 | Информационная система | |
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
«НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО ИССЛЕДОВАНИЮ
И ПРОЕКТИРОВАНИЮ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ
им. И.И. ПОЛЗУНОВА
(ОАО «НПО ЦКТИ»)
СТАНДАРТ ОРГАНИЗАЦИИ
ОПОРНО-ПОДВЕСНАЯ СИСТЕМА
ТРУБОПРОВОДОВ
ТЕПЛОВЫХ СТАНЦИЙ
Требования к конструкции,
расчету на прочность, изготовлению,
монтажу и эксплуатации
СТО ЦКТИ 100-2010
Санкт-Петербург
2010
Предисловие
Объекты стандартизации и общие положения при разработке и применении стандартов организации установлены ГОСТ Р 1.4-2004 «Стандартизация в Российской Федерации». Стандарты организаций. Общие положения»
Сведения о стандарте
1 РАЗРАБОТАН
открытым акционерным обществом «Научно-производственное объединение по исследованию и проектированию энергетического оборудования им. И.И. Ползунова» (ОАО «НПО ЦКТИ») с участием компании ЗАО «Энергомаш (Белгород) - БЗЭМ»
Рабочая группа:
от «НПО ЦКТИ» В.Е. Михайлов, А.В. Судаков, С.Н. Гаврилов, П.В. Белов
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом генерального директора ОАО «НПО ЦКТИ» от 31.08.2010 № 280
3 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
ОПОРНО-ПОДВЕСНАЯ СИСТЕМА
ТРУБОПРОВОДОВ ТЕПЛОВЫХ СТАНЦИЙ
Требования к конструкции,
расчету на прочность, изготовлению,
монтажу и эксплуатации
Дата введения: 2011-05-01
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Общие положения
1.1.1. Настоящий стандарт распространяется на детали и сборочные единицы опор и подвесок, воспринимающие статические нагрузки. Конструкция деталей и сборочных единиц ОПС должна соответствовать нормативной и конструкторской документации, утвержденной в установленном порядке.
1.1.2. Ответственность за использование и применение стандарта несет организация, проектирующая и эксплуатирующая трубопровод.
1.2. Границы применимости стандарта
1.2.1. Опорно-подвесная система состоит из опираемого элемента (трубы) и опорной конструкции (опор, подвесок, строительных конструкций, опорных балок).
Граница между опорными конструкциями, опираемыми элементами и строительными конструкциями представлена на рисунках 1.1 и 1.2.

