготовителе листов/полос в соответствии с D.6.
D.7.7.29 Если контроль проводится на трубном заводе, он должен соответствовать [116] со следующими дополнениями:
- ширина испытуемого участка должна составлять 50 мм;
- расстояние между соседними проходами сканирования должны обеспечивать 100 %-ный охват зоны, прилегающей к сварному шву, и должно быть достаточно малым, чтобы гарантировать выявление дефекта минимального допустимого размера;
- для листов номинальной толщиной ³ 40 мм глубина выточки в испытуемом образце по соответствующему стандарту должна быть повышена для того, чтобы низ выточки размещался между 1/4 и 1/2 номинальной толщины стенки трубы.
Критерии пригодности - в соответствии с требованиями к кромкам листов/полос, приведенными в таблице D.2 для эксплуатации в некислой среде и в кислой среде.
Контроль ферромагнитной трубы для выявления поверхностных дефектов в зоне сварного шва
D.7.7.30 Контроль ферромагнитной трубы SAW для выявления поверхностных дефектов в зоне сварного шва должен проводиться в соответствии с одним из следующих стандартов:
- [107] - вихретоковый контроль;
- [120] - магнитопорошковая дефектоскопия.
Вихретоковый контроль, проводящийся согласно [107], должен использовать методику секторной катушки, эталонное отверстие диаметром максимум 3,20 мм и самую низкую из возможных частоту возбуждения. Критерии пригодности:
- [107]: уровень пригодности L2;
- [120]: уровень пригодности М1.
Контроль неферромагнитной трубы для выявления дефектов в зоне сварного шва
D.7.7.31 Контроль неферромагнитной трубы SAW для выявления поверхностных дефектов в зоне сварного шва должен проводиться в соответствии с одним из следующих стандартов:
- [107] - вихретоковый контроль;
- [117] - капиллярная дефектоскопия.
Вихретоковый контроль, проводящийся согласно [107], должен использовать методику секторной катушки, эталонное отверстие диаметром максимум 3,20 мм и самую низкую из возможных частоту возбуждения. Критерии пригодности:
- [107]: уровень пригодности L2;
- [117]: уровень пригодности Р1.
Радиографический контроль
D.7.7.32 Радиографический контроль крайних 300 мм сварного шва у каждого конца трубы должен захватить зону, не охваченную автоматическим ультразвуковым контролем. Он должен проводиться в соответствии с требованиями D.2.2.
Критерии пригодности - требования таблицы D.5, непровар шва и неполное проплавление не допускаются.
D.7.8 Ручной NDT
D.7.8.1 Ручной NDT должен проводиться, как указано ниже, и в соответствии с требованиями D.2.
D.7.8.2 Требования настоящего подраздела распространяются только на ручной NDT, проводящийся на трубном заводе.
RT
D.7.8.3 RT должен проводиться в соответствии с требованиями D.2.
Критерии пригодности - требования таблицы D.5, непровар шва и неполное проплавление не допускаются.
Ручной UT
D.7.8.4 Ручной UT должен проводиться на каждом конце трубы в области, не захватываемой автоматическим UT. Кроме того, ручной UT должен проводиться для подтверждения наличия дефектов и для всех случаев ремонта сварных швов.
D.7.8.5 Ручной UT должен проводиться в соответствии с D.2.
D.7.8.6 Эталонные блоки должны быть изготовлены из участка используемой в проекте трубы.
Ручной UT концов труб
D.7.8.7 UT расслоений участка шириной 50 мм у каждого конца трубы из С-Mn стали и стали, выплавленной дуплекс-процессом, должен проводиться вручную, если он не проводился автоматическим оборудованием. Должны выполняться требования [115]. Должны использоваться зонды, отвечающие требованиям [116], приложение А.
Критерий пригодности - в соответствии с требованиями к кромкам листов/полос, приведенными в таблице D.2 для эксплуатации в некислой среде и в кислой среде.
D.7.8.8 UT расслоений на участке шириной 50 мм у каждого конца плакированной/футерованной трубы должен проводиться вручную, если он не проводился автоматическим оборудованием. Должны выполняться требования S7 [90].
Критерий пригодности - S7 [90]. Кроме того, в зонах кромок листа не допускаются расслоения или нарушения сцепления. Ручной UT бесшовной трубы.
Ручной UT сварных SAW-швов.
D.7.8.9 Ручной UT швов, сваренных SAW должен проводиться в соответствии с D.3.
Должны быть в наличии зонды с углом излучения 0°, 35°, 45°, 60° и 70°.
Калибровка должна быть проведена на эталонном блоке с просверленным насквозь отверстием диаметром 1,6 мм с помощью зонда с углом излучения 45°. Должна быть получена диаграмма DAC на основе трех точек.
Сканирование продольных дефектов должно проводиться в поперечном направлении к продольной оси сварного шва со 100 %-ным перекрытием проходов сканирования. Сканирование должно включать в себя проверку с помощью зонда с углом излучения 0° расслоений вдоль сварного шва, которые могут помешать контролю. Должно быть включено сканирование поперечных дефектов, как описано в D.7.8.10.
Значения, превышающие 20 % диаграммы DAC, должны быть исследованы дополнительно, а амплитуда доведена до максимума с использованием зондов с меньшим и большим углами. В отчете должны быть приведены все доведенные до максимальных показания, превышающие 50 %-ную диаграмму DAC.
Критерий пригодности - приемлемо отсутствие диапазона показаний, доведенных до максимума от 50 % до 100 % диаграммы DAC, если подтверждается наличие дефекта, но его полагают приемлемым в результате радиографического контроля, и приемлемо отсутствие доведенных до максимума показаний, превышающих 100 % диаграммы DAC.
D.7.8.10 Сканирование для выявления поперечных дефектов должно проводиться под углом к сварному шву и «на валике шва».
Должны быть в наличии зонды с углами излучения 45°, 60° и 70° и частотами 2 и 4 МГц. Использование зондов частотой 4 МГц должно быть более предпочтительным.
Эталонный блок должен содержать отверстия диаметром 1,0 мм, просверленные насквозь на центровой линии сварного шва.
Для сканирования «на валике шва» (усилении с обратной стороны шва) должна быть получена диаграмма DAC на отверстии диаметром 1,6 мм в центральной линии сварного шва с использованием трех точек (например, прогон 1/4, полный и 1 1/2).
Для сканирования под углом в 45° к сварному шву должна быть получена диаграмма DAC на отверстии диаметром 1,6 мм в центральной линии сварного шва с использованием трех точек (например, прогон 1/4, полный и 1 1/2).
Сканирование «на валике» должно проводиться в обоих направлениях, и должен быть проведен ряд сканирований со 100 %-ным перекрытием.
Сканирование под углом 45° к сварному шву должно быть проведено с обеих сторон и в обоих направлениях со 100 %-ным перекрытий линий сканирования.
Пригодны показания, решение о приемлемости которых было принято с помощью радиографического контроля и размеры и тип которых были подтверждены ультразвуковым контролем. Другие показания неприемлемы, если их доведенная до максимума амплитуда превышает 50 % диаграммы DAC.
Показания, превышающие 20 % диаграммы DAC, должны быть исследованы дополнительно, а амплитуда доведена до максимума с использованием зондов с меньшим и большим углами излучения. В отчете должны быть приведены все доведенные до максимальных показания, превышающие 50 % диаграммы DAC.
Критерий пригодности - приемлемо отсутствие доведенных до максимума показаний в диапазоне от 50 % до 100 % диаграммы DAC, если подтверждается наличие дефекта, но его полагают приемлемым по результатам радиографического контроля, и приемлемо отсутствие доведенных до максимума показаний, превышающих 100 % диаграммы DAC.
Магнитопорошковая дефектоскопия
D.7.8.11 Магнитопорошковая дефектоскопия должна проводиться в соответствии с D.2.4.
Критерии пригодности должны соответствовать применяемым требованиям настоящего подраздела.
Капиллярная дефектоскопия
D.7.8.12 Капиллярная дефектоскопия должна проводиться в соответствии с D.2.5.
Критерии пригодности должны соответствовать применяемым требованиям настоящего подраздела.
Вихретоковый контроль
D.7.8.13 Вихретоковый контроль должен проводиться в соответствии с D.2.6.
Критерии пригодности должны соответствовать применяемым требованиям настоящего подраздела.
D.7.9 Неразрушающий контроль ремонтных сварных швов трубы
D.7.9.1 Полное удаление дефектов должно быть подтверждено магнитопорошковой дефектоскопией или капиллярной дефектоскопией для неферромагнитных материалов перед ремонтной сваркой.
D.7.9.2 Отремонтированный сварной шов должен быть полностью заново испытан с использованием соответствующих методов NDT согласно D.7.8 и с критериями пригодности, которые бы соответствовали требованиям настоящего подраздела. Для внутренних дефектов определяющим должен быть ручной ультразвуковой контроль.
D.7.10 Визуальный контроль сварных швов в трубе
D.7.10.1 Каждый сварной шов трубы должен быть подвергнут 100 %-ному визуальному контролю. Для труб ID < 610 мм 100 %-ный осмотр должны пройти внутренние сварные швы на обоих торцах трубы. Внутренний сварной шов трубы D < 600 мм должен проверяться с обоих концов настолько глубоко, насколько это возможно.
Если необходимо, контроль внутреннего сварного шва должен проходить с помощью бороскопа, видеоэндоскопа или подобного оборудования.
D.7.10.2 Смещение усиления сварного шва на концах трубы, подтвержденное рентгеновскими снимками или протравливанием, не должно быть более 0,3t или 3 мм - что меньше.
D.7.10.3 Наружный грат трубы HFW должен быть зачищен заподлицо с поверхностью трубы. Внутренний грат должен быть зачищен на высоту, не превышающую (0,05t + 0,3) мм. Зачистка не должна снижать толщину стенки ниже минимальной заданной, а углубление, полученное в результате зачистки, не должно ослаблять внутренний контур трубы более чем на 0,05t.
D.7.10.4 Высота наружного и внутреннего усиления сварного шва трубы SAW не должна быть более 3 мм.
D.7.10.5 Продольный или спиральный сварной шов трубы SAW должен удовлетворять критериям пригодности для визуального контроля, приведенным в таблице D.3.
D.7.10.6 Трубы должны соответствовать заданным требованиям к качеству изготовления, размерам, длине и массе, приведенным в разделе 9.
D.7.10.7 Подготовка торцов, такая как разделка кромок, шлифовка внутренних и наружных усилений сварных швов для проведения автоматического ультразвукового контроля кольцевых сварных швов, должна удовлетворять заданным требованиям.
D.8 Контроль монтажных кольцевых сварных швов, сварных швов соединительных деталей и других сварных швов, работающих под давлением
D.8.1 Общие указания
D.8.1.1 Требования настоящего раздела распространяются на NDT и визуальный контроль монтажных кольцевых сварных швов и сварных швов колен, райзеров, трубных компенсаторов, трубных плетей для навивки и буксировки, а также других сварных швов, работающих под давлением.
D.8.1.2 Объем NDT и визуального контроля должен соответствовать требованиям, приведенным в настоящем стандарте.
D.8.2 NDT и визуальный контроль
D.8.2.1 Ручной NDT и визуальный контроль должны проводиться в соответствии с требованиями, приведенными в приложении В. Автоматический NDT должен проводиться в соответствии с требованиями приложений D и Е в зависимости от того, что требуется.
D.8.2.2 Особые требования к AUT кольцевых сварных швов приведены в приложении Е.
D.8.2.3 При радиографии монтажных кольцевых сварных швов должны применяться следующие требования, дополнительные к подразделу D.2.2.
D.8.2.4 Там где это возможно, должны применяться панорамные (одно изображение на одну стенку) снимки.
D.8.2.5 Совместно с рентгеном могут использоваться фторометаллические экраны, что должно быть основано на удовлетворительных квалификационных испытаниях технологии и выполнении всех требований к чувствительности. Пленки, используемые вместе со фторометаллическими экранами, должны быть рассчитаны на использование с экраном данного типа.
D.8.2.6 Для труб ID < 250 мм могут быть использованы экспозиции гамма-излучением и панорамные (одно изображение на одну стенку) снимки. Источником гамма-излучения должен быть Ir192, и оно должно применяться совместно со свинцовыми экранами и сверхмелкозернистыми пленками. Источники радиации других типов могут использоваться для стенок малых толщин совместно с пленкой других типов, что должно быть основано на удовлетворительных квалификационных испытаниях технологии и выполнении всех требований к чувствительности.
D.8.2.7 Если нет внутреннего доступа, должна применяться методика двух стенок.
D.8.2.8 Для методики двух изображений на две стенки должно применяться рентгеновское излучение. Могут использоваться фторометаллические экраны, что должно быть основано на удовлетворительных квалификационных испытаниях технологии и выполнении всех требований к чувствительности. Пленки, используемые вместе со фторометаллическими экранами, должны быть рассчитаны на использование с данным экраном типа.
D.8.2.9 Для методики одного изображения на две стенки могут использоваться как рентгеновское, так и гамма-излучение. Выбор источника излучения, типов пленки и экрана должен быть основан на удовлетворительных квалификационных испытаниях технологии и выполнении всех требований к чувствительности.
D.8.3 Критерии пригодности
D.8.3.1 Критерии пригодности, приведенные в таблицах D.3, D.4 и D.5, распространяются на сварные швы в С-Mn стали, когда пластические деформации, накопленные в результате монтажа и эксплуатации, не будут превышать 0,3 %.
D.8.3.2 Для других сварных швов должны быть определены или оценены критерии пригодности (см. D.5.1) в зависимости от того, что необходимо.
D.8.3.3 Критерии пригодности используют термин «дефект», чтобы определить изъян, который превысил заданные размеры и, следовательно, считается неприемлемым.
D.8.3.4 В критериях пригодности, приведенных в таблицах D.4 и D.5, предполагается, что применяются многопроходные сварные швы и что высота дефектов не будет превышать высоту прохода сварки или максимум 0,2t. Если используются методы сварки, например SAW, «однопроходная» сварка и т.д., приводящие к проходам сварки выше 0,2t, показания дефектов, равные приведенным в таблицах пределам длины, для UT должны определяться высотой. Если высота превышает 0,2t или высоту прохода сварки (берется меньшее из этих значений) дефект считается неприемлемым.
D.8.3.5 Для сварных швов в стали, выплавленной дуплекс-процессом, других нержавеющих сталях и плакированной стали действуют требования настоящего раздела, приведенные выше, кроме того, непровар и неполное проплавление в корне односторонних сварных швов не допускаются.
D.8.4 Ремонт сварных швов
D.8.4.1 Сварные швы, которые не соответствуют требованиям, должны подвергаться местному ремонту - удалению всей зоны сварного шва. Повторная сварка должна проводиться по прошедшим аттестацию технологиям ремонтной сварки квалифицированными сварщиками (см. приложение С).
