 | Информационная система | |
Некоммерческое Партнерство «Инновации в электроэнергетике»
|
|
СТАНДАРТ |
СТО |

ТУРБОГЕНЕРАТОРЫ СЕРИИ ТГВ
Групповые технические условия на капитальный ремонт
Нормы и требования
Дата введения - 2010-01-11
Москва
2010
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. «О техническом регулировании», а правила разработки и применения стандартов организации - ГОСТ Р 1.4-2004 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения»
Настоящий стандарт устанавливает технические требования к ремонту турбогенераторов серии ТГВ и требования к качеству отремонтированных турбогенераторов.
Стандарт разработан в соответствии с требованиями к стандартам организаций электроэнергетики «Технические условия на капитальный ремонт оборудования электростанций. Нормы и требования», установленными в разделе 7 СТО утвержденного Приказом ОАО РАО «ЕЭС России» № 275 от 23.04.2007 Тепловые и гидравлические станции. Методики оценки качества ремонта энергетического оборудования.
Применение настоящего стандарта, совместно с другими стандартами ОАО РАО «ЕЭС России» и НП «ИНВЭЛ» позволит обеспечить выполнение обязательных требований, установленных в технических регламентах по безопасности технических систем, установок и оборудования электрических станций.
1 РАЗРАБОТАН Закрытым акционерным обществом «Центральное конструкторское бюро Энергоремонт» (ЗАО «ЦКБ Энергоремонт»)
2 ВНЕСЕН Комиссией по техническому регулированию НП «ИНВЭЛ»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом НП «ИНВЭЛ» от 17.12.2009 № 91
4 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
СТАНДАРТ ОРГАНИЗАЦИИ НП «ИНВЭЛ»
Турбогенераторы серии ТГВ
Групповые технические условия на капитальный ремонт
Нормы и требования
Дата введения - 2010-01-11
1 Область применения
Настоящий стандарт организации:
- является нормативным документом, устанавливающим технические нормы и требования к ремонту турбогенераторов серии ТГВ, направленные на обеспечение промышленной безопасности тепловых электрических станций, экологической безопасности, повышение надежности эксплуатации и качества ремонта;
- устанавливает технические требования, объем и методы дефектации, способы ремонта, методы контроля и испытаний к составным частям и турбогенераторам в целом в процессе ремонта и после ремонта;
- устанавливает объемы, методы испытаний и сравнения показателей качества отремонтированных турбогенераторов серии ТГВ с их нормативными и доремонтными значениями;
- распространяется на капитальный ремонт турбогенераторов серии ТГВ (кроме турбогенератора типа ТГВ-25);
- предназначен для применения генерирующими компаниями, эксплуатирующими организациями на тепловых электростанциях, ремонтными и иными организациями, осуществляющими ремонтное обслуживание оборудования электростанций.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты и другие нормативные документы:
Федеральный закон РФ от 27.12.2002 № 184-ФЗ «О техническом регулировании»
ГОСТ 27.002-89 Надежность в технике. Основные понятия. Термины и определения
ГОСТ 10-88 Нутромеры микрометрические. Технические условия
ГОСТ 533-2000 Машины электрические вращающиеся. Турбогенераторы. Общие технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8925-68 Щупы плоские для станочных приспособлений. Конструкция
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 9696-82 Индикаторы многооборотные с ценой деления 0,001 и 0,002 мм. Технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18322-78 Система технического обслуживания и ремонта техники. Термины и определения
СТО утвержден Приказом ОАО РАО «ЕЭС России» № 275 от 23.04.2007 Тепловые и гидравлические станции. Методики оценки качества ремонта энергетического оборудования
СТО 17330282.27.010.001-2008 Электроэнергетика. Термины и определения
СТО 70238424.27.100.017-2009 Тепловые электростанции. Ремонт и техническое обслуживание оборудования, зданий и сооружений. Организация производственных процессов. Нормы и требования
СТО 17330282.27.100.006-2008 Ремонт и техническое обслуживание оборудования, зданий и сооружений электрических станций и сетей. Условия выполнения работ подрядными организациями. Нормы и требования
СТО 70238424.29.160.20.009-2009 Турбогенераторы. Общие технические условия на капитальный ремонт. Нормы и требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены термины по Федеральному закону РФ от 27.12.2002 № 184-ФЗ «О техническом регулировании», ГОСТ 15467, ГОСТ 16504, ГОСТ 18322, ГОСТ 27.002, СТО 17330282.27.010.001-2008, а также следующие термины с соответствующими определениями:
3.1.1 требование: Норма, правила, совокупность условий, установленных в документе (нормативной и технической документации, чертеже, стандарте), которым должны соответствовать изделие или процесс.
3.1.2 характеристика: Отличительное свойство. В данном контексте характеристики физические (механические, электрические, химические) и функциональные (производительность, мощность ...).
3.1.3 характеристика качества: Присущая характеристика продукции, процесса или системы, вытекающая из требований.
3.1.4 качество отремонтированного оборудования: Степень соответствия совокупности присущих оборудованию характеристик качества, полученных в результате выполнения его ремонта, требованиям, установленным в нормативной и технической документации.
3.1.5 качество ремонта оборудования: Степень выполнения требований, установленных в нормативной и технической документации, при реализации комплекса операций по восстановлению исправности или работоспособности оборудования или его составных частей.
3.1.6 оценка качества ремонта оборудования: Установление степени соответствия результатов, полученных при освидетельствовании, дефектации, контроле и испытаниях после устранения дефектов, характеристикам качества оборудования, установленным в нормативной и технической документации.
3.1.7 технические условия на капитальный ремонт: Нормативный документ, содержащий требования к дефектации изделия и его составных частей, способы ремонта для устранения дефектов, технические требования, значения показателей и нормы качества, которым должно удовлетворять изделие после капитального ремонта, требования к контролю и испытаниям оборудования в процессе ремонта и после ремонта.
3.1.8 эксплуатирующая организация: Организация, имеющая в собственности, хозяйственном ведении имущество электростанции, осуществляющая в отношении этого имущества права и обязанности, необходимые для ведения деятельности по безопасному производству электрической и тепловой энергии в соответствии с действующим законодательством.
3.1.9 оценка соответствия: Прямое или косвенное определение соблюдения требований к объекту оценки соответствия.
3.2 Обозначения и сокращения
ВК - визуальный контроль;
ИК - измерительный контроль;
Карта - карта дефектации и ремонта;
КИ - контрольные испытания;
НК - неразрушающий контроль;
НТД - нормативная и техническая документация;
УЗД - ультразвуковая дефектоскопия;
ЦД - цветная дефектоскопия;
Ra - среднее арифметическое отклонение профиля;
Rz - высота неровностей профиля по десяти точкам.
4 Общие положения
4.1 Подготовка турбогенераторов к ремонту, вывод в ремонт, производство ремонтных работ и приемка из ремонта должны производиться в соответствии с нормами и требованиями СТО 70238424.27.100.017-2009.
Требования к ремонтному персоналу, гарантиям производителя работ по ремонту установлены в СТО 17330282.27.100.006-2008.
4.2 Выполнение требований настоящего стандарта определяет оценку качества отремонтированных турбогенераторов. Порядок проведения оценки качества ремонта турбогенераторов устанавливается в соответствии с СТО утвержденным Приказом ОАО РАО «ЕЭС России» № 275 от 23.04.2007 Тепловые и гидравлические станции. Методики оценки качества ремонта энергетического оборудования.
4.3 Настоящий стандарт применяется совместно с СТО 70238424.29.160.20.009-2009.
4.4 Требования настоящего стандарта, кроме капитального, могут быть использованы при среднем и текущем ремонтах турбогенераторов. При этом учитываются следующие особенности их применения:
- требования к составным частям и турбогенератору в целом в процессе среднего или текущего ремонта применяются в соответствии с выполняемой номенклатурой и объемом ремонтных работ;
- требования к объемам и методам испытаний и сравнению показателей качества отремонтированного турбогенератора с их нормативными и доремонтными значениями при среднем ремонте применяются в полном объеме;
- требования к объемам и методам испытаний и сравнению показателей качества отремонтированного турбогенератора с их нормативными и доремонтными значениями при текущем ремонте применяются в объеме, определяемом техническим руководителем электростанции и достаточным для установления работоспособности турбогенератора.
4.5 При расхождении требований настоящего стандарта с требованиями других НТД, выпущенных до утверждения настоящего стандарта, необходимо руководствоваться требованиями настоящего стандарта.
При внесении предприятием-изготовителем изменений в конструкторскую документацию на турбогенераторы и при выпуске нормативных документов органов государственного надзора, которые повлекут за собой изменение требований к отремонтированным составным частям и турбогенератору в целом, следует руководствоваться вновь установленными требованиями вышеуказанных документов до внесения соответствующих изменений в настоящий стандарт.
4.6 Требования настоящего стандарта распространяются на капитальный ремонт турбогенераторов в течение полного срока службы, установленного в НТД на поставку турбогенераторов или в других нормативных документах. При продлении в установленном порядке продолжительности эксплуатации турбогенераторов сверх полного срока службы, требования стандарта на ремонт применяются в разрешенный период эксплуатации с учетом требований и выводов, содержащихся в документах на продление продолжительности эксплуатации.
5 Общие технические сведения
5.1 Стандарт разработан на основании технической документации завода-изготовителя.
5.2 Группа турбогенераторов серии ТГВ включает турбогенераторы ТГВ-200, ТГВ-200М, ТГВ-220-2П, ТГВ-300, ТГВ-500.
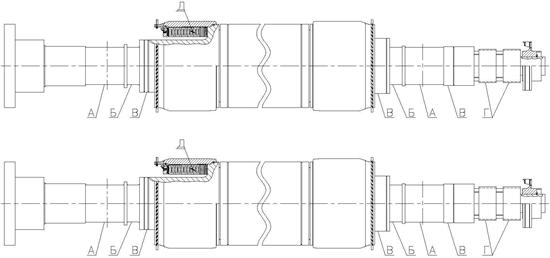
Общий вид турбогенераторов серии ТГВ приведен на рисунке 5.1, 5.2, 5.3.
Основные характеристики и параметры турбогенераторов серии ТГВ приведены в таблице 5.1
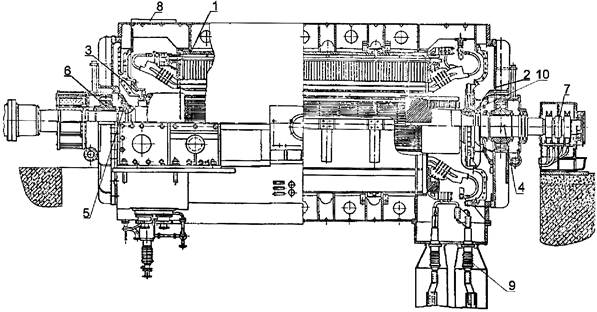
1 - статор; 2 - щит наружный;
3 - обтекатель внутренний; 4 - ротор; 5 - уплотнение вала ротора;
6 - подшипник; 7 - щеточный аппарат; 8 - газоохладитель; 9 - вывод концевой; 10
- маслоуловитель.
Рисунок 5.1 - Турбогенераторы ТГВ-200, ТГВ-200М и ТГВ-220П

1 - статор; 2 - щит наружный;
4 - ротор; 5 - уплотнение вала ротора; 6 - подшипник;
7 - щеточный аппарат; 8 - газоохладитель; 9 - концевой вывод; 10 -
маслоуловитель.
Рисунок 5.2 - Турбогенератор ТГВ-300

