 | Информационная система | |
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ (ИСО 22917:2004) |

КРУГИ АЛМАЗНЫЕ И ИЗ КУБИЧЕСКОГО
НИТРИДА БОРА (ЭЛЬБОРА)
ШЛИФОВАЛЬНЫЕ
Технические условия
ISO 22917:2004
Superabrasives - Limit deviations and run-out tolerances for grinding
wheels with diamond or cubic boron nitride
(MOD)
|
|
Москва Стандартинформ 2011 |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - по ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ФГУП «ВНИИНМАШ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. № 398-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 22917:2004 «Суперабразивы. Предельные отклонения размеров и допуски биений алмазных кругов и из кубического нитрида бора» (ISO 22917:2004 «Superabrasives - Limit deviations and run-out tolerances for grinding wheels with diamond or cubic boron nitride»). При этом дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, выделены курсивом.
Настоящий стандарт соответствует международному стандарту ИСО 525:1999 «Абразивная продукция на связках. Общие требования» (ISO 525:1999 «Bonded abrasive products - General requirements») в части наружных диаметров (5.2.1), высоты (5.2.2), диаметров посадочных отверстий (5.2.3).
Применение указанных стандартов в настоящем стандарте обусловлено удобством пользования объединенным стандартом
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии
Содержание
ГОСТ Р
53923-2010
(ИСО 22917:2004)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КРУГИ АЛМАЗНЫЕ И ИЗ КУБИЧЕСКОГО НИТРИДА БОРА
(ЭЛЬБОРА)
ШЛИФОВАЛЬНЫЕ
Технические условия
Diamond and cubic boron nitride (elbor) grinding wheels. Specifications
Дата введения - 2012-01-01
1 Область применения
Настоящий стандарт распространяется на алмазные и шлифовальные круги на керамической (V), органической (В), металлической (М) связках для обработки изделий из твердого сплава, цветных металлов, неметаллических материалов, а также на шлифовальные круги из кубического нитрида бора на керамической (V), органической (В), металлической (М) связках для обработки изделий из закаленных до высокой твердости сталей.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52587-2006 Инструмент абразивный. Обозначения и методы измерения твердости
ГОСТ Р 52710-2007 Инструмент абразивный. Акустический метод определения твердости и звуковых индексов по скорости распространения акустических волн
ГОСТ Р 53001-2008 (ЕН 13236:2001) Инструмент алмазный и из кубического нитрида бора (эльбора). Требования безопасности
ГОСТ Р 53922-2010 (ИСО 6106:2005) Порошки алмазные и из кубического нитрида бора (эльбора). Зернистость и зерновой состав шлифпорошков. Контроль зернового состава
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3060-86 Круги шлифовальные. Допустимые неуравновешенные массы и метод их измерения
ГОСТ 3722-81 Подшипники качения. Шарики. Технические условия
ГОСТ 9206-80 Порошки алмазные. Технические условия
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 23677-79 Твердомеры для металлов. Общие технические требования
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 27595-88 Материалы шлифовальные и инструменты абразивные. Упаковка, маркировка, транспортирование и хранение
ГОСТ 30513-97 Инструмент абразивный и алмазный. Методы испытаний на безопасность
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация и размеры
3.1 Круги следует изготовлять следующих типов:
1А1, 14А1, 1А8, 14U1, 6А2, 9А3, 6А2Т, 1А2Т- плоские;
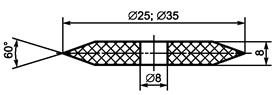
14ЕЕ1, 1ЕЕ1, 1Е1, 1E6Q, 1D1.1V1, 1R1 - угловые;
1FF1,1F1 -радиусные;
2А2 - кольцевые;
6А9 - чашечные цилиндрические;
12А2-45º, 12V5-45º, 12В2, 11V9, 11А2 - чашечные конические;
12А2-20º, 12V5-20º, 12D9, 12R4, 4V9, 12R9 - тарельчатые.
3.2 Размеры кругов должны соответствовать указанным на рисунках 1-30 и в таблицах 1-30.
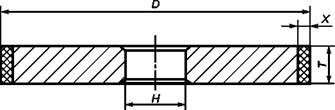
Исполнение 1

