 | Информационная система | |
|
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND
CERTIFICATION |
|
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |
Государственная
система обеспечения
единства измерений
ГОЛОВКИ ДЕЛИТЕЛЬНЫЕ ОПТИЧЕСКИЕ
Методика поверки
|
|
Москва |
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Сибирский государственный ордена Трудового Красного Знамени научно-исследовательский институт метрологии» (ФГУП «СНИИМ»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии Российской Федерации
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 10 июня 2010 г. № 37)
За принятие проголосовали:
|
Краткое наименование страны по MK (ИСО 3166) 004-97 |
Код страны по MK (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Армения |
AM |
Министерство торговли и экономического развития Республики Армения |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Киргизстан |
KG |
Национальный институт стандартов и метрологии Киргизской Республики |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Росстандарт |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Туркменистан |
TM |
Главгосслужба «Туркменстандартлары» |
|
Узбекистан |
UZ |
Агентство «Узстандарт» |
|
Украина |
UA |
Госпотребстандарт Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 9 июня 2011 г. № 116-ст межгосударственный стандарт ГОСТ 8.046-2010 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2012 г.
5 ВЗАМЕН ГОСТ 8.046-85
6 ПЕРЕИЗДАНИЕ. Июль 2012 г.
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
СОДЕРЖАНИЕ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Государственная система обеспечения единства измерений ГОЛОВКИ ДЕЛИТЕЛЬНЫЕ ОПТИЧЕСКИЕ Методика поверки State system for ensuring the uniformity of measurements. Optical dividing heads. Verification procedure |
Дата введения - 2012-03-01
1. Область применения
Настоящий стандарт устанавливает методику первичной и периодической поверок делительных оптических головок всех типов (далее - головка) (см. [1], [2]).
Примечание - Настоящая методика может быть применена для поверки делительных столов по ГОСТ 16460.
2. Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.050-73 Государственная система обеспечения единства измерений. Нормальные условия выполнения линейных и угловых измерений
ГОСТ 1012-72 Бензины авиационные. Технические условия
ГОСТ 2849-94 Калибры для конусов инструментов. Технические условия
ГОСТ 2875-88 Меры плоского угла призматические. Общие технические условия
ГОСТ 3722-81 Подшипники качения. Шарики. Технические условия
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 5556-81 Вата медицинская гигроскопическая. Технические условия
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
ГОСТ 7328-2001* Гири. Общие технические условия
_______
* С 1 июля 2012 г. заменен на ГОСТ OIML R 111-1-2009.
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9392-89 Уровни рамные и брусковые. Технические условия
ГОСТ 10197-70 Стойки и штативы для измерительных головок. Технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 13837-79 Динамометры общего назначения. Технические условия
ГОСТ 16460-90 Столы делительные поворотные агрегатных станков. Основные размеры. Нормы точности
ГОСТ 18300-87 Спирт этиловый ректификованный технический. Технические условия
ГОСТ 21121-75 Лазурь железная. Технические условия
ГОСТ 25557-2006 Конусы инструментальные. Основные размеры
ГОСТ 28798-90 Головки измерительные пружинные. Общие технические условия
ГОСТ 29298-2005 Ткани хлопчатобумажные и смешанные бытовые. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом, следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3. Операции и средства поверки
3.1. При проведении поверки должны быть выполнены операции и применены средства поверки, указанные в таблице 1.
Таблица 1
|
Номер подраздела, пункта настоящего стандарта |
Средство поверки |
Проведение операции при поверке |
||
|
первичной |
периодической |
|||
|
Внешний осмотр |
- |
Да |
Да |
|
|
Опробование |
Плита 1-1-630´400 по ГОСТ 10905; |
Да |
Да |
|
|
линейка УТ-0-1000-60 по ГОСТ 8026 или оптическая линейка ОЛ-1600 (ИС-36М) [3] с ценой деления 1 мкм; |
||||
|
железная лазурь по ГОСТ 21121; |
||||
|
рычажно-пружинная измерительная головка (миникатор) [4]; |
||||
|
штатив Ш-1-8 по ГОСТ 10197 с упором (см. приложение А); |
||||
|
угломер типа 2-2 по ГОСТ 5378; |
||||
|
гири общего назначения класса точности (КТ) М2 по ГОСТ 7328 или динамометр ДПУ-0,01-2-У2 по ГОСТ 13837; |
