 | Информационная система | |
Акционерное общество
открытого типа ВНИИПТМАШ
(АО «ВНИИПТМАШ»)
Руководящий документ
Оборудование
подъемно-транспортное
Требования к изготовлению, ремонту и
реконструкции металлоконструкций
грузоподъемных кранов
РД 24.090.97-98
(Взамен ОСТ 24.090.63.-87)
Москва, 1998
Разработан Акционерным обществом открытого типа ВНИИПТМАШ
Исполнители: Зам. генерального директора по научной работе А.С. Липатов, к.т.н.; зав. лабораторией Д.И. Дувидович (руководитель работы); Г.А. Воронцов, к.т.н. (отв. исполнитель).
Утвержден АО «ВНИИПТМАШ». Генеральный директор Р.А. Лалаянц.
Согласован Управлением по котлонадзору и надзору за подъемными сооружениями Госгортехнадзора России письмом № 12-18/764 от 03.08.98 г. Начальник Управления B.C. Котельников.
Настоящий руководящий документ (РД) распространяется на конструкции металлические сварные и конструкции, собранные с применением заклепочных и болтовых соединений, из углеродистых и низколегированных сталей грузоподъемных кранов, в том числе кранов мостового типа (подвесных и опорных), консольных, портальных и стреловых железнодорожных.
Настоящий руководящий документ устанавливает необходимый объем технических требований, предъявляемых к изготовлению, ремонту и реконструкции металлических конструкций вышеназванных грузоподъемных кранов.
Климатическое исполнение изготовленных, отремонтированных и реконструированных металлоконструкций должно соответствовать требованиям ГОСТ 15150.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Металлоконструкции грузоподъемных кранов должны изготавливаться, ремонтироваться и реконструироваться в соответствии с требованиями настоящего РД, «Правил устройства и безопасной эксплуатации грузоподъемных кранов» (ПБ-10-14-92), утвержденных 30.12.92 г. и конструкторско-технологической документацией, разработанной и утвержденной в установленном порядке.
1.2. Разработка конструкторско-технологической документации на изготовление, ремонт и реконструкцию металлоконструкций грузоподъемных кранов, а также непосредственное исполнение работ в металле, осуществляется специализированными организациями, имеющими соответствующие лицензии Госгортехнадзора Россия.
1.3. Изготовленные, отремонтированные или реконструированные металлоконструкции при соблюдении технических требований настоящего РД обеспечат несущую способность грузоподъемных кранов при эксплуатации их в паспортных режимах.
2. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ, РЕМОНТУ И РЕКОНСТРУКЦИИ
2.1. Материалы.
2.1.1. Элементы металлоконструкций кранов должны быть изготовлены из сталей, марки и категории которых должны соответствовать РД 24.090.52-90. Замена марок сталей или их категорий должна быть согласована с разработчиком.
2.1.2. Соответствие применяемых марок сталей требованиям стандартов или технических условий должно подтверждаться сертификатами заводов-изготовителей.
2.1.3. Прокат из конструкционных сталей, используемый для изготовления, ремонта и реконструкции сварных металлоконструкций кранов, при поступлении на склад должен быть подвергнут входному контролю. Входной контроль должен осуществляться предприятием в соответствии с требованиями ГОСТ 24297 и методических указаний головных организаций по краностроению.
2.2. Требования к маркировке и хранению
2.2.1. Маркировка проката, прошедшего входной контроль, должна наноситься на его поверхности или торце с применением ударного метода или нанесением красок соответствующего цвета. При этом должна быть обеспечена абсолютная информативность о марке материала, номере сертификата и порядковом номере учетной документации на него.
2.2.2. Хранение металлопроката должно осуществляться в рассортированном состоянии.
2.2.3. Листовой прокат, укомплектованный по толщинам и маркам материала, должен храниться в стеллажах или штабелях высотой не более 1,5 м на деревянных или бетонных подкладках. Листы или пакеты листов должны быть отделены друг от друга прокладками - деревянными или бетонными брусками. Расстояние между прокладками должно быть таким, чтобы исключить возможность появления остаточного изгиба листов. Длина прокладок должна быть на 50 - 60 мм больше ширины листов или пачки листов. Прокладки должны находиться в слоях друг под другом. Контакт металла непосредственно с почвой не допускается.
2.3. Правка, разметка и резка проката.
2.3.1. Перед подачей в производство металлопрокат должен быть очищен от загрязнений, просушен и выправлен.
2.3.2. Правку металлопроката в холодном состоянии разрешается проводить при радиусе кривизны (ρ) не менее или стреле прогиба (f) не более значений, приведенных в таблице 1.
2.3.3. При радиусе кривизны меньшем или стреле прогиба большей, чем значения, указанные в таблице 1, правку проката следует производить в горячем состояний при общем или местном нагреве до температур от 900 до 1000 °C включительно для низколегированных сталей и от 700 до 900 °C включительно для малоуглеродистых сталей. Термически упрочненные стали во избежание разупрочнения запрещается нагревать выше 700 °C.
2.3.4. Правка проката наплавкой валиков запрещается.
2.3.5. После правки допуск плоскостности поверхности обушка уголка, полки или стенки двутавра или швеллера - не более 0,001L (L - длина поката) при длине проката до 10,0 м включительно, и не более 10,0 мм при длине проката свыше 10,0 м. Допуск плоскостности поверхности деталей, изготовленных из листа, после правки должен соответствовать значениям, приведенным в таблице 2.
Таблица 2 - Допуск плоскостности поверхности деталей после правки.
|
Допуск плоскостности поверхности деталей на длине 1 м, не более, мм |
|
|
От 4,0 до 8,0 включ. |
2,0 |
|
Св. 8,0 до 20,0 включ. |
1,5 |
|
Св. 20,0 до 30,0 включ. |
1,0 |
2.3.6. Вырезка заготовок элементов металлоконструкций из проката допускается любым промышленным способом резки, в соответствия с конструкторской документацией.
Таблица 1. Критерии, определяющие возможность правки проката в холодном состоянии в миллиметрах
|
Характер деформации |
Эскиз |
Радиус кривизны (ρ) не менее |
Стрела прогиба (f) не более |
||
|
Лист, универсальная полоса |
Волнистость |
|
50s |
L2 400s |
|
|
То же |
Серповидность |
|
L2 800В |
||
|
Уголок |
Изгиб относительно оси |
XX |
|
90b |
L2 720b |
|
YY |
90b1 |
L2 720b1 |
|||
|
Швеллер |
Изгиб относительно оси |
|
|||
|
XX |
50h |
L2 720h |
|||
|
YY |
90b |
L2 720b |
|||
|
Двутавр |
Изгиб относительно оси |
|
|||
|
XX |
50h |
L2 400h |
|||
|
YY |
50b |
L2 400b |
|||
|
Труба |
Изгиб |
|
60d |
L2 480d |
|
 г
г

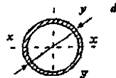
Примечание: L длина деформированной части проката
2.3.7. Способ резки заготовок расчетных элементов сварных металлоконструкций назначается с учетом оптимального соотношения механических свойств кромок и качества их поверхности.