D.8.4.2 Полное удаление дефекта должно быть подтверждено магнитопорошковой дефектоскопией или капиллярной дефектоскопией для неферромагнитных материалов до проведения ремонтной сварки.
D.8.4.3 К отремонтированному сварному шву должны предъявляться те же требования к испытаниям и контролю, что и к первоначальным сварным швам.
Таблица D.3 - Критерии пригодности для визуального контроля и контроля поверхностным способом
|
Место контроля |
Критерий пригодности |
|
|
Наружный профиль |
Сварные швы должны иметь равномерную отделку и плавно переходить в основной металл, не должны выходить за первоначальную подготовку соединения более чем на 3 мм (6 мм - для сварных швов, полученных SAW). Угловые сварные швы должны быть требуемых размеров и равномерной формы |
|
|
Усиление верхнего слоя/провар корня шва |
Усиление верхнего слоя: высота менее 0,2t, максимум 4 мм. Провар корня шва: высота менее 0,2t, максимум 3 мм |
|
|
Вогнутость верхнего слоя/вогнутость корня |
Вогнутость верхнего слоя не допускается. Вогнутость корня должна плавно переходить в основной материал и ни в одном из мест толщина сварного шва не должна быть ниже t |
|
|
Смещение кромок торцов (выше/ниже) |
Меньше 0,15t, максимум 3 мм |
|
|
Трещины |
Неприемлемы |
|
|
Непровар/неполное проплавление |
Отдельная длина: £ t, максимум 25 мм (включ.). Суммарная длина на любом участке сварного шва длиной 300 мм £ t, максимум 50 мм (включ.) |
|
|
Подрез, если измеряется механическими средствами |
Отдельный |
|
|
Глубина d |
Допустимая длина |
|
|
d > 1,0 мм |
не допускается |
|
|
1,0 мм ³ d > 0,5 мм |
50 мм |
|
|
0,5 мм ³ d > 0,2 мм |
100 мм |
|
|
d £ 0,2 мм |
не ограничена |
|
|
Суммарная длина на любом участке сварного шва длиной 300 мм < 4t, максимум 100 мм |
||
|
Поверхностные поры |
Не допускается |
|
|
Прожог |
Индивидуальная длина участков: £ t/4, максимум 6 мм для любого размера. Суммарная длина на любом участке сварного шва длиной 300 мм 2t, максимум 12 мм. Приемлемо, если толщина сварного шва ни в одном из мест не меньше t |
|
|
Прожоги электродом, канавки, подрезы |
Не допускаются |
|
|
Вмятины |
Глубина < 3 мм, длина 1/4 × OD |
|
Таблица D.4 - Критерии пригодности для радиографического контроля
|
Тип дефекта |
Критерии приемлемости1), 2), 3), 9), мм |
|
|
Отдельные дефекты |
Суммарная длина на любом участке сварного шва длиной 300 мм |
|
|
Поры1), 2) разбросанные |
Диаметр < t/4, максимум 3 |
Максимум 3 % защищенной зоны |
|
скопление4) |
2, диаметр скопления максимум 12 |
1 шт. или < 12 |
|
свищ |
длина: t/2, максимум 12 ширина: t/10, максимум 3 |
2 шт. |
|
пустотелое усиление |
длина: t, максимум 25 ширина: максимум 1,5 |
2t, максимум 50 |
|
изолированная5) |
диаметр < t/4, максимум 3 |
- |
|
на линии6) |
диаметр < 2, длина группы: 2t, максимум 50 |
2t, максимум 50 |
|
Шлак1), 2), 3), 7) изолированный |
Диаметр < 3 |
12, максимум 4 шт., с разделением минимум 50 |
|
одиночные линии |
ширина: максимум 1,5 |
2t, максимум 50 |
|
параллельные линии |
ширина: максимум 1,5 |
2t, максимум 50 |
|
Включения |
||
|
вольфрам |
Диаметр < 0,5t, максимум 3 |
12, максимум 4 шт., с разделением минимум 50 |
|
медь, проволока |
если выявляется, не допускается |
- |
|
Неполное проплавление1), 2), 3), 7) в корне |
Длина: t, максимум 25 |
t, максимум 25 |
|
внутренний8) |
длина: 2t, максимум 50 |
2t, максимум 50 |
|
Непровар1), 2), 3), 7) |
||
|
поверхностное |
Длина: t, максимум 25 |
t, максимум 25 |
|
внутреннее |
длина: 2t, максимум 50 |
2t, максимум 50 |
|
Трещины |
Не допускаются |
- |
|
Тип дефекта |
Критерии пригодности1), 2), 3), 9) |
- |
|
Вогнутость корня |
См. таблицу D.3 |
- |
|
Подрез корня |
Глубина: t/10, максимум 1 |
t, максимум 25 |
|
излишек провара |
0,2t, максимум 3, длина: t, максимум 25 |
2t, максимум 50 |
|
прожог |
см. таблицу D.3 |
см. таблицу D.3 |
|
Общее накопление неоднородностей: За исключением пор, максимальная длина накопленых дефектов на любом участке сварного шва длиной 300 мм - 3t, максимум 100. Максимум 12 % общей длины сварного шва. Не допускаются любые накопления дефектов в любых поперечных сечениях сварного шва, которые могут представлять собой путь для утечек или снизить рабочую толщину сварного шва более чем на t/3. 1) Объемные дефекты, разделенные участком длиной меньше длины самого маленького дефекта или группы дефектов, должны рассматриваться как один дефект. 2) Вытянутые дефекты, расположенные на линии и разделенные участком длиной меньше длины самого короткого дефекта, должны рассматриваться как один дефект. 3) Следует учитывать дополнительные требования, изложенные в D.8.3, для методов сварки с проходами, превышающими 0,2t. 4) Максимум 10 % пор в области скопления. 5) «Изолированными» считаются поры, расстояние между которыми превышает пятикратный диаметр самой крупной поры. 6) Поры считаются находящимися «на линии», если они не «изолированные» и четыре или большее число пор соприкасается с линией, проведенной через наружные поры параллельно сварному шву. Поры «на линии» должны выявляться с помощью ультразвукового контроля. Если ультразвуковой контроль показывает непрерывный дефект, должны применяться критерии для непровара. 7) Не допускаются выявляемые дефекты в любом пересечении сварных швов. 8) Распространяется на двустороннюю сварку, только если корень находится в пределах средней t/3. 9) Также должны быть удовлетворены критерии пригодности таблицы D.3. |
||
Таблица D.5 - Критерии пригодности для ультразвукового контроля1), 2), 3), 4), 5), 6)
|
Длина показаний L, мм |
Разрешенная максимальная амплитуда отраженного сигнала |
|
L £ t/2, максимум 12,5 мм |
Эталонный уровень плюс 4 дБ |
|
t/2, максимум 12,5 мм < L < t, максимум 25 мм |
Эталонный уровень минус 2 дБ |
|
L ³ t, максимум 25 мм (показания на обеих внешних t/3) |
Эталонный уровень минус 6 дБ. Суммарная длина на любом участке сварного шва длиной 300 мм - t, максимум 50 мм |
|
L ³ t, максимум 50 мм (показания на обеих внешних t/3) |
Эталонный уровень минус 6 дБ. Суммарная длина на любом участке сварного шва длиной 300 мм - 2t, максимум 50 мм |
|
Трещины не допускаются |
|
|
1) Эталонный уровень определяется как амплитуда отраженного сигнала, соответствующая отраженному сигналу от просверленного в боковой поверхности отверстия в эталонном блоке, приведенного на рисунке D.2 настоящего приложения или от эквивалентного отражающего элемента. 2) Все значения, превышающие 20 % эталонного уровня, должны быть исследованы в объеме, который позволит оператору определить форму, размер и расположение дефекта. 3) Значения, которые не могут быть определены с необходимой достоверностью, должны, если это возможно, проверяться с помощью радиографического контроля. Значения, которые прошли определение указанным образом, должны удовлетворять критериям приемлемости таблицы D.4. 4) Продольные дефекты, для которых высота отраженного сигнала попеременно находится выше/ниже предела пригодности, должны, если возможно, проверяться с помощью радиографического контроля. Показания, которые прошли определение указанным образом, должны удовлетворять критериям пригодности таблицы D.4. Если радиографический контроль не может быть проведен, длина дефекта должна быть не более 3t, максимум 100 мм на любом участке сварного шва длиной 300 мм. 5) Длина, высота и глубина должны быть определены соответствующим методом, см. D.2.3.15. 6) Не допускается наличие дефектов в любом пересечении сварных швов. Примечания 1 Показания в поперечном направлении должны рассматриваться как поперечные, если амплитуда отраженного сигнала в поперечном направлении превышает амплитуду тех же показаний в продольном направлении более чем на 2 дБ. Поперечные показания не приемлемы, если не будет доказана их плоскостность, в этом случае применяются критерии приемлемости для продольных показаний. 2 Для показаний, приближающихся к максимальной разрешенной длине, должно быть подтверждено, что высота показаний меньше 0,2t или максимум 3 мм (см. D.8.3.4). 3 Общее накопление неоднородностей: общая длина приемлемых показаний с амплитудой отраженного сигнала, равной эталонному уровню минус 6 дБ и выше, не должна превышать 3t, максимум 100 мм на любом участке сварного шва длиной 300 мм не более чем в 12 % общей длины сварного шва. Не допускаются любые накопления дефектов в любых поперечных сечениях сварного шва, которые могут представлять собой путь для утечек или снизить эффективную толщину сварного шва более чем на t/3. 4 Если для испытаний доступна только одна сторона сварного шва, из приведенных выше значений максимального разрешенного отраженного сигнала должно быть вычтено 6 дБ. |
|
D.9 Критерии пригодности для соединительных деталей трубопровода, оборудования, элементов конструкций, основных материалов и наплавки
D.9.1 Общие указания
D.9.1.1 NDT и визуальный контроль соединительных деталей трубопровода и оборудования должны проводиться в соответствии с нормами или стандартом, используемыми для проектирования рассматриваемого элемента, и соответствовать их критериям пригодности (см. раздел 10).
D.9.1.2 Для поковок и отливок, используемых в соединительных деталях трубопровода и оборудовании, должны применяться критерии пригодности, приведенные в настоящем подразделе.
D.9.1.3 Для кольцевых сварных швов, находящихся под давлением, соединяющих оборудование или соединительную деталь с трубопроводом, или для переходных колец, привариваемых к оборудованию, должны применяться критерии пригодности для кольцевых сварных швов для соответствующего участка трубопровода.
D.9.1.4 NDT и визуальный контроль элементов конструкций должны соответствовать требованиям применяемых проектных норм.
D.9.1.5 Метод NDT и критерии пригодности должны быть подробно описаны в технических условиях на материал и изготовление:
- элементов оригинальной разработки;
- элементов, для которых требования к NDT не являются частью проектных норм или стандарта;
- элементов, для которых на NDT и критерии пригодности распространяются особые требования.
D.9.2 Критерии пригодности для ручного неразрушающего контроля листа и трубы
D.9.2.1 Для ручных измерений толщины с помощью ультразвука, проводимых в соответствии с [93] или эквивалентным стандартом, критерии пригодности должны соответствовать применяемым техническим условиям или стандарту на изделия.
D.9.2.2 Критерии пригодности ручного ультразвукового контроля расслоений в С-Mn стали, стали, выплавленной дуплекс-процессом, других нержавеющих сталях и CRA на основе никеля, проводимого в соответствии с [116], приведены в таблице D.2.
D.9.2.3 Критерии пригодности ручного UT расслоений в плакированной, футерованной стали, проводимого в соответствии с S7 [90], должны быть взяты из S7 [90]. Кроме того, не допускаются зоны с расслоением или отсутствием сцепления на ширине, превышающей, по крайней мере, 50 мм внутри расположения будущей подготовки сварных швов.
D.9.2.4 Для ручного UT для выявления других дефектов, кроме расслоения сталей, проводимого в соответствии с [91] или аналогичным стандартом, критерии пригодности должны состоять в отсутствии показаний, которые бы превышали диаграмму DAC, полученную на прямоугольной прорези глубиной в 3 % толщины.
D.9.2.5 При определении критерия пригодности для ручной магнитопорошковой дефектоскопии кромок листов и труб, проводимой в соответствии с [92], [95] или аналогичным стандартом, показания более 6 мм в продольном направлении не допускаются.
D.9.2.6 При определении критерия пригодности ручной капиллярной дефектоскопией кромок листов и труб, проводимой в соответствии с [96] или аналогичным стандартом, показания более 6 мм в продольном направлении не допускаются.
D.9.2.7 При определении критерия пригодности ручным вихретоковым контролем кромок листов и труб, проводимым в соответствии с [122] или аналогичным стандартом, показания более 6 мм в окружном/продольном направлении не допускаются.
D.9.3 Критерии пригодности для поковок
D.9.3.1 Критерии пригодности при ручном ультразвуковом контроле поковок, проводимом в соответствии с [124] или аналогичным стандартом, должны состоять в следующем:
- при исследовании прямым излучением не должно быть значений, более значений, полученных от отверстий диаметром 3 мм с плоским дном эталонного блока;
- при исследовании пучком лучей под углом не должно быть значений которые бы превышали диаграмму DAC, полученную с использованием прорезей N3 (3 % толщины).
D.9.3.2 Критерии пригодности при ручной магнитопорошковой дефектоскопии поковок, выполняемой в соответствии с [92], [95] или аналогичным стандартом, должны соответствовать таблице D.6.
D.9.3.3 Критерии пригодности при ручной капиллярной дефектоскопии поковок, выполняемой в соответствии с [96] или аналогичным стандартом, должны соответствовать таблице D.6.
Таблица D.6 - Критерии пригодности при ручной магнитопорошковой и капиллярной дефектоскопии поковок и отливок
|
Описание критериев пригодности |
|
|
А |
Дефекты, подобные трещинам не допускаются |
|
В |
Линейные показания длиной, более трехкратной ширины, не допускаются. Линейные показания длиной, менее 1,5 мм, не учитывать |
|
С |
Показания круглых дефектов: диаметр < 3 мм, суммарные диаметры в любой области 100´150 мм < 8 мм |
D.9.4 Критерии пригодности для отливок
D.9.4.1 Критерии пригодности при ручном UT отливок, выполняемом в соответствии с [125] или аналогичным стандартом, должны соответствовать таблице 2 [127]. Дефекты, подобные трещинам, не допускаются.
D.9.4.2 Критерии пригодности при ручном радиографическом контроле отливок, выполняемом в соответствии со Статьей 2 [89] или аналогичным стандартом, должны соответствовать таблице D.7.
Таблица D.7 - Критерии пригодности при радиографическом контроле отливок
|
Тип дефекта |
Рентгенограммы |
|
|
Нормативный документ |
Критерии пригодности |
|
|
Трещины |
Неприемлемы |
|
|
Газовые поры |
Уровень А2 |
|
|
Включения |
Уровень В2 |
|
|
Образование усадочных трещин |
Уровень С2 |
|
D.9.4.3 Критерии пригодности при ручной магнитопорошковой дефектоскопии отливок, выполняемой в соответствии с [92], [95] или аналогичным стандартом, должны соответствовать таблице D.6.
