 | Информационная система | |
РУКОВОДЯЩИЙ ДОКУМЕНТ
СТИЛОСКОПИРОВАНИЕ ОСНОВНЫХ И СВАРОЧНЫХ МАТЕРИАЛОВ
И ГОТОВОЙ ПРОДУКЦИИ
|
|
УТВЕРЖДАЮПредседатель ТК 260 «Оборудование
химическое и __________________ В.А. Заваров
|
ЛИСТ УТВЕРЖДЕНИЯ
РД 26.260.15-2001
СТИЛОСКОПИРОВАНИЕ ОСНОВНЫХ И
СВАРОЧНЫХ МАТЕРИАЛОВ
И ГОТОВОЙ ПРОДУКЦИИ
|
Генеральный директор ОАО |
|
В.А. Панов |
|
Заместитель генерального директора |
|
В.Л. Мирочник |
|
Заведующий отделом стандартизации |
|
В.Н. Заруцкий |
|
Заведующий отделом № 29 |
|
С.Я. Лучин |
|
Заведующий лабораторией № 56 |
|
Л.В. Овчаренко |
|
Разработчик, старший научный сотрудник |
|
Л.В. Гурьева |
|
Зав. сектором стандартизации |
|
Т.В. Мухина |
СОГЛАСОВАНОЗаместитель генерального директора по |
|
В.В. Раков |
Предисловие
1 РАЗРАБОТАН ОАО «Волгоградский научно-исследовательский и проектный институт технологии химического и нефтяного аппаратостроения» (ОАО «ВНИИПТхимнефтеаппаратуры) по заданию Госгортехнадзора России.
Коллектив авторов:
Курдюмова A.M., Гурьева Л.В., Мирочник В.Л., Хапонен Н.А.
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Техническим комитетом № 260 «Оборудование химическое и нефтегазоперерабатывающее» Листом Утверждения от 20.12.2001
3 СОГЛАСОВАН письмом Госгортехнадзора России № 12-06/959 от 22.11.2002
4 ВЗАМЕН «Инструкции по стилоскопированию основных и сварочных материалов и готовой продукции», согласованной с ГГТН РФ письмом № 12-6/1108 от 10.12.96
|
|
ОАО «НИИхиммаш» Зарегистрировано № 786 200-12-20 Заместитель Генерального директора _________________ В.В. Раков |
|
|
|
СОДЕРЖАНИЕ
РУКОВОДЯЩИЙ ДОКУМЕНТ
СТИЛОСКОПИРОВАНИЕ ОСНОВНЫХ И
СВАРОЧНЫХ МАТЕРИАЛОВ
И ГОТОВОЙ ПРОДУКЦИИ
Дата введения 2002-11-22
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий руководящий документ является переработанным и расширенным продолжением «Инструкции по стилоскопированию основных и сварочных материалов и готовой продукции» согласованной с ГГТН РФ письмом от № 12-6/1108 от 10.12.96 и распространяется на сосуды, аппараты, все детали аппаратов (обечайки, днища, патрубки, сварные соединения и др.), а также на исходные материалы в виде проката, сварочных проволок, промежуточных деталей на различных этапах технологического процесса и т.д.
Настоящий руководящий документ предусматривает определение химического состава вышеназванных объектов методом стилоскопирования с целью установления соответствия типа использованной стали и сварочных материалов чертежам и РД по сварке, отраслевым стандартам и руководящим документам с помощью стационарных и переносных стилоскопов.
РД охватывает марки сталей, наиболее распространенные в нефтяном, химическом и газовом аппаратостроении, к числу которых относятся стали низколегированные 15ХМ, 40ХМФА, 35Х, 10Х2ГНМ, 30ХМА, 16ГС, 09Г2С, легированные 15Х5М, 15Х5ВФ, 12Х8ВФ, 20X13 и высоколегированные 12Х18Н9, 04Х18Н10, 08Х17Н13М2Т, 10Х17Н13М3Т, 20Х25Н20С2, ХН32Т, 06ХН28МДТ и др.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем руководящем документе использованы ссылки на следующие стандарты, правила и другие источники:
ГОСТ 495-92 Листы и полосы медные. Технические условия
ГОСТ 1012-72 Бензины авиационные. Технические условия
ГОСТ 1435-90 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
ГОСТ 2424-83 Круги шлифовальные. Технические условия
ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.2.007.0-75 ССБТ. Изделия электротехнические. Общие требования безопасности
ОСТ 26-291-94 Сосуды и аппараты стальные сварные. Общие технические условия
СН 245-71 Санитарные нормы проектирования промышленных предприятий
СНиП 3.05.05-84 Технологическое оборудование и технологические трубопроводы
ПБ 03-108-96 Правила устройства и безопасной эксплуатации технологических трубопроводов
ПБ 09-170-97 Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств
ПБ 10-115-96 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
Правила по устройству и содержанию лаборатории и пунктов спектрального анализа, обязательные для всех министерств, ведомств и учреждений
РД 009-364-00 Типовая инструкция по организации безопасного проведения огневых работ на взрывоопасных и взрывопожарных объектах
ТУ 48-19-102-82 Молибденовые стержни для переносных стилоскопов
ТУ 48-19-57-73 Вольфрамовые стержни для переносных стилоскопов
Типовая инструкция по организации безопасного проведения газоопасных работ/Утв. ГГТН СССР 20.02.85
Правила технической эксплуатации электроустановок потребителей/утв. Госэнергонадзор РФ 31.03.92
ПОТ Р О-14000-005-98 Положение. Работы с повышенной опасностью. Организация проведения.
Правила техники безопасности при эксплуатации электроустановок потребителей/утв. Госэнергонадзор РФ
Общеминистерские нормы обслуживания для вспомогательных рабочих цехов основного и вспомогательных производств Министерства химического и нефтяного машиностроения СССР. - М., 1977. - c. 41 - 51
ВСН 21-77 Инструкция по проектированию отопления и вентиляции нефтеперерабатывающих и нефтехимических предприятий
3 ОБЩИЕ ПОЛОЖЕНИЯ
3.1 В основу РД положены стилоскопические признаки оценки содержания легирующих элементов, выбранные экспериментально в условиях спектральной лаборатории ВНИИПТхимнефтеаппаратуры для сталей, перечисленных в 1.3, при использовании стационарных стилоскопов СЛ-10, СЛ-11, «Спектр» и переносного «Мегаскопа» фирмы Крауткремер, ФРГ, а также других марок отечественного производства, применяемых на заводах.
3.2 Стилоскопирование металла свариваемых деталей и металла шва производится с целью установления соответствия марки использованных для сварки материалов требованиям соответствующих НТД и ТУ на изготовление изделия.
Обязательному стилоскопированию должны подвергаться в изготовленном сосуде детали корпуса, находящегося под давлением (обечайки, днища, патрубки, фланцы) из низко-, средне- и высоколегированных марок сталей, а также соединяющие их сварные швы в объеме и местах, установленных заводами-изготовителями.
Стилоскопирование следует производить на зачищенных до блеска участках (площадках) поверхности. Перед стилоскопированием соответствующие участки должны быть замаркированы с таким расчетом, чтобы их можно было легко обнаружить на картах контроля.
Выполнение стилоскопирования металла свариваемых деталей и металла сварного шва следует осуществлять с помощью переносных стилоскопов. На сварных соединениях, выполнявшихся одновременно двумя сварщиками, стилоскопированию должны подвергаться два диаметрально противоположных участках шва. В остальных случаях стилоскопирование может производиться на одном участке.
В случае неудовлетворительных результатов производится повторное стилоскопирование металла свариваемых деталей и металла шва в 3-х различных участках.
При выявлении несоответствия марки используемой стали или сварного соединения хотя бы на одной детали, проверенных в неполном объеме, стилоскопированию должны быть подвергнуты все однотипные детали, сварные соединения, узлы.
Результаты стилоскопирования на соответствие марки стали использованных материалов требованиям техническим условий на изготовление изделия должны быть зафиксированы в специальном журнале с выдачей соответствующих протоколов.
Контроль стилоскопированием не производится:
- при невозможности осуществления контроля вследствие недоступности сварных швов;
- по условиям техники безопасности.
4 СТИЛОСКОПИЧЕСКИЙ КОНТРОЛЬ ХИМИЧЕСКОГО СОСТАВА СТАЛЕЙ, СВАРНЫХ СОЕДИНЕНИЙ
4.1 Сущность работы на стилоскопе
Полуколичественный анализ при помощи стилоскопа производится следующим образом: между образцом и вспомогательным или «постоянным» электродом зажигается дуговой разряд. Его излучение направляется на входную щель стилоскопа. Горение дуги сопровождается переносом вещества электрода с одного полюса на другой. Поэтому заточку постоянного электрода необходимо производить перед каждым новым анализом.
Для установления количественного содержания элемента в сплаве пользуются оценкой относительной интенсивности анализируемой линии и линии сравнения.
