 | Информационная система | |
Инструкция
по сварке цветных металлов
в электромонтажном производстве
Москва
2007
|
Ассоциация
|
Инструкция
по сварке цветных металлов |
№ И 1.10-07 |
РАЗРАБОТАНА: ОАО «Севзапэлектромонтаж», ООО «ИЭП-контакт»
РАЗРАБОТЧИКИ: П.М. Хайров. В.Н. Кожухаров, В.А. Книгель. Г.Ю. Авраменко, М.В. Понамарев
ВЗАМЕН: ВСН 369-76 ММСС СССР
СОДЕРЖАНИЕ
АННОТАЦИЯ
Настоящая инструкция разработана в развитие основных положений ГОСТ 10434, ГОСТ 17441, действующих Правил устройства электроустановок (ПУЭ), строительных норм и правил. Инструкция содержит указания по сварке шин, профилей и изделий из меди, алюминия и его сплавов, а также изделий из разнородных металлов: алюминия со сталью и меди со сталью. Она дает технологии сварки плавящимся электродом в среде аргона, неплавящимся электродом (угольным и вольфрамовым), полуавтоматической сварки, плазменной, газовой, термитной, электросваркой, контактным разогревом.
Инструкция предназначена для проектных, монтажных организаций и заводов Ассоциации «Росэлектромонтаж».
|
УТВЕРЖДАЮ Президент
Ассоциации __________________ Е.Ф. Хомицкий 03.07.2007 г. Дата введения 01.09.2007 г. |
1. ОБЛАСТЬ И ПОРЯДОК ПРИМЕНЕНИЯ ИНСТРУКЦИИ
1.1. Требования настоящей Инструкции распространяются на организации, входящие в состав Ассоциации «Росэлектромонтаж». Инструкция устанавливает требования к персоналу, выполняющему проектирование и монтажные работы, определяет организационные и технические мероприятия, обеспечивающие качество электромонтажных работ и их безопасность.
1.2. Настоящая Инструкция вводится приказом организации и является обязательной к применению в проектных, монтажных организациях и заводах Ассоциации «Росэлектромонтаж».
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Настоящая инструкция содержит технологические указания по сварке контактных соединений шин и электромонтажных изделий из меди, алюминия и его сплавов, а также жил проводов и кабелей из алюминия1.
________
1Сварка алюминиевых жил, проводов и кабелей регламентируется «Инструкцией по соединению изолированных жил, проводов и кабелей», разработанной ЛенПЭО ВНИИПроектмонтаж и утвержденной технической дирекцией концерна «Электромонтаж» 20 апреля 1992 г. В настоящей Инструкции информация по этим вопросам справочная.
2.2. Конструктивные элементы подготовленных под сварку кромок и сварных швов в зависимости от толщины (сечения) и способа сварки должны соответствовать требованиям ГОСТ 23792-79 и ГОСТ 14806-80* или рабочих чертежей, утвержденных в установленном порядке.
2.3. При всем многообразии конструктивных решений ошиновок основными типами применяемых в них сварных соединений являются: стыковые, угловые, нахлесточные, тавровые и торцовые (рис. 1).
2.4. Сварка для соединения шин должна применяться повсеместно, в том числе для присоединения к выводам электротехнических устройств, за исключением мест, где по требованиям эксплуатации должны быть разборные соединения.
2.5. Рекомендации по применению различных способов дуговой сварки алюминиевых и медных шин приведены в табл. 1.
