 | Информационная система | |
Технический комитет по стандартизации
«Трубопроводная арматура и сильфоны» (ТК 259)
Закрытое
акционерное общество
«Научно-производственная фирма
«Центральное конструкторское бюро арматуростроения»

СТАНДАРТ ЦКБА
СТ ЦКБА 102-2011
Арматура трубопроводная
УПЛОТНЕНИЯ
РЕЗИНОМЕТАЛЛИЧЕСКИЕ
ДЛЯ ЗАТВОРОВ
Конструкция,
размеры, технология
изготовления
Санкт-Петербург
2011
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»)
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом от «13» 07.2011 г. № 44
3 СОГЛАСОВАН Техническим комитетом по стандартизации «Трубопроводная арматура и сильфоны» (ТК 259)
4 СТАНДАРТ РАЗРАБОТАН НА ОСНОВЕ:
- РТМ 26-07-171-74 «Технология изготовления резинометаллических золотников для изделий трубопроводной арматуры»;
- РТМ 26-07-173-74 «Арматура трубопроводная. Уплотнения резинометаллические для затворов трубопроводной арматуры»
СОДЕРЖАНИЕ
|
5 Конструкция и основные размеры.. 3 9 Технология обрезинивания золотников. 12 9.1 Подготовка металлических заготовок под обрезинивание. 12 9.2 Изготовление резиновых заготовок. 12 |
Арматура трубопроводная
УПЛОТНЕНИЯ
РЕЗИНОМЕТАЛЛИЧЕСКИЕ
ДЛЯ ЗАТВОРОВ
Конструкция, размеры, технология изготовления
Дата введения 01.01.2012
1 Область применения
Настоящий стандарт распространяется на уплотнения резинометаллические для затворов, предназначенных для работы на жидких и газообразных средах номинальным давлением PN до 7,5 МПа (75 кгс/см2) для трубопроводной арматуры и устанавливает конструкцию, размеры и технологию изготовления резинометаллических золотников клапанов.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты и технические условия:
ГОСТ 209-75 Резина и клей. Методы определения прочности связи с металлом при отрыве;
ГОСТ 2603-79 Реактивы. Ацетон. Технические условия;
ТУ 6-14-95-85 Клей лейконат
ТУ 38.401-67-108-92 Бензин-растворитель для резиновой промышленности. Нефрас С2 80/120
ТУ 38.105617-85 Клей 9М-35ф
ТУ 405 820-2003 Клей ФК-14
ТУ 2500-376-00152106-94 Изделия резиновые технические
ТУ 2512-046-00152081-2003 Смеси резиновые не вулканизованные товарные. Технические условия
3 Общие требования
3.1 Выбор материалов для изготовления уплотнений (металл, резина, клей) должен производиться с учётом рабочих сред и их параметров.
3.2 В технически обоснованных случаях допускается применять уплотнения, конструкция и размеры которых отличаются от установленных настоящим стандартом.
4 Типы уплотнений
4.1 Резинометаллические уплотнения должны состоять из металлического седла и резинометаллического золотника.
4.2 По способу изготовления резинометаллического золотника уплотнения делятся на два типа:
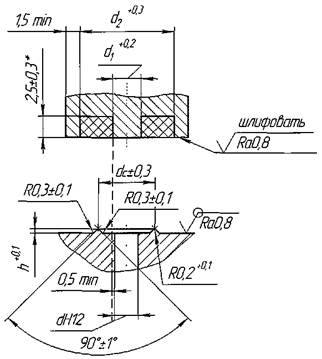
- тип I - уплотнения с резинометаллическим золотником, изготовленным методом вулканизации (рисунок 1);
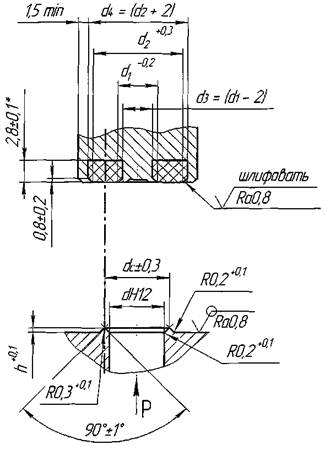
- тип II - уплотнения с золотником, изготовленным механическим креплением резины к металлу завальцовкой (рисунок 2).