D.9.4.4 Критерии пригодности при ручной капиллярной дефектоскопии отливок, выполняемой в соответствии с [96] или аналогичным стандартом, должны соответствовать таблице D.6.
D.9.5 Критерии пригодности для наплавки
D.9.5.1 Критерии пригодности определяемые непосредственно после сварки для поверхностей с магнитной и немагнитной наплавкой при визуальном контроле, магнитопорошковой дефектоскопии и капиллярной дефектоскопии должны заключаться в следующем:
- отсутствуют круглые дефекты диаметром более 2 мм и отсутствуют удлиненные дефекты длиной более 3 мм;
- дефекты, находящиеся на расстоянии менее диаметра или длины самого малого дефекта, должны рассматриваться как один дефект;
- суммарные диаметры круглых дефектов и длина удлиненных дефектов на любых 100´100 мм не должны превышать 10 мм.
Для поверхностей с механической обработкой критерии пригодности должны быть согласованы особо.
Приложение
Е
(справочное)
Автоматический ультразвуковой контроль кольцевых сварных стыков
Е.1 Общие сведения
Е.1.1 Цель приложения
Настоящее приложение содержит требования к AUT кольцевых сварных стыков трубопроводов.
Приложение распространяется на проведение AUT кольцевых сварных швов.
Применяются соответствующие разделы приложения D, которые дополняют настоящее приложение.
Е.1.2 Нормативные ссылки
Настоящее приложение содержит ссылки на [131] - [137].
Е.2 Основные требования
Е.2.1 Общие указания
Е.2.1.1 Ультразвуковая система, которую предстоит использовать, должна пройти квалификационные испытания (см. Е.8).
Е.2.1.2 Ультразвуковая система может использовать методики импульсной эхографии, тандемную, TOFD и/или сквозной передачи. Она должна обладать полностью автоматизированной системой регистрации положений дефектов и неприкосновенности акустического контакта. Система должна быть конфигурирована таким образом, чтобы объем сварного шва разделялся на зоны первичного исследования высотой, не более 3 мм. По согласованию для толстостенных изделий могут применяться зоны больших размеров.
Е.2.1.3 Ультразвуковая система должна содержать сканирующие головки, специально настроенные на испытания ремонтных швов. Из-за большого разнообразия форм разделки кромок под ремонтную сварку при ремонте и контроле ремонтных швов AUT должен дополнительно сопровождаться ручным UT, если форма разделки кромок не проверяется на сохранение заданных допусков, а сканирующая головка должна быть настроена соответствующим образом.
Дополнительный ручной UT не требуется, если разделка кромок под сварку выполняется при помощи механического оборудования, которое обеспечивает одну и ту же геометрию разделки кромок.
Е.2.1.4 При особом требовании ультразвуковая система должна содержать средства выявления поперечных дефектов.
Е.2.1.5 Должна применяться рабочая Система гарантии качества, которая бы охватывала разработку систем ультразвукового контроля, испытания, проверку и документальную поддержку системы и ее компонентов и программного обеспечения в соответствии с заданными требованиями, квалификацию персонала и эксплуатацию систем исследований ультразвуком. Должны действовать [17], [94].
Е.2.2 Документация
Е.2.2.1 Конфигурация в целях оценки ультразвуковой системы должна быть описана и документально подтверждена в отношении:
- краткого функционального описания системы;
- обозначений норм, стандартов или инструкции, используемых при расчетах и эксплуатации системы;
- описания системы гарантии качества;
- описания оборудования;
- ограничений системы в отношении особенностей материалов или сварных швов, включая изменения скорости ультразвука, геометрию, размеры, качество поверхности, состав материалов и т.д.;
- числа и типа преобразователей с описанием характеристик и настройки;
- числа и высоты исследуемых зон, если это необходимо;
- настроек селекторного импульса;
- работы сканирующего устройства;
- ультразвукового инструмента, числа каналов и системы сбора данных;
- регистрации и обработки данных;
- калибровочных блоков;
- метода контроля контакта;
- температурного диапазона для испытаний и его ограничений;
- достигаемого охвата;
- максимальной скорости и направления сканирования;
- отчета о показаниях и документации на калибровку и настройки чувствительности.
Е.2.3 Квалификация
Е.2.3.1 Автоматические ультразвуковые системы должны проходить квалификационные испытания и эксплуатационные показатели системы должны быть отражены в документации.
Дополнительные инструкции приведены в разделе Е.8.
Е.2.4 Оборудование и компоненты ультразвуковой системы
Общие требования
Е.2.4.1 Система должна обладать способностью к контролю всего сварного шва, включая зону термического влияния, за одно окружное сканирование.
Е.2.4.2 Должны присутствовать регистрируемые выходные сигналы по крайней мере для каждых 2 мм длины сварного шва.
Е.2.4.3 В регистрации должны быть метки дальности с интервалами, не превышающими 100 мм окружной длины сварного шва.
Е.2.4.4 Направление сканирования (по часовой стрелке или против нее) должно быть четко описано и основано на опознаваемых результатах данных, оно должно сохраняться в течение всего процесса контроля сварных монтажных швов.
Особые требования к ультразвуковым инструментам, в которых применяются многоканальные, импульсно-эхографические, тандемные методики и/или методика сквозной передачи
Е.2.4.5 Средства измерения должны обеспечивать число измерительных каналов, необходимое для обеспечения исследования по всей толщине сварного шва за одно окружное сканирование. Каждый измерительный канал должен обеспечивать:
- режимы импульсной эхографии или сквозной передачи;
- один или несколько селекторных импульсов, каждый - с регулируемыми начальным положением и длиной;
- регулировку усиления;
- регистрационный порог от 5 % до 100 % полной высоты экрана;
- регистрацию первого или наибольшего сигнала в регулируемой области;
- запаздывание сигнала, согласующееся с расстояниями между отметками шкалы (только для аналоговой регистрации в реальном времени);
- регистрируемые выходные сигналы, определяющие амплитуду сигнала и расстояние, пройденное звуковой волной.
Средства измерения должны обеспечивать линейное воспроизведение А-развертки. Линейность показаний средства измерения должна быть определена в соответствии с технологиями, описанными в [131] или [133] - [135]. Линейность показаний средств измерений не должна отклоняться от номинальной более чем на 5 %.
Оценка линейности показаний средств измерений должна быть проведена не позднее 6 месяцев до предполагаемого окончания срока применения. Для оценки линейности средств измерений, предназначенных для проведения AUT с продолжительностью более 6 месяцев (но менее одного года), может быть проведена непосредственно перед началом работы.
Сертификат калибровки должен предъявляться по требованию.
Особые требования к ультразвуковым приборам, в которых применяется ToFD
Е.2.4.6 Прибор должен обеспечивать изображение В-развертки ToFD.
Е.2.4.7 Прибор должен удовлетворять требованиям к ультразвуковым средствам измерения, описанным в [133], [136], Глава 6 «Требования к оборудованию».
Система регистрации
Е.2.4.8 Система регистрации или система отметок шкалы должна четко указывать положение дефектов по отношению к положению «12 ч» для сварного шва с точностью ± 1 %. Точность системы должна быть такой, чтобы диапазон сканирования составлял не более 2 мм по окружности сварного шва для получения регистрируемых данных от каждого измерительного канала.
Акустический контакт
Е.2.4.9 Акустический контакт должен достигаться за счет соприкосновения поверхности трубы и сигнала прибора или по средствам контактирующей среды, с использованием жидкости, подходящей для этих целей. Для обеспечения смачивания может потребоваться добавка жидкости, безопасная для окружающей среды, однако после испарения на поверхности трубы не должно оставаться никаких остатков.
Должен быть описан метод, используемый для контроля акустического контакта, и возможность потери силы сигнала, определяемая как «утеря обратного сигнала» (потеря контакта).
Преобразователи
Е.2.4.10 Перед началом контроля монтажных сварных швов необходимо определить виды и число преобразователей. После их утверждения не должно быть никаких изменений в преобразователях или конструкции без предварительного соглашения.
Е.2.4.11 Все преобразователи, используемые в ультразвуковой системе, должны удовлетворять требованиям к эксплуатационным характеристикам, описанным в приложении F. Это приложение не охватывает все применяемые конфигурации. Если приложение F не полностью охватывает соответствующие требования, должны быть определены особые требования приемлемости для преобразователей. Необходимо проверить все преобразователи на соответствие приложению F и зафиксировать результаты испытаний. Перечни данных с результатами испытаний должны быть доступны для повторной оценки. По мере необходимости, преобразователям придается форма, соответствующая кривизне трубы.
Калибровочные блоки
Е.2.4.12 Для квалификационных испытаний контрольной системы, предназначеной для проведения контроля в процессе эксплуатации и регистрации текущих эксплуатационных показателей системы, должны использоваться калибровочные блоки. Калибровочные блоки должны быть изготовлены из куска трубы, используемой в проверяемом трубопроводе.
Е.2.4.13 Необходимо выполнить измерения акустической скорости и затухания на материалах труб, которые предстоит использовать, от всех его поставщиков. Эти измерения должны быть выполнены в соответствии с приложением G, если нет соглашения об эквивалентном методе. Если различия в акустической скорости для одной и той же номинальной толщины стенки трубы из материала от какого-либо источника поставки приводят к колебаниям угла излучения более 1,5°, должны быть изготовлены особые калибровочные блоки для материала каждого поставщика, проявляющего такие колебания.
Е.2.4.14 Необходимо обеспечить подробные характеристики геометрии сварных швов для определения особенностей и числа требующихся калибровочных блоков, включая необходимые калибровочные отражательные элементы и их относительные положения.
Е.2.4.15 Основными калибровочными отражательными элементами обычно являются лунки с плоским дном (FBH) диаметром 3 мм и поверхностные прорези глубиной 1 мм. Однако могут использоваться отражательные элементы других размеров и типов, если в ходе квалификации системы показано, что ее способности, состоящие в обнаружении дефектов и определении их размеров, приемлемы.
Е.2.4.16 Площадь поверхности калибровочных блоков должна быть достаточной для единовременного размещения необходимого набора преобразователей на контролируемой зоне.
Е.2.4.17 Калибровочный блок должен быть обозначен четко выдавленным уникальным серийным номером, который обеспечивает связь с исследовательскими работами и источником поставки материала(ов) для эталона. Должны храниться и быть доступными документы с регистрацией серийного номера, толщины стенки, конструкции фаски, диаметра и скорости ультразвука.
Е.2.4.18 Допуски на механическую обработку для калибровочных отражательных элементов составляют:
диаметры лунок......................................................................................... ± 0,2 мм;
плоскостность FBH................................................................................... ± 0,1 мм;
все соответствующие углы....................................................................... ± 1°;
глубина прорези........................................................................................ ± 0,1 мм;
длина прорези............................................................................................ ± 0,5 мм;
центральное положение эталонных отражающих элементов.............. ± 0,1 мм;
глубина лунки............................................................................................ ± 0,2 мм.
Е.2.4.19 Боковое положение всех калибровочных отражательных элементов должно быть таким, чтобы исключить помехи от соседних отражательных элементов или от кромок блоков.
Е.2.4.20 Все лунки и прорези должны быть защищены от ухудшения характеристик путем заполнения или покрытия их подходящим уплотнительным составом.
Е.2.4.21 Должна проводиться и регистрироваться проверка размеров всех калибровочных отражательных элементов и их положения.
Е.2.4.22 Следует вести регистр калибровочного блока. Регистр должен включать в себя информацию о всех используемых калибровочных блоках с уникальными серийными номерами, записи о проверке размеров, скорости ультразвука, наименовании изготовителя листов, труб и номере плавки. Должна быть предусмотрена доступность регистра для просмотра.
Операторы
Е.2.4.23 Информация о каждом операторе AUT должна быть предоставлена перед началом контроля монтажных сварных швов.
Е.2.4.24 Операторы, занимающиеся трактовкой результатов, должны обладать действующим свидетельством о квалификации Уровня 2 для ультразвукового метода в соответствии со схемой аттестации, соответствующей требованиям [98], ASNT или аналогичных нормативных документов. Кроме того, они должны документально подтвердить соответствующую готовность к работе с предлагаемым оборудованием, пройдя теоретический и практический экзамен. Если требуется, они должны иметь возможность продемонстрировать свои возможности в отношении калибровки оборудования, выполнения эксплуатационных испытаний в полевых условиях и оценки размера, природы и расположения дефектов.
Е.2.4.25 Операторы, не получившие допуск, к работе не допускаются. Замена операторов без предварительного согласования не допускается. Если требуются дополнительные операторы, их характеристики должны быть известны до начала работы.
Е.2.4.26 Должен быть назначен один ответственный за персонал, проводящий ультразвуковые работы, за работу оборудования, наличие запасных частей и контрольные работы, включая отчеты и регистрационные записи.
Е.2.4.27 Операторы должны быть обеспечены технической поддержкой специально подготовленного персонала с квалификацией Уровня 3 в любое время в течение выполнения работ по контролю.
Е.2.5 Настройка регистрирующего устройства
Е.2.5.1 Выходные сигналы каналов должны пройти настройку на средстве регистрации в согласованном порядке. Функция каждого канала должна быть четко обозначена. Регистрация в виде твердой копии должна пройти корректировку для учета всех различий, вводимых вследствие разного кольцевого положения преобразователей.
Е.2.6 Скорость кольцевого сканирования
Е.2.6.1 Максимальная допустимая скорость кольцевого сканирования Vc должна быть определена в соответствии с
Vc £ Wc × PRF/3,
где Wc - самая узкая ширина лучей для импульса сигнала, равного -6 дБ, при соответствующем рабочем расстоянии для всех преобразователей в пределах массива,
PRF - эффективная частота повторения импульсов, отнесенная к преобразователю.
Е.2.7 Настройки селекторного импульса
Импульсно-эхографическая, тандемная методики и методика сквозной передачи
Е.2.7.1 Селекторные импульсы для выявления дефектов должны пройти настройку при каждом преобразователе, расположенном для получения пиковой реакции на сигнал от калибровочного отражающего элемента. Селекторный импульс должен начинаться перед теоретической подготовкой сварного шва с введением соответствующего допуска на ширину зоны термического влияния так, чтобы достигался полный охват зоны термического влияния. Окончание селекторного импульса должно быть после теоретической центральной линии сварного шва, включая соответствующий допуск на смещение центральной линии сварного шва после сварки. Для каналов определения положения пустот селекторные импульсы также должны быть настроены на охват всего объема сварного шва, предназначенного для преобразователя.