Исполнение 2

Исполнение 3
Рисунок 1 -Тип 1А1
Таблица 1*
В миллиметрах
|
Т |
Н |
X |
|
|
16 |
2; 4; 6; 8; 13 |
6,0 |
2,0 |
|
20 |
4; 6; 8; 13; 16 |
6,0 |
2,0 |
|
25 |
4; 6; 8; 10; 13; 16; 20; 25 |
6,0 |
3,2; 4,0; 5,0 |
|
32 |
4; 6; 8; 10; 13; 16; 20; 25; 32 |
10,0; 13,0 |
3,2; 4,0; 5,0 |
|
40 |
4; 6; 8; 10; 13; 16; 20; 25; 32 |
10,0; 13,0; 16,0 |
3,2; 4,0; 5,0 |
|
50 |
4; 6; 8; 10; 13; 16; 20; 25; 32 |
13,0; 16,0 |
3,2; 4,0; 5,0 |
|
63 |
4; 6; 8; 10; 13; 16; 20; 25; 32; 40 |
16,0; 20,0 |
4,0; 6,0; 5,0 |
|
80 |
4; 6; 8; 10; 13; 16; 20; 25; 32; 40; 50 |
20,0 |
4,0; 5,0; 6,0 |
|
100 |
4; 6; 8; 10; 13; 16; 20; 25; 32; 40; 50 |
20,0 |
4,0; 5,0; 6,0 |
|
125 |
4; 6; 8; 10; 13; 16; 20; 25; 32; 40; 50 |
32,0 |
4,0; 5,0; 6,0; 10 |
|
150 |
6; 8; 10; 13; 16; 20; 25; 32; 40; 50 |
32,0 |
4,0; 5,0; 6,0; 10 |
|
175 |
8; 10; 13; 16; 20; 25; 32; 40; 50 |
32,0; 76,2 |
4,0; 5,0; 6,0; 10; 20 |
|
200 |
8; 10; 13; 16; 20; 25; 32; 40; 50 |
32,0; 76,2 |
4,0; 5,0; 6,0; 10; 20 |
|
250 |
8; 10; 13; 16; 20; 25; 32; 40; 50 |
76,2 |
4,0; 5,0; 6,0 |
|
300 |
10; 13; 16; 20; 25; 32; 40; 50; 63 |
50,8; 76,2; 127,0 |
4,0; 5,0; 6,0 |
|
350 (356) |
10; 13; 16; 20; 25; 32; 40; 50; 63; 100 |
127,0; 160,0 |
5,0; 6,0; 10; 20 |
|
400 (406) |
10; 13; 16; 20; 25; 32; 40; 50; 63; 100 |
127,0; 203,2 |
5,0; 6,0; 10 |
|
500 (508) |
10; 13; 16; 20; 25; 32; 40; 50; 63; 100 |
203,2; 304,8 |
6,0; 10,0; 20 |
|
600(610) |
16; 20; 25; 32; 40; 50; 63; 100 |
203,2; 304,8 |
6,0 |
|
700; 750 (762) |
20; 25; 32; 40; 50; 63; 100 |
304,8 |
6,0; 10,0 |
|
Примечания 1 По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. 2 Размеры, заключенные в скобках, применять не рекомендуется. |
|||
* См. рисунок 1,исполнения 1 и 2.
Таблица 2**
В миллиметрах
|
D |
Т |
Н |
J |
X |
|
80 |
10; 25; 32 |
20,0 |
- |
4; 5 |
|
100 |
10 |
|||
|
125 |
32,0 |
50 |
||
|
150 |
||||
|
200 |
10; 20 |
|||
|
250 |
10; 16; 20; 25 |
76,2 |
110 |
3; 4; 5; 6 |
|
320 |
16; 20 |
127,0 |
180 |
5; 6 |
|
350 (356) |
180 |
|||
|
400 (408) |
20; 25 |
203,2 |
250 |
|
|
Примечания 1 По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. 2 Размеры, заключенные в скобках, применять не рекомендуется. |
||||
** См. рисунок 1, исполнение 3.
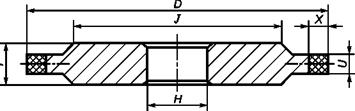
Рисунок 2 - Тип 14А1
Таблица 3
В миллиметрах
|
D |
Т |
Н |
J |
U |
X |
|
80 |
8 |
20,0 |
40 |
6 |
3,2 |
|
100 |
6; 8; 13 |
70 |
3,2; 6,0 |
3,2; 6,0 |
|
|
125 |
6 |
32,0 |
100 |
||
|
150 |
8; 10 |
120 |
3,2; 6,0; 8,0 |
3,2; 6,0; 8,0 |
|
|
180 |
8 |
50,8 |
140 |
3,2; 6,0 |
3,2; 6,0 |
|
200 |
8; 10 |
32,0; 50,8 |
160 |
3,2; 6,0; 8,0 |
3,2; 6,0; 8,0 |
|
250 |
10 |
50,8; 76,2 |
200 |
6,0; 8,0 |
|
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||
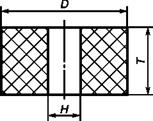
Рисунок 3 - Тип 1А8
Таблица 4
В миллиметрах
|
D |
Т |
Н |
|
3 |
0,8; 2,0; 2,5; 3,5; 4,0; 6,0 |
1,2; 1,5 |
|
4 |
3,5; 4,0; 6,0; 8,0 |
1,6; 1,8; 2,0 |
|
5 |
3,5; 5,0; 6,0; 8,0; 10,0 |
2,0 |
|
6 |
4; 6; 8; 10 |
2,5; 4,0 |
|
8 |
4; 6; 8; 10; 16 |
4,0 |
|
10 |
6; 8; 10; 16 |
|
|
13 |
8; 10; 13; 16 |
|
|
16 |
6; 8; 10; 13; 16; 20; 25 |
6,0 |
|
20 |
6; 8; 10; 13; 16; 20; 25 |
|
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||

Таблица 5
В миллиметрах
|
D |
Т |
Н |
J |
U |
W |
Х = Х1 |
|
125 |
10 |
32,0 |
65 |
6; 8 |
4 |
2,0 |
|
150 |
12 |
32,0; 50,8 |
80 |
8; 10 |
4; 6 |
|
|
200 |
16 |
50; 120 |
13; 16 |
6; 10 |
3,2 |
|
|
250 |
20 |
76,2 |
160 |
16; 20 |
8; 13 |
|
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||||

Рисунок 5 - Тип 6А2
Таблица 6
В миллиметрах
|
D |
Т |
Н |
W |
Е |
X |
|
50 |
22 |
16,0 |
3,2; 5 |
10 |
2 |
|
80 |
20,0 |
3,2; 5; 10 |
|||
|
100 |
22; 24 |
6; 10; 16 |
2; 4 |
||
|
125 |
20,0; 32,0 |
||||
|
150 |
24; 26 |
32,0; 50,8 |
6; 10; 16; 20 |
4; 6 |
|
|
180 |
29; 31 |
50,8 |
13 |
||
|
200; 250 |
50,8; 76,2 |
10; 16; 20; 25; 40 |
|||
|
300 |
29; 38 |
76,2 |
20; 25; 40 |
16 |
|
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||
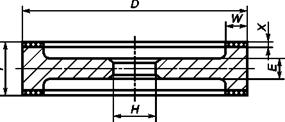
Рисунок 6 -Тип 9А3
Таблица 7
В миллиметрах
|
D |
Т |
Н |
Е |
W |
X |
|
100 |
10 |
20,0 |
5 |
3,2; 6 |
1,6 |
|
125 |
20 |
32,0 |
13 |
3,2; 6; 10; 16 |
2,0 |
|
150 |
16; 32 |
32,0; 50,8 |
8; 25 |
6; 10; 16; 20 |
3,2 |
|
200 |
16; 20; 32 |
6; 10; 25 |
6; 10; 20 |
4,0 |
|
|
250 |
76,2 |
13; 16; 25 |
3,2; 4,0 |
||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||