Рисунок 1.1
1 - труба; 2 - хомут; 3 - цепь подвески

Рисунок 1.2 - Опора неподвижная
1 - опираемый элемент;
2 - опорная конструкция;
3 - сварное соединение, относящееся к опираемому элементу;
4 - сварное соединение, относящееся к опорной конструкции;
5 - крепеж, относящийся к опорной конструкции;
6 - строительные конструкции или фундамент; 7 - ребро жесткости
Соединительные детали разъемного соединения (болты, шпильки и т.д.) между опираемым элементом и опорной конструкцией являются частью опорной конструкции. Хомуты, применяемые для фиксации элементов, и разъемные соединения хомутов являются частью опорной конструкции.
Сварное соединение приварки опорной конструкции к строительной является частью опорной конструкции. Соединительные детали разъемного соединения (болты, шпильки и т.д.) между опорной и строительной конструкцией являются частью опорной конструкции.
1.2.3. Опоры должны:
- нести массу трубопровода с рабочей средой, а также любого оборудования, присоединенного к трубопроводу (например, изоляции, арматуры);
- направлять и переносить нагрузку с трубопровода на строительную конструкцию, устранять или ограничивать одну или более из шести степеней свободы в определенных точках трубопровода.
1.2.4. Опоры могут быть приварены, прикреплены болтами или заделаны в строительную конструкцию.
1.2.5. (Исключен. Изм. № 1)
1.3. Документация
1.3.1. Вся разрабатываемая документация (проектная, конструкторская, технологическая, монтажная, эксплуатационная и ремонтная) на опорные конструкции элементов ОПС должна отвечать требованиям настоящего стандарта.
1.3.2. Все изменения документации по опорным конструкциям, необходимость в которых возникает при изготовлении, монтаже, освидетельствовании, эксплуатации, продлении срока эксплуатации и выводе из эксплуатации, должны осуществляться организациями - разработчиками указанной документации и доводиться до сведения организации-изготовителя, монтажной организации и эксплуатирующей организации.
1.3.3. Эксплуатирующей организацией на основе проектной (конструкторской) документации должны быть разработаны инструкции по эксплуатации опорных конструкций, по их освидетельствованию и контролю за состоянием металла, с учетом требований настоящего стандарта.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты и нормативные документы:
ГОСТ 2.784-96. Обозначения условные графические. Элементы трубопроводов.
ГОСТ 9.014-78. ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования.
ГОСТ 9.032-74. ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения.
ГОСТ 12.3.003-86. ССБТ. Работы электросварочные. Требования безопасности.
ГОСТ 380-2005. Сталь углеродистая обыкновенного качества. Марки.
ГОСТ 1050-88. Прокат сортовой калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия.
ГОСТ 1577-93. Прокат толстолистовой и широкополосный из конструкционной качественной стали. Технические условия.
ГОСТ 1759.0-87. Болты, винты, шпильки и гайки. Технические условия.
ГОСТ 2246-70. Проволока стальная сварочная. Технические условия.
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
ГОСТ 4543-71. Прокат из легированной конструкционной стали. Технические условия.
ГОСТ 5520-79. Прокат листовой из углеродистой, низколегированной и легированной сталей для котлов и сосудов, работающих под давлением. Технические условия.
ГОСТ 6507-90. Микрометры. Технические условия.
ГОСТ 7417-75. Сталь калиброванная круглая. Сортамент.
ГОСТ 8479-70. Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.
ГОСТ 8731-74. Трубы стальные бесшовные горячедеформированные. Технические требования.
ГОСТ 8733-74. Трубы стальные бесшовные холоднодеформированные. Технические требования.
ГОСТ 9087-81. Флюсы сварочные плавленые. Технические условия.
ГОСТ 9466-75. Электроды покрытые металлические для ручной дуговой сварки сталей и наплавок. Классификация и общие технические условия.
ГОСТ 10705-80. Трубы стальные электросварные. Технические условия.
ГОСТ 10706-80. Трубы стальные электросварные прямошовные. Технические условия.
ГОСТ 12344-2003. Стали легированные и высоколегированные. Методы определения углерода.
ГОСТ 13764-86. Пружины винтовые цилиндрические сжатия и растяжения из стали круглого сечения. Классификация.
ГОСТ 14637-89. Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия.
ГОСТ 14955-77. Сталь качественная круглая со специальной отделкой поверхности. Технические условия.
ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 14019-2003. Металлы. Методы испытания на изгиб.
ГОСТ 15150-69. Машины, приборы и другие технические изделия для районов с тропическим климатом. Общие технические условия.
ГОСТ 18442-80. Контроль неразрушающий. Капиллярные методы. Общие требования.
ГОСТ 19281-89. Прокат из стали повышенной прочности. Общие технические требования.
ГОСТ 20072-74. Сталь теплоустойчивая. Технические условия.
ГОСТ 20295-85. Трубы стальные сварные для магистральных газопроводов. Технические условия.
ГОСТ 20700-75. Болты, шпильки, гайки и шайбы для фланцевых и анкерных соединений; пробки и хомуты с температурой среды от 0 до 650 °С. Технические условия.
ГОСТ 21105-87. Контроль неразрушающий. Магнитопорошковый метод.
ГОСТ 24297-87. Входной контроль продукции. Основные положения.
СТО ЦКТИ 10.003-2007. Трубопроводы пара и горячей воды тепловых станций. Общие технические условия.
ОСТ 108.030.113-87. Поковки из углеродистой и легированной стали для оборудования и трубопроводов тепловых и атомных станций. Технические условия.
ОСТ 108.004.101-80. Контроль неразрушающий. Люминесцентный, цветной и люминесцентно-цветной. Методы. Основные положения.
РД 03-606-03. Инструкция по визуальному и измерительному контролю.
РД 03-613-03. Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
РД 03-614-03. Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
РД 03-615-03. Порядок применения сварочных технологий при изготовлении, монтаже и реконструкции технических устройств для опасных производственных объектов.
РД 10-249-98. Нормы расчета на прочность стационарных котлов и трубопроводов пара и горячей воды.
РД 13-05-2006. Методические рекомендации о порядке проведения магнитопорошкового контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах.
РД 13-06-2006. Методические рекомендации о порядке проведения капиллярного контроля.
РД 24.982.101-89. Временная противокоррозионная защита изделий котлостроения. Покрытия лакокрасочные консервационные. Технические требования.
РД 34.17.302-97 (ОП 501 ЦД-97). Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения.
ТУ 3-923-75. Трубы котельные бесшовные с механической обработкой из конструкционной марки стали.
ТУ 13.1000-9-030-00212179-2007. Трубы бесшовные горячедеформированные, механически обработанные из углеродистой и легированных марок сталей для трубопроводов ТЭС и АЭС.
ТУ 14-3-190-2004. Трубы стальные бесшовные для котельных установок и трубопроводов. Технические условия.
ТУ 14-3Р-55-2001. Трубы стальные бесшовные для паровых котлов и трубопроводов. Технические условия.
ТУ 108.11.888-87 Листы из стали марки 15Х1М1Ф. Технические условия
ПБ 03-273-99. Правила аттестации сварщиков и специалистов сварочного производства.
ПБ 10-573-03. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды.
СНиП II-23-82. Часть II. Нормы проектирования. Глава 23. Строительные конструкции.
3. ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ, ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
3.1. В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 опасный производственный объект: по Федеральному закону № 116-ФЗ.
3.1.2 опорно-подвесная система трубопровода: Система, предназначенная для крепления трубопровода и передачи нагрузок от трубопровода на строительную несущую конструкцию или фундамент.
3.1.3 опорная конструкция: Изделие, предназначенное для восприятия нагрузок и воздействий со стороны опираемого элемента и передачи их на строительные конструкции.
3.1.4 строительные конструкции: Несущие стальные или железобетонные конструкции, являющиеся составной частью здания или сооружений тепловой станции.
3.1.5 конструкторская организация: Организация, выполняющая конструирование трубопровода, включая опорные конструкции.
3.1.6 организация-изготовитель: Организация, изготавливающая опорные конструкции, их сборочные единицы и детали.
3.1.7 эксплуатирующая организация: Организация, проводящая эксплуатацию тепловой станции.
3.1.8 трубопровод: Протяженный элемент, состоящий из труб, соединенных между собой при помощи сварки или фланцев, предназначенный для транспортировки теплоносителя (рабочей среды).
3.1.9 опора: Опорная конструкция, предназначенная для передачи нагрузок от трубопровода на строительную конструкцию.
3.1.10 опора скользящая: Опора, несущая вертикальную нагрузку от трубопровода и ограничивающее вертикальное перемещение вниз, а также незначительное плоскостное смещение или вращение.
3.1.11 опора неподвижная: Опора, ограничивающая перемещения и повороты в точках установки трубопровода.
3.1.12 направляющая опора: Опора, допускающая перемещение в осевом направлении.
3.1.13 пружинная подвеска: Пружинное устройство, воспринимающее вертикальные нагрузки при заданной жесткости пружин.
3.1.14 цепь подвески: Совокупность последовательно соединенных деталей и сборочных единиц, передающих вес трубопровода на строительную конструкцию.
3.1.15 пружинный блок: Элемент цепи подвески или опоры, предназначенный для амортизации вертикальных перемещений трубопровода, а также для регулировки затяжки пружин при наладке трубопровода.
3.1.16 хомутовый блок: Элемент цепи подвески, предназначенный для крепления трубопровода подвески при помощи полухомутов и крепежных деталей (болтов, шпилек и гаек).
3.1.17 полухомут: Деталь, служащая для крепления трубопровода к цепи подвески или к корпусу опоры.
3.1.18 проушина: Деталь, служащая для присоединения цепи подвески при помощи сварки к строительной конструкции.
3.1.19 траверса: Деталь, служащая для увеличения максимальной нагрузки на подвеску.
3.1.20 талреп: Сборочная единица, служащая для изменения длины цепи подвески и для регулировки трубопровода при его наладке.
3.1.21 упор: Деталь, привариваемая к трубе и служащая для фиксации трубопровода в хомутовом блоке или в неподвижной опоре.
3.2 В настоящем стандарте применены следующие сокращения:
ГОСТ - межгосударственный стандарт;
ГОСТ Р - национальный стандарт Российской Федерации;
НД - нормативная документация;
ОТК - отдел технического контроля;
ВИК - визуальный и измерительный контроль;
МК - магнитопорошковый контроль;
ПВК - капиллярный контроль (поверхностный);
УК - ультразвуковой контроль;
ПТД - производственно-технологическая документация;
ТУ - технические условия;
ТЭС - тепловая электростанция;
РД - руководящий документ;
ОПС - опорно-подвесная система;
ВК - визуальный контроль.
(Измененная редакция. Изм. № 1)
3.3. В стандарте приняты следующие обозначения, приведенные в таблице 3.1.
Таблица 3.1
|
Название |
Единица измерения |
|
|
Da |
Наружный диаметр трубы |
мм |
|
sr |
Расчетная толщина стенки трубы |
мм |
|
s |
Номинальная толщина стенки трубы |
мм |
|
|
Минимальное значение временного сопротивления при расчетной температуре |
МПа |
|
|
Минимальное значение предела текучести при расчетной температуре |
МПа |
|
|
Минимальный предел длительной прочности за время τ при расчетной температуре |
МПа |
|
|
Предел ползучести при расчетной температуре |
МПа |
|
tcp |
Температура среды |
°С |
|
φw |
Коэффициент прочности сварных соединений |
- |
|
Mb |
Изгибающий момент |
Н мм |
|
Mk |
Крутящий момент |
Н мм |
|
Pp |
Рабочая нагрузка упругой опоры (нагрузка на опоры в рабочем состоянии трубопровода) |
Н |
|
Px |
Нагрузка опоры в холодном состоянии трубопровода |
Н |
|
Pmax |
Максимальная допустимая нагрузка пружины |
Н |
|
ΔР |
Заданное изменение нагрузки опоры при переходе трубопровода из рабочего состояния в холодное |
Н |
|
σe |
Эквивалентное напряжение |
МПа |
|
σт |
Расчетное осевое (мембранное) напряжение |
МПа |
|
σb |
Расчетное напряжение при изгибе |
МПа |
|
τs |
Расчетное напряжение среза |
МПа |
|
[σ] |
Допускаемое напряжение |
МПа |
|
σа |
Амплитуда напряжений |
МПа |
4. ОБЩИЕ ТРЕБОВАНИЯ
4.1. Опорно-подвесная система является неотъемлемой частью трубопровода. Она должна быть спроектирована, изготовлена и проконтролирована таким образом, чтобы была обеспечена безопасность эксплуатации трубопровода пара или горячей воды в течение назначенного срока службы, который указывается в технических условиях на опорную конструкцию и/или в паспорте трубопровода.
Если назначенный срок службы трубопровода превышает назначенный срок службы опорной конструкции, то должен быть предусмотрен ремонт ОПС.
4.2. Ответственность за правильность конструкции ОПС, за выбор материалов, расчета на прочность, качество изготовления, а также за соответствие требованиям настоящего стандарта несет предприятие или организация, выполняющие соответствующие работы.
4.3. Рекомендуется использовать такую компоновку опорных конструкций, которая обеспечивает возможность проведения их осмотра, ремонта, контроля основного металла и сварных соединений неразрушающими методами после изготовления (монтажа) и в процессе эксплуатации.
4.4. ОПС трубопроводов должна изготавливаться в соответствии с требованиями настоящего стандарта по ПТД, рабочим чертежам, разработанным и утвержденным в установленном порядке.
4.5. Проект ОПС не должен изменяться без согласования с проектировщиком системы трубопроводов. В проекте указываются величины предварительного смещения подвижных опор и тяг подвесок, а также данные по регулировке пружинных подвесок. При применении подвесок в проекте указываются длины тяг.
5 ТРЕБОВАНИЯ К МАТЕРИАЛАМ И ПОЛУФАБРИКАТАМ
5.1. Общие положения
5.1.1. Материалы для изготовления элементов ОПС выбираются разработчиком с учетом расчетных параметров, в зависимости от категории и группы трубопроводов (см. таблицу 1 ПБ 10-573-03).
5.1.2. В таблице 5.1 перечислены марки допущенных к применению материалов, документация и предельные температуры применения материалов при нормальных условиях эксплуатации.
5.1.3. Материалы и полуфабрикаты, применяемые для изготовления деталей должны поставляться по техническим условиям и стандартам с гарантированными механическими свойствами и химическим составом и соответствовать требованиям конструкторской и нормативной документации на детали и сборочные единицы.
5.1.4. Материалы (полуфабрикаты) должны быть термически обработаны в соответствии с указаниями стандартов и технических условий на поставку.
Полуфабрикаты для изготовления полухомутов должны поставляться в термически обработанном состоянии. Допускается поставка полуфабрикатов без термической обработки, если на предприятии-изготовителе полуфабрикат подвергается горячему формоизменению, совмещенному с термической обработкой или подвергаемому последующей термической обработке. В этом случае поставщик полуфабрикатов контролирует свойства на термически обработанных образцах в соответствии с указаниями стандартов или технических условий.
5.1.5. Применение материалов (полуфабрикатов), получаемых по импорту, осуществляется в соответствии с указаниями действующих федеральных норм и правил.
5.1.6. Материал элементов опор и подвесок, привариваемых к трубопроводу, должен соответствовать материалу трубопровода. Для элементов опор и подвесок, непосредственно соприкасающихся с трубопроводом, следует учитывать температуру рабочей среды.
5.1.7. В зависимости от района поставки элементы ОПС должны изготавливаться в климатических исполнениях У, ХЛ или Т по ГОСТ 15150.
Стальные конструкции, предназначенные для эксплуатации в районах с холодным климатом (исполнение ХЛ), должны удовлетворять требованиям ГОСТ 15150, а при поставке в районы с тропическим климатом (исполнение Т), должны удовлетворять требованиям ГОСТ 15151.
Таблица 5.1 - Материалы, применяемые для изготовления элементов ОПС трубопроводов
|
ГОСТ, ТУ на сталь |
НД на изделие (полуфабрикат) |
Предельная температура, °С |
|
|
Бесшовные трубы |
|||
|
10, 20 |
300 |
||
|
10, 20 |
425 |
||
|
20, 20ПВ |
450 |
||
|
15ГС |
450 |
||
|
16ГС |
ТУ 3-923 |
450 |
|
|
15ХМ |
550 |
||
|
12Х1МФ, 12Х1МФ-ПВ |
570 |
||
|
15Х1М1Ф |
575 |
||
|
Сварные трубы (прямошовные) |
|||
|
Ст3сп, Ст3пс, Ст3сп5 |
ГОСТ 10706 (гр. В), ГОСТ 10705 (гр. В) |
115 |
|
|
10, 20 |
ГОСТ 10705 (гр. В) |
300 |
|
|
20 |
350 |
||
|
17ГС, 17Г1С, 17Г1СУ |
425 |
||
|
Стальные поковки |
|||
|
20 |
450 |
||
|
20 |
ГОСТ 8479* (гр. IV, V) |
450 |
|
|
22К |
350 |
||
|
16ГС |
450 |
||
|
12МХ |
ГОСТ 8479* (гр. IV, V) |
530 |
|
|
15ХМ |
ГОСТ 8479* (гр. IV, V) |
550 |
|
|
12Х1МФ |
570 |
||
|
15Х1М1Ф |
575 |
||
|
Листовая сталь |
|||
|
Ст3сп, Ст3пс, Ст3сп5 |
300 |
||
|
20 |
350 |
||
|
20К |
450 |
||
|
15ГС, 16ГС, 09Г2С |
450 |
||
|
12ХМ |
ГОСТ 5520 ТУ 14-1-642 |
ГОСТ 5520 ТУ 14-1-642 |
500 |
|
12Х1МФ |
570 |
||
|
15Х1М1Ф |
ТУ 108.11.888 |
ТУ 108.11-888 |
575 |
|
Прокат сортовой и фасонный |
|||
|
65Г |
- |
||
|
60С2А |
- |
||
|
20Х1М1ФТR |
- |
||
|
Крепежные изделия |
|||
|
20 |
350 |
||
|
30 35,40 |
450 |
||
|
45 |
400 |
||
|
35Х, 40Х |
450 |
||
|
20Х1М1Ф1ТР |
580 |
||
|
* ГОСТ 8479 - IV и V группы с обязательным выполнением УК. |
|||
5.1.8. Материалы, поставляемые для изготовления стальных конструкций ОПС, выбираются проектирующей организацией в соответствии с требованиями настоящего стандарта и условиями их работы при расчетной температуре наружного воздуха и при рабочей температуре данных элементов.
При работе в районе с температурой наружного воздуха минус 40 °С и ниже за расчетную принимается температура эксплуатации конструкции, а именно: средняя температура наиболее холодной пятидневки, но не ниже минус 40 °С.
(Измененная редакция. Изм. № 1)
5.1.9. Организация - изготовитель элементов опорных конструкций должна осуществлять входной контроль качества поступающих полуфабрикатов. Оценка качества материалов проводится в соответствии с требованиями стандартов и технических условий на конкретные полуфабрикаты.
5.1.10. Порядок проведения входного контроля материалов и полуфабрикатов устанавливается предприятием-изготовителем деталей и сборочных единиц с учетом требований ГОСТ 24297.
Виды контроля при испытании элементов представлены в таблице 5.2.
Таблица 5.2
|
Визуальный контроль качества поверхности РД 03-606 |
|
Контроль размеров (лист, поковка - s×B×L, труба - Da×s) - ГОСТ 6507 |
|
Контроль химического состава - ГОСТ 12344, мехсвойств - по сертификату |
5.1.11. Оценка качества материалов проводится в соответствии с требованиями стандартов и технических условий (химсостав, механические свойства).
5.1.12. При неполноте сертификатных данных или отсутствии сертификатов применение материалов и полуфабрикатов может быть допущено только после проведения испытаний и исследований, подтверждающих их соответствие требованиям стандартов или технических условий на материалы и полуфабрикаты.
5.1.13. В производство допускаются только те материалы и полуфабрикаты, по которым отдел технического контроля предприятия-изготовителя изделий дал положительное заключение о возможности их использования.
5.2. Механические свойства материалов, используемых для изготовления опор трубопроводов
5.2.1. Механические свойства материалов, используемых для изготовления опорных конструкций элементов ТЭС, указаны в таблицах 5.3 и 5.4.
5.3. Требования к складированию, хранению и транспортировке материалов
5.3.1. Складирование, хранение, транспортирование материалов и полуфабрикатов должны производиться по инструкции предприятия-изготовителя изделий.
Стальной прокат следует хранить, как правило, в закрытых помещениях с укладкой в устойчивые штабели.
5.4. Требования к сварочным материалам
5.4.1. Для сварки и наплавки опорных конструкций оборудования и трубопроводов следует применять сварочные и наплавочные материалы в соответствии с таблицей 5.6 настоящего стандарта.
5.4.3. К сварке допускаются детали, принятые отделом технического контроля предприятия-изготовителя.
5.4.4. Сварка и прихватка под сварку должны производиться квалифицированными сварщиками, аттестованными в соответствии с требованиями ПБ 03-273 и имеющими удостоверение, устанавливающее их квалификацию и характер работ, к которым они допущены.
5.4.5. По внешнему виду швы сварных соединений должны удовлетворять следующим требованиям:
- иметь гладкую (для автоматической сварки) или равномерно чешуйчатую поверхность (с высотой чешуек не более 1 мм) без наплывов, прожогов, сужений и не иметь резкого перехода к основному металлу;
- не допускаются трещины и подтеки, а также пористость на наружной поверхности швов.
5.4.2. Механические свойства металла шва, выполненного дуговыми видами сварки, указаны в таблице 5.5.
Таблица 5.3 - Механические свойства материалов из углеродистых и марганцовистых сталей
|
Характеристики |
Температура, °С |
||||||||
|
20 |
50 |
100 |
150 |
200 |
250 |
300 |
350 |
||
|
не менее |
|||||||||
|
Ст3сп3 по ГОСТ 14637. Горячекатаная сортовая и листовая сталь толщиной до 20 мм |
Rm, МПа |
373 |
363 |
353 |
353 |
343 |
323 |
284 |
- |
|
Rp0,2, МПа |
245 |
235 |
235 |
235 |
235 |
206 |
186 |
- |
|
|
Ст3сп3 по ГОСТ 14637. Горячекатаная сортовая и листовая сталь толщиной более 20 до 100 мм |
Rm, МПа |
373 |
363 |
353 |
353 |
343 |
323 |
284 |
- |
|
Rр0,2, МПа |
206 |
196 |
196 |
196 |
196 |
177 |
157 |
- |
|
|
Сталь 20К по ГОСТ 5520. Листы толщиной от 4 до 60 мм |
Rm, MПa |
402 |
397 |
397 |
392 |
392 |
392 |
373 |
363 |
|
Rp0,2, МПа |
216 |
206 |
206 |
206 |
196 |
196 |
177 |
157 |
|
|
Сталь 22К по ГОСТ 5520. Листы толщиной от 25 до 70 мм |
Rm, MПa |
430 |
430 |
430 |
430 |
430 |
421 |
412 |
392 |
|
Rp0,2, МПа |
215 |
206 |
196 |
186 |
186 |
186 |
186 |
177 |
|
|
Сталь 09Г2С по ГОСТ 5520. Листы толщиной от 4 до 160 мм |
Rm, MПa |
432 |
432 |
432 |
432 |
432 |
432 |
432 |
432 |
|
Rp0,2, МПа |
245 |
235 |
2235 |
226 |
216 |
216 |
196 |
177 |
|
|
Сталь 16ГС по ГОСТ 5520. Листы горячекатаные толщиной от 4 до 160 мм |
Rm, MПa |
451 |
422 |
392 |
392 |
392 |
392 |
373 |
373 |
|
Rp0,2, МПа |
245 |
235 |
235 |
226 |
216 |
216 |
196 |
177 |
|
|
Сталь 20 по ТУ 14-3Р-55. Трубы горячедеформированные |
Rm, MПa |
402 |
392 |
392 |
392 |
373 |
373 |
363 |
353 |
|
Rp0,2, МПа |
216 |
206 |
206 |
206 |
196 |
196 |
177 |
157 |
|
|
Сталь 35 по ГОСТ 1050 Сортовая горячекатаная. |
Rm, MПa |
530 |
530 |
520 |
510 |
510 |
500 |
- |
- |
|
Rp0,2, МПа |
275 |
255 |
235 |
225 |
186 |
147 |
127 |
- |
|
|
Сталь 45 по ГОСТ 1050. Заготовки крепежных деталей толщиной или диаметром до 250 мм |
Rm, MПa |
570 |
570 |
570 |
570 |
570 |
549 |
530 |
510 |
|
Rp0,2, МПа |
315 |
304 |
304 |
304 |
304 |
255 |
226 |
206 |
|
|
Сталь 35Х по ГОСТ 1050. Заготовки крепежных деталей толщиной или диаметром до 250 мм |
Rm, MПa |
736 |
726 |
706 |
706 |
706 |
706 |
706 |
628 |
|
Rp0,2, МПа |
590 |
579 |
569 |
549 |
520 |
520 |
491 |
471 |
|
Таблица 5.4 - Механические свойства материалов из хромомолибденовых и хромомолибденованадиевых сталей
|
Характеристики |
Температура, °С |
|||||||
|
20 |
200 |
300 |
400 |
500 |
550 |
600 |
||
|
не менее |
||||||||
|
Сталь 12ХМ по ГОСТ 5520. Листы толщиной от 4 до 160 мм |
Rm, MПa |
441 |
432 |
432 |
373 |
294 |
- |
- |
|
Rp0,2, МПа |
235 |
226 |
216 |
196 |
177 |
- |
- |
|
|
Сталь 15ХМ по ТУ 14-3Р-55. Трубы горячедеформированные |
Rm, MПa |
441 |
421 |
412 |
372 |
294 |
- |
- |
|
Rp0,2, МПа |
226 |
226 |
216 |
196 |
186 |
- |
- |
|
|
Сталь 12Х1МФ по ГОСТ 5520. Горячекатаная сталь толщиной или диаметром до 40 мм |
Rm, MПa |
471 |
451 |
441 |
422 |
392 |
- |
- |
|
Rp0,2, МПа |
255 |
255 |
235 |
216 |
177 |
- |
- |
|
|
R2∙105 МПа |
- |
- |
- |
- |
- |
85 |
55 |
|
|
Сталь 12Х1МФ по ТУ 14-3Р-55. Трубы бесшовные горячекатаные |
Rm, MПa |
441 |
422 |
412 |
372 |
294 |
- |
- |
|
Rp0,2, МПа |
275 |
275 |
255 |
216 |
135 |
- |
- |
|
|
R2∙105 МПа |
- |
- |
- |
- |
- |
82 |
45 |
|
|
Сталь 15Х1М1Ф по ТУ 14-3Р-55. Трубы бесшовные горячекатаные |
Rm, MПa |
491 |
491 |
471 |
412 |
333 |
- |
- |
|
Rp0,2, МПа |
314 |
284 |
265 |
235 |
205 |
- |
- |
|
|
R2∙105 МПа |
- |
- |
- |
- |
- |
93 |
56 |
|
|
Сталь 25Х1МФ. Заготовки крепежных деталей толщиной или диаметром до 200 мм КП 590 |
Rm, MПa |
736 |
667 |
628 |
589 |
510 |
- |
- |
|
Rp0,2, МПа |
590 |
520 |
491 |
451 |
422 |
- |
- |
|
|
Лист. Сталь 15Х1М1Ф ТУ 108.11-888-78 |
Rm, MПa |
490 |
- |
- |
- |
- |
265 |
- |
|
Rp0,2, МПа |
295 |
- |
- |
- |
- |
- |
- |
|
|
R2∙105 МПа |
- |
- |
- |
- |
162 |
94 |
63* |
|
|
* Значение при t = 590 °С |
||||||||
Таблица 5.5 - Механические свойства металла шва, выполненного дуговыми видами сварки
|
Испытание при температуре 20 °С |
|||||
|
Значения механических свойств, не менее |
|||||
|
Предел прочности Rm, МПа |
Предел текучести Rp0,2, МПа |
Относительное удлинение А, % |
Относительное сужение Z, % |
Ударная вязкость, Дж/см2 |
|
|
KCU |
|||||
|
УОНИИ 13/55 |
490 |
- |
22 |
58 |
127 |
|
ЦЛ-20, ЦЛ-39 |
490 |
- |
16 |
- |
78 |
|
ЦЛ-38 |
470 |
- |
18 |
- |
88 |
|
ЦЛ-45 |
490 |
- |
18 |
- |
88 |
|
Св-08Г2С |
452 |
255 |
18 |
50 |
120 |
Таблица 5.6 - Сварочные материалы
|
Способ сварки |
|||||||
|
Ручная электродуговая сварка (РД) |
Автоматическая электродуговая сварка под флюсом (АФ) |
Аргонодуговая сварка (РАД) |
Дуговая сварка плавящимся электродом в защитных газах (МАДП) |
Электрошлаковая сварка (ЭШ) |
|||
|
Марки применяемых сварочных материалов |
|||||||
|
электроды ГОСТ 9466 |
проволока ГОСТ 2246 |
флюс ГОСТ 9087 ОСТ 24.948.02 |
проволока ГОСТ 2246 |
проволока ГОСТ 2246 |
проволока ГОСТ 2246 |
флюс ГОСТ 9087 ОСТ 24.948.02 |
|
|
Ст3сп Ст3пс Ст3Гпс 10, 20 |
ЦУ-6, ЦУ-7 УОНИИ 13/45 УОНИИ 13/55 ЦУ-5 ТМУ-21У |
Св-08 Св-08А Св-08АА Св-08ГА |
ОСЦ-45 ОСЦ-45М АН-348-А АН-348-АМ АН-42 АН-42М АНЦ-1 |
Св-08ГА-2 Св-08ГС Св-08Г2С АП-АН2 |
Св-08Г2С ПП-АН8 |
Св-10ГА Св-10Г2 Св-8ГСМТ |
АН-8 ФЦ-6 ФЦ-11 ФЦ-21 |
|
20К |
Св-08ГА Св-10ГА Св-10Г2 Св-08ГС |
ФЦ-11 |
|||||
|
22К |
ЦУ-7 УОНИИ 13/55 ЦУ-5 ТМУ-21У |
Св-08А Св-08АА Св-08ГА |
ФЦ-11 ФЦ-16 ФЦ-22 |
||||
|
Св-10ГА Св-10Г2 Св-08ГС |
|||||||
|
16ГС 09Г2С |
УОНИИ 13/55 ЦУ-5, ЦУ-6 ЦУ-7 ТМУ-21У |
Св-08ГС Св-12ГС |
ФЦ-11 ФЦ-16 ФЦ-22 |
Св-08ГС Св-08Г2С |
Св-08Г2С Св-10ГСМТ |
Св-08Г2 Св-12ГС |
- |
6. ПРОЕКТИРОВАНИЕ ТРУБОПРОВОДОВ С ОПОРНО-ПОДВЕСНОЙ СИСТЕМОЙ
6.1. Общие положения
6.1.1. При проектировании трубопроводов с опорными конструкциями предпочтение должно отдаваться стандартным опорным конструкциям.
(Измененная редакция. Изм. № 1)
6.1.2. Правильно выбранные П, Г-образные компенсаторы линии трубопровода оказываются эффективным средством повышения его компенсирующей способности и безопасности эксплуатации.
6.1.3. Расстояние между подвесками и опорами должно обеспечивать равномерное распределение весовой нагрузки по длине трубопровода (при этом следует учитывать работу строительной конструкции и возможность перераспределения усилий на подвески в процессе эксплуатации).
6.1.4. При проектировании ОПС трубопроводов опоры и подвески следует располагать по возможности ближе к местам приложения сосредоточенных нагрузок и арматуре, а также на расстоянии не менее 50 мм от сварных швов для труб диаметром менее 50 мм и не менее 200 мм для труб диаметром свыше 50 мм.
6.1.5. Основной нагрузкой, действующей на подвески, является вес. При тепловых перемещениях в процессе эксплуатации в тяге возникает изгибающий момент, достигающий своих максимальных значений на концах тяги.
6.1.6. Количество подвесок или опор по длине паропровода определяется максимально допустимыми уровнями напряжений. Расстояние между подвесками должно обеспечивать равномерное распределение весовой нагрузки по длине трубопровода.
6.1.7. По наружному диаметру тяги принимается диаметр резьбы. Если подвески в группе имеют разную длину, выбор диаметров тяг для таких подвесок производится с учетом их длин и реальных нагрузок, воспринимаемых этими подвесками.
6.1.8. При проектировании трубопровода должны выполняться следующие условия:
- расстояние между опорами и подвесками трубопровода устанавливает организация-проектировщик с учетом рекомендуемых значений, указанных в таблице 6.1;
- отклонение угла тяги подвески от вертикали не должно превышать 4°;
- изменения усилий в пружинной опоре или подвеске не должны превышать ±25 % расчетного значения.
Нагрузка от массы среды при гидростатическом испытании трубопровода должна быть учтена в проекте ОПС.
6.1.9. С учетом выбранной строительной конструкции определяются прогибы от монтажной, эксплуатационной и сейсмической нагрузки. Определение прогибов балок необходимо для установления величины перераспределения нагрузок между подвесками трубопровода.
6.1.10. Опоры должны быть прочно закреплены в строительной конструкции и обеспечивать надежное соединение с трубой, компенсировать заданные перемещения или вращения трубопровода (скользящие опоры) в пределах допусков.
6.1.11. Все соединительные тяги и элементы подвески должны снабжаться средствами регулирования (талрепами), пружинными блоками.
Минимальная длина резьбового соединения должна быть достаточной для регулирования и настройки элемента подвески.
6.1.12. Упоры в вертикальных трубопроводах должны быть расположены таким образом, чтобы гарантировать контакт с полухомутами подвески.
Таблица 6.1
|
Наибольший пролет трубопровода, м |
|
|
57 |
4 |
|
76 |
5 |
|
108 |
6 |
|
133 |
7 |
|
159 |
8 |
|
194 |
9 |
|
219 |
9 |
|
245 |
9 |
|
273 |
10 |
|
325 |
10 |
|
377 |
12 |
|
426 |
14 |
|
465 |
13 |
|
530 |
14 |
|
630 |
18 |
|
720 |
18 |
|
920 |
18 |
6.1.13. Расчетные усилия и моменты, приложенные к оборудованию, должны быть согласованы с проектировщиком трубопровода и владельцем трубопровода. Эти усилия и моменты должны удовлетворять условиям прочности.
6.1.14. Расчеты на прочность трубопроводов по программным вычислительным комплексам производятся, с учетом всех ответвлений и промежуточных опор, распределенных и сосредоточенных весовых нагрузок.
6.1.15. Оценка уровня общих мембранных и изгибных напряжений трубопровода от действия внутреннего давления и возникающих усилий на опору определяется по формуле