2.3.8. При применении термической резки для изготовления заготовок элементов металлоконструкций из высокопрочных конструкционных сталей необходимо учитывать влияние углеродного эквивалента - Cэ.
Cэ = С + Mn/20 + Ni/15 + (Cr + Mo + V)/10 (1)
где С, Mn, Ni, Cr, Мо, V - содержание химических элементов в % по данным входного контроля.
При Cэ < 0,54 - термическая резка выполняется без технологических ограничений.
При 0,54 £ Cэ £ 0,7 - необходим предварительный или сопутствующий подогрев.
2.3.9. Для предупреждения усадочных деформаций кромок заготовок при термической резке допускается ведение процесса резки двумя, тремя и более резаками одновременно с учетом симметричного расположения линий реза.
2.3.10. При определении размеров заготовки, в случае использования процесса кислородной резки, необходимо учитывать среднюю ширину реза и расстояние размечаемой линии реза от кромки проката по таблице 3.
Таблица 3 - Параметры размечаемой заготовки при термической резке, в миллиметрах
|
Расстояние размечаемой линии реза от кромки |
Средняя ширина реза |
||
|
при ручной резке |
при машинной резке |
||
|
От 3 до 25 включ. |
5 |
3 - 4 |
2,5 - 3 |
|
От 26 до 50 включ. |
б |
4 - 5 |
3 - 4 |
|
От 51 до 100 включ. |
б |
5 - 6 |
4 - 5 |
2.3.11. Допуски на размеры заготовок, вырезаемых кислородной и плазменно-дуговой резкой следует принимать по таблице 4.
2.3.12. Заготовки элементов металлоконструкций из проката с расслоениями и трещинами на поверхности реза, для изготовления, ремонта и реконструкции металлоконструкций не допускаются.
2.3.13. Поверхность реза несущих и вспомогательных элементов металлоконструкций, подлежащая сварке, после термической резки должна быть очищена от грата, шлака и брызг.
2.4. Требования к гибке прокатных заготовок и деталей.
2.4.1. Гибка заготовок и деталей в зависимости от формы гиба, геометрических размеров и технических данных оборудования производится на листогибочной, сортогибочном, оборудовании, гидравлических прессах, трубогибочных станках и др.
Таблица 4 - Допуски на размеры вырезаемых заготовок в миллиметрах.
|
Класс точности |
||||
|
1 |
2 |
3 |
||
|
Резка |
||||
|
кислородная и плазменно-дуговая |
кислородная |
плазменно-дуговая |
||
|
Отклонение в размерах, деталей при номинальных габаритах |
||||
|
до 630 включ. |
± 0,9 |
± 1,4 |
± 2 |
± 3,5 |
|
от 631 до 2000 |
± 1,0 |
± 1,5 |
± 2,3 |
± 4,0 |
|
от 2001 до 2500 |
± 1,1 |
± 1,8 |
± 2,5 |
± 4,0 |
|
от 2501 до 4000 |
± 1,1 |
± 2,0 |
± 2,5 |
± 4,5 |
|
от 4001 до 4500 |
± 1,4 |
± 2,0 |
± 2,5 |
± 4,5 |
|
от 4500 до 6300 |
± 1,4 |
± 2,5 |
± 2,8 |
± 4,5 |
|
от 6301 до 10000 |
± 1,4 |
± 2,5 |
± 2,8 |
± 5,0 |
|
Максимальная неперпендикулярность при толщине деталей |
||||
|
от 5 до 15 вкл. |
0,2 |
1,0 |
1,2 |
2,3 |
|
от 16 до 30 вкл. |
0,3 |
1,2 |
1,2 |
3,0 |
|
от 31 до 50 вкл. |
0,4 |
1,6 |
1,6 |
4,0 |
|
Максимальная шероховатость реза при толщине деталей |
||||
|
от 5 до 15 вкл. |
0,04 |
0,08 |
0,16 |
0,16 |
|
от 16 до 30 вкл. |
0,08 |
0,16 |
0,32 |
0,32 |
|
от 31 до 50 вкл. |
0,16 |
0,32 |
0,64 |
0,64 |
2.4.2. Гибку листового проката из низколегированной стали в холодном состоянии разрешается производить, если внутренний радиус изгиба (R) не менее:
при толщине листа (S) до 6,0 мм включительно - 1,6S мм;
при толщине листа (S) свыше 6,0 до 12,0 включительно - 2,0S мм;
при толщине листа (S) свыше 12,0 до 20,0 включительно - 3,2S мм.
2.4.3. Перед гибкой в холодном состоянии кромки листовых заготовок в зоне гиба должны быть закруглены радиусом (r), не менее:
при толщине листа до 10,0 мм включительно - 2,0 мм;
при толщине листа свыше 10,0 мм - от 2,0 до 3,0 мм.
2.4.4. Радиус гиба заготовок из малоуглеродистой стали в холодном состоянии допускается принимать на 30 - 50 % меньше, чем для заготовок из низколегированной стали, для одной и той же толщины заготовок.
2.4.5. Гибку фасонного проката (уголок, швеллер, двутавр, труба) из углеродистой и низколегированной стали в холодном состоянии разрешается производить, если радиус гиба (R) не менее или стрела прогиба (f) не более значений, приведенных в таблице 5. При меньших радиусах изгиба или большей стреле прогиба, эту операцию следует производить в горячем состоянии при температурах, указанных в пп. 2.3.3.
3. СБОРКА И ПОДГОТОВКА МЕТАЛЛОКОНСТРУКЦИЙ К СВАРКЕ.
3.1. Сборка стальных конструкций при изготовлении, ремонте и реконструкции должна производиться на стендах или в условиях, исключающих возможность смещения свариваемых кромок и деформации собираемых сборочных единиц и конструкций.
3.2. Сборка конструкций должна производиться только из тщательно выправленных заготовок и деталей.
3.3. Длина состыкованных элементов металлоконструкций должна быть не менее 15S (S - толщина листа, полки уголка, швеллера, двутавра) при толщине элементов не более 10,0 мм включительно, и не менее 150 мм при толщине элементов более 10,0 мм.
3.4. В металлоконструкциях коробчатого сечения стыки поясов должны быть смещены относительно стыков стенок не менее, чем на 150 мм, а при наличии диафрагм, стыки поясов и стенок должны отстоять от нее на расстояния не меньше, чем 50 мм (рисунок 1).
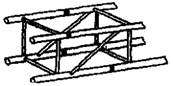
3.5. В решетчатых металлоконструкциях стыки поясов должны располагаться на расстоянии не менее 150 мм от кромки условной косынки и взаимное расположение их в смежных сечениях должно соответствовать рисунку 2.