2.6. При выборе вида сварки следует отдавать предпочтение механизированным (полуавтоматическим) и/или автоматизированным видам.
|
Способ дуговой сварки одиночных алюминиевых шин |
Толщина, мм |
||
|
От 3 до 6 |
от 6 до 20 |
Свыше 20 |
|
|
Полуавтоматическая сварка плавящимся электродом в среде аргона (разделы 2.1 и 2.5) |
Рекомендуется |
Следует применять |
Следует применять с учетом подраздела 2.5 |
|
Ручная сварка неплавящимся (вольфрамовым) электродом в среде аргона (раздел 2.2) |
Следует применять |
Допускается |
- |
|
Ручная сварка неплавящимся (угольным) электродом (раздел 2.3) |
Допускается |
Допускается |
Допускается |
|
Ручная сварка покрытым электродом (раздел 2.4) |
- |
Допускается |
- |
|
Способ дуговой сварки одиночных медных шин |
Толщина, мм |
||
|
От 3 до 6 |
от 6 до 20 |
Свыше 20 |
|
|
Ручная сварка неплавящимся (угольным) электродом (раздел 3.1) |
Рекомендуется |
Следует применять |
Следует применять |
|
Ручная сварка неплавящимся (вольфрамовым) электродом в среде аргона (радел 3.2) |
Следует применять |
Допускается |
- |
|
Плазменная сварка (раздел 3.4) |
Следует применять |
Следует применять |
Допускается |
|
Полуавтоматическая сварка плавящимся электродом в среде аргона (раздел 3.3) |
Рекомендуется |
Рекомендуется |
- |
|
Ручная сварка покрытым электродом (раздел 3.5) |
- |
Допускается |
- |
1. Термин «Следует применять» означает, что данное решение является преобладающим, а отступление от него должно быть обосновано;
2. Термин «Рекомендуется» означает, что данное решение является одним из лучших, но не обязательным;
3. Термин «Допускается» означает, что данное решение применяется в виде исключения как вынужденное;
4. Изделия из алюминиевого сплава АД31 не допускается соединять сваркой угольным электродом.
Кроме перечисленных выше способов сварки для соединения шин и при изготовлении электромонтажных изделий могут применяться иные способы, такие как: электрошлаковая, контактная, холодная, взрывом и др. Технологические инструкции по применению этих способов сварки разрабатываются авторами способов или разработчиками изделий.

Рис. 1. Основные типы сварных соединений шин
2.7. При монтаже протяженных магистралей шин возможно больший объем сварочных работ следует выполнять на заводах или в мастерских, где имеется возможность механизации вспомогательных операций (подготовки кромок, кантовки изделий, зачистки сварных соединений после сварки), а также автоматизации процессов сварки.
Непосредственно в монтажной зоне следует сваривать укрупненные узлы ошиновки.
2.8. При сварке следует широко использовать монтажно-сборочные приспособления: кондукторы, кантователи, шаблоны, специальные сварочные столы и т.д.
2.9. Для зачистки швов, удаления шлака, соединения сварочных проводов и т.п. следует использовать наборы ручных инструментов электросварщика (например, ЭНИ-300).
Для механизации работ по зачистке швов и обработке свариваемых кромок рекомендуется использовать пневматические или электрические шлифовальные машины.
2.10. В сварочной цепи должны применяться медные гибкие кабели (например, КГ, КОГ-1). Длина кабелей не должна превышать, как правило, 30 м во избежание больших потерь электроэнергии и нарушений процесса сварки.
Рекомендуются следующие сечения проводов в зависимости от величины сварочного тока:
|
Сварочный ток, А |
200 |
300 |
400 |
600 |
800 |
1000 |
1200 |
1600 |
|
Одинарный провод, сеч. мм2 |
25 - 35 |
50 |
50 - 70 |
95 |
120 |
150 |
150 |
180 |
|
Двойной провод, сеч. мм2 |
2×10 |
2×16 |
2×25 |
2×35 |
2×50 |
2×70(2×95) |
2×120 |
2×95(3×120) |
2.11. Требования инструкции должны учитываться при составлении проектов производства электромонтажных работ, содержащих работы по сварке.
Перечень ГОСТов и ТУ на которые даны ссылки в инструкции, приведен в Приложении 1.
В Приложении 2 приведены некоторые технологические сведения, которые могут быть использованы при расчетах производительности сварки и объемов работ.