где р - внутреннее давление, МПа;
Da - наружный диаметр трубопровода, мм;
s - толщина стенки трубы, мм;
с - суммарная прибавка к толщине стенки;
Р - усилие на опору, Н;
М - изгибающий момент, действующий на опору, Н∙мм.
6.2. Требования к конструкции ОПС
6.2.1. Общие положения
6.2.1.1. (Исключен. Изм. № 1)
6.2.1.2. При технической необходимости или при невозможности установить на трубопроводах стандартные опорные конструкции допускается установка нестандартных опорных конструкций.
6.2.1.3. При ремонте стандартных опорных конструкций может появиться необходимость их реконструкции, модернизации, усиления и т.п. В этом случае такая опорная конструкция из разряда стандартных переходит в разряд нестандартных.
6.2.2. Опорные конструкции трубопроводов
6.2.2.1. При проектировании трубопровода необходимо проанализировать возможность применения скользящей опоры.
6.2.2.2. При осевом перемещении трубопровода, составляющем 10 % от расчетного, но не более 25 мм, следует предусмотреть установку скользящих опор.
6.2.3. Конструкция подвесок
6.2.3.1. Конструкция подвески набирается из стандартных деталей (тяг, соединительных муфт и талрепов, пружинных блоков), что позволяет проектировать цепи необходимой длины и сложности.
Все тяги, входящие в цепь подвески, должны быть одного диаметра.
Тип подвески характеризуется конструкцией узла крепления подвески к трубопроводу и конструкцией цепи подвески.
Соединительные муфты, служат для наращивания длин тяг подвесок. Оба конца муфты должны иметь правую резьбу. На каждую муфту должны заказываться две стопорные гайки.
6.2.3.2. Талрепы служат для изменения длины тяг, а также для регулировки затяжки пружин. Талреп с одной стороны должен иметь правую резьбу, с другой - левую резьбу. Талреп должен стопориться одной стопорной гайкой со стороны правой резьбы.
Для регулировки затяжки пружин рекомендуется на один или два пружинных блока предусматривать один талреп, на три и более пружинных блоков - два талрепа. Если талрепами производится полная затяжка пружин, на каждый пружинный блок необходимо предусмотреть один талреп.
6.2.3.3. В подвесках используются блоки с пружинами и тяги нескольких типоразмеров в зависимости от допускаемой нагрузки. Выбор пружинного блока определяет исполнение тяг для всей цепи. Для уменьшения допускаемой нагрузки на подвеску служат траверсы.
6.2.3.4. Пружинные подвески с переменной нагрузкой обычно используются при относительно малых вертикальных перемещениях трубопровода. Они могут использоваться, когда при перемещении трубы изменение нагрузки не превышает 30 % расчетной.
6.2.3.5. Пружины должны выдерживать установленную нагрузку в пределах расчетного срока службы трубопроводов.
6.2.4. Катковые и скользящие опоры
6.2.4.1. Катковые и скользящие опоры не должны препятствовать свободному перемещению трубопровода и должны быть спроектированы с учетом приложенной нагрузки и силы трения.
6.2.4.2. Размеры скользящей опоры должны обеспечивать проектное перемещение. Материал, используемый в скользящих опорах, должен соответствовать металлу в точке скользящего контакта и должен быть определен в проектной документации.
6.2.4.4. Скользящие опоры должны быть разработаны так, чтобы предотвратить загрязнение поверхностей скольжения при нормальных рабочих условиях.
6.2.4.5. Площадь скольжения должна иметь достаточный размер, чтобы все предусмотренные перемещения происходили с запасом, по крайней мере, по 25 мм в каждом направлении.
6.2.4.6. Усилия, возникающие от трения поверхностей скольжения, должны быть включены в расчет опорной конструкции. Там, где применяются стальные поверхности скольжения, коэффициент трения должен быть 0,3. Там, где необходимы более низкие силы трения, должны применяться материалы с низким коэффициентом трения, подходящие по физическим условиям и условиям окружающей среды, в которых опора предназначена работать, например, политетрафторэтилен (тефлон).
6.2.5. Требования к пружинам
6.2.5.1. Все пружины делятся на две группы:
- группа 1 соответствует расчетной деформации пружины λmax = 70 мм под нагрузкой Рmax,
- группа 2 соответствует расчетной деформации пружины λmax = 140 мм.
Если каждую из пружин, входящих в пружинную цепь опоры, обозначить числом, выражающим группу, к которой она принадлежит (т.е. числом 1 или 2), а затем эти числовые обозначения всех пружин просуммировать, то получим значение структуры пружинной цепи - Z. Пружинная цепь является определенной, если она задана структурой Z и максимальной нагрузкой Рmax, которая принимается одинаковой для всех пружин, входящих в данную пружинную цепь.
6.2.5.2. Выбор пружинных опор основывается на расчетном анализе прочности трубопровода согласно РД 10-249 и передаваемых им нагрузок на оборудование.
Выбор пружинных опор производится по программам.
6.2.5.3. Пружины для опор подбирают по максимальной эксплуатационной нагрузке и необходимой жесткости опоры. Жесткость опоры должна приниматься такой, чтобы обеспечивалась величина изменения нагрузки опор при переходе трубопровода из рабочего состояния в холодное.
6.2.5.4. В таблице 6.2 представлены жесткости пружинных цепей и в таблице 6.3 - жесткости пружинных опор для всех практически возможных вариантов пружинных цепей.
6.2.6. Требования к опорам при действии вибрации
6.2.6.1. Вибрация может возникать в результате гидравлического удара или в результате внешне приложенных циклических нагрузок.
Если в техническом задании на трубопровод вибрация предусмотрена, то проектировщик трубопровода должен учесть эту информацию и принять меры (конструктивное решение) по устранению или уменьшению вибрации.
Таблица 6.2
|
Pmax, kН |
||||||||||||
|
1,26 |
2,73 |
5,24 |
8,00 |
11,67 |
16,34 |
19,66 |
26,34 |
32,60 |
40,00 |
48,60 |
58,45 |
|
|
Жесткость пружинных цепей kц, Н/мм |
||||||||||||
|
1 |
18,8 |
39,7 |
76,3 |
116,6 |
170,0 |
38 |
286 |
384 |
475 |
583 |
708 |
851 |
|
2 |
9,14 |
19,8 |
38,2 |
58,3 |
85,0 |
119 |
143,2 |
191,9 |
237 |
292 |
354 |
426 |
|
3 = 2 + 1 |
6,09 |
13,24 |
25,4 |
38,9 |
56,7 |
79,3 |
95,5 |
127,9 |
145 |
194,3 |
236 |
284 |
|
4 = 2 + 2 |
4,57 |
9,93 |
19,1 |
29,2 |
42,5 |
59,5 |
71,6 |
95,9 |
118,8 |
145,7 |
177 |
213 |
|
5 = 2 + 2 + 1 |
3,66 |
7,94 |
15,3 |
23,3 |
34,0 |
47,6 |
57,3 |
76,7 |
95,0 |
116,6 |
142 |
170,3 |
|
6 = 2 + 2 + 2 |
3,05 |
6,62 |
12,7 |
19,43 |
28,3 |
39,7 |
47,7 |
63,9 |
79,2 |
97,2 |
118 |
142 |
|
7 = 2 + 2 + 2 + 1 |
2,61 |
5,67 |
10,9 |
16,65 |
24,3 |
34,0 |
40,9 |
54,8 |
67,8 |
83,3 |
101,1 |
121,6 |
|
8 = 2 + 2 + 2 + 2 |
2,29 |
4,96 |
9,54 |
14,67 |
21,2 |
29,8 |
35,8 |
48,0 |
59,4 |
72,9 |
88,5 |
106,4 |
|
9 = 2 + 2 + 2 + 2 + 1 |
2,03 |
4,41 |
8,48 |
12,96 |
18,88 |
26,4 |
31,8 |
42,6 |
52,8 |
64,8 |
78,6 |
94,6 |
|
10 = 2 + 2 + 2 + 2 + 2 |
1,83 |
3,97 |
7,63 |
11,66 |
17,0 |
23,8 |
28,6 |
38,4 |
47,5 |
58,3 |
70,8 |
85,1 |
Таблица 6.3
|
Допустимая нагрузка, Pmax, kН |
Жесткость, С, Н/мм |
Диаметр прутка, d, мм |
Диаметр пружины, D, мм |
Высота пружины в свободном состоянии, Нсв, мм |
Полное число витков, n |
Масса пружины, кг |
|||
|
номин. |
предельные отклонения |
номин. |
предельные отклонения |
номин. |
предельные отклонения |
||||
|
Группа 1 (λmax = 70 мм) |
|||||||||
|
1,26 |
18,3 |
10 |
93 |
±1,5 |
143 |
+4,5 ... -1,5 |
7,0 |
1,40 |
|
|
2,73 |
39,7 |
12 |
+0,1 |
151 |
8,5 |
1,924 |
|||
|
5,24 |
763 |
16 |
-0,5 |
113 |
±1,5 |
166 |
6,0 |
3,86 |
|
|
8,00 |
116,6 |
18 |
177 |
6,0 |
4,96 |
||||
|
11,67 |
170,0 |
20 |
+0,2 |
188 |
+5,5 ... -1,5 |
6,0 |
6,22 |
||
|
16,34 |
238,0 |
22 |
-0,5 |
201 |
6,0 |
7,63 |
|||
|
19,66 |
286,4 |
24 |
226 |
6,5 |
9,98 |
||||
|
26,34 |
383,7 |
28 |
138 |
±2,0 |
221 |
5,5 |
13,91 |
||
|
32,60 |
475,0 |
32 |
+0,2 |
277 |
+7,0 ... -2,0 |
6,5 |
22,02 |
||
|
40,00 |
582,9 |
34 |
-0,7 |
289 |
6,5 |
25,20 |
|||
|
48,60 |
707,9 |
36 |
304 |
6,5 |
28,52 |
||||
|
58,45 |
851,4 |
40 |
165 |
±2,0 |
284 |
5,5 |
35,10 |
||
|
Группа 2 (λmax = 140 мм) |
|||||||||
|
1,26 |
9,10 |
10 |
93 |
±1,5 |
270 |
+7,0 ... -2,0 |
12,0 |
2,40 |
|
|
2,73 |
19,90 |
12 |
+0,1 |
284 |
11,0 |
3,24 |
|||
|
5,24 |
38,10 |
16 |
-0,5 |
113 |
±1,5 |
308 |
10,0 |
6,43 |
|
|
8,00 |
58,30 |
18 |
327 |
10,0 |
8,26 |
||||
|
11,67 |
85,00 |
20 |
+0,2 |
346 |
+9,0 ... -3,0 |
10,0 |
10,37 |
||
|
16,34 |
119,0 |
22 |
-0,5 |
369 |
10,0 |
12,70 |
|||
|
19,66 |
143,2 |
24 |
414 |
11,0 |
16,90 |
||||
|
26,34 |
191,9 |
28 |
138 |
±2,0 |
399 |
9,0 |
22,80 |
||
|
32,60 |
237,5 |
32 |
+0,2 |
507 |
+11,0 ... -5,0 |
11,0 |
37,23 |
||
|
40,00 |
291,4 |
34 |
-0,7 |
528 |
11,0 |
42,57 |
|||
|
48,60 |
353,9 |
36 |
549 |
11,0 |
48,30 |
||||
|
58,45 |
425,7 |
40 |
210 |
±2,0 |
508 |
9,0 |
57,50 |
||
7. РАСЧЕТЫ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ ОПОРНО-ПОДВЕСНОЙ СИСТЕМЫ
7.1. Общие положения
7.1.1. Расчет трубопровода с ОПС должен выполняться специализированной организацией.
7.1.2. Допустимая толщина стенки элементов ОПС должна определяться по расчетной толщине стенки с учетом эксплуатационной прибавки от воздействия коррозии, равной не менее 2 мм.
- расчет по выбору основных размеров элементов;
- поверочный расчет на прочность.
7.1.4. При проектировании трубопровода с опорно-подвесной системой необходимо принимать в расчет следующие нагрузки:
- масса трубы со средой и изоляцией, вес арматуры, перемещения, а также дополнительные нагружающие факторы - трение;
- динамические нагрузки, включая нагрузки, вызванные землетрясением;
- воздействия от тепловых расширений труб;
- воздействия от опор;
- нагрузки от окружающей среды, такие как ветровые и снеговые нагрузки.
Неподвижные опоры должны рассчитываться на усилия, передаваемые на них при наиболее неблагоприятном сочетании нагрузок.
7.1.5. Если эксплуатация трубопровода с ОПС происходит при температурах, вызывающих ползучесть материала, то расчет производят с использованием характеристик длительной прочности и ползучести.
7.2. Расчетная температура стенки металла для элементов ОПС
7.2.1. Общие требования
Под расчетной температурой стенки следует принимать температуру металла, по которой выбирается величина допускаемого напряжения. Температуры элементов ОПС должны быть определены непосредственно вычислением или измерением.
7.2.2. Выбор температуры металла узлов ОПС трубопроводов с изоляцией
Температура металла, которая используется при проектировании, должна приниматься по таблице 7.1 и рисунку 7.1.
Таблица 7.1 - Расчетная температура узлов ОПС трубопроводов с изоляцией
|
Расчетная температура опоры, °С |
|
|
Полухомуты (имеющие большую площадь контакта с трубой) |
tср |
|
Узлы без прямого контакта с трубой |
tср - 50 |
|
Болты, шпильки, гайки |
tср - 50 |
|
где tcp - температура среды в трубе |
|
7.2.3. Расчетная температура узлов ОПС трубопроводов вне изоляции
При проектировании ОПС температура металла должна приниматься в соответствии с таблицей 7.2.
Все другие элементы ОПС, включая стальную конструкцию под опору, должны иметь расчетную температуру 80 °С.
Таблица 7.2 - Расчетная температура узлов вне изоляции
|
Температура среды в трубе |
Расчетная температура опоры |
|
|
Полухомуты, связанные с трубой |
> 80 °С |
0,5tcp, но не менее 80 °С |
|
Корпус опоры |
≤ 80 °С |
80 °С |
|
Болты, шпильки, гайки |
> 80 °С |
0,5tcp, но не менее 80 °С |
|
≤ 80 °С |
80 °С |