Однако возможности глаза как измерительного прибора ограничены. Глаз не может достаточно точно определить отношение интенсивностей двух спектральных линий. Но он очень чувствителен к установлению равенства или неравенства интенсивностей двух световых линий (двух спектральных линий). На этом принципе и основан метод количественного анализа с помощью статоскопа.
4.2 Приборы и материалы. Вспомогательное оборудование
4.2.1 Приборы
Все виды стационарных стилоскопов, выпускаемые в СССР ранее и в настоящее время в РФ, к числу которых относятся СЛ-10, СЛ-11, «Спектр», а также переносные типа СЛП-1, СЛП-3, СЛП-4, СЛУ-1 (в двух вариантах - стационарном и переносном) и «Мегаскоп» фирмы Крауткремер производства ФРГ.
4.2.2 Материалы
Медные дисковые электроды для стационарных стилоскопов, изготовленные из меди марки М2 (ГОСТ 495), стальные из стали У7 (ГОСТ 1435). Молибденовые и вольфрамовые стержни для переносных стилоскопов (ТУ 48-19-102 и ТУ 48-19-57 соответственно), размеры и форма которых рекомендованы в описании к прибору; комплекты эталонов различных марок сталей, выпускаемых ВНИИСО, необходимые для проверки и разработки стилоскопических признаков оценки содержания легирующих элементов.
4.2.3 Вспомогательное оборудование
Круги шлифовальные (ГОСТ 2424) из электрокорундовых материалов для заточки поверхности проб при работе на стационарных стилоскопах, набор напильников для заточки анализируемой поверхности изделий при проведении стилоскопического контроля химического состава с применением переносных стилоскопов.
4.3 Подготовка к анализу
4.3.1 Подготовка электродов и образцов
Подготовка электродов включает в себя заточку электродов с помощью токарного станка (медные, железные стержневые электроды для стационарных стилоскопов), заточку с помощью круга молибденовых и вольфрамовых электродов для переносных стилоскопов. Дисковые медные электроды затачиваются по периметру напильником.
При заточке электродов не требуется строгого сохранения форм, но необходимо по возможности придерживаться единообразия в их подготовке. Новая форма заточки влечет за собой необходимость проверки стилоскопических признаков по образцам с известным химическим составом.
Перед началом работы анализируемая поверхность образца должна быть тщательно зачищена. Проба, анализируемая на стационарных стилоскопах, может быть заточена на токарном, фрезерном станках, наждачном круге или напильником.
В образце для заточки при обработке поверхности напильником или на наждачном круге выбирается небольшой плоский участок. Зачищенная поверхность должна быть не менее 20×20 мм. Окалина, антикоррозионные покрытия, ржавчина, жировые и прочие загрязнения, а также дефекты в виде пор, шлаковых включений, трещин, раковин и других пороков поверхности подлежат удалению. Если анализируемый образец проходил травление или химическую обработку, то при зачистке этот слой необходимо снять вышеописанным способом.
Анализ готовых изделий, крупных заготовок и прочих объектов, не подлежащих транспортировке в лабораторию, выполняется переносными стилоскопами. В этом случае поверхность пробы зачищается напильником.
4.3.2 Подготовка прибора к работе
После выполнения работ по 2.2.1 при проведении стилоскопического контроля на стационарных стилоскопах типа «Спектр» произвести установку пробы и в зависимости от аналитических задач установить один из режимов источников возбуждения спектра.
Включить прибор. Готовность прибора к работе, порядок работы указаны в техническом описании и инструкции по эксплуатации прибора.
Убедившись в правильности выполненных операций, нажать кнопку «пуск», зажечь дугу или искру, отыскать нужную группу линий и после соответствующего рекомендованного для данного элемента времени обыскривания произвести оценку содержания его в пробе (таблица 1).
Подготовку переносных стилоскопов к работе производить в последовательности, описанной в техническом описании и инструкции по эксплуатации прибора.
4.4 Порядок работы
4.4.1 Стилоскопы стационарные
Стилоскопы стационарные типа СЛ-3, СЛ-10, СЛ-11, СЛ-12, «Спектр», СЛУ-1 и др. выпускаемые ранее и в настоящее время отечественной промышленностью.
Привести прибор в рабочее состояние. Предварительно в зависимости от анализируемого элемента установить требуемые параметры разрядного контура дуги или искры. Затем, выставив по шаблону аналитический промежуток, установить пробу таким образом, чтобы разряд охватывал зачищенную часть поверхности образца.
Включить разряд, наблюдая в окуляр спектр, установить необходимую для фотометрирования область спектра. Время предварительного обыскривания установить согласно таблица 1. По истечении времени обыскривания произвести оценку содержания легирующих элементов по стилоскопическим признакам. Последовательность стилоскопирования произвольная в силу индивидуальных особенностей глаза оператора различному цвету. Исключение составляет случай разбраковки, где последовательность операций должна быть строго соблюдена согласно рисунков 1, 2.
В период предварительного обыскривания можно произвести контроль наличия или отсутствия других легирующих элементов, если не требуется их количественная оценка.
4.4.2 Стилоскопы переносные
Тип СЛП-1, СЛП-2, СЛП-4, СЛУ-1 в переносном варианте, «Мегаскоп» фирмы Крауткремер.
После соответствующей установки электрода, материалы и форма заточки которых различна в зависимости от марки стилоскопа, необходимо установить прибор таким образом, чтобы электрод располагался против заточенной поверхности. С нажатием кнопки «пуск» наклонять стилоскоп до тех пор, пока не загорится разряд. Добиться с помощью специальных конструктивных приспособлений устойчивого горения. Выставив требуемую область спектра, произвести оценку содержания легирующих элементов согласно таблице 1.
4.5 Стилоскопические признаки полуколичественного определения легирующих элементов.
4.5.1 Стилоскопы стационарные
Анализ выполняется по группам линий, приведенных в таблице 1. Приняты следующие оценки для сравнения интенсивностей линии искомого элемента и линии сравнения основы - железа:
1) равенство интенсивностей;
2) аналитическая линия ярче линий сравнения (символ больше, см. таблицу 1);
3) аналитическая линия слабее линии железа (символ меньше, см. таблицу 1).
Не всегда в области поля зрения окуляра удавалось ограничиться этой оценкой, особенно при малых и больших содержаниях элементов ввиду отсутствия линий сравнения. В таких случаях были приняты ориентировочные оценки такие как: «едва видна над уровнем фона», «четко видна», «значительно интенсивнее» и т.д., как это имеет место в случае оценки содержания хрома, никеля, вольфрама, титана и кремния (см. таблицу 1).
4.5.2 Стилоскопы переносные
Тип СЛП-1, СЛУ-1 позволяют полностью воспроизвести условия определения легирующих элементов в сталях и сварных соединениях на хром, никель, молибден, титан, ванадий, вольфрам, ниобий. Содержание кремния не определяется.
Что касается стилоскопа СЛП-4, то определению подлежат хром, никель, молибден, титан. Определение никеля в низколегированных сталях, а также ванадия, ниобия, весьма затруднительно. Поэтому применение данного стилоскопа следует ограничить задачей разбраковки резко отличающихся марок сталей.
Наиболее благоприятные условия воспроизведения стилоскопических признаков, разработанных на стационарных стилоскопах с применением дуги переменного тока, обеспечивает «Мегаскоп» фирмы Крауткремер. Данный прибор позволяет надежно определять хром с 0,05 %, марганец с 0,2 %, молибден с 0,2 %, никель с 1,8 %, ванадий с 0,1 %, вольфрам с 1,5 %, титан с 0,05 %. Чувствительность определения ниобия - 2,0 %, кремния - 5,0 %.
4.5.3 Схемы разбраковки сталей и сварных швов
Приведенные на рисунках 1, 2 схемы разбраковки даны для решения задачи сортировки сталей различных марок, очередность определения элементов которых представляется целесообразной с точки зрения экономии операций.
Первоначальный этап разбраковки включает в себя схему:
ОБРАЗЕЦ - никель, хром - есть/нет - легированная/Углеродистая - сталь.
Далее производится полуколичественная оценка содержания хрома, никеля и других легирующих элементов по стилоскопическим признакам группы линий по таблице 1.
После оценки содержания всех элементов по совокупности всех определений неизвестный образец относят к той или иной марке стали.
Марки сталей, имеющие близкое содержание легирующих элементов, не всегда удается различить, поэтому внутри определенных групп, к которым был отнесен неизвестный образец, необходимо выполнить контроль химического состава на соответствие той или иной марке стали другими более точными методами анализа.
С целью выявления соответствия марки использованных присадочных материалов в каждом конкретном случае в сварных швах производят последовательно оценку содержания основных легирующих элементов хрома и никеля и выявляют наличие либо отсутствие характерного легирующего элемента.
В качестве примера в таблице 2 даны наиболее характерные элементы, которые позволяют судить о соответствии марки использованных материалов при автоматической сварке, выполненной различной маркой электродов.