1 - статор; 2 - щит наружный;
3 - щиток направляющий; 4 - ротор; 5 - уплотнение вала ротора;
6 - подшипник; 7 - щеточный аппарат; 8 - газоохладитель; 9 - вывод концевой; 10
- маслоуловитель.
Рисунок 5.3 - Турбогенераторы ТГВ-500
Таблица 5.1 - Основные характеристики и параметры турбогенераторов серии ТГВ
|
ТГВ-200 |
ТГВ-200М |
ТГВ-220-2П |
ТГВ-300 |
ТГВ-500 |
|
|
Полная мощность, кВ ∙ А |
235300 |
235300 |
258800 |
353000 |
588000 |
|
Активная мощность, кВт |
200000 |
2000 |
220000 |
300000 |
500000 |
|
Коэффициент мощности |
0,85 |
0,85 |
0,85 |
0,85 |
0,85 |
|
Напряжение, В |
15750 |
15750 |
15750 |
20000 |
20000 |
|
Ток статора, А |
8630 |
8630 |
9490 |
10200 |
17000 |
|
Частота, Гц |
50 |
50 |
50 |
50 |
50 |
|
Частота вращения, об/мин |
3000 |
3000 |
3000 |
3000 |
3000 |
|
Коэффициент полезного действия, % |
98,6 |
98,6 |
98,65 |
98,7 |
98,8 |
|
Маховой момент ротора, т∙м2 |
25 |
25 |
24 |
31,1 |
- |
|
Соединение фаз обмотки статора |
двойная звезда |
двойная звезда |
звезда |
двойная звезда |
двойная звезда |
|
Число выводов обмотки статора |
- |
- |
6 |
12 |
12 |
|
Давление водорода, кгс/см2 (МПа) |
3/0,3 |
3/0,3 |
3 - 4/0,3 - 0,4 |
3/0,3 |
3/0,3 |
|
Чистота водорода, % не менее |
98 |
98 |
98 |
98 |
98 |
|
Номинальный расход воды через газоохладитель, м3/час |
400 |
400 |
650 |
600 |
400 |
5.3 Турбогенераторы серии ТГВ предназначены для выработки электроэнергии при непосредственном соединении с паровыми турбинами на тепловой электростанциях. Турбогенераторы серии ТГВ (кроме ТГВ-500) выполнены с непосредственным водородным охлаждением обмотки ротора и сердечника статора. Турбогенератор ТГВ-500 имеет водяное охлаждение обмотки ротора и непосредственное водородное сердечника статора.
Обмотки статора выполнены с непосредственным водородным (турбогенераторы ТГВ-200 и ТГВ-300) или водяным (турбогенераторы ТГВ-200М, ТГВ-220-2П, ТГВ-500) охлаждением обмотки статора.
Охлаждающий водород циркулирует в генераторе под действием вентиляторов (компрессоров), установленных на валу ротора и охлаждается газоохладителями, встроенными в корпус генератора. Газоохладители набраны из латунных трубок, на наружной поверхности которых закреплены спирали из медной проволоки.
Исполнение турбогенераторов горизонтальное, закрытое.
Неразъемный корпус статора (средняя часть) состоит из систем поперечных рам, связанных между собой трубами, продольными брусьями и ребрами. Обшивка корпуса статора сварная, газонепроницаемая.
Корпус статора с торцов закрыт щитами, имеющими разъем по горизонтали.
Сердечник статора состоит из отдельных пакетов, собранных из штампованных и изолированных лаком сегментов электротехнической стали толщиной 0,5 мм. Пакеты разделены между собой распорками, образующими вентиляционные каналы (кроме турбогенератора ТГВ-300, где пакеты разделены стеклотекстолитовыми сегментами).
Пазы сердечника статора - открытые. Обмотка статора двухслойная стержневая, корзиночного типа. Изоляция обмотки статора в подавляющем числе случаев термореактивная. Обмотка в пазах закреплена клиньями.
Ротор изготовлен из цельной поковки высококачественной стали. В средней части поковки выфрезерованы пазы, в которые уложена обмотка возбуждения. Обмотка концентрическая катушечного типа. Проводники обмотки выполнены из корытообразных проводников (кроме турбогенератора ТГВ-500, где проводники, охлаждаемые водой, имеют круглые каналы). Корпусной изоляцией обмотки ротора служит стеклотекстолитовая гильза, а витковой - стеклотекстолитовые прокладки. Обмотка на роторе удерживается дюралюминиевыми клиньями.
Бандажные кольца ротора выполнены из немагнитной аустенитной стали и имеют одну горячую посадку на бочку ротора.
Контактные кольца насажены в горячем состоянии на промежуточную втулку, изолированную от колец, кольца вынесены за подшипник и заключены в кожух, в котором расположен аппарат щеткодержателя, предназначенный для подачи тока на обмотку ротора турбогенератора.
В наружных щитах расположены подшипники скольжения и масляные уплотнения вала.
Подшипники турбогенератора состоят из вкладыша подшипника и обоймы. Вкладыши подшипников - литые, стальные, с баббитовой заливкой. Смазка подшипников принудительная, под давлением, от масляной системы турбины.
На турбогенераторах серии ТГВ устанавливаются масляные уплотнения вала кольцевого или торцевого типа.
5.4 Наибольшие допустимые температуры отдельных узлов и охлаждающего газа турбогенераторов серии ТГВ при номинальных давлениях и температурах охлаждающих сред приведены в таблице 5.2.
Таблица 5.2
|
Наибольшая температура, °С, измеренная: |
|||
|
по сопротивлению обмотки |
термометрами сопротивления |
Ртутными термометрами |
|
|
Обмотка статора |
- |
120 |
- |
|
Обмотка ротора |
120 |
- |
- |
|
Сердечник статора |
- |
120 |
- |
|
Горячий газ в турбогенераторе |
- |
75 |
75 |
|
Холодный газ после газоохладителя |
- |
55 |
- |
5.5 Конструктивные характеристики, рабочие параметры и назначение турбогенераторов должны соответствовать ГОСТ 533.
6 Общие технические требования
Требования к метрологическому обеспечению ремонта, маркировке составных частей, крепежным и уплотнительным деталям, контактным соединениям, материалам и запасным частям, применяемым при ремонте, определяются в соответствии с требованиями раздела 6 СТО 70238424.29.160.20.009-2009.
Перечень рекомендуемых средств измерения приведен в приложении А.
Допускается замена контрольного инструмента на инструмент класса точности не ниже класса точности инструмента, указанного в приложении А.
7 Требования к составным частям
Требования к составным частям, установленные в настоящем Стандарте, должны применяться совместно с соответствующими требованиями к составным частям, установленными в СТО 70238424.29.160.20.009-2009.
7.1 Составные части статора
Дефектацию и ремонт составных частей статора поз. 1, (см. рисунок 5.1 - 5.3) необходимо проводить в соответствии с картами 1 - 3.
Статор поз. 1 рисунков 5.1 - 5.3
Количество на генератор, шт. - 1
а) Обмотка статора с газовым охлаждением.
б) Обмотка статора с водяным охлаждением
|
Обозначение |
Возможный дефект |
Способ установления дефекта |
Средства измерения |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Трещины, непровары сварных швов корпуса статора |
ИК КИ Проверка мыльной пеной |
Манометр М 1,0 МПа-1 Прибор ГТИ-6 |
Сварка. Электрод марки УОНИИ-13/45 тип Э42А ГОСТ 9467 |
1. См. СТО 70238424.29.160.20.009-2009. 2. Предельное падение давления воздуха в корпусе турбогенератора в сборе при номинальном давлении за 24 часа составляет для: ТГВ-200, ТГВ-200М - 42 мм рт. ст. ТГВ-220-2П - 51 мм рт. ст. ТГВ-300 - 39 мм рт. ст. ТГВ-500 - 40 мм рт. ст. |
|
Б |
Нарушение целостности (трещины, изломы) стяжных ребер |
ТО |
- |
Сварка. Электрод марки УОНИИ-13/45 тип Э42А ГОСТ 9467 |
|
|
- |
Разрушения, оплавления сегментов активной стали |
ВК ИК КИ |
Термометры шкала 0 - 100 °С. Амперметр. Вольтметр. Ваттметр. Частотомер |
1. Удаление поврежденного участка. 2. Зачистка и травление кислотой. 3. Установка клиньев-заполнителей. 4. Установка вставок-заполнителей |
1. Поврежденный участок должен быть удален полностью до неповрежденного участка. 2. После зачистки и травления лаковая пленка между сегментами сердечника должна просматриваться сплошными линиями. 3. Активная сталь статора должна выдержать испытания согласно [1]. 4. Обмотка статора должна выдержать испытания электрические на прочность изоляции согласно [1] |
|
- |
Смещение нажимных пальцев |
ВК |
- |
1. Закрепление в первоначальном положении. 2. Установка клина, приварка к пальцу |
Смещение нажимных пальцев не допускается |
|
В |
Ослабление плотности прессовки активной стали |
ОК ИК КИ |
Щуп специальный для контроля прессования активной стали. Термометры шкала 0 - 100 °С. Амперметр. Вольтметр. Ваттметр. Частотомер |
1. Установка клиньев-заполнителей. 2. Подтяжка гаек нажимного кольца |
1. Щуп специальный от усилия руки (100 - 120) Н не должен входить между сегментами активной стали глубже 4 мм на участке не ближе 100 мм от нажимного кольца. 2. Активная сталь статора должна выдерживать испытания согласно [1]. 3. Сопротивление изоляции термопреобразователей сопротивления не должно быть менее 1,0 МОм. 4. Сопротивление термопреобразователей сопротивления при постоянном токе, установленных под пазовым клином должно быть (53 ± 1 %) Ом. 5. Обмотка статора должна выдерживать испытания электрические на прочность изоляции согласно [1]. |
|
Следы местных перегревов, контакт коррозии активной стали |
ВК КИ |
Термометры шкала 0 - 100 °С. Амперметр. Вольтметр. Ваттметр. Частотомер |
1. Зачистка. 2. Травление кислотой |
1. После зачистки и травления лаковая пленка между сегментами сердечника должна просматриваться сплошными линиями. 2. Активная сталь статора должна выдержать испытания согласно [1]. |
|
|
Г |
Нарушение плоскостности торцовой поверхности статора под щит |
ТО ИК |
Щупы. Набор № 2. Линейка поверочная ШД-1-630. Образцы шероховатости поверхности |
Шабровка |
1. Допуск плоскостности торцовых поверхностей статора относительно общей прилегающей плоскости наружного щита 0,1 мм. 2. Шероховатость Rа ≤ 50 мкм. |
|
Д |
Нарушение проходимости обмотки статора |
ТО КИ |
Манометр М 0,6 МПа-1. Емкость мерная. Секундомер. |
1. Продувка. 2. Химическая промывка. 3. Промывка дистиллятом |
1. Расход воды на верхней стержень должен быть (0,267 ± 0,05) л/с при давлении воды на входе 0,1 МПа (1 кгс/см2)*. 2. Расход воды на нижний стержень должен быть (0,233 ± 0,04) л/с при давлении воды на входе 0,1 МПа (1 кгс/см2)** |
|
Е |
Нарушение герметичности водяного тракта |
КИ Гидравлические испытания. Пневматические испытания |
Манометр М 1,0 МПа-1 |
1. Пайка припоем ПСр-45 штуцеров, трубок, наконечников. 2. Глушка путем установки и запайки припоем ПСР45 медного клина (заглушки). Допускается глушить отдельные элементарные проводники, имеющие течи. В одном стержне разрешается глушить не более двух не рядом лежащих полых проводников. 3. Замена уплотнительных колец |
1. См. [1]. 2. Обмотка статора должна выдержать испытания электрические на прочность изоляции согласно [1]. |
|
Е |
Нарушение целостности патрубка |
ТО КИ |
Манометр М 1,6 МПа-1 |
Замена патрубка в сборе с арматурой. Новый патрубок должен выдержать испытания водой на прочность и герметичность при давлении 980 кПа (10 кгс/см2) в течение 30 мин |
- |
|
Ж |
Ослабление крепления водяных коллекторов |
ОК |
- |
Затяжка болтов |
|
|
Ж |
Нарушение плотности соединения шлангов к коллектору |
ТО КИ |
Манометр М 1,0 МПа-1 |
Притирка рабочих поверхностей штуцерных соединений |
|
|
З |
Ослабление плотности крепления обмотки статора по высоте паза |
ТО Простукивание молотком массой 0,2 кгс по характеру стука. Перемещение клиньев от усилия руки |
Штангенциркуль ЩЦ-1-125-0,10 |
Переклиновка с установкой под клин дополнительных прокладок |
1. Допускается не более 10 ослабленных клиньев, но не более трех подряд в одном пазу. 2. Допускается разновысотность клиньев в одном пазу не более 1,5 мм. 3. При установке пазовых клиньев, имеющих вентиляционные прорези, не допускается смещение этих прорезей относительно вентиляционных каналов активной стали |
|
И |
Ослабление крепления деталей расклиновки обмотки в лобовой части |
ВК |
- |
1. Подтягивание крепежных деталей. 2. Установка дистанционных распорок с прокладками на клее. |
1. Дистанционные распорки должны быть установлены на расстоянии 2 - 3 мм от нажимного кольца. 2. Деформация, повреждение покровной ленты на стержнях и шинах после подтягивания крепежных деталей не допускается. 3. Обмотка статора должна выдержать испытания электрические на прочность изоляции согласно [1] |
|
И |
Ослабление плотности расклиновки деталей расклиновки обмотки в лобовой части |
ВК |
- |
1. Подтягивание крепежных деталей. 2. Установка дистанционных распорок с прокладками на клее. 3. Бандажировка стержней. 4. Заполнение зазоров между деталями крепления и обмоткой препрегом или эпоксидной замазкой |
1. Дистанционные распорки должны быть установлены на расстоянии 2 - 3 мм от нажимного кольца. 2. Деформация, повреждение покровной ленты на стержнях и шинах после подтягивания крепежных деталей не допускается. 3. Обмотка статора должна выдержать испытания на электрические на прочность изоляции согласно [1] |
|
И |
Ослабление плотности расклиновки стержней в лобовой части |
ВК Клинья перемещаются при легком простукивании молотком 0,2 кгс |
- |
1. Переклиновка клиньев с установкой прокладок на клее. 2. Бандажировка клиньев |
1. Клинья должны быть установлены ниже боковых распорок на 2 - 4 мм, прокладки - на расстоянии 2 - 3 мм от нажимного кольца. 2. При простукивании молотком массой 0,2 кгс или от руки перемещение распорок не допускается. 3. Обмотка статора должна выдержать испытания электрические на прочность согласно [1] |
|
И |
Ослабление, обрыв шнуровых бандажей |
ОК |
- |
Замена бандажей |
Обмотка статора должна выдержать испытания электрические на прочность изоляции согласно [1] |
|
И |
Истирание изоляции лобовых частей обмотки, истирание изоляции (пыль желтого цвета), разрушение полупроводящего покрытия стержня (пыль серого цвета) |
ОК |
- |
1. Восстановление изоляции. 2. Закрепление лобовых частей обмотки. 3. Покраска обмотки эмалью ГФ-92ХС. 4. Ремонт полупроводящего покрытия |
Обмотка статора должна выдержать испытания электрические на прочность изоляции согласно [1]. |
|
- |
Ослабление крепления водоподвода к корпусу |
ОК Обтяжка вручную |
- |
1. Замена уплотнительных прокладок. 2. Затяжка болтов |
|
|
- |
Механические повреждения поверхности изолятора водоподвода. |
ВК |
- |
Замена изолятора |
- |
|
И |
Ослабление плотности крепления обмотки статора по ширине паза |
ТО ИК |
Набор уплотнительных ножей. Штангенциркуль ЩЦ-1-125-0,10 |
Установка при переклиновке между стенкой паза и стороной стержня «набегающей» по направлению вращения ротора уплотнительной прокладки |
Зазор между стенкой паза и стержнем должен быть не более 0,3 мм |
|
- |
Нарушение защитного покрытия активной стали |
ВК |
- |
1. Очистка. 2. Покраска двумя слоями лака БТ-99 |
Поверхность защитного покрытия активной стали должна быть ровной, без отслаиваний и подтеков лака |
|
- |
Нарушение защитного покрытия обмотки статора, соединительных и выводных шин |
ВК КИ |
Мегомметр 2500 В. Стенд испытательный типа СИВ-700/60-55 |
1. Очистка. 2. Покраска двумя слоями эмали ГФ-92ХС |
1. Поверхность защитного покрытия обмотки статора, соединительных и выводных шин должна быть ровной, без отслаиваний и подтеков. 2. Обмотка статора должна выдерживать испытания электрические на прочность изоляции согласно СТО 70238424.29.160.20.009-2009 |
|
- |
Обрыв проводки теплоконтроля |
КИ |
Мегомметр 500 В |
1. Пайка припоем ПОС-40. 2. Замена проводки теплоконтроля |
Сопротивление изоляции проводки теплоконтроля должно быть не менее 0,5 МОм |
|
- |
Сопротивление изоляции термопреобразователей сопротивления с присоединенными проводами менее 1,0 МОм |
КИ |
Мегомметр 500 В |
1. Очистка. 2. Изолирование. 3. Замена |
Сопротивление изоляции термопреобразователей сопротивления не должно быть менее 1,0 МОм |
|
- |
Сопротивление постоянному току термопреобразователя сопротивления менее 53 Ом или 50 Ом в зависимости от типа термопреобразователей сопротивления, установленных в турбогенераторе |
КИ |
Мост двойной типа МО-62 |
Замена |
Сопротивление постоянному току термопреобразователя сопротивления должно быть 53 Ом (приведенная к температуре 0 °С, без учета сопротивления соединительных проводов), отклонения в пределах ±1 % |
|
- |
Сопротивление изоляции обмотки статора ниже нормы (Кабс < 1,3) |
КИ |
Мегомметр 2500 В |
1. Очистка. 2. Сушка |
Коэффициент абсорбции должен быть Кабс ≥ 1,3 при температуре от +10 до +30 °С |
|
- |
Отклонение сопротивления обмотки при постоянном токе |
КИ Метод амперметра-вольтметра |
Амперметр. Вольтметр |
Перепайка дефектной головки обмотки статора |
|
|
- |
Нарушение электрической прочности корпусной изоляции |
КИ |
Мегомметр 2500 В. Стенд испытательный типа СИВ-700/60-55 |
1. Ремонт изоляции обмотки. 2. Замена стержня |
Обмотка статора должна выдержать испытания электрические на прочность изоляции согласно СТО 70238424.29.160.20.009-2009 |
|
Примечание - *), **) Данные по расходу воды через верхний и нижний стержень приведены в соответствии с требованиями ГП завод Электротяжмаш. |
|||||
Карта дефектации и ремонта 2
Щит наружный, поз. 2 рисунков 5.1 - 5.3
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Риски, забоины |
ВК |
- |
1. Опиловка. 2. Зачистка. 3. Шабрение |
Шероховатость поверхностей: А, Д - Rz ≤ 80 мкм; Б, В, Г - Rz ≤ 40 мкм; Е - Rz ≤ 20 мкм. |
|
Б |
Отклонение от плоскостности (излом) |
ВК ИК |
Щуп набор № 2. Образцы шероховатости поверхности (рабочие). Плита поверочная Ш-1-630×400. Линейка поверочная ШД-1-630 |
Шабровка |
1. Шероховатость поверхности Г - Rz ≤ 40 мкм. 2. Неплоскостность (излом) не более 0,2 мм. 3. В свободном состоянии (фланцы разъема не затянуты болтами) щуп толщиной 0,1 мм не должен входить в разъем на глубину более 10 мм |
|
В |
Трещины |
ВК |
- |
Заварка |
Трещины не допускаются |
|
Г |
Забоины, задиры, включая канавки под уплотняющий шнур. |
ВК |
Линейка поверочная ШД-1-630. Образцы шероховатости. Плита поверочная Ш-1-630×400 |
1. Очистка. 2. Запиловка. 3. Шабровка |
Шероховатость поверхности не более Ra = 50 мкм |
|
Д |
Нарушение лакокрасочного покрытия |
ВК |
- |
1. Очистка. 2. Покраска двумя слоями эмали МС-226 |
Поверхность покрытия должна быть ровной, допускаются отдельные неровности, связанные с состоянием окрашиваемой поверхности до окраски. Высохшая пленка не должна иметь отлива |
|
Е |
Сопротивление изоляции между щитом наружным и соседними деталями менее 1 МОм |
КИ |
Мегаомметр 1000 В |
1. Очистка изоляционных деталей. 2. Замена изоляционных деталей |
Сопротивление изоляции между щитом наружным и соседними деталями , измеренное мегаомметром 1000 В, должно быть не менее 1,0 МОм |
Обтекатель внутренний поз. 3 рисунков 5.1 - 5.2
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Неплотное прилегание поверхности разъема частей обтекателя внутреннего |
ВК ИК |
Щуп. Набор № 2. Образцы шероховатости поверхности. Ш-1-630×400 |
1. Шабровка |
1. Шероховатость поверхности не более Ra = 50 мкм. 2. В свободном состоянии (фланцы разъема не затянуты болтами) щуп толщиной 0,1 мм не должен входить в разъем на глубину более 10 мм |
|
Б |
Риски, забоины, заусенцы и задиры |
ВК |
Линейка поверочная ШД-1-630. Образцы шероховатости поверхности (рабочие). Плита поверочная Ш-1-630×400 |
1. Опиловка. 2. Зачистка. 3. Шабрение |
Шероховатость - Rz ≤ 32 мкм |
|
В |
Расслоения, трещины, подгары изолирующих прокладок, шайб и болтов изолированных |
ВК |
- |
Замена |
- |
|
- |
Сопротивление изоляции между частями щита вентилятора менее 1 МОм |
КИ |
Мегаомметр 1000 В |
1. Очистка изоляционных деталей. 2. Сушка. 3. Замена изоляционных деталей |
Сопротивление изоляции между частями щита вентилятора, измеренное мегаомметром 1000 В, должно быть не менее 1,0 МОм |
7.2 Требования к отремонтированному статору
7.2.1 На поверхности статора (обмотке, сердечнике и корпусе) не должно быть загрязнений.
7.2.2 Защитное покрытие поверхности расточки активной стали электроизоляционной эмалью должно быть равномерным, без отслоений.
7.2.3 Статорная обмотка, соединительные и выводные шины должны быть покрыты электроизоляционной маслостойкой эмалью.
7.2.4 Увлажнение обмотки статора не допускается. Необходимость сушки устанавливается по СО 34.45-51.300-97 [1], утвержденного ОАО РАО «ЕЭС России».
7.2.5 Соединительные шпильки изоляционные, установленные взамен прокладок крепления лобовых частей статорной обмотки, не должны касаться изоляции обмотки.
7.2.6 Не допускается более 10 % ослабленных средних клиньев, но не более трех подряд в одном пазу.
Концевые клинья и два к ним прилегающие с каждой стороны паза должны быть установлены плотно и иметь дополнительное крепление согласно требованиям конструкторской документации.
Пазы должны быть переуплотнены (переклинены), если количество ослабленных клиньев в них превышает допустимое.
7.2.7 Допустимый зазор в стыках клиньев - не более 3,0 мм, не чаще, чем через 10 клиньев.
Допускается разновысотность клиньев в одном пазу не более 1,5 мм.
7.3 Составные части ротора
Дефектацию и ремонт составных частей бандажного узла поз. 1, вентилятора поз. 2, контактных колец поз. 3, и обмотки ротора поз. 4 (см. рисунок 7.1) необходимо проводить в соответствии с картами 4 - 11.
Нормы натягов бандажного узла и контактных колец приведены в таблицах 7.1 и 7.2.

