 | Информационная система | |
Альбом типовых конструкций
Мешалки
Типы, параметры, конструкция,
основные размеры и технические
требования
ATK 24.201.17-90
|
|
УТВЕРЖДАЮ |
|
|
Указание министерства тяжелого машиностроения СССР |
|
|
от 27.11.90 № ВА-002-1-11125 |
|
|
Дата введения 01.01.91 |
ЛИСТ УТВЕРЖДЕНИЯ
АЛЬБОМ ТИПОВЫХ КОНСТРУКЦИЙ
«Мешалки. Типы, параметры, конструкция, основные размеры и технические требования»
АТК 24.201.17-90
|
Первый заместитель начальника научно-технического отдела |
В.А. Мажукин |
|
Начальник сектора |
А.Н. Полтарецкий |
|
Заместитель директора по научной работе ЛенНИИхиммаша |
В.Л. Садовский |
|
Заведующий отделом стандартизации |
Н.И. Бабенко |
|
Заведующий отделом № 905 |
Д.В. Баконин |
|
Заведующий сектором |
Н.Г. Цырина |
|
СОГЛАСОВАНО |
|
|
Заместитель директора по научной работе НИИхиммаша |
В.В. Грязнов |
АЛЬБОМ ТИПОВЫХ КОНСТРУКЦИЙ
МЕШАЛКИТипы, параметры, конструкция, основные размеры и технические требования |
АТК 24.201.17-90 |
Дата введения 01.01.91
Настоящий альбом распространяется на типы и конструкцию стальных мешалок, предназначенных для перемешивания жидких сред плотностью до 1800 кг/м3 с динамической вязкостью не более 500 Па·с (5000 П) в аппаратах по OCT 26-01-1244, применяемых в химической и других отраслях промышленности.
Альбом не предусматривает конструкций мешалок из неметаллических материалов, а также мешалок с неметаллическими антикоррозионными покрытиями, в том числе эмалированных.
Конструкции мешалок, вошедшие в альбом, являются рекомендуемыми для мешалок из цветных металлов и сплавов.
1. ТИПЫ, ИСПОЛНЕНИЯ И ПАРАМЕТРЫ
1.1. Мешалки должны изготавливаться следующих типов и назначений:
1) Мешалки для перемешивания жидких сред вязкостью не более 50 Па·с:
01 - трехлопастная;
01M - трехлопастная модифицированная;
07 - лопастная;
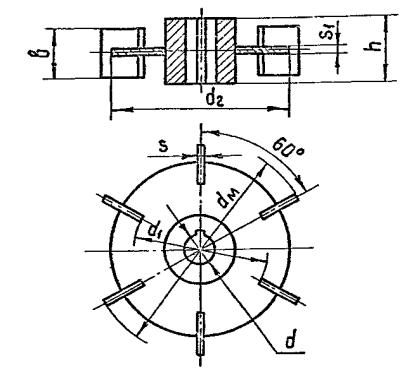
12 - зубчатая;
05 - шестилопастная;
03 - турбинная открытая;
10 - рамная.
2) Мешалки для перемешивания жидких сред вязкостью не более 500 Па·с:
08 - шнековая;
11 - ленточная;
11С - ленточная со скребками.
1.2. Мешалки должны изготавливаться неразъемными (исполнение 1) и разъемными (исполнение 2), в соответствии с табл. 1.
Таблица 1
|
Тип мешалки |
Диаметр мешалки, мм |
Исполнение |
|
|
1 |
2 |
||
|
01, 01М |
от 80 до 1250 |
+ |
- |
|
07 |
от 125 до 630 |
+ |
- |
|
От 710 до 2240 |
+ |
+ |
|
|
12 |
От 80 до 400 |
+ |
- |
|
05 |
От 100 до 1250 |
+ |
- |
|
03 |
От 80 до 1250 |
+ |
- |
|
От 450 до 1250 |
+ |
+ |
|
|
10 |
От 200 до 800 |
+ |
- |
|
От 850 до 1600 |
+ |
+ |
|
|
От 1700 до 3000 |
- |
+ |
|
|
08 |
От 100 до 1250 |
+ |
- |
|
11 |
От 630 до 2800 |
- |
+ |
|
11С |
От 1000 до 2000 |
+ |
- |
Примечания:
1. Знак «+» означает применение.
2. В обоснованных случаях допускается изготавливать рамные мешалки, тип 10, с диаметром от 1700 до 3000 мм включительно, неразъемными.
Примечание. Выбор рабочих параметров мешалки допускается производить по результатам экспериментальных исследований технологического процесса на натурном или модельном аппарате с мешалкой.
1.4. Мешалки типов 01; 01М; 07; 12; 05 и 03 могут применяться в сочетании с отражательными перегородками и без них. Необходимость применения отражательных перегородок устанавливается расчетным путем в соответствии с нормативно-технической документацией.
1.5. Для обеспечения условия прочности наибольший крутящий момент на валу мешалки, в том числе его наибольшее мгновенное значение при пуске, не должен превышать значений допустимого крутящего момента, указанного в табл. 2 - 7 и 9 - 11.