Рисунок 7 - Тип 6А2Т

Рисунок 8 -Тип 1А2Т
Таблица 8
В миллиметрах
|
D |
Т |
T1 |
W |
К |
D1 |
|
100 |
18 |
12 |
30 |
40 |
70 |
|
150 |
35 |
||||
|
200 |
60 |
80 |
150 |
||
|
250 |
85 |
||||
|
300 |
20 |
14 |
110 |
260 |
|
|
400 |
160 |
||||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||

Рисунок 9 - Тип 14ЕЕ1
Таблица 9
|
D |
Т |
Н |
J |
U |
X |
α |
|
мм |
||||||
|
50 |
6 |
16,0 |
25 |
3,2 |
6 |
45° |
|
80 |
6; 8; 13 |
20,0; 32,0 |
45 |
3,2; 6,0 |
90°; 110° |
|
|
100 |
6 |
20,0; 42,0 |
70 |
3,2 |
3,2; 4,0; 5,0; 6,0 |
35°; 45°; 60°; 90°; 110° |
|
125 |
32,0 |
90 |
3,2; 4,0; 6,0; 8,0; 10 |
35°; 45°; 60°; 90° |
||
|
140 |
42,0 |
90 |
5 |
90°; 110° |
||
|
150 |
6; 8 |
32,0 |
100 |
3,2; 4,0; 5,0; 6,0 |
3,2; 4,0; 5,0; 6,0 |
|
|
175 |
6; 10 |
32,0 |
140 |
3,2; 6,0 |
3,2; 4,0; 6,0 |
45°; 60°; 90°; 110° |
|
200 |
10 |
32,0; 50,8 |
160 |
6; 8 |
45°; 60°; 90°; 110° |
|
|
250 |
8; 10; 16 |
32,0; 76,2 |
180; 200 |
6; 8; 10 |
20°; 30°; 35°; 45°; 60°; 90°; 110°; 130° |
|
|
350 (356) |
6; 16 |
127,0; 203,2 |
300 |
3,2; 4,0; 6,0 |
4,0; 6,0; 8,0 |
45°; 60° |
|
400 (406) |
350 |
45°; 60° |
||||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||||

Рисунок 10 - Тип 1ЕЕ1
Таблица 10
|
D |
T |
H |
J |
X |
α |
|
мм |
|||||
|
40 |
6 |
6,0 |
- |
3,2; 4,0; 6,0 |
45º |
|
80 |
6; 8; 10; 13; 16 |
32,0; 42,0 |
90°; 110°; 120°; 130° |
||
|
100 |
90°; 110°; 120°; 130°; 140° |
||||
|
125 |
8; 10; 13 |
42,0 |
70 |
90°; 120° |
|
|
140 |
6; 8; 10 |
90°; 110° |
|||
|
150 |
6; 8; 13; 16; 25; 32 |
32,0; 42,0 |
60; 70 |
90°; 110°; 120°; 130°; 140° |
|
|
175 |
6; 8; 10; 13; 16 |
90°; 110°; 120°; 130°; 140° |
|||
|
200 |
13; 16 |
60 |
90º; 110º; 140º |
||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||
Исполнение 1

Исполнение 2
Рисунок 11 - Тип 1Е1
Таблица 11*
* См. рисунок 11,исполнение 2.
|
D |
Т |
Н |
X |
α |
|
мм |
||||
|
50; 60; 75 |
8 |
16,0; 20,0 |
10 |
60° |
|
90; 100 |
10 |
20,0 |
10; 15 |
|
|
150 |
32,0; 50,8 |
15 |
40°; 60° |
|
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||
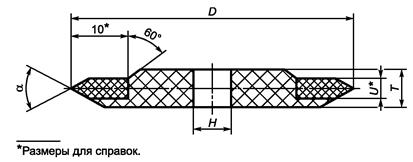
Рисунок 12 - Тип 1E6Q
Таблица 12
|
D |
Т |
Н |
U |
α |
|
мм |
||||
|
80 |
6 |
20,0 |
3,2 |
40°; 60° |
|
100 |
8 |
60° |
||
|
125 |
32,0 |
40°; 60° |
||
|
150 |
||||
|
250 |
76,2 |
60° |
||
|
350 |
160 |
3,2; 4; 5 |
40°; 60° |
|
|
400 |
10 |
203,2 |
3,2; 4; 6 |
|
|
500 |
13 |
304,8 |
6 |
|
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||

Рисунок 13 - Тип 1D1
Таблица 13
|
D |
Т |
Н |
U |
X |
α |
|
мм |
|||||
|
63 |
10 |
13,0 |
2 |
13 |
40°; 60° |
|
80 |
13; 20 |
16,0 |
16 |
||
|
100 |
10; 16; 20 |
20,0 |
2; 3,2; 5 |
20; 25 |
|
|
125 |
8; 10; 13; 16 |
32,0 |
2; 3,2; 4 |
13; 16; 25 |
|
|
150 |
10; 13; 16; 20 |
32,0; 50,8 |
2; 3,2 |
10; 13; 16 |
|
|
250 |
13 |
76,2 |
4 |
18 |
|
|
350 |
8 |
160,0 |
3,2; 4 |
10 |
|
|
400 |
10 |
203,2 |
2; 3,2; 4 |
||
|
500 |
13 |
304,8 |
|||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||

Рисунок 14 - Тип 1V1
Таблица 14
|
D |
Т |
Н |
X |
α |
|
мм |
||||
|
100 |
8 |
32,0 |
6 |
15° |
|
125 |
||||
|
150 |
10; 16; 20; 32 |
6; 10; 16 |
15°; 20° |
|
|
250 |
20 |
76,2 |
10 |
|
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице |
||||