4.3 Уплотнения типа II должны применяться при давлении рабочей среды не более 2,5 МПа (25 кгс/см2) в тех случаях, когда применение уплотнений типа I невозможно из-за нестойкости клеевой плёнки в рабочей среде.
5 Конструкция и основные размеры
5.1 Конструкция и размеры уплотнений выбираются в соответствии с таблицей 1.
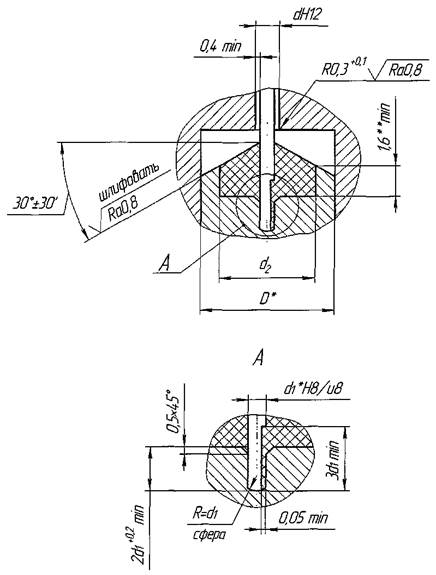
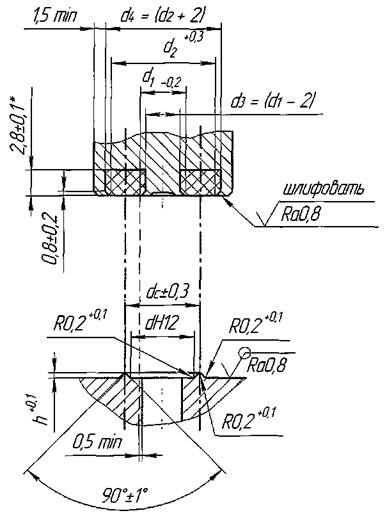
5.2 Подготовка поверхности золотника для крепления уплотнения типа II должна проводиться в соответствии с рисунком 3.
Таблица 1 - Конструкция и размеры уплотнений
|
Тип уплотнения |
Конструкция и размеры |
||
|
рисунок |
таблица |
||
|
от 0,5 до 6,0 включительно |
I |
1, 4, 5, 6 |
2 |
|
II |
2, 3, 4, 5, 6 |
||
|
от 2,5 до 6,0 включительно |
I |
7 |
3 |
|
от 6,0 до 200 включительно |
I |
8, 9, 12, 13 |
4 |
|
II |
3, 10, 11, 12, 13 |
||
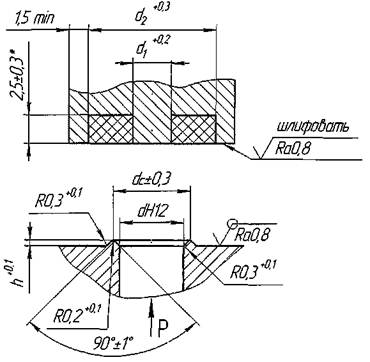
5.3 Конструкция сёдел по рисункам 5, 6, 12, 13 должна применяться в случае, если уплотнение работает в контакте со средой, вызывающей значительное набухание резины. Глубина канавки резинометаллического золотника при этом может быть уменьшена до 1,5 ± 0,3 мм.
5.4 При направлении рабочего давления под золотник применяется конструкция сёдел в соответствии с рисунками 8 и 10. При направлении рабочего давления на золотник применять конструкцию сёдел в соответствии с рисунками 9 и 11.
5.5 Увеличение высоты седла h (таблица 4) на рисунках с 8 по 11 до 1 мм допускается, если при воздействии рабочей среды или после прекращения контакта с рабочей средой объём резины уменьшается по сравнению с первоначальным.
5.6 Конструкция сёдел на рисунке 4 увеличивает максимальное количество циклов «открыто-закрыто» за счёт конусной конфигурации уплотнительного элемента, обеспечивающего одинаковую деформацию резинового уплотнения внутри и снаружи седла.