1.6. Осевая сила, действующая на вал при наибольшем крутящем моменте, для мешалок типов 08; 11 и 11С, не должна превышать значений допустимой осевой силы, указанной в табл. 9 - 11.
1.7. Осевая сила, действующая на вал для мешалок типов 01; 01M и 05 определяется расчетным путем в соответствии с нормативно-технической документацией.
1.8. Формулы для расчета разверток лопастей мешалок типов 08; 11 и 11С приведены в справочном приложении.
2. КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
2.1. Конструкция и основные размеры мешалок должны соответствовать указанным на черт. 1 - 7 и черт. 9 - 11; в табл. 2 - 7 и 9 - 11.
2.2. Размеры конструктивных элементов мешалок, указанные в виде соотношений на черт. 2; 3; 5; 6 и 7 следует определять расчетным путем, исходя из условий принятого конкретного типоразмера мешалки, рассчитанного по нормативно-технической документации.
Числовые значения этих размеров устанавливаются путем округления расчетных размеров до ближайшего четного числа или кратного пяти в сторону увеличения.
2.3. Допускается в обоснованных случаях при условии выполнения расчетов на прочность увеличение или уменьшение ширины лопасти мешалки «В» по сравнению с указанной в таблицах не более чем на 25 %.
Неуказанные размеры, а также конструкция и размеры узлов крепления лопастей устанавливаются разработчиком оборудования, исходя из конкретных условий изготовления, монтажа и эксплуатации с учетом требований прочности.
При установке мешалки в нижней части аппарата, для конструкций типа 12 черт. 3 и типа 03 черт. 5, отношение суммарной площади лобовой поверхности лопастей на верхней стороне диска к суммарной лобовой поверхности лопастей на нижней стороне диска или отношение числа лопастей на верхней стороне диска к числу лопастей на нижней стороне диска рекомендуется принимать равным 5:3.
2.4. Конструкция и основные размеры ступиц мешалок типов 01; 01M; 07; 12; 05; 03 и 10, а также способы крепления их к валу указаны на черт. 7 и табл. 8.
Конструкция и основные размеры ступиц мешалок типов 11 и 11C предусмотрены на чертежах и в таблицах, относящихся к мешалкам, черт. 9 и 10; табл. 10 и 11.
2.5. Допускается использовать другие конструкции ступиц и способы крепления мешалок на валу с целью уменьшения металлоемкости мешалок и трудоемкости их изготовления, при условии подтверждения их работоспособности расчетом.
2.6. Мешалки типа 10 диаметром от 200 до 800 мм допускается изготавливать без поперечной перекладины.
2.7. Мешалки типов 11 и 11С, применяемые в аппаратах со съемными крышками, допускается изготавливать цельносварными.
2.8. Размеры шпоночных пазов ступиц с внутренними диаметрами 18 и 25 мм - по ГОСТ 23360; с внутренними диаметрами 32 мм и более - по ГОСТ 10748.
2.9. Мешалки должны изготавливаться из сталей марок ВСт3сп4 по ГОСТ 380, 08Х22Н6Т, 12Х18Н10Т и 10X17H13M3T по ГОСТ 5632.
Допускается изготовление мешалок из стали других марок.
Конструкционный материал должен выбираться с учетом коррозионных свойств и параметров рабочей среды.
Скорость проникновения коррозии при рабочих условиях не должна превышать 0,1 мм в год.
2.10. Пример условного обозначения лопастной мешалки (тип 07), неразъемной (исполнение 1) с наружным диаметром лопастей 1250 мм из стали марки ВСт3сп4:
Мешалка 07.1-1250-Вст3сп4 АТК 24.201.17
то же разъемной (исполнение 2) из стали марки 12X18H10T:
Мешалка 07.2-1250-12X18H10T АТК 24.201.17.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Требования к изготовлению и приемке мешалок по действующей нормативно-технической документации.