||||
|
шкив с конусом Морзе 4 АТ6 по ГОСТ 25557; |
||||
|
автоколлиматор АКУ-1 [5]; |
||||
|
призматическая мера плоского угла тип 4, КТ2 по ГОСТ 2875 |
||||
|
Проверка правильности выполнения конических отверстий шпинделя и пиноли задней бабки |
Калибр-пробка Морзе 2 АТ6 т. 1 и калибр-пробка Морзе |
Да |
Нет |
|
|
4 АТ6 т. 1 по ГОСТ 2849; |
||||
|
железная лазурь по ГОСТ 21121 |
||||
|
Проверка торцевого биения шпинделя |
Пружинная измерительная головка 1-ИПМ по ГОСТ 28798; |
Да |
Нет |
|
|
оправка 1 (см. приложение Б); |
||||
|
шарик 5-5 по ГОСТ 3722; |
||||
|
штатив Ш-1-8 по ГОСТ 10197 |
||||
|
Проверка радиального биения образующей конуса центра, вставленного в шпиндель |
Пружинная измерительная головка 1-ИПМ по ГОСТ 28798; |
Да |
Нет |
|
|
штатив Ш-1-8 по ГОСТ 10197 |
||||
|
Проверка параллельности оси шпинделя в горизонтальном положении относительно боковых сторон направляющих сухарей и плоскости основания |
Пружинная измерительная головка 1-ИПМ по ГОСТ 28798; |
Да |
Нет |
|
|
штатив Ш-1-8 по ГОСТ 10197 с упором (см. приложение А); |
||||
|
оправка 1 (см. приложение Б) |
||||
|
Проверка параллельности оси пиноли задней бабки относительно плоскости основания и боковых сторон направляющих сухарей |
Пружинная измерительная головка 1-ИПМ по ГОСТ 28798; |
Да |
Нет |
|
|
штатив Ш-1-8 по ГОСТ 10197 с упором (см. приложение А); |
||||
|
оправка 2 (см. приложение Б) |
||||
|
Проверка перпендикулярности оси шпинделя в вертикальном положении относительно плоскости основания |
Оправка 3 (см. приложение Б); |
Да |
Нет |
|
|
брусковый уровень 200-0,02 по ГОСТ 9392 или пружинная измерительная головка 1-ИПМ по ГОСТ 28798; |
||||
|
штатив Ш-1-8 по ГОСТ 10197 |
||||
|
Определение (контроль) метрологических характеристик |
- |
- |
- |
|
|
Проверка соответствия интервала отсчетной шкалы цене деления основного лимба |
- |
Да |
Да |
|
|
Определение погрешности показаний лимба грубой установки |
- |
Да |
Нет |
|
|
Определение погрешности головки при измерении любого угла на любом участке лимба |
Автоколлиматор АКУ-0,2, АКУ-0,5, АКУ-1 по [5]; |
Да |
Да |
|
|
призматическая мера плоского угла тип 4 по ГОСТ 2875; |
||||
|
брусковый уровень 100-0,15 по ГОСТ 9392 |
||||
3.2. Допускается применять другие средства поверки, соответствующие по точности требованиям настоящего стандарта.
3.3. Применяемые средства поверки должны иметь действующие свидетельства о поверке.
4. Требования к квалификации поверителей
К проведению поверки допускаются лица, имеющие опыт работы с оптическими приборами не менее трех лет.
5. Требования безопасности
5.1. При проведении поверки соблюдают правила техники безопасности в соответствии с технической документацией на средства поверки и головку, а также [6].
5.2. Работы с использованием бензина или спирта проводят в специально приспособленном помещении с вытяжной вентиляцией, в котором должны быть предусмотрены знаки, запрещающие пользование открытым огнем, курение и применение электронагревательных приборов.
5.3. Процесс проведения поверки не должен наносить вред здоровью поверителей и окружающей среде.
6. Условия поверки и подготовка к ней
6.1. При проведении поверки соблюдают требования ГОСТ 8.050, а также следующие условия:
температура окружающего воздуха, °C.............................................. 20 ± 3;
относительная влажность окружающего воздуха, %, не более........ 70;
атмосферное давление, кПа (мм рт. ст.)............................................. 100 ± 5 (760 ± 35);
скорость изменения температуры окружающего воздуха
за 1 ч работы, °C, не более................................................................... 1.
6.2. Электропитание от сети переменного тока:
частотой................................................................................................. (50 + 1) Гц;
напряжением......................................................................................... (![]() ) В.
) В.
6.3. После транспортирования головки, поступившие на поверку, выдерживают в рабочем помещении не менее 4 ч в упакованном виде и не менее 2 ч без упаковки.
6.4. При необходимости наружные загрязненные поверхности головки протирают хлопчатобумажной салфеткой по ГОСТ 29298, смоченной в бензине по ГОСТ 1012 или спирте по ГОСТ 18300, затем протирают сухой салфеткой. Наружную поверхность экрана протирают ватным тампоном по ГОСТ 5556, смоченным в спирте, предварительно смахнув с него пыль кисточкой, протирание сухим тампоном не допускается.