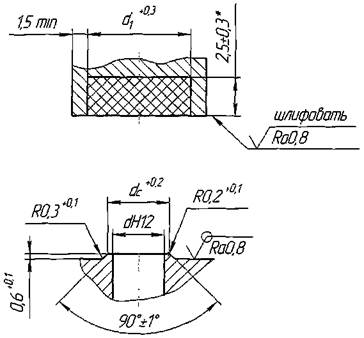
Рисунок 1 - Тип уплотнения I размером уплотнения от 0,5 мм до 6,0 мм включительно
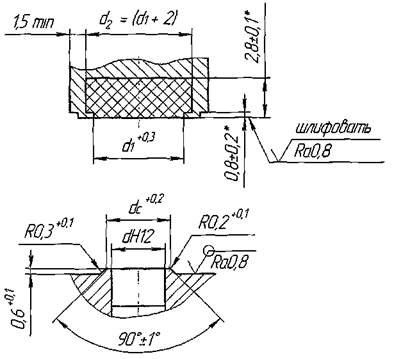
Рисунок 2 - Тип уплотнения II размером уплотнения от 0,5 мм до 6,0 мм включительно
_____________
* Размеры для справок
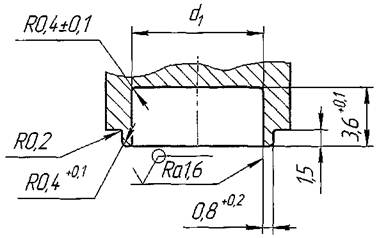
Рисунок 3 - Обработка поверхности для крепления уплотнения типа II размером уплотнения от 0,5 мм до 200,0 мм включительно
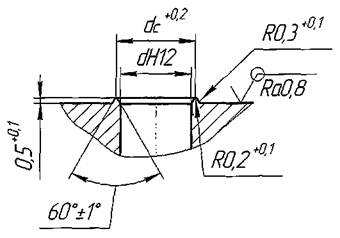
Рисунок 4 - Конструкция седла для уплотнений тип I, II размером уплотнения от 0,5 мм до 6,0 мм включительно
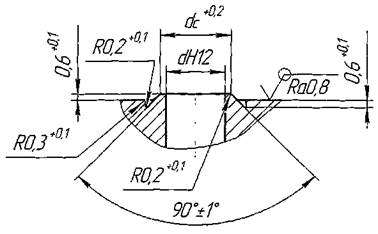
Рисунок 5 - Конструкция сёдел для уплотняемого диаметра от 0,5 мм до 6,0 мм включительно
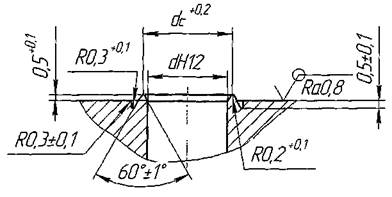
Рисунок 6 - Конструкция сёдел для уплотняемого диаметра от 0,5 мм до 6,0 мм включительно
Таблица 2 - Размеры уплотнений диаметром от 0,5 мм до 6,0 мм включительно
|
d, мм |
dc, мм |
d1, мм |
|
|
для седла на рисунке 4 |
|||
|
0,5 |
0,9 |
1,1 |
5,0 |
|
0,6 |
1,0 |
1,2 |
|
|
0,7 |
1,1 |
1,3 |
|
|
0,8 |
1,2 |
1,4 |
|
|
0,9 |
1,3 |
1,5 |
|
|
1,0 |
1,4 |
1,6 |
|
|
1,1 |
1,5 |
1,7 |
|
|
1,2 |
1,6 |
1,8 |
|
|
1,3 |
1,7 |
1,9 |
5,5 |
|
1,4 |
1,8 |
2,0 |
|
|
1,5 |
1,9 |
2,1 |
|
|
1,6 |
2,0 |
2,2 |
|
|
1,7 |
2,1 |
2,3 |
|
|
1,8 |
2,2 |
2,4 |
6,0 |
|
1,9 |
2,3 |
2,5 |
|
|
2,0 |
2,4 |
2,6 |
|
|
2,2 |
2,6 |
2,8 |
6,5 |
|
2,4 |
2,8 |
3,0 |
7,0 |
|
2,6 |
3,0 |
3,2 |
|
|
2,8 |
3,2 |
3,4 |
7,5 |
|
3,0 |
3,4 |
3,6 |
|
|
3,5 |
3,9 |
4,1 |
8,0 |
|
4,0 |
4,4 |
4,6 |
8,5 |
|
4,5 |
4,9 |
5,1 |
9,0 |
|
5,0 |
5,4 |
5,6 |
9,5 |
|
5,5 |
5,9 |
6,1 |
10,0 |
|
6,0 |
6,4 |
6,6 |
10,5 |
_____________
* Размеры определяются конструктивно
** Размер для справок
Рисунок 7 - Конструкция и размеры седла для уплотняемого диаметра от 2,5 мм до 6,0 мм включительно
Таблица 3 - Размеры золотника для уплотняемого диаметра от 2,5 мм до 6,0 мм включительно