3.2. Неуказанные предельные отклонения размеров:
отверстий - H14;
валов - h14, остальных ![]()
|
МЕШАЛКА ТРЕХЛОПАСТНАЯ, ТИП 02 |
МЕШАЛКА ТРЕХЛОПАСТНАЯ, ТИП 02 |
|
|
|
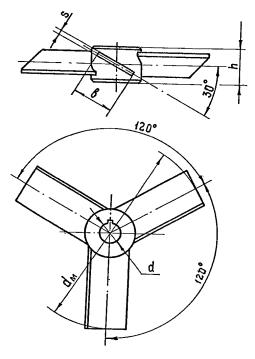

Черт. 1
Таблица 2
Размеры, мм
|
dн |
d (поле допуска по Н9) |
h |
b |
S |
Допустимый крутящий момент |
Масса кг, не более |
|
|
кНм |
кгс×м |
||||||
|
не более |
|||||||
|
80 |
18 |
30 |
16 |
3 |
0,002 |
0,2 |
0,31 |
|
100 |
20 |
0,03 |
0,3 |
0,33 |
|||
|
125 |
25 |
0,005 |
0,5 |
0,37 |
|||
|
160 |
32 |
0,008 |
0,8 |
0,44 |
|||
|
180 |
25 |
40 |
36 |
4 |
0,011 |
1,1 |
0,76 |
|
200 |
40 |
0,016 |
1,6 |
0,82 |
|||
|
220 |
44 |
0,020 |
2,0 |
0,88 |
|||
|
250 |
45 |
70 |
50 |
0,03 |
3,0 |
2,38 |
|
|
280 |
56 |
0,05 |
5,0 |
2,57 |
|||
|
320 |
64 |
0,06 |
6,0 |
2,71 |
|||
|
360 |
72 |
0,08 |
8,0 |
2,87 |
|||
|
400 |
80 |
0,10 |
10,0 |
3,40 |
|||
|
450 |
90 |
6 |
0,12 |
12 |
3,90 |
||
|
500 |
100 |
0,16 |
16 |
4,45 |
|||
|
560 |
112 |
0,20 |
20 |
5,11 |
|||
|
630 |
60 |
110 |
126 |
0,28 |
28 |
13,30 |
|
|
710 |
142 |
0,45 |
45 |
15,00 |
|||
|
800 |
160 |
8 |
0,6 |
60 |
17,1 |
||
|
900 |
180 |
0,8 |
80 |
19,9 |
|||
|
1000 |
80 |
150 |
200 |
1,0 |
100 |
50,0 |
|
|
1120 |
224 |
1,2 |
12,0 |
55,0 |
|||
|
1250 |
250 |
10 |
1,6 |
160 |
62,0 |
||
Примечание. Мешалки типа 01 изготавливаются диаметром до 900 мм включительно, типа 01M - 1000 км и более.
Мешалка лопастная, тип 07
Исполнение 1
dм = 125 - 630 мм
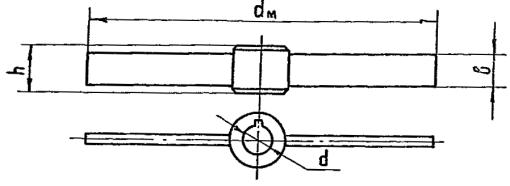
dм = 710 - 2240 мм
Исполнение 2
dм = 710 - 2240 мм

l = 0,63dм; b2 =1,5 b; S1 = S
Черт. 2
Таблица 3
Размеры, мм
|
dн |
d (поле допуска по Н9) |
h |
b |
S |
Допустимый крутящий момент |
Масса кг, не более |
|
|
кНм |
кгс·м |
||||||
|
не более |
|||||||
|
125 |
18 |
30 |
12 |
3 |
0,002 |
0,2 |
0,17 |
|
160 |
16 |
4 |
0,003 |
0,3 |
0,29 |
||
|
180 |
18 |
0,005 |
0,5 |
0,32 |
|||
|
200 |
20 |
0,007 |
0,7 |
0,35 |
|||
|
220 |
22 |
0,009 |
0,9 |
0,45 |
|||
|
250 |
25 |
25 |
0,011 |
1,1 |
0,50 |
||
|
280 |
40 |
28 |
0,016 |
1,6 |
0,63 |
||
|
320 |
32 |
0,020 |
2,0 |
0,73 |
|||
|
360 |
36 |
6 |
0,03 |
3 |
1,16 |
||
|
400 |
50 |
40 |
0,04 |
4 |
11,34 |
||
|
450 |
32 |
45 |
0,06 |
6 |
1,83 |
||
|
500 |
70 |
50 |
8 |
0,08 |
8 |
2,89 |
|
|
560 |
56 |
0,10 |
10 |
3,40 |
|||
|
630 |
64 |
0,16 |
16 |
4,00 |
|||
|
710 |
45 |
90 |
72 |
10 |
0,20 |
20 |
6,3 |
|
800 |
80 |
0,28 |
28 |
7,5 |
|||
|
900 |
110 |
90 |
0,35 |
35 |
9,9 |
||
|
1000 |
100 |
12 |
0,45 |
45 |
13,0 |