1 - бандажный узел; 2 -
компрессор; 3 - контактные кольца с токоподводом,
4 - обмотка ротора; 5 - вентилятор.
а) Ротора турбогенераторов ТГВ-200, ТГВ-200М
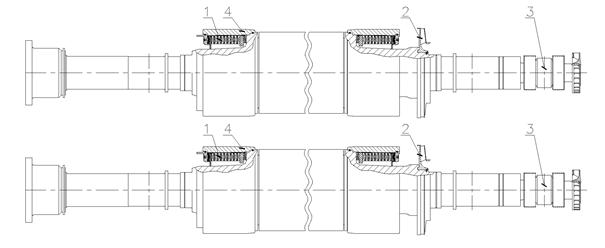
1 - бандажный узел; 2 - компрессор; 3 - контактные кольца с токоподводом, 4 - обмотка ротора.
б) Ротор турбогенераторов, ТГВ-300
1 - бандажный узел; 2 - вентилятор; 3 - контактные кольца с токоподводом, 4 - обмотка ротора.
в) Ротор турбогенератора ТГВ-500-2
Рисунок 7.1 Ротора турбогенераторов серии ТГВ
Ротор поз. 4 рисунков 5.1 - 5.3
Количество на изделие, шт. - 1
а) Ротор ТГВ-200 (ТГВ-200М, ТГВ-220П)