4.6 Указания по технике безопасности
4.6.1 Работа на стилоскопных установках с напряжением 1000 В и более.
4.6.1.1 При эксплуатации стилоскопов СЛ-3, СЛ-10, СЛ-11, СЛ-12, «Спектр», СЛУ-1 необходимо соблюдать «Правила по устройству и содержанию лаборатории и пунктов спектрального анализа, обязательные для всех министерств, ведомств и учреждений», утвержденные Президиумом АН СССР по согласованию с ВЦСПС 29.06.53.
4.6.1.2 Стилоскопы, указанные в 2.7.1.1, по способу защиты от поражения электрическим током относятся к классу 1 по ГОСТ 12.2.007.0.
4.6.1.3 Работу со стилоскопами могут выполнять лица, достигшие 18-летнего возраста, прошедшие обучение, инструктаж по технике безопасности и имеющие группу не ниже третьей квалификационной в соответствии с требованиями «Правил технической эксплуатации электроустановок потребителей и правил техники безопасности при эксплуатации электроустановок потребителей» (ПТЭ и ПТБ), утвержденных Госэнергонадзором РФ.
4.6.1.4 В помещении, где установлены стационарные стилоскопы, должна быть приточно-вытяжная вентиляция.
4.6.1.5 Во время работы стилоскопа нельзя прикасаться к головке стилоскопа и электроду.
4.6.1.6 Смену электродов производить только при отключенном блоке питания.
4.6.1.7 Все виды ремонтных работ должны производиться при отключении прибора от сети.
4.6.1.8 Не оставлять прибор под напряжением между анализами и по окончании работ.
4.6.1.9 В случаях перерыва в подаче электроэнергии приборы необходимо срочно выключить.
4.6.1.10 Запрещается смотреть незащищенными глазами на электрический разряд.
4.6.1.11 Не допускать превышения норм стилоскопирования, а также указаний относительно работ, связанных с фотометрированием спектров в одну смену, которое, согласно «Правил по устройству и содержанию лабораторий и пунктов спектрального анализа», составляет 4 часа.
4.6.2 Работа на переносных стилоскопах типа СИЛ-4 и «Мегаскоп» фирмы Крауткремер
Возможность контроля химического состава внутри изделий.
Из всех выпускаемых ранее отечественной промышленностью только переносной стилоскоп СЛП-4 обеспечивает возможность контроля внутри изделий. Напряжение питания обрывной дуги, регулируемое пятью ступенями в пределах 20,0 - 34,0 В, имеет основание отнести его к разряду приборов электрически безопасных, работающих на основе контактных разрядов. Его применение возможно в любом месте, вблизи которого есть присоединение к сети переменного тока. При использовании стилоскопа СЛП-4 для контроля химического состава внутри аппаратов с целью безопасности работы необходимо вынести за пределы контролируемого объекта блок питания, удлинив соединительный провод до 15,0 - 20,0 м.
Малый размер и вес «Мегаскопа», полная электрическая безопасность при эксплуатации (напряжение на электродах 24 - 42 В), возможность его применения в любом месте, даже в местах с ограниченным доступом за счет специальной конструкции удлинительного кабеля с обеспечением стабильности горения источника возбуждения спектра делают его незаменимым при стилоскопировании внутри аппаратов. «Мегаскоп» защищен от прикосновения к токоведущим частям и, благодаря этому, пригоден также для применения в испытании материалов при высотном монтаже металлических конструкций. Для работы в защитных помещениях или на монтажных площадках прибор имеет соединительный кабель длиной 50 м. «Мегаскоп» легко транспортируется без вспомогательных средств, электрически абсолютно безопасен, поэтому его применение возможно в любом месте. Рекомендуется для стилоскопических работ на предприятиях химического машиностроения.
4.6.2.1 Работу выполнять согласно инструкции к прибору.
4.6.2.2 При выполнении работ внутри изделий работу производить при вынесенном за пределы объекта блоке питания (удлинительный провод для СЛП-4 - 15 - 20 м и «Мегаскопа» - 50 м).
4.6.2.3 При работе внутри аппаратов необходимо руководствоваться «Типовой инструкцией по организации безопасного проведения газоопасных работ (Утв. Госгортехнадзором РФ), «Типовой инструкцией по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектов» (Утв. Госгортехнадзором РФ), «Правилами технической эксплуатации электроустановок потребителей» и «Правилом техники безопасности по эксплуатации электроустановок потребителей» (Утв. Госэнергонадзором РФ).
При работе внутри аппаратов обеспечить чистоту воздуха, отвечающую нормам производственной санитарии.
4.7 Техническое обслуживание, уход за приборами
4.7.1 Техническое обслуживание представляет собой систему профилактических мер, обеспечивающих постоянное рабочее состояние прибора. Техническое обслуживание производится специалистами, прошедшими специальную подготовку
4.7.2 Виды и периодичность технического обслуживания зависят от марки прибора.
4.7.3 Общим для всех видов стационарных статоскопов является чистка разрядников, которая производится через 500 ч работ с помощью мелкой наждачной шкурки.
4.7.4 Оптические поверхности линзы окуляра, защитное стекло необходимо очищать по мере их загрязнения с осторожностью, применяя для этого кисточку и мягкую салфетку, которую слегка смачивают петролейным эфиром (ГОСТ 1012). Оптические детали желательно чистить как можно реже, стараясь по возможности оберегать их от загрязнений. Замену защитного стекла производить по мере его порчи из-за разбрызгивания окислов разряда.