Рисунок 7.1 - Выбор температуры элементов опор внутри и снаружи изоляции
7.3. Расчет по выбору основных размеров узлов подвесок
7.3.1. При выполнении расчета по выбору основных размеров подвесок расчетной нагрузкой (в рабочем и холодном состояниях) является усилие, приходящееся на подвеску Pmax.
Нагрузка, действующая на опорную конструкцию, не должна превышать допустимую для каждого из режимов эксплуатации.
7.3.2. Расчетный диаметр тяги подвески определяют по формуле

где z - количество тяг;
d* равно: либо d - диаметр тяги в мм, либо d1 - внутренний диаметр резьбы тяги, мм (таблица 7.3).
Таблица 7.3
Размеры в миллиметрах
|
12 |
14 |
16 |
18 |
20 |
24 |
30 |
36 |
|
|
d1 |
9,8 |
11,5 |
13,5 |
14,9 |
16,9 |
20,3 |
25,7 |
31,1 |
7.3.3. Деформация пружины определяется по формуле
![]()
где Р - нагрузка на пружину, Н;
n - полное количество витков;
β = Dм/d - коэффициент;
Dм - средний диаметр пружины, мм;
![]() - модуль сдвига, МПа;
- модуль сдвига, МПа;
Еt - модуль упругости, МПа.
7.4. Номинальные допускаемые напряжения
7.4.1. Под номинальным допускаемым напряжением [σ] следует понимать величину напряжения, используемую для оценки прочности конструкции.
7.4.2. В качестве расчетных характеристик прочности следует принимать гарантированные значения Rm, Rp0,2t и предел длительной прочности при расчетной температуре, значения которых представлены в таблицах 5.3 и 5.4.
7.4.3. Номинальные допускаемые напряжения для материалов определяются по формуле

7.4.4. Номинальные допускаемые напряжения для болтов и шпилек рассчитываются по формуле

7.4.5. При поверочном расчете на прочность необходимо учитывать изменения характеристик материалов при эксплуатации, приводящие к снижению прочности и ресурса опорных конструкций для элементов, работающих при ползучести.
7.5. Группы категорий напряжений
7.5.1. Наиболее типичные примеры категорий напряжений в конструкциях опор и подвесок приведены в таблице 7.4.
Таблица 7.4
|
Расчетная группа категорий напряжений |
Обозначение расчетной группы категорий напряжений |
Обозначение составляющих категорий напряжений, входящих в данную расчетную группу |
|
|
Подвески трубопроводов (тяги) |
Приведенные общие мембранные напряжения |
(σ)1 |
σm |
|
Приведенные общие мембранные напряжения и общие изгибные напряжения |
(σ)2 |
σm + σb |
|
|
Корпус |
Приведенные общие мембранные напряжения |
(σ)1 |
σm |
|
Приведенные общие мембранные и общие изгибные напряжения |
(σ)2 |
σm + σb |
|
|
Размах приведенных напряжений, определяемый по суммам составляющих мембранных и изгибных напряжений, температурные напряжения |
(σ)R |
σm + σb + σт |
7.6. Расчет на статическую прочность
7.6.1. Расчет на статическую прочность проводится с целью подтверждения того факта, что при всех значениях нагрузок и температур в режимах эксплуатации опорной конструкции напряжения (нагрузки) в опорной конструкции не превышают допускаемых, определенных по предельным состояниям.
Определение напряжений и допускаемых расчетных нагрузок при расчете на статическую прочность может проводиться как в линейно-упругой постановке (упругий расчет), так и в упругопластической (расчет на несущую способность).
7.6.2. Расчет на устойчивость заключается в определении допускаемых расчетных нагрузок, превышение которых вызывает возможность потери устойчивости при нагружении опорной конструкции сжимающими нагрузками.
Расчет на устойчивость может проводиться как в линейно-упругой постановке, так и в нелинейной (физическая и/или геометрическая нелинейность).
7.6.3. При проведении расчета на статическую прочность проверяют выполнение условий прочности применительно к расчетным нагрузкам, указанных в п. 7.1.3.
7.6.4. Напряжения, определенные при расчете на статическую прочность элементов ОПС, не должны превышать значений:
- приведенные напряжения, определяемые по общим мембранным напряжениям
(σ)1 ≤ [σ],
- приведенные напряжения, определяемые по суммам составляющих общих и местных мембранных и общих изгибных напряжений
(σ)2 ≤ 1,5[σ],
- размах приведенных напряжения по суммам составляющих общих и местных мембранных, общих и местных изгибных, температурных, кручения и изгиба
(σ)а ≤ 2,5[σ].
7.6.5. Средние напряжения смятия по поверхности контакта не должны превышать 2,25[σ].
7.6.6. Средние касательные напряжения среза, вызванные действием механических нагрузок на элемент опорной конструкции, не должны превышать 0,5[σ], а в резьбах - 0,4[σ].
7.7. Поверочный расчет на прочность
7.7.1. Поверочный расчет проводится после выполнения расчета по выбору основных размеров рассчитываемых элементов.
7.7.2. При поверочном расчете учитывают все действующие нагрузки и рассматриваются все режимы эксплуатации.
7.7.3. Эквивалентные напряжения определяются по формуле
![]()
![]()
где σm - мембранные (средние) напряжения, МПа;
σb - изгибные напряжения, МПа;
τs - напряжения кручения, МПа.
Примером местных мембранных напряжений являются напряжения в зонах отверстий, галтелей, резьб и т.п. от механических нагрузок, определяемые с учетом концентрации напряжений.
Примером общих изгибных напряжений σb являются напряжения изгиба, вызываемые действием механических нагрузок, действующих на опорную конструкцию в целом.
7.7.5. При поверочном расчете используются физико-механические свойства основного металла и сварных швов, указанные в таблицах 5.3, 5.4 и 5.6.
7.8. Расчет на прочность тяг подвесок
7.8.1. Общие мембранные напряжения от растяжения силой Qq определяются по формуле
![]()
где ![]() - для сплошного круглого
сечения;
- для сплошного круглого
сечения;
![]() - для
полого круглого сечения (d1 = da(ds));
- для
полого круглого сечения (d1 = da(ds));
φ - принимается согласно п. 10.4.1 при наличии стыкового шва.
7.8.2. Средние напряжения от внутреннего давления в полом круглом сечении (в подвесной трубе) тяги определяются согласно разделу 3 Норм.
7.8.3. Максимальный изгибающий момент, действующий на тягу, определяется по формуле
![]()
где ![]() - параметр;
- параметр;
![]() - для сплошного круглого сечения;
- для сплошного круглого сечения;
![]() - для полого круглого сечения тяги.
- для полого круглого сечения тяги.
Если kl > 3, то ![]()
7.8.4. Общие изгибные напряжения, возникающие от момента Mbq, определяются по формуле
![]()
где ![]() - для сплошного круглого
сечения;
- для сплошного круглого
сечения;
![]() - для полого круглого сечения.
- для полого круглого сечения.
7.8.5. Изгибные напряжения, возникающие в резьбе от момента Msq, определяются по формуле
![]()
где ![]() - для сплошного круглого
сечения;
- для сплошного круглого
сечения;
![]() - для полого круглого сечения.
- для полого круглого сечения.
7.8.6. Напряжение кручения в резьбе при затяге гайки определяется по формуле
![]()
где ![]() - для сплошного круглого
сечения;
- для сплошного круглого
сечения;
![]() - для полого круглого
сечения;
- для полого круглого
сечения;
Mk = ξQqdas - крутящий момент, действующий на подвеску;
Qq - усилие при затяге гайки.
7.8.7. Напряжение среза в резьбе определяется по формуле
![]()
где hs - высота рабочей части резьбы, мм.
7.9. Расчет на прочность шарнирных соединений
7.9.1. Напряжение смятия в шарнирах определяется по формуле

где Da - диаметр валика шарнирного соединения;
Dh - диаметр отверстия в проушинах;
shp - наименьшая толщина проушины.
Формула справедлива при условии 1,0 ≤ Dh/Da ≤ 1,1.
7.9.2. Средние касательные напряжения, вызванные действием срезывающих усилий в валике, определяются по формуле
![]()
7.9.3. Напряжение смятия в шарнирах с овальным отверстием (см. рисунок 10.1) определяется по формуле

7.9.4. Общие мембранные напряжения в проушине с круглым отверстием от растягивающего усилия определяются по формуле

7.10. Расчет на прочность болтовых соединений
Напряжения растяжения
определяются по формуле ![]() , МПа,
, МПа,
где d1 - внутренний диаметр резьбы, мм;
z - количество шпилек, болтов.
Напряжения кручения
определяются по формуле ![]() ,
МПа.
,
МПа.
Напряжения изгиба
определяются по формуле ![]() , МПа.
, МПа.
Напряжение среза резьбы
определяется по формуле ![]() ,
МПа,
,
МПа,
где h - высота рабочей части резьбы, мм;
Рsr - усилие среза, Н.
Крутящий момент, действующий на болт при затяжке ключом равен
Mk = ζFowd0, Н∙мм,
где d0 - внешний диаметр резьбы болта, мм;
ζ - коэффициент, зависящий от смазки, принимается ζ = 0,13 при наличии смазки, и
ζ = 0,18 при отсутствии смазки.
Момент на ключе при затяжке определяется по формуле
Mкл = ζ1Fowd0, Н∙мм,
где ζ1 - коэффициент, зависящий от смазки, принимается ζ1 = 0,26 при наличии смазки, и
ζ1 = 0,37 при отсутствии смазки.
7.11. Расчет на прочность серьги подвески
Напряжение среза пальца ![]() , МПа;
, МПа;
напряжение смятия ![]() , МПа;
, МПа;
напряжение среза ![]() , МПа,
, МПа,
где d - диаметр пальца, мм;
а - ширина серьги, мм;
с - расстояние от отверстия до нижнего края серьги, мм;
Р - усилие, Н.
7.12. Расчет на прочность неподвижных/подвижных опорных конструкций трубопроводов, выполненный на ЭВМ
7.12.1. Если по результатам расчета на прочность трубопровода нагрузки на опору превышают допускаемые, то производится расчет на прочность опоры с использованием ЭВМ.
7.12.2. Набирается конструкция опоры, которая аппроксимируется узловыми конечными элементами. Прикладываются нагрузки, задаются граничные условия и выполняется расчет.
7.12.3. Производится анализ напряженно-деформированного состояния опоры с выделением мембранных и изгибных напряжений. Оценка прочности производится согласно п. 7.7.4 настоящего стандарта.
7.12.4. При невыполнении условий прочности производится изменение трассировки и повторяется расчет.
7.12.5. Результаты расчетов на прочность должны быть оформлены так, чтобы их можно было использовать непосредственно в качестве документации по расчету на прочность. В распечатке расчета должны быть приведены сведения об использованной программе, включая наименование, номер версии и данные об аттестации программы, а также сведения, позволяющие однозначно идентифицировать каждый элемент ОПС (наименование и номер чертежа). В распечатке расчета также должны быть приведены все исходные данные, используемые в расчете, включая данные о материалах, расчетной температуре, коэффициентах прочности сварных соединений, усилий и моментов, приложенных к элементам ОПС.
Результаты расчета на прочность должны быть подтверждены заключением о выполнении условий прочности и устойчивости.
7.13. Сварные соединения
7.13.1. Основные положения
7.13.1.1. Металл сварного шва должен иметь состав, совместимый с основным материалом, и предел текучести σ0,2 - не ниже установленного минимального значения свариваемых деталей.
7.13.1.2. Типы сварных соединений, применяемых при изготовлении элементов ОПС:
в подвесках:
- тавровый сварной шов приварки упоров к вертикальной трубе трубопровода;
- тавровый сварной шов приварки проушины к металлоконструкции;
- стыковой сварной шов при наращивании тяги на монтаже;
в опорах:
- тавровые и нахлесточные сварные швы приварки корпуса опоры к металлоконструкции фундамента;
- нахлесточный сварной шов приварки упоров к трубе в неподвижных опорах.
7.13.1.3. Коэффициенты прочности сварных соединений φw принимаются равными:
- для стыкового соединения с полным проплавлением (вид нагрузки - растяжение, изгиб),
ПВК - 100 % φw = 1,0;
УК φw = 1,0;
- для углового и таврового соединения с полным проплавлением (вид нагрузки - растяжение, изгиб, срез)
ПВК - 100 % φw = 1,0;
УК φw = 1,0;
- для углового и таврового соединения с неполным проплавлением (вид нагрузки - растяжение, изгиб, срез)
- для нахлесточного соединения (вид нагрузки - растяжение, изгиб, срез)
ПВК - 100 % φw = 0,7.
Коэффициент прочности сварного шва при изгибе принимается равным:
- для хромомолибденованадиевых сталей при расчетной температуре:
менее 550 °С φw = 0,9,
более 550 °С φw = 0,7;
- для хромомолибденовых, углеродистых и марганцовистых сталей φw = 0,9.
7.14. Расчет сварных соединений
7.14.1. Расчет сварных соединений на растяжение и сжатие выполняется по формуле
![]() МПа,
МПа,
где Р - нагрузка на сварной шов, Н;
s - наименьшая толщина стенки свариваемых элементов, мм;
lw - расчетная длина сварного соединения, принимаемая меньше его полной длины на 10 мм.
7.14.2. Сварные соединения с угловыми швами при действии продольной и поперечной нагрузок следует рассчитывать на срез (условный) по формуле
![]() МПа,
МПа,
где kw - катеты угловых швов должны быть не более 1,2s;
φw - коэффициент прочности сварного шва.
7.14.3. Расчет сварных соединений с угловыми швами на действие изгибающего момента Мв в плоскости, перпендикулярной плоскости расположения швов выполняется по формуле
![]() МПа,
МПа,
где W - момент сопротивления расчетного сечения, мм3.
7.14.4. Расчет сварного шва приварки угольников опоры к основанию
7.14.4.1. Расчетные моменты и усилия, действующие на опору:
- момент в плоскости XY, перпендикулярной основанию опоры и оси трубопровода
MH = Mz + Qx∙H,
- момент в плоскости YZ, перпендикулярной основанию опоры и проходящий через трубопровод
MF = Mx + Qz∙H,
- момент в плоскости ZX, параллельной основанию опоры к оси трубопровода
M1 = MY,
- вертикальная сила Р1 = QY,
- равнодействующая сила в
плоскости ZOX ![]()
(Измененная редакция. Изм. № 1)
7.14.4.2. От воздействия указанных моментов и сил в сварном шве возникают следующие напряжения:
изгиб и растяжение 
срез и
кручение ![]()
где F - площадь сечения, мм2,
W - момент сопротивления, мм3.
(Измененная редакция. Изм. № 1)
7.14.4.3. Условия прочности
сварного шва ![]()
![]()
где МХ , МY, MZ - моменты, действующие на опору, Н ∙ мм,
QX, QY, QZ - усилия на опору, Н,
Н - расстояние от фундамента до продольной оси трубопровода, мм,
W1 - момент сопротивления сварного шва изгибу в продольном направлении (вокруг поперечной оси), мм3,
W2 - момент сопротивления сварного шва изгибу в поперечном направлении (вокруг продольной оси), мм3,
Wk - момент сопротивления сварного шва при кручении, мм3,
F - площадь сечения сварного шва, мм2,
[σ]W - допускаемое напряжение сварного шва, МПа.
7.15. Расчет стальных конструкций
7.15.1. Расчет стальных конструкций рекомендуется выполнять согласно СНиП II-23-82, часть II, глава 23.
7.16. Расчет на малоцикловую прочность
7.16.1. При расчете на малоцикловую прочность для опор, которые удовлетворяют условиям прочности при статической нагрузке, расчетное число циклов нагружения определяют на основании установленного расчетного срока службы.
7.16.2. Под циклом нагружения понимают последовательность изменения нагрузки, повторяющейся при пуске-останове трубопровода. Под размахом колебания нагрузки следует понимать разность между максимальным и минимальным значениями нагрузки в течение одного цикла: (ΔFJ; ΔM) = max(ΔFJ; ΔM; 0) - min(ΔFJ; ΔM; 0),
где ΔFJ - размах колебаний усилия, Н,
ΔMJ - размах колебаний изгибающего момента, Н∙мм.
7.16.3. Поверочный расчет на малоцикловую прочность выполняют на основе анализа общего и местного напряженного состояния. Расчет напряжений проводят в предположении линейно-упругого поведения материала. Полученные амплитуды условных упругих напряжений не должны превышать допускаемые амплитуды напряжений.
7.16.4. Условие малоцикловой прочности будет выполняться, если амплитуда напряжений не превышает допускаемую амплитуду напряжений для заданного числа циклов
σa ≤ [σ].
7.16.5. При заданной амплитуде напряжения условие малоцикловой прочности будет выполняться, если эксплуатационное число циклов не превышает допускаемое число циклов N ≤ [N].
Если процесс нагружения
состоит из ряда циклов NJ с разными амплитудами напряжений от одной или нескольких
типов нагрузок для всех нагруженных элементов ОПС должно выполняться условие ![]()
7.16.6. Допускаемое число циклов определяют по графикам, приведенным на рисунках 7.2 и 7.3.
Коэффициенты запаса прочности по числу циклов и коэффициенты запаса прочности по напряжениям должны соответствовать nN = 10, пσ = 2.