3. СВАРКА ШИН И ЭЛЕКТРОМОНТАЖНЫХ ИЗДЕЛИЙ
ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ
3.1.
Полуавтоматическая сварка
плавящимся электродом в среде аргона (MIG)
3.1.1. Этот вид сварки рекомендуется для шин толщиной от 3 до 6 мм и следует применять для соединения шин из алюминия и его сплавов толщиной 6 мм и более.
Основным преимуществом полуавтоматической сварки плавящимся электродом в инертном газе - аргоне является хорошее качество, высокая производительность и возможность выполнения сварки в любом пространственном положении.
3.1.2. Для полуавтоматической сварки плавящимся электродом в аргоне следует применять сертифицированное специализированное оборудование, выпускаемое отечественной или зарубежной промышленностью (Приложение 3).
В качестве источников питания могут применяться источники со ступенчатым, тиристорным или инверторным управлением.
Большинство производителей оборудования для сварки алюминия и его сплавов рекомендуют использовать инверторные источники с микропроцессорным управлением, из-за большей точности в управлении процессом сварки (импульсный режим) и меньшим весом, что особенно важно при сварке в монтажных условиях.
При отсутствии специализированного оборудования, в исключительных случаях, сварочный пост может быть собран по схеме, приведенной на рис. 2, из сертифицированного оборудования, указанного в табл. 2.
|
Наименование оборудования |
Назначение |
Примечание |
|
Источник питания1 |
Источник сварочного тока |
Полный перечень оборудования приведен в Приложении 3 |
|
Полуавтомат сварочный |
Управление процессом сварки |
|
|
Редуктор баллонный |
Понижение давления аргона до рабочего значения |
|
|
Блок водяного охлаждения |
Охлаждение сварочной горелки |
________
1Сварочный источник питания постоянного тока
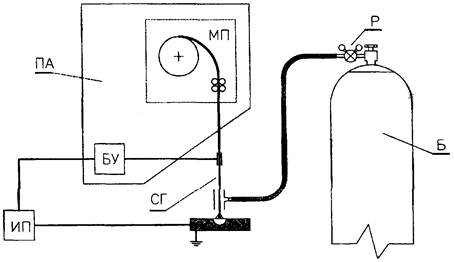
Рис. 2
Принципиальная схема поста
для полуавтоматической сварки плавящимся электродом
СГ - сварочная горелка; Р - редуктор баллонный;
Б - баллон со сжатым газом; МП - механизм подачи сварочной проволоки;
БУ - блок управления полуавтоматом; ИП - источник питания
Примечания:
1. Полуавтоматы (ПА) могут иметь различное конструктивное исполнение, например:
а - модульные совмещающее в едином комплексе СГ, МП и БУ с отдельным ИП (как показано на рисунке);
б - компактные совмещающее в едином комплексе СГ, МП, БУ и ИП.
2. В случае использования сварочной горелки (СГ) с водяным охлаждением полуавтомат следует укомплектовать блоком автономного охлаждения.
3.1.3. Для полуавтоматической сварки применяют материалы, указанные в табл. 3.
|
№ п/п |
Материал |
ГОСТ, ТУ |
Назначение |
|
1 |
1. Проволока сварочная марки СвА5, СвАК5 диаметром от 1,2 до 2,5 мм1 |
ГОСТ 7871-75 или импортная |
Сварочная электродная проволока |
|
2 |
2. Аргон чистый газообразный |
Защитный газ |
|
|
3 |
3. Растворитель: бензин или ацетон |
Обезжиривание свариваемых кромок |
|
|
4 |
4. Ветошь обтирочная |
- |
Протирка кромок растворителем |
|
5 |
5. Отходы углеграфитных анодов, блоков или электродов, асбест |
- |
Изготовление формующих подкладок и уплотнения зазоров |
________
1При использовании импортной сварочной проволоки должно быть четкое указание о пригодности ее для сварки технически чистого алюминия, предназначенного для электротехнических целей
3.1.4. Подготовка шин и профилей к сварке, кроме правки и резки по размеру, должна включать:
а) обработку свариваемых кромок в зависимости от толщины материала для обеспечения необходимых размеров разделки по ГОСТ 23792-79;
б) просушку свариваемых кромок, если они покрыты влагой;
в) зачистку свариваемых кромок после сборки соединения стальной проволочной щеткой и обезжиривание их растворителем;
г) подогрев свариваемых кромок при необходимости до 100 - 250 °С, если сварка выполняется при температуре окружающей среды ниже 0 °С.