||
|
1120 |
60 |
130 |
112 |
0,60 |
60 |
19,0 |
|
|
1250 |
125 |
0,80 |
80 |
21,0 |
|||
|
1400 |
80 |
150 |
140 |
1,20 |
120 |
29,5 |
|
|
1600 |
180 |
160 |
14 |
1,6 |
160 |
37,4 |
|
|
1800 |
90 |
200 |
180 |
2,0 |
200 |
54,0 |
|
|
2000 |
220 |
200 |
3,0 |
300 |
64,1 |
||
|
2240 |
250 |
224 |
4,0 |
400 |
78,8 |
||
Мешалка зубчатая, тип 12

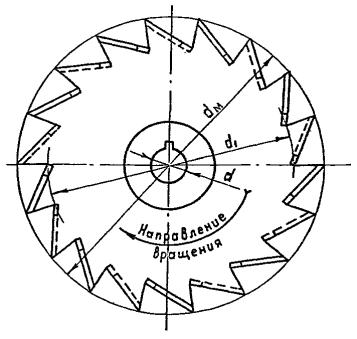
d1 = 0,8dм
a = 0,1dм
Черт. 3
Мешалка шестилопастная, тип 05
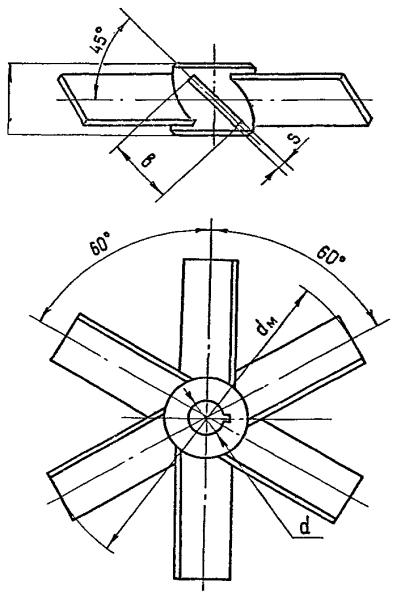
Черт. 4
Таблица 5
Размеры, мм
|
dн |
d (поле допуска по Н9) |
h |
b |
S |
Допустимый крутящий момент |
Масса, кг, не более |
|
|
кНм |
кгс·м |
||||||
|
не более |
|||||||
|
100 |
18 |
30 |
20 |
3 |
0,005 |
0,5 |
0,37 |
|
125 |
25 |
0,008 |
0,8 |
0,45 |
|||
|
160 |
32 |
0,016 |
1,6 |
0,62 |
|||
|
180 |
25 |
40 |
36 |
4 |
0,02 |
2 |
1,04 |
|
200 |
40 |
0,03 |
3 |
1,14 |
|||
|
220 |
44 |
0,04 |
4 |
1,34 |
|||
|
250 |
45 |
70 |
50 |
0,05 |
5 |
2,93 |
|
|
280 |
56 |
0,06 |
6 |
3,30 |
|||
|
320 |
64 |
0,10 |
10 |
3,70 |
|||
|
360 |
72 |
6 |
0,12 |
12 |
4,8 |
||
|
400 |
90 |
80 |
0,16 |
16 |
7,9 |
||
|
450 |
90 |
0,20 |
20 |
9,1 |
|||
|
500 |
100 |
0,28 |
28 |
10,5 |
|||
|
560 |
110 |
112 |
8 |
0,35 |
35 |
20,1 |
|
|
630 |
60 |
126 |
0,45 |
45 |
21,4 |
||
|
710 |
130 |
142 |
0,60 |
60 |
31,6 |
||
|
800 |
160 |
0,80 |
80 |
36,2 |
|||
|
900 |
150 |
180 |
10 |
1,2 |
120 |
56,0 |
|
|
1000 |
80 |
180 |
200 |
1,6 |
160 |
76,7 |
|
|
1120 |
200 |
224 |
2,0 |
200 |
96,7 |
||
|
1250 |
220 |
250 |
2,5 |
250 |
126,6 |
||
Мешалка турбинная открытая, тип 03
Исполнение 1, dм = 80 - 400 мм
Исполнение 2, dм = 450 - 1250 мм
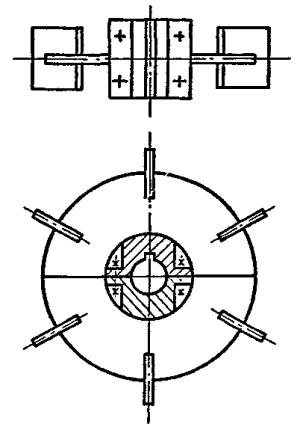
d1 = 0,5dм; d2 = 0,5dм; S1 = S
Черт. 5
Таблица 6
Размеры, мм
|
dм |
d (поле допуска по Н9) |
h |
b |
S |
Допустимый крутящий момент |
Масса, кг, не более |
|
|
кНм |
кгс·м |
||||||
|
не более |
|||||||
|
80 |
18 |
30 |
16 |
3 |
0,008 |
0,8 |
0,26 |
|
100 |
30 |
0,011 |
1,1 |
0,32 |
|||
|
125 |
25 |
0,020 |
2,0 |
0,42 |
|||
|
160 |
40 |
32 |
0,040 |
4,0 |
0,67 |
||
|
180 |
25 |
36 |
4 |
0,06 |
6 |
1,17 |
|
|
200 |
50 |
40 |
1,50 |
||||
|
220 |
44 |
0,08 |
8 |
1,70 |
|||
|
250 |
40 |
70 |
50 |
0,10 |
10 |
2,90 |
|
|
280 |
56 |
0,16 |
16 |
3,20 |
|||
|
320 |
64 |
0,20 |
20 |
3,72 |
|||
|
360 |
90 |
72 |
6 |
0,28 |
28 |
6,7 |
|
|
400 |
80 |
0,35 |
35 |
7,8 |
|||
|
450 |
110 |
90 |
0,45 |
45 |
9,4 |
||
|
500 |
60 |
100 |
0,60 |
60 |
14,3 |
||
|
560 |
130 |
112 |
8 |
0,8 |
80 |
23,0 |