Методика «рассеяния во время полета» ToFD
Е.2.7.2 В идеальном случае время отсчета селекторного импульса должно соответствовать, по крайней мере, 1 мс перед моментом прибытия боковой волны, а длиться он должен, по крайней мере, вплоть до первого отраженного сигнала от задней стенки. Так как при опознании дефектов могут использоваться отраженные сигналы с измененным режимом, рекомендуется, чтобы временной селектор также включал в себя момент прибытия первого отраженного сигнала от задней стенки с измененным режимом.
Е.2.7.3 Как минимальное требование, время селекторного импульса должно, по крайней мере, охватывать интересующую область в глубину.
Е.2.7.4 Когда время селекторного импульса меньше установленного, необходимо показать, что это не ухудшает способности выявления дефектов.
Е.2.8 Порог регистрации
Импульсно-эхографическая, тандемная методики и методика сквозной передачи
Е.2.8.1 Порог регистрации для каналов плоскостного выявления должен быть, по крайней мере, на 6 дБ более чувствительным, чем эталонный отражающий элемент, и обеспечивать выявление мельчайших недопустимых дефектов.
Е.2.8.2 Порог регистрации для каналов выявления пор должен быть, по крайней мере, на 14 дБ более чувствительным, чем эталонный отражающий элемент.
Методика «рассеяния во время полета»
Е.2.8.3 Порог регистрации для ToFD обычно не рекомендуется изменять по сравнению с порогом калибровки. Однако изменение порога может быть предписано технологией.
Пороговый уровень
Е.2.8.4 Должно быть проверено, что пороговый уровень настроен достаточно низко, чтобы выявлять серьезные дефекты минимальной высоты, указанной в критериях пригодности.
Е.2.9 Питание
Е.2.9.1 Ультразвуковая система должна питаться от предназначенного для нее источника энергоснабжения. В случае неисправности основного энергоснабжения должен быть предусмотрен альтернативный источник питания. В результате возможной неисправности источника питания не должно быть потери результатов контроля.
Е.2.10 Программное обеспечение
Е.2.10.1 Все программное обеспечение, предназначенное для регистрации, обработки и представления данных, должно быть охвачено системой гарантии качества, и все версии программного обеспечения должны быть распознаваемы по уникальному номеру версии.
Е.2.10.2 Номер версии должен быть четко виден на всех представлениях результатов исследований на дисплее или в виде распечаток.
Е.2.11 Регистрационный журнал системы
Е.2.11.1 Оператор должен хранить регистрационный журнал, в котором подробно описаны данные об эксплуатационных и иных характеристиках и обозначения инструментов и преобразователей. Новые записи в регистрационный журнал должны заноситься в случае внесения изменений или получения дополнительной информации. Регистрационный журнал должен храниться на месте проведения контроля и быть доступным для проверки по требованию.
Е.2.12 Запасные части
Е.2.12.1 На месте проведения исследований должно быть достаточное число запасных частей, которые бы гарантировали, что работа будет выполняться без остановок. Типы и число запасных частей должны быть согласованы.
Е.2.13 Вторичные мониторы
Е.2.13.1 Система должна обладать возможностью подключения вторичных мониторов для использования персоналом наблюдателей, если об этом есть соглашение.
Е.3 Технологическая инструкция
Е.3.1 Общие указания
Е.3.1.1 Для каждой толщины стенки и геометрии соединения должна быть подготовлена подробная инструкция автоматического ультразвукового контроля, которая подлежит проверке перед началом любых сварочных работ. Инструкция, как минимум, должна содержать:
- функциональное описание оборудования;
- обозначения стандартов и инструкций, на которые ссылаются;
- инструкции для сканирующего устройства, ультразвукового инструмента, ультразвуковой электроники, технического и программного обеспечения регистрации, обработки, отображения, представления и хранения показаний;
- конфигурацию(и) преобразователей, характеристики, типы, охват;
- число исследуемых зон для каждой толщины стенки, подлежащей проверке;
- настройки селекторных импульсов;
- настройки оборудования;
- описание калибровочного блока(ов), включая тип, размер и расположение всех калибровочных отражающих элементов;
- интервалы калибровки;
- документы о калибровке;
- обозначение точки начала испытаний, направление сканирования и показания контролируемой длины;
- метод выравнивания сканера и сохранения выравнивания;
- допустимый диапазон температур;
- согласующее вещество, согласование и контроль согласующей среды;
- функциональные проверки преобразователей и общие;
- методологию измерения высоты и длины;
- состояние поверхности и ее подготовка;
- описание работ по контролю;
- критерии пригодности;
- инструкции по отчетности, включая пример графиков регистрирующего устройства и используемых бланков.
Е.4 Калибровка
Е.4.1 Первоначальная статическая калибровка
Позиционирование преобразователей и первичная эталонная чувствительность
Е.4.1.1 Система должна быть приспособлена для контроля в ходе эксплуатации с использованием соответствующих калибровочных блоков.
Е.4.1.2 Импульсно-эхографические и тандемные преобразователи должны, в свою очередь, быть установлены в свое рабочее (смещенное) положение и отрегулированы на обеспечение пикового сигнала от своего калибровочного отражательного элемента, этот сигнал должен быть отрегулирован на требуемый процент от полной высоты экрана (FSH).
Е.4.1.3 Уровень селекторного импульса, требуемый для выдачи этой пиковой реакции на сигнал, называется первичным эталонным уровнем (PRL). PRL, отношение сигнала к шуму (S/N) и расстояние смещения преобразователей должны быть зарегистрированы.
Настройки селекторных импульсов
Е.4.1.4 Для каждого преобразователя, установленного в положении для пиковой реакции на сигнал от калибровочного отражающего элемента, выявляемые селекторные импульсы должны быть настроены в соответствии с согласованной Инструкцией автоматического ультразвукового контроля и Е.2.7.
Е.4.1.5 Настройки начала селекторного импульса и продолжительности селекторного импульса для каждого канала должны быть зарегистрированы.
Е.4.2 Динамическая калибровка
Каналы выявления дефектов
Е.4.2.1 После того как система оптимизирована, должен быть просканирован калибровочный блок. Точность положения зарегистрированных отражательных элементов по отношению друг к другу должна быть в пределах ± 2 мм, а в отношении нулевой начальной отметки - не более ±10 мм. Настройки селекторного импульса не должны отклоняться больше, чем на 0,25 мм от эталонных положений.
Е.4.2.2 Для всех преобразователей средство регистрации должно показывать требуемый процент от FSH и направлять сигналы от каждого калибровочного отражательного элемента в правильное, предназначенное им положение.
Е.4.2.3 В качестве стандарта качества контроля должен использоваться калибровочный график квалификационных испытаний, по которому может быть проверена приемлемость калибровочных графиков, созданных позднее. Эта запись должна сохраняться с помощью Регистрационного журнала системы.
Каналы контроля контакта
Е.4.2.4 Каналы контроля контакта должны отображать отсутствие потери обратного сигнала (см. Е.6.1.3).
Е.5 Контроль в полевых условиях
Е.5.1 Требования к контролю
Общие требования
Е.5.1.1 Ультразвуковая система, применяемая для контроля в ходе производства, должна во всех существенных аспектах соответствовать настройкам и конфигурации системы, используемой при квалификационных испытаниях (см. Е.7).
Е.5.1.2 Прежде чем использовать ультразвуковую систему для контроля швов в ходе производства, она должна быть испытана. После калибровки всей системы должен быть просканирован сварной шов, после чего между каждым сканированием проводится повторная калибровка с применением контрольного участка. Если какая-либо из амплитуд отраженного сигнала от отражательных элементов калибровочного блока отклонится от первоначальной калибровки больше чем на 2 дБ, система не должна эксплуатироваться до тех пор, пока не будет внесена приемлемая коррекция. Для испытаний пригодности требуются три удовлетворительных сканирования и повторных калибровки. Кроме того, должна быть имитирована неисправность источника питания и должна быть проверена работа системы от альтернативного источника питания без утери результатов исследований.
Линия начала отсчета
Е.5.1.3 Перед сваркой на поверхности трубы должна быть прочерчена линия начала отсчета на расстоянии от центральной линии подготовки сварного шва со стороны контрольного участка. Эта линия начала отсчета используется для гарантии того, что контрольный участок будет располагаться на том же расстоянии от центральной линии сварного шва, что и на калибровочном блоке.
Инструкции по расположению участка
Е.5.1.4 Точность расположения контрольного участка составляет ± 1 мм по отношению к центральной линии сварного шва. Шаблон, используемый для выравнивания участка сканирования с линией начала отсчета, должен быть подправлен для того, чтобы учесть усадку сварного шва. Усадка определяется отметкой опорной линии на каждом из концов труб для первых 25 сварных швов и последующим измерением расстояния между ними после сварки.
Состояние поверхности
Е.5.1.5 Область сканирования должна быть свободна от брызг, появившихся в результате сварки, и других неоднородностей, которые могут помешать движению преобразователей, контакту или передаче акустической энергии внутрь материала. Продольные сварные швы должны быть отшлифованы заподлицо и гладко на заданном расстоянии, равном 150 мм от края разделки, выполненной на заводе, что гарантирует то, что преобразователи не будут подниматься от поверхности трубы. Покрытие трубы должно быть срезано с поверхности первоначальной, выполненной на заводе разделки, на заданное расстояние, обычно порядка 350 мм - для бетонного покрытия и 150 мм - для антикоррозионного покрытия.
Е.5.1.6 Требования к фактическому размеру среза должны быть сформулированы и подтверждены контрольным органом, проводящим испытания.
Измерения базового износа преобразователей
Е.5.1.7 Перед началом обследования сварных швов в процессе эксплуатации должны быть выполнены измерения высоты корпуса преобразователя. Должны быть проведены точные (± 0,1 мм) измерения высоты корпуса у каждого угла каждого преобразователя. Эти измерения должны быть зарегистрированы, они будут базой для сравнения при периодических измерениях, проводящихся в течение периода эксплуатации, необходимых для оценки износа преобразователей.
Частота калибровки
Е.5.1.8 Система должна быть откалибрована за счет сканирования калибровочного блока перед и после контроля каждого сварного шва:
- первых 20 сварных швов;
- при любых изменениях калибровочного блока;
- при любых изменениях номинальной толщины стенки;
- при любых изменениях компонентов;
- обследования результатов ремонта.
Е.5.1.9 При согласовании частота калибровочного сканирования может быть снижена, как минимум, до 1 сканирования на каждые 10 последовательных сварных швов.
Е.5.1.10 Должны быть зарегистрированы пиковые реакции на сигнал от каждого калибровочного сканирования. Также должны быть зарегистрированы какие-либо изменения в селекторном импульсе, требующиеся для поддержания должной чувствительности.
Е.5.1.11 Для каждого калибровочного сканирования последовательно, вместе с графиками контроля сварных швов должны быть сохранены твердые копии записей. На каждом графике калибровки должны быть указаны: номер последнего сварного шва, проверенного перед калибровкой, и время, в которое проводилась калибровка.
Идентификация сварного шва
Е.5.1.12 Каждый сварной шов должен быть пронумерован в том порядке, который используется в системе сопровождения труб.
Е.5.1.13 Начальная точка каждого сканирования должна быть четко отмечена на трубе и с помощью стрелки должно быть четко маркировано направление сканирования.
Замена компонентов
Е.5.1.14 Вслед за заменой любого компонента система должна пройти повторную калибровку в соответствии с Е.4.
Е.5.2 Рабочие проверки
Точность окружного положения
Е.5.2.1 Как минимум, дважды в течение каждой смены должна быть проведена оценка точности положения отметок расстояния для графической кривой. Точность кривой должна составлять ± 1 см или выше. Результаты должны быть зарегистрированы.
Характеристики преобразователей
Е.5.2.2 Преобразователи должны проверяться на износ по отношению к базовым измерениям, проведенным согласно Е.5.1, если необходимы изменения усиления, превышающие 6 дБ, для поддержания требуемого процента FSH PRL. Преобразователь должен быть заменен или должна быть проведена повторная обработка поверхности контакта, для того чтобы скорректировать что-либо из перечисленного:
- изменения угла пучка лучей в ± 1,0° для углов, меньших 45°, или в ± 1,5° для углов, превышающих 45°;
- углы между максимумом диаграммы направленности и осью симметрии, превышающие 1,5° для преобразователей с одним кристаллом и 2° для преобразователей с двумя кристаллами;
- для всех преобразователей, за исключением преобразователей с ползущей волной, шум должен быть, по крайней мере, на 20 дБ слабее, чем сигнал от эталонного отражательного элемента на целевом расстоянии;
- для преобразователей с ползущей волной шум должен быть, по крайней мере, на 16 дБ слабее, чем сигнал от эталонного отражательного элемента на целевом расстоянии;
- царапины на изнашиваемой поверхности преобразователя, которые вызывают местную потерю контакта или превышают 0,5 мм.
Е.5.2.3 Вслед за заменой или повторной обработкой поверхности преобразователя должна быть проведена новая калибровка (см. Е.4).
Е.6 Повторная проверка
Е.6.1 Общие указания
Е.6.1.1 Сварные швы должны пройти повторную проверку, если происходит что-либо из перечисленного далее.
Чувствительность
Е.6.1.2 Сварные швы, контролировавшиеся с чувствительностью, меньшей 3 дБ от PRL, должны пройти повторную проверку.
Потеря контакта
Е.6.1.3 Должны быть повторно исследованы сварные швы, проявляющие потерю акустического контакта, т.е. падение амплитуды более, чем на 10 дБ от уровня на неповрежденном шве для окружного расстояния, которое превышает минимальную допустимую длину дефекта для подвергаемого воздействию канала.
Утеря калибровки
Е.6.1.4 Если калибровочное сканирование показывает, что система каким-либо образом «утеряла калибровку», все сварные швы, проверенные с момента последней успешной калибровки, должны быть проконтролированы повторно.
Е.7 Оценка и отчетность
Е.7.1 Оценка показаний
Е.7.1.1 Показания о дефектах сварных швов должны оцениваться в соответствии с имеющимися критериями пригодности дефектов.
Е.7.1.2 Должны пройти оценку показания, полученные от аналогичных источников, кроме дефектов сварных швов.
Е.7.1.3 Все оценки должны проводиться сразу же после контроля сварного шва.
Е.7.2 Отчеты о проверках
Е.7.2.1 Результаты контроля должны быть зарегистрированы на стандартном бланке отчета об ультразвуковом контроле. Должен быть обеспечен ежедневный выпуск отчетности или по требованию.
Е.7.3 Документы о контроле
Е.7.3.1 Должны быть подготовлены следующие документы о контроле:
- копия записей на твердом носителе о каждом проконтролированном сварном шве;
- оценка качества сварного шва в соответствии с критериями пригодности;
- копия записей на твердом носителе о всех калибровочных сканированиях;
- данные контроля в электронной форме.