Рисунок 15 - Тип 1R1
Таблица 15
|
D |
Т |
Н |
U |
α |
|
мм |
||||
|
100 |
35 |
32,0 |
6 |
73° |
|
250 |
10 |
76,2 |
2 |
15°; 20° |
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||
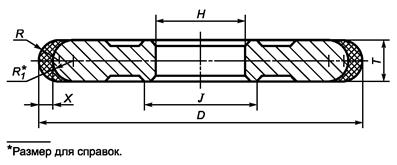
Рисунок 16 - Тип 1FF1
Таблица 16
В миллиметрах
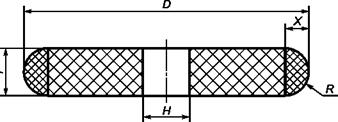
Таблица 17
В миллиметрах
|
D |
Т |
Н |
X |
R |
|
32 |
10 |
10 |
5; 6 |
5; 6 |
|
50 |
16 |
|||
|
63 |
6 |
20 |
3 |
|
|
80 |
13 |
10 |
8,5 |
|
|
100 |
8 |
4 |
||
|
125 |
20 |
32 |
8 |
12 |
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице |
||||
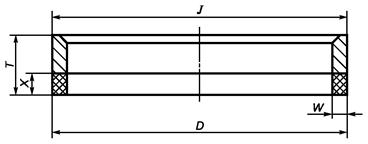
Рисунок 18 - Тип 2А2
Таблица 18
В миллиметрах

Рисунок 19 -Тип 6А9
Таблица 19
В миллиметрах
|
D |
Т |
Н |
Е |
К |
U |
X |
|
80 |
25 |
20,0 |
10 |
40 |
6 |
2,0 |
|
100 |
32 |
50 |
6; 10 |
|||
|
125 |
32,0 |
75 |
3,2 |
|||
|
150 |
32,0; 50,8 |
13 |
90 |
|||
|
200 |
50,8; 76,2 |
140 |
10 |
|||
|
250 |
40 |
76,2 |
190 |
|||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||||

Рисунок 20 - Тип 12А2-45°
Таблица 20
В миллиметрах
|
D |
Т |
Н |
Е |
J |
К |
W |
X |
|
50 |
20 |
16,0 |
6 |
26 |
25 |
2,0; 3,2; 6,0 |
2,0; 3,2; 6,0 |
|
80 |
20; 25 |
20,0 |
10 |
50 |
32 |
3,2; 6,0 |
3,2; 6,0 |
|
100 |
25; 32 |
63 |
40 |
3,2; 6,0; 10 |
3,2; 4,0; 6,0 |
||
|
125 |
32; 40 |
20,0; 32,0 |
91 |
60 |
|||
|
150 |
32,0 |
116 |
80 |
6; 10; 15; 20 |
3,2; 6,0 |
||
|
200 |
32; 40; 50 |
32,0; 50,8 |
12 |
166 |
120 |
10; 15; 20 |
|
|
250 |
76,2 |
216 |
160 |
||||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||||

Рисунок 21 -Тип 12V5-45º
Таблица 21
|
D |
Т |
Н |
Е |
J |
К |
W |
X |
α |
|
мм |
||||||||
|
50 |
20 |
16,0 |
6 |
26 |
25 |
3,2 |
3,2 |
15°; 25° |
|
80 |
25 |
20,0 |
10 |
50 |
32 |
3,2; 6,0 |
||
|
100 |
32 |
63 |
40 |
4,0 |
||||
|
125 |
40 |
32,0 |
91 |
60 |
||||
|
150 |
32,0; 50,8 |
116 |
80 |
6,0 |
6,0 |
|||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||||||

Таблица 22
В миллиметрах
|
D |
Т |
К |
J |
W |
|
125 |
28 |
77 |
69 |
10 |
|
150 |
30 |
88 |
90 |
15 |
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице |
||||

Рисунок 23 -Тип 11V9
Таблица 23
В миллиметрах
|
D |
Т |
Н |
E |
J |
К |
U |
X |
|
80 |
32 |
20,0 |
10 |
50 |
40 |
6 |
2,0 |
|
100 |
40 |
75 |
50 |
6; 10 |
|||
|
125 |
32,0 |
96 |
75 |
3,2 |
|||
|
150 |
50 |
32,0; 50,8 |
12 |
114 |
90 |
||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||||

Таблица 24
В миллиметрах
|
D |
Т |
Н |
E |
J |
К |
W |
|
80 |
32 |
20,0 |
10 |
50 |
40 |
6 |
|
100 |
80 |
63 |
10 |
|||
|
125 |
50 |
32,0 |
100 |
70 |
||
|
150 |
12 |
118 |
100 |
|||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||||

Рисунок 25 - Тип 12А2-20º
Таблица 25
В миллиметрах
|
D |
Т |
Н |
Е |
J |
К |
W |
X |
|
50 |
8; 10 |
10,0; 16,0 |
4 |
26 |
25 |
3,2; 6,0 |
1,6; 2,0; 3,2 |
|
80 |
10; 13 |
16,0 |
6 |
50 |
32 |
||
|
100 |
13; 16 |
20,0; 32,0 |
8 |
63 |
40 |
||
|
125 |
32,0 |
91 |
60 |
3,2; 6,0; 10 |
|||
|
150 |
16;20 |
116 |
80 |
||||
|
180 |
20; 25 |
10 |
116 |
6,0; 10,0 |
|||
|
200 |
50,8 |
13 |
166 |
120 |
|||
|
250 |
20 |
216 |
160 |
||||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||||
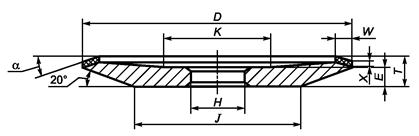
Таблица 26
|
D |
Т |
H |
Е |
J |
К |
W |
X |
α |
|
мм |
||||||||
|
50 |
6 |
16,0 |
4 |
26 |
25 |
1,6 |
1,6 |
15°; 25° |
|
80 |
10 |
20,0 |
6 |
50 |
32 |
3,2; 6,0 |
2,0; 3,2 |
|
|
100 |
63 |
40 |
||||||
|
125 |
13 |
32,0 |
10 |
91 |
60 |
|||
|
150 |
16 |
32,0; 50,8 |
116 |
80 |
6,0; 10 |
3,2 |
||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||||||