|
|
630 |
126 |
1,0 |
100 |
27,0 |
|||
|
710 |
80 |
150 |
142 |
1,6 |
160 |
33,4 |
|
|
800 |
160 |
2,0 |
200 |
39,7 |
|||
|
900 |
180 |
2,5 |
250 |
58,8 |
|||
|
1000 |
90 |
200 |
200 |
10 |
3,0 |
300 |
77,4 |
|
1120 |
224 |
4,0 |
400 |
92,3 |
|||
|
1250 |
100 |
220 |
250 |
12 |
6,0 |
600 |
155,0 |
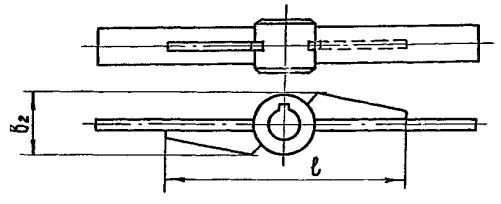
МЕШАЛКА РАМНАЯ, ТИП 1С
Исполнение 1 dм = 200 - 800 мм
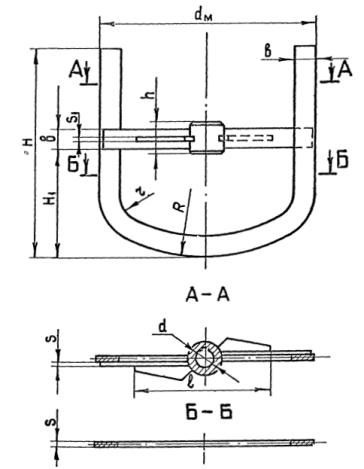
Исполнение 2
dм = 850 - 3000 мм

b2 = 1,5b; l = 0,75dм; r = 0,152dм; R = 0,82dм; S1 = 1,2S
Черт. 6
Таблица 7
Размеры, мм
|
dн |
d (поле допуска по Н9) |
h |
H |
H1 |
b |
S |
Допустимый крутящий момент |
Масса, кг, не более |
|
|
кНм |
кгс·м |
||||||||
|
не более |
|||||||||
|
200 |
18 |
30 |
140 |
63 |
20 |
4 |
0,45 |
4,5 |
0,8 |
|
220 |
160 |
80 |
0,9 |
||||||
|
250 |
220 |
120 |
0,060 |
6,0 |
1,0 |
||||
|
280 |
25 |
40 |
250 |
0,080 |
8,0 |
1,4 |
|||
|
300 |
25 |
6 |
0,10 |
10 |
1,6 |
||||
|
320 |
280 |
0,12 |
12 |
1,7 |
|||||
|
360 |
50 |
300 |
0,16 |
16 |
1,9 |
||||
|
400 |
360 |
36 |
3,3 |
||||||
|
450 |
400 |
160 |
3,7 |
||||||
|
500 |
450 |
4,5 |
|||||||
|
530 |
70 |
500 |
200 |
45 |
8 |
0,2 |
20 |
5,4 |
|
|
560 |
6,7 |
||||||||
|
600 |
560 |
250 |
0,3 |
30 |
7,0 |
||||
|
630 |
600 |
7,5 |
|||||||
|
710 |
32 |
70 |
630 |
320 |
50 |
8 |
0,4 |
40 |
8,9 |
|
750 |
90 |
710 |
0,5 |
50 |
11,0 |
||||
|
800 |
800 |
60 |
13,0 |
||||||
|
850 |
45 |
850 |
360 |
0,6 |
60 |
18 |
|||
|
900 |
900 |
10 |
0,8 |
80 |
19 |
||||
|
950 |
950 |
70 |
22 |
||||||
|
1000 |
1000 |
80 |
1,0 |
100 |
26 |
||||
|
1060 |
110 |
1060 |
400 |
28 |
|||||
|
1120 |
1,2 |
120 |
36 |
||||||
|
1180 |
425 |
100 |
47 |
||||||
|
1250 |
60 |
130 |
1250 |
480 |
12 |
1,5 |
150 |
54 |
|
|
1320 |
500 |
2,0 |
200 |
58 |
|||||
|
1400 |
550 |
59 |
|||||||
|
1500 |
1400 |
580 |
110 |
2,5 |
250 |
73 |
|||
|
1600 |
1600 |
600 |
120 |
14 |
75 |
||||
|
1700 |
80 |
150 |
1600 |
600 |
120 |
7,0 |
700 |
104 |
|
|
1800 |
1800 |
630 |
130 |
139 |
|||||
|
1900 |
8,4 |
840 |
163 |
||||||
|
2000 |
710 |
140 |
16 |
10,0 |
1000 |
176 |
|||
|
2120 |
180 |
200 |
150 |
12,0 |
1200 |
200 |
|||
|
2240 |
800 |
160 |
230 |
||||||
|
2360 |
100 |
200 |
2240 |
16,0 |
1600 |
254 |
|||
|
2500 |
2500 |
180 |
18 |
341 |
|||||
|
2650 |
20,0 |
2000 |
390 |
||||||
|
2800 |
220 |
1000 |
200 |
410 |
|||||
|
3000 |
250 |
2800 |
220 |
24,0 |
2400 |
460 |
|||
Примечания:
1. Допускается изготавливать рамные мешалки с уменьшенными размерами Н.