б) Ротор ТГВ-300
в) Ротор ТГВ-500
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ, риски, забоины |
ВК ИК |
Лупа ЛП-4-10×. Индикатор ИЧ 0,5 кл. 01. Микрометр. Образцы шероховатости поверхности (рабочие) |
1. Проточка. 2. Шлифовка |
1. Шероховатость поверхности - Rа ≤ 0,63 мкм. 2. Допуск цилиндричности - 0,03 мм. 3. Допуск радиального биения - 0,015 мм |
|
Б |
Износ, риски, забоины |
ВК, ИК |
Лупа ЛП-4-10×. Многооборотный индикатор (2 шт.) с ценой деления 0,002 мм |
1. Проточка. 2. Шлифовка |
1. Шероховатость поверхности - Rа ≤ 0,63 мкм. 2. Допуск конусности - 0,03 мм |
|
Поверочная линейка. Пластинчатый щуп № 1, класс 2. Образцы шероховатости поверхности (рабочие) |
|||||
|
В, Г |
Износ, риски, забоины |
ВК, ИК |
Лупа ЛП-4-10×. Индикатор ИЧ 0,5 кл. 01. Микрометр МК 500-1. Образцы шероховатости поверхности (рабочие) |
1. Проточка. 2. Шлифовка |
1. Проточить на глубину не более 1,0 мм. 2. Шероховатость поверхности - Rа ≤ 2,5 мкм. 3. Допуск радиального биения - 0,05 мм |
|
Д |
Нарушение корпусной изоляции обмотки ротора |
ИК КИ |
Мегаомметр на 1000 В М4 100/4 кл. 1,0 |
Ремонт корпусной изоляции. Сушка изоляции |
Сопротивление изоляции не менее 2 кОм при температуре 75 °С. Испытательное напряжение 1,0 кВ |
|
Нарушение витковой изоляции обмотки ротора |
ИК КИ |
Мегаомметр на 500 В М4 100/3 кл. 1,0. Миллиамперметр, амперметр, вольтметр Э316 кл. 1,0 |
Замена витковой изоляции |
Измерение сопротивления обмотки ротора переменному току, п. 3.7 норм [1] |
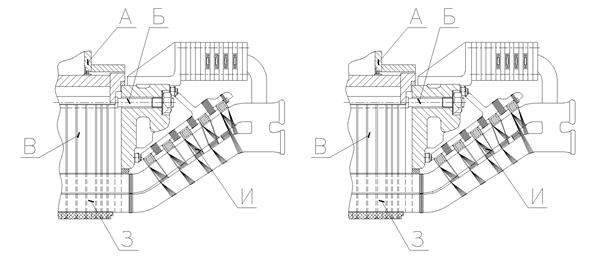
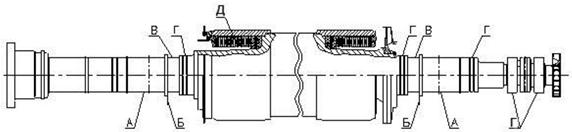
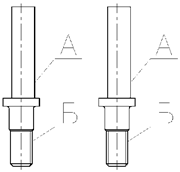
7.4 Составные части бандажного узла ротора
Дефектацию и ремонт составных частей бандажного узла поз. 1 и сегмент (шпонка) поз. 3 (см. рисунок 7.2) необходимо проводить в соответствии с картами 5 - 6.
Бандажный узел консольного исполнения ТГВ-200.

Бандажный узел ТГВ-300.
Бандажный узел ТГВ-500.

1 - кольцо бандажное; 2 - сегмент (шпонка); 3 - осевой вентилятор.
Рисунок 7.2 - Бандажный узел ротора, поз. 1 рисунок 7.1.
Нормы натягов в деталях бандажного узла турбогенераторов серии ТГВ приведены в таблицах 7.1 согласно рисунку 7.3.
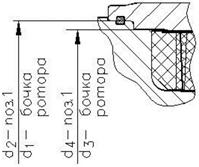
Рисунок 7.3 - Бандажный узел роторов серии ТГВ
Таблица 7.1 - Натяги в деталях бандажного узла турбогенераторов серии ТГВ
|
Турбо-генератор |
Бандажное кольцо-бочка ротора |
|||||
|
d1 |
d2 |
Натяг |
d3 |
d4 |
Натяг |
|
|
ТГВ-200 |
1056,8-0,06 |
1055+0,1 |
1,8 - 1,64 |
1009-0,06 |
1007+0,1 |
2,0 - 1,84 |
|
ТГВ-200М |
1056,8-0,06 |
1055+0,1 |
1,8 - 1,64 |
1009-0,06 |
1007+0,1 |
2,0 - 1,84 |
|
ТГВ-220П |
- |
- |
- |
1009-0,06 |
1007+0,1 |
2,0 - 1,84 |
|
ТГВ-300 |
1098,8-0,06 |
1097+0,1 |
1,8 - 1,64 |
1048-0,06 |
1046+0,1 |
2,0 - 1,84 |
|
ТГВ-500 |
1103,0-0,06 |
1101+0,1 |
2,0 - 1,84 |
1056,2-0,06 |
1054+0,1 |
2,2 - 2,04 |
Узел бандажный поз. 1 рисунка 7.2
Количество на изделие, шт. - 2

а) Узел бандажный ротора ТГВ-200 и ТГВ-300
б) Узел бандажный ротора ТГВ-220-2 ПУЗ
в) Узел бандажный ротора ТГВ-500
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б В |
Фреттинг-коррозия, коррозионное растрескивание, трещины, подгары. |
ВК, ИК |
Нутромер НМ 1501250. Индикатор ИЧ 0,5 кл. 01 |
Устранение дефектов по СО 153-34.45.513-07 [2] |
1. Ослабление натягов недопустимо. 2. Допуск конусности поверхности А и Б не более 0,03 мм. 3. Допуск овальности поверхности А и Б не более 0,2 мм. 4. Радиальное биение поверхности А и Г относительно общей оси не более 0,1 мм. 5. Шероховатость поверхности - Ra ≤ 2,0 мкм |
|
УЗД |
УД2-12, УД4-Т |
||||
|
Дефектоскопия цветная |
Лупа ЛАЗ-20× |
||||
|
Вмятины |
ВК, ИК |
Штангенциркуль ШЦ-III-1000-0,1. Образцы шероховатости поверхности (рабочие) |
1. Проточка. 2. Шлифовка. 3. Выборка местная |
1. Местная выборка в соответствии с СО 153-34.45.513-07 [2]. 2. Шероховатость поверхности не более Rz ≤ 20 мкм |
|
|
Сколы, риски, царапины, забоины |
ВК |
Лупа ЛП-4-10×. Штангенциркуль ШЦ-III-250-0,1 |
1. Местная выборка. 2. Проточка |
1. Глубина местной выборки и глубина проточки по СО 153-34.45.513-07 [2]. |
Сегмент (шпонка) поз. 2 на рисунке 7.2
Количество на изделие, шт. - 18

|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А, Б |
Забоины, заусенцы |
ВК, ИК |
Образцы шероховатости поверхности (рабочие) |
Опиловка |
Допустимая шероховатость - Rz ≤ 20 км |
|
А |
Отклонение от плоскостности |
ВК ИК |
Измерение. Плита 1-0-1000×1000. щупы набор № 4 |
Рихтовка |
Допуск плоскостности - 1 мм |
7.5 Требования к бандажному узлу ротора
7.5.1 При выполнения капитального ремонта ротора должны выполняться все требования, предъявляемые к бандажному узлу ротора, в соответствии с СО 153-34.45.513-07 (разделы 1 - 2) [2].
7.5.2 Обеспечить натяги, указанные в таблице 7.1.
7.5.3 Допуск радиального биения наружной поверхности бандажного кольца (на стороне центрирующего кольца) относительно оси вращения вала ротора - 0,5 мм.
7.5.4 Поверхности деталей бандажных узлов (кроме посадочных на центрирующее кольцо) должны быть покрыть эмалью КО855 или другим антикоррозионным покрытием с аналогичными свойствами.
7.5.5 После сборки бандажного узла проводить дублирующий контроль состояния посадочных натягов в соответствии с СО 153-34.45.513-07 [2] (Приложение Б).
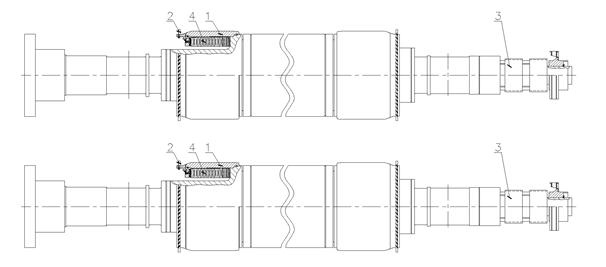
7.6 Составные части контактного кольца
Дефектацию и ремонт составных частей контактного кольца поз. 1, токоведущего болта поз. 2, 3 и контактного винта поз. 4 (см. рисунок 7.3) необходимо проводить в соответствии с картами 7 - 9.
Размеры и натяги узла контактных колец, а также моменты затяжки токоведущих болтов различных диаметров приведены в таблицах 7.2 - 7.3.

1 - контактное кольцо; 2, 4 - токоведущий болт; 3 - контактный винт.
Рисунок 7.3 - Контактные кольца с токопроводом, поз. 3 рисунка 7.1
Таблица 7.2 - Размеры и натяги узла контактных колец.
размеры в миллиметрах
|
Посадка втулки на вал |
Посадка контактного кольца на изоляцию |
Натяг на контактное кольце |
Наружный диаметр контактного кольца |
Минимально допустимый диаметр контактных колец |
||
|
Д1 |
Д2 |
Д3/Д4 |
Д3 - Д4 |
Д5 |
Д5 |
|
|
ТГВ-200 |
258 |
255 |
300/298,9 |
1,10 |
440 |
430 |
|
ТГВ-200М |
258 |
255 |
300/298,9 |
1,10 |
440 |
430 |
|
ТГВ-220П |
258 |
255 |
300/298,9 |
1,10 |
440 |
430 |
|
ТГВ-300 |
253 |
251 |
300/298,9 |
1,10 |
445 |
430 |
|
ТГВ-500 |
253 |
255 |
300/298,9 |
1,10 |
450 |
430 |
Кольцо контактное поз. 1 рисунка 7.3
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Радиальное биение и перепад высот выходят за пределы допустимых норм (измеряется не менее чем в трех точках по ширине кольца) |
ВК, ИК |
Измерение. Индикатор часового типа ИЧ 0,5 кл. 0 |
1. Проточка. 2. Шлифовка. 3. Замена |
Радиальное биение и перепад высот должны быть в пределах допусков, указанных в чертежах завода-изготовителя |
|
Износ (измеряется в четырех точках по окружности через 90° и не менее чем на трех дорожках) |
ВК, ИК |
Измерение. Индикатор часового типа ИЧ 0,5 кл. 0. Набор щупов № 2 |
1. Проточка. 2. Шлифовка. 3. Замена |
1. Допустимый диаметр не менее 438 мм. 2. Шероховатость - Rz ≤ 1,25 мкм |
|
|
Уменьшение глубины спиральной канавки |
ИК ВК |
Штангенциркуль ЩЦ-I-125-0,1. Образцы шероховатости поверхности (рабочие) |
Нарезка канавки |
1. Допустимая глубина не менее 3 мм. 2. Шероховатость - Rz ≤ 20 мкм |
|
|
Следы эрозии, подгары, матовая поверхность |
ВК |
- |
1. Проточка. 2. Шлифовка |
Карта дефектации и ремонта 8
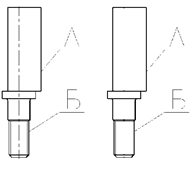
Болт токоведущий поз. 2 и 4 рисунка 7.3
Количество на изделие, шт. (поз. 2, 4 - 4)

|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Нарушение серебряного покрытия контактных поверхностей |
ВК, ИК |
Лупа ЛАЗ-10 |
Серебрение контактных поверхностей покрытия - 9 мкм |
Допустимое нарушение серебряного покрытия не более 10 % площади контактной поверхности |
|
Б, Г |
Нарушение резьбовой поверхности более одного витка |
ВК, ИК |
Лупа ЛАЗ-10 |
Замена болта токоведущего |
Не допускаются нарушение резьбовой поверхности |
|
Деформация по длине болта токоведущего |
ВК ИК |
- |
Замена болта токоведущего |
Не допускается деформация по длине болта |
|
|
В |
Дефекты изоляционного покрытия болта токоведущего |
ВК |
Лупа ЛАЗ-10 |
Замена изоляционного покрытия |
Не допускаются дефекты изоляционного покрытия |
|
Б |
Выступы от деформации смятия шлица опорной контактной поверхности |
ВК |
Запиловка заподлицо с контактно поверхностью |
Допускаются неровности поверхности не более 0,05 мм (допуск плоскостности) |
Винт контактный поз. 3 рисунка 7.3
Количество на изделие, шт. - 8