|
d, мм |
d2, мм не менее |
|
2,5 |
5,0 |
|
3,0 |
6,0 |
|
3,5 |
6,5 |
|
4,0 |
7,0 |
|
4,5 |
7,5 |
|
5,0 |
8,0 |
|
5,5 |
8,5 |
|
6,0 |
9,0 |
_____________
Рисунок 8 - Конструкция седел для уплотняемого диаметра свыше 6,0 мм при подаче давления под золотник. Тип уплотнения I
_____________
* Размер для справок
Рисунок 9 - Конструкция седла для уплотняемого диаметра свыше 6,0 мм при подаче давления на золотник Тип уплотнения I
_____________
Рисунок 10 - Конструкция седел для уплотняемого диаметра свыше 6,0 мм при подаче давления под золотник. Тип уплотнения II
_____________
Рисунок 11 - Конструкция седла для уплотняемого диаметра свыше 6,0 мм при подаче давления на золотник. Тип уплотнения II
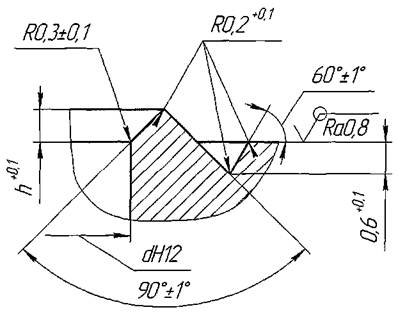
Рисунок 12 - Конструкция сёдел для уплотнений диаметром от 6,0 мм до 200,0 мм включительно, работающих в контакте со средой
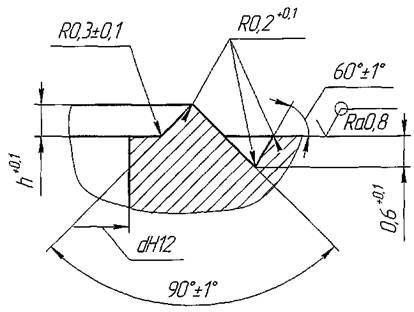
Рисунок 13 - Конструкция сёдел для уплотнений диаметром от 6,0 мм до 200, 0 мм включительно, работающих в контакте со средой
Таблица 4 - Размеры уплотнений диметром от 6,0 мм до 200 мм включительно
|
d, мм |
|||||||||
|
d1, мм |
dc, мм |
d2, мм |
d1, мм |
dc, мм |
d2, мм |
d1, мм |
dc, мм |
d2, мм |
|
|
6,0 |
3,0 |
7,2 |
11,0 |
4,0 |
8,0 |
12,0 |
7,0 |
11,0 |
15,0 |
|
8,0 |
5,0 |
9,2 |
13,0 |
6,0 |
10,0 |
14,0 |
9,0 |
13,0 |
17,0 |
|
10,0 |
7,0 |
11,2 |
15,0 |
8,0 |
12,0 |
16,0 |
11,0 |
15,0 |
19,0 |
|
12,0 |
9,0 |
13,2 |
17,0 |
10,0 |
14,0 |
18,0 |
13,0 |
17,0 |
21,0 |
|
15,0 |
12,0 |
16,2 |
20,0 |
13,0 |
17,0 |
21,0 |
16,0 |
20,0 |
24,0 |
|
16,0 |
13,0 |
17,2 |
21,0 |
14,0 |
18,0 |
22,0 |
17,0 |
21,0 |
25,0 |
|
18,0 |
15,0 |
19,2 |
23,0 |
16,0 |
20,0 |
24,0 |
19,0 |
23,0 |
27,0 |
|
20,0 |
17,0 |
21,2 |
25,0 |
18,0 |
22,0 |
26,0 |
21,0 |
25,0 |
29,0 |
|
22,0 |
19,0 |
23,2 |
27,0 |
20,0 |
24,0 |