7. Проведение поверки
7.1. Внешний осмотр
7.1.1. При внешнем осмотре должно быть установлено:
- соответствие комплектности головки паспорту [7];
- отсутствие на наружных металлических поверхностях головки, станины и задней бабки (из комплекта) дефектов, влияющих на эксплуатационные характеристики и ухудшающие внешний вид;
- четкость маркировки, отсутствие перекоса цифр по отношению к экрану;
- равномерность освещения поля зрения, отсутствие в поле зрения загрязнений, темных пятен, налетов;
- отсутствие на поверхности экрана царапин и выколок.
7.2. Опробование
7.2.1. Плоскостность верхней рабочей поверхности станины проверяют с помощью поверочной плиты методом «пятен на краску» (ГОСТ 8026); боковой рабочей поверхности - поверочной линейкой.
Рабочую поверхность поверочной плиты покрывают равномерным слоем (1,5 - 2,0 мкм) железной лазури и тщательно растирают до получения голубого тона. Поверочную плиту накладывают на верхнюю рабочую поверхность станины и слегка перемещают. После снятия плиты расположение пятен на станине должно быть равномерным, в любом квадрате со стороной 25 мм их должно быть не менее 20, а разность числа пятен в любых двух квадратах должна быть не более пяти.
Аналогично проверяют плоскостность боковой рабочей поверхности станины с помощью поверочной линейки.
После снятия линейки число пятен на боковой рабочей поверхности станины в прямоугольнике размером 10´15 мм должно быть не менее восьми.
Проверку плоскостности рабочей поверхности станины, выполненной механической шабровкой, проводят установкой на рабочую поверхность оптической линейки ОЛ-1600 (ИС-36М) (см. [3]). Допуск отклонения от плоскостности 0,025 мм на длине 1000 мм.
7.2.2. Плоскостность опорных поверхностей оснований головки и задней бабки проверяют аналогично 7.2.1 с учетом фактической площади опорных поверхностей оснований.
Число пятен на опорной поверхности головки и задней бабки в прямоугольнике размером 10´25 мм должно быть не менее восьми.
Примечание - При эксплуатации и хранении проверку по этому пункту не проводят.
7.2.3. Параллельность направляющего паза станины относительно ее боковой рабочей поверхности проверяют с помощью рычажно-пружинной измерительной головки - миникатора, штатива, упора (см. рисунок А.1, приложение А).
Устанавливают штатив 1 так, чтобы упор 2 (см. рисунок А.2, приложение А) плотно прилегал к боковой рабочей поверхности станины 3, а наконечник пружинной измерительной головки 4 упирался в боковую поверхность направляющего паза. Штатив перемещают, наблюдая за показаниями пружинной измерительной головки.
Отклонение от параллельности направляющего паза станины относительно ее боковой рабочей поверхности не должно превышать 0,005 мм для головок ОДГЭ-2, ОДГЭ-5 и 0,010 мм - для ОДГЭ-20 (см. [2]).
7.2.4. Перпендикулярность рабочей боковой поверхности станины к ее верхней плоскости проверяют в нескольких местах вдоль станины с помощью угломера.
Отклонение от перпендикулярности рабочей боковой поверхности станины относительно ее верхней плоскости не должно превышать 5¢ - для головок ОДГЭ-2, ОДГЭ-5 и 10¢ - для ОДГЭ-20.
7.2.5. Все подвижные части головки должны иметь плавный ход и надежно фиксироваться в заданном положении.
7.2.6. Не допускаются радиальные и осевые перемещения шпинделя головки.
7.2.7. Люфт маховиков грубой наводки должен быть не более 1/36 его оборота, точной наводки - 1/4, маховика компенсатора - 1/8.
7.2.8. Надежность фиксации шпинделя проверяют с помощью шкива с конусом Морзе 4. Червяк выводят из зацепления, шпиндель зажимают (включают электромагнитный зажим). К шкиву, закрепленному в шпинделе, по касательной прикладывают нагрузку т, Н (подвешивают на тросике гирю), значение которой вычисляют по формуле
![]() (1)
(1)
где М - момент силы, Н · м;
r - расстояние от оси шкива до точки приложения, м.
Шпиндель не должен проворачиваться при моменте силы до 20 Н · м.
7.2.9. Изменение показаний при зажиме шпинделя проверяют с помощью призматической меры плоского угла - правильной многогранной призмы (далее - призмы) и автоколлиматора следующим образом:
- в коническое отверстие шпинделя вставляют оправку с призмой;
- в поле зрения автоколлиматора отмечают положение автоколлимационного изображения марки до и после зажима шпинделя.
Изменение показаний при зажиме шпинделя не должно превышать 1" - для головок ОДГЭ-2, ОДГЭ-5 и 8" - для ОДГЭ-20.
Примечание - При эксплуатации и хранении головок проверку по этому пункту не проводят.
7.3. Проверка правильности выполнения конических отверстий шпинделя и пиноли задней бабки
Правильность выполнения конических отверстий шпинделя и пиноли задней бабки проверяют с помощью калибров-пробок методом «пятен на краску».