3.6. Размер подкладок вдоль рельса должен быть не менее 30 мм. Размер подкладок поперек рельса должен быть:
- при толщине подкладок до 5,0 мм включительно - равным ширине подошвы рельса;
- то же свыше 5,0 мм - не менее 280 мм.
3.7. Предельные размеры и отклонения форм и элементов металлоконструкций должны соответствовать чертежам (при ремонте допустимо по эскизам), а зазоры между свариваемыми элементами должны соответствовать требованиям ГОСТ 5264; ГОСТ 8713; ГОСТ 11533; ГОСТ 14771; ГОСТ 23518,
а) коробчатое сечение

б) двутавровое сечение

Рисунок 1. Расположение сварных стыков в металлоконструкциях коробчатого и двутаврового сечения

Рисунок 2. Расположение сварных стыков в решетчатых металлоконструкциях
Таблица 5 Характеристики определяющие возможность холодной гибки фасонного проката из углеродистых и низколегированных сталей в миллиметрах
|
Изгиб относительно оси |
Эскиз |
Радиус изгиба R не менее |
Стрела прогиба не более |
|
|
Уголок |
X X |
|
45b |
l2 350b |
|
Y Y |
||||
|
Швеллер |
X X |
|
25h |
l2 200h |
|
Y Y |
45b |
l2 360b |
||
|
Двутавр |
X X |
|
25h |
l2 200h |
|
Y Y |
25b |
l2 200b |
||
|
Труба |
X X |
|
30d |
l2 240d |
|
Y Y |




где R радиус изгиба
f стрела прогиба
l длина развертки
b ширина полки уголка, h швеллера или двутавра
Заготовки деталей с меньшим радиусом выполнять с подогревом
3.8. Для выполнения сварных стыковых соединений должны быть предусмотрены выводные технологические планки. Размеры выводных планок должны быть:
- длина не менее 100 мм;
- ширина не менее 60 мм;
- толщина, равная толщине свариваемых элементов.
3.9. Допускается смещение свариваемых кромок элементов в плоскости перпендикулярной оси шва в стыковых соединениях, не более:
- для элементов толщиной до 4,0 мм включительно - 0,5 мм;
- для элементов толщиной свыше 4,0 до 10 мм включительно - 1,0 мм:
- для элементов толщиной свыше 10,0 мм - 0,1S мм,
(S - толщина элемента), но не более 3 мм.
3.10. При сборке стыков под одностороннюю сварку с обратным формированием шва смещение нижних кромок относительно друг друга допускается не более 0,5 мм для всех толщин.
3.11. Собранные на стендах или в приспособлениях металлоконструкции после проверки положения их элементов должны закрепляться при помощи прихваток, струбцин, пневматических, винтовых или гидравлических зажимов.
3.12. Длина прихваток на несущих элементах (сборочных единицах) металлоконструкции должна быть не менее 30 мм. Размер прихваток по высоте выполнять не менее 0,75К (К - катет шва или толщина элементов свариваемых встык).
3.13. Прихватки, накладываемые для соединения деталей, должны размещаться в местах расположения сварных швов и должны быть переплавлены в процессе ведения сварки. Перед выполнением сварного шва шлак прихваток должен быть удален.
3.14. Для временного соединения элементов прихватки допускается размещать вне мест расположения сварных швов. После выполнения окончательных операций соединения прихватки должны быть удалены - зачищены до основного металла.
3.15. Выполнение прихваток элементов конструкций при сборке перед варкой с применением электродов или электродной проволоки, более низких варок, чем применяемые для сварки, запрещается.
3.16. Прихватки при сборке перед сваркой, накладываемые на расчетные элементы металлоконструкций должны выполнять сварщики, имеющие удостоверения на право производства указанных работ.
4. СВАРКА МЕТАЛЛОКОНСТРУКЦИЙ.
4.1. Сварочные материалы.
4.1.1. Соответствие качества сварочных материалов (электродов, электродной проволоки и др.) требованиям действующих стандартов или технических условий должно подтверждаться сертификатами заводов-изготовителей.
4.1.2. Сварочные материалы, независимо от наличия сертификата, должны быть подвергнуты входному контролю. Входной контроль должен осуществляться в соответствии с методическими указаниями, разработанными головными организациями по краностроению с учетом требований ГОСТ 24297.
4.1.3. Сварочные материалы, ранее не применявшиеся для изготовления, ремонта и реконструкции сварочных металлоконструкций и отсутствующие в нормативных документах, регламентирующих их применение, могут быть использованы только по рекомендации головной организации и согласованию с Госгортехнадзором РФ.
4.2. Сварка металлоконструкций.
4.2.1. Сварку металлоконструкций при изготовлении, ремонте и реконструкции необходимо производить в соответствии с требованиями технологического процесса, устанавливающего способ сварки, порядок положения швов, режимы сварки.
4.2.2. Принятая технология сварки должна обеспечить механические свойства металла шва сварного соединения не ниже нижнего предела основного металла и минимум остаточных сварочных напряжений.
4.2.3. Сварочные работы должны выполняться с обеспечением требований по технике безопасности в соответствии с ГОСТ 12.3.003.
4.2.4. Перед сваркой необходимо очистить сварочную проволоку от грязи и ржавчины. Электроды и флюс просушить и прокалить по режимам, указанным в паспортах на эти материалы.
4.2.5. К выполнению работ по сварке несущих металлоконструкций должны допускаться только сварщики, аттестованные в установленном порядке.
4.2.6. Сварочные работы должны осуществляться под руководством лица, имеющего специальную техническую подготовку.
4.2.7. Сварщик обязан проставлять присвоенный ему номер или условный знак (клеймо) рядом с выполненным им швом. Место клеймения и способ нанесения указываются в конструкторской документации.
4.2.8. Сварка деталей или сборочных единиц должна производиться только после проверки правильности их установки, сборки (контроль ОТК, БТК).
4.2.9. Положение свариваемых конструкций должно обеспечивать наиболее удобные условия для работы сварщика и получения качественных сварных соединений. В необходимых условиях должны применяться специальные сварочные приспособления - позиционеры, кантователи и др.
4.2.10. При многослойной сварке каждый слой шва должен быть перед наложением последующего слоя очищен от шлака и брызг металла. Участки слоев шва с порами и недопустимыми дефектами (раковинами и трещинами) должны быть вырублены до чистого металла.
Перед наложением шва с обратной стороны стыкового соединения при ручной подварке и двухсторонней сварке корень шва должен быть вырублен (или выплавлен) и очищен от шлака до чистого металла.
4.2.11. При ремонте крановых несущих конструкций сварка стыковых соединений с доступом только с одной стороны выполняется с минимальным притуплением кромок от 0,5 до 0,7 мм.
4.2.12. Рабочее место сверщика, а также свариваемая поверхность конструкции должны быть ограждены от дождя, снега и сильного ветра.