2. Допускается изготавливать рамные мешалки с лопастями, имеющими форму, соответствующую очертаниям днищ корпусов аппаратов.
3. В технически обоснованных случаях допускается изготовление рамных мешалок диаметром = 1600 мм и более с двумя горизонтальными перекладинами и ступицами.
Конструкция ступиц мешалок
Исполнение 1 (неразъемные)
d = 18 - 32 мм
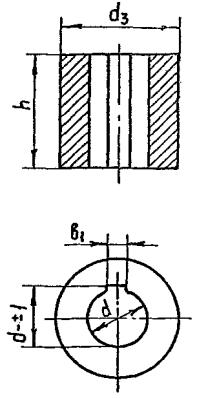
d = 45 - 100 мм
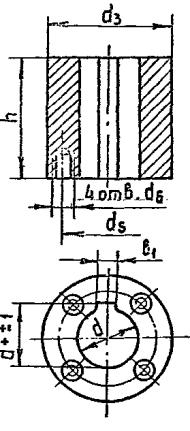
Исполнение 2 (разъемные)
d = 45 - 100 мм

Крепление ступиц на валу
Исполнение 1
d = 18 - 32 мм
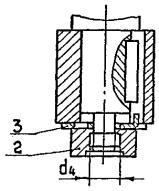
d = 45 - 100 мм

Исполнение 2
d = 45 - 100 мм
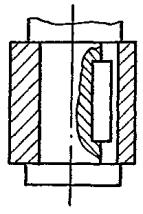
1 - болт по ГОСТ 7798; 2 - гайка по ГОСТ 5915; 3 - шайба стопорная по ГОСТ 13463
Черт. 7
Таблица 8
Размеры, мм
|
(поле допуска по Н7) |
|
(поле допуска по Н12) |
(поле допуска по Н11) |
|
|
||
|
Типы мешалок |
|||||||
|
01, 01М, 05 |
07, 12, |
03, 11 |
|||||
|
Исполнение 1 |
Исполнение 2 |
||||||
|
18 |
30 |
20,8 |
6 |
40 |
32 |
- |
М10×1,25 |
|
40 |
- |
||||||
|
25 |
30 |
28,3 |
8 |
45 |
М16×1,5 |
||
|
40 |
50 |
||||||
|
50 |
- |
||||||
|
70 |
|||||||
|
32 |
50 |
35,8 |
10 |
60 |
- |
М24×1,5 |
|
|
70 |
|||||||
|
90 |
|||||||
|
45 |
70 |
49,9 |
14 |
80 |
70 |
М36×2 |
|
|
90 |
95 |
95 |
|||||
|
110 |
105 |
||||||
|
60 |
66,4 |
18 |
120 |
105 |
110 |
М48×3 |
|
|
130 |
140 |
||||||
|
150 |
150 |
- |
- |
||||
|
80 |
88,4 |
22 |
160 |
120 |
130 |
- |
|
|
180 |
- |
||||||
|
200 |
|
|
|||||
|
220 |
|||||||
|
90 |
200 |
99,4 |
25 |
140 |
|
||
|
220 |
|
150 |
|||||
|
250 |
|
||||||
|
100 |
200 |
110,4 |
28 |
170 |
|||
|
220 |
160 |
||||||
|
250 |
- |
||||||
Продолжение табл. 8
Размеры, мм
|
d (поле допуска по 69) |
h |
d5 |
d6 |
d7 |
d8 |
d9 |
C |
C1 |
h2 |
S2 |
|
18 |
30 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
40 |
||||||||||
|
25 |
30 |
|||||||||
|
40 |
||||||||||
|
50 |
||||||||||
|
70 |
||||||||||
|
32 |
50 |
|||||||||
|
70 |
||||||||||
|
90 |
||||||||||
|
45 |
70 |
55 |
М6 |
35 |
13 |
32 |
64 |
50 |
22 |
8 |
|
90 |
||||||||||
|
110 |
70 |
|||||||||
|
60 |
130 |
80 |
М8 |
50 |
80 |
80 |
25 |
10 |
||
|
150 |
- |
|||||||||
|
80 |
105 |
М10 |
68 |
|
100 |
28 |
12 |
|||
|
180 |
100 |
130 |
||||||||
|
200 |
|
- |
||||||||
|
220 |
|
|||||||||
|
90 |
200 |
115 |
78 |
17 |
36 |
115 |
130 |
|||
|
220 |
||||||||||
|
250 |
160 |