Рисунок 7.2 - Расчетные кривые
малоцикловой усталости
углеродистых и кремнемарганцовистых сталей

Рисунок 7.3 - Расчетные кривые
малоцикловой усталости низколегированных сталей
марок 12МХ, 12ХМ, 12Х1МФ, 15Х1М1Ф
8. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ ЭЛЕМЕНТОВ ОПС
8.1. Общие положения
8.1.1. Изготовление (монтаж, ремонт и/или замену опорной конструкции) необходимо производить в соответствии с технологической документацией (технологическими инструкциями, картами технологических процессов и др.), регламентирующей содержание и порядок выполнения всех технологических и контрольных операций, принятых на предприятии-изготовителе. Технологическая документация должна быть разработана организацией-изготовителем (монтажной или ремонтной организацией) или привлеченной ею специализированной организацией с соблюдением требований настоящей главы, а также конструкторской документации.
8.1.2. Детали и сборочные единицы ОПС должны изготавливаться в соответствии с требованиями настоящего стандарта, нормативной и конструкторской документации по технологическим инструкциям или процессам.
8.1.3. Для изготовления элементов ОПС должен применяться сортовой прокат.
8.1.4. Режимы гибки, ковки и штамповки деталей и сборочных единиц устанавливаются технологическим процессом, принятым на предприятии-изготовителе.
8.1.5. Огневая резка заготовок из сталей, чувствительных к местному нагреву и быстрому охлаждению, производится по технологии предприятия-изготовителя, исключающей возможность образования трещин или ухудшение качества металла на кромках и в зоне термического влияния.
8.1.6. Формоизменение деталей может производиться в горячем или холодном состоянии.
8.1.7. Нагрев под горячее формоизменение может осуществляться электрическим способом и в нагревательных печах, работающих на жидком или газообразном топливе.
Для углеродистых сталей допускается производить нагрев пламенем горелок.
8.1.8. Размеры заготовок, их развернутая длина и конфигурация, припуски и напуски устанавливаются технологическим процессом, принятым на предприятии-изготовителе.
8.1.9. На поверхности деталей, подвергавшихся деформации в процессе изготовления, не должно быть плен, трещин, сквозных разрывов, раскатанных пригара и корочек, а также пузырей, вздутий, загрязнений и вкатанной окалины. Допускаются дефекты (рябизна, риски и другие мелкие дефекты), не выводящие толщину детали за предельные размеры.
Устранение поверхностных дефектов на деталях и заготовках всех толщин и диаметров должно производиться зачисткой. На листовых заготовках толщиной более 10 мм допускается ремонт дефектных мест заваркой с последующей зачисткой (за исключением случаев, особо оговоренных в рабочих чертежах).
Зачистка производится абразивным инструментом или способами, не вызывающими изменения свойств металла.
Окалина должна быть удалена способом, принятым у изготовителя.
8.1.10. Поверхностные дефекты, не препятствующие проведению технического осмотра (без острых углов), допускается оставлять без ремонта, если их глубина не более 5 % от номинального значения толщины или диаметра заготовки, но не более 2 мм.
8.1.11. Качество поверхностей, не подвергавшихся нагреву и деформации в процессе изготовления, должно удовлетворять требованиям технических условий или стандартов на исходные материалы.
8.1.12. Внутренние радиусы гибов деталей, получаемых штамповкой в холодном состоянии, должны быть не менее толщины листа.
8.1.13. Крепежные детали должны изготавливаться согласно требованиям государственных стандартов и нормативной документации. Резьбовые поверхности должны соответствовать ГОСТ 1759.0.
На резьбовые тяги подвесок трубопроводов тепловых станций устанавливаются гайки из стали 20 по ГОСТ 1050. При подборе комплекта «тяга-гайка» следует руководствоваться ГОСТ Р 52628.
Категории качества крепежных изделий, устанавливаемых на хомутах опор и подвесок трубопроводов по ГОСТ 20700 при температуре металла:
- до 425 °С - III;
- свыше 425 °С - IV.
Категории прочности крепежных изделий, устанавливаемых на хомутах опор и подвесок трубопроводов ТЭС, при температуре металла:
- до 425 °С - 275, 295 и 315;
- свыше 425 °С - 685.
8.1.14. Все операции по подготовке и сборке под сварку, выполнению сварных соединений, их последующей термической обработке (при необходимости), а также контроль качества выполненных сварных соединений должны проводиться в соответствии с требованиями настоящего стандарта.
8.1.15. Состояние поверхности после механической обработки, механической резки или рубки, огневой резки с последующей зачисткой должно соответствовать значениям шероховатости, установленным нормативной или конструкторской документацией на изделия предприятия-изготовителя в соответствии с ГОСТ 2789.
8.1.16. Наружные острые кромки деталей должны быть притуплены.
8.1.17. При сверлении или пробивке отверстий в сопрягаемых деталях под болты, шпильки должно обеспечиваться правильное взаимное расположение соединяемых деталей.
8.1.18. По внешнему виду швы сварных соединений должны удовлетворять следующим требованиям:
- иметь гладкую (для автоматической сварки) или равномерно чешуйчатую поверхность (с высотой чешуек не более 3 мм) без наплывов, прожогов, сужений и перерывов и не иметь резкого перехода к основному металлу;
- не допускаются трещины и подтеки, а также ноздреватость и пористость на наружной поверхности швов.
8.1.19. Дефектные участки сварных швов должны быть удалены и затем заварены. Исправление дефектов сварки подчеканкой не допускается.
8.1.20. Местные подрезы основного металла допускаются глубиной не более 1 мм при толщине стали до 10 мм и не более 3 мм при толщине стали свыше 10 мм.
8.1.19. Внешний товарный вид сварных швов допускается оценивать методом сравнения с эталоном.
8.2. Требования к сварке
8.2.1. Сварка сборочных единиц должна производиться в соответствии с требованиями ПТД и чертежей.
Технологическая документация должна содержать указания по:
- технологии сварки материалов, принятых для изготовления сборочных единиц;
- применению присадочных материалов;
- предварительному и сопутствующему подогреву;
- термической обработке.
8.2.2. Способ подготовки основного материала к сварке должен обеспечивать формирование достаточно гладких поверхностей подготовленного материала. Поверхности для сварки должны быть очищены от окалины, ржавчины, масла, смазки и других загрязнений.
Сварка не должна выполняться на влажных поверхностях.
8.2.3. Сварочные материалы до запуска в производство должны пройти входной контроль (проверка сопроводительной документации, состояние и размеры материалов, контроль металла шва и наплавленного металла) на соответствие требованиям РД 03-613, стандартов или технических условий.
8.2.4. В зависимости от марок сталей свариваемых элементов и способа сварки применяются сварочные материалы согласно таблице 5.5 настоящего стандарта.
В зависимости от конструкции и размеров сборочные единицы могут быть изготовлены с применением всех видов сварки, за исключением газовой сварки.
8.2.5. Сварка швов может производиться только после того, как службой технического контроля проверены правильность сборки и тщательность зачистки всех поверхностей металла, подлежащих сварке, а также наличие клейм стилоскописта на заготовках из легированных сталей.
Результаты выполненного контроля заносят в документацию, действующую на предприятии-изготовителе.
Выявленные при контроле отклонения от установленных требований должны быть своевременно устранены.
8.2.6. Химический анализ легированной сварочной проволоки на содержание основных легирующих элементов проводится от каждой плавки-партии. Проволока должна проходить контроль стилоскопированием для подтверждения марки материала.
8.2.7. Контроль металла шва (наплавленного металла) при проверке качества сварочных материалов производится путем изготовления контрольных образцов (или) контрольных наплавок и проверка их качества в соответствии с требованиями ПБ 10-573.
8.2.8. Перед запуском в производство сварочной проволоки необходимо проверить наличие бирок на бухтах, наличия маркировки и соответствие сертификатов на эти бухты требованиям нормативной документации.
8.2.9. Необходимо обеспечивать надлежащее хранение и транспортировку электродов, флюса и других сварочных материалов.
8.2.10. Для предотвращения холодных трещин все сварочные работы при изготовлении ОПС (сборочных единиц и деталей) должны производиться, как правило, при положительных температурах в закрытых отапливаемых помещениях.
8.2.11. Необходимость предварительного и сопутствующего сварке подогрева и его минимальную температуру в зависимости от марки стали и номинальной толщины свариваемых деталей (сборочных единиц) следует устанавливать согласно технологии, применяемой на предприятии-изготовителе.
8.2.12. В процессе сварки производится контроль выполнения ее технологического процесса, разработанного предприятием-изготовителем и аттестованного в соответствии с требованиями ПБ 10-573, РД 03-615 и РД 03-606. Сварочное оборудование должно быть аттестовано в соответствии с требованиями РД 03-614.
8.2.13. Сварные соединения подлежат клеймению или маркировке методом, позволяющим установить фамилию сварщика, выполнявшего сварку.
Применяемые методы маркировки сварных соединений должны обеспечивать ее максимально возможную сохранность в процессе эксплуатации деталей, но не должны ухудшать качество и надежность деталей.
8.3. Исправление дефектов сварных соединений и сварка ремонтных участков
8.3.1. Исправлению подлежат дефекты, выявленные в сварных соединениях при их контроле, по разработанному технологическому процессу предприятия-изготовителя.
8.4. Требования к термической обработке
8.4.1. Обязательной термической обработке подвергаются:
- детали, изготовленные методом горячего формоизменения из хромомолибденованадиевой и хромомолибденовой стали, если температура формоизменения была ниже 800 °С;
- детали, изготовленные методом холодного формоизменения из хромомолибденованадиевой и хромомолибденовой стали, при номинальной толщине или диаметре более 20 мм;
- детали, изготовленные методом горячего формоизменения из углеродистых и низколегированных сталей, если температура окончания деформации была ниже 700 °С.
8.4.2. После сварки обязательной термической обработке (отпуску) подвергаются сварные соединения из хромомолибденованадиевых сталей, а также сварные соединения из хромомолибденовых сталей при номинальной толщине свариваемых элементов более 12 мм.
8.4.3. Вид и температурный режим термической обработки деталей и сборочных единиц устанавливаются технологическим процессом, принятым на предприятии-изготовителе, в соответствии с рекомендациями специализированной организации.
8.4.4. Механические свойства основного металла и сварных соединений должны обеспечиваться технологическим процессом, принятым на предприятии-изготовителе, не ниже норм, установленных стандартами или техническими условиями на материалы.
8.5. Требования безопасности при изготовлении элементов ОПС
8.5.1. Безопасность сварочных работ должна соответствовать требованиям ГОСТ 12.3.003.
8.5.2. К выполнению сварочных работ допускаются лица, аттестованные в установленном порядке, имеющие квалификационные удостоверения на право проведения сварочных работ, прошедшие инструктаж по технике безопасности, электробезопасности, пожарной безопасности.
8.5.3. Все работы должны проводиться в строгом соответствии с правилами безопасности, а именно: ППБ 01.03, ПОТ Р О-14000-03, а также стандартами системы безопасности труда.
8.5.4. Участок работы должен быть обеспечен средствами пожаротушения в соответствии с требованиями ППБ 01-03.
8.6. Предельные отклонения размеров деталей и сборочных единиц
8.6.1. Предельные отклонения размеров деталей и сборочных единиц устанавливаются настоящим стандартом, нормативной и конструкторской документацией с учетом требований к конструкции и способа изготовления, принятого на предприятии-изготовителе.
8.6.2. На деталях прямоугольной формы, изготавливаемых из листовой или полосовой стали, отклонения от перпендикулярности короткой стороны относительно длинной не должны быть более 3 мм на 100 мм длины, но не свыше 5 мм.
8.6.3. Отклонение от плоскости (винтообразность) 8 боковых поверхностей скобы опоры и полукорпуса пружинного блока не должно превышать 3 мм на 100 мм высоты Н или длины L (рисунок 8.1).
8.6.4. Отклонение δ от номинального значения радиуса rном в корпусах опор (рисунок 8.2), полухомутах (рисунок 8.3), шаблона (рисунок 8.4), секторах и полукольцах в любом месте не должно превышать:
- 2 мм при диаметре трубопровода от 57 до 108 мм включительно;
- 3 мм при диаметре трубопровода свыше 108 до 273 мм включительно;
- 5 мм при диаметре трубопровода свыше 273 до 465 мм включительно;
- 6 мм при диаметре трубопровода свыше 465 мм.