28,0 |
23,0 |
27,0 |
31,0 |
|
25,0 |
22,0 |
26,2 |
30,0 |
23,0 |
27,0 |
31,0 |
26,0 |
30,0 |
34,0 |
|
27,9 |
24,0 |
28,2 |
32,0 |
25,0 |
29,0 |
33,0 |
28,0 |
32,0 |
36,0 |
|
30,0 |
27,0 |
31,2 |
35,0 |
28,0 |
32,0 |
36,0 |
31,0 |
35,0 |
39,0 |
|
32,0 |
29,0 |
33,2 |
37,0 |
30,0 |
34,0 |
38,0 |
33,0 |
37,0 |
41,0 |
|
34,0 |
31,0 |
35,2 |
39,0 |
32,0 |
36,0 |
40,0 |
35,0 |
39,0 |
43,0 |
|
36,0 |
33,0 |
37,2 |
41,0 |
34,0 |
38,0 |
42,0 |
37,0 |
41,0 |
45,0 |
|
38,0 |
35,0 |
39,2 |
43,0 |
36,0 |
40,0 |
44,0 |
39,0 |
43,0 |
47,0 |
|
40,0 |
37,0 |
41,0 |
45,0 |
38,0 |
42,0 |
46,0 |
41,0 |
45,0 |
49,0 |
|
45,0 |
42,0 |
46,2 |
50,0 |
43,0 |
47,0 |
51,0 |
46,0 |
50,0 |
54,0 |
|
50,0 |
47,0 |
51,2 |
55,0 |
48,0 |
52,0 |
56,0 |
51,0 |
55,0 |
59,0 |
|
52,0 |
49,0 |
53,2 |
57,0 |
50,0 |
54,0 |
58,0 |
53,0 |
57,0 |
61,0 |
|
55,0 |
52,0 |
56,2 |
60,0 |
53,0 |
57,0 |
61,0 |
56,0 |
60,0 |
64,0 |
|
58,0 |
55,0 |
59,2 |
63,0 |
56,0 |
60,0 |
64,0 |
59,0 |
63,0 |
67,0 |
|
60,0 |
57,0 |
61,2 |
65,0 |
58,0 |
62,0 |
66,0 |
61,0 |
65,0 |
69,0 |
|
65,0 |
62,0 |
66,2 |
70,0 |
63,0 |
67,0 |
71,0 |
66,0 |
70,0 |
74,0 |
|
70,0 |
67,0 |
71,2 |
75,0 |
68,0 |
72,0 |
76,0 |
71,0 |
75,0 |
79,0 |
|
80,0 |
77,0 |
81,2 |
85,0 |
78,0 |
82,0 |
86,0 |
81,0 |
85,0 |
89,0 |
|
85,0 |
82,0 |
86,2 |
90,0 |
83,0 |
87,0 |
91,0 |
86,0 |
90,0 |
94,0 |
|
90,0 |
87,0 |
91,2 |
95,0 |
88,0 |
92,0 |
96,0 |
91,0 |
95,0 |
99,0 |
|
100,0 |
97,0 |
101,2 |
105,0 |
98,0 |
102,0 |
106,0 |
101,0 |
105,0 |
109,0 |
|
125,0 |
122,0 |
126,2 |
130,0 |
123,0 |
127,0 |
131,0 |
126,0 |
130,0 |
134,0 |
|
150,0 |
147,0 |
151,2 |
155,0 |
148,0 |
152,0 |
156,0 |
151,0 |
155,0 |
159,0 |
|
200,0 |
197,0 |
201,2 |
205,0 |
198,0 |
202,0 |
206,0 |
201,0 |
205,0 |
209,0 |
6 Материалы уплотнений
6.1 Материалы для изготовления резинометаллических золотников и их назначение должны соответствовать таблице 5.