|||||||||
|
100 |
200 |
128 |
88 |
128 |
130 |
30 |
15 |
|||
|
220 |
||||||||||
|
250 |
160 |
Шнековая мешалка, тип С8

Черт. 8
Таблица 9
Размеры, мм
|
dм = t |
dв |
S |
S3 |
Допустимый крутящий момент |
Допустимая осевая сила |
Масса, кг, не более |
||
|
кН·м |
кгс·м |
кН |
кгс |
|||||
|
не более |
||||||||
|
100 |
25 |
1,5 |
4 |
0,020 |
2,0 |
0,3 |
30 |
0,8 |
|
125 |
32 |
5 |
0,025 |
2,5 |
1,3 |
|||
|
160 |
38 |
0,032 |
3,2 |
2,2 |
||||
|
250 |
57 |
2,0 |
6 |
0,085 |
8,5 |
0,5 |
50 |
6,6 |
|
280 |
0,090 |
9,0 |
7,7 |
|||||
|
320 |
89 |
0,120 |
12,5 |
0,6 |
60 |
13,0 |
||
|
400 |
2,5 |
0,200 |
20,0 |
0,9 |
90 |
18,0 |
||
|
560 |
108 |
3,0 |
12 |
0,40 |
40 |
1,2 |
120 |
44 |
|
710 |
159 |
3,5 |
0,72 |
72 |
1,6 |
160 |
100 |
|
|
800 |
219 |
4,0 |
14 |
1,0 |
100 |
2,0 |
200 |
130 |
|
1000 |
5,0 |
2,3 |
230 |
3,6 |
360 |
250 |
||
|
1120 |
245 |
2,5 |
250 |
4,0 |
400 |
330 |
||
|
1250 |
6,0 |
8,2 |
820 |
11,5 |
1150 |
800 |
||
Примечание. Высота мешалки принимается конструктивно в зависимости от уровня заполнения аппарата.
ЛЕНТОЧНАЯ МЕШАЛКА, ТИП 11
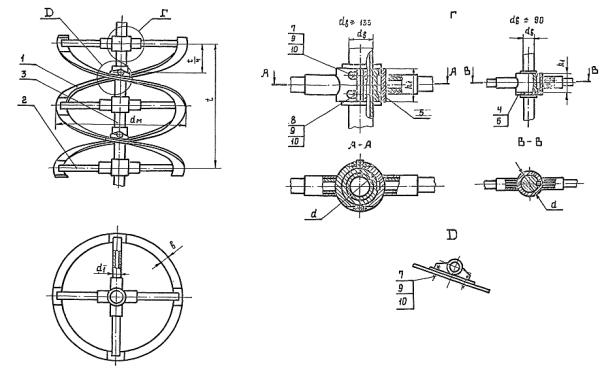
1 - лента; 2 - траверса; 3 - вал; 4 - кольцо закладное (из двух половин); 5 - шпонка по ГОСТ 23360; 6 - болт по ГОСТ 7798; 7 - болт по ГОСТ 7817; 8 - болт по ГОСТ 7796; 9 - гайка по ГОСТ 2524; 10 - шайба стопорная по ГОСТ 13463
Черт. 9
Таблица 10
Размеры, мм
|
dм = t |
dв |
d |
d1 |
b |
h1 |
Допустимый крутящий момент |
Допустимая осевая сила |
Масса, кг, не более |
||
|
кН·м |
кгс·м |
кН |
кгс |
|||||||
|
не более |
||||||||||
|
630 |
60 |
70 |
32 |
63 |
70 |
0,75 |
73 |
0,9 |
190 |
33 |
|
750 |
75 |
1,20 |
120 |
1,3 |
130 |
40 |
||||
|
950 |
90 |
100 |
45 |
95 |
100 |
1,60 |
160 |
155 |
||
|
3,20 |
320 |
2,7 |
270 |
|||||||
|
1320 |
133 |
165 |
75 |
130 |
140 |
5,8 |
580 |
3,5 |
350 |
405 |
|
1500 |
160 |
10,0 |
1000 |
5,5 |
550 |
450 |
||||
|
1700 |
170 |
12,0 |
1200 |
5,4 |
540 |
620 |
||||
|
15,0 |
1500 |
7,1 |
740 |
|||||||
|
2120 |
159 |
195 |
90 |
210 |
160 |
21 |
2100 |
7,8 |
780 |
840 |
|
2240 |
220 |
29 |
2900 |
10,0 |
1000 |
1120 |
||||
|
2650 |
219 |
255 |
108 |
260 |
180 |
68 |
6800 |
20 |
2000 |
2500 |
|
2800 |
280 |
82 |
8200 |
24 |
2400 |
4100 |
||||
|
1130 |
13000 |
37 |
3700 |
|||||||
Примечание. Высота мешалки принимается конструктивно в зависимости от уровня заполнения аппарата.