Рабочие поверхности калибров-пробок Морзе 4 и 2 покрывают равномерным слоем толщиной 1,5 - 2,0 мкм железной лазури и тщательно растирают до получения голубого тона. Калибры-пробки Морзе 4 и 2 вводят соответственно в отверстие шпинделя и пиноли задней бабки и слегка проворачивают.
Краска должна равномерно покрыть всю поверхность конического отверстия; допускается наличие не более трех кольцеобразных разрывов краски шириной не более 3 мм каждого кольца. Торец шпинделя и пиноли должен совпадать с первой риской калибра или располагаться между рисками.
7.4. Проверка торцевого биения шпинделя
Проверку торцевого биения шпинделя проводят с помощью оправки 1 (см. рисунок Б.1, приложение Б), шарика и измерительной пружинной головки.
Шпиндель располагают горизонтально. В отверстие шпинделя вставляют оправку, а в ее центровое отверстие устанавливают шарик и поджимают наконечником (плоским) пружинной измерительной головки. Измерительный стержень должен располагаться строго по оси шпинделя. Плавно поворачивая шпиндель, снимают показания измерительной пружинной головки.
Осевое биение должно быть не более 2,5 мкм для головки ОДГЭ-2; 3 мкм - для ОДГЭ-5 и 5 мкм - для ОДГЭ-20.
7.5. Проверка радиального биения образующей конуса центра, вставленного в шпиндель
Проверку радиального биения образующей конуса центра, вставленного в шпиндель, проводят с помощью пружинной измерительной головки, закрепленной в штативе.
Шпиндель располагают горизонтально. Пружинную измерительную головку устанавливают так, чтобы ось измерительного стержня была перпендикулярна к образующей конуса. Измерения проводят в трех положениях центра, смещенного относительно шпинделя на 120°, и на пяти участках образующей конуса.
Радиальное биение образующей конуса центра D, мм, вычисляют по формуле
![]() (2)
(2)
где C - максимальная разность показаний пружинной измерительной головки, мм;
0,866 соответствует cos 30°.
Радиальное биение образующей конуса центра должно быть не более 0,0025 мм для головки ОДГЭ-2; 0,004 мм - для ОДГЭ-5 и 0,008 мм - для ОДГЭ-20.
7.6. Проверка параллельности оси шпинделя в горизонтальном положении относительно боковых сторон направляющих сухарей и плоскости основания
Параллельность оси шпинделя в горизонтальном положении относительно боковых сторон направляющих сухарей и плоскости основания проверяют с помощью оправки, упора, измерительной пружинной головки, штатива.
Головку закрепляют на станине так, чтобы направляющие сухари прижимались к правой стороне паза станины. В отверстие шпинделя плотно вставляют оправку 1 (см. рисунок Б.1, приложение Б). Упор штатива прижимают к боковой рабочей поверхности станины или к правой стороне паза. Наконечник измерительной пружинной головки должен касаться оправки в ее горизонтальной диаметральной плоскости. Прижимая упор к направляющей, перемещают его и отмечают показания измерительной пружинной головки. Для проверки параллельности оси шпинделя в горизонтальном положении относительно плоскости основания наконечник измерительной пружинной головки должен касаться оправки в ее вертикальной диаметральной плоскости.
Отклонение от параллельности оси шпинделя в горизонтальном положении относительно боковых сторон направляющих сухарей и плоскости основания не должно превышать 0,002 мм для головки ОДГЭ-2; 0,003 мм - для ОДГЭ-5 и 0,005 мм - для ОДГЭ-20.
7.7. Проверка параллельности оси пиноли задней бабки относительно плоскости основания и боковых сторон направляющих сухарей
Параллельность оси пиноли задней бабки относительно плоскости основания и боковых сторон направляющих сухарей проверяют по 7.6 с оправкой 2 (см. рисунок Б.2, приложение Б).
Отклонение от параллельности оси пиноли задней бабки относительно плоскости основания и боковых сторон направляющих сухарей не должно быть более 0,01 мм.
7.8. Проверка перпендикулярности оси шпинделя в вертикальном положении относительно плоскости основания
Перпендикулярность оси шпинделя в вертикальном положении относительно плоскости основания проверяют следующим образом:
- устанавливают ось шпинделя вертикально;
- вставляют оправку 3 (см. рисунок Б.3, приложение Б);
- штатив с пружинной измерительной головкой устанавливают на подставку высотой не менее 180 мм с основанием, отклонение от плоскостности которого не более 0,016 мм;
- наконечник пружинной измерительной головки вводят в контакт с торцевой поверхностью оправки в крайней точке, снимают показания (три отсчета); поворачивают шпиндель на 180° и снова снимают показания; находят среднее значение;
- переставляют измерительную пружинную головку в противоположную точку, снимают показания; поворачивают шпиндель на 180° и снова снимают показания; находят среднее значение;
- определяют отклонение от перпендикулярности как разность полученных средних значений результатов измерений;
- проводят аналогичные операции в двух крайних противоположных точках торцевой поверхности оправки, расположенных на линии, перпендикулярной первому направлению.