Рисунок 27 - Тип 12D9
Таблица 27
|
D |
Т |
H |
Е |
J |
К |
W |
X |
α |
|
мм |
||||||||
|
125 |
11 |
32,0 |
10 |
80 |
50 |
4; 8 |
2,0 |
15°; 20° |
|
150 |
13 |
95 |
8; 10 |
3,2 |
||||
|
200 |
16 |
32,0; 50,8 |
12 |
128 |
80 |
8; 16; 25 |
||
|
250 |
20 |
50,8; 76,2 |
14 |
158 |
100 |
16; 25 |
||
|
300 |
25 |
76,2 |
16 |
180 |
120 |
40 |
||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||||||
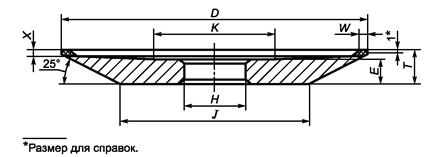
Таблица 28
В миллиметрах
|
D |
Т |
Н |
Е |
J |
К |
W |
X |
|
50 |
8; 10 |
10,0; 16,0 |
4 |
26 |
25 |
2,0 |
1,6; 2,0; 3,2 |
|
80 |
10; 13 |
20,0 |
6 |
50 |
32 |
2,0; 3,2 |
|
|
100 |
20,0; 32,0 |
8 |
63 |
40 |
|||
|
125 |
13; 16 |
32,0 |
91 |
60 |
2,0; 3,2; 4,0 |
||
|
150 |
16; 20 |
32,0; 50,8 |
116 |
80 |
3,2; 6,0 |
||
|
200 |
20 |
32,0 |
116 |
6,0 |
|||
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
|||||||