МЕШАЛКА ЛЕНТОЧНАЯ СО СКРЕБКАМИ, ТИП 11C

1 - канта; 2 - штанга; 3 - скребок; 4 - основание; 5, 6 - кольцо; 7 - пружина; 8 - скребок; 9 - ребро; 10 - болт по ГОСТ 7798; 11 - винт регулировочный; 12 - винт по ГОСТ 17475; 13 - гайка по ГОСТ 5915
Черт. 10
Таблица 11
Размеры, мм
|
dм |
dв |
d |
D1 |
D2 |
b |
t |
Допустимый крутящий момент |
Допустимая осевая сила |
Масса, кг, не более |
||
|
кН·м |
кгс·м |
кН |
кгс |
||||||||
|
не более |
|||||||||||
|
1000 |
95 |
76 |
950 |
855 |
95 |
950 |
6 |
600 |
0,8 |
80 |
600 |
|
1200 |
110 |
1120 |
1010 |
110 |
1120 |
9 |
900 |
1,1 |
110 |
750 |
|
|
1400 |
120 |
89 |
1320 |
1190 |
130 |
1320 |
12 |
1200 |
1,3 |
130 |
110 |
|
1600 |
135 |
102 |
1500 |
1350 |
150 |
1500 |
17 |
1700 |
1,6 |
160 |
1400 |
|
1800 |
140 |
108 |
1700 |
1530 |
170 |
1700 |
21 |
2100 |
1,8 |
180 |
2100 |
|
2000 |
160 |
121 |
1900 |
1710 |
190 |
1900 |
28 |
2800 |
2,1 |
210 |
3500 |
Примечание. Высота мешалки принимается конструктивно в зависимости от уровня заполнения аппарата
3.3. Предельные отклонения на угловые размеры ![]()
3.4. Разнотолщинность лопастей допускается до ± 0,3S.
3.5. Скребки мешалок типа 11С должны изготавливаться из текстолита по ГОСТ 5.
Допускается изготовление скребков из других неметаллических материалов.
Материал скребка должен выбираться с учетом свойств и температуры рабочей среды.
3.6. Детали мешалок должны иметь маркировку. Места и способ маркировки необходимо указывать в конструкторской документации.
На изделиях, предназначенных для внутреннего применения на предприятии-изготовителе, маркировку допускается не указывать.
3.7. Для закрепления мешалок внутри аппарата при упаковке и отгрузке, допускается в мешалках типа 10 исполнения 1 в нижней части по оси мешалки устанавливать приварную втулку.
3.8. В мешалках типа 10 допускается изготовление нижней части лопасти по дуге радиусом R без сопряжения ее радиусом r с вертикальными частями лопасти.
ПРИЛОЖЕНИЕ
Справочное
РАСЧЕТ РАЗВЕРТКИ ЛОПАСТИ МЕШАЛОК
Поверхности лопастей шнековых и ленточных мешалок являются поверхностями винтового коноида, которые теоретически не развертываются на плоскость. Изделия, имеющие такие поверхности, могут быть изготовлены (за счет пластических деформаций материала) из плоских заготовок, размеры которых определяются расчетом.
Расчет развертки элемента лопасти мешалки высотой t (см. чертеж) рекомендуется выполнять по формулам:
![]()
![]()
![]()
R = r1 + b;
![]()
где: для мешалки типа 08 (черт. 8)
d1 = db;
d2 = dн;
для мешалки типа 11 (черт. 9)
d1 = dн - 2b;
d2 = dн;
для мешалки типа 11С (черт. 10)
d1 = D1 - 2b;
d2 = D1;
Винтовая лопасть

Развертка винтовой лопасти

Черт. 11
При этом для мешалок ленточных (тип 11, черт. 9) и ленточных со скребками (тип 11С, черт. 10), ширина развертки «b» принимается равной ширине ленты.
Лопасть шнековой мешалки (тип 08, черт. 8) рекомендуется изготовлять сварной из двух или трех (по усмотрению изготовителя) заготовок шириной b1, b2 и b3.
b = b1 + b2 + b3
Ширину заготовок целесообразно принимать, исходя из условий
0,5d1 £ b1 £ 0,8d1;
1,5d1 £ b2 £ 2,0b1;
b3 = 0,5(d2 - d1) - (b1 + b2)
b1 < b2 < b3
ИНФОРМАЦИОННЫЕ ДАННЫЕ
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ УКАЗАНИЕМ Министерства тяжелого машиностроения СССР от 27.11.90 № ВА-002-1-11125
РАЗРАБОТЧИКИ: Д.Б. Баконин, Н.Г. Цырина, В.И. Бегачев, канд.техн.наук, В.М. Барабаш, канд.техн.наук, Л.М. Тулисова, В.И. Рогушкин
Срок первой проверки 1995 год
Периодичность проверки 5 лет
ВЗАМЕН ОСТ 26-01-1245-83
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисление, приложения |
|
п. 3.5 |
|
|
ГОСТ 380-88 |
п. 2.9 |
|
черт. 9 |
|
|
п. 2.9 |
|
|
черт. 9 |
|
|
черт. 9 |
|
|
п. 2.8 |
|
|
черт. 10 |
|
|
OCT 26-01-1244-88 |
Вводная часть, п. 1.3 |
СОДЕРЖАНИЕ