4.7.5 Узлы и детали стилоскопов держать в чистоте, своевременно освобождая их от пыли.
4.7.6. При эксплуатации прибора предохранять его от механических повреждений, особенно при работе с переносными стилоскопами, где наиболее уязвимыми узлами являются окуляр, контакты и электрод, маховичок перемещения спектра и т.д.
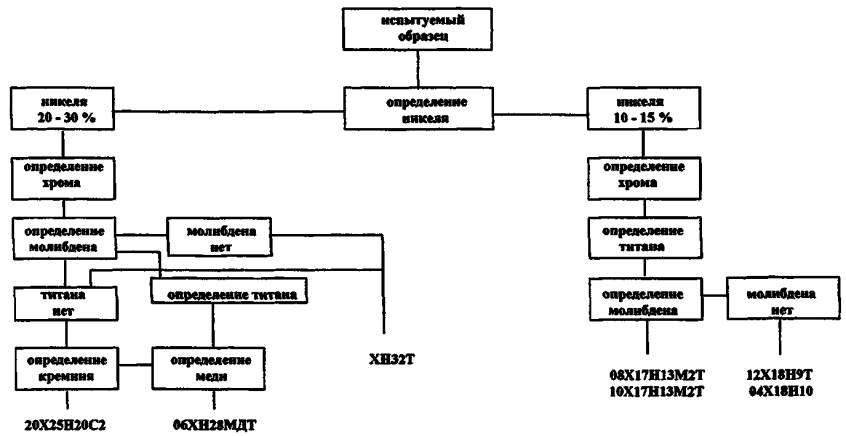
Рисунок 1 - Схема очередности определения для разбраковки высоколегированных сталей
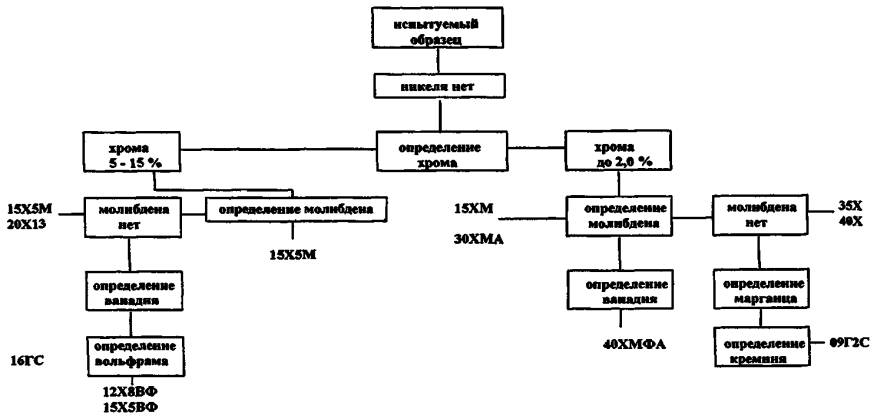
Рисунок 2 - Схема очередности определения для разбраковки низколегированных и легированных сталей
Таблица 1
Стилоскопические признаки определения содержания легирующих элементов
|
Группа линий |
Область спектра |
Признаки сравнения |
Пределы определяемой концентрации, % |
Условия стилоскопирования |
Дополнительно контролируемые элементы |
Комплект эталонов ВНИИСО для проверки признаков |
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
ОПРЕДЕЛЕНИЕ ХРОМА |
|
|
|
|
|
|
|
35Х, 15ХМ, 30ХМ |
Cr7 |
|
1Cr7 < 7 |
до 0,2 |
дуга постоянного тока, ток 3 А, фаза поджига 90°, количество импульсов 100 в секунду, время предварительного обыскривания 10 сек. |
Mo, Ni, V, W |
20, 21, 22, 34, 29, и др. |
|
|
1Cr7 = 7 |
0,3 - 0,4 |
|
||||||
|
2Cr7 = 7 |
0,6 - 0,8 |
|
||||||
|
1Cr7 = 6 |
1,0 |
|
||||||
|
1Cr7 > 6 1Cr7 ≤ 5 |
1,5 |
|
||||||
|
2Cr7 = 6 |
2,0 - 2,5 |
|
||||||
|
15Х5М, 15X5, 20X13М, 20X13 |
Cr5 |
|
4Cr < 3 1Cr5 - видна слабо |
3,0 - 4,0 |
то же |
Mo, Ni, V, W, Ti |
14, 36, 93 и др. 0 |
|
|
4Cr5 < 3 1Cr5 - видна отчетливо |
6,0 |
|
||||||
|
4Cr5 = 3 |
8,0 |
|
||||||
|
4Cr5 > 3 1Cr5 < 2 |
10,0 - 12,0 |
|
||||||
|
4Cr5 >> 3 1Cr5 = 2 |
15,0 |
|
||||||
|
1Cr5 > 2 |
18,0 |
|
||||||
|
|
|
ОПРЕДЕЛЕНИЕ ХРОМА |
|
|
|
|
|
|
|
12Х18Н10Т, 04Х18Н9, 06ХН28МДТ, 20Х25Н20С2, 08Х17Н13М2Т |
Cr7 Cr5 |
|
1Cr6 = 2 |
16,0 |
дуга постоянного тока, ток 3 А, фаза поджига 90°, количество импульсов 100 в секунду, время предварительного обыскривания 10 сек. |
Mo, Ni, V, W, Ti |
9, 27, 45, 64, 31 |
|
|
|
|
|||||||
|
1Cr6 > 2 1Cr6 < 3 |
20,0 |
|
||||||
|
1Cr6 > 3 |
25,0 |
то же |
|
|
|
|||
|
|
|
ОПРЕДЕЛЕНИЕ НИКЕЛЯ |
|
|
|
|
20, 21, 29, 34 и др. |
|
|
Стали малолегированные с содержанием никеля до 4 % |
1Ni1 |
|
1Ni1 << 2 |
0,2 |
дуга постоянного тока, ток 6 - 7 А, фаза поджига 90°, количество импульсов 300 в секунду, время предварительного обыскривания 10 сек. Оценку интенсивностей производить во время стабильного горения |
Cr, Mo, V, W |
|
|
|
1Ni1 = 2 1Ni1 < 3 |
0,3 |
|
||||||
|
1Ni1 > 3 1Ni1 < 4 |
0,4 - 0,6 |
|
||||||
|
1Ni1 ≈ 4 |
0,7 - 1,0 |
|
||||||
|
1Ni1 > 4 1Ni1 < 5 |
1,3 - 2,0 |
|
||||||
|
1Ni1 = 5 |
3,0 |
|
||||||
|
1Ni1 > 5 |
4,0 |
|
||||||
|
12Х18Н10Т, 04X18Н9, 08Х17Н13М2Т, 10Х17Н13М3Т, 06ХН28МДТ, 20Х25Н20С2 |
Ni2 |
|
1Ni2 < 3 |
5,0 |
дуга постоянного тока, ток 3 А, фаза поджига 90°, количество импульсов 100 в секунду, время предварительного обыскривания 30 - 40 сек Оценку интенсивностей производить во время стабильного горения |
Cr, Mo, V, W, Ti, Nb |
9, 27, 45, 31 и др. |
|
|
1Ni2 ≥ 3 |
7,0 - 9,0 |
|
||||||
|
7Ni2 ≤ 6 7Ni2 ≤ 8 7Ni2 ≥ 4 |
10,0 - 12,0 |
|
||||||
|
7Ni2 > 6 7 Ni2 > 8 |
15,0 |
|
||||||
|
7Ni2 > 2 |
20,0 - 25,0 |
|
||||||
|
7Ni2 >> 8, 8Fe практически едва видны |
|
|
||||||
|
|
|
ОПРЕДЕЛЕНИЕ МОЛИБДЕНА |
|
|
|
|
|
|
|
15X5M, 30ХМА, 12ХМФ |
1Мо1 3Мо1 |
|
1Мо1 ≤ 2 1Мо1 < 7 |
0,15 |
дуга постоянного тока, ток 3 А, фаза поджига 90°, количество импульсов 100 в секунду, время предварительного обыскривания 10 сек. |
Cr, V, Ni |
29, 32, 116 и др. |
|
|
1Мо1 ≥ 4 1Мо1 > 7 |
0,25 |
|
||||||
|
1Мо1 = 3 1Мо1 < 6 |
0,40 |
|
||||||
|
1Мо1 = 6 1Мо1 ≤ 5 |
0,7 - 0,9 |
|
||||||
|
1Mo1 > 5 3Мо1 = 6 |
1,2 |
|
||||||
|
15Х5М, 20Х13М |
1Mo1 3Mo1 |
|
|
|
|
|
|
|
|
1Мо1 ≥ 4 1Мо1 > 7 |
0,20 |
то же |
Cr, Ni, V, W |
36, 59 |
|
|||
|
1Мо1 ≤ 6 3Mo1 < 7 |
0,4 - 0,5 |
|
|
|
|
|||
|
1Мо1 = 6 3Мо1 = 7 |
0,7 - 0,9 |
|
|
|
|
|||
|
1Mo1 = 5 3Мо1 = 6 |
1,2 |
|
|
|
|
|||
|
12XI8H10T, 04X18Н9, 08Х17Н13М2Т, 10Х17Н13М3Т, 06ХН28МДТ, 20Х25Н20С2 |
3Mo1 |
|
3Mo1 = 6 |
1,5 |
то же |
Cr, Ni, V, W, Ti, Nb |
45, 31 и др. |
|
|
3Mo1 ≥ 5 |
2,5 - 3,0 |
|
|
|||||
|
3Mo1 ≥ 8 |
3,5 - 4,0 |
|
|
|||||
|
|
|
ОПРЕДЕЛЕНИЕ ВАНАДИЯ |
|
|
|
|
|
|
|
12ХМФ, 15Х5ВФ |
V1 |
|
1V1 << 4 1V1 ≤ 5 |
0,05 - 0,10 |
дуга переменного тока, ток дуги 3 А, фаза поджига 90°, количество импульсов 100 в секунду, время предварительного обыскривания 10 сек. |
Ni, Mo, W |
29, 32, 92, 116 |
|
|
1V1 = 4 1V1 = 5 |
0,15 - 0,20 |
|
||||||
|
2V1 ≥ 4 3V1 < 4 |
0,3 - 0,4 |
|
||||||
|
3V1 = 4 |
0,5 - 0,7 |
|
||||||
|
|
|
ОПРЕДЕЛЕНИЕ ВОЛЬФРАМА |
|
|
|
|
|
|
|
15Х5ВФ |
W1 |
|
1W1 << 3 2W1 - видна слабо |
0,4 |
то же |
Ni, Mo, V |
28 |
|
|
|
|
1W1 < 3 2W1 - видна отчетливо |
0,6 - 0,8 |
|
|
|
|
|
|
|
|
1W1 ≤ 3 1W1 = 4 |
1,2 - 1,5 |
|
|
|
|
|
|
|
|
ОПРЕДЕЛЕНИЕ КРЕМНИЯ |
|
|
|
|
|
|
|
35X, 40X, 15X5M, 30ХМА, 40ХМФА, 16ГС, 09Г2С |
Si2 |
|
1Si2 < 6 1Si2 ≥ 7 |
0,3 - 0,4 |
«Жесткий» режим низковольтной искры (стилоскоп «Спектр»: емкость 60 мкФ, индуктивность - 3 мкГн, количество импульсов 300 в сек. Резкая фокусировка на щель. Время предварительного обыскривания 20 сек |
Cr, Ni, Mo, W |
21, 22, 29, 34 и др. |
|
|
1Si2 = 6 2Si2 < 7 |
0,5 - 0,6 |
|
||||||