Рисунок 8.1
|
|
|
|
|
Рисунок 8.2 |
Рисунок 8.3 |
Рисунок 8.4 |



8.6.5. Торцы двух наложенных друг на друга полухомутов для вертикальных трубопроводов, сравниваемых по контрольной оправке (трубе), должны совпадать на расстоянии 10 - 15 мм от радиуса r, а несовпадение торцов по концам со стороны крайних отверстий не должно превышать размера δ (рисунок 8.5а), равного:
- 3 мм при диаметре трубопровода от 57 до 76 мм включительно;
- 5 мм при диаметре трубопровода свыше 76 до 273 мм включительно;
- 7 мм при диаметре трубопровода свыше 273 до 465 мм включительно;
- 10 мм при диаметре трубопровода свыше 465 мм.
8.6.6. Несовпадение торцов двух наложенных друг на друга полухомутов для горизонтальных трубопроводов в любом месте не должно превышать значений, указанных в пункте 8.6.5 (рисунок 8.5б).
8.6.7. Отклонение от соосности отверстий двух собранных по контрольной оправке (трубе) полухомутов не должно превышать значение т (рисунок 8.5):
- 1,5 мм при диаметре отверстия от 14 до 26 мм включительно;
- 2 мм при диаметре отверстия свыше 26 мм.
8.6.8. При попарной сверловке полухомутов для горизонтальных трубопроводов допускается уменьшение размера А (рисунок 8.5б) на:
- 3 мм при диаметре трубопровода от 57 до 76 мм включительно;
- 5 мм при диаметре трубопровода свыше 76 до 325 мм включительно;
- 7 мм при диаметре трубопровода свыше 325 до 465 мм включительно;
- 10 мм при диаметре трубопровода свыше 465 мм.
8.6.9. При попарной сверловке полухомутов для вертикальных трубопроводов допускается смещение координатной сетки от проектного положения (рисунок 8.5а);
- с межцентровым расстоянием А2 по отношению к продольной оси при условии обеспечения b2mm,
- с межцентровым расстоянием А1 на 5 мм при условии, что кромка отверстия не попадает на радиус r,
- с межцентровым расстоянием А вдоль поперечной оси при условии обеспечения b1mm.

Рисунок 8.5
8.6.10. При нарезке резьбы методом накатки на тягах и других деталях отклонение от номинального значения размера длины нарезанной части не должно быть более 10 мм.
8.6.11. На гладких (нерезьбовых) концах деталей из круглого профиля после рубки глубина неровностей и скос (скалывание) по торцу не должны быть более 0,1D (D - наружный диаметр заготовки), при этом искажение формы торца конца детали не регламентируется и не является браковочным признаком.
8.6.12. Допускаются следующие отклонения от геометрической формы и размеров деталей, изготовленных методами вырубки, резки и пробивки на кузнечно-прессовом оборудовании:
- утяжка по контуру не более 0,3s (рисунок 8.6);
- притупление R по углам не более 0,5s (рисунки 8.7 и 8.9);
- скос продольных кромок а (рисунок 8.8):
- не более 5° при s < 10 мм;
- не более 12° при s ≥ 10 мм;
- форма среза, глубина наклепанного слоя, надрывы и двойной срез, s-образная форма скоса торца листовой детали после резки (штамповки) не являются браковочными признаками при соблюдении остальных требований данного пункта.
|
|
|
|
|
|
Рисунок 8.6 |
Рисунок 8.7 |
Рисунок 8.8 |
Рисунок 8.9 |



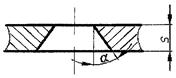
8.7. Требования к изготовлению винтовых цилиндрических пружин
8.7.1. Винтовые цилиндрические пружины сжатия для пружинных блоков подвесок и опор трубопроводов должны изготавливаться в соответствии с настоящими требованиями.
8.7.2. Выбор материалов пружин производится в соответствии с ГОСТ 13764.
8.7.3. Для пружин, навитых горячим способом, допускается оттяжка концов заготовок.
8.7.4. Для обеспечения заданных характеристик пружины подвергаются термической обработке по режиму, принятому на предприятии-изготовителе.
8.7.5. После изготовления каждая пружина должна быть подвергнута двукратному технологическому обжатию до соприкосновения витков (без выдержки под нагрузкой), после чего производится сплошной измерительный контроль в соответствии с требованиями пп. 8.7.6 - 8.7.12.
8.7.6. Для пружин с числом рабочих витков до 6 включительно (рабочая деформация λ = 70 мм) отклонение количества рабочих витков от номинального значения должно быть в пределах ±0,25 витка, для пружин с числом рабочих витков до 12 включительно (рабочая деформация λ = 140 мм) - в пределах ±0,5 витка.
8.7.7. Зазоры между витками при свободном состоянии пружины должны быть равномерными. Уклонение от расчетной величины зазора (t - d) допускается в пределах ±15 %.
8.7.8. Опорные витки пружины должны быть поджаты к рабочим виткам. Зазоры между концами опорных витков и рабочими витками (рисунок 8.10) не должны быть более 0,25(t - d).
8.7.9. Для обеспечения прилегания к плоскости опорные витки пружины должны быть механически обработаны на длине окружности не менее 0,75 витка.
8.7.10. Отклонение от перпендикулярности пружины по отношению к опорным поверхностям не должно быть более 2 % свободной высоты пружины, но не более 10 мм.
8.7.11. Витки пружины не должны выходить за пределы наружного и внутреннего ее диаметров более чем на 2 % наружного диаметра пружины.
8.7.12. Измерение внутреннего диаметра пружины производится на длине, равной тройному шагу пружины, с каждого торца по двум взаимно перпендикулярным направлениям.