Рисунок 29 -Тип 4V9
Таблица 29
|
D |
Т |
Н |
W |
α |
|
мм |
||||
|
200 |
16 |
32,0 |
3,2; 13; 16 |
15°; 20° |
|
250 |
20 |
50,8; 76,2 |
16; 25 |
|
|
Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. |
||||
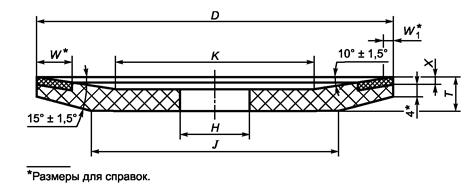
Таблица 30
В миллиметрах
|
Т |
H |
J |
К |
W |
W1 |
X |
|
|
100 |
10 |
20,0 |
70 |
55 |
10 |
2 |
2 |
|
125 |
13 |
32,0 |
73 |
59 |
|||
|
150 |
16 |
90 |
72 |
15 |
6 |
4 |
|
|
Примечание - По заказу потребителя допускается изготовлять круги размерами отличными от указанных в таблице. |
|||||||
Пример условного обозначения алмазного круга типа 12А2-45º с наружным диаметром D = 150 мм, высотой Т = 40 мм, диаметром посадочного отверстия Н = 32 мм, шириной алмазоносного слоя W = 15 мм, толщиной алмазоносного слоя X = 3,2 мм, из порошка синтетических алмазов марки АС6, зернистостью D64, с относительной концентрацией алмазов 100, на металлической связке М, с предельной рабочей скоростью 40 м/с:
Круг шлифовальный 12А2-45º 150 × 40 × 32× 15 × 3,2 АС6 D64 100 М 40 м/с ГОСТ Р 53923-2010
Пример условного обозначения алмазного круга типа 14ЕЕ1 с наружным диаметром D = 200 мм, высотой Т= 10 мм, диаметром посадочного отверстия Н = 50,8 мм, толщиной алмазоносного слоя X = 6мм, с углом рабочей части α = 45°, из порошка синтетических алмазов марки АС6, зернистостью D64, с относительной концентрацией алмазов 50, на металлической связке М, с предельной рабочей скоростью 40 м/с:
Круг шлифовальный 14ЕЕ1 200 × 10 × 50,8 × 6 × 45° АС6 D64 50 М40 м/с ГОСТ Р 53923-2010
Пример условного обозначения алмазного круга типа 1FF1 с наружным диаметром D = 150 мм, высотой Т = 20 мм, диаметром посадочного отверстия Н = 32 мм, толщиной алмазоносного слоя Х = 6мм, с радиусом рабочей части R = 10мм, из порошка синтетических алмазов марки АС6, зернистостью D64, с относительной концентрацией алмазов 50, на металлической связке М, с предельной рабочей скоростью 40 м/с:
Круг шлифовальный 1FF1 150 × 20 × 32 × 6 × 10 АС6 D64 50 М40 м/с ГОСТ Р 53923-2010
Пример условного обозначения круга из кубического нитрида бора типа 1А1, с наружным диаметром D = 300 мм, высотой Т = 40 мм, диаметром посадочного отверстия Н = 127мм, толщиной слоя из кубического нитрида бора X = 4 мм, из порошка кубического нитрида бора марки ЛКВ50, зернистостью В76, с относительной концентрацией кубического нитрида бора 100, твердостью слоя из кубического нитрида бора Р, на керамической связке V, с предельной рабочей скоростью 63 м/с:
Круг шлифовальный 1А1 300 × 40 × 127 × 4 ЛКВ50 В76 100 PV63 м/с ГОСТ Р 53923-2010
Пример условного обозначения алмазного круга типа 6А2Т, с наружным диаметром D = 200 мм, высотой Т= 18 мм, с резьбой крепежных элементов М8, из порошка синтетических алмазов марки АС6, зернистостью D54, с относительной концентрацией алмазов 100, на металлической связке М, с предельной рабочей скоростью 40 м/с:
Круг шлифовальный 6А2Т 200 × 18 × М8 АС6 D54 100 М 40 м/с ГОСТ Р 53923-2010
Пример условного обозначения алмазного круга типа 2А2, с наружным диаметром D = 125мм, шириной алмазоносного слоя W= 6 мм, из порошка синтетических алмазов марки АС6, зернистостью D54, с относительной концентрацией алмазов 100, на металлической связке М, с предельной рабочей скоростью 40 м/с:
Круг шлифовальный 2А2 125 × 6 АС6 D54 100 М 40 м/с ГОСТ Р 53923-2010
4 Технические требования
4.1 Шлифовальные круги следует изготовлять в соответствии с требованиями настоящего стандарта, по рабочим чертежам, утвержденным в установленном порядке.
4.2 Для изготовления алмазоносного слоя применяют алмазные порошки марок по ГОСТ 9206 или техническому документу, утвержденному в установленном порядке; слоя из кубического нитрида бора применяют порошки кубического нитрида бора марок по техническому документу, утвержденному в установленном порядке.
4.3 Зернистость алмазных шлифпорошков и шлифпорошков кубического нитрида бора - по ГОСТ Р 53922; алмазных микропорошков - по ГОСТ 9206; микропорошков кубического нитрида бора - по техническому документу, утвержденному в установленном порядке.
4.4 Алмазные шлифовальные круги и круги из кубического нитрида бора изготовляют с относительной концентрацией алмазов 12,5; 25; 50; 75; 100; 125; 150; 175; 200.
4.5 Корпуса кругов (кроме кругов типа 1А8) изготовляют металлическими, керамическими, из композиционных материалов (например, алюмобакелит).
4.6 Точность изготовления кругов должна соответствовать нормам, указанным в таблице 31.
Таблица 31
В миллиметрах
4.7 Допуск круглости наружной поверхности кругов типа 1А8 должен соответствовать 9-й степени точности; типа 2А2 - 11-й степени точности по ГОСТ 24643.
4.8 Допуск параллельности торцов кругов типа 2А2 должен соответствовать 10-й степени точности; типов 6А2Т, 1А2Т должен соответствовать 8-й степени точности по ГОСТ 24643.
4.9 Допуски радиального и торцового биений рабочей поверхности алмазоносного слоя или слоя из кубического нитрида бора, торцового биения опорного торца относительно поверхности посадочного отверстия кругов не должны превышать значений, указанных в таблице 32.
Таблица 32
В миллиметрах
|
Материал корпуса |
Допуск радиального биения рабочей поверхности алмазоносного слоя или слоя из кубического нитрида бора относительно поверхности посадочного отверстия |
Допуск торцового биения рабочей поверхности алмазоносного слоя или слоя из кубического нитрида бора, опорного торца относительно поверхности посадочного отверстия |
|
|
Чашечные, тарельчатые |
Металлический |
0,03 |
0,03 |
|
Композиционный |
0,03 |
0,03 |
|
|
Керамический |
0,09 |
0,06 |
|
|
Остальные (кроме типов 1А8, 6А2Т, 1А2Т) |
Металлический |
0,05 |
0,03 - для D £ 120 мм 0,05 - для D > 120 мм |
|
Композиционный |
0,05 |
||
|
Керамический |
0,09 |
0,06 - для D £ 120 мм 0,09 - для D > 120 мм |