|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Нарушение серебряного покрытия контактной поверхности |
ВК, ИК |
Лупа ЛАЗ-10 |
Серебрение контактных поверхностей Толщина покрытия - 6 мкм |
Допустимое нарушение серебряного покрытия не более 10 % площади контактной поверхности |
|
Б |
Трещины в резьбовой части винта контактного |
ВК, ИК |
Лупа ЛАЗ-10 |
Замена винта контактного |
Не допускаются трещины в резьбовой части |
|
Б |
Выкрашивание, срывы резьбы |
ВК |
Замена винта контактного |
Допускаются на длине не более 1 витка |
|
|
Выступы от деформации смятия шлица опорной поверхности |
ВК, ИК |
Штангенциркуль ШЦ-1-125-0,1 |
Запиловка заподлицо с поверхностью головки, восстановление формы шлица |
Не допускается смятие шлицев более 1 мм по ширине |
|
|
Отклонение от перпендикулярности опорной поверхности головки и резьбовой части |
ВК, ИК |
Поверочный угольник УПП-1-160 |
Замена |
Допуск перпендикулярности - не более 0,5 мм |
7.7 Требования к сборке и отремонтированным контактным кольцам
7.7.1 Радиальный зазор между винтом и изолирующей коробкой недопустим. Зазор устранить изоляционными прокладками, обеспечив натяг 0,2 мм.
7.7.2 Допуск радиального биения рабочей поверхности контактных колец относительно оси - 0,015 мм.
7.7.3 Токоведущий болт затянуть моментом, указанным в таблице 7.3.
Винт контактный с метрической резьбой М20 затянуть с моментом 55 Н∙м (550 кг/см), но не более момента затяжки токоведущих болтов.
Таблица 7.3 - Моменты затяжки токоведущих болтов различных диаметров
|
Средний диаметр, мм |
Шаг, мм |
Рабочая длина, мм |
Моменты затяжки, Н∙м (кгс ∙ см) |
|
|
¾ |
25 |
1,814 |
14 - 17 |
20 - 25 (200 - 250) |
|
1 |
32 |
2,209 |
15 - 18 |
28 - 35 (280 - 350) |
|
11/4 |
40 |
2,209 |
16 - 20 |
50 - 60 (500 - 600) |
|
11/2 |
46 |
2,209 |
18 - 23 |
70 - 85 (700 - 850) |
|
2 |
58 |
2,209 |
20 - 30 |
130 - 160 (1300 - 1600) |
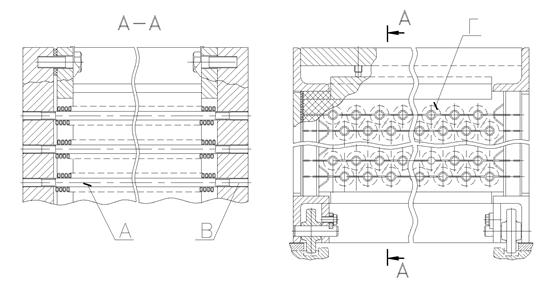
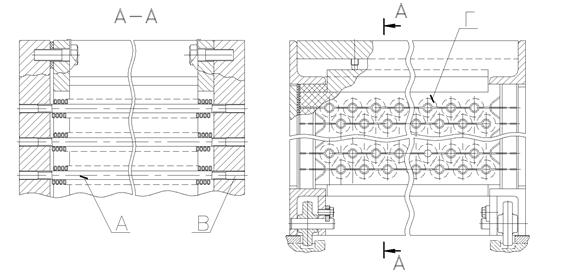
7.8 Составные части вентилятора и компрессора
Дефектацию и ремонт составных частей вентилятора - лопатки и ступицы (см. рисунок 7.4) необходимо проводить в соответствии с картами 10 - 11.
1 - лопатка вентилятора, 2 - ступица вентилятора
Рисунок 7.4 - Вентиляторы центробежные и осевые, поз. 2 рисунка 7.1
Лопатка вентилятора поз. 1 рисунка 7.4
Количество на изделие, шт. - 1 комплект - для ротора ТГВ-200 (ТГВ-200М)
шт. - 2 комплекта - для ротора ТГВ-500
Лопатки осевых вентиляторов
|
|
|
|
|
а) ТГВ-200 |
б) ТГВ-500 |
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Трещины, задиры, забоины нарушение геометрии и прочие дефекты |
ВК Цветная дефектоскопия |
Лупа ЛАЗ-20× |
Замена лопатки |
|
|
Б |
Нарушение резьбовой поверхности более одного витка |
ВК, ИК |
Лупа ЛАЗ-10 |
Замена лопатки |
Не допускаются нарушение резьбовой поверхности |
Ступица вентилятора поз. 2 рисунка 7.4
Количество на изделие, шт. - 1 для ротора ТГВ-200 (ТГВ-200М).
шт. - 2 - для ротора ТГВ-500
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Неплотное прилегание поверхности разъема частей щитка вентилятора |
ВК ИК |
Щуп. Набор № 2. Образцы шероховатости поверхности. Ш-1-630×400. |
1. Шабровка |
1. Шероховатость поверхности не более Ra = 50 мкм. 2. В свободном состоянии (фланцы разъема не затянуты болтами) щуп толщиной 0,1 мм не должен входить в разъем на глубину более 10 мм |
|
Б |
Риски, забоины, заусенцы и задиры |
ВК |
Линейка поверочная ШД-1-630. Образцы шероховатости поверхности (рабочие). Плита поверочная Ш-1-630×400. |
1. Опиловка. 2. Зачистка. 3. Шабрение |
Шероховатость поверхности не более Ra = 50 мкм |
7.9 Требования к отремонтированному вентилятору
7.9.1 Лопатки и шпильки конические устанавливать, строго соблюдая маркировку.
7.9.2 Гайки корончатые не должны иметь трещин, должны быть затянуты до упора и застопорены шплинтами.
7.9.3 Натяг ступицы вентилятора на вал ротора в соответствии с требованиями документации завода-изготовителя.
7.9.4 Лопатки центробежных вентиляторов не должны иметь трещин, раковин и замятий.
7.9.5 На лопатках не допускаются следующие дефекты:
- «следы» от моделей или местные незаполнения контура более 2 мм и единичные наплывы металла высотой более 2 мм на необрабатываемых частях лопаток;
- одиночные поры и раковины диаметром и глубиной более 2 мм и сосредоточенные поры и раковины диаметром и глубиной более 1 мм на необрабатываемых частях лопаток;
- трещины и неслитины, распространяющиеся в глубь металла, в основном в местах перехода пера в основание лопатки;
- следы эрозионного износа игольчатой формы на набегающей кромке пера от воздействия паров и капель влаги и масла;
- механические забоины и сколы по кромке пера, превышающие 3 мм в глубину тела пера, а также деформации перьев лопаток, нанесенные посторонним предметом.
7.9.6 С помощью шлифовального круга удаляются дефекты, указанные в п. 7.9.4 и 7.9.5 настоящего Стандарта.
Выборки металла должны иметь плавный переход к основной поверхности, радиус перехода должен быть не менее 8 мм.
Наибольшая допустимая глубина выборок металла на рабочей поверхности лопаток (включая и место перехода пера в основание) в направлении, нормальном к поверхности, не должна превышать 6 мм. При этом местное утончение пера лопатки не должно превышать половины его толщины, указанной на чертеже, а общая площадь выбранного металла в любом сечений лопатки, параллельном ее основанию, не должна быть более 3 см2.
Глубина выборок металла в основании лопатки и в местах перехода набегающей и сбегающей кромок пера в основание не должна превышать 8 мм.
Поверхности выбранных участков обрабатываются с чистотой поверхности 5-го класса (Rz - 20 мкм), после чего проводится цветная дефектоскопия.
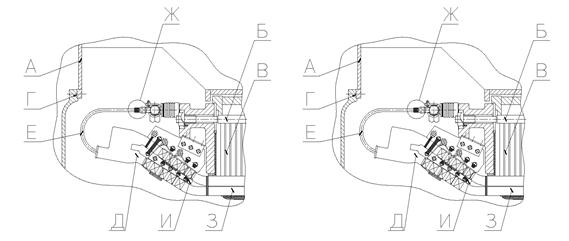
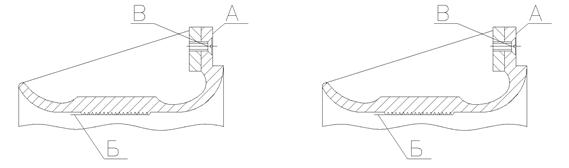
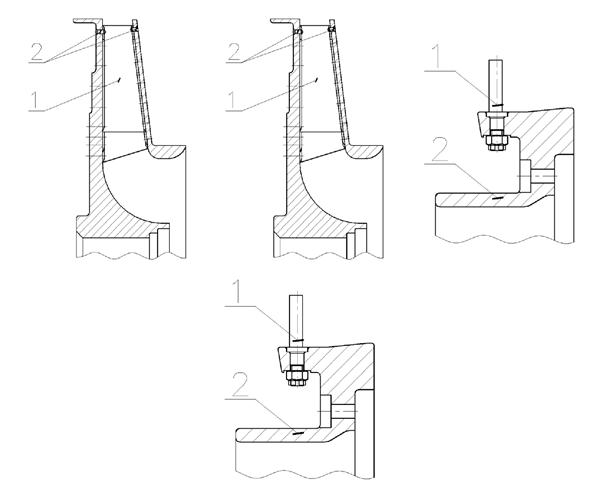
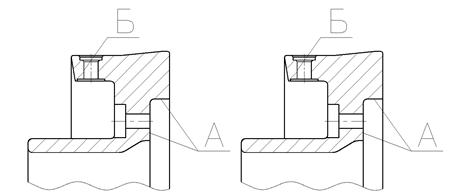
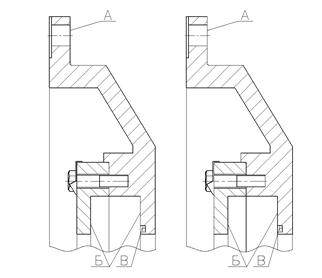
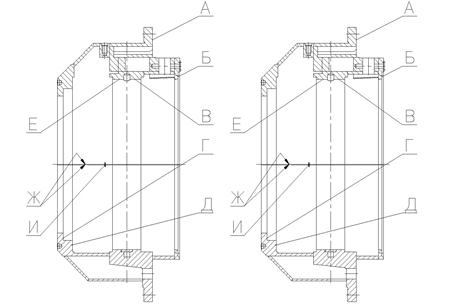
7.10 Составные части уплотнение вала турбогенератора
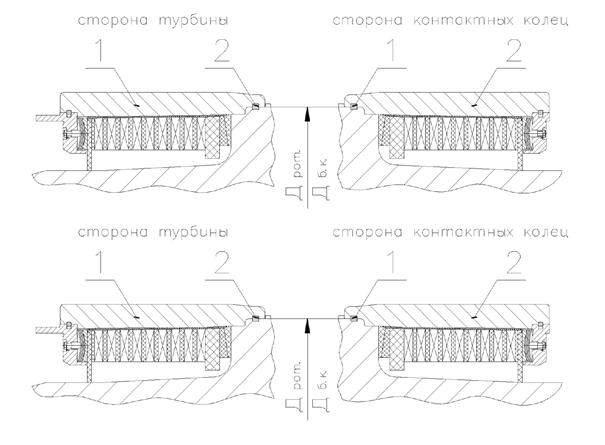
Дефектацию и ремонт составных частей корпуса уплотнения поз. 1 и вкладыша уплотнения (кольцо уплотнительное) поз. 2 (см. рисунок 7.5) необходимо проводить в соответствии с картами 12 - 13.