Для просушки, а также для подогрева кромок шин и профилей могут быть использованы пропано-воздушные горелки или ацетилено (пропано)-кислородные горелки, или гибкие электронагреватели.
3.1.5. Сварочная проволока должна применяться в соответствии с требованиями ГОСТ 7871-75 в очищенном (пригодном для сварки) состоянии, намотанной ровными рядами на кассету (барабан), в герметичной упаковке. В том случае, если она не поставлена изготовителем в пригодном для сварки состоянии, необходимо очистить ее химическим путем (Приложение 5) и намотать ровными рядами на кассету (барабан) полуавтомата.
3.1.6. При сварке необходимо соблюдать следующие требования:
а) вылет электродной проволоки должен быть не более 10 мм, а длина дуги - 4 - 7 мм;
б) начиная сварку, следует обеспечить предварительную продувку аргоном газового тракта полуавтомата и зоны сварки (большинство современных полуавтоматов обеспечивают эту операцию автоматически);
в) при сварке многослойных швов второй и последующие швы выполнять только после зачистки предыдущих.
3.1.7. При перемещении горелки вдоль свариваемых кромок необходимо следить за правильным формированием сварочного шва и равномерным плавлением кромок. При необходимости требуемого формирования шва следует выполнять горелкой поперечные колебания.
Схема выполнения сварки показана на рис. 3.
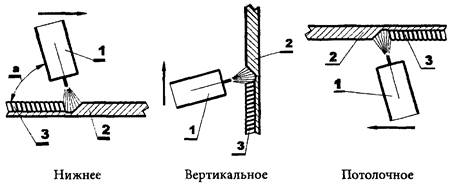
Рис. 3 Схема
выполнения полуавтоматической сварки
в различных пространственных положениях.
1 - сварочная горелка; 2 - свариваемое изделие; 3 - металл сварного шва.
Примечания;
1. Стрелки указывают направление сварки.
2. Сварка во всех случаях выполняется «углом вперед» с углом наклона горелки в пределах а = 70 - 80°
Ориентировочные режимы и расход материалов при полуавтоматической аргонодуговой сварке в нижнем положении с питанием дуги от импульсного источника приведены в табл. 4 и 5.
|
Толщина шин, мм |
6 - 8 |
10 |
12 |
15 |
20 |
30 |
|
Диаметр сварочной проволоки, мм |
1,4 - 1,8 |
1,6 - 2,0 |
2,0 - 2,5 |
2,0 - 2,5 |
2,0 - 2,5 |
2,0 - 2,5 |
|
Сварочный ток, А1 |
180 - 200 |
220 - 250 |
240 - 260 |
240 - 260 |
240 - 260 |
240 - 260 |
|
Напряжение дуги, В |
18 - 20 |
20 - 24 |
24 - 26 |
24 - 26 |
24 - 26 |
24 - 26 |
|
Параметры импульсов: - амплитуда, А - длительность, мс |
450 - 630 1,5 |
480 - 700 1,6 |
580 - 820 1,6 |
580 - 820 1,6 - 1,8 |
580 - 820 1,6 - 1,8 |
580 - 820 1,6 - 1,8 |
|
Расход аргона, л/ч |
900 |
1080 |
1260 |
1260 |
1260 |
1260 |
|
Число проходов |
1 |
1 |
1 - 2 |
2 - 3 |
4 - 5 |
8 - 10 |
1Ток постоянный, полярность обратная («+» на электроде)
Таблица 5
|
Толщина шин, мм |
Расход на 100 мм шва |
Машинное время сварки, с |
|
|
электродной проволоки, г |
аргона, п |
||
|
6 - 8 |
7 - 10 |
3 - 4,5 |
11 - 17 |
|
10 |
13 - 18 |
5 - 7,5 |
16 - 25 |
|
12 |
19 - 30 |
9 - 12 |
24 - 34 |
|
15 |
75 |
30 - 35 |
87 - 94 |
|
20 |
100 |
40 - 45 |
115 - 125 |
|
30 |
160 |
65 - 70 |
185 - 200 |
3.1.8. Для сварки швов в вертикальном, горизонтальном и потолочном положениях рекомендуется использовать сварочную проволоку меньшего диаметра.