Отклонение от перпендикулярности оси шпинделя в вертикальном положении относительно плоскости основания (максимальное из двух полученных значений) не должно превышать на длине 140 мм:
0,003 мм - для ОДГЭ-2;
0,004 мм - для ОДГЭ-5;
0,007 мм - для ОДГЭ-20.
Примечание - Для головок ОДГЭ-20 допускается определять перпендикулярность оси шпинделя с помощью брускового уровня, который устанавливают на торец оправки перпендикулярно к линии центров, снимают показания. Затем поворачивают шпиндель на 180° и снова снимают показания. Значения отклонений от нуля усредняют. Рабочую часть станины предварительно устанавливают по брусковому уровню горизонтально.
Отклонение от перпендикулярности не должно превышать 10".
7.9. Определение (контроль) метрологических характеристик
- шкалу компенсатора устанавливают в нулевое положение;
- маховичком точной наводки совмещают изображения диаметрально противоположных штрихов в поле зрения и закрепляют шпиндель;
- маховичком компенсатора совмещают штрихи пять раз и снимают отсчеты по шкале компенсатора;
- затем с помощью компенсатора пять раз совмещают изображение соседних штрихов основного лимба.
Разность средних значений характеризует погрешность интервала шкалы компенсатора. Проверку проводят в пяти точках, равномерно расположенных по лимбу. Наибольшая разность не должна превышать 2" для ОДГЭ-2 и 3" - для ОДГЭ-5 и ОДГЭ-20.
Погрешность показаний определяют на полном обороте лимба с шагом 30°.
Погрешность показаний не должна превышать 10'.
7.9.3. Погрешность SΣ, ", головки при измерении любого угла на любом участке лимба вычисляют по формуле
![]() (3)
(3)
где D1 - погрешность показаний основного лимба, ";
D2 - погрешность показаний шкалы компенсатора, ".
7.9.3.1. Погрешность показаний основного лимба D1 определяют с помощью призмы и автоколлиматора, характеристики которых приведены в таблице В.1 (приложение В) сравнением углов поворота шпинделя с углами призмы.
Шпиндель устанавливают в вертикальное положение (см. рисунок Г.1, приложение Г). На шпинделе закрепляют узел 2 (см. рисунок Г.2, приложение Г) с призмой 3. Автоколлиматор 4 располагают на станине так, чтобы передний торец трубы находился на минимальном расстоянии от призмы. Станину головки 1, узел 2 с призмой 3 и автоколлиматор 4 выставляют по уровню. При этом ось визирования автоколлиматора должна быть расположена в горизонтальной плоскости и быть перпендикулярна к измерительным поверхностям граней приблизительно по центру призмы. Порядок нумерации шкалы автоколлиматора и лимба головки должны совпадать.
Затем по автоколлиматору проверяют параллельность рабочих граней призмы относительно оси вращения шпинделя и перпендикулярность относительно оси автоколлиматора. Совместную юстировку призмы и автоколлиматора проводят следующим образом:
- вращением шпинделя подводят в поле зрения автоколлимационное изображение марки от любой грани;
- затем в вертикальном направлении автоколлимационное изображение марки устанавливают по среднему делению шкалы (или биссектора);
- подводят автоколлимационное изображение марки от противоположной грани призмы;
- одну половину расхождения положения по вертикали устраняют юстировочными винтами, другую - регулировкой автоколлиматора.
Затем устанавливают призму в сечении, перпендикулярном к первоначальному направлению, и повторяют операции.
Примечание - Юстировку проводят по базовым граням, указанным в свидетельстве о поверке.
Юстировку проводят до тех пор, пока расхождение штриха сетки автоколлиматора и изображения марки от базовых граней не будет превышать удвоенную толщину штриха сетки.
Измерения проводят следующим образом:
- устанавливают головку в нулевое положение;
- после совмещения автоколлимационного изображения от первой грани призмы с вертикальным штрихом среднего деления шкалы автоколлиматор закрепляют и по его отсчетному устройству снимают отсчет a0;
- далее поворачивают шпиндель на угловой интервал призмы (по шкале головки) и снимают отсчет по автоколлиматору ai.
Аналогичную операцию проводят для всех углов призмы при вращении шпинделя головки на 360° (первый прямой ход) и еще раз в том же направлении (второй прямой ход), что составляет один прием измерений. По результатам измерений приема вычисляют среднеарифметическое значение aiср на всех углах. Учитывая значение a0 и действительные отклонения gi от номинального значения углов призмы, находят значение погрешности каждого угла D1i.