1 - корпус уплотнения (обойма); 2 - вкладыш уплотнения.
а) Кольцевое уплотнение
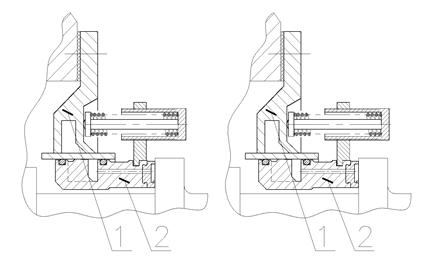
1 - корпус уплотнения (обойма); 2 - вкладыш уплотнения.
б) Торцевое уплотнение
Рисунок 7.5 - Уплотнения генератора, поз. 5 рисунка 5.1
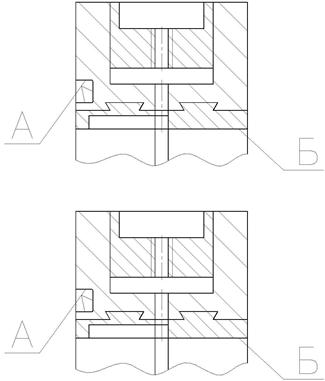
Корпус уплотнения (обойма) поз. 1 рисунка 7.5
Количество на изделие, шт. - 2
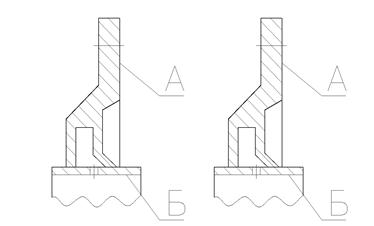
а) Для торцевых уплотнений
б) Для кольцевых уплотнений
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Риски, задиры |
ВК ИК |
По образцам шероховатости поверхностей |
Шабрение |
1. Шероховатость поверхностей: A, Б - Rа ≤ 1,25 мкм; B, Г, Е - Rz ≤ 20 мкм |
|
А, Б |
Неплоскостность (смещение половин корпуса) |
ИК |
щупы № 1, класс 2, поверочная плита, класс 1 |
Дообработка посадочных под установочные болты, изготовление новых установочных болтов |
Неплоскостность (смещение половин корпуса) - 0,05 мм |
|
В |
Смещение половин корпуса |
ИК |
Нутромер микрометрический |
Дообработка посадочных под установочные болты, изготовление новых установочных болтов |
Смещение половин корпуса - 0,1 мм |
|
- |
Риски, забоины, отклонение от плоскостности |
ВК ИК контроль на краску по поверочной плите. |
Плита I-630×400 |
Шабрение |
1. Шероховатость - Rа ≤ 2,5 мкм. 2. Допустимое количество точек контакта при проверке на краску на поверочной плите - не менее 10 на площади 25×25 мм2 |
|
- |
Засорение маслоподводящих отверстий |
ВК |
- |
Чистка отверстий |
Засорение не допускается |
|
- |
Овальность более 0,03 мм |
ИК |
Нутромер микрометрический |
Выполнить модернизацию уплотнения |
- |
Вкладыш уплотнения (обойма) поз. рисунка 7.5
Количество на изделие, шт. - 2

а) Вкладыш торцевого уплотнения.
б) Вкладыш кольцевого уплотнения
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А, Б |
Отставание баббитовой заливки |
ВК ИК Появление масла на границе баббита и стали при нажатии на рабочую поверхность. Простукивание |
Лупа ЛАЗ-20× |
Ремонт (подпайка) дефектных участков. Замена на новые |
- |
|
А, Б |
Выкрашивание, частичное выплавление, большая пористость баббита |
ВК |
Лупа ЛАЗ-10 |
Ремонт (подпайка) дефектных участков. Замена на новые |
- |
|
А, Б |
Темные и матовые пятна (на рабочей поверхности баббита), повышенная твердость и хрупкость поверхностного слоя, кольцевые риски, задиры |
ВК По краске, по рабочей поверхности упорного диска ротора |
Образцы шероховатости поверхности (рабочие). Лупа ЛАЗ-10 |
Проточить рабочую поверхность вкладыша со снятием слоя металла толщиной 0,5 - 1,0 мм, пришабрить по контрольной плите, произвести разделку рабочей поверхности шабером, согласно эскизу, окончательно пришабрить поверхность по контрольной плите |
Шероховатость рабочей поверхности баббита - Ra ≤ 1,25 мкм с точностью не менее 12 точек на площади 25×25 мм2. |
|
поверхность разъема |
Качество прилегания поверхностей разъема вкладыша при незатянутых болтах |
ИК |
Пластинчатый щуп № 1, класс 2 |
- |
Щуп толщиной 0,03 мм не должен входить в разъем на глубину более 3 мм |
7.11 Требования к отремонтированному уплотнению вала турбогенератора
7.11.1 Осевые зазоры, определяющие возможность перемещения вкладыша в корпусе, должны соответствовать требованиям формуляра разработчика конструкторской документации в течение всего периода эксплуатации турбогенератора. При нарушении зазоров из-за периодического ремонта упорного диска работоспособность уплотнения должна быть восстановлена за счет восстановления паспортных значений осевых зазоров путем замены изношенных деталей или их модернизации.
7.11.2 Технические требования на, смещения между сопрягаемыми поверхностями составных частей уплотнения водорода и маслозащитных устройств, а также прилегание между ними должны соответствовать требованиям конструкторской документации.
7.11.3 Торцовое биение привалочной поверхности наружного щита (в месте установки корпуса уплотнения) относительно оси вращения вала ротора - 1,0 мм. При необходимости дообработать:
- привалочную поверхность наружного щита;
- с «обратным уклоном» торцовую поверхность корпуса уплотнения.
7.11.4 Сопротивление изоляции корпуса уплотнения и маслоуловителя (сторона контактных колец), измеренное относительно наружного щита, при полностью собранных маслопроводах и при отсутствии контакта между вкладышем уплотнения и шейкой вала ротора должно быть не менее 1 МОм в соответствии с требованиями СО 34.45-51.300-97 [1], утвержденного ОАО РАО «ЕЭС России».
7.11.5 Нарушение сопрягаемых поверхностей и отклонение размеров от заводского исполнения стопорной планки и упора, предназначенного для предотвращения проворачивания вкладыша в тангенциальном направлении, не допускается. Для устранения износа этих поверхностей рекомендуется модернизация шпоночного узла с установкой шарикоподшипника.
7.12 Составные части подшипника опорного, щеточно-контактного аппарата газоохладителей, концевому выводу и маслоуловителю.
Дефектацию и ремонт составных частей подшипника опорного поз. 6, щеточно-контактного аппарата поз. 7, газоохладителей поз. 8, концевому выводу поз. 9 и маслоуловителю поз. 10 турбогенератора серии ТГВ (см. рисунок 5.1) необходимо проводить в соответствии с картами 14 - 20.
Корпус подшипника поз. 1 рисунков 7-6
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Царапины, задиры, забоины |
ВК ИК |
Образцы шероховатости поверхности. Линейка поверочная ЩД-1-630 |
1. Запиловка. 2. Шабрение |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм. 2. Шероховатость поверхности Ra ≤ 3,2 мкм |
|
Б |
Риски, царапины задиры на сферической поверхности |
ВК ИК |
Образцы шероховатости поверхности. Линейка поверочная ЩД-1-630 |
Шабрение |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм. 2. Шероховатость поверхности Ra ≤ 3,2 мкм |
|
В, Е |
Царапины, задиры, забоины |
ВК ИК |
Образцы шероховатости поверхности. Линейка поверочная ЩД-1-630 |
1. Запиловка. 2. Шабрение |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм. 2. Шероховатость поверхности Ra ≤ 100 мкм |
|
Г |
Нарушение герметичности сварных швов |
ВК |
Метод керосиновой пробы |
Сварка. Электрод марка УОНИИ-13/45, тип Э42А, 9467-75 |
Отсутствие пятен керосина после 24 часов керосиновой пробы |
|
Д, Ж И |
Задиры, забоины |
ВК ИК |
Образцы шероховатости поверхности. Линейка поверочная ЩД-1-630 |
1. Запиловка. 2. Шабрение |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм. 2. Шероховатость поверхности Ra ≤ 50 мкм |
|
- |
Загрязнение внутренних поверхностей маслоподводящих и сливных труб |
ТО |
- |
1. Очистка. 2. Промывка. 3. Продувка |
Загрязнение маслоподводящих и сливных труб не допускается |
Карта дефектации и ремонта 15
Обойма поз. 2 рисунков 7-6
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Царапины, задиры, риски |
ВК ИК |
Образцы шероховатости поверхности. Линейка поверочная ЩД-1-630 |
1. Запиловка. 2. Шабрение |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм. 2. Шероховатость поверхности Ra ≤ 3,2 мкм |
|
Б |
Задиры, забоины |
ВК ИК |
Образцы шероховатости поверхности. Линейка поверочная ЩД-1-630 |
1. Запиловка. 2. Шабрение |
1. После шабрения должно быть не менее 10 точек касания на площади 25×25 мм. 2. Шероховатость поверхности Ra ≤ 3,2 мкм |
Карта дефектации и ремонта 16
Вкладыш подшипника поз. 3 рисунков 7-6
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Задиры, трещины, раковины |
ВК |
Образцы шероховатости поверхности. Штангенциркуль ШЦ-I-125-0,10 |
1. Запиловка. 2. Калибровка |
1. Шероховатость поверхности - Ra ≤ 2,5 мкм |
|
Б |
Задиры, трещины, раковины, пористость, отставание |
ВК |
1. Запиловка, шабровка, ремонт (подпайка) дефектных участков, замена на новые |
1. Рабочая поверхность баббитового слоя вкладыша должна быть чистой, блестящей, без посторонних включений и следов структурных изменений. 2. На поверхности баббитового слоя вкладыша не допускаются газовые раковины, одиночные поры, и выкрашивания диаметром более 2 мм и глубиной 1 мм. Допускаются кольцевые царапины глубиной не более 0,5 мм, шириной до 1,5 мм в количестве не более пяти на вкладыш |
7.13 Требования к сборке и отремонтированному подшипнику
7.13.1 Зазор между подошвой стояка и поверхностью фундаментной плиты без регулирующей и изолирующих прокладок при свободно стоящем подшипнике должен быть не более 0,5 мм; при затянутых болтах - 0,15 мм. В сборе с прокладками и затянутых болтах зазор в зоне расположения болтов, равный размерам шайб под головками болтов и в середине подшипника на участке шириной от 200 до 300 мм не допускается, за исключением отдельных участков общей протяженностью не более 300 мм от суммарной длины вышеуказанных участков, где допускаются зазоры до 0,1 мм, в остальных местах допускается зазор до 0,3 мм.
7.13.2 Зазор в разъеме между крышкой и стояком подшипника при свободно лежащей крышке, должен быть не более 0,1 мм; при затянутых болтах щуп толщиной 0,05 должен входить в разъем на глубину не более 15 мм.
7.13.3 Вкладыш подшипника при затянутых болтах крышки, должен проворачиваться на угол от 5 до 10 градусов в любом направлении от приложенного момента от 60 до 90 кгс∙м.
7.13.4 Сопротивление изоляции термопреобразователя сопротивления, установленного во вкладыше подшипника, измеренное мегаомметром 500 В, должно быть не менее 0,5 Мом.
7.13.5 Сопротивление изоляции подшипника относительно фундаментной плиты при полностью собранных маслопроводах и отсутствии контакта между подшипником и шейкой вала, измеренное мегаомметром 1000 В, должно не менее 1 Мом.
7.13.6 Затяжка крепежных деталей подшипника должна производиться усилием руки, при этом повреждение изоляционных деталей недопустимо.
Карта дефектации и ремонта 17
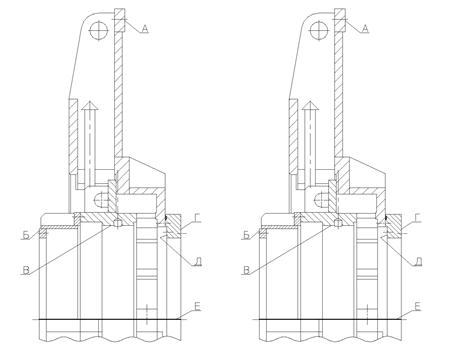
Аппарат щеточно-контактный поз. 7 рисунка 5.3
Количество на изделие, шт. - 1