3.1.9. При сварке многослойных швов в вертикальном, горизонтальном и потолочном положениях во избежание перегрева и стекания металла следует делать кратковременные перерывы для охлаждения металла.
3.1.10. Сварку шин толщиной свыше 20 мм, а также соединение пакетов шин следует выполнять методом «приварки набора пластин» (см. подраздел 2.5).
Основные виды сварных соединений прямоугольных шин и профилей, выполняемых полуавтоматической сваркой показаны на рис. 4 - 6.
В Приложении 4 показаны примеры выполнения некоторых приспособлений для выполнения сварки в монтажных условиях.
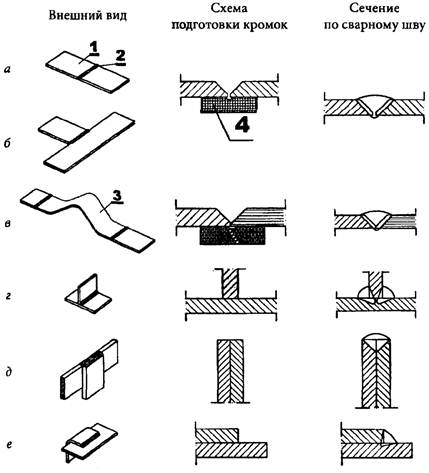
Рис. 4 Основные виды сварных соединений прямоугольных шин
а - стыковое соединение; б - стыковое соединение под углом (ответвление);
в - стыковое соединение (приварка компенсатора); г - тавровое соединение (ответвление);
д - торцовое соединение (ответвление); е - нахлесточное соединение (ответвление);
1 - шина; 2 - сварной шов; 3 - ленточный компенсатор;
4 - формирующая подкладка

Рис. 5 Сварные соединения шин из профиля «труба круглая»
а - соединение встык; б - ответвление трубой; в, г - ответвление плоской шиной;
д, е - соединение с компенсатором; ж - оконцевание пластиной
1 - труба; 2 - проволочный компенсатор; 3 - обойма компенсатора;
4 - шина; 5 - контактная пластина
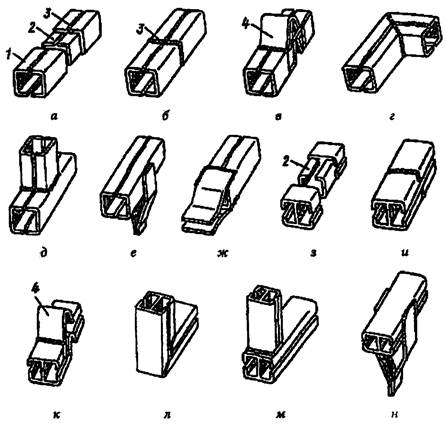
Рис. 6
Сварное соединение корытообразного профиля
и профиля «двойное Т»
а, з - секции с приваренными вкладышами; б, и - соединение встык;
д, м - тавровое соединение; г, л - угловые секции; е, н - ответвление плоскими шинами; в, к - компенсаторы; ж - оконцевание профиля плоскими шинами
1 - профиль корытообразный; 2 - вкладыш;
3 - сварной шов; 4 - компенсатор
3.2. Ручная
сварка неплавящимся (вольфрамовым) электродом
в среде аргона (TIG)
3.2.1. Этот вид сварки следует применять для соединения шин из алюминия и его сплавов толщиной до 6 мм и допускается для шин толщиной от 6 до 20 мм.