Таблица 5 - Материалы резинометаллических золотников
|
№ документа |
Назначение материала |
|
|
Сырая резина на основе нитрильного, стирольного, натурального, этилен-пропиленового каучука (СКЭП) и фторкаучука (СКФ). |
ТУ 2512-046-00152081-2003 и др., согласно указаниям чертежа |
Для обрезинивания металлических заготовок золотников |
|
Клей 9М-35ф Клей ФК-14 |
ТУ 38.105617-85 ТУ 405820-2003 |
Для обеспечения прочного крепления резины на основе фторкаучука к металлу |
|
Клей «лейконат» |
ТУ 6-14-95-85 |
Для обеспечения прочного крепления к металлу резины на основе нитрильного, стирольного, этиленпропиленового каучука |
|
Нефрас С2 80/120 |
ТУ 38.401-67-108-92 |
Для промывки поверхностей канавок заготовок |
|
Ацетон |
Для промывки рабочих поверхностей пресс-форм |
6.2 Резиновые смеси могут быть использованы в течение гарантийного срока, установленного предприятием-изготовителем для каждой марки резины и согласно указаниям технических условий на резиновую смесь.
6.3 Перед использованием резины следует производить испытания согласно инструкции по входному контролю.
7 Технические требования
7.1 Металлические заготовки золотников должны соответствовать требованиям чертежей.
7.2 Глубина канавки под резину в чертежах заготовки золотника должна быть на величину от 2,8 до 3,0 мм больше заданной чертежом детали.
7.3 Острые кромки канавки заготовки и внутренние углы должны быть притуплены радиусом от 0,2 до 0,5 мм.
7.4 Поверхность канавки заготовки должна быть отпескоструена с целью получения прочного крепления резины к металлу.
Обработка должна быть произведена не ранее чем за 6 часов до обрезинивания золотников.
Допускается отпескоструенные заготовки хранить в течение 24 часов в бензине-растворителе «Нефрас С2 80/120»
7.5 На металлической поверхности, подлежащей обрезиниванию, не допускаются царапины, забоины глубиной более 0,5 мм.
8 Оборудование
8.1 Для обрезинивания металлических заготовок необходимо следующее оборудование:
- гидравлический пресс с обогреваемыми плитами, обеспечивающий необходимое прессовое усилие;
- вальцы, освежающие резиновую смесь, на которых также можно получить пластины (листы) необходимых размеров;
- пресс-формы, которые должны быть изготовлены из стали с твёрдостью не менее HRC 35. Шероховатость формующих поверхностей пресс-форм должна быть не ниже 9 кл. Все поверхности, соприкасающиеся с резиной, должны быть отхромированы с толщиной слоя хрома от 15 до 30 мкм и отполированы.
Пресс-формы, изготовленные из нержавеющей стали, допускается не хромировать.
9 Технология обрезинивания золотников
9.1 Подготовка металлических заготовок под обрезинивание.
9.1.1 Поверхность канавок следует промывать бензином нефрас С2 80/120 и просушить до удаления бензина.
9.1.2 Для обеспечения прочного крепления к металлу резин на основе нитрильного, стирольного, натурального этилен-пропиленового каучука на поверхность канавок заготовок следует нанести два слоя клея «Лейконат». Первый слой клея следует просушить в течение от 5 до 10 минут при температуре от 140 °С до 145 °С, второй слой - при комнатной температуре в течение от 30 до 40 минут.
При применении клея «Лейконат» относительная влажность воздуха в рабочем помещении, где производится нанесение клея на металл и сушка пленки клея, должна быть не более 70 %.
9.1.3 Для обеспечения прочного крепления к металлу резин на основе фтор-каучуков на поверхность канавок заготовок необходимо нанести два слоя клея 9М-35ф, либо один слой клея ФК-14, каждый слой просушить в течение 60 минут при комнатной температуре.
9.1.4 Обрезинивание заготовок, промазанных клеем, следует производить не позднее чем через 1 час 20 минут с момента нанесения последнего слоя клея.
Допускается хранить заготовки, промазанные клеем, не более 8 часов в эксикаторах или под стеклянными колпаками либо плотно завёрнутыми в целлофан или полиэтиленовую плёнку.
Заготовки, промазанные клеем ФК-14, допускается хранить в течение одних суток в условиях исключающих попадания на клеевую плёнку пыли или влаги.
9.2 Изготовление резиновых заготовок.
9.2.1 Навеску резины рассчитать по формуле:
P = к ∙ j ∙ V (1),
где Р - масса навески, г;
j - плотность резины, г/см3;
V - объём канавки готовой детали, см3;
к - коэффициент, учитывающий массу выпрессовки.