|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Неисправность нажимного механизма щеткодержателя (ослабленное нажатие, трещины и излом пружины, усилие больше допустимого) |
ВК, ИК |
Лупа ЛП-4-10×. Динамометр пружинный указывающий типа ДПУ-0,01-2 |
1. Замена нажимного механизма |
1. Усилие нажатия пружины должно быть 15 ± 1,5 Н (1,53 ± 0,153) кг |
|
А |
Повышенный нагрев ЩКА, ускоренный износ щеточного механизма (усилие нажимного механизма больше допустимого) |
ВК |
- |
Замена нажимного механизма |
- |
|
Б |
Нарушение крепления токоведущего провода в теле щетки, наличие цветов побежалости на проводниках |
ВК |
- |
Замена щетки |
- |
|
В |
Повреждения корпуса щеткодержателя (деформация, задиры, забоины на внутренней поверхности, оплавления и т.п.) |
ИК |
Штангенциркуль ШЦ-III-125-0,1. Щупы. Набор № 2 |
1. Правка корпуса щеткодержателя. 2. Опиловка, пригонка и доводка внутренней поверхности щеткодержателя. 3. Замена щеткодержателя |
1. Размеры корпуса должны соответствовать требованию рабочей документации. 2. Заусенцы, задиры и острые кромки на внутренней поверхности щеткодержателя не допускаются. 3. Шероховатость внутренней поверхности - Rz ≤ 2,0 мкм. 4. Двусторонний зазор между внутренней поверхностью щеткодержателя и боковой поверхностью щетки должен быть в пределах 0,1 - 0,4 мм. 5. Перемещение щетки в щеткодержателе должно быть свободным, без заеданий |
|
ВК |
Лупа ЛП-4-10×. Образцы шероховатости поверхности (рабочие) |
||||
|
Г |
Неравномерный износ, единичные нарушения рабочей поверхности щетки (риски, царапины, эрозия и т.п.), износ щетки до длины не менее 25 мм. Трещины, сколы и выкрашивание более чем 10 % рабочей поверхности щетки |
ВК, ИК |
Лупа ЛП-4-10×. Штангенциркуль ШЦ-III-125-0,1 |
1. Притирка рабочей поверхности щетки по рабочей поверхности контактного кольца. 2. Замена щетки |
1. «Зеркальный» натир должен быть не менее чем на 90 % рабочей поверхности щетки. 2. Длина щетки должна быть не менее 25 мм |
|
- |
Износ боковой поверхности щетки более чем на 0,1 мм Трещины, сколы, выкрашивание более чем 20 % боковой поверхности щетки |
ВК, ИК |
Лупа ЛП-4-10×. Щупы. Набор № 2 |
Замена щетки |
Двусторонний зазор «а» между боковой поверхностью щетки и внутренней поверхностью щеткодержателя должен быть не более 0,4 мм |
|
Д |
Трещины, обрывы заклепок крепления лопаток вентилятора |
ВК Магнитопорошковая дефектоскопия |
- |
1. Развертка отверстий для замены заклепок. 2. Замена заклепок |
Трещины и обрывы заклепок не допускаются |
|
Трещины на лопатках вентилятора в месте клепок. |
1. Замена дефектных лопаток. 2. Замена вентилятора. |
Трещины на лопатках не допускаются |
|||
|
- |
Сопротивление изоляции щеточной траверсы и щеткодержателя менее 1 МОм |
ИК |
Мегаомметр 1000 В |
1. Очистка. 2. Замена изоляционных деталей |
Сопротивление изоляции щеточной траверсы и щеткодержателя не должно быть менее 1,0 МОм |
Карта дефектации и ремонта 18
Газоохладители, поз. 8 рисунка 5.3

а) Газоохладитель ТГВ-200, ТГВ-200М (Количество на изделие, шт. - 2)
б) Газоохладитель ТГВ-300 (Количество на изделие, шт. - 3)
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Наличие отложений на внутренних поверхностях трубок |
ВК ИК |
Штангенциркуль ШЦ-1-125-0,10 |
1. Механическая очистка. 2. Промывка водой. 3. Кислотная промывка |
1. Внутренняя поверхность трубок должна быть очищена. 2. Допустимая толщина отложений на внутренней поверхности трубок должна быть не более 0,5 мм |
|
Б |
Наличие отложений на поверхностях, трубных досок, крышек, водяных камер, коррозионный износ |
ВК ИК |
- |
1. Механическая очистка. 2. Промывка водой |
1. Внутренние поверхности трубных досок, водяных камер, крышек должны быть очищены |
|
В |
Трещины трубок, нарушение развальцовки трубок в трубных досках |
ВК КИ |
Манометр М 1,0 МПа-1 |
1. Развальцовка трубок. 2. Глушение трубок (не более 5 % в каждом газоохладителе). 3. Замена газоохладителя |
Не допускается работа с трещинами трубок и нарушение развальцовки |
|
Г |
Повреждение оребрения трубок на общей площади более 5 % площади сечения входа газа |
ВК ИК |
Линейка измерительная 1-1000 |
1. Рихтовка. 2. Замена газоохладителя |
Площадь повреждения оребрения не должна превышать 0,75 % погонного метра поверхности оребрения одной трубки газоохладителя |
|
Д |
Нарушение проходимости трубок (кроме воздухоспускной) |
ТО |
- |
1. Механическая очистка. 2. Промывка водой. 3. Замена газоохладителя |
При наибольшем давлении воды на входе в трубку 0,44 МПа (4,5 кгс/см2) вода должна проходить через каждую незаглушенную трубку |
|
- |
Нарушение герметичности сварных швов |
ВК Метод керосиновой пробы |
- |
Сварка. Электрод марка УОНИИ-13/45, тип Э42А, 9467-75 |
Отсутствие пятен керосина после 24 часов керосиновой пробы |
|
- |
Нарушение наружного покрытия поверхности газоохладителя |
ВК |
- |
1. Очистка. 2. Покраска одним слоем эмали ГФ-92ХС |
Наружное покрытие поверхности газоохладителя должно быть ровным, без подтеков и отслаиваний |
|
- |
Эрозионный износ перегородки водяной камеры более 3 мм |
ВК ИК |
Штангенциркуль ШЦ-1-125-0,10 |
Замена |
Толщина перегородки водяной камеры должна быть не менее 8 мм |
|
- |
Нарушение проходимости воздухоспускных трубок |
Контроль по струе |
- |
1. Продувка. 2. Промывка. 3. Замена |
При кратковременном открытии спускных пробок после выхода пузырьков воздуха должна появиться струя воды |
|
- |
Нарушение антикоррозионного покрытия водяных камер, крышек, трубных досок |
ВК |
- |
1. Очистка. 2. Покраска свинцовым суриком. 3. Сушка |
Водяные камеры, крышки, трубные доски должны иметь антикоррозионное покрытие |
7.14 Требования к отремонтированному газоохладителю
7.14.1 На наружных поверхностях трубок, трубных досок и крышек газоохладителя не должно быть загрязнений, следов влаги и масла.
7.14.2 Внутренние поверхности крышек, соприкасающиеся с водой, покрыть водостойкой эмалью.
7.14.3 Наружные поверхности корпуса и крышек газоохладителя покрыть маслостойкой эмалью.
7.14.4 Техническое состояние отремонтированного газоохладителя должно соответствовать требованиям конструкторской документации завода-изготовителя.
7.14.5 Затяжка крепежных деталей газоохладителя должна производиться усилием руки до усадки резины на величину от 15 до 35 процентов.
7.14.6 Испытать газоохладитель гидравлическим давлением 0,785 МПа (8 кгс/см2). При испытании не должно наблюдаться снижение испытательного давления или течи воды.
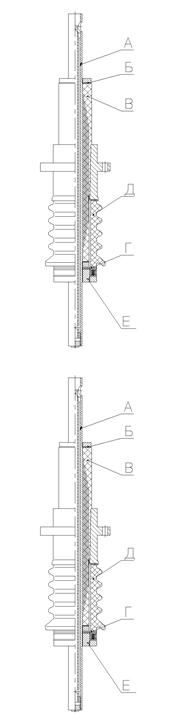
Карта дефектации и ремонта 19
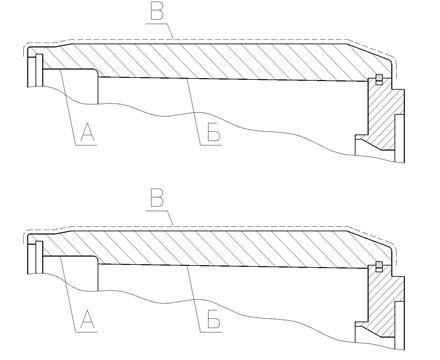
Концевой вывод, поз. 9. рисунков 5.1 - 5.3
Количество на изделие, шт. - 9 - 12
|
Концевой вывод |
||
|
|
|
|
|
а) ТГВ-200 |
б) ТГВ-300 |
в) ТГВ-500 |


|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Забоины, подгары, нарушение серебряного покрытия контактной поверхности вывода |
ВК ИК |
Линейка измерительная 1-300. Штангенциркуль ШЦ-III-630-0,10 |
1. Зачистка. 2. Опиловка. 3. Серебрение |
1. На контактной поверхности концевого вывода допускаются забоины с одной стороны на площади не более 40 мм2. 2. Шероховатость поверхности - не более Ra = 25 мкм. 3. Подгары и отслаивания покрытия контактной поверхности допускаются на площади не более 2550 мм2. 4. Толщина серебряного покрытия должна быть 6 - 9 мкм. |
|
Б Г |
Нарушение газоплотности концевого вывода |
ВК КИ |
Манометр М 1,0 МПа-I |
1. Замена прокладок. 2. Шлифовка торцов изолятора. 3. Замена изолятора |
См. п. 7.15.2 |
|
В |
Сколы, трещины, повреждения глазури |
ВК |
- |
Замена изолятора |
- |
|
Д |
Нарушение электрической прочности изоляции концевого вывода |
ВК КИ |
Стенд испытательный СИВ-700/60-55. Мегаомметр 2500 В |
1. Восстановление изоляции. 2. Замена уплотнительных шайб, колец, фарфорового изолятора |
Изоляция концевого вывода должна выдержать электрические испытания согласно п. 7.15.3 |
|
Е |
Ослабление крепления гайки уплотнительного кольца |
ВК |
- |
Затяжка гайки |
Гайка уплотнительного кольца должна быть застопорена |
|
Е |
Задиры, деформация колец |
ВК |
- |
1. Рихтовка колец. 2. Замена колец |
Задиры и деформация колец не допустимы |
|
Е |
Нарушение герметичности стержня вывода |
ВК ИК |
Манометр М 4,00 МПа-1 |
- |
См. п. 7.15.1 |
7.15 Требования к сборке и отремонтированному концевому выводу.
7.15.3 Изоляция концевого вывода должна выдержать электрические испытания напряжением промышленной частоты U = 70 кВ в течение 1 мин.
7.15.4 Смещение оси стержня линейного вывода относительно оси изолятора не должно быть более 2 мм.
Маслоуловитель поз. 10 рисунков 5.1 - 5.3
Количество на изделие, шт. - 2