4.2.13. Не разрешается зажигать дугу на основном металле вне границ шва, а также выводить кратер на основной металл.
4.2.14. При перерыве процесса сварки, возобновлять его разрешается только после очистки концевого участка шва длиной не менее 50 мм и кратера от шлака. Кратер должен быть заплавлен (заварен).
4.2.15. Сварка, металлоконструкций из углеродистых и низколегированных сталей должна производиться при температуре окружающего воздуха не ниже указанной в таблице 6 с обеспечением необходимых условий защиты от осадков, ветра и сквозняков.
Таблица 6.
|
Температура окружающего воздуха металоконстр. |
||||
|
из углеродистой стали |
из низколегированной стали |
|||
|
решетчатые |
сплошно-стенчатые |
решетчатые |
сплошно-стенчатые |
|
|
До 16 включ. |
минус 20 ° |
минус 20 ° |
минус 20 ° |
минус 20 ° |
|
Св. 16 до 30 вкл. |
минус 20 ° |
минус 20 ° |
минус 10 ° |
0 ° |
4.2.16. По окончании сварки швы и прилегающие к ним зоны, должны быть зачищены от шлака, брызг и натеков металла, а выводные планки удалены термической резкой. Ширина зоны очистки устанавливается технологическим процессом, но не менее 20 мм по обе стороны от оси шва.
5. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ.
5.1. Контроль качества сварных соединений металлоконструкций грузоподъемных кранов при изготовлении, ремонте и реконструкции должен осуществляться следующими методами:
- внешним осмотром и замерами швов;
- радиографическим;
- ультразвуковым;
- другими методами неразрушающего контроля, обеспечивающими выявляемость дефектов в объемах и по размерам, согласованными с головной организацией по краностроению;
- механическими испытаниями.
5.2. Заключение о качестве сварных соединений при изготовлении, ремонте и реконструкции металлоконструкций грузоподъемных кранов выдает подразделение неразрушающего контроля предприятия-изготовителя или независимая лаборатория неразрушающего контроля, аттестованные и имеющие соответствующие лицензия Госгортехнадзора России.
5.3. Внешний осмотр.
5.3.1. Внешнему осмотру должны подвергаться 100 % сварных соединений. Форма и размеры сварных швов должны соответствовать требованиям соответствующих стандартов, чертежам.
5.3.2. Недопустимыми дефектами сварных соединений и швов, выявленными внешним осмотром, являются:
- трещины всех размеров и направлений;
- местные наплывы общей длиной более 100 мм на участке шва 1000 мм;
- подрезы глубиной более 0,5 мм при толщине наиболее тонкого из свариваемых элементов до 20 мм включительно;
- подрезы глубиной более 3 % толщины наиболее тонкого из свариваемых элементов, при его толщине свыше 20 мм;
- поры в количестве более 4 штук на длине шва 100 мм, при этом максимальный размер пор не должен быть более 1,0 мм, при толщине свариваемых элементов до 8,0 мм включительно, и более 1,5 мм при толщине свариваемых элементов свыше 8,0 мм до 50,0 мм включительно;
- скопление пор в количестве более 5 штук на 1 см2 площади шва, при этом максимальный размер любой из пор не должен быть более 1 мм;
- незаверенные кратеры;
- прожоги и свищи.
5.3.3. В стыковых сварных соединениях разность высот гребешка и впадины поверхности шва в любом сечении по его длине не должна быть более допуска на выпуклость шва. Частота чередования гребешков и впадин на единицу длины шва не регламентируются.
5.3.4. В угловых швах разность высот гребешка и впадины, замеренных по толщине шва, в любом месте его длины, не должна быть более 0,7E (E - допуск на катет углового шва). Частота гребешков и впадин на единицу углового шва не регламентируется.
5.4. Радиографический контроль.
5.4.1. Контроль радиографический выполняется в соответствии с требованиями ГОСТ 7512, РД РОСЭК-002-96. «Правил устройства и безопасной эксплуатации грузоподъемных кранов» (ПБ-10-14-92).
5.4.2. Радиографическому методу контроля должны подвергаться стыковые сварные соединения несущих (расчетных) элементов металлоконструкций.
5.4.3. Радиографический метод контроля применяется с целью выявления внутренних дефектов сварного соединения (шва), при этом:
- за размеры внутренних дефектов принимаются размеры их изображения на радиограммах;
- за размер непроваров и трещин принимается их длина;
- за размер пор, шлаковых включений: для сферических пор и включений - диаметр, для удлиненных пор и включений - длина и ширина.
5.4.4. Радиографический контроль стыковых сварных соединений несущих (расчетных) элементов металлоконструкций проводятся только после устранения дефектов, выявленных внешним осмотром, при этом:
- обязательному контролю подвергаются начало и окончание сварных швов стыковых соединений поясов и стенок металлоконструкций коробчатого сечения;
- на каждом стыке растянутого пояса коробчатой или решетчатой металлоконструкции суммарная длина радиограмм должна быть не менее 50 % длины стыка;
- на стыках сжатых поясов или сжатых участках стенок суммарная длина радиограмм должна быть не менее 25 % длины стыка или сжатого участка стенки;
- на каждом стыке конструкций стрел, хоботов и реечных коробок портальных кранов суммарная длина радиограмм должна быть не менее 75 % длины стыка.
5.4.5. Для крестообразных стыковых швов радиографическому методу контроля подлежат 25 % пересечений швов.
5.4.6. Места контроля и количество стыков стыковых сварных соединений радиографическим методом приведены в приложении А.
5.4.7. Недопустимыми дефектами сварных швов, выявляемыми радиографическим методом являются:
- трещины и непровары;
- трещины и непровары;
- дефекты (поры и шлаковые включения) размером или суммарной длиной больше допустимых, приведенных в таблице 7, для любого участка радиограмм длиной 100 мм;
- скопление пор и шлаковых включений более 5 штук на 1 см2 площади шва (проекция шва на радиограмме), при этом максимальный размер любой из пор или любого шлакового включения не должен быть более 1,5 мм.
Таблица 7 - Максимально допустимые размеры и суммарная длина дефектов в миллиметрах.
|
Размер дефектов (диаметр или длина) |
Суммарная длина |
|
|
До 3,0 включ. |
0,8 |
3,0 |
|
Св. 3,0 до 5,0 включ. |
1,0 |
4,0 |
|
Св. 5,0 до 8,0 включ. |
1,5 |
6,0 |
|
Св. 8,0 до 30,0 включ. |
2,0 |
8,0 |
Примечание - При меньших размерах дефектов, в каждом интервале свариваемых толщин элементов, их количество должно быть не более 6 штук и суммарная длина их не должна быть более, указанной в таблице 7.
5.4.9. Перечень, рекомендуемого оборудования для проведения контроля радиографическим методом приведен в приложении Б.
5.5. Ультразвуковой контроль.