Масса выпрессовки зависит от конструкции пресс-формы и составляет от 3 % до 10 % от массы навески.
9.2.2 Резиновые заготовки следует изготавливать в виде колец, вырубленных из листов свежевальцованной резиновой смеси сырой резины, и колец, нарезанных в виде отрезков из шприцованного шнура.
Размеры заготовки должны обеспечивать свободный её заход в канавку золотника. Заготовки контролировать по массе, взвешивая на технических весах с точностью до 1 % массы заготовки. Разрешается добавлять отрезки резиновой смеси до необходимой массы.
Допускается хранить заготовки не более трех суток (для резин на основе фторкаучука не более 7 часов) в условиях, гарантирующих заготовки от загрязнения.
9.3 Подготовка пресс-форм
9.3.1 Рабочие поверхности пресс-формы следует тщательно очистить от загрязнения и протереть ацетоном или бензином нефрас С2 80/120.
9.3.2 Перед прессованием пресс-форму нагреть до температуры вулканизации.
9.4 Вулканизация
9.4.1 Заложить резиновую заготовку в канавку золотника.
Резина должна быть равномерно распределена по канавке золотника.
9.4.2 Собрать пресс-форму с заготовкой золотника.
9.4.3 Произвести вулканизацию резинометаллической заготовки при удельном давлении прессования, предусмотренном для применяемой резины.
Перед началом вулканизации необходимо произвести одну - две подпрессовки.
9.4.4 Давление жидкости в цилиндре пресса (Р манометрическое), необходимое для обеспечения требуемого удельного давления, определяется по формуле:
![]() (2)
(2)
где Рман - давление жидкости в цилиндре пресса, МПа (кгс/см2);
Руд - удельное давление, МПа (кгс/см2);
Snp - площадь пуансона пресс-формы, см2;
Sпл - площадь плунжера пресса, см2.
9.4.5 Температуру и продолжительность вулканизации следует устанавливать в соответствии с режимом вулканизации применяемой резины, приведённым в действующей технической документации.
9.4.6 По окончании вулканизации разобрать пресс-форму, освободить резинометаллический золотник и обрезать облой.
10 Методы контроля
10.1 Все резинометаллические золотники следует подвергать сплошному визуальному контролю согласно ТУ 2500-376-00152106-94.
10.2 Соответствие детали чертежу по форме и размерам следует проверять с помощью измерительных инструментов, обеспечивающих требуемую точность измерения.
10.3 Определения прочности связи резины с металлом следует производить на стандартных образцах - «грибках» по ГОСТ 209.
Необходимость проверки прочности связи резины с металлом указывается в технических требованиях деталей.
11 Требования безопасности
11.1 Помещение, предназначенное для проведения работ по изготовлению резинометаллических золотников, должно быть оборудовано в соответствии с утвержденными нормами.
При проведении работ в помещении не допускается наличие открытого огня.
11.2 Все работы следует производить в помещении, оборудованном приточно-вытяжной вентиляцией, не допускающей концентрации вредных примесей в воздухе свыше санитарных норм в соответствии с требованиями сантехнадзора.
11.3 К работе допускается обслуживающий персонал, прошедший инструктаж по технике безопасности при работе на конкретном виде оборудования и с органическими растворителями и правилам противопожарной безопасности.
На каждом рабочем месте должна быть инструкция по технике безопасности и журнал учёта проведения инструктажа.
|
Генеральный директор ЗАО «НПФ «ЦКБА» |
В.П. Дыдычкин |
|
|
Заместитель генерального директора - главный конструктор |
В.В. Ширяев |
|
|
Заместитель генерального директора - директор по научной работе |
Ю.И. Тарасьев |
|
|
Заместитель директора - начальник технического отдела |
С.Н. Дунаевский |
|
|
Заместитель директора по проектированию |
В.А. Горелов |
|
|
Начальник научно-исследовательского отдела уплотнений, деталей и комплектующих узлов |
А.Ю. Калинин |
|
|
Исполнитель: |
||
|
Инженер технического отдела |
Е.А. Смирнова |
|
|
СОГЛАСОВАНО: |
||
|
Председатель ТК 259 |
М.И. Власов |
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в документе |
№ документа |
Вход. № сопроводит документа и дата |
Подпись |
Дата |
|||
|
измененных |
замененных |
новых |
аннулированных |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|