Е.7.3.2 Вместо записей в виде копий на твердом носителе приемлемы альтернативные средства регистрации. Если трактовка информации о сварных швах проводилась с использованием цифровой обработки сигналов, файлы данных должны сохраняться и дублироваться сразу же после контроля каждого сварного шва. Сохраненные данные должны быть в том же формате, что используется оператором для оценки пригодности сварных швов во время контроля.
Е.7.3.3 По согласованию должен быть обеспечен пакет программного обеспечения и один комплект техники для доступа к информации, сохраненной в файлах данных о сварных швах, в том виде, в котором использует их оператор во время контроля.
Е.8 Квалификационные испытания
Е.8.1 Общие сведения
Е.8.1.1 Ультразвуковые системы должны пройти квалификационные испытания, и их эксплуатационные характеристики системы должны быть отражены в документации.
Е.8.1.2 Квалификационные испытания применяются для системы AUT, способа сварки и геометрии разделки кромок. Проведенные для сварных швов одного из типов или ранее применяемой системы AUT, не распространяются на вновь вводимые системы. Это, однако, не означает, что приобретенными ранее опытом и квалификациоными испытаниями следует пренебречь - они должны активно использоваться для квалификационных испытаний соответствующих направлений применения.
Е.8.1.3 Квалификационные испытания включают в себя техническую оценку системы AUT и рассматриваемого назначения, совместно с какими-либо практическими экспериментами.
Е.8.1.4 Квалификационные испытания должны быть основаны на подробной и согласованной программе их проведения.
Е.8.2 Цель
Е.8.2.1 В программе квалификационных испытаний должно быть документально отражено следующее:
- удовлетворение требований к системам AUT в соответствии с настоящим приложением;
- способность системы AUT выявлять дефекты соответствующих типов и размеров в соответствующих положениях;
- точность определения размеров и положения дефектов.
Е.8.3 Требования
Выявление дефектов
Е.8.3.1 Способность системы выявлять дефекты AUT должна считаться достаточной, если вероятность выявления дефекта самого маленького допустимого размера, определенного в ходе критической оценки производства (см. D.5.2 приложение D), составляет 90 % при 95 %-ном доверительном интервале. Это требование после технического подтверждения во многих случаях будет считаться выполненным, если размер самого маленького допустимого дефекта составляет 3 мм или более, а уровень чувствительности AUT настроен на 50 % отраженного сигнала от лунки диаметром плоского дна 3 мм.
Е.8.3.2 Альтернативный способ демонстрации достаточной чувствительности и способности к выявлению дефектов - показать, что уровень выявления дефектов при 95 %-ном доверительном интервале выше характерного для методики NDT с приемлемым качеством, в соответствии с приведенным в приложении D.
Точность определения размеров
Е.8.3.3 На точность определения размеров дефектов не накладывается никаких особых требований. Однако, если должна быть достигнута определенная точность при определении приемлемых размеров дефектов на основании допустимых размеров, рассчитанных в соответствии с критической оценкой производства (см. D.5.2 приложение D), тогда большие неточности в определении размеров (в особенности, недооценка размеров) могут вызвать проблемы в определении критериев пригодности. В этом случае требования устанавливаются опосредованно.
Е.8.4 Программа квалификационных испытаний
Общие указания
Е.8.4.1 Полная программа квалификационных испытаний для системы AUT определенного назначения будет содержать следующие этапы:
- сбор имеющегося базового материала, включая техническое описание системы AUT и ее эксплуатационных характеристик;
- первоначальную оценку и выводы, основанные на имеющейся информации;
- определение и оценку существенных параметров и их изменчивости;
- планирование и выполнение программы испытаний производительности системы;
- планирование и выполнение программы испытаний надежности системы;
- эталонные исследования;
- оценку результатов экспериментов по определению производительности и надежности.
Е.8.4.2 Объем каждого из этих этапов будет зависеть от предварительно полученной информации и документации и каждый из них может быть полностью исключен, если объем предварительной информации был достаточным.
Е.8.4.3 Как минимум, квалификация будет включать в себя оценку технической документации системы автоматического AUT, в том числе системы гарантии качества, и имеющейся информации о возможностях по выявлению дефектов и точности определения их размеров. Во многих случаях, однако, должны быть проведены практические испытания, информация о которых приводится ниже.
Е.8.5 Параметры
Е.8.5.1 Перечень параметров, учитываемых при квалификационных испытаниях, включает в себя, но не ограничивается следующим:
- способом сварки и геометрией разделки кромок;
- настройкой зондов для корня и верхней зоной сварного шва;
- настройкой зондов для других каналов (число этих каналов может быть увеличено или снижено при условии, что нет изменений настроек);
- эталонными отражательными элементами;
- системой получения и обработки данных;
- версией программного обеспечения (за исключением изменений, оказывающих воздействие только на просмотр и отображение).
Е.8.6 Контрольные сварные швы
Е.8.6.1 Квалификационные испытания должны быть проведены с использованием контрольных сварных швов, содержащих преднамеренно введенные дефекты, типовые или такие, которые, как предполагается, могут присутствовать в сварных швах, получаемых с помощью используемых способов сварки.
Е.8.6.2 Материал и геометрия сварных швов должны быть такими же, как и при реальной эксплуатации оборудования, включая необходимое число ремонтных сварных швов с представительными изменениями формы подготовки кромок.
Е.8.6.3 Преднамеренно введенные дефекты должны быть переменной длины, высоты и положения. Следует избегать слишком плотного размещения дефектов. Число дефектов в сварных швах, имитирующих изготовление, должно быть минимум 10 для каждого применяемого метода сварки/геометрии соединения. Может потребоваться ряд контрольных сварных швов для трубопроводов малого диаметра.
Е.8.6.4 Для того, чтобы продемонстрировать достаточные способности выявления дефектов при требуемом доверительном интервале, число введенных дефектов понадобится увеличить.
Е.8.6.5 Наличие и размеры введенных дефектов в контрольных сварных швах должны быть подтверждены. В этих целях контрольные сварные швы должны быть подвергнуты радиографии, ручному ультразвуковому контролю и магнитопорошковой дефектоскопии или капиллярной дефектоскопии. Базовая точка для всех испытаний должна быть одной и той же, и должна быть указана на контрольных сварных швах с помощью клеймения. Методики, используемые для этих испытаний, должны пройти оптимизацию для рассматриваемых вариантов геометрии сварных швов. Чтение рентгеновских снимков и трактовка результатов других испытаний должны проводиться, по крайней мере, двумя специалистами, работающими независимо друг от друга, а затем совместно отчитывающимися о своих результатах.
Е.8.6.6 В отчете должны быть описаны выявленные дефекты в испытуемых сварных швах в отношении кольцевого положения, длины, высоты и глубины. Отчет должен сохранять конфиденциальность.
Е.8.7 Квалификационные испытания
Е.8.7.1 Контрольные сварные швы должны быть подвергнуты контролю с помощью системы AUT.
Е.8.7.2 Для контроля с низкой амплитудой отраженного сигнала должен использоваться порог регистрации. Этот порог должен быть выбран несколько выше уровня шума, и регистрация амплитуд отраженного сигнала может использоваться для возможного последующего определения настройки порога исследований, предназначенной для достижения достаточной степени выявления дефектов.
Е.8.7.3 Базисной точкой для размещения в окружном направлении должна быть точка, обозначенная клеймением на контрольных сварных швах.
Е.8.7.4 Испытания должны включать в себя испытания воспроизводимости с помощью нескольких сканирований с направляющим участком, снимаемым и снова устанавливаемым между сканированиями.
Е.8.7.5 По крайней мере, один эксперимент должен быть проведен при повышенной температуре, ожидаемой при работе в полевых условиях.
Е.8.7.6 Результаты AUT должны быть приведены в отчете. В отчете должны быть отражены выявленные дефекты в контрольных сварных швах с информацией о кольцевом положении, длине, высоте и глубине. Кроме того, должны приводиться значения высоты дефектов и амплитуды у самой высокой и самой низкой части дефектов для каждых 2 мм длины по окружности на длине от 15 до 20 мм.
Е.8.8 Приемочные испытания
Е.8.8.1 Отчеты о квалификационных испытаниях по результатам AUT должны пройти подтверждение точности определения кольцевого положения, длины, высоты и глубины дефектов.
Е.8.8.2 Приемочные испытания должны проводиться с помощью поперечных разрезов («метод салями»). Для выбора зон поперечного разреза должна использоваться информация о дефектах, приведенная в отчетах AUT. Число поперечных разрезов должно быть достаточным для гарантии того, что оценка точности определения высоты дефектов будет основана, как минимум, на 29 измерениях, проведенных на различных дефектах и/или «независимых по ультразвуку» частях дефектов (т.е., в местах, разделяемых большой кратностью ширины пучка излучения) для каждого метода сварки и конфигурации соединения.
Е.8.8.3 Поперечные разрезы должны быть связаны с положениями дефектов на регистрируемом графике и оцениваться на его основе.
Е.8.8.4 Для определения точности получения высоты дефекта должны быть выбраны две части каждого дефекта, в диапазоне 10 - 20 мм в длину, соответствующие самой высокой и самой низкой части дефектов по зарегистрированным показаниям в ходе AUT (см. Е.8.7.6), и к этим частям применяется «метод салями» для определения высоты и местоположения дефектов.
Е.8.8.5 Сечения сварных швов, содержащие дефекты, должны пройти механическую обработку шагом 2,0 мм. Каждое, прошедшее механическую обработку поперечное сечение сварного шва должно быть протравлено, и местоположение, высота и глубина дефектов должны быть измерены с точностью выше ± 0,1 мм. Каждое поперечное сечение должно быть отображено в документах фотографией с 5 - 10-кратным увеличением.
Е.8.8.6 Кроме этого, таким поперечным разрезам должны быть подвергнуты несколько, случайным образом выбранных, частей дефектов. Для определения возможностей выявления дефектов и регулировки требуемых пороговых уровней требуется выполнение дополнительных поперечных разрезов или составление подробной ультразвуковой карты образцов, отрезанных от труб с испытуемыми сварными швами. Эти поперечные разрезы должны быть выбраны случайно в образцах, в которых были обнаружены дефектные показания с помощью одной или нескольких применявшихся методик NDT.
Е.8.9 Анализ
Е.8.9.1 Данные, зарегистрированные в процессе испытаний, и эталонные исследования должны быть проанализированы в отношении:
- точности определения высоты (случайное и систематическое отклонение);
- точности определения длины;
- точности позиционирования, положения в окружном направлении;
- способностей по определению характеристик дефектов с помощью AUT в сравнении с результатами разрушающих испытаний и другими проведенными способами NDT;
- воспроизводимости при смене положения направляющего участка и при повышенной температуре;
- определения значения или кривых вероятности выявления для различных предполагаемых пороговых настроек амплитуд отраженных сигналов, если это необходимо, с целью определения порога, который будет использоваться в ходе обследования или в качестве альтернативы, или дополнения, анализа связи между амплитудой отраженного сигнала и высотой дефекта.
Е.8.10 Отчетность
Е.8.10.1 Отчет о квалификационных испытаниях, как минимум, должен содержать:
- результаты технической оценки системы AUT согласно настоящему приложению;
- описание образцов и проведенных испытаний, включая использованные чувствительности;
- определение обязательных переменных (см. Е.5.2) для сварных швов и оборудование, применяемое в течение квалификационных испытаний;
- данные, зарегистрированные для каждого дефекта и каждого поперечного сечения дефекта (размеры, положения, типы, измеренные и определенные в ходе эталонных исследований, амплитуды отраженных сигналов);
- результаты анализа данных (см. Е.8.9);
- выводы о квалификации.
Е.9 Действие квалификационных испытаний
Е.9.1 Действие
Е.9.1.1 Квалификационные испытания применяются для системы AUT, способа сварки и геометрии разделки кромок.
Квалификационные испытания системы AUT остаются действительными при условии, что не внесено никаких изменений в значимые параметры, определяемые в Е.9.2.
Е.9.2 Значимые параметры
Е.9.2.1 Учитываются следующие значимые параметры:
- способ сварки и геометрия разделки кромок (включая ремонтные сварные швы);
- настройка зондов для корня и верхней зоны сварного шва;
- настройка зондов на другие слои (число этих слоев может быть увеличено или уменьшено в соответствии с изменениями толщины стенки при условии, что настройки не изменяются);
- эталонные отражательные элементы;
- система получения и обработки данных;
- версия программного обеспечения (за исключением изменений, оказывающих воздействие только на просмотр и отображение).
Е.9.2.2 Изменения в значимых параметрах для существующей, прошедшей квалификацию системы потребуют демонстрации способности новой или модифицированной системы точно определять размеры и положение дефектов сварных швов.
Приложение
F
(справочное)
F.1 Обозначение
Преобразователь должен иметь обозначения следующих характеристик: изготовитель, тип, угол пучка излучения, номинальная частота, размер и форма кристалла и уникальный идентификационный номер.
F.2 Угол излучения
Для углов излучения меньше 45° измеренный угол не должен отличаться более, чем на 1,0°.
Для углов излучения больше 45° измеренный угол не должен отличаться более, чем на 1,5°.
Оценка должна быть проведена в соответствии со Статьей 5 [137]. Углы излучения для всех зондов должны определяться с использованием одного и того же гомогенного материала.
F.3 Размер пучка лучей
Вертикальное направление пучка лучей на цель должно быть в пределах 20 % заданной расчетной высоты. Горизонтальное направление пучка лучей на цель должно быть не больше двукратного вертикального размера пучка лучей. Цель - место по оси пучка, в котором должен проводиться контроль. В случае сфокусированного элемента цель должна попадать внутрь рабочего диапазона минус 6 дБ, распределенного вдоль фокуса. Высота пучка должна быть измерена в пяти точках по рабочему диапазону - 6 дБ.
Оценка должна проводиться в соответствии со Статьей 6 [137].
F.4 Общее усиление
Рабочее усиление должно равняться, по крайней мере, 50 дБ.
Оценка должна проводиться в соответствии со Статьей 8.4 [132].
F.5 Указывающая точка
Оценка должна проводиться в соответствии со Статьей 8.6 [132].
F.6 Угол между максимумом диаграммы направленности и осью симметрии
Угол между максимумом диаграммы направленности и осью симметрии зеркала не должен превышать 1,5° для преобразователей с одним кристаллом или 2° - для преобразователей с двумя кристаллами.
Оценка должна проводиться в соответствии со Статьей 8.8 [132].
F.7 Продольное угловое излучение
Продольное угловое излучение должно быть, по крайней мере, на 35 дБ слабее, чем излучение с поперечной упругой волной при измерении в диапазоне 100 мм.
Оценка должна проводиться в соответствии со Статьей 8.10 [132].
F.8 Поверхностные волны
Поверхностные волны должны быть, по крайней мере, на 34 дБ слабее, чем поперечные упругие волны («волны сдвига»), для углов излучения менее 64°. Для углов, превышающих 64°, они должны быть слабее, по крайней мере, на 24 дБ при измерении в диапазоне 100 мм.