Основным преимуществом ручной сварки неплавящимся (вольфрамовым) электродом является высокое качество и возможность выполнения сварки в любом пространственном положении. К недостаткам можно отнести сравнительно низкую производительность.
3.2.2. Для ручной сварки вольфрамовым электродом следует применять сертифицированные специализированные установки, выпускаемые отечественной или зарубежной промышленностью (Приложение 3).
3.2.3. Как исключение, при отсутствии специализированных установок, сварочный пост может быть собран по схеме, приведенной на рис. 7, из оборудования, указанного в табл. 6.
|
Наименование оборудования |
Назначение |
Примечание |
|
Источник питания1 |
Источник сварочного тока |
Полный перечень оборудования приведен в Приложении 3 |
|
Горелка газоэлектрическая |
Подвод тока к электроду и защитного газа к месту сварки |
|
|
Возбудитель-стабилизатор дуги |
Возбуждение и стабилизация горения дуги |
|
|
Реостат балластный |
Регулирование сварочного тока |
|
|
Редуктор баллонный |
Понижение давления аргона до рабочего значения |
|
|
Баллон типа 40 - 150 |
Транспортирование и хранение аргона |
________
1Сварочный источник питания переменного тока
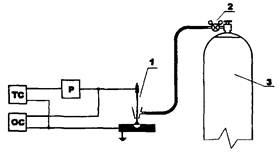
Рис. 7
Принципиальная схема поста для ручной сварки неплавящимся
(вольфрамовым) электродом в среде аргона
ТС - трансформатор сварочный; ОС - возбудитель-стабилизатор дуги;
Р - реостат балластный;
1 - горелка сварочная; 2 - редуктор баллонный; 3 - баллон с аргоном
При выборе оборудования следует иметь в виду, что для работы специализированных установок и сварочных горелок может потребоваться охлаждающая жидкость, для чего следует использовать блок автономного водяного охлаждения (Приложение 3).
3.2.4. Перечень материалов, необходимых для выполнения ручной аргонодуговой сварки вольфрамовым электродом, приведен в табл. 7.
3.2.5. Подготовка шин и профилей должна быть выполнена в соответствии с п. 2.1.4 настоящей инструкции.
3.2.6. Присадочные прутки, поставляемые производителями в готовом для сварки виде (очищенные, нарезанные, упакованные в герметической таре), дополнительной подготовки для сварки не требуют.
В случае если для изготовления присадочных прутков используется сварочная проволока, поставляемая в бухтах, ее подготовка должна включать:
а) механическую зачистку или химическую обработку (см. Приложение 5);
б) нарезку на прутки длиной от 0,5 до 1 м.
3.2.7. При выполнении сварки необходимо соблюдать следующие требования:
а) вольфрамовый электрод не должен выступать из сопла горелки более чем на 5 мм;
б) начиная сварку, следует возбудить дугу на угольной пластине и разогреть вольфрамовый электрод, после чего перенести дугу на кромки свариваемых шин;
|
Материал |
ГОСТ, ТУ |
Назначение |
|
1. Прутки присадочные из сварочной проволоки марки Св5А или СвАК5 диаметром 2 - 5 мм1 |
ГОСТ 7871-75* или импортные |
Присадка для заполнения сварочной ванны |
|
2. Аргон чистый газообразный |
Защитный газ |
|
|
3. Электроды вольфрамовые ЭВИ-1 |
Неплавящийся электрод |
|
|
4. Растворитель: бензин или ацетон |
Обезжиривание свариваемых кромок |
|
|
5. Ветошь обтирочная |
- |
Протирка кромок растворителем |
|
6. Отходы углеграфитных анодов, блоков или электродов, асбест |
- |
Изготовление формующих подкладок и уплотнения зазоров |
________
1При использовании импортных присадочных прутков должно быть четкое указание о пригодности их для сварки технически чистого алюминия, предназначенного для электротехнических целей
в) не касаться вольфрамовым электродом металла изделия, так как это приводит к нарушению сварки, загрязнению шва и увеличению расхода электрода;
г) поддерживать дугу длиной не более 10 мм;
д) заканчивая сварку, после обрыва дуги несколько секунд не отводить горелку от конца шва, защищая струей аргона остывающий металл;
е) при сварке на открытом воздухе защищать место сварки от ветра ширмами, тентами и т.п. При необходимости следует увеличить расход аргона настолько, чтобы обеспечить эффективную защиту шва.