Погрешность D1 находят как сумму абсолютных значений максимальных положительной и отрицательной погрешностей D1i.
Пример обработки результатов измерений приведен в таблице Д.1 (приложение Д).
Погрешность головок ОДГЭ-2 определяют с помощью призмы на основании трех приемов измерений, каждый из которых отличается от предыдущего смещением призмы относительно шпинделя головки на значение углового шага. Погрешность определяют как среднеарифметическое результатов трех приемов измерений.
Каждый раз после смещения призмы выставляют параллельность рабочих граней относительно оси вращения шпинделя.
При определении отсчета следует проводить не менее двух наведений на каждую грань при использовании фотоэлектрического автоколлиматора и не менее трех наведений на каждую грань при использовании визуального автоколлиматора.
Для определения погрешности головок ОДГЭ-5, ОДГЭ-20 проводят два приема измерений, отличающихся смещением призмы на половину углового шага. За отсчет принимают среднеарифметическое значение трех наведений.
Из полученных данных вычисляют среднеквадратическое отклонение погрешности отсчитывания s, ", по формуле
 (4)
(4)
где п - число наблюдений (n ³ 20) на одной из граней (любой) призмы;
ai - результат i-го наблюдения, ";
a - среднеарифметическое значение, ".
Среднеквадратическое отклонение погрешности отсчитывания не должно превышать 0,5" для ОДГЭ-2, 1" - для ОД ГЭ-5 и 4" - для ОДГЭ-20.
Определяют разность (вариацию) показаний основного лимба a1 - a2 при изменении направления вращения шпинделя, a1 и a2, ", - отсчеты по шкале автоколлиматора при наведении на одну грань призмы в прямом и обратном ходах вращения шпинделя соответственно.
Максимальное абсолютное значение разности показаний головки не должно превышать 1" для ОДГЭ-2, 2" - для ОДГЭ-5 и 5" - для ОДГЭ-20, а для типов ОДГ-5Э, ОДГ-10, ОДГ-30Э и ОДГ-60 - значений, приведенных в таблице В.1 (приложение В).
7.9.3.2. Погрешность показаний шкалы компенсатора основного лимба определяют сравнением показаний автоколлиматора с показаниями шкалы компенсатора головки при измерении угловых интервалов в соответствии с таблицей 2.
Таблица 2 - Диапазоны проверяемых интервалов головок
|
Проверяемый интервал b, ' |
Тип автоколлиматора |
|
|
ОДГЭ-2 |
0 - 2; 0 - 4; |
АКУ-0,2 или автоколлиматор с фотоэлектрическим отсчетом |
|
ОДГЭ-5 |
0 - 6; 0 - 8 |
АКУ-0,5 |
|
ОДГЭ-20 |
0 - 10; 0 - 20; |
АКУ-1 |
|
0 - 30; 0 - 40 |
Подготовка установки к работе аналогична подготовке по 7.9.3.1. Шкалу компенсатора головки устанавливают на нуль.
Микрометрическим винтом совмещают штрихи основного лимба по отсчетному устройству головки. Установочными винтами автоколлиматора совмещают изображение автоколлимационной марки с одним из крайних штрихов минутной шкалы автоколлиматора, закрепляют автоколлиматор. Микрометрическим винтом головки совмещают штрихи (пять раз), снимают отсчеты по автоколлиматору и вычисляют среднеарифметическое значение a0, ". Шкалу компенсатора головки устанавливают на другую границу интервала, микрометрическим винтом головки снова совмещают (три раза) те же штрихи основного лимба головки, снова снимают отсчеты по автоколлиматору и вычисляют их среднеарифметическое значение ai. Вычисляют погрешность D2i как разность полученных среднеарифметических значений показаний автоколлиматора с учетом поправок δi по свидетельству и значений b установленных интервалов компенсатора головки (см. таблица 2), по формуле
D2i = bi - (a0 - ai) + δi. (5)
Погрешность компенсатора D2 определяют как наибольшее абсолютное значение D2i.
Одновременно определяют разность (вариацию) показаний компенсатора головки при изменении направления вращения его маховика следующим образом: маховиком компенсатора совмещают штрихи пять раз в одном и в противоположном направлениях. Разность средних значений не должна превышать:
2" - для ОДГЭ-2;
3" - для ОДГЭ-5;
15" - для ОДГЭ-20.
7.9.3.3. Погрешность SΣ, определенная по формуле (3), не должна превышать:
± (2 + 2sin a/2)" (где a - измеряемый угол) - для ОДГЭ-2;
± (5 + 5sin a/2)" - для ОДГЭ-5;
± 20" - для ОДГЭ-20.
Примечание - Разность показаний компенсатора не должна превышать 3" для ОДГ-5Э; 5" - для ОДГ-10 и 10" - для ОДГ-30Э.