Оценка должна проводиться в соответствии со Статьей 8.11 [132].
F.9 Боковые лепестки
Боковые лепестки (диаграммы направленности) должны быть слабее, по крайней мере, на 20 дБ, чем основное излучение, кроме углов, превышающих 64°, при которых они должны быть слабее, по крайней мере, на 15 дБ.
Оценка должна проводиться в соответствии со Статьей 8.13 [132].
F.10 Вспомогательные максимумы
Любые флуктуации в амплитуде отраженного сигнала не должны превышать те, что вызываются интерференцией, обуславливаемой за счет стекла.
Оценка должна проводиться в соответствии со Статьей 8.14 [132].
F.11 Форма импульсов
Форма импульсов должна характеризоваться одним пиком с другими вторичными пиками в хвостовой части импульса, меньшими, по крайней мере, на 20 дБ, чем основной пик.
Оценка должна проводиться в соответствии со Статьей 8.16 [132].
F.12 Частота
Рабочая частота должна находиться в пределах ± 10 % номинальной частоты.
Оценка должна проводиться в соответствии со Статьей 8.18 [132].
F.13 Продолжительность импульсов
Продолжительность импульсов не должна превышать 2,5 микросекунды между точками на выпрямленном импульсе при 10 % пиковой амплитуды.
Оценка должна проводиться в соответствии со Статьей 8.19 [132].
F.14 Соотношение сигнала и шума
Для всех преобразователей, кроме преобразователей с ползущей волной, шум должен быть слабее, по крайней мере, на 20 дБ, чем сигнал от эталонного отражательного элемента на целевом расстоянии.
Для преобразователей с ползущей волной шум должен быть слабее, по крайней мере, на 16 дБ, чем сигнал от эталонного отражательного элемента на целевом расстоянии.
Оценка должна проводиться в соответствии со Статьей 11 [137].
Примечание - Эта оценка должна проводиться с использованием оборудования системы в мультиплексном режиме со всеми смонтированными проводами и кабелями и со всеми работающими соответствующими электрическими системами.
Приложение
G
(справочное)
Определение скорости поперечной упругой волны в трубных сталях
G.1 Общие сведения
Технология, описанная в настоящем приложении, распространяется на методы, которые могут быть использованы для определения акустической скорости поперечных упругих волн в сталях, применяемых при изготовлении труб. При наличии соглашения могут быть использованы эквивалентные методы.
Трубы, применяемые при транспортировании нефти и природного газа, проявляют различные степени анизотропии при переменных акустических скоростях, в зависимости от направления распространения, с последующими изменениями в отраженном угле звука в стали. Это в особенности серьезно, если сфокусированные пучки лучей используются для зонной селекции. Поэтому требуется определить скорость поперечной упругой волны ультразвука при распространении в различных направлениях.
G.2 Оборудование
Чтобы определить зависимость скорости поперечных упругих волн от направления, на преобразователе с поперечными упругими ультразвуковыми волнами частотой 5 МГц, кристалл диаметром 6 - 10 мм должен использоваться совместно с ультразвуковым прибором с диапазоном шириной, по крайней мере, до 10 МГц и рекомендуемой производительностью измерения времени перехода ультразвуковых импульсов, характеризующейся разрешением в 10 нc и точностью ± 25 нc. Устройства для измерений механических размеров образцов должны иметь рекомендованную точность ± 0,1 мм. В качестве согласующей среды рекомендуется легко удаляемый клей или особое согласующее вещество с высокой вязкостью для поперечных упругих волн.
G.3 Образцы
Образец вырезается из участка трубы, которая подлежит испытаниям, и соответствующие результаты являются специфическими для определенного диаметра, толщины стенки трубы и изготовителя. Размеры образцов должны составлять как минимум 50´50 мм.
Подобное устройство может использоваться также для измерения скоростей в плоскости, нормальной к оси трубы.
Две пары параллельных поверхностей, как минимум, готовят механическим способом для плоскости, подлежащей оценке; одна пара поверхностей изготавливается в радиальном направлении (перпендикулярно к поверхности OD), а другая пара выполняется под углом 20° от перпендикуляра к поверхности OD (см. рисунок G.1). Если требуется большее число точек для получения данных, могут быть подготовлены дополнительные пары параллельных поверхностей под другими углами к плоскости, которая будет оцениваться.

Рисунок G.1 - Испытуемый образец и расположение преобразователей
Шероховатость подготовленных механической обработкой поверхностей должна иметь характеристику в 20 мкм или лучше. Минимальная ширина поверхности образца, на которой будут проводиться измерения, должна равняться 20 мм, а минимальная толщина между параллельными поверхностями должна равняться 10 мм. Вертикальный размер испытуемой поверхности ограничивается толщиной стенки трубы.
G.4 Метод испытаний
При использовании подготовленных механическим способом прорезей в качестве отражательных элементов для импульсов поперечных упругих волн с преобразователем в соответствующих положениях измерения времени перехода импульса определяют вместе с измеренными механическим способом расстояниями прохождения импульсов, скорости поперечной упругой волны в осевом направлении и под углом 20° (рисунок G.1).
Подобные измерения в направлении через толщину определяют радиальную скорость. Значения времени перехода импульсов должны быть измерены между передними частями 1-го и 2-го отраженных сигналов от задней стенки или в качестве альтернативы с использованием большего числа отраженных сигналов.
В каждой плоскости, в которой должны быть проведены испытания, должно быть снято, как минимум, три показания.
G.5 Точность
Ошибки в определении скорости не должны быть более ± 20 м/с.
G.6 Регистрация
Значения определенных скоростей должны быть сведены в таблицы и отображены графически. При прочерчивании скоростей на двумерной полярной диаграмме для одной плоскости могут быть оценены скорости при углах, отличающихся от тех, на которых они были сняты непосредственно.
При экстремальных условиях испытаний влияние температуры на скорость может быть существенным, поэтому также должно быть зарегистрировано значение температуры, при котором эти показания были сняты.
Приложение
ДА
(справочное)
Сведения
о соответствии ссылочных международных стандартов
ссылочным национальным стандартам Российской Федерации
(и действующим в этом качестве межгосударственным стандартам)
Таблица ДА.1
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
ISO 148-1:2006 |
- |
* |
|
ISO 377:1997 |
- |
* |
|
ISO 2400:1972 |
- |
* |
|
ISO 2504:1973 |
- |
* |
|
ISO 2566-1:1984 |
- |
* |
|
ISO 2566-2:1984 |
- |
* |
|
ISO 3183:1996 серия |
IDT |
ГОСТ Р ИСО 3183-1-2007 «Трубы стальные для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А» ГОСТ Р ИСО 3183-2-2007 «Трубы стальные для трубопроводов. Технические условия. Часть 2. Требования к трубам класса В» ГОСТ Р ИСО 3183-3-2007 «Трубы стальные для трубопроводов. Технические условия. Часть 3. Требования к трубам класса С» |
|
ISO 3690:2000 |
- |
* |
|
ISO 5173:2009 |
MOD |
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) «Сварные соединения. Методы определения механических свойств» |
|
ISO 5178:2001 |
- |
* |
|
ISO 5579:1995 |
- |
* |
|
ISO 5580:1985 |
- |
* |
|
ISO 6507-1:2005 |
IDT |
ГОСТ Р ИСО 6507-1-2007 «Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения» |
|
ISO 6892:1998 |
MOD |
ГОСТ 1497-84 (ИСО 6892-84) «Металлы. Методы испытаний на растяжение» ГОСТ 10006-80 (ИСО 6892-84) «Трубы металлические. Метод испытания на растяжение» |
|
ISO 7005-1:1992 |
- |
* |
|
ISO 8501-1:2007 |
- |
* |
|
ISO 9001-2008 |
- |
* |
|
ISO 9303:1989 |
- |
* |
|
ISO 9304:1989 |
- |
* |
|
ISO 9305:1989 |
- |
* |
|
ISO 9402:1989 |
- |
* |
|
ISO 9598:1989 |
- |
* |
|
ISO 9606-1:1994 |
- |
* |
|
ISO 9765:1990 |
- |
* |
|
* |
||
|
ISO 10124:1994 |
IDT |
ГОСТ Р ИСО 10124-99 «Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля расслоений» |
|
ISO 10543:1993 |
IDT |
ГОСТ Р ИСО 10543-99 «Трубы стальные напорные бесшовные и сварные горячетянутые. Метод ультразвуковой толщинометрии» |
|
ISO 11484:2009 |
- |
* |
|
ISO 11496:1993 |
- |
* |
|
ISO 12094:1994 |
- |
* |
|
ISO 12095:1994 |
- |
* |
|
ISO 12135:2002 |
- |
* |
|
ISO 12715:1999 |
- |
* |
|
ISO 13623:2009 |
- |
* |
|
ISO 13663:1995 |
- |
* |
|
ISO 13664:1997 |
- |
* |
|
ISO 13665:1997 |
- |
* |
|
ISO 14313:2007 |
- |
* |
|
ISO 17636:2003 |
- |
* |
|
ISO 19232-1:2004 |
- |
* |
|
ISO 19232-2:2004 |
- |
* |
|
DNV-OSS-301 |
- |
* |
|
DNV-RP-B401 |
- |
* |
|
DNV-RP-C203 |
- |
* |
|
DNV-RP-E305 |
- |
* |
|
DNV-RP-F101 |
- |
* |
|
DNV-RP-F104 |
- |
* |
|
DNV-RP-F105 |
- |
* |
|
DNV-RP-F106 |
- |
* |
|
DNV-RP-O501 |
- |
* |
|
DNV CN 1.2 |
- |
* |
|
DNV CN 1.5 |
- |
* |
|
DNV CN 7 |
- |
* |
|
DNV CN 30.4 |
- |
* |
|
DNV CN 30.5 |
- |
* |
|
DNV CN 30.6 |
- |
* |
|
API 6D |
- |
* |
|
API 6FA |
- |
* |
|
API RP 2201 |
- |
* |
|
API 5L |
- |
* |
|
API RP 5L3 |
- |
* |
|
ASME VIII |
- |
* |
|
ASME/ANSI B16.9 |
- |
* |
|
ASME В 31.4-2006 |
- |
* |
|
ASME В 31.8-2004 |
- |
* |
|
ASTM A193/A193M |
- |
* |
|
ASTM A194/A194M |
- |
* |
|
ASTM A264 |
- |
* |
|
ASTM A320/A320M |
- |
* |
|
ASTM A352/A352M |
- |
* |
|
ASTM A388/A388M |
- |
* |
|
ASTM A577/A577M |
- |
* |
|
ASTM A578/A578M |
- |
* |
|
ASTM A609/A609M |
- |
* |
|
ASTM A694/A694M |
- |
* |
|
ASTM A790/A790M |
- |
* |
|
ASTM C39/C39M |
- |
* |
|
ASTM C642 |
- |
* |
|
ASTM E186 |
- |
* |
|
ASTM E280 |
- |
* |
|
ASTM E309 |
- |
* |
|
ASTM E317 |
- |
* |
|
ASTM E446 |
- |
* |
|
ASTM E562 |
- |
* |
|
ASTM E709 |
- |
* |
|
ASTM E797 |
- |
* |
|
ASTM E1212 |
- |
* |
|
ASTM E1417 |
- |
* |
|
ASTM E1444 |
- |
* |
|
ASTM G48 |
- |
* |
|
BS PD 5500:2009 |
- |
* |
|
BS EN ISO 3690:2001 |
- |
* |
|
BS EN ISO 10497:2004 |
- |
* |
|
BS 7448-4:1997 |
- |
* |
|
BS 7910:1999 |
- |
* |
|
BS EN 14161:2003 |
- |
* |
|
EN 287-1-2006 |
- |
* |
|
EN 288-3:1992 |
- |
* |
|
EN 473:2008 |
- |
* |
|
EN 583-6:2008 |
- |
* |
|
EN ISO 14731:2006 |
- |
* |
|
EN 1418:1998 |
- |
* |
|
EN 1711:2000 |
- |
* |
|
EN 10204:2004 |
- |
* |
|
EN 12084:2001 |
- |
* |
|
EN 12668-1:2000 |
- |
* |
|
EN 12668-2:2001 |
- |
* |
|
EN 12668-3:2000 |
- |
* |
|
EN ISO 6847:2001 |
- |
* |
|
EN ISO 3834-1:2005 |
IDТ |
ГОСТ Р ИСО 3834-1-2007 «Требования к качеству выполнения сварки плавлением металлических материалов. Часть 1. Критерии выбора соответствующего уровня требований» |
|
EN ISO 3834-2:2005 |
IDТ |
ГОСТ Р ИСО 3834-2-2007 «Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству» |
|
EN ISO 3834-3:2005 |
IDT |
ГОСТ Р ИСО 3834-3-2007 «Требования к качеству выполнения сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству» |
|
EN ISO 3834-4:2005 |
IDT |
ГОСТ Р ИСО 3834-4-2007 «Требования к качеству выполнения сварки плавлением металлических материалов. Часть 4. Элементарные требования к качеству» |
|
ESI 98-2 |
- |
* |
|
NACE MR0175 |
- |
* |
|
NACE RP-0492 |
- |
* |
|
NACE TM0284 |
- |
* |
|
NACE TM0177 |
- |
* |
|
MSS SP-75 |
- |
* |
|
NS 477 |
- |
* |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDТ - идентичные стандарты; - MOD - модифицированные стандарты. |
||
Библиография
|
ДНВ СН 30.6 |
Расчет конструктивной надежности морских сооружений (DNV CN 30.6, Structural Reliability Analysis of Marine Structures) |
|
|
ДНВ СН 30.4 |
Основания (DNV CN 30.4, Foundations) |
|
|
ДНВ СН 30.5 |
Природные условия и природные нагрузки (DNV CN 30.5, Environmental Conditions and Environmental Loads) |
|
|
ДНВ-РП-О501 |
Эрозионный износ трубопроводных систем (DNV-RP-O501, Erosive Wear in Piping Systems - Description) |
|
|
ДНВ-РП-Ф111 |
Взаимодействие между тралами и трубопроводами (DNV-RP-F111, Interference Between Trawl Gear and Pipelines) |
|
|
ДНВ-ОС-Ц101 |
Общее проектирование морских конструкций (DNV-OS-C101, Design of Offshore Structures, General (LRFD method) |
|
|
ДНВ-РП-Ц203 |
Анализ на усталостную прочность (DNV-RP-C203, Fatigue Strength Analysis) |
|
|
ДНВ-РП-Ф105 |
Свободные пролеты (DNV-RP-F105, Free Spanning Pipelines) |
|
|
БС 7910:1999 |
Руководство по методам оценки допустимости дефектов в конструкциях, изготовленных сваркой плавлением (BS 7910:1999, Guide to methods for assessing the acceptability of flaws in metallic structures) |
|
|
ДНВ-РП-Е305 |
Устойчивость на дне морских трубопроводов (DNV-RP-E305, On-bottom Stability of Submarine Pipelines) |
|
|
АСТМ А790/А790М |
Типовые технические условия на бесшовную и сварную трубу из феррит-но-аустенитной нержавеющей стали (ASTM A790/A790M, Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe) |
|
|
АСТМ Е 562 |
Общепринятая практика для определения объемной доли путем систематического подсчета точек вручную (ASTM E562, Standard Test Method for Determining Volume Fraction by Systematic Manual Point Count) |
|
|
АСТМ Ж48 |
Стандартные методы испытаний нержавеющей стали и родственных сплавов на коррозионную стойкость с использованием растворов хлористого железа (ASTM G48, Standard Test Methods for Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution.) |
|
|
НАСЕ МП0175 |
Металлические материалы для нефтепромыслового оборудования, стойкие к сульфидному растрескиванию под напряжением (NACE MR0175, Petroleum and natural gas industries - Materials for use in H2S-containing environments in oil and gas production) |
|
|
Выпуск ЕФС № 16 |
Указания к требованиям на материалы для углеродистой стали и низколегированных сталей, применяемых при добыче нефти и газа, содержащих H2S |
|
|
Выпуск ЕФС № 17 |