5.5.1. Ультразвуковой контроль выполняется в соответствие с требованиями «Правил устройства и безопасной эксплуатации грузоподъемных кранов», ГОСТ 14782, ГОСТ 20415, РД РОСЭК-001-96.
5.5.2. Ультразвуковому методу контроля в равной степени, как и рентгенографическому, должны подвергаться стыковые сварные соединения несущих (расчетных) элементов металлоконструкций.
5.5.3. Ультразвуковой контроль стыковых сварных соединений несущих (расчетных) элементов металлоконструкций проводится только после устранения дефектов, выявленных внешним осмотром. Объемы контроля, протяженность сварных стыковых швов, подвергаемых ультразвуковому контролю представлены в приложении А.
5.5.4. Недопустимыми дефектами сварных стыковых соединений при УЗК являются:
- трещины и непровары (как трещиноподобные) любой протяженности;
- поры, шлаковые включения или их скопления, характеристики которых или их количество превышают нормы, указанные в таблице 8.
Таблица 8 - Максимально допустимые размеры дефектов.
|
Эквивалентная площадь дефекта |
Условная протяженность дефекта, мм |
Число дефектов, шт., с характеристиками не более предельных значений на любом 1 м шва |
|||||
|
Плоский угловой отражат., мм´мм |
Плоскодонное отверстие, мм2 |
Компактного |
Протяженного |
Суммарная на 1 м шва |
Компактных |
Протяженных |
|
|
От 4 до 9,9 |
2,0´1,0 |
- |
10 |
20 |
110 |
5 |
3 |
|
Свыше 9,9 по 14,9 |
2,5´2,0 |
5,0 |
10 |
20 |
110 |
5 |
3 |
|
Св. 14,9 до 19,9 |
3,5´2,0 |
7,0 |
10 |
20 |
110 |
5 |
3 |
|
Св. 20,0 до 39,5 |
- |
7,0 |
20 |
40 |
220 |
5 |
3 |
|
Св. 39,5 до 60 |
- |
10,0 |
20 |
40 |
220 |
5 |
3 |
Примечание:
1. Компактный дефект - отдельный дефект, протяженность которого не превышает указанную таблице.
2. Протяженный дефект - отдельный дефект, условная протяженность которого превышает значение, указанное для компактного дефекта для определенной толщины и категории сварного соединения.
3. Дефекты на войсковом уровне чувствительности в начале и конце шва на длине 20 мм не допускаются.
4. Дефект оценивают как недопустимый, если значение условной протяженности протяженного дефекта превышает значение, указанное в таблице.
5. Условную протяженность дефекта измеряют по продольному перемещению
пьезоэлектрического преобразователя и определяют по длине зоны между крайними
его положениями. Крайними положениями пьезоэлектрического преобразователя
считают такие положения, в которых высота эхо-сигнала от дефекта равна
браковочной чувствительности.
5.6. Контроль качества механическими испытаниями.
5.6.1. Механическими испытаниями должны проверяться сварные соединения в соответствии с Правилами устройства и безопасной эксплуатации грузоподъемных кранов Госгортехнадзора РФ, а также конструкторско-технологической ремонтной документацией, утвержденной в установленном порядке, и данным РД.
5.6.2. Проверка механических свойств контрольных образцов, сваренных встык, для каждого сварщика, выполняющего сварку несущих элементов (расчетных) крановых металлоконструкций, должна производиться не реже одного раза в шесть месяцев.
5.6.3. Порядок проверки механических и технологических свойств контрольных образцов и их оценка должны соответствовать «Правилам устройства и безопасной эксплуатации грузоподъемных кранов» РФ и «Правилам аттестации сварщиков».
5.6.4. При получении неудовлетворительных результатов испытаний контрольных образцов должно быть проведено повторное испытание на удвоенном количестве образцов. В случае получения неудовлетворительных результатов при повторных испытаниях, сварщик должен быть отстранен от сварки несущих элементов металлоконструкций на один месяц для прохождения дополнительного обучения в соответствии с «Правилами аттестации сварщиков».
6. РЕМОНТ ЗАКЛЕПОЧНЫХ И БОЛТОВЫХ СОЕДИНЕНИЙ.
6.1. Настоящий раздел РД посвящен техническим приемам восстановления работоспособности заклепочных соединений, имеющих место в металлоконструкциях грузоподъемных кранов различных климатических исполнений по ГОСТ 15150.
6.3. Применение высокопрочных болтов рекомендуется:
- для повышения выносливости клепаных прикреплений раскосов стыков вертикальных стенок пролетных балок, мест соединения пролетных балок с концевыми, монтажных соединений;
- для прикрепления новых элементов металлоконструкций при усилении и взамен изношенных.
6.4. Применение способов восстановления и усиления металлоконструкций, указанных в пп. 6.2 и 6.3 должны полностью обеспечить безопасную эксплуатацию конструкций при сохранении ее несущей способности в пределах принятых для данных конструкций запасов прочности.
6.5. Работы по восстановлению заклепочных соединений и усилению металлоконструкций с применением упомянутых в пп. 6.2 и 6.3 способов должны выполняться в соответствии с технической документацией, разработанной специализированной организацией, имеющей лицензию на данный вид деятельности в соответствии с Правилами Госгортехнадзора РФ.
6.6. При выполнении ремонта заклепочных соединений производится замена на высокопрочные болты по ГОСТ 22353 и на болты повышенной точности по ГОСТ 7817.
6.7. Замена дефектных заклепок на болты повышенной точности осуществляется на равное их количество с поочередной постановкой в отверстия из-под заклепок без зазора.
6.8. При проведении ремонта соединений и узлов, выполненных с применением болтов повышенной точности, допускается замена дефектных болтов на равное количество болтов этого же типа. В случае замены их на высокопрочные болты, ремонтный узел работает как комбинированный; при этом число устанавливаемых высокопрочных болтов должно быть равно удвоенному числу дефектных болтов, т.к. одновременно с ними заменяются симметрично расположенные им недефектные болты. Требования к подготовке отверстий при этом см. подраздел 6.15.
6.9. Выбор типов болтов при ремонте узлов и соединений металлоконструкций, выполненных с применением высокопрочных болтов, производится с учетом ориентации воспринимаемого усилия относительно продольной оси болта.
6.10. В соединениях и узлах, где усилия передаются вдоль оси болта замена высокопрочных болтов на болты других типов не допускается. Замена дефектных высокопрочных болтов производится на равное количество годных болтов этого же типа с поочередной постановкой их с учетом требований к отверстиям, изложенным в подразделе 6.15.
6.11. В соединениях и узлах металлоконструкций грузоподъемных кранов, где усилия передаются перпендикулярно оси высокопрочных болтов, допускается замена дефектных болтов, либо на равное количество болтов этого же типа или только на болты повышенной точности по ГОСТ 7817 и другим эксплуатационным документам, оговоренным паспортом крана.