|
1Si2 > 6 2Si2 = 7 |
0,7 |
|
||||||
|
1Si2 = 4 2Si2 > 7 2Si2 ≥ 6 |
0,9 |
|
||||||
|
2Si2 > 6 1Si2, 2Si2 - очень интенсивные |
1,3 |
|
||||||
|
12X18H9T, 04X18H10, 10X17H13M13T, 20X25H20C2 06ХН28МДТ, 08X17H13M2T |
|
1Si2 << 4 1Si2 ≤ 6 |
0,2 - 0,3 |
|
Cr, Ni, Mo, W, Nb, Ti |
|
|
|
|
|
1Si2 ≤ 4 1Si2 > 6 2Si2 >> 4 |
0,4 - 0,5 |
|
|
|
|||
|
|
1Si2 > 4 2Si2 < 4 |
0,6 - 0,7 |
|
|
|
|||
|
|
2Si2 = 4, 1Si2 > 8 |
0,8 - 0,9 |
|
|
|
|||
|
|
2Si2 > 4 1Si2 >> 8 2Si2 ≤ 8 |
1,0 - 1,4 |
|
|
|
|||
|
|
|
ОПРЕДЕЛЕНИЕ ТИТАНА |
|
|
|
|
|
|
|
Стали малолегированные |
1Ti 2Ti |
|
2Ti - едва видна |
0,05 |
Дуга переменного тока, ток дуги 3 А, фаза поджига 90°, количество импульсов 100 в сек. Время обыскривания 10 сек. |
Cr, Ni, Mo, Nb, W |
91, 112 |
|
|
2Ti ≤ 6 |
0,08 |
|
|
|||||
|
2Ti ≤ 3 |
0,10 - 0,15 |
|
|
|||||
|
2Ti > 3 1Ti < 4 |
0,20 - 0,30 |
|
|
|||||
|
2Ti ≥ 4 2Ti < 4 |
0,4 |
|
|
|||||
|
2Ti = 4 |
0,5 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
12X18H9T, 08Х17Н13М2Т, 10X17H13M3T, 06ХН28МДТ |
1Ti 2Ti |
|
2Ti = 3 |
0,10 |
то же |
Cr, Ni, Mo, Nb, W |
9, 45, 31 и др. |
|
|
2Ti ≤ 4 |
0,20 |
|
|
|
|
|||
|
1Ti > 5 2Ti < 5 |
0,40 - 0,50 |
|
|
|
|
|||
|
2Ti > 5 |
0,90 |
|
|
|
|
|||
|
|
|
ОПРЕДЕЛЕНИЕ МАРГАНЦА |
|
|
|
|
|
|
|
09Г2С 16ГС |
2Mn 3Mn |
|
2Mn ≤ 1 3Mn - еле видна над уровнем фона |
0,1 - 0,2 |
Режим комбинированного разряда низковольтной искры: индуктивность 3 мкГн, емкость 60 мкФ, фаза поджига 90°, количество импульсов 200 в сек. Время предварительного обыскривания 10 сек |
|
|
|
|
2Mn ≈ 6 3Mn ≥ 1 |
0,4 - 0,5 |
|
|
|
||||
|
2Mn < 7 3Mn = 6 |
0,6 - 0,7 |
|
|
|
||||
|
2Mn = 2 3Mn = 7 |
0,8 - 1,0 |
|
|
|
||||
|
2 > 3Mn > 7 |
1,2 |
|
|
|
||||
|
2 ≤ 3Mn ≤ 3 2Mn < 8 |
1,3 |
|
|
|
||||
|
3Mn = 3 4 ≤ 2Mn < 5 |
1,5 |
|
|
|
||||
|
3Mn = 4 2Mn ≥ 5 |
1,7 - 2,0 |
|
|
|
||||
|
3Mn ≥ 5 2Mn = 8 |
2,2 |
|
|
|
||||
|
|
|
ОПРЕДЕЛЕНИЕ НИОБИЯ |
|
|
|
Cr, Ni, Mo, W, V |
27, 93, 46 |
|
|
Стали высоколегированные с содержанием ниобия до 1,5 % |
1Nb, 2Nb |
|
1Nb << 1 |
до 0,10 |
Дуга переменного тока, ток 3 А, фаза поджига 90°, количество импульсов 200 в сек., время предварительного обыскривания 10 сек. |
|
||
|
1Nb = 1 |
0,2 |
|
||||||
|
1Nb ≤ 2 2Nb = 1 |
0,3 |
|
||||||
|
1Nb < 3 2Nb = 2 |
0,4 - 0,5 |
|
||||||
|
1Nb = 3 2Nb < 1 |
0,9 - 1,0 |
|
||||||
|
1Nb = 3 |
1,5 |
|
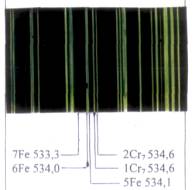
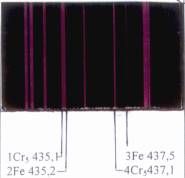
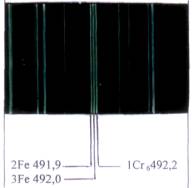


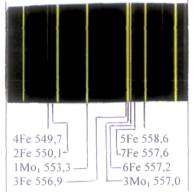
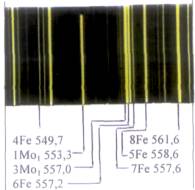
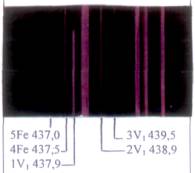


Таблица 2 - Примерная схема для установления соответствия марки использованных присадочных материалов при контроле химического состава сварных швов
|
Марка проволоки для автоматической сварки |
Типичный химический состав наплавленного металла |
Подлежит стилоскопированию |
|
|
ОЗЛ-14 АНВ-3 АНВ-24 |
Св-01Х19Н9 СВ-04Х19Н9 СВ-06Х19Н9Т |
08Х18Н9 |
1. Оценка содержания хрома (18 - 21 %) и никеля (7 - 10 %) 2. Отсутствие молибдена, ниобия, ванадия |
|
Э-10Х25Н13Г2Б (ЦЛ-9) |
Св-06Х25Н12ТЮ Св-07Х25Н12Г2Т |
10Х25Н13 |
1. Оценка содержания хрома (17 - 27 %) и никеля (7 - 14 %) 2. Отсутствие молибдена, ниобия, ванадия |
|
ЦЛ-11 ОЗЛ-7 ЦТ-15 АНВ-23 АНВ-13 |
Св-05Х20Н9ФС Св-07Х19Н10Б |
08Х19Н9Б |
1. Оценка содержания хрома (17 - 23 %) и никеля (7 - 11 %) 2. Наличие ниобия |
|
ЭА-1Г6 |
|
12Х18Н10БТ |
1. Оценка содержания хрома (17 - 21 %), никеля (7 - 11 %), марганца (3 - 7 %) |
|
ЗИО-7 ЦЛ-9 АНВ-9 АНВ-10 |
Св-08Х25Н13БТЮ |
10Х25Н13Б |
1. Оценка содержания хрома (17 - 27 %) и никеля (7 - 14 %) 2. Наличие ниобия |
|
ЭА-400/у ЦЛ-4 НИАТ-1 НИАТ-6 |
Св-04Х19Н11М3 |
10Х17Н11М2 |
1. Оценка содержания хрома (16 - 22 %) и никеля (9 - 12 %) 2. Отсутствие ниобия |
|
ОЗЛ-28 НЖ-13 ЭА-400/13 |
Св-06Х20Н11М3ТБ |
10Х18Н12М2Б |
1. Оценка содержания хрома (17 - 21 %), никеля (8 - 12 %), молибдена (2 - 3 %) |
|
Э-06Х19Н11Г2М2 (ЭПТУ-3М) |
|
10Х18Н12М2Ф |
1. Оценка содержания хрома (16 - 20 %), никеля (8 - 13 %), молибдена (2 - 3 %) 2. Наличие ванадия |
|
ОЗЛ-20 АНВ-17 |
ЭП551(01Х17Н14М2) ЭП 690 (01Х19Н19Г10АМЧ) |
ОЗХ16Н14М2 ОЗХ18Н19Г8АМЧ |
1. Оценка содержания хрома (16 - 22 %), никеля (15 - 25 %), молибдена (2 - 5 %), марганца (2 - 7 %) |
|
ОЗЛ-17у |
ЭП 516 (01Х23Н28МЗЛЗТ) |
ОЗХ23Н28МЗЛЗТ |
1. Оценка содержания хрома (21 - 25 %), никеля (23 - 29 %) |
Приложение А
(рекомендуемое)
Возможность разбраковки стали марок типа 16ГС и 09Г2С
В практике достаточно часто встает вопрос разбраковки стали марок типа 16ГС и 09Г2С.
В связи с перекрытием практически верхнего и нижнего пределов содержания марганца в сталях 16ГС и 09Г2С поставленная задача заключалась в разработке признаков оценки содержания марганца 1,2 и 1,3 %.
Предварительно в данных марках сталей целесообразно проверить соответствие содержания кремния на стилоскопе «Спектр» с использованием «жесткого» режима низковольтной искры по признакам таблице 1.
Для отработки стилоскопических признаков взяты образцы с содержанием 1,00 - 1,24 % для верхнего предела по марганцу стали 16ГС и 1,31 % для нижнего - для стали 09Г2С.
Опробованные и рекомендованные линии с использованием дуги переменного тока в качестве источника возбуждения спектра произвести разбраковку этих содержаний не позволяют.