Коррозионностойкие сплавы для нефтегазовой промышленности: Руководство к основным требованиям и методам испытаний для эксплуатации в условиях с присутствием H2S |
|
|
ИСО 9001 |
Системы обеспечения качества. Требования |
|
|
ЕН 10204:2004 |
Изделия металлические. Типы актов приемочного контроля (EN 10204: 2004, Metallic products - Types of inspection documents) |
|
|
ACME БПВС VIII |
Правила строительства резервуаров высокого давления (ASME BPVC-VIII, BPVC Section VIII - Rules for Construction of Pressure Vessels) |
|
|
АСМЕ В31.8 |
Магистральные и распределительные газопроводные системы (ASME В 31.8, Gas Transmission and Distribution Systems) |
|
|
ИСО 7005-1:1992 |
Фланцы металлические. Часть 1. Стальные фланцы (ISO 7005-1:1992, Metallic flanges - Part 1: Steel flanges) |
|
|
БС ПД 5500:2009 |
Технические условия для сосудов, работающих под давлением, сваренных плавлением без огневого подвода теплоты (BS PD 5500:2009, Specification for unfired fusion welded pressure vessels) |
|
|
ДНВ-РП-Ф104 |
Механические муфты (DNV-RP-F104, Mechanical Pipeline Couplings) |
|
|
АСТМ А320/А320М |
Стандартные технические условия на соединительные материалы из легированной и нержавеющей стали, работающие при низких температурах (ASTM A320/A320M, Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for Low-Temperature Service) |
|
|
АСТМ А194/А194М |
Стандартные технические условия на гайки для болтов из углеродистой и легированной стали, работающие под высоким давлением или температурой, или под совместным действием этих факторов (ASTM А194/А194М, Standard Specification for Carbon and Alloy Steel Nuts for Bolts for High Pressure or High Temperature Service, or Both) |
|
|
АСТМ А193/А193М |
Стандартные технические условия на соединительные элементы из легированной и нержавеющей стали, работающие под высоким давлением (ASTM А193/А193М, Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for High-Temperature Service) |
|
|
ИСО 14313:2007 |
Промышленность нефтяная и газовая. Системы трубопроводов для транспортировки газа. Задвижки для трубопроводов (ISO 14313:2007, Petroleum and natural gas industries - Pipeline transportation systems - Pipeline valves) |
|
|
АПИ 6Д |
Спецификация для трубопроводной арматуры (API 6D, Specification for Pipeline Valves) |
|
|
АПИ 6ФА |
Испытания арматуры на пожаростойкость (API 6FA, Specification for Fire Test for Valves) |
|
|
БС ЕН ИСО 10497:2004 |
Клапаны. Требования к испытаниям на огнестойкость (BS EN ISO 10497:2004, Testing of valves. Fire type-testing requirements) |
|
|
ACME Б 31.4 |
Трубопроводные транспортные системы для жидких углеводородов и других жидкостей (ASME В 31.4, Pipeline Transportation Systems for Liquid Hydrocarbons and Other Liquids) |
|
|
АПИ РП 2201 |
Технология сварки и ремонтных работ на оборудовании без прекращения эксплуатации (API RP 2201, Safe Hot Tapping Practices in the Petroleum & Petrochemical Industries) |
|
|
ACME/АНСИ Б16.9 |
Заводские стальные фитинги со сваркой встык (ASME/ANSI В16.9, Factory-Made Wrought Buttwelding Fittings) |
|
|
МСС СП-75-2004 |
Технические условия для испытания высокопрочных фитингов со сваркой встык (MSS SP-75-2004, Specification for High Test Wrought Butt Welding Fittings) |
|
|
АСТМ А694/А694М |
Стандартные технические требования к поковкам из углеродистой и легированной сталей для фланцев труб, арматуры, клапанов и элементов, работающих под высоким давлением (ASTM A694/A694M, Standard Specification for Carbon and Alloy Steel Forgings for Pipe Flanges, Fittings, Valves, and Parts for High-Pressure Transmission Service) |
|
|
АСТМ А352/А352М |
Стандартные технические требования к литью стали ферритного и мар-тенситного состава, для деталей, работающих под давлением и низкой температуре (ASTM A352/A352M, Standard Specification for Steel Castings, Ferritic and Martensitic, for Pressure-Containing Parts, Suitable for Low-Temperature Service) |
|
|
[37] |
ИСО 8501-1:2007 |
Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень ржавления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий (ISO 8501-1:2007, Preparation of steel substrates before application of paints and related products - Visual assessment of surface cleanliness - Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings) |
|
ДНВ-РП-Б401 |
Проектирование катодной защиты (DNV-RP-B401, Cathodic Protection Design) |
|
|
ДНВ-РП-Ф106 |
Производственные трубопроводные покрытия для контроля коррозии (DNV-RP-F106, Factory Applied Pipeline Coatings for Corrosion Control) |
|
|
АСТМ Ц39/Ц39М |
Стандартные методы испытаний предела прочности цилиндрических образцов бетона на сжатие (ASTM C39/C39M, Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens) |
|
|
НАСЕ РП0492 |
Металлургические и контрольные требования к кольцевым анодам (NACE RP0492, Metallurgical and Inspection Requirements for Offshore Pipeline Bracelet Anodes) |
|
|
ДНВ |
Правила по классификации высокоскоростных и легких судов (Rules for Classification of High Speed, Light Craft and Naval Surface Craft) |
|
|
ИМО 23 сессия 2003 (936-965) |
Требованиям IMO. Принципы комплектования персонала для безопасной работы |
|
|
ИМО МСЦ/Circ. 645 |
Руководство для судов с системами динамического позиционирования |
|
|
ДНВ-РП-Ф101 |
Корродированные трубопроводы (DNV-RP-F101, Corroded Pipelines) |
|
|
Jaoa и др., 1996 |
Jaoa G., Sotberg Т., Bruschi R., Verley R., и Mork К. «Проект SUPERB: Руководство по расчету толщины стенок трубопроводов в открытом море, работающих под давлением», Труды конференции ОМАЕ’96, Флоренция, Италия |
|
|
Моrk и др., 1997 |
Mork К., Spiten J., Torselletti E., Ness О.В. и Verley R. Проект SUPERB и DNV’96: «Предельные состояния для местной потери устойчивости и коллапса», Труды конференции ОМАЕ97, Иокогама, Япония |
|
|
ДНВ’96 |
DNV Правила для подводных трубопроводных систем, 1996 |
|
|
Vitali и др. (1999) |
Vitali L, Bruschi R., Mork К. и Verley R. «Проект Hotpipe - Технические возможности труб, подвергаемых действию внутреннего давления, продольных сил и изгибающих моментов», «Труды 9-й Международной конференции по технологии работ в открытом море и в Заполярье», Брест, 1999 |
|
|
БС 8010-3:1993 |
Нормы проектирования для трубопроводов. Часть 3. Подводные трубопроводы: проектирование, строительство и монтаж (Code of practice for pipelines. Part 3. Pipelines subsea: design, construction and installation) |
|
|
Ghodsi и др. (1994) |
Ghodsi Nader Yoosef, Kulak G.L. и Murray D.W. «Работа магистральных трубопроводов с кольцевыми сварными швами», Отделение гражданского строительства, Университет Альберта, технический отчет по строительству, № 23, 1994 |
|
|
Sriskandarajah (1987) |
Sriskandarajah К. и Mamendran I.K. «Параметрический анализ проектирования и монтажа глубоководных трубопроводов». Технология укладки трубопроводов для перекачки нефти и газа в открытом море», Лондон, 1987 |
|
|
Murphey и др. (1985) |
Murphey D.Е. и Langner C.G. «Предел прочности труб при разрушения при изгибе и усталости», Симпозиум по механизмам для работы в открытом море и оборудованию для Арктики, Новый Орлеан, 1985 |
|
|
БС 7448-4:1997 |
Испытания на вязкость разрушения. Часть 4. Метод определения кривых сопротивления разрушению и значений возникновения стабильного расширения трещины в металлах (BS 7448-4:1997, Fracture mechanics toughness tests. Method for determination of Klc, critical CTOD and critical J values of welds in metallic materials) |
|
|
АПИ 5Л |
Спецификация на магистральные трубопроводы (API 5L Specification for Line Pipe) |
|
|
Endal, 1995 |
Endal G, Ness O.B., Verley R., Holthe К. И Ramseth S. «Работа трубопроводов в открытом море с остаточной кривизной, полученной в процессе укладки», Труды конференции ОМАЕ95, Копенгаген, Дания |
|
|
Crome, 1999 |
Crome, Tim «Намотка трубопроводов с толстой изоляционной оболочкой. Расчет местной потери устойчивости по методу конечных элементов», ОТС, Хьюстон, 1999 |
|
|
[58] |
Ness и др., 1995 |
Ness О.В. и Verley R. «Концентрации деформаций в трубопроводах с бетонным покрытием: аналитическая модель» Труды конференции ОМАЕ’95, Копенгаген, Дания |
|
Mamendran, 1987 |
Mamendran I.K. «Параметрический анализ проектирования и монтажа глубоководных трубопроводов». «Технология укладки трубопроводов для перекачки нефти и газа в открытом море» Лондон, 1987 |
|
|
ИСО 3183:2007 |
Промышленность нефтяная и газовая. Трубы стальные для трубопроводов (ISO 3183:2007, Petroleum and natural gas industries - Steel pipe for pipeline transportation systems) |
|
|
ДНВ-ОС-Ф101-2000 |
DNV Правила для подводных трубопроводных систем, 2000 |
|
|
ИСО 12135:2002 |
Материалы металлические. Унифицированный метод испытания на определение вязкости разрушения под действием квазистатической нагрузки (ISO 12135:2002, Metallic materials - Unified method of test for the determination of quasistatic fracture toughness) |
|
|
ЕН 287-1:2004 |
Аттестация сварщиков. Сварка плавлением. Часть 1. Стали (Qualification test of welders - Fusion welding - Part 1 Steel) |
|
|
ИСО 9606-1:1994 |
Квалификационные испытания сварщиков. Сварка плавлением. Часть 1. Стали (ISO 9606-1:1994, Approval testing of welders - Fusion welding - Part 1: Steels) |
|
|
EH 1418:1998 |
Испытания квалификационные сварщиков на проведение полностью механизированной и автоматической сварки металлических материалов (EN 1418:1998, Welding personnel. Approval testing of welding operators for fusion welding and resistance weld setters for fully mechanized and automatic welding of metallic materials) |
|
|
EH ИСО 14731:2006 |
Координация сварки. Задачи и обязанности (EN ISO 14731:2006, Welding coordination. Tasks and responsibilities) |
|
|
[67] |
EH ИСО 3834-1:2005 |
Требования к качеству сварки плавлением металлических материалов. Часть 1. Критерии по выбору соответствующего уровня требований к качеству (EN ISO 3834-1:2005, Quality requirements for fusion welding of metallic materials - Part 1: Criteria for the selection of the appropriate level of quality requirements) |
|
[68] |
EH ИСО 3834-2:2005 |
Требования к качеству сварки плавлением металлических материалов. Часть 2. Исчерпывающие требования к качеству (EN ISO 3834-2:2005, Quality requirements for fusion welding of metallic materials - Part 2: Comprehensive quality requirements) |
|
[69] |
EH ИСО 3834-3:2005 |
Требования к качеству сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству (EN ISO 3834-3:2005, Quality requirements for fusion welding for metallic materials - Part 3: Standard quality requirements) |
|
EH ИСО 3834-4:2005 |
Требования к качеству сварки плавлением металлических материалов. Часть 4. Элементарные требования к качеству (EN ISO 3834-4:2005, Quality requirements for fusion welding of metallic materials - Part 4: Elementary quality requirements) |
|
|
ИСО 377:1997 |
Сталь и стальные изделия. Расположение и приготовление образцов и образцов для конкретных механических испытаний (ISO 377:1997, Steel and steel products - Location and preparation of samples and test pieces for mechanical testing) |
|
|
ИСО 25 |
Руководство. Общие требования к правомочности поверочных и испытательных лабораторий |
|
|
ИСО/МЭК 9796-3:2006 |
Информационные технологии. Методы обеспечения безопасности. Схема цифровой подписи, обеспечивающие восстановление сообщения. Часть 3. Механизмы на основе дискретного логарифма (ISO/IEC 9796-3: 2006, Information technology - Security techniques - Digital signature schemes giving message recovery - Part 3: Discrete logarithm based mechanisms) |
|
|
ИСО 6892-1:2009 |
Материалы металлические. Испытания на растяжение. Часть 1. Испытания при комнатной температуре (ISO 6892-1:2009, Metallic materials - Tensile testing - Part 1: Method of test at room temperature) |
|
|
ИСО 2566-1:1984 |
Сталь. Таблицы перевода величин относительного удлинения. Часть 1. Сталь углеродистая и низколегированная (ISO 2566-1:1984, Steel - Conversion of elongation values - Part 1: Carbon and low alloy steels) |
|
|
ИСО 2566-2:1984 |
Сталь. Таблицы перевода величин относительного удлинения. Часть 2. Сталь аустенитная (ISO 2566-2:1984, Steel - Conversion of elongation values - Part 2: Austenitic steels) |
|
|
ИСО 5178:2001 |
Испытания неразрушающие сварных швов в металических материалах. Испытания на растяжение образца, обратного продольного из металла шва в соединениях, полученных при сварке плавлением (ISO 5178: 2001, Destructive tests on welds in metallic materials - Longitudinal tensile test on weld metal in fusion welded joints) |
|
|
ИСО 4136 |
Разрушающие испытания сварных швов на металлических материалах. Испытания на поперечное растяжение (ISO 4136:2001, Destructive tests on welds in metallic materials - Transverse tensile tests) |
|
|
ИСО 5173:2009 |
Испытания неразрушающие сварных швов в металических материалах. Испытания на загиб (ISO 5173:2009, Destructive tests on welds in metallic materials - Bend tests) |
|
|
ИСО 148-1:2006 |
Материалы металлические. Ударное испытание на маятниковом копре по Шарпи. Часть 1. Метод испытания (ISO 148-1:2006, Metallic materials - Charpy pendulum impact test - Part 1: Test method) |
|
|
АПИ РП5Л3 |
Проведение испытания на разрыв падающим грузом труб для магистральных трубопроводов (Recommended Practice for Conducting Drop-Weight Tear Tests on Line Pipe) |
|
|
АСТМ А 264 |
Стандартные технические условия на толстолистовые материалы, листовой прокат и ленты из нержавеющей стали с хромо-никелевым покрытием (ASTM A264, Standard Specification for Stainless Chromium-Nickel Steel-Clad Plate, Sheet, and Strip) |
|
|
ИСО 6507-1:2005 |