Рисунок 8.10
8.7.13. Пружины, удовлетворяющие требованиям пунктов 8.7.6 - 8.7.12, должны быть подвергнуты испытанию на осадку (однократное обжатие до соприкосновения витков без выдержки под нагрузкой). Объем испытаний - сплошной.
8.7.14. Пружины, имеющие после испытания на осадку деформацию не более 2 % высоты в холодном состоянии, но не более величины допусков, указанных в стандартах и рабочих чертежах, признаются годными.
Пружины, имеющие остаточную деформацию более 2 %, должны быть подвергнуты выборочному повторному испытанию, и те из них, которые при повторном испытании дали остаточную деформацию менее 1 %, а в сумме по первому и второму испытаниям не выше 3 %, не выходя за предельно допустимую высоту, признаются годными.
8.7.15. Пружины, признанные по пунктам 8.7.6 - 8.7.12 годными, подвергаются испытанию на рабочую деформацию при силе Р2.
8.7.16. Пружины, имеющие отклонение от номинальной рабочей деформации ±12 % при количестве полных витков до 10 включительно и ±10 % при количестве полных витков свыше 10, признаются годными. Фактическая величина рабочей деформации при силе Р2 указывается в маркировке пружины.
9. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА И ИСПЫТАНИЙ ОПС
9.1. Основные положения
9.1.1. Приемка и контроль на всех этапах изготовления элементов ОПС производятся службой технического контроля предприятия-изготовителя в соответствии с конструкторской документацией, ПБ 10-573 и требованиями настоящего стандарта и заказчика.
9.1.2. Контроль качества материалов и полуфабрикатов производится в соответствии с требованиями раздела 5.
9.1.3. Для выполнения технического контроля и испытаний должны применяться: оборудование, приборы, средства измерения, обеспечивающие точность измерения величин, прошедшие поверку в Федеральной службе по техническому регулированию и метрологии, обусловленную в ПБ 10-573 и технической документации.
9.1.4. Контроль качества пружин производится в соответствии с требованиями п. 8.7 настоящего стандарта.
9.1.5. Детали и сварные швы из легированных сталей должны быть проверены стилоскопированием на наличие легирующих элементов.
9.1.6. Оценка качества деталей и сборочных единиц производится по результатам измерительного и визуального контроля, контроля механических свойств и стилоскопирования.
9.1.7. Контроль качества крепежных изделий (болтов, шпилек, гаек и шайб) производится в соответствии с требованиями ГОСТ 20700.
9.2. Порядок выполнения контроля
9.2.1. Контроль сварных соединений должен производиться по технологическим картам контроля ОПС, разработанным в установленном порядке на предприятии-изготовителе до начала выполнения сварочных работ.
9.2.2. В процессе изготовления элементов ОПС необходимо осуществлять систематический контроль качества сварочных работ - предварительный контроль, операционный контроль и контроль готовых сварных соединений.
9.2.3. При предварительном контроле подлежат проверке: аттестация персонала, основные и сварочные материалы, аттестация и состояние сварочного оборудования, сборочно-сварочных приспособлений, термического оборудования и аппаратуры, приборов для дефектоскопии.
9.2.4. При операционном контроле проверяются: температура предварительного подогрева, процессы сварки и термической обработки.
9.2.5. В процессе выполнения дуговой сварки следует контролировать режимы сварки, условия пребывания выполняемых сварных соединений во время вынужденных перерывов процесса сварки и другие характеристики, контроль которых предусмотрен разработанной технологией сварки.
9.2.6. При выполнении дуговой сварки следует контролировать качество заварки корневого шва или корневой части шва, в случае если остальную часть сварного шва будет выполнять другой сварщик, допустимые размеры валиков и последовательность заполнения разделки (см. п. 9.6.1.3).
9.2.7. Указанный выше контроль должна проводить служба технического контроля предприятия-изготовителя. По каждому виду контроля оформляется протокол (акт) о соответствии требованиям контроля, подписанный начальником и исполнителем ОТК, а также начальником цеха (отдела), проводящего операцию контроля.
Выявленные при контроле отклонения от установленных требований должны быть своевременно устранены, а в случае невозможности их устранения сварные соединения бракуются.
9.3. Методы визуального и измерительного контроля
9.3.1. Визуальный контроль качества деталей производится без применения увеличительных приборов согласно РД 03-606.
9.3.2. Измерительный контроль деталей и сборочных единиц производится с применением средств измерения и приспособлений в соответствии с технологическим процессом и РД 03-606.
9.3.3. Качество поверхности деталей и сборочных единиц должно удовлетворять требованиям:
- технических условий или стандартов на исходные материалы - для поверхностей, не подвергавшихся нагреву и деформации в процессе изготовления деталей;
- пункта 8.1.8 - для поверхностей, подвергавшихся деформации и нагреву в процессе изготовления деталей;
- пункта 8.1.13 - для поверхностей после механической обработки или резки;
- раздела 4 - после штамповки, сборки и сверловки.
9.3.4. Измерительному контролю подвергаются все детали. Отклонения размеров не должны превышать норм, установленных разделом 8.6, нормативной и конструкторской документацией.
9.3.5. Измерительный контроль деталей и сборочных единиц, технологический процесс изготовления которых обеспечивает соблюдение установленных размеров и допускаемых отклонений (штамповка, применение приспособлений и др.), производится выборочно. Порядок и методы контроля в этом случае устанавливаются технологическим процессом.
9.4. Методы контроля механических свойств по сертификатам на металл
9.4.1. Методы контроля и нормы оценки качества механических свойств металла изделий должны соответствовать методам и нормам, установленным стандартами или техническими условиями на материалы.
9.4.2. При сварке деталей из сталей разных марок оценка механических свойств производится по материалу с меньшей прочностью.
9.4.3. Механические свойства допускается оценивать по твердости. Метод контроля и нормы оценки твердости должны быть согласованы со специализированной организацией.
9.5. Объем неразрушающего контроля сварных швов
9.5.1. Общие требования
9.5.1.1. При изготовлении и монтаже опор и подвесок должен проводиться неразрушающий контроль сварных соединений (заводских сварных швов опорных конструкций и конструкций подвесок, монтажных швов приварки опор и подвесок к трубопроводу) в следующем объеме:
- визуальный и измерительный контроль - 100 %;
- капиллярный или магнитопорошковый контроль сварных соединений - 10 % изделий от партии, но не менее двух штук.
Примечание - Партией изделий считается конструкция одного и того же типоразмера изделия в заводском заказе.
9.6. Нормы оценки качества сварных соединений
9.6.1. Визуальный и измерительный контроль
9.6.1.1. Визуальный и измерительный контроль должен проводиться в соответствии с РД 03-606.
9.6.1.2. Допускается выпуклость и вогнутость углового шва до 30 % его катета, но не более 3 мм. Вогнутость не должна приводить к уменьшению величины катета шва, установленного при проектировании.
9.6.1.4. Длина и расположение сварных швов должны соответствовать рабочему чертежу, кроме того, длины швов могут быть длиннее заданных. Для длин швов менее 76 мм допустимая подложка равна 3,2 мм, для швов с длиной 76 мм и более допустимая подложка равна 6 мм. Прерывистые сварные швы должны иметь шаг в пределах 25 мм от заданного расположения.
9.6.1.5. Прожог электродом и соответствующий поверхностный дефект на шве или основном материале допустим при условии, что при визуальной проверке не обнаружено трещин.
9.6.1.6. При визуальном и измерительном контроле сварных соединений не допускаются трещины всех видов и направлений.
В угловых сварных швах допускается непровар в 10 мм в любых 100 мм сегментах и 6 мм в швах с длиной менее 100 мм. Для сварных швов с разделкой кромок непровар не допускается. Для угловых сварных швов и швов с разделкой кромок, закругленные концы, возникающие при сварке (начала и окончания), не должны рассматриваться как показания непровара и считаются несущественными.
Нахлест считается допустимым при условии выдерживания показателей размера шва и сплавления. Если сплавление на длине нахлеста не может быть проверено, допускается длина нахлеста, равная 10 мм на любом сегменте 100 мм и 6 мм в швах с длиной менее 100 мм.
9.6.1.4. Для детали толщиной 10 мм и менее, глубина подреза, равная 1 мм на одной стороне элемента на полной длине сварного шва, или 1 мм на одной стороне на половине длины шва и 1,6 мм на одной четвертой длины шва на той же стороне элемента считается допустимой. Проплавление насквозь, приводящее к появлению отверстия в основном металле, недопустимо.
9.6.1.5. Предельными должны считаться поры глубиной более 1,6 мм. Угловые швы и швы с разделкой кромок, содержащие поры, недопустимы, если сумма диаметров случайной поры превышает 10 мм на любой погонной длине 25 мм сварного шва или 20 мм на любых 300 мм сварного шва.
9.6.1.6. Шлаки, чей основной поверхностный размер равен 3,2 мм или менее, считаются несущественными. Отдельные поверхностные шлаки, остающиеся после очистки поверхности и не превышающие 6 мм, считаются допустимыми.
Шлаки считаются отдельными, если встречаются не чаще, чем один раз на шов или не более одного на 76 мм участка шва. Брызги, остающиеся после очистки поверхности, допускаются.
9.6.1.7. Выявленные при визуальном и измерительном контроле поверхностные дефекты, которые могут быть удалены без последующей заварки выборок, должны быть исправлены до проведения контроля другими методами.
9.6.2. Ультразвуковой контроль
9.6.2.1. Ультразвуковой контроль качества сварных соединений должен проводиться в соответствии с ГОСТ 14782, РД 34.17.302 (ОП № 501 ЦД).
9.6.2.2. Качество сварных соединений по результатам УК - в соответствии с требованиями РД 34.17.302 (приложение 8) - считается удовлетворительным, если не будут обнаружены несплошности, превышающие допустимые значения.
9.6.3. Магнитопорошковая дефектоскопия
9.6.3.1. Магнитопорошковый контроль сварных соединений должен проводиться в соответствии с ГОСТ 21105 и РД 13-05-2006.
Допускается замена магнитопорошкового контроля капиллярным контролем или травлением.
9.6.3.2. Сплошному магнитопорошковому контролю подлежат угловые сварные соединения деталей из хромомолибденовых сталей при номинальной толщине приваренных деталей свыше 45 мм и из хромомолибденованадиевых сталей при номинальной толщине приваренных деталей свыше 36 мм.
9.6.3.3. Нормы оценки качества: допускается оценивать выявленные несплошности, выходящие на поверхность, по их фактическим характеристикам после удаления эмульсии или порошка.
При выявлении недопустимых индикаций допускается проведение магнитопорошкового контроля соответствующих участков, при положительных результатах которого проводится зашлифовка металла на глубину до 1 мм (при условии обеспечения минимально допустимой толщины металла) и последующий повторный магнитопорошковый контроль, результаты которого являются окончательными.
9.6.4. Капиллярный контроль
9.6.4.1. Капиллярный контроль сварных соединений должен проводиться в соответствии с ГОСТ 18442, ОСТ 108.004.101, РД 13-06-2006.
9.6.4.2. Качество сварных соединений при капиллярном контроле допускается оценивать как по индикаторным следам, так и по фактическим показателям выявленных несплошностей после удаления реактивов с контролируемой поверхности в зоне зафиксированных индикаторных следов.
9.6.4.3. При контроле по индикаторным следам качество сварного соединения или наплавленной поверхности считается удовлетворительным при одновременном соблюдении следующих условий:
- индикаторные следы являются округлыми (линейные индикаторные следы отсутствуют);
- наибольший размер каждого индикаторного следа не превышает трехкратных значений норм для одиночных включений;
- количество индикаторных следов не превышает норм для одиночных включений;
- индикаторные следы являются одиночными.
9.6.5. Стилоскопирование
9.6.5.1. Стилоскопированию металла шва подлежат сварные соединения, выполненные легированными присадочными материалами.
Контролируемой группой сварных соединений следует считать сварные соединения деталей или однотипные сварные соединения на ОПС, выполненные одним сварщиком с использованием присадочных материалов одной партии.
При выборочном контроле стилоскопирование должно быть проведено не менее чем на трех сварных соединениях, входящих в контролируемую группу. При числе сварных соединений в одной группе менее четырех стилоскопированию подлежат все сварные соединения.
9.7. Контроль ремонтных сварных швов
9.7.1. Все исправленные участки сварных швов должны быть проконтролированы.
9.7.2. Контроль качества и полноты удаления поверхностных дефектов проводится в соответствии с контрольными операциями.
9.7.3. Контролю подлежат все участки, подвергавшиеся исправлению или удалению дефектов.
9.7.4. Результаты контроля изделий после ремонта должны соответствовать требованиям конструкторской документации предприятия-изготовителя.
9.8. Требования к исправлению обнаруженных дефектов
9.8.1. Все обнаруженные при неразрушающем контроле дефекты сварных соединений подлежат исправлению (выборка, контроль, сварка) по карте технологического процесса ремонта, разработанной на предприятии-изготовителе.
9.9. Отчетная документация по контролю
9.9.1. Результаты контроля сварных соединений должны быть оформлены в виде отчетной документации предприятия-изготовителя.
9.9.2. Отчетная документация по контролю качества должна оформляться соответствующими службами предприятия-изготовителя по установленной на предприятии форме.
10. КОМПЛЕКТНОСТЬ
10.1. Комплектность поставки деталей и сборочных единиц опор, подвесок, стяжек линзовых компенсаторов и приводов дистанционного управления арматурой должна удовлетворять требованиям СТО ЦКТИ 10.003.
11. ПРАВИЛА ПРИЕМКИ
11.1. Приемка элементов ОПС, а также операционный контроль их изготовления производятся службой технического контроля предприятия-изготовителя в соответствии с конструкторской документацией.
При приемке производится проверка:
- соответствия изделий общим требованиям разделов 8 и 9;
- соответствия технической документации на материалы и подготовки материалов к запуску в производство требованиям раздела 6;
- соответствия изготовления изделий требованиям раздела 8;
- качества термической обработки в соответствии с требованиями раздела 14;
- соответствия отклонений размеров изделий допускаемым отклонениям, указанным в разделе 18 настоящего стандарта;
- правильности операционной приемки сварных соединений, клеймения изделий и контрольных образцов, качества проводимых испытаний при техническом контроле сварных соединений и их соответствия требованиям настоящего стандарта;
- правильности операционной и послеоперационной маркировки и клеймения, а также отправочной маркировки готовых изделий;
- правильности консервации, упаковки, окраски и составления отправочной документации.
11.2. После окончательного изготовления и приемки изделия на каждом признанном годным должно быть поставлено клеймо отдела технического контроля. Место установки клейма должно быть зачищено.
12. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
12.1. Маркировка
12.1.1. Содержание и место маркировки указывается в рабочих чертежах.
12.1.2. Маркировка деталей и сборочных единиц должна содержать номер отраслевого стандарта (чертежа) и исполнение, товарный знак изготовителя, марку стали для легированных и коррозионно-стойких сталей.
12.1.3. На металлической бирке элементов опор должны быть указаны:
- номер стандарта организации и исполнение,
- товарный знак изготовителя,
- допустимая нагрузка,
- марка стали.
12.1.4. Способ нанесения маркировки устанавливается предприятием-изготовителем. Допускается наносить ее краской, а для мелких деталей (200´200´200 мм) - на бирке, прикрепленной к связке, пакету или отгрузочному месту.
12.1.5. Допускается сокращать содержание маркировки по указанию в стандартах и чертежах.
12.2. Упаковка
12.2.1. Упаковка и консервация во время транспортировки и хранения опор и подвесок, сборочных единиц должны выполняться по СТО ЦКТИ 10.003.
12.2.2. Резьбы на деталях и метизы должны быть законсервированы антикоррозийным составом или оцинкованы.
12.2.3. При окраске окунанием должны предусматриваться меры, препятствующие заполнению полостей краской.
12.2.4. При невозможности обеспечить взаимозаменяемость деталей на стадии изготовления их поставка должна осуществляться в сборе или в связках попарно.
12.2.5. Детали, входящие в сборочные узлы, собираемые при монтаже, должны упаковываться и отправляться одним грузовым местом.
12.2.6. Мелкие детали (200×200×200 мм), не входящие в сборочные единицы, допускается не окрашивать. Поверхности этих деталей должны быть защищены антикоррозийной смазкой.
12.2.7. Тяги допускается упаковывать связками или пакетами при условии обеспечения надежной защиты резьб от повреждения при погрузке, транспортировке и хранении.
12.3. Транспортирование и хранение
12.3.1. Транспортирование и хранение деталей опор и подвесок, сборочных единиц, стяжек линзовых компенсаторов должно выполняться по требованиям СТО ЦКТИ 10.003.
12.3.2. Элементы ОПС должны храниться на складах, под навесами (допускаются временные укрытия) или на открытых оборудованных площадках. При любом способе хранения должны быть защищены (специальными ограждениями, рельефом местности, окружающими зданиями и т.п.) от непосредственного воздействия климатических факторов.
12.3.3. Все элементы ОПС при хранении на складе должны осматриваться (при этом выявленные повреждения необходимо устранить, а нарушенную окраску восстановить) и должны быть подготовлены к монтажу (очищены от грязи).
12.4. Требования к окраске и консервации
12.4.1. ОПС, принятые ОТК, должны подвергаться окраске или консервации, обеспечивающей их защиту от атмосферной коррозии на период транспортирования и хранения до монтажа, но не менее чем на 12 месяцев с момента их отправки предприятием-изготовителем заказчику.
12.4.2. Для предохранения от загрязнения и коррозии все элементы должны быть окрашены в соответствии с требованиями ГОСТ 9.032, класс покрытия - VI - VII ГОСТ 9.014.
12.4.3. Защитные материалы и технология нанесения покрытий должны соответствовать требованиям РД 24.982.101.
13. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
13.1. Изготовитель обязан гарантировать соответствие ОПС требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения, монтажа и эксплуатации.
13.2. Гарантийный срок службы ОПС с момента начала эксплуатации - 18 месяцев, но не более 24 месяцев с момента отгрузки изготовителем при условии выполнения требований к ее монтажу и эксплуатации, а также транспортировке и хранению.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
А.1. Общие требования к проведению натурных испытаний опор и подвесок
А.1.1. Общие положения
А.1.1.1. Деформации, напряжения и перемещения экспериментально определяют на натурных изделиях или моделях. Экспериментальные исследования проводят на стадиях изготовления.
А.1.1.2. Экспериментальные исследования должны дать информацию о напряженно-деформированном состоянии деталей, необходимую для проверки конструкции на прочность.
А.1.1.3. Результаты натурных испытаний сопоставляются с результатами расчетных значений.
А.1.1.4. Виды нагрузок, их предельные значения и возможные сочетания задаются проектантом на основании рабочих параметров, режимов эксплуатации и указываются в задании на проведение экспериментального исследования.
А.1.1.5. При исследовании необходимо воспроизводить граничные условия, которые могут быть определены на основании расчета или экспериментального исследования.
А.1.1.6. Измерения деформаций и перемещений необходимо проводить в строго установленных, контролируемых и регистрируемых условиях при действии силовых нагрузок в соответствии с заданными режимами.
А.1.1.7. Напряжения в конструкции определяются с помощью тензометрирования или хрупкими покрытиями, а перемещения - индикаторами перемещений.
А.1.1.8. Испытания на разрушающую нагрузку проводят при постепенном увеличении нагрузки с замером перемещений. Значения нагрузок и перемещений фиксируются на графике. Нагрузки откладываются по оси ординат напряжений, а перемещения откладываются по оси абсцисс. По результатам испытаний строится кривая деформирования.
А.2. Определение допускаемых нагрузок
А.2.1. Для каждого элемента ОПС приведено значение предельной нагрузки (нагрузок) и материал, для которого определено предельное значение нагрузки.
Значение приложенной нагрузки F не должно превышать значения разрушающей нагрузки Fc с учетом коэффициента запаса
![]()
где n = 2,4 - коэффициент запаса, зависящий от режима эксплуатации элемента ОПС.
Нагрузка, приложенная на элемент, не должна превышать допускаемую, указанную для расчетного элемента.
Если в приложениях для опор и подвесок указано несколько значений допускаемых нагрузок (например, сила и момент), то каждое из значений нагрузки, действующей на опорную конструкцию, не должно превосходить соответствующее допускаемое значение.
А.2.2. Прочность элемента ОПС может быть экспериментально обоснована. Допускается экспериментальное обоснование прочности опорных конструкций двух типов:
- испытанием по определению напряжений;
- испытанием на разрушающую нагрузку, а также проверку допустимости сочетания нагрузок.
А.2.5. Расчет несущей способности
А.2.5.1. Расчет на несущую способность (предельный расчет) допускается выполнять для проверки условий статической прочности по группам категорий напряжений σm и σmL + σb,
где σm - общие мембранные напряжения,
σmL - местные мембранные напряжения,
σb - общие изгибные напряжения.
Проверка выполнения условий прочности по напряжениям среза проводится в соответствии с требованиями п. 7.6 данного стандарта.
А.2.5.2. Расчет на несущую способность (предельный расчет) может применяться для анализа монотонно изменяющихся нагрузок по всем эксплуатационным режимам для всех компонентов опорных конструкций за исключением болтов и шпилек.
При проведении расчета на несущую способность (предельного расчета) используются следующие условия: диаграмма растяжения материала считается идеальной упругопластической с фиктивным пределом текучести равным σY = 1,5[σ]S для основного металла и σY = 1,5φw[σ]S - для металла сварного соединения (значения φw приведены в п. 7.8).
А.2.5.3. В качестве нагрузки рассматривается совокупность механических нагрузок, действующая на компонент опорной конструкции, изменяющаяся пропорционально одному параметру - коэффициенту нагрузки.
Предельная нагрузка (совокупность нагрузок) FL определяется как максимальная нагрузка (совокупность нагрузок), при которой в любой точке компонента опорной конструкции существует поле напряжений, удовлетворяющее уравнениям статического равновесия.
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
Б.1. ОБЩИЕ ТРЕБОВАНИЯ К МОНТАЖУ ОПОР И ПОДВЕСОК
Б.1.1. Общие положения
Б.1.1. Монтаж трубопроводов с ОПС следует производить в соответствии с требованиями ПБ 10-573 и разработанного плана производства работ и проекта.
Б.1.2. Не допускается отступление от проекта и ППР без согласования в установленном порядке.
Б.1.3. При монтаже трубопроводов с ОПС следует осуществлять входной контроль качества материалов, деталей трубопроводов и арматуры на соответствие их сертификатам, стандартам, ТУ и другой технической документации, а также операционный контроль качества выполненных работ. Результаты входного контроля оформляются актом с приложением всех документов, подтверждающих качество изделий.
Б.1.4. Неподвижные опоры прикрепляют к опорным конструкциям после соединения трубопроводов с оборудованием.
Б.1.5. При приемке в монтаж сборочных единиц, труб, элементов и других деталей, входящих в трубопровод, необходимо визуальным и измерительным контролем проверить соответствие их требованиям документации и комплектности.
Б.1.6. Не допускается монтаж сборочных единиц, труб и др. изделий, загрязненных, поврежденных коррозией, деформированных, с поврежденными защитными покрытиями.
Б.1.7. Монтаж трубопровода с ОПС разрешается только после установки и закрепления опорных конструкций и подвесок в соответствии с требованиями проекта.
Б.2. Требования к сборке
Б.2.1. При сборке трубопроводов с ОПС под сварку не допускается нагрузка на сварной стык до его полного остывания после сварки и термообработки (при необходимости).
Б.2.2. При сборке поперечных сварных стыков продольные сварные швы соединяемых элементов должны быть смещены поворотом вокруг продольной оси элементов относительно друг друга.
Б.3. Требования к монтажу опор и подвесок
Б.3.1. Опоры под трубопроводы должны устанавливаться с соблюдением следующих требований:
а) они должны плотно прилегать к строительным конструкциям;
б) отклонение их от проектного положения не должно превышать в плане ±5 мм для трубопроводов внутри помещений и ±10 мм для наружных трубопроводов; отклонение по уклону не должно превышать 0,001;
в) уклон трубопровода проверяется приборами или специальными приспособлениями (нивелиром, гидростатическим уровнем и др.). Для обеспечения проектного уклона трубопровода разрешается установка под подушки опор металлических подкладок, привариваемых к строительным конструкциям;
г) подвижные опоры и их детали должны быть установлены отвесно с учетом теплового удлинения каждого участка трубопровода, для чего опоры и их детали необходимо смещать по оси опорной поверхности в сторону, противоположную удлинению тяги подвесок трубопроводов, не имеющих тепловых удлинений;
д) тяги подвесок трубопроводов, имеющих тепловые удлинения, должны устанавливаться с наклоном в сторону, обратную удлинению;
е) пружины опор и подвесок должны быть затянуты в соответствии с указаниями в проекте; на время монтажа и гидравлического испытания трубопроводов пружины разгружаются распорными приспособлениями.
Б.4. Требования к сварным соединениям
Б.4.1. Способ сварки, сварочные материалы, контроль шва для трубопроводов ТЭС - по СТО ЦКТИ 10.003. Рекомендуемые сварочные материалы даны в таблице 5.4 данного стандарта.
Б.4.2. Приварка к трубам упоров для неподвижных опор, упоров для хомутовых подвесок вертикальных трубопроводов, приварка к электросварным трубам диаметром 530 - 1620 мм конструкций опор и подвесок, приварка оснований опор, проушин подвесок к металлоконструкциям (рисунок Б.1), наращивание длин тяг, приварка ушек выполняются при монтаже трубопроводов.
Сварные соединения трубопроводов должны, как правило, располагаться вне опорных конструкций.
Расположение сварных соединений трубопроводов над опорными конструкциями допускается при одновременном соблюдении следующих условий:
- конструкция опоры должна обеспечивать возможность контроля сварного соединения трубопровода в процессе эксплуатации;
- при изготовлении (монтаже) трубопровода сварное соединение должно быть подвергнуто сплошному ультразвуковому или радиографическому контролю, а участок сварного соединения, расположенный над опорой, кроме того, подвергнут капиллярному контролю.
Во всех случаях не допускать перекрытия опорными конструкциями мест пересечения сварных соединений.