7.9.4. Результаты поверки головок заносят в протокол поверки по форме, приведенной в приложении Е.
8. Оформление результатов поверки
8.1. Положительные результаты поверки оформляют свидетельством о поверке в соответствии с [8], в свидетельство о поверке вносят значение погрешности SΣ.
8.2. Поверительные клейма наносят в соответствии с [9].
8.3. Отрицательные результаты поверки оформляют в соответствии с [8].
Приложение А
(справочное)
Проверка
параллельности направляющего паза станины
относительно ее боковой рабочей поверхности

1 - штатив; 2 - упор; 3 - станина; 4 - рычажно-пружинная измерительная головка
Рисунок А.1 - Схема проверки
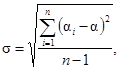
Примечание - Материал - ХВГ по ГОСТ 5950. Твердость (61 - 65) HRC. Параметр шероховатости Ra неуказанных поверхностей не более 1,6 мкм на базовой длине 0,8 мм. Покрытие - химическое оксидирование.
Рисунок А.2 - Упор
Приложение Б
(справочное)

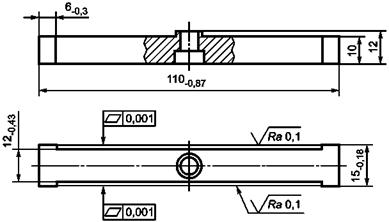
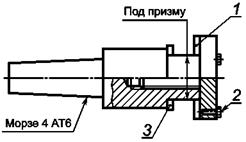
Примечание - Материал - ХВГ по ГОСТ 5950. Твердость (61 - 65) HRC. Производить двойное искусственное старение заготовки 12 ч при температуре плюс 160 °C и 12 ч - при температуре минус 60 °C. Параметр шероховатости Ra неуказанных поверхностей не более 1,6 мкм на базовой длине 0,8 мм.
Рисунок Б.1 - Оправка 1
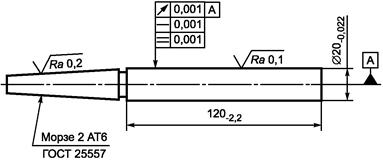
Примечание - Материал - ХВГ по ГОСТ 5950. Твердость (61 - 65) HRC. Параметр шероховатости Ra неуказанных поверхностей не более 1,6 мкм на базовой длине 0,8 мм.
Рисунок Б.2 - Оправка 2
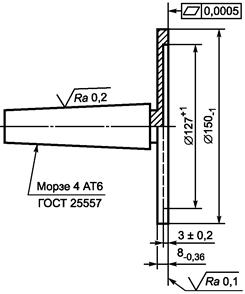
Примечание - Материал - ХВГ по ГОСТ 5950. Твердость (61 - 65) HRC. Параметр шероховатости Ra неуказанных поверхностей не более 1,6 мкм на базовой длине 0,8 мм. Торцевое биение на диаметре 140 мм не более:
- для головок ОДГЭ-2, ОДГЭ-5...................... 0,001 мм;
- для головок ОДГЭ-20..................................... 0,005 мм.
Рисунок Б.3 - Оправка 3
Приложение В
(справочное)
Характеристики средств измерений
Характеристики средств измерений приведены в таблице В.1.
Таблица В.1
|
Предел допускаемого среднеквадратического отклонения погрешности отсчитывания, " |
Допускаемая разность показаний головки при изменении направления вращения шпинделя, " |
Пределы допускаемой абсолютной погрешности головки, " |
Призма тип 4 |
Автоколлиматор |
||||
|
Число граней, не менее |
Класс |
Разряд |
Тип |
Разряд |
||||
|
ОДГЭ-2 (ОДГ-2, ОДГ-2Э, ОДГ-3Ц) |
0,5 |
1 |
± (2 + 2sina/2)", где a - измеряемый угол |
18 |
0 |
1 |
АКУ-0,2 или фотоэлектрический |
1 |
|
ОДГЭ-5 (ОДГ-5, ОДГ-5Э) |
1 |
2 |
± (5 + 5sina/2) |
12 |
1 |
2 |
АКУ-0,5 |
2 |
|
ОДГЭ-20 (ОДГ-20, ОДГ-10, ОДГ-30Э, ОДГ-60) |
4 |
5 |
± 20" |
6 |
2 |
3 |
АКУ-1 |
3 |
Приложение Г
(справочное)
Определение
погрешности головки при измерении любого угла
на любом участке лимба
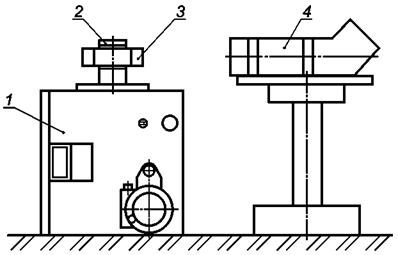
1 - головка; 2 - узел для крепления призмы; 3 - призма; 4 - автоколлиматор
Рисунок Г.1 - Схема определения погрешности
1 - шайба стальная; 2 - винт юстировочный; 3 - шайба фторопластовая
Рисунок Г.2 - Узел для крепления призмы
Приложение Д
(справочное)
Пример обработки результатов измерений при определении погрешности показаний головки
Пример обработки результатов измерений при определении погрешности показаний головки приведен в таблице Д.1.