а) ТГВ-200, ТГВ-200М и ТГВ-300

б) ТГВ-500
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Риски, забоины, отклонение от плоскостности |
ТО. ИК |
Визуальный контроль. Контроль на краску по поверочной плите. Плита 1-1000×630 |
Шабрение |
1. Шероховатость - Rа ≤ 2,5 мкм. 2. Допустимое количество точек контакта при проверке на краску по поверочной плите - не менее 10 на площади 25×25 мм |
|
Б |
Риски, забоины |
ТО ВК |
Визуальный контроль |
Шабрение |
Шероховатость - Rz ≤ 20 мкм |
|
В |
Износ |
ТО ИК |
Визуальный контроль. Измерение. Нутрометр НМ75-600 |
1. Проточка. 2. Замена |
1. Шероховатость - Rz ≤ 40 мкм |
7.16 Требования к сборке и отремонтированному маслоуловителю.
7.16.1 Технические требования на смещения между сопрягаемыми поверхностями составных частей уплотнения водорода и маслозащитных устройств, а также прилегание между ними должны соответствовать требованиям конструкторской документации.
7.16.2 Сопротивление изоляции маслоуловителя, измеренное мегаомметром 1000 В, должно быть не менее 1,0 Мом.
8 Требования к сборке и к отремонтированному турбогенератору
Требования к сборке и к отремонтированному турбогенератору должны применяться в соответствии с требованиями раздела 8 СТО 70238424.29.160.20.009-2009.
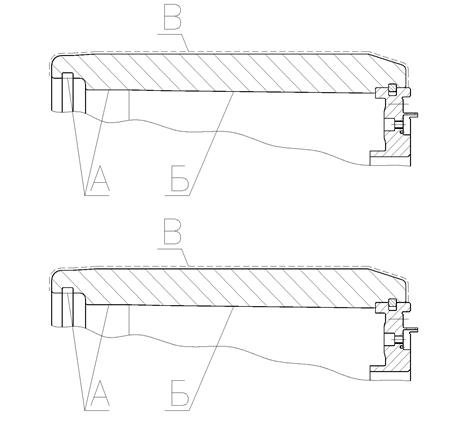
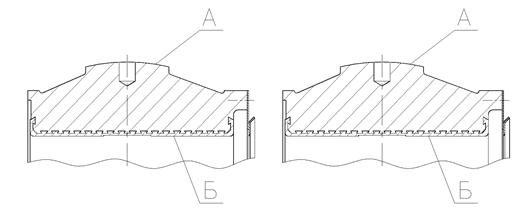
Установочные размеры при сборке турбогенераторов приведены на рисунках 8.1 - 8.2 и в таблицах 8.1 - 8.2.
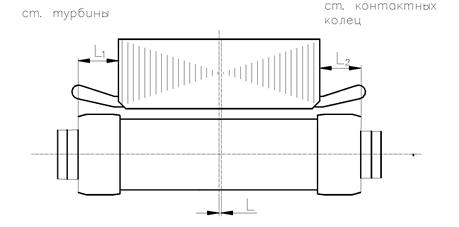
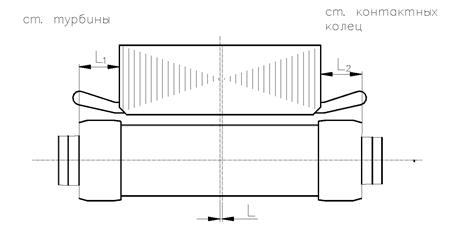
Рисунок 8.1
Таблица 8.1 - Установочные размеры при сборке турбогенератора
размеры в миллиметрах
|
ТГВ-200 ТГВ-200М |
ТГВ-220П |
ТГВ-300 |
ТГВ-500-2 |
|
|
Воздушный зазор |
100 ± 3 |
100 ± 3 |
90 ± 5 |
100 ± 5 |
|
Разница вылетов от торцов бандажных колец до стали статора со стороны к/колец и турбин: L2 - L1 |
6 |
6 |
10 |
41 |
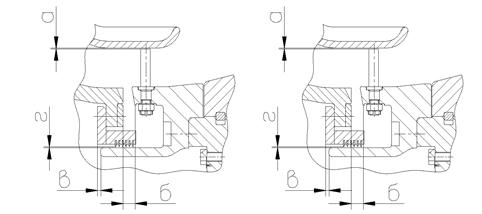
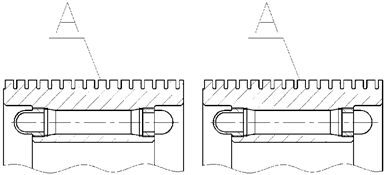
Рисунок 8.2. - Зазор между вентилятором и обтекателем
Таблица 8.2 - Зазоры между вентилятором и обтекателем
|
ТГВ-200, ТГВ-200М |
ТГВ-220П |
ТГВ-500 |
|
|
Радиальные зазоры - «а» |
2,2 - 2,5 |
2,2 - 2,5 |
- |
|
Осевой зазор - «б» ст. турбины |
20,6 ± 61 |
5,0 - 6,0 |
9 - 11 |
|
Осевой зазор - «б» ст. возбуд. |
- |
- |
- |
|
Осевой зазор - «в» ст. турбины |
5 ± 6 |
- |
- |
|
Радиальные зазоры - «г» |
1,5 - 2,2 |
1,5 - 2,2 |
- |
Установка щитов генератора (для т/г ТГВ-500)

Рисунок 8.3 - Зазоры между вентилятором, диффузором и щитами
Рисунок 8.4 - Схема замера зазоров
Таблица 8.3
|
Обозначение зазора |
I |
II |
III |
IV |
||||
|
а |
0,48 - 0,6 |
0,34 - 0,4 |
0,2 |
0,34 - 0,4 |
||||
|
б |
21,5 |
21,5 |
21,5 |
21,5 |
||||
|
в |
36 |
36 |
36 |
36 |
||||
|
г |
0,9 - 1,3 |
0,9 - 1,3 |
0,9 - 1,3 |
0,9 - 1,3 |
||||
|
д |
6,5+1 |
6,5+1 |
6,5+1 |
6,5+1 |
||||
|
е |
1,0 - 1,34 |
1,0 - 1,17 |
0,8 - 1,0 |
1,0 - 1,17 |
||||
|
ж |
6 |
+9,0 |
6 |
+9,0 |
6 |
+9,0 |
6 |
+9,0 |
|
-6,3 |
-6,3 |
-6,3 |
-6,3 |
|||||
|
з |
5,5 |
+8,2 |
5,5 |
+8,2 |
5,5 |
+8,2 |
5,5 |
+8,2 |
|
-5,1 |
-5,1 |
-5,1 |
-5,1 |
|||||
|
и |
5 |
+2,4 |
5 |
+2,4 |
5 |
+2,4 |
5 |
+2,4 |
|
-3,1 |
-3,1 |
-3,1 |
-3,1 |
|||||
8.1 Сборка турбогенератора должна производиться по конструкторской документации на турбогенератор и формулярам зазоров для каждой сборочной единицы.
8.2 К сборке допускаются составные части, удовлетворяющие требованиям Стандарта и НТД на конкретный турбогенератор.
8.3 Трубки, гибкие шланги и каналы перед сборкой турбогенератора должны быть продуты сжатым воздухом.
8.4 При соединении составных частей турбогенератора через изолирующие детали сопротивление изоляции должно при необходимости контролироваться периодически в процессе сборки.
8.5 Контактные поверхности токоведущих частей должны быть очищены и обезжирены.
8.6 Перед установкой ротора, газоохладителей, щитов и других составных частей, перед закрытием смотровых люков необходимо дополнительно проверить закрепление деталей и отсутствие посторонних предметов на собранных и собираемых составных частях.
8.7 При вращении ротора валоповоротным устройством и турбиной не должны прослушиваться звуки, свидетельствующие об ударах, заеданиях и касаниях в турбогенераторе.
8.8 На собранном турбогенераторе не допускаются:
- ослабленное крепление статора к фундаменту;
- ослабленное крепление опорных подшипников к фундаменту;
- ослабленное крепление фундаментных плит;
- ослабленное крепление и обрыв заземлителя корпуса статора;
- ослабленное крепление трубопроводов, кожухов и других деталей, закрепленных на наружной поверхности корпуса статора;
- течи воды и масла из соединений.
8.9 Выполнение пусковых операций на турбогенераторе при снятых и незакрепленных деталях не допускается, за исключением, пусков для балансирования ротора и проведения специальных испытаний; в последнем случае должны быть приняты меры против попадания в турбогенератор посторонних предметов и масла, а также приняты меры по закреплению временно установленных составных частей и приспособлений.
8.10 Параметры отремонтированных масляных уплотнений роторов турбогенераторов должны соответствовать требованиям конструкторской и (или) ремонтной документации на ремонт конкретных турбогенераторов.
8.11 Допускается изменение параметров турбогенератора в сторону повышения эффективности использования на основании конструкторской документации и результата испытаний.
8.12 Вибрационное состояние турбогенератора и его составных частей, проверенное по параметрам, приведенным в СТО 70238424.29.160.20.009-2009 (раздел 8, таблица 2), должно соответствовать требованиям СО 34.45-51.300-97 [1].
Для оценки технического состояния вала ротора и бандажных узлов после ремонта турбогенератора в процессе пуска и проведения испытаний автомата безопасности турбины снять амплитудно-фазочастотную вибрационную характеристику турбогенератора. Запись характеристики рекомендуется вести по приведенной ниже форме (таблица 8.4).
Таблица 8.4
|
Частота вращения ротора, об/мин |
|||||||||||||
|
Единицы измерения |
***200 |
***400 |
600 |
800 |
1000 |
1-ая критическая |
1200 |
1400 |
**300 |
**3150 |
**3400 |
||
|
1. Опорный подшипник (вал ротора) ст. турбины |
|||||||||||||
|
вертикальная |
Фаза* |
град. |
|||||||||||
|
вибросмещ. |
мкм |
||||||||||||
|
поперечная |
фаза |
град. |
|||||||||||
|
вибросмещ. |
мкм |
||||||||||||
|
2. Опорный подшипник (вал ротора) ст. контактных колец |
|||||||||||||
|
вертикальная |
фаза |
град. |
|||||||||||
|
вибросмещ. |
мкм |
||||||||||||
|
поперечная |
фаза |
град. |
|||||||||||
|
вибросмещ. |
мкм |
||||||||||||
|
Примечания: Первая критическая частота вращения должна быть зафиксирована и занесена в графу «частота вращения». В таблице столбец параметров первой критической скорости приведен произвольно. * При замере фазы вибрации должно быть отмечено в примечании положение нулевой точки отсчета фазы относительно оси полюсов ротора генератора; ** Измерения вибрации опорных подшипников турбогенератора фиксируется в колонках, отмеченных (**), в процессе проведения испытаний автомата безопасности турбины для оценки состояния посадочных натягов бандажных колец на бочку ротора *** Факт наличия развитой трещины вала ротора обнаруживается в процессе останова или пуска генератора по всплеску вибрации (поперечное и вертикальное направления) опорных подшипников, при частоте вращения ротора от 200 до 400 об/мин. |
|||||||||||||
9 Испытания и показатели качества отремонтированных турбогенераторов серии ТГВ
Объемы, методы испытаний и сравнения показателей качества отремонтированных турбогенераторов с их нормативными и доремонтными значениями определяются и производятся в соответствии с требованиями раздела 9 СТО 70238424.29.160.20.009-2009.
10 Требования к обеспечению безопасности
Требования к обеспечению безопасности определяются в соответствии с требованиями раздела 10 СТО 70238424.29.160.20.009-2009.
11 Оценка соответствия
11.1 Оценка соответствия соблюдения технических требований, объема и методов дефектации, способов ремонта, методов контроля и испытаний к составным частям и турбогенератора в целом нормам и требованиям настоящего Стандарта осуществляется в форме контроля в процессе ремонта и при приемке в эксплуатацию.
11.2 В процессе ремонта производится контроль за выполнением требований настоящего Стандарта к составным частям и турбогенератора в целом при производстве ремонтных работ, выполнении технологических операций ремонта и поузловых испытаний.
При приемке в эксплуатацию отремонтированного турбогенератора следует производить контроль результатов приемо-сдаточных испытаний, работы в период подконтрольной эксплуатации, показателей качества, установленных оценок качества отремонтированного турбогенератора и выполненных ремонтных работ.
11.3 Результаты оценки соответствия характеризуются оценками качества отремонтированного турбогенератора и выполненных ремонтных работ.
11.4 Контроль соблюдения норм и требований настоящего Стандарта осуществляют органы (департаменты, подразделения, службы), определяемые генерирующей компанией.
11.5 Контроль соблюдения норм и требований настоящего Стандарта осуществляется по правилам и в порядке, установленном генерирующей компанией.
Приложение А
(Рекомендуемое)
Таблица А.1
|
Наименование средств измерения |
Условное обозначение средств измерения |
|
Индикаторы многооборотные |
Индикатор ИЧ 0,5 Кл.0 ГОСТ 9696 |
|
Линейки измерительные |
1-300 1-1000 |
|
Линейки поверочные |
Линейка ШД-1-630 |
|
Лупа |
ЛП4-10× ЛАЗ-10× ЛАЗ-20× |
|
Микрометры |
Микрометр МК 500-1 |
|
Набор щупов |
Набор щупов № 2. Кл. 1 № 3. Кл. 1 № 4 Кл. 1 ТУ2-034-225-87 |
|
Нутромеры микрометрические |
Нутромер НМ 150-1250 |
|
Образцы шероховатости |
Образец шероховатости |
|
Плиты поверочные |
Плита 1-0-630×400 1-0-1000×630 1-1000×1000 |
|
Штангенциркули |
Штангенциркуль ШЦ-I-125-0,1 ШЦ-III-125-0,1 ШЦ-III-250-0,1 ШЦ-III-630-0,1 ШЦ-III-1000-0,1 |
Библиография
[1]. СО 34.45-51.300-97 Объем и нормы испытаний электрооборудования
Ключевые слова: турбогенераторы, качество ремонта, технические условия
|
Руководитель организации-разработчика ЗАО «ЦКБ Энергоремонт» |
||
|
Генеральный директор |
А.В. Гондарь |
|
|
Руководитель разработки Заместитель генерального директора |
Ю.В. Трофимов |
|
|
Исполнители Гл. конструктор проекта отдела электрических машин |
Л.А. Дугинов |