Рисунок Б.1
Б.4.3. При монтаже допускается сварка двух тяг. Конструкция и замеры узла сварки приведены на рисунке Б.2 и в таблице Б.1. Боковые стержни изготавливаются из того же прутка, что и тяги.
Таблица Б.1
Размеры в миллиметрах
|
l |
h |
b |
|
|
не менее |
|||
|
12 |
30 |
7 |
10 |
|
16 |
40 |
9 |
12 |
|
20 |
50 |
11 |
14 |
|
24 |
60 |
13 |
16 |
|
30 |
70 |
17 |
20 |
|
36 |
80 |
20 |
25 |
|
42 |
90 |
24 |
30 |
|
48 |
100 |
30 |
34 |

Б.4.4. При приварке проушин к металлоконструкциям рекомендуется ориентировать верхнюю образующую проушины А вдоль максимального перемещения трубопровода в горизонтальной соосности (рисунки Б.3 и Б.4).
|
|
|
|
Рисунок Б.3 |
Рисунок Б.4 |


Б.4.5. При монтаже подвесок рекомендуется фиксировать проушины и вилки в цепи таким образом, чтобы они располагались в разных плоскостях, обеспечивая наибольшую свободу перемещения трубопровода.
Б.4.6. Вилки, соединительные муфты, талрепы стопорятся стопорными гайками, соединительные муфты стопорятся с обеих сторон, талрепы - со стороны правой резьбы.
Установка стопорных гаек должна обеспечивать невозможность самоотвертывания резьбовых соединений в подвеске во время работы и невозможность проворачивания резьбовых соединений при регулировке длины цепи или затяжке пружин талрепами.
После окончания сборки подвесок и регулировки пружин стопорные гайки пружинных блоков могут использоваться как стопорные гайки талрепов и соединительных муфт.
Б.4.6. Сборка муфты с тягами должна быть произведена таким образом, чтобы концы обеих были видны из центрального отверстия.
Общий вид муфты в сборе с тягами приведен на рисунке Б.6.
|
|
|
|
Рисунок Б.5 |
Рисунок Б.6 |


Б.4.7. При сборке талрепа с тягами они должны быть ввернуты внутрь талрепа не менее чем на 5 мм. Талреп имеет с одной стороны правую, с другой - левую резьбу. Общий вид талрепа в сборе с тягами приведен на рисунке Б.6.
Б.4.8. Установочное положение каткового блока в катковых опорах приведено на рисунках Б.7 и Б.8. Оно определяется с учетом температурного перемещения трубопровода Δ в месте установки опоры. При Δ ≤ 180 мм установочный размер а принимается по формуле

Рисунок Б.7

Рисунок Б.8
ПРИЛОЖЕНИЕ В
(рекомендуемое)
КОНТРОЛЬ ЗА СОСТОЯНИЕМ МЕТАЛЛА ЭЛЕМЕНТОВ ОПОРНО-ПОДВЕСНОЙ СИСТЕМЫ ПРИ ЭКСПЛУАТАЦИИ
В.1. Общие положения
В.1.1. Эксплуатирующая организация должна обеспечить надежную и безопасную эксплуатацию элементов опорных конструкций, технические освидетельствования, контроль металла и ремонт.
Для осуществления надзора за опорными конструкциями ОПС должно быть назначено ответственное лицо из инженерно-технических работников эксплуатирующей организации.
В.1.2. Эксплуатирующая организация на основании настоящего стандарта, проектной и конструкторской документации должна разработать инструкцию по эксплуатации опорных конструкций.
Инструкция по эксплуатации опорной конструкции должна содержать:
- порядок подготовки к эксплуатации и обслуживанию во время нормальной эксплуатации;
- порядок проведения технического освидетельствования;
- ситуации, когда обнаружены повреждения или разрушения опорных конструкций, и другие ситуации, предусмотренные проектом;
- порядок вывода в ремонт опорных конструкций.
Инструкции по эксплуатации опорных конструкций должны быть откорректированы эксплуатирующей организацией по результатам пусконаладочных работ и согласованы с конструкторской (проектной) организацией.
В случае изменения технического состояния или условий нагружения опорных конструкций эксплуатирующей организацией в инструкции по опорным конструкциям элементов ОПС должны вноситься соответствующие изменения с доведением их до персонала.
В.1.3. Контроль трубопровода с ОПС в пределах его срока службы проводят в соответствии с настоящим стандартом.
Контроль ОПС проводят с целью:
- установления возможности дальнейшей безопасной эксплуатации и выдачи рекомендаций по ее ремонту и наладке;
- определения сроков и условий дальнейшей эксплуатации ОПС.
Контроль металла ОПС проводят по типовой программе в те же сроки, что и контроль трубопровода, в пределах установленного срока службы, по истечении его или после аварии трубопровода.
В.1.4. Обследование ОПС включает анализ технической документации, визуальный и измерительный контроль и контроль неразрушающими методами.
В.1.5. В случае изменения технического состояния или условий нагружения опорных конструкций эксплуатирующей организацией должны вноситься изменения в паспорт трубопровода.
(Измененная редакция. Изм. № 1)
В.2. Организация проведения контроля
В.2.1. Организация проведения работ по контролю и продлению срока службы ОПС возлагается на предприятие - владельца трубопровода с ОПС.
В.2.2. По результатам контроля ОПС оформляется документация: акты, заключения, протоколы, фотографии и др.
В.2.3. При обнаружении недопустимых дефектов организация, проводившая контроль, уведомляет владельца о необходимости проведения ремонта.
В.2.4. По завершении контроля организация, осуществляющая работы по контролю, вносит в паспорт трубопровода запись о возможности дальнейшей эксплуатации.
В.3. Техническое освидетельствование
В.3.1. Опорные конструкции элементов ОПС должны подвергаться техническому освидетельствованию после монтажа (или в процессе, если после монтажа опорные конструкции недоступны) до начала пусконаладочных работ, периодически в процессе эксплуатации и досрочно при необходимости. Периодичность (сроки) освидетельствования опорных конструкций определяются требованиями настоящего стандарта в приложении Г.
В.3.2. Эксплуатационный контроль металла опорных конструкций оборудования и трубопроводов должен предшествовать проведению технического освидетельствования. Результаты контроля должны быть проанализированы перед проведением технического освидетельствования.
В.3.3. Если при техническом освидетельствовании выявлены дефекты, наличие которых ставит под сомнение работоспособность опорных конструкций элементов, то эксплуатирующая организация должна подготовить заключение о причинах появления дефектов, возможности и условиях дальнейшей эксплуатации опорных конструкций.
В.3.4. Организация, проводившая обследование, подготавливает ведомость, в которой указываются дефекты (характер дефектов, место расположения, способ устранения).
ПРИЛОЖЕНИЕ Г
(рекомендуемое)
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ ДИАГНОСТИРОВАНИЮ И ПРОДЛЕНИЮ СРОКА ЭКСПЛУАТАЦИИ ОПС
Г.1. Общие требования
Г.1.1. В программе комплексного обследования и программе подготовки к продлению срока эксплуатации элементов ОПС, выполняемых согласно требованиям действующих нормативных документов, необходимо предусмотреть специальные работы по опорным конструкциям.
Г.1.2. В программе комплексного обследования необходимо предусмотреть:
- анализ проектной, технологической и эксплуатационной документации по опорным конструкциям с целью определения соответствия проектных и фактических режимов эксплуатации и выявления наиболее нагруженных зон опорных конструкций;
- обследование состояния опорных конструкций в соответствии с требованиями настоящего стандарта;
- определение фактических механических свойств конструкционных материалов опорных конструкций с целью сравнения их значений со значениями, используемыми в проектных расчетах;
- проведение прочностных расчетов с обоснованием возможности продления срока эксплуатации опорно-подвесной системы.
Г.1.3. Программа подготовки к продлению срока эксплуатации разрабатывается на основании результатов комплексного обследования. В программе подготовки к продлению срока эксплуатации необходимо предусмотреть:
- проведение исследований по определению остаточного ресурса (с учетом требований настоящего стандарта) и реализация мер по увеличению остаточного ресурса;
- разработку рабочей проектно-конструкторской документации;
- проведение ремонта или модернизации в соответствии с требованиями настоящего стандарта;
- корректировку прочностных расчетов в соответствии с фактическим состоянием опорной конструкции.
Г.1.4. Программа технического диагностирования должна включать в себя проверку трассировки ОПС:
- проверку соответствия фактической трассы и проектной;
- наличие защемлений элементов трубопровода при холодном и горячем состояниях;
- проверка уклонов горизонтальных участков трубопроводов;
- наличие дренажных линий;
- наличие индикаторов температурных расширений и соответствие их расположения проекту
- наличие реперов для измерения остаточной деформации ползучести, представленных в таблице Г.1.
Таблица Г.1
|
Элементы ОПС |
Методы контроля |
Объем контроля |
Выявленные дефекты и особенности проведения контроля |
|
1. Подвески пружинные и пружинные опоры |
|||
|
1.1. Полухомуты |
ВК |
100 % |
Отсутствие достаточного количества стяжных болтов на хомутах подвески |
|
1.2. Тяга |
ВК |
100 % |
Искривление тяги в месте прохода. Защемление тяги или промежуточного шарнира на тяге траверсой |
|
1.3. Пружинный блок |
ВК |
100 % |
Разрушение пружины в одном из блоков, обрыв одной из тяг. Наличие на пружинных блоках недемонтирумых монтажных стяжек. Защемление и потеря устойчивости пружин в пружинном блоке. Установка в пружинном блоке пружин, не отвечающих требованиям СТО ЦКТИ 109. Неодинаковая затяжка пружин или неодинаковая жесткость пружин в тягах |
|
1.4. Талреп |
ВК |
100 % |
Отсутствие трещин и коррозионных язв глубиной более 3 мм |
|
1.5. Проушина |
ВК |
100 % |
Отсутствие трещин и коррозионных язв глубиной более 3 мм |
|
1.6. Вилка |
ВК |
100 % |
Отсутствие трещин и коррозионных язв глубиной более 3 мм |
|
1.7. Угловой сварной шов (с неполным проплавлением) приварки основания к полукорпусу пружинного блока |
ВК |
100 % |
Отсутствие трещин, непроваров, подрезов, коррозионных язв глубиной более 3 мм |
|
1.8. Угловой сварной шов (с неполным проплавлением) приварки проушины к металлоконструкции |
ВК |
100 % |
Отсутствие трещин, непроваров, подрезов, коррозионных язв глубиной более 3 мм |
|
1.9. Резьбовые соединения |
ВК |
100 % |
Нарушение целостности резьбы на элементах |
|
1.10. Угловой сварной шов (с неполным проплавлением) приварки упоров к вертикальной трубе |
ВК |
100 % |
Отсутствие трещин, непроваров, подрезов, коррозионных язв, глубиной более 3 мм |
|
2. Катковые опоры |
|||
|
2.1. Обоймы |
ВК |
100 % |
Перекос опор и их заклинивание вследствие разрушения. Перегрев и потеря упругих свойств пружин под кожухом тепловой изоляции. Выпадание катков и упирание их в ограничители |
|
2.1. Угловые сварные швы (с неполным проплавлением) приварки корпуса к металлоконструкции |
ВК |
100 % |
Отсутствие трещин, непроваров, подрезов, коррозионных язв глубиной более 3 мм |
|
2.2. Угловые сварные швы (с неполным проплавлением) приварки упоров |
ВК |
100 % |
Отсутствие трещин, непроваров, подрезов, коррозионных язв глубиной более 3 мм |
|
3. Скользящие опоры |
|||
|
3.1. Корпус |
ВК |
100 % |
Сползание скользящих опор с оснований вследствие их установки без учета температурных расширений |
|
3.2. Угловые сварные швы (с неполным проплавлением) приварки корпуса к металлоконструкции |
ВК |
100 % |
Соединение скользящих поверхностей монтажными прихватками |
|
ВК |
100 % |
Недостаточная чистота скользящих поверхностей, препятствующая перемещениям |
|
|
ВК |
100 % |
Отсутствие соприкосновения скользящих поверхностей в тепловом состоянии трубопроводов |
|
|
4. Неподвижные опоры |
|||
|
4.1. Корпус |
ВК |
100 % |
Отсутствие упоров, ограничивающих его перемещение вдоль оси |
|
4.2. Угловые сварные швы (с неполным проплавлением) приварки корпуса к металлоконструкции |
ВК |
100 % |
Недостаточная жесткость основания неподвижной опоры |
|
ВК |
100 % |
Смещение опоры со своего места вследствие повреждений строительных конструкций, на которых она установлена |
|
|
5. Металлоконструкции |
ВК |
100 % |
Недостаточная жесткость металлоконструкций в узлах крепления опор и подвесок |
Г.1.2. Требования к расчету на прочность на стадии продления срока эксплуатации
При расчете на прочность трубопровода с опорной конструкцией на стадии продления срока эксплуатации необходимо учитывать:
- фактические размеры и форму компонентов опорной конструкции, отклонения от номинальных размеров;
- выявленные на стадии монтажа и эксплуатации дефекты;
- данные об изменении механических характеристик конструкционных материалов в процессе эксплуатации;
- фактические эксплуатационные режимы и параметры нагружения опорных конструкций, в том числе:
- изменение нагрузок по сравнению с проектными;
- нагрузки, дополнительные, к учтенным в ранее выпущенных прочностных расчетах (например, вибрацию);
- условия нагружения, отличные от рассмотренных в ранее выпущенных прочностных расчетах;
- фактические перемещения опираемых элементов;
- монтажные и ремонтные натяги;
- изменение опорных конструкций и опираемых элементов, вызванных ремонтом и модернизацией;
- эксплуатационные режимы и параметры нагружения опорных конструкций на период дополнительного срока эксплуатации.
Расчет на прочность на стадии продления срока эксплуатации проводится в соответствии с требованиями главы 7 стандарта.
Если в процессе комплексного обследования обнаружены разрывы металла и/или коробления и/или пластические деформации и/или трещины недопустимых размеров, то необходимо провести ремонт ОПС.
Опорную конструкцию можно отремонтировать путем замены вышедшего из строя компонента новым, либо модернизировать имеющуюся опорную конструкцию в соответствии со специально разработанной программой ремонта.
Г.1.3. Продление срока эксплуатации
Продление срока эксплуатации возможно только в случае полного и успешного выполнения работ по комплексному обследованию и по программе подготовки к продлению срока эксплуатации.
Если в результате оценки прочности и остаточного ресурса опорной конструкции выявятся факторы, препятствующие дальнейшей эксплуатации в период дополнительного срока эксплуатации, то опорная конструкция должна быть заменена новой.
Разрешается допустить к дальнейшей эксплуатации ОПС сроком не более чем на 8 лет на основании положительных результатов контроля и расчетов на прочность.
|
|
Открытое акционерное общество «научно-производственное объединение по исследованию и проектированию энергетического оборудования им. И.И. Ползунова (ОАО «НПО ЦКТИ») |

|
ПРИКАЗ |
|
|
31.08.10 |
№ 280 |
|
Санкт-Петербург |
|
Об утверждении и введении в
действие стандарта организации
СТО ЦКТИ 100-2010
В соответствии с положениями статьи 17 Федерального закона «О техническом регулировании» и статей 4.9 и 4.13 ГОСТ Р 1.4-2004
ПРИКАЗЫВАЮ:
1. Утвердить стандарт организации СТО ЦКТИ 100-2010 «Опорно-подвесная система трубопроводов тепловых станций. Требования к конструкции, расчету на прочность, изготовлению, монтажу», разработанный отделом прочности и ресурсов энергооборудования (№ 24) и согласованный с ЗАО «Энергомаш» (Белгород)-БЗЭМ» письмом № 3170 от 24.08.09.
Стандарт согласованию с Ростехнадзором не подлежит.
2. Срок введения СТО ЦКТИ 100-2010. в действие с 01.05.2011 без ограничения срока действия.
3. Заведующему отделом № 24 С.Н. Гаврилову обеспечить заинтересованные организации и предприятия стандартом СТО ЦКТИ 100-2010 в соответствии с полученными заявками и передать 3 экз. стандарта в фонд НД (отдел № 22).
4. Контроль за выполнением приказа возложить на заместителя генерального директора А.В. Судакова.
|
Генеральный директор |
В.Е. Михайлов |