Наилучшую концентрационную чувствительность возбуждения линий марганца Мп3 601,3; 601,6; 602,1 нм из всех режимов, реализованных в генераторе стилоскопа «Спектр», обеспечивает комбинированный разряд, параметры разрядного контура которого, а также признаки оценки содержания марганца даны в таблице 1.
В связи с пониженной чувствительностью глаза к желто-красной области только после соответствующего опыта и навыков оценки удается различать по марганцу стали 16ГС и 09Г2С.
Приложение Б
(рекомендуемое)
|
|
Предприятие ________________________ Название аппарата ___________________ Заводской № ________________________ Регистрационный № __________________ |
Справка __ от _____________ 200_ г.
по результатам стилоскопического контроля
на аппарате ___________________________
в соответствие с РД 26.260.15-2001
«Стилоскопирование основных и сварочных материалов и готовой продукции», согласованной с Госгортехнадзором России письмом №
Результаты стилоскопирования
|
п/п № |
№ участка по схеме |
Марка стали согласно ГОСТ, ТУ |
Химический состав в % |
Заключение (соответствия) марки стали |
|||||||
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Зав. лабораторией ___________________/___________________/ (подпись) (И.О. фамилия) |
|
Оператор __________________________/_________________/удостоверение № __ (подпись) (И.О. фамилия) |
|
«__» _____________ 200_ г. |
Приложение В (справочное)
Таблица В.1 - Марки сталей отечественного и зарубежного производства
|
Германия |
Евронорм |
Франция |
Великобритания |
Италия |
Япония |
Швеция |
Россия |
Испания |
США |
|
DIN (Deutsche Industrienorm) |
EN (Euronorm resp. European Standard) |
AFNOR |
В.S. (British Standard) |
UNI (Unificazione Italiana) |
JIS (Japanese Indusstrial Standard) |
S.S. (Sveriges Standardisering-skommission) |
ГОСТ или ТУ |
UNE |
ASTM (American Society for Testing Materials) или AISI) |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Стали конструкционные |
|||||||||
|
RSt34-2 (S250G2T) - DIN 17100 |
|
AF 34 C10 - AFNOR A33-101 (82) |
34/20 HR - B.S. 1449 (91) |
Fe 330 UNI 8863 (87) |
SS34 JIS G3101 |
|
ст2пс |
|
K02502 AISI |
|
St34-2 (S250G2T) - DIN 17100 |
|
|
34/20 HR - B.S. 1449 (91) |
Fe 330 В FN UNI 8863 (87) |
|
|
ст2сп |
|
|
|
Ust37-2 (S235 JRG1) - DIN 17100 |
EN 10025(94) |
S235 JRG1 AFNOR A35-501 |
40B (S235JRG1) - B.S. |
Fe360 В FN (S235JRG1) - UNI |
|
1311 (S235JR) - S.S. |
cт3кп |
АЕ235В FU S235JRG1 - UNE 36080-90 |
К02502 - AISI |
|
RSt37-2 - DIN 17100 |
EN 10025(94) |
T24-2NE (S235 JRG2) - AFNOR A35-501 |
40B (S235JRG2) - B.S. (EN 10025(94)) |
Fe 360 В FN (S235JRG2) - UNI |
|
1312 - S.S. |
ст3пс |
АЕ235D FN S235JRG2 - UNE 36080-90 |
К02502 - AISI |
|
RSt37-2 - DIN 17100 St37-3 - DIN 17100 S235JRG2 FN - DIN 10 025 |
EN 10025(94) |
E24-2 NE (S235 JRG2) - AFNOR A35-501 |
40B (S235JRG2) - B.S. (EN 10025(94)) 37/23 HR, HS, CR, CS - B.S. |
Fe 360 В FN S235JRG2 - UNI |
|
1312 S235JRG2 - S.S. |
ст3сп |
AE 235 D FN S235JRG2 - UNE 36080-90 |
К02502 - AISI Grade С - ASTM A283 |
|
|
EN 10025(94) |
|
40B (S235JR) - B.S. |
|
SM41B - JIS G 3106 |
|
ст3Гсп - ГОСТ 380 |
|
Grade В - ASTM A131 |
|
Ste460 - DIN 17102 St 52-3 U - DIN 17100 Ste420 - DIN 17102 |
|
|
|
|
|
|
09Г2 - ГОСТ 19282 10Г2С - ГОСТ 19282 |
|
Grade С - ASTM A633 |
|
St52-3N (S355J2G3FF) - DIN 17100 Ste355 - DIN 17102 |
EN 10025(94) |
E36-3 (S355JO) - AFNOR A35-501 36-4 (S355JO) - AFNOR A35-501 |
50/35 HR, HS - B.S. 1449(91) 50D (S355J2G3) - B.S. 4360(90) |
Fe 510 C FN S355JR - UNI Fe 510 B FN S355JR - UNI Fe 510 В - UNI 7810(79) Fe 510 C - UNI 7810(79) Fe 510 D - UNI 7810(79) Fe 510 - UNI 8913(87) Fe E420 - UNI 7810(79) |
SM 490A - JIS G 3106(88) SM 490B - JIS G 3106(88) SM 490C - JIS G 3106(88) SM 490YA - JIS G 3106(88) SM 490YB - JIS G 3106(88) SNY70N - JIS G 3128 |
2132 - S.S. 2133 - S.S. 2134 - S.S. 2174 - S.S. |
17ГС - ГОСТ 19282 16ГС - ГОСТ 19282 |
AE 355 D S355J2G3 - UNE 36080-90 |
Grade F - ASTM A514 |
|
С22 - DIN 17200 Cm22 - DIN 17200 St35 - DIN 1629/3 |
|
XC18 - AFNOR A35-566 (83) XC25 - AFNOR A35-566 (83) |
055 M15 - B.S. 970 Part 1(91) 070 M20 - B.S. 970 Part 1(91) |
С 20 - UNI 6403(86) С 25 - UNI EN 10083-2(91) |
S20C - JIS G 4051(79) S20CK - JIS G 4051(79) S22C - JIS G 4051(79) STKM 13B-W - JIS G 3445(88) STKM 12A-S - JIS G 3445(88) |
1450 - S.S. |
ст20 - ГОСТ 1050 |
|
1020 - ASTM A29/A29M 1023 - ASTM A29/A29M |
|
14NiCr10 - DIN 17200 |
|
14NC11 - AFNOR A35-551(84) 16NC11 - AFNOR A35-551(84) non standardized steels |
|
16NiCr11 - UNI 8550(84) |
SNC415(H) - JIS G 4052(79) SNC815 - JIS G 4052(79) |
|
12XH3A - ГОСТ 4543 12XH2 - ГОСТ 4543 |
F.150.1 - UNE non standardized steels F.1540-5NiCr11 - UNE 36013-76 |
E3310 - ASTM A837 3415 - ASTM A837 |
|
15Cr3 - DIN 17210 |
|
15Cr2RR (15C2) - AFNOR A36102 (93) 12C3 - AFNOR non standardized steels 18C3 - AFNOR non standardized steels |
523M15 - B.S. 970 Part 1 (83) |
|
SCr 415 - JIS G 4104(79) SCr 415 - JIS G 4052(79) |
|
15X - ГОСТ 4543 15X - ГОСТ 1050 |
|
5115 - ASTM А29/А29М 5015 - ASTM А29/А29М |
|
25CrMo4 - DIN 17210 |
EN 10083-1(91) |
25CD4 - AFNOR A35-556(84) 25CrMo4 (25CD4) - AFNOR A35-552 (84) |
708A25 (708CrMo4) - B.S. |
25CrMo4KВ - UNI 7356(74) |
SCM430 - JIS G 4105(79) SCM432 - JIS G4105(79) |
2225 (25CrMo4) - S.S. |
30ХМА - ГОСТ 4543 |
F.8372-AM26CrМо4 - UNE 36256-76 F.8330-АМ25CrМо4 |
4130 - ASTM А29/А29М 4130Н - ASTM A304 |