При этом число вновь устанавливаемых болтов повышенной точности равно удвоенному числу дефектных высокопрочных болтов - одновременно с ними заменяются симметрично расположенные не дефектные болты.
6.12. Применение других типов болтов, не оговоренных настоящими рекомендациями, допускается только по согласованию с разработчиком.
6.13. При замене дефектных заклепок или болтов в узле и в стыке, имеющем до десяти заклепок или болтов, допускается одновременно удалять не более одной заклепки или одного болта. В узлах и стыках с большим количеством заклепок или болтов допускается одновременно удалять не более 10 % от общего числа заклепок или болтов данного узла или стыка.
6.14. Ремонт ослабленных заклепочных соединений с применением сварки не допускается.
6.15. Подготовка заклепочных отверстий и поверхностей соединяемых элементов к постановке болтов.
6.15.1. После принятия решения о замене дефектных заклепок на высокопрочные болты необходимо произвести их удаление и подготовку отверстий и поверхностей деталей пакета.
6.15.2. Удаление дефектных заклепок должно производиться без повреждения металла конструкций путем:
- разрезки головки заклепки и последующего удаления с помощью выбивания (см. рисунок 3);
- высверливания.
В отдельных случаях, при невозможности использовании упомянутых способов удаления, допускается газовая срезка заклепочных головок.
6.15.3. После удаления дефектной заклепки проверяется заклепочное отверстие, и, если в нем присутствуют чернота, овальность, косина и другие дефекты, превышающие величины, указанные в таблице 9, производится их рассверловка на ближайший диаметр.
6.15.4. Замена дефектных (ослабленных)
заклепок должна производиться на равное количество высокопрочных болтов, при
этом диаметры высокопрочных болтов должны соответствовать таблице 10.

1, 2, 3, 4 - линии резки головки заклепки.
Рисунок 3 - Резка головки и удаление заклепки.
Таблица 9 - Допускаемые отклонения в заклепочных отверстиях.
|
Допускаемое отклонение, мм |
Допускаемое количество отклонений |
|
|
Отклонение диаметра просверленных отверстий под заклепку и болты, а также овальность (разность между и диаметрами) их: |
||
|
Æ до 17 мм |
0; +0,6 |
Не ограничивается. |
|
Æ свыше 17 мм |
0; +1,5 |
|
|
Чернота (несовпадение отверстий в отдельных деталях собранного пакета) |
||
|
до 1 мм |
- |
до 50 % |
|
свыше 1 мм до 1,5 мм |
- |
до 10 % |
|
Косина (уклон оси) до 3 % толщины пакета, но не свыше 3 мм при ручной пневматической клепке |
- |
Не ограничивается. |
|
свыше 3 мм |
- |
Не допускается. |
Таблица 10 - Диаметры высокопрочных болтов, заменяющие заклепки.
|
Диаметр заменяемых заклепок (диаметр отверстия под заклепки) |
Диаметр высокопрочных болтов, мм |
|
3/4" и 19 - 21 мм |
18 |
|
7/8" и 23 - 25 мм |
22 |
|
1" и 26 - 27 мм |
24 |
|
23 - 30 мм |
27 |
6.15.5. Разрешается применять высокопрочные болты в отверстиях, диаметры которых превышают диаметры болтов на 6 мм.
6.15.6. При замене заклепок высокопрочными болтами отверстия для них допускается не рассверливать, в случае, если высокопрочные болты проходят в них без повреждения резьбы.
6.15.7. При наличии в существующих заклепочных отверстиях черноты, овальности и косины, превышающих установленные допуски, а последующая рассверловка может привести к ослаблению соединения (узла...), допускается постановка в них высокопрочных болтов без рассверловки, если они имеют возможность свободной постановки (без повреждения резьбы) и плотного опирания опорных поверхностей шайб.
6.15.8. Точность совпадения отверстий для высокопрочных болтов во вновь добавляемых элементах усиления с отверстиями в существующей конструкции должна обеспечивать проектные геометрические размеры, усиливаемой конструкции в пределах, установленных для них общих допусков.
6.15.9. При замене дефектных заклепок на высокопрочные болты допускается создание болтоклепаных соединений, при условии симметричного расположения заменяющих высокопрочных болтов относительно продольной оси симметрии прикрепляемого элемента. (Необходимо одновременно с дефектными заклепками заменять симметрично расположенные им недефектные заклепки).
6.15.10. При замене дефектных заклепок высокопрочными болтами, когда соприкасающиеся поверхности элементов соединений не могут быть очищены, очистке подлежат лишь наружные поверхности под шайбами высокопрочных болтов. В этих случаях допускается очистка от старой краски и ржавчины, препятствующих плотному прилеганию шайб к металлу, производить отжигом, стальными скребками и щетками.
6.15.11. В случае, если обнаружена значительная коррозия соединяемых элементов, превышающая 20 % от первоначальной толщины, требуется замена этого элемента.
- поверхности элементов в пределах стыков и прикреплений перед сборкой должны быть подвергнуты пескоструйной, дробеструйной или огневой очистке;
- они не должны иметь ржавчины, масляных пятен, грязи, отстающей окалины и других дефектов, препятствующих плотному прилеганию;
- очистка должна производиться не ранее, чем за 12 часов до постановки болтов в соединения;
- при сборке соприкасающиеся поверхности должны быть сухими. Запрещается окрашивать краской или олифой соприкасающиеся поверхности.
6.15.13. От способа очистки обработки контактных поверхностей зависит величина коэффициента трения, а, следовательно, несущая способность соединения.
6.15.14. При замене дефектных заклепок, в случае необходимости точной фиксации взаимного положения соединяемых элементов, используются болты повышенной точности по ГОСТ 7817.
6.15.15. В этом случае постановочные отверстия должны быть развернуты на ближайший диаметр (с проверкой расчетом допустимости дополнительного ослабления) с точностью не ниже 7 - 9 квалитета и шероховатостью Ra 0,8 ... 3,2 мкм. Отклонения размеров отверстий представлены в таблице 11.
Таблица 11 - Предельно допустимые отклонения в размерах диаметров отверстий для болтов повышенной точности.
|
Отклонение, мкм |
||
|
верхнее |
нижнее |
|
|
Свыше 12 до 18 включ. |
+0,43 |
0 |
|
Свыше 18 до 30 включ. |
+0,52 |
0 |
|
Свыше 30 до 36 включ. |
+0,62 |
0 |
Каждая партия болтов должна иметь сертификат, удостоверяющий соответствие поставляемых деталей требованиям ГОСТ 22353 ... ГОСТ 22356.
6.15.16. Потребитель имеет право произвести контрольную проверку качества поступивших болтов, гаек и шайб, и, в случае неудовлетворительных характеристик, предъявить рекламацию предприятию-изготовителю.
Проверка должна производиться по нормам и правилам ГОСТ 22353 и ГОСТ 22356.