Примечание - По согласованию с потребителем допускаются следующие допуски радиального и торцового биений рабочей поверхности:
чашечных и тарельчатых кругов c D > 250 мм с металлическим и композиционным корпусом - 0,05 мм;
остальных типов (кроме типов 1А8, 6А2Т, 1А2Т) c D > 250 мм с металлическим и композиционным корпусом - 0,06 мм.
4.10 Параметры шероховатости Ra по ГОСТ 2789 поверхностей корпусов не должны превышать:
0,8 мкм - посадочных отверстий металлических корпусов;
2.5 мкм - посадочных отверстий композиционных корпусов;
1.6 мкм - опорных торцов металлических корпусов; 2,5 мкм - опорных торцов композиционных корпусов.
4.11 Дисбаланс кругов с металлическим и композиционным корпусами диаметром не менее 100 мм, высотой корпуса не менее 5 мм не должен превышать значений, указанных в таблице 33.
Таблица 33
|
Дисбаланс, г × см |
Масса круга, кг |
Дисбаланс, г × см |
Масса круга, кг |
Дисбаланс, г × см |
|
|
До 0,10 |
0,4 |
Св. 1,10 до 1,20 |
4,1 |
Св. 5,50 до 6,00 |
13,0 |
|
Св. 0,10 до 0,13 |
0,5 |
» 1,20 » 1,30 |
4,2 |
» 6,00 » 6,50 |
14,0 |
|
»0,13 » 0,16 |
0,6 |
» 1,30 » 1,40 |
4,5 |
» 6,50 » 7,00 |
15,0 |
|
»0,16 » 0,19 |
0,8 |
» 1,40 » 1,50 |
4,8 |
» 7,00 » 7,50 |
16,0 |
|
»0,19 » 0,22 |
0,9 |
» 1,50 » 1,60 |
5,1 |
» 7,50 » 8,00 |
17,0 |
|
» 0,22 » 0,25 |
1,0 |
» 1,60 » 1,70 |
5,4 |
» 8,00 » 8,50 |
18,0 |
|
» 0,25 » 0,28 |
1,1 |
» 1,70 » 1,80 |
5,8 |
» 8,50 » 9,00 |
19,0 |
|
»0,28 » 0,31 |
1,2 |
» 1,80 » 1,90 |
6,0 |
» 9,00 » 9,50 |
20,0 |
|
»0,31 » 0,34 |
1,4 |
» 1,90 » 2,00 |
6,4 |
» 9,50 » 10,00 |
21,0 |
|
» 0,34 » 0,37 |
1,5 |
» 2,00 » 2,10 |
6,7 |
» 10,00 » 11,00 |
22,0 |
|
» 0,37 » 0,40 |
1,6 |
» 2,10 » 2,20 |
7,0 |
» 11,00 » 12,00 |
24,0 |
|
» 0,40 » 0,45 |
1,8 |
» 2,20 » 2,30 |
7,4 |
» 12,00 » 13,00 |
26,0 |
|
» 0,45 » 0,50 |
2,0 |
» 2,30 » 2,40 |
7,7 |
» 13,00 » 14,00 |
28,0 |
|
» 0,50 » 0,55 |
2,2 |
» 2,40 » 2,50 |
8,0 |
» 14,00 » 15,00 |
30,0 |
|
» 0,55 » 0,60 |
2,4 |
» 2,50 » 2,60 |
8,3 |
» 15,00 » 16,00 |
32,0 |
|
» 0,60 » 0,65 |
2,6 |
» 2,60 » 2,70 |
8,6 |
» 16,00 » 17,00 |
34,0 |
|
» 0,65 » 0,70 |
2,8 |
» 2,70 » 2,80 |
8,9 |
» 17,00 » 18,00 |
36,0 |
|
»0,70 » 0,75 |
3,0 |
» 2,80 » 2,90 |
9,3 |
» 18,00 » 19,00 |
38,0 |
|
» 0,75 » 0,80 |
3,2 |
» 2,90 » 3,00 |
9,6 |
» 19,00 » 20,00 |
40,0 |
|
» 0,80 » 0,85 |
3,4 |
» 3,00 » 3,50 |
9,8 |
» 20,00 » 21,00 |
42,0 |
|
» 0,85 » 0,90 |
3,6 |
» 3,50 » 4,00 |
10,0 |
» 21,00 » 22,00 |
44,0 |
|
» 0,90 » 0,95 |
3,8 |
» 4,00 » 4,50 |
10,5 |
» 22,00 » 23,00 |
46,0 |
|
» 0,95 » 1,00 |
3,9 |
» 4,50 » 5,00 |
11,0 |
» 23,00 » 24,00 |
48,0 |
|
» 1,00 » 1,10 |
4,0 |
» 5,00 » 5,50 |
12,0 |
» 24,00 » 25,00 |
50,0 |
Окончание таблицы 33
|
Масса круга, кг |
Дисбаланс, г × см |
Масса круга, кг |
Дисбаланс, г × см |
Масса круга, кг |
Дисбаланс, г × см |
|
Св. 25,00 до 26,00 |
52,0 |
Св. 34,00 до 35,00 |
70,0 |
Св. 43,00 до 44,00 |
88,0 |
|
» 26,00 » 27,00 |
54,0 |
» 35,00 » 36,00 |
72,0 |
» 44,00 » 45,00 |
90,0 |
|
» 27,00 » 28,00 |
56,0 |
» 36,00 » 37,00 |
74,0 |
» 45,00 » 46,00 |
92,0 |
|
» 28,00 » 29,00 |
58,0 |
» 37,00 » 38,00 |
76,0 |
» 46,00 » 47,00 |
94,0 |
|
» 29,00 » 30,00 |
60,0 |
» 38,00 » 39,00 |
78,0 |
» 47,00 » 48,00 |
96,0 |
|
» 30,00 » 31,00 |
62,0 |
» 39,00 » 40,00 |
80,0 |
» 48,00 » 49,00 |
98,0 |
|
» 31,00 » 32,00 |
64,0 |
» 40,00 » 41,00 |
82,0 |
» 49,00 » 59,00 |
100,0 |
|
» 32,00 » 33,00 |
66,0 |
» 41,00 » 42,00 |
84,0 |
|
|
|
» 33,00 » 34,00 |
68,0 |
» 42,00 » 43,00 |
86,0 |
|
|
4.12 Классы неуравновешенности по ГОСТ 3060 кругов с керамическим корпусом не должны быть более указанных в таблице 34.
Таблица 34
|
D, мм |
Класс неуравновешенности кругов с предельной рабочей скоростью vs м/с |
||
|
До 40 |
Св. 40 до 63 |
Св. 63 |
|
|
До 125 включ. |
2 |
2 |
2 |
|
Св. 125 » 300 » |
2 |
2 |
1 |
|
» 300 » 508 » |
2 |
2 |
1 |
|
» 508 |
2 |
1 |
1 |
4.14 Твердость алмазоносного слоя и слоя из кубического нитрида бора на связке V должна соответствовать значениям, указанным в таблице 35.
Таблица 35
|
Показание прибора для зернистостей |
|||||
|
D151, В151 |
D126, В126 |
В107 |
В91;В64 |
В54 и мельче |
|
|
J |
- |
- |
От 8 до 22 |
От 29 до 40 |
От 50 до 60 |
|
К |
- |
- |
Более 22 до 35 |
Более 40 до 50 |
Более 60 до 68 |
|
L |
От 11 до 21 |
От 23 до 33 |
Более 35 до 48 |
Более 50 до 59 |
Более 68 до 76 |
|
М |
Более 21 до 32 |
Более 33 до 46 |
Более 48 до 57 |
Более 59 до 68 |
Более 76 до 82 |
|
N |
Более 32 до 44 |
Более 46 до 55 |
Более 57 до 66 |
Более 68 до 76 |
Более 82 до 88 |
|
О |
Более 44 до 54 |
Более 55 до 64 |
Более 66 до 74 |
Более 76 до 82 |
Более 88 до 93 |
|
Р |
Более 54 до 63 |
Более 64 до 73 |
Более 74 до 81 |
Более 82 до 89 |
Более 93 до 98 |
|
Q |
Более 63 до 72 |
Более 73 до 80 |
Более 81 до 88 |
Более 89 до 94 |
Более 98 до 103 |
|
R |
Более 72 до 79 |
Более 80 до 87 |
Более 88 до 93 |
Более 94 до 99 |
Более 103 до 106 |
|
S |
Более 79 до 86 |
Более 87 до 92 |
Более 93 до 98 |
Более 99 до 104 |
Более 106 до 109 |
4.15 Звуковые индексы алмазных кругов и кругов из кубического нитрида бора типа 1А8 на связке У от 49 до 69 - по ГОСТ Р 52710.
4.16 Допускается изготовлять круги типа 11А2 с максимальным радиусом закругления внутренних торцовой и боковой поверхностей, равным 3 мм.
4.17 Требования надежности
Надежностью шлифовального круга могут быть коэффициент шлифования (отношение массы снятого материала к величине износа алмазоносного слоя или слоя из кубического нитрида бора), а также параметр шероховатости обработанной поверхности.
4.18 Маркировка
4.18.1 Маркировка кругов - в соответствии с ГОСТ Р 53001.
4.18.2 Место нанесения маркировки
Маркировку наносят:
- на корпус круга диаметром не менее 125 мм; на этикетку (ярлык) круга диаметром менее 125 мм в соответствии с перечислениями а, с, п, о, q по ГОСТ Р 53001. Кроме того, наносят Знак обращения на рынке для сертифицированной продукции.
Дополнительно маркируют:
- обозначение алмазного порошка или порошка из кубического нитрида бора по ГОСТ Р 53922, ГОСТ 9206;
4.18.3 Каждый шлифовальный круг должен сопровождаться документом, содержащим перечисления а, b, f, g, l, т, р, q по ГОСТ Р 53001 и изображение Знака обращения на рынке для сертифицированной продукции.
Дополнительно указывают: условное обозначение круга, штриховой код (при наличии).
4.18.4 Транспортная маркировка - по ГОСТ 14192.
4.19 Упаковка
4.19.1 Круги диаметром до 150 мм упаковывают в групповую потребительскую тару. В качестве групповой потребительской тары используют коробки, пакеты или другие виды тары, предохраняющие круги от повреждений.
В коробку или пакет упаковывают круги одного размера, одной характеристики и одной партии.
4.19.2 Каждый круг диаметром не менее 150 мм упаковывают в индивидуальную потребительскую тару. В качестве индивидуальной потребительской тары используют коробки или другие виды тары, предохраняющие круги от повреждений.
4.19.3 На групповую или индивидуальную потребительскую тару наклеивают этикетку с маркировкой по ГОСТ Р 53001 (кроме перечисления т). На этикетке групповой потребительской тары дополнительно указывают количество упакованных кругов.
4.19.4 Круги в индивидуальной потребительской таре или в групповой потребительской таре плотно укладывают в транспортную тару. При укладке в транспортную тару должны быть приняты меры, предохраняющие круги от атмосферных осадков, а также исключающие их перемещение и повреждение.
В качестве транспортной тары используют деревянные или картонные ящики.
Примечание - Допускается упаковывание кругов диаметрами более 300 мм без индивидуальной потребительской тары в транспортную тару.
4.19.5 Транспортную тару выкладывают материалами, обладающими водонепроницаемыми свойствами: кровельным толем, рубероидом, упаковочной битумированной бумагой и др.
4.19.6 Масса брутто транспортной тары с кругами не должна превышать 20 кг (за исключением случаев, когда собственная масса одного круга не менее 20 кг).
5 Требования безопасности
5.1 Механическая прочность круга должна обеспечивать его работу с предельными рабочими скоростями vs, указанными в таблице 36.
Таблица 36 - Предельные рабочие скорости шлифовальных кругов
5.2 Остальные требования безопасности - по ГОСТ Р 53001, ГОСТ 30513.
6 Правила приемки
6.1 Для контроля соответствия кругов требованиям настоящего стандарта предприятие-изготовитель проводит приемочный контроль по ГОСТ 15.309.
6.2 Объем выборки должен составлять: 100 % - по 4.13, 4.18.2; 10 % от партии, но не менее 5 шт. - по 3.2, 4.6 - 4.11, 4.14 - 4.16; 5 % от партии, но не менее 5 шт. - по 4.12.
Объем выборки при приемочном контроле по 5.1 - по ГОСТ Р 53001.
7 Методы контроля
7.1 Контроль размеров кругов проводят с применением универсальных или специальных средств измерений.
7.2 Размеры для справок, радиус закругления внутренней торцовой и боковой поверхностей круга типа 11А2, размеры X и Х1 обеспечиваются оснасткой и не контролируются.
7.3 Наличие зазоров и отслаивания в месте соединения алмазоносного слоя и слоя из кубического нитрида бора с корпусом круга проверяют визуально.
Наличие трещин на поверхности алмазоносного слоя и слоя из кубического нитрида бора контролируют с помощью лупы с увеличением 10х.
7.4 Твердость слоя из кубического нитрида бора определяют вдавливанием шарика диаметром 3 мм степеней точности от 3 до 40 по ГОСТ 3722 на приборе типа ТР (Роквелл) по ГОСТ 23677 с предварительной нагрузкой 98 Н и основной нагрузкой 588 Н.
Остальные требования к контролю твердости - по ГОСТ Р 52587.
7.5 Звуковые индексы алмазных кругов и кругов из кубического нитрида бора типа 1А8 на связке Vконтролируют по ГОСТ Р 52710.
7.6 Контроль дисбаланса и балансировку кругов проводят в динамическом режиме на специальных балансировочных станках.
7.7 Контроль неуравновешенности - по ГОСТ 3060.
Примечание - Контроль неуравновешенности кругов c D £ 250 мм, Т £ 4 мм и типа 11А2 допускается не проводить.
7.8 Параметры шероховатости поверхности корпусов кругов контролируют визуально путем сравнения с образцами шероховатости по ГОСТ 9378.
7.9 Радиальное и торцовое биения контролируют на оправке индикатором часового типа по ГОСТ 577.
Допуск радиального биения оправки и допуск торцового биения опорной поверхности оправки не должен превышать 4-й степени точности по ГОСТ 24643.
Биение опорного торца кругов типа 1А1 c D £ 63 мм не контролируют.
7.10 Испытания на механическую прочность - по ГОСТ Р 53001, ГОСТ 30513.
8 Транспортирование и хранение
Транспортирование и хранение - по ГОСТ 18088, ГОСТ 27595.
9 Гарантии изготовителя
Изготовитель должен гарантировать соответствие кругов требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
Приложение ДА
(справочное)
Таблица ДА.1
|
Обозначение ссылочного |
Степень соответствия |
Обозначение и наименование |
|
|
- |
|
|
|
- |
|
|
MOD |
ЕН 13236:2001 «Инструмент алмазный и из кубического нитрида бора (эльбора). Требования безопасности» |
|
|
MOD |
ИСО 6106:2005 «Абразивная продукция - Контроль размеров зерна суперабразивов» |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
MOD |
ИСО 2632-1:85 «Образцы шероховатости сравнения. Часть 1: поверхности, получаемые обтачиванием, шлифованием, растачиванием, фрезерованием и строганием» ИСО 2632-2:85 «Образцы шероховатости сравнения. Часть 2: поверхности, получаемые электроэрозионной, дробеструйной, пескоструйной обработкой и полированием» |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
Примечание - В настоящей таблице использовано условное обозначение степени соответствия стандартов: MOD - модифицированные стандарты. |
||
Ключевые слова: алмазные круги и круги из кубического нитрида бора шлифовальные, керамическая связка, органическая связка, металлическая связка, зернистость, дисбаланс, класс неуравновешенности, механическая прочность