|
SMn438 - JIS G 4106 SMn438H - JIS G 4052 |
40Г2 - ГОСТ 4543 36Г2С - ТУ |
1141 - ASTM A29/A29M 1340 - ASTM A29/A29M 134H - ASTM F 304 1541 - ASTM |
|||||||
|
41Cr4 - DIN 17200 41CrS4 - DIN 17200 |
EN 10083-1(91) |
42C4 (41Cr4) - AFNOR A35-552 42C4U (41CrS4) - AFNOR A35-552 |
530 M40 (41Cr4) - B.S. 41CrS4 - B.S. |
41Cr4 - UNI EN 10083-1(91) 41Cr4KB - UNI 7356(74). 41CrS4 - UNI EN 10083-1(91) |
SCr440 - JIS G 4104 SCr440H - JIS G 4052 |
|
40X - ГОСТ 4543 |
F.1211 - 41CrDF - UNE 36034-85 |
5140 - ASTM A29/A29M 514H A 304 |
|
21CrMoV 5-7 - DIN 17240. |
|
|
|
|
|
|
25Х1МФ - ГОСТ 20072; |
|
|
|
Стали коррозионностойкие |
|||||||||
|
Х 2 CrNi18-9 - DIN E 17440 |
Х 2 CrNi18-9 - EN 10088 Teil 1-3(93) X2CrNi18-10 - EN 88-86/1, 88-86/2, 88-86/3 |
Z 1 CN 18-12 - AFNOR A35-573(90), A 36-209(90) Z 2 CN 18-10 - AFNOR A36-607(84) Z 3 CN 18-10 - AFNOR A35-573(90), A36-209(90) Z 3 CN 19.10M - AFNOR Steel castings, Z 3 CN 19-11 - AFNOR A35-574(90) Z 3 CN 19-11 FF - AFNOR A35-577(90) |
304 S11 - B.S. 970 Part 1 + Part 3(91), 1449 Part 2(83), 1501 Part 3(83), 1502(82), 1506(90), 1554(90). 304 S11 (304, S30) B.S. 1503 (89) 305 S11 B.S. 1554(90) 304 C12 LT 196 B.S. 3100(91) S.536 B.S. aerospace materials T.74 B.S. aerospace materials LW20 |
X 2 CrNi18 11 - UNI 6904-71 X2CrNi18 11 - UNI 6901-71, 7500-75, 7660-77, 317-81 GX 2 CrNi19 10 - UNI 3161-83 |
SUS 304L - JIS G 4303(91), G 4305(91), G 4308(91), G 4309(88), G 4318(91), SCS 19 - JIS G 5121 (91) |
2352 - S.S. |
03X18H11 - ГОСТ 5632 |
F.3503-X 2CrNi18 10 - UNE 36016-89(1) |
304L - AISI |
|
X3NiCrCuMo Ti27-23 - DIN |
|
|
|
|
SCS 23 - JIS 23 |
|
06Х28МДТ - ГОСТ 5632 |
|
|
|
X6Cr13 - DIN 17440 X7Cr14 - DIN 17440 |
X6Cr13 - EN 88-86/2, 10088 Teil 1-3(93) |
Z 18 C12 - AFNOR A35-573(90) Z 18 C13 FF - AFNOR A35-577(90) |
403 S17 - B.S. 970 Part 1 + Part 3(91), 1449 Part 2(83) 403 S17 - B.S. 1503(89) |
X6Cr13 - UNI 6901-71 |
SUS 410 - JIS G 4304(91), G 4305(91) SUS 403 - JIS G 4303(91), G 4304(91), G 4305(91) SUS 429 - JIS G 4304(91), G 4305(91) |
2301 - S.S. |
08X13 - ГОСТ 5632 |
|
410S AISI 403 AISI 429 AISI |
|
X8CrTi17 - DIN 17440 X8CrNb17 - DIN 17440 |
|
|
|
|
SUS 430 TK - JIS G3446 |
|
08X17T - ГОСТ 5632 |
|
TP430Ti - ASTM A268 |
|
X10CrNiMoTi18-12 - DIN 17440; X10CrNiMoTi - DIN 17440; |
|
|
320 S33 (- B.S. 1449 Part 2 (83); 5.3. 320 S33 - B.S. 1503 (89); |
36016-89 (2), 36016-89(1), 36087-89(4); 5.7. X6CrNiMoTi17-13 - UNI 6901-71, 8713-81; |
SUS 316 - JIS G 4303 (91), G 4304 (91). |
|
08X17Н13М2Т - ГОСТ 5632 |
F.3535 - X6CrNiMoTi17-12-2 - UNE |
316Ti - AISI |
|
X10CrNiTi18-9 - DIN E 17440; |
X6CrNiTi 18-10 - EN 88-86/1, 88-86/2; X6CrNiTi 18-10 - EN 10088 Teil 1-3(93): X6CrNiTi 18-10 KT-EN 141-79; X10CrNiTi 18-10 - EN 95-79; |
Z 6 CNT1810-AFNOR A35-573(90), A35-574(90); Z 6 CNT1810 - AFNOR A36-209(90); |
321 S31-B.S. 1501 Part 3(90); 321 S31-B.S. 3605 Part 1(91), 3606 (92); 321 S51-B.S. 1501 Part 3(90); 321 S51-490-B.S. 1502(82); 321 S51-510-B.S. 1502(82); 321 S51-490 (321 S50)-B.S. 1503(89); 321 S51-510 (321S50) - B.S. 1503(89) |
X6CrNiTi18-11 - UNI 6901-71, 8317-81; X6CrNiTi18-11 - UNI 6904-71; X6CrNiTi18-11 KG; KW - UNI 7660-77; X6CrNiTi18-11KT - UNI 7660-77; |
SUS321 - JIS G 4303 (91), G 4304 (91), G 4305 (91), G 4308 (91), G 4309 (88). |
2337 - S.S |
08X18H10T - ГОСТ 5632 |
F.3523 - X6CrNiTi18-10-36016-89(1), 36016-89(2), 36087-89/4; F.332 - не нормированные стали; |
321 - AISI |
|
X2CrNiMoN2 2-5-3 - DIN E EN 10088; |
X2CrNiMoN22 -5-3 - EN10088 Teil 1-3(93); |
Z 2 CND24-08Az - AFNOR A35-583(90); Z 3 CND25-06-03 Az - AFNOR A35-583(90); Z 3 CND22-05 Az - AFNOR A35-573(90); |
318 S 13 - B.S. 1503(89); |
|
SUS 329J1 - JIS 04303(91); SUS 329J3L - JIS 04303(91). |
2377 - S.S.; |
08X21H6M2T - ГОСТ 5632; |
|
329 - AISI |
|
|
|
|
|
|
|
|
08X22H6T - ГОСТ 5632. |
|
|
|
X7CrNiAl 17-7 - DIN 17724; |
X7CrNiAl 17-7 - EN 10088 Teil 1-3(93); X7CrNiAl 17-7-EN 151-86; |
Z9CNA17-07-AFNOR A35-574(90); |
301 S81-B.S. 2056(91); |
|
SUS 631 - JIS G 4304(91), G 4305(91). |
2388 - S.S.; |
09Х17Н7Ю - ГОСТ 5632; |
|
631 - AISI; |
|
X12CrMnNi18-85 - DIN 17440; |
X12CrMnNi18-9-5 - EN 10088 Teil 1-3(93); |
|
|
|
SUS 202 - JIS G 4303(91), G 4304(91), G 4305(91). |
|
12Х17Г9Н4 - ГОСТ 5632; |
|
202 - AISI; |
|
X12CrNiTi18-9 - DIN E 17440; |
|
Z6CNT18-10 - AFNOR A35-578(82); |
321 S 51 - B.S. 3059 Part 2(90); 321 S 51 - B.S. 1501 Part 3(90); 321 S 51-490 - B.S. 1502(82); 321 S 51-510 - B.S. 1502(82); 321 S 51-490 (321 S 50) - B.S. 1503(89); 321 S 51-510 (321 S 50) - B.S. 1503(89); 321 S 51(-490; -520) - B.S. 1506(90); |
X6CrNiTi 1811 - UNI 6901-71; |
SUS321 - JIS G 4303(91), G 4304(91), G 4305(91), G 4308(91), G 4309(82). |
2337 - S.S.; |
12X18H10T - ГОСТ 5632; |
|
321H - AISI; |
|
12CrMo19-5 - DIN 17440; |
|
|
|
|
|
|
15X5M - ГОСТ 20072; |
|
10.3.501 - AISI. |
|
X8CrTi25 - DIN E 17440; |
|
|
|
|
SUH446 - JIS G 4311(91) |
|
15X25T - ГОСТ 5632 |
|
446 - AISI |
|
Х20Cr13 - DIN E 17440; |
X20Cr13 - EN 88-86/1, 88-86/2; X20Cr13 - EN 10088 Teil 1-3(93); |
Z20C13 - AFNOR A35-573(90); Z20C13-A35-574(90); Z20C13Cl - AFNOR A35-595(92); |
420 S37 - B.S. 970 Part 1 + Part 3(91), 1554(90); |
X20Cr13 - UNI 6901-71, 6904-71; |
SUS 420 - JIS G 4303(91); SUS 420 J1 - JIS G 4304(91), G 4305(91), G 4308(91), G 4309(88); SUS 420 J1 - JIS G 4303(91). |
2303 - S.S.; |
20X13 - ГОСТ 5632 |
F.3402 - X20Cr 13 - UNE 36 016-89(1), 36 016-89(2); |