6.16. Подготовка высокопрочных болтов к постановке в конструкцию.
6.16.1. Каждый высокопрочный болт должен иметь две термически обработанные шайбы (одна - под головку болта, другая - под гайку).
6.16.2. Высокопрочные болты и шайбы перед постановкой их в конструкцию должны быть протерты насухо, с целью удаления предохранительной смазки, грязи, налетов ржавчины с резьбы болтов и гаек, а также с поверхности шайб. Гайки должны быть провернуты по резьбе болтов.
6.16.3. Перед затяжкой болтов на расчетное усиление резьба гаек должна быть смазана минеральным маслом. Резьбу болтов смазывать не допускается.
6.17. Затяжка высокопрочных болтов.
М = Р · d · К, (2)
где Р - заданное проектом осевое усилие натяжения болтов, Н;
d - диаметр болтов, мм;
К - коэффициент закручивания, принимаемый равный 0,18 для болтов, поставляемых по ГОСТ 22353 с поверхностями соединяемых элементов, подготовленных в соответствии с п. 6.15.12.
Расчетное значение моментов закручивания высокопрочных болтов и соответственно усилия их натяжения представлены в таблице 12.
Таблица 12 - Расчетные моменты закручивания высокопрочных болтов.
|
Номинальный диаметр болтов, мм |
Усилие натяжения болтов, кН |
Момент закручивания, Нм |
|
|
1100 |
18 |
147 |
476 |
|
22 |
233 |
922 |
|
|
24 |
271 |
1170 |
|
|
27 |
353 |
1714 |
|
|
1350 |
18 |
176 |
570 |
|
22 |
280 |
1110 |
|
|
24 |
326 |
1408 |
|
|
27 |
425 |
2064 |
|
|
1550 |
18 |
212 |
687 |
|
22 |
329 |
1300 |
|
|
24 |
382 |
1650 |
|
|
27 |
498 |
2410 |
6.17.2. Последовательность постановки и затягивания болтов устанавливают при разработке технологии ремонтных работ. Затяжку болтов в пределах стыка или прикрепления производят от середины соединения к краям.
6.17.3. Затяжку высокопрочных болтов рекомендуется осуществлять в два приема:
- создать предварительное натяжение до 80 ... 90 % от проектного значения с помощью гайковертов;
- последующая затяжка динамометрическим ключом. Затяжку динамометрическим ключом следует производить плавно, без рывков. Крутящий момент регистрируется во время движения ключа в направлении натяжения.
6.17.4. Динамометрические ключи должны быть пронумерованы и протарированы. Тарировку следует производить перед началом работ.
6.17.5. Отклонения фактического момента закручивания от расчетного не должно превышать +20 %. Недотяжка болтов не допускается.
6.18. Контроль и приемка работ.
6.18.1. Перед сборкой элементов, соединяемых высокопрочными болтами, службой ОТК должен быть произведен контроль качества очистки и подготовки поверхностей элементов.
Результаты контроля качества очистки необходимо занести в журнал, см. таблицу 13.
Таблица 13 - Журнал контроля качества очистки элементов крановых металлоконструкций с соединениями на высокопрочных болтах.
|
Номер узлов и наименование элементов |
Способ и технология очистки элементов |
Дата и время |
Примечания |
||
|
очистки |
контроля |
||||
|
Производитель работ |
ОТК |
6.18.2. Контроль натяжения высокопрочных болтов при изготовлении и ремонте производят тарированными динамометрическими ключами. Контроль осуществляется не менее, чем через 8 часов после выполнения натяжения всех болтов в соединении. Указанный контроль не распространяется на контроль фактического натяжения высокопрочных болтов, отработавших в конструкции длительное время.
6.18.3. Количество болтов, подлежащих контролю, приведено в таблице 14.
Таблица 14 - Количество контролируемых болтов.
|
Количество болтов, подлежащих контролю (не менее) |
|
|
До 5 |
100 % |
|
От 6 до 20 |
5 штук |
|
От 21 и более |
25 % |
Если при контроле в соединении обнаружится хотя бы один болт, не дотянутый до 5 % или перетянутый на 20 % нормативного усилия, то контролю подлежат все болты данного соединения.
6.18.4. Плотность стяжки пакета после затягивания всех болтов соединения до нормативного усилия контролируют щупом по наружному контуру соединения. Щуп толщиной 0,3 мм не должен входить между частями пакета. Напротив установленных болтов щуп толщиной 0,05 мм не должен проникать между частями пакета до стержня болта. В случае невыполнения указанных требований соединение следует разобрать и после правки деталей собрать вновь.
6.18.5. Непосредственно после натяжения болтов и контроля плотности стягивании пакета все соединения герметизируются. Для этого необходимо все соединения смазать чистой грунтовкой, а щели в местах перепада толщин и зазоры в стыках шпаклевать замазкой на свинцовом сурике или мастиками на синтетических смолах, а затем окрасить.
ССЫЛОЧНЫЕ НОРМАТИВНЫЕ ДОКУМЕНТЫ:
|
Обозначение документа, на который дана ссылка |
Номер раздела, подраздела, пункта, подпункта, приложения разрабатываемого документа, в котором дана ссылка |
|
п. 4.2.3 |
|
|
п. 3.7 |
|
|
п. 5.4.1 |
|
|
п. 3.7 |
|
|
п. 3.7 |
|
|
п. 3.7 |
|
|
п. 5.5.1 |
|
|
Введение, п. 6.1 |
|
|
п. 5.5.1 |
|
|
п. 3.7.1 |
|
|
пп. 2.1.3; 4.12 |
|
|
Правила устройства и безопасной эксплуатации грузоподъемных кранов (ПБ-10-14-92) |
|
|
п. 5.5.1 |
|
|
РД РОСЭК 002-96 |
п. 5.4.1 |
|
Санитарные правила по радиоизотопной дефектоскопии № 1171-74 |
п. 5.4.8 |
ПРИЛОЖЕНИЯ
Приложение А.