Таблица Д.1
|
Номер грани призмы |
Отсчеты по шкале автоколлиматора, " |
Среднее значение, приведенное к первой грани aiпр = aiср - a0, " |
Отклонение от номинального значения угла призмы (по свидетельству, от первой грани) g, " |
Погрешность головки D1i = aiпр - g," |
|
|||
|
прямой ход ai1 |
второй прямой ход ai2 |
среднее значение |
||||||
|
0 |
1 |
6 |
4 |
5 |
0 |
- |
- |
|
|
30 |
2 |
9 |
7 |
8 |
+3,0 |
+1,1 |
+1,9 |
|
|
60 |
3 |
9 |
7 |
8 |
+3,0 |
+2,0 |
+1,0 |
|
|
90 |
4 |
7 |
9 |
8 |
+3,0 |
+3,2 |
-0,8 |
|
|
120 |
5 |
8 |
7 |
7,5 |
+2,5 |
+3,3 |
-0,8 |
|
|
150 |
6 |
8 |
7 |
7,5 |
+2,5 |
+2,1 |
+0,4 |
|
|
180 |
7 |
7 |
7 |
7 |
+2,0 |
-0,7 |
+2,7 |
|
|
210 |
8 |
7 |
8 |
7,5 |
+2,5 |
+0,9 |
+1,6 |
|
|
240 |
9 |
5 |
5 |
5 |
0 |
-1,1 |
+1,1 |
|
|
270 |
10 |
6 |
5 |
5,5 |
+0,5 |
-0,2 |
+0,7 |
|
|
300 |
11 |
6 |
5 |
5,5 |
+0,5 |
-0,5 |
+1,0 |
|
|
330 |
12 |
7 |
5 |
6 |
+1,0 |
+1,8 |
-0,8 |
|
|
0 |
1 |
4 |
6 |
5 |
0 |
0 |
0 |
|
|
Примечание - a0 - значение для первой грани
призмы, полученное как среднеарифметическое отсчетов в начале приема
измерений, |
|
|||||||
Приложение Е
(справочное)
|
Протокол поверки от «___» ________ 20___ г. Делительная оптическая головка № ________________________________________ типа (модели) __________________, изготовленная __________________________, принадлежащая ________________________________________________________, вновь изготовленная, после ремонта, находящаяся в эксплуатации, (нужное подчеркнуть) поверена в соответствии с ГОСТ 8.046-2010 с применением средств поверки _____ _______________________________________________________________________ Температура окружающей среды: в начале измерений tн, °C _________________________ в конце измерений tк, °C __________________________ Относительная влажность, % ______________________ Время: в начале измерений tн, ч __________________________ в конце измерений tк, ч ___________________________ Скорость изменения температуры Dt/Dt, °C/ч ________ Результаты измерений ___________________________________________________ _______________________________________________________________________ _______________________________________________________________________ _______________________________________________________________________ _______________________________________________________________________ Результаты поверки
Поверитель _________________________ _____________________ личная подпись инициалы, фамилия |
Библиография
|
Госреестр СИ № 26906-04 |
Головки делительные оптические |
|
|
[2] |
ТУ 3-3.199-80 |
Головки делительные оптические ОДГЭ. Общие технические условия |
|
[3] |
Линейка оптическая ИС-36М Паспорт |
Линейка оптическая типа ИС-36М с диапазоном измерений (0-1600) мм и ценой деления 1 мкм |
|
ТУ 2-034-229-88 |
Головка измерительная рычажно-пружинная. Миникатор. Технические условия |
|
|
[5] |
ТУ 3-3.2254-90 |
Автоколлиматоры унифицированные АКУ. Технические условия |
|
[6] |
Методические указания по охране труда, утвержденные Постановлением Минтруда России № 129 от 1 июля 1993 г. |
Правила по технике безопасности при работе с радиоэлектронной аппаратурой |
|
[7] |
АЛ2.787.055 ПС |
Головки делительные оптические. Паспорт |
|
[8] |
Государственная система обеспечения единства измерений. Порядок проведения поверки средств измерений |
|
|
[9] |
ПР 50.2.007-94 |
Государственная система обеспечения единства измерений. Правила по метрологии. Поверительные клейма |
|
Ключевые слова: делительная оптическая головка, методика поверки, головка, ОДГЭ, лимб, угол, погрешность измерений |