Материалы металлические. Определение твердости по Виккерсу. Часть 1. Метод испытания (ISO 6507-1:2005, Metallic materials - Vickers hardness test - Part 1: Test method) |
|
|
НАСЕ ТМ0284 |
Оценка сопротивления стальных труб постепенному образованию трещин (NACE TM0284, Standard Test Method - Evaluation of Pipeline and Pressure Vessel Steels for Resistance to Hydrogen-Induced Cracking) |
|
|
НАСЕ ТМ0177 |
Лабораторные измерения металлов по устойчивости к разрушению под действием напряжений в сульфидсодержащей среде и коррозионное разрушение в сероводородной среде (NACE TM0177, Laboratory Testing of Metals for Resistance to Sulfide Stress Cracking in Hydrogen Sulfide (H2S) Environments) |
|
|
БС ЕН ИСО 3690:2001 |
Сварка и смежные процессы. Определение содержания водорода в металле шва от сваривания ферритной стали дуговой сваркой (BS EN ISO 3690:2001, Welding and allied processes. Determination of hydrogen content in ferritic steel arc weld metal) |
|
|
ЕН ИСО 6847:2001 |
Материалы присадочные. Наплавка слоя металла для химического анализа (EN ISO 6847:2001, Welding consumables - Deposition of a weld metal pad for chemical analysis) |
|
|
ЕН 288-3:1992 |
Технические требования и аттестация сварочных металлических материалов. Часть 3. Контрольные испытания при электродуговой сварке стали (EN 288-3:1992, Specification and approval of welding procedures for metallic materials. Welding procedure tests for the arc welding of steels) |
|
|
ACME V |
Нормы и правила для котлов и сосудов давления |
|
|
АСТМ А578/А578М |
Стандартные технические условия на ультразвуковой контроль с прямым излучением стальных листов специального назначения, без покрытия и плакированных (ASTM A578/A578M, Standard Specification for Straight-Beam Ultrasonic Examination of Rolled Steel Plates for Special Applications) |
|
|
АСТМ А577/А577М |
Стандартные технические условия на ультразвуковой контроль стальных листов приломленным лучом (ASTM A577/A577M, Standard Specification for Ultrasonic Angle-Beam Examination of Steel Plates) |
|
|
АСТМ Е 709 |
Стандартное руководство по обследованию магнитными частицами (ASTM E709, Standard Guide for Magnetic Particle Testing) |
|
|
АСТМ Е 797 |
Стандартная практика измерения толщины с помощью ручной ультразвуковой дефектоскопии импульсным эхо-методом (ASTM E797, Standard Practice for Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact Method) |
|
|
АСТМ Е 1212 |
Стандартная практика организации и технического обслуживания систем контроля качества для организаций, занимающихся неразрушающим контролем (ASTM E1212, Standard Practice for Quality Management Systems for Nondestructive Testing Agencies) |
|
|
АСТМ Е 1444 |
Стандартная практика обследования магнитными частицами (ASTM Е1444, Standard Practice for Magnetic Particle Testing) |
|
|
АСТМ Е 1417 |
Стандартная практика обследования проникающей жидкостью (ASTM Е1417, Standard Practice for Liquid Penetrant Testing) |
|
|
ДНВ-ЦН-7 |
Ультразвуковой контроль сварных соединений |
|
|
ЕН 473 |
Неразрушающий контроль. Аттестация и выдача свидетельств персоналу, занимающемуся неразрушающим контролем. Основные принципы |
|
|
ЕН 1711 |
Неразрушающий контроль сварных соединений. Контроль сварных соединений вихревыми токами методом векторной оценки |
|
|
ЕН 12084 |
Неразрушающий контроль. Контроль вихревыми токами. Общие принципы и руководящие указания |
|
|
[101] |
ИСО 19232-1:2004 |
Контроль неразрушающий. Качество изображения на рентгеновских снимках. Часть 1. Показатели качества изображения (проволочный тип). Определение значения качества изображения (ISO 19232-1:2004, Nondestructive testing - Image quality of radiographs - Part 1: Image quality indicators (wire type) - Determination of image quality value) |
|
ИСО 19232-2:2004 |
Контроль неразрушающий. Качество изображения на рентгеновских снимках. Часть 2. Показатели качества изображения (типа шаг/отверстие). Определение значения качества изображения (ISO 19232-2:2004, Non-destructive testing - Image quality of radiographs - Part 2: Image quality indicators (step/hole type) - Determination of image quality value) |
|
|
ИСО 17636:2003 |
Контроль неразрушающий сварных швов. Радиографическая дефектоскопия сварных стыковых , полученных плавлением (ISO 17636:2003, Nondestructive testing of welds - Radiographic testing of fusion-welded joints) |
|
|
ИСО 5579 |
Контроль неразрушающий. Радиографический контроль металлических материалов с помощью рентгеновских и гамма-лучей. Основные правила |
|
|
[105] |
ИСО 5580 |
Контроль неразрушающий. Промышленные Негатоскопы для промышленной радиографии. Минимальные требования |
|
ИСО 9303:1989 |
Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Ультразвуковой контроль всей пере-ферийной поверхности для обнаружения продольных несовершенств (ISO 9303:1989, Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Full peripheral ultrasonic testing for the detection of longitudinal imperfections) |
|
|
ИСО 9304:1989 |
Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Контроль методом вихревых токов для обнаружения несовершенств (ISO 9304:1989, Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Eddy current testing for the detection of imperfections) |
|
|
ИСО 9305:1989 |
Трубы стальные бесшовные напорные. Ультразвуковой контроль всей переферийной поверхности для обнаружения поперечных несовершенств (ISO 9305:1989, Seamless steel tubes for pressure purposes - Full peripheral ultrasonic testing for the detection of transverse imperfections) |
|
|
ИСО 9402 |
Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Испытания труб из ферромагнетной стали методом рассеяния по всей окружности флюса с помощью магнитного преобразователя для обнаружения продольных дефектов |
|
|
ИСО 9598:1989 |
Трубы стальные бесшовные напорные. Контроль всей переферийной поверхности труб из ферромагнетной стали путем исследования магнитных полей рассеяния для обнаружения поперечных несовершенств (ISO 9598:1989, Seamless steel tubes for pressure purposes - Full peripheral magnetic transducer/flux leakage testing of ferromagnetic steel tubes for the detection of transverse imperfections) |
|
|
ИСО 9765:1990 |
Трубы стальные напорные, полученные дуговой сваркой под флюсом. Ультразвуковой контроль сварного шва для обнаружения продольных и/ или поперечных несовершенств (ISO 9765:1990, Submerged arc-welded steel tubes for pressure purposes - Ultrasonic testing of the weld seam for the detection of longitudinal and/or transverse imperfections) |
|
|
ИСО 10124:1994 |
Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля для обнаружения слоистых несовершенств (ISO 10124:1994, Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Ultrasonic testing for the detection of laminar imperfections) |
|
|
ИСО 10543:1993 |
Трубы стальные напорные бесшовные и сварные, обжатые при горячей вытяжке. Ультразвуковой контроль толщины по всей переферийной поверхности (ISO 10543:1993, Seamless and hot-stretch-reduced welded steel tubes for pressure purposes - Full peripheral ultrasonic thickness testing) |
|
|
ИСО 11484:2009 |
Трубы стальные напорные. Квалификация и сертификация персонала по неразрушающему контролю (ISO 11484:2009, Steel products - Employers qualification system for non-destructive testing (NDT) personnel) |
|
|
ИСО 11496:1993 |
Трубы стальные бесшовные и сварные напорные. Ультразвуковой контроль концов труб для обнаружения слоистых несовершенств (ISO 11496:1993, Seamless and welded steel tubes for pressure purposes - Ultrasonic testing of tube ends for the detection of laminar imperfections) |
|
|
ИСО 12094:1994 |
Трубы стальные сварные напорные. Ультразвуковой контроль для обнаружения слоистых несовершенств в полосовом/листовом материале, используемом для изготовления сварных труб (ISO 12094:1994, Welded steel tubes for pressure purposes - Ultrasonic testing for the detection of laminar imperfections in strips/plates used in the manufacture of welded tubes) |
|
|
ИСО 12095:1994 |
Трубы стальные сварные и бесшовные напорные. Испытание методом проникающих жидкостей (ISO 12095:1994, Seamless and welded steel tubes for pressure purposes - Liquid penetrant testing) |
|
|
[118] |
ИСО 13663:1995 |
Трубы стальные сварные напорные. Ультразвуковой контроль участка, смежного со сварным швом, для обнаружения слоистых несовершенств (ISO 13663:1995, Welded steel tubes for pressure purposes - Ultrasonic testing of the area adjacent to the weld seam for the detection of laminar imperfections) |
|
[119] |
ИСО 13664:1997 |
Трубы стальные напорные бесшовные и сварные. Контроль концов труб магнитопорошковым методом для обнаружения слоистых несовершенств (ISO 13664:1997, Seamless and welded steel tubes for pressure purposes - Magnetic particle inspection of the tube ends for the detection of laminar imperfections) |
|
ИСО 13665:1997 |
Трубы стальные напорные бесшовные и сварные. Контроль концов труб магнитопорошковым методом для обнаружения поверхностных несовершенств (ISO 13665:1997, Seamless and welded steel tubes for pressure purposes - Magnetic particle inspection of the tube body for the detection of surface imperfections) |
|
|
НС 477 |
Сварка. Инструкции для инспекторов по сварочным работам (NS 477, Welding. Rules for approval of welding inspectors) |
|
|
АСТМ Е309 |
Стандартная методика контроля вихревыми токами трубных изделий из стали с использованием магнитного насыщения (ASTM E309, Standard Practice for Eddy-Current Examination of Steel Tubular Products Using Magnetic Saturation) |
|
|
ИСО 2400:1972 |
Швы сварные в стали. Стандартный блок для калибровки оборудования для ультразвукового контроля (ISO 2400:1972, Welds in steel - Reference block for the calibration of equipment for ultrasonic examination) |
|
|
АСТМ А388/А388М |
Стандартная практика проведения ультразвукового контроля стальных поковок (ASTM A388/A388M, Standard Practice for Ultrasonic Examination of Steel Forgings) |
|
|
АСТМ А609/А609М |
Стандартная методика ультразвукового контроля отливок из углеродистых, низколегированных и мартенситных нержавеющих сталей (ASTM А609/А609М, Standard Practice for Castings, Carbon, Low-Alloy, and Martensitic Stainless Steel, Ultrasonic Examination Thereof) |
|
|
СЕП 1916-89 |
Неразрушающий контроль свариваемых плавлением ферритных стальных труб. Листок испытаний стали и чугуна общества немецких металлургов |
|
|
[127] |
АСТМ А606/А606М |
Стандартные технические условия на высокопрочную низколегированную горяче- и холоднокатанную сталь, листовой металл и ленты с повышенной стойкостью к атмосферной коррозии (Standard Specification for Steel, Sheet and Strip, High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, with Improved Atmospheric Corrosion Resistance) |
|
АСТМ Е 186 |
Таблица рентгенограмм толстостенных стальных отливок (51 - 114 мм) (ASTM E186, Standard Reference Radiographs for Heavy-Walled (2 to 41/2 in. [51 to 114-mm]) Steel Castings). |
|
|
[129] |
Е280 |
Таблица рентгенограмм толстостенных стальных отливок (114 - 305 мм) (ASTM E280, Standard Reference Radiographs for Heavy-Walled (41/2 to 12-in. [114 to 305-mm]) Steel Castings) |
|
Е446 |
Таблица рентгенограмм стальных отливок толщиной 51 мм (ASTM E446, Standard Reference Radiographs for Steel Castings Up to 2 in. [51 mm] in Thickness) |
|
|
АСТМ Е 317 |
Стандартная методика оценки эксплуатационных характеристик импуль-сно-эхографических контрольных систем без применения электронных измерительных инструментов (ASTM E317, Standard Practice for Evaluating Performance Characteristics of Ultrasonic Pulse-Echo Testing Instruments and Systems without the Use of Electronic Measurement Instruments) |
|
|
ЕСИ 98-2 |
Ультразвуковые зонды. Угловые зонды, среднечастотные, миниатюрные, с поперечными упругим волнами (ESI 98-2, Ultrasonic Probes: Medium Frequency Miniature Shear Wave Angle Probes) |
|
|
ЕН 12668-1:2000 |
Контроль неразрушающий. Определение характеристик и проверка оборудования для ультразвукового контроля. Часть 1. Инструменты (EN 12668-1:2000, Non-destructive testing Characterization and verification of ultrasonic examination equipment Part 1: Instruments) |
|
|
[134] |
EH 12668-2:2001 |
Контроль неразрушающий. Определение характеристик и проверка оборудования для ультразвукового контроля. Часть 2. Пробы (EN 12668-2:2001, Non-destructive testing. Characterization and verification of ultrasonic examination equipment. Probes) |
|
EH 12668-3:2000 |
Неразрушающий контроль. Определение характеристик и проверка оборудования для ультразвукового контроля. Часть 3. Комбинированное оборудование (EN 12668-3:2000, Non-destructive testing. Characterization and verification of ultrasonic examination equipment. Combined equipment) |
|
|
[136] |
EH 583-6:2008 |
Неразрушающие испытания. Ультразвуковой контроль. Техника определения продолжительности дифракции как метод для обнаружения и установления размеров несплошностей (EN 583-6: 2008, Non-destructive testing - Ultrasonic examination - Part 6: Time-of-flight diffraction technique as a method for detection and sizing of discontinuities) |
|
БС 4331-3:1974 |
Методы оценки эксплуатационных характеристик ультразвукового оборудования для выявления дефектов. Инструкции по контролю зондов в рабочем режиме (за исключением погружных зондов) (BS 4331: Часть 3: 1974, Methods for assessing the performance characteristics of ultrasonic flaw detection equipment. Guidance on the inservice monitoring of probes (excluding immersion probes) |