420 - AISI; |
|
X20CrNi17 2 (X19CrNi 17 2) - DIN 17007; |
X19CrNi17 2 - EN 88-86/1, 10088 Teil 1-3(93); |
Z 15 CN 16-02 - AFNOR A35-574(90); Z 15 CN 16.02 C1-A35-595(92); |
431 S 29 - B.S. 970 Part 1 + Part 3(91), 1554(90); 6 S.80 - Aerospace materials; |
X16CrNi16 - UNI 6901-71; |
SUS 431 -JIS G 4303(91). |
2321 - S.S.; |
20X17H2 - ГОСТ 5632 |
F.3427 - X19CrNi 172 - UNE 36016-89(1); |
431 - AISI |
|
X15CrNiSi25-20 - DIN 17440; |
X15CrNiSi25-20 - EN 95-79; |
Z15CNS 25-20 - AFNOR A35-573(90); Z15CNS25-20 - AFNOR A35-578(82), A36- 209(90); |
314 S25 - B.S. 1554(90); |
X16CrNiSi 25 20 - UNI 6901-71; |
SCS 18 - JIS G 5121(91); SUH 310 (-JIS G 4311(91), G 4312(91). |
|
20X25H20C 2 - ГОСТ 5632; |
F.3310 - X15CrNiS i 25 20 - UNE 36017 - 85; |
310 - AISI; 314 - AISI; |
|
X105CrMo17 - DIN 17440; |
X105CrMo17 - EN 10088 Teil 1-3(93); |
Z100CD17 - AFNOR A35-595(92); |
|
|
SUS 440 - JIS G 4308(91), G 4309(88). |
|
95X18 - ГОСТ 5632; |
|
440FSe - AISI; 440C - AISI; |
|
Стали жаропрочные |
|||||||||
|
13CrМо4-5 (13CrMo4-4) - WBI 403; |
13CrMo4-5 - EN 10028-2(92); |
15 CD 4.05 - AFNOR A35-558(83); 15 CD 4.05 - AFNOR A36-602(88); 15 CD 4-05 (13CrMo4-5) - AFNOR A36-205/206 (EN 10028 - 2(92); 15 CD 3.5 - AFNOR non standardized steels; |
620-440 - B.S. 1502(82); 620-440 - B.S. 1503(89); 620-470 - B.S. 1502(82); 620-540 - B.S. 1502(82); 620-540 - B.S. 1503(89); 620 - B.S. 1501 Part 2 (88); 621 - B.S. 1501 Part 2 (88); 13CrMo4-5(620; 621) - B.S. EN 10028(92); |
13CrMo4-5 (14CrMo45) - UNI EN 10028-2(92); 14CrMo3 - UNI 5462(64); |
SFVAF12 - JIS G 3203(88); STFA 22 - JIS G 3467(88); STPA 20 - JIS G 3458(88); STPA 22 - JIS G 3458(88); STBA 20 - JIS G 3462(88); STBA 22 - JIS G 3462(88). |
2216 - S.S. |
12MX - ГОСТ 20072; |
F.2631 - 14CrMo45 (Испания/SP) - UNE 36087-76/78; TU.E - UNE non standardized steels; TU.F - UNE non standardized steels; |
T3b - ASTM A200; F.11C1.1 - ASTM A 182; F.11C1.2 + 3 - ASTM A 182; F.12C1.1 - ASTM A 182; F.12C1.2 - ASTM A 182; |
|
14MoV6-3 - WBI 403; |
|
|
660-460 - В.S. 1503(89); |
|
STPA-22 - JIS G 3458(88). |
|
12Х1МФ - ГОСТ 20072 |
F.2621 -13MoCrV 6 - UNE 36087-76/78 |
P24 - ASTM A405 |
|
X12CrNiTi18-9 - DIN 17440; |
|
|
321 S 51 - B.S. 3059 Part 2(90); 321 S 51 - B.S. 1501 Part 3(90); 321 S 51-490 - B.S. 1502(82); 321 S 51-510 - B.S. 1502(82); 321 S 51 (-490; -520) - B.S. 1506(90); 321 S 51(1010) - B.S. 3605 Part 1(91); 321 S 51(1105) - B.S. 3605 Part 1(91); |
X6CrNiTi1811 - UNI 6901-71, 7500-75, 8317-81; X6CrNiTi1811 - UNI 6904-71, 7500-75, 8317-81; |
SUS 321 -JIS G-4303, G 4304(91), G 4305(91), G 4308(91), G 4309(91). |
2337 - S.S |
12X18H9 - ГОСТ 5632; 12Х17Г9Н4 - ГОСТ 5632; 10Х14Г14Н4Т - ГОСТ 5632 |
|
321 - ASTM A276; |
|
X10CrNiTi18-9 - DIN E 17440; X6CrNiTi18-10 - DIN 17440; |
X6CrNiTi18-10 - EN 88-86/1, 88-86/2; X6CrNiTi18-10 - EN 10088 Teil 1-3(93); X6CrNiTi18-10 KT - EN 141-79; X10CrNiTi18-10 - EN 95-79; |
Z 6 CNT 1810 - AFNOR A35-573(90), A35-574(90); Z 6 CNT 1810 - AFNOR A36-209(90); |
321 S 51 - B.S. 1501 Part 3(90); 321 S 51-490 - B.S. 1502(82); 321 S 51-510 - B.S. 1502(82); 321 S 51-490 (321 S 50) - B.S. 1503(89); 321 S 51-510 (321S50) - B.S. 1503(89); 321 S 51(-490; -520) - B.S. 1506(90); 321 S 51(1010) - B.S. 3605 Part 1(91); 321 S 51(1105) - B.S. 3605 Part 1(91); LW24 - B.S. 6323 Part 1(82); LWCF24 - B.S. 6323 Part 1(82); |
X6CrNiTi18-11 - UNI 6901-71, 8317-81; X6CrNiTi18-11 KG; KW - UNI 7660-77; |
SUS321 - JIS G 4303(91), G 4304(91), G 4305(91), G 4308(91), G 4309(88). |
2337 - S.S.; |
12X18H9T ГОСТ 5632; 12X18H10T ГОСТ 5632; |
F.3523 - X6CrNiTi18-10 - UNE 36016-89(1), 36016-89(2), 36087- 89/4; F.332 - UNE non standartized steels; |
321 - AISI; |
|
13CrMo4-5 (13CrМо4-4) - DIN EN 10028-2; 15CrМо5 - DIN 17210; 16CrМо4-4-DIN EN 10028-2; |
13CrMo4-5 - EN 10028-2(91); |
15 CD 4.05 - AFNOR A35-558(83); 15 CD 4.05-AFNOR A36-602(88); 13CrMo4-5 1(15 CD 4-05) - AFNOR - EN 10028-2 (92) (А36-205/206); 15 CD 3.5 - AFNOR non standardized steels; |
620 - B.S. 1501 Part 2(88), 3604 Part 2(91); 620-440 - B.S. 1502(82); 620-440 - B.S. 1503(89); 620-470 - B.S. 1502(82); 620-540 - B.S. 1502(82); 620-540 - B.S. 1503(89); 621 - B.S. 1501 Part 2(88), 3604 Part 2(91); 13CrMo4-5 (620; 621) - B.S. EN 10028-2(92); |
14CrMo3 - UNI 5462(64); А; В ISCrMo45 KW; KG - UNI 7660(77); 13CrMo4-5 (14CrMo 4-5) - EN 10028-2(91) |
SCM 415 - JIS G 4105(79); SFVA F12 - JIS G 3203(88); STPA 20 - JIS G 3458(88); STPA 22 - JIS G 3458(88), G 3467 (88); STBA 20 - JIS G 3462(88); STBA 22 - JIS G 3462(88). |
2216 - S.S.; |
15XM - ГОСТ 4543; |
F.2631 - 14CrMo45 - UNE 36087-76/78; TU.F - UNE non standardized steels; TU.E - UNE non standardized steels; |
4118 - ASTM A29/A29M; |
|
12CrMo 195 - DIN 17440; |
|
|
|
|
STBA25 - JIS 03458(88). |
|
15X5M - ГОСТ 20072; |
|
501-AISI |
|
21CrMo5-7 - DIN 17240; |
|
|
|
|
|
|
15Х1МФ - ГОСТ 20072; |
|
P-24 - ASTM A405. |
|
X19CrMoVNbN11-1 - DIN 17240; X20CrMoV12-1 - DIN 17175; |
|
|
|
X20CrMoNi12 01 KG, KW - UNI 7660-77; |
|
2317 - S.S. |
15X11МФ - ГОСТ 5632 |
|
|
|
X15CrNiSi20-12 - WB1 740; |
X15CrNiSi 20 12 - EN 95-79; |
Z17 CNS 20-12 - AFNOR A35- 573(90); Z17 CNS 20-12 - AFNOR A35- 578(90), A36-209(90); |
309 S 24 - B.S. 1449 Part 2(83); |
X16CrNi23 14 - UNI 6904-71; |
SUH 309 - JIS G 4311(91), G 4312(91). |
|
20X20H14C2 ГОСТ 5632; |
F.3312 - X15CrNiSi 20-12 - UNE 36017-85; |
309 - AISI; |