(обязательное)
Таблица А.1 - Расположение участков сварных соединений и количество стыков, подвергаемых контролю радиографическим и ультразвуковым методами
|
Тип металлоконструкции |
Элементы или сборочные единицы |
Контролируемый шов |
Контролю подлежит, % |
Типовой эскиз (контролируемые участки отмечены прямоугольником и тремя линиями) |
|
|
количество стыков |
суммарная длина радиограмм (длина св. шва при УЗК) |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Краны мостового типа |
|||||
|
Мост коробчатый без продольной стыковки стенок |
Нижний пояс главной балки |
Горизонтальные швы |
100 (100) |
не менее 50 длины шва (100) |
|
|
Верхний пояс главной балки |
|||||
|
Стенки главной балки |
Вертикальные швы верхней зоны |
не менее 25 длины шва (50) |
|||
|
Вертикальные швы нижней зоны |
|||||
|
Мост коробчатый с продольной стыковкой стенок |
Нижний пояс главной балки |
Горизонтальные швы |
100 (100) |
не менее 50 длины шва (100) |
|
|
Верхний пояс главной балки |
не менее 25 длины шва (50) |
||||
|
Стенки главной балки |
Вертикальные швы верхней зоны |
||||
|
Вертикальные швы нижней зоны |
|||||
|
Продольные швы |
|||||
|
Швы крестовин |
25 (50) |
не менее одного снимка (двух стыков) |
|||
|
Мост балочный без продольной стыковки стенок |
Нижний пояс главной балки |
Горизонтальные швы |
100 (100) |
не менее 50 длины стыка (100) |
|
|
Верхний пояс главной балки |
не менее 25 длины стыка (50) |
||||
|
Стенка главной балки |
Вертикальные швы верхней зоны |
||||
|
Вертикальные швы нижней зоны |
|||||
|
Мост балочный с продольной стыковкой |
Нижний пояс главной балки |
Горизонтальные швы |
100 (100) |
не менее 50 длины стыка (100) |
|
|
Верхний пояс главной балки |
не менее 25 длины стыка (50) |
||||
|
Стенки главной балки |
Вертикальные швы верхней зоны |
||||
|
Вертикальные швы нижней зоны |
|||||
|
Продольные швы |
|||||
|
Швы крестовин |
25 (50) |
не менее одного снимка (двух стыков) |
|||
|
(100) |
|||||
|
Мост раскосный |
Нижний пояс главной и вспомогательной ферм |
Горизонтальные швы |
100 (100) |
не менее 50 длины стыка (100) |
|
|
Вертикальные швы |
|||||
|
Верхний пояс главной и вспомогательной ферм |
Горизонтальные швы |
но менее 25 длины стыка (50) |
|||
|
Вертикальные швы |
|||||
|
Барабаны сварные |
Барабаны грузовые |
Стыковые швы |
100 (100) |
не менее 25 длины стыка (50) |
|
|
Краны портальные и другие |
|||||
|
Коробчатые листовые |
Стрелы, хоботы, реечные коробки |
Поперечные стыковые швы поясов и стенок |
100 (100) |
не менее 75 длины стыка (100) |
|
|
Оголовки, крестовины, ноги и вставки порталов; башни и опоры колонн; рычаги коромысел, стойки рамы и балки каркасов; балки платформ, балансиры механизмов передвижения |
Продольные и поперечные стыковые швы поясов и стенок |
не менее 25 длины стыка (50) |
|
||
|
Трубчатые |
Стрелы, хоботы, рычаги противовесов, колонны, каркасы |
Кольцевые стыковые швы поясов |
100 (100) |
не менее 100 длины стыка (100) |
|
|
Оттяжки, стреловые тяги, затяжки порталов, рейки |
Кольцевые стыковые швы |
не менее 100 длины стыка (100) |
|
||
|
Листовые |
Обечайки оголовка и крестовины портала |
Кольцевые стыковые швы |
100 (100) |
не менее 25 длины стыка (50) |
|
|
Стыковые швы вдоль образующей |
|||||









Примечание. Цифры в скобках - проценты при контроле качества ультразвуковым методом.
Приложение Б.
Таблица Б.1 - Перечень приборов, рекомендуемых к применению для проведения ультразвукового контроля.
|
№№ п/п |
Наименование прибора |
Производитель прибора |
Краткие технические характеристики |
||||
|
Рабочая частота, МГц |
Толщина контролируемого материала |
Температура эксплуатации, °С |
Питание |
Масса, кг (в комплекте с батареями) |
|||
|
1. |
Ультразвуковой дефектоскоп ДУК-66П |
Бывш. НПО «Волна», г. Кишинев Молдова |
От 1,25 до 10 |
От 1 до 1140 |
-10 -40 |
Сеть, аккумуляторные батареи |
9,8 |
|
2. |
Ультразвуковой дефектоскоп ГСП ЭКОН-2 УД-НПУ |
То же |
От 1,25 до 10 |
от 1 до 180 |
-10 +50 |
То же |
8,7 |
|
3. |
Ультразвуковой дефектоскоп УД2-12 |
То же |
От 1,25 до 10 |
От 1 до 999 |
-10 +50 |
То же |
8,4 |
|
4. |
Ультразвуковой дефектоскоп УД-13П |
То же |
От 2,5 до 5 |
От 1 до 150 |
-10 +50 |
Аккумуляторные батареи |
1,5 |
|
5. |
Ультразвуковой дефектоскоп UЗК-7 |
«Краутктемер» Германия |
От 0,5 до 10 |
От 10 до 2500 |
-15 +55 |
То же |
5,1 |
|
6. |
Ультразвуковой дефектоскоп UЗL-48 |
То же |
От 1 до 10 |
От 5 до 6000 |
0 +40 |
То же |
8,4 |
|
7. |
Ультразвуковой дефектоскоп SONIC-136 |
«Намюсон» Италия |
От 0,3 до 15 |
От 5 до 10000 |
-23 +45 |
Сеть, аккумуляторные батареи |
8 |
Приложение В.
(рекомендуемое)
ПРИНЦИПИАЛЬНЫЙ ПОДХОД К РЕМОНТУ ТРЕЩИН В МЕТАЛЛОКОНСТРУКЦИЯХ
Трещина, как и любой дефект, в сплошном теле, передающем усилия, является концентратором напряжений. Как одни из самых опасных дефектов, способных при определенных условиях привести к мгновенному, катастрофическому разрушению, требует самого тщательного подхода к его устранению.
На рисунках В.1, В.2, В.3 и В.4 представлены варианты ремонта элементов с трещинами с помощью сварки при наличии доступа к трещине с одной и с двух сторон. Обязательным требованием при этом является обеспечение полного провара при заварке трещины.
При доступе к трещине только с одной стороны провар обеспечивается первым (корневым) сварным швом, который выполняется следующим образом:
1. Аргонодуговой сваркой неплавящимся электродом с присадкой, проволокой марок Св08Г2С, Св08А в зависимости от марки стали элемента с трещиной.
2. Ручной дуговой сваркой электродом типа Э-42А или Э-50А, марок УОНИ 13/45 или УОНИ 13/55 в зависимости от марки стали элемента с трещиной.
3. Диаметр электрода для первого прохода при выполнении сварного шва заварки трещины принимается равным 2 или 3 мм.
Уменьшение напряжений в конструкции после заварки (ремонта) трещин может достигаться методами подогрева зон, прилегающих к трещине, или наклепом этих зон, создавая напряжения обратного знака.

Рисунок B.1

Рисунок В.2

Рисунок В.3

Рисунок В.4
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц0 в документе |
№ документа |
Входящий № сопроводительного документа |
Подпись |
Дата |
|||
|
Измененных |
замененных |
новых |
анулированных |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
СОДЕРЖАНИЕ