3.2.8. Начиная сварку, следует подогреть свариваемые кромки путем перемещения сварочной дуги вдоль них, затем сконцентрировать дугу в начале шва и расплавить кромки до образования сварочной ванны.
Присадку следует равномерно вводить в передний край сварочной ванны. Схема сварки показана на рис. 8.
Режимы и ориентировочный расход материалов при ручной аргонодуговой сварке в нижнем положении приведены в табл. 8 и 9.
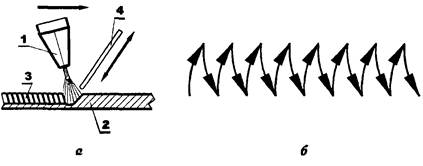
Рис. 8 Ручная аргонодуговая сварка вольфрамовым электродом
а - схема сварки; б - схема движения электрода.
1 - сварочная горелка; 2 - свариваемое изделие; 3 - металл сварного шва;
4 - присадочный пруток
Примечания: Стрелками указано направление сварки и подача присадки
|
Толщина шин, мм |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
|
Сварочный ток, А1 |
130 - 140 |
150 - 160 |
170 - 180 |
190 - 200 |
220 - 230 |
240 - 250 |
280 - 300 |
|
Диаметр, мм: - электрода |
3 |
3 |
3 |
4 |
5 |
5 |
6 |
|
- присадочного прутка |
3 |
3 |
3 |
3 |
4 |
5 |
5 |
|
Расход аргона, л/ч |
320 - 360 |
360 - 430 |
430 - 470 |
540 - 610 |
640 - 790 |
830 - 900 |
1080 - 1230 |
|
Число проходов |
1 |
1 |
1 |
1 - 2 |
2 |
2 - 3 |
3 - 4 |
________
1Переменный
|
Толщина шин, мм |
Расход на 100 мм шва |
Машинное время сварки, с |
|
|
присадочного прутка, г |
аргона, л |
||
|
3 - 5 |
6 - 8 |
3 - 4,5 |
30 - 35 |
|
6 - 8 |
11 - 20 |
6 - 15 |
40 - 70 |
|
10 |
25 - 35 |
17 - 22 |
75 - 90 |
|
12 |
30 - 40 |
22 - 35 |
75 - 100 |
3.2.9. При сварке в вертикальном, горизонтальном и потолочном положениях для предотвращения стекания металла и лучшего формирования шва необходимо выполнять следующие правила:
а) уменьшить силу сварочного тока (ориентировочно на 10 - 20 %) и увеличить расход аргона до значений обеспечивающих эффективную защиту шва;
б) сварку выполнять валиками небольшого сечения короткой дугой;
в) сварочную горелку при сварке в вертикальном и горизонтальном положениях располагать так, чтобы дуга была снизу.
3.3. Ручная сварка неплавящимся (угольным) электродом
3.3.1. Этот вид сварки допускается применять для соединения шин из алюминия при нижнем положении шва.
Основным преимуществом ручной дуговой сварки угольным электродом является возможность достичь высокой производительности за счет увеличения сварочного тока. Однако процесс сварки возможен только при нижнем положении шва и надежном его уплотнении.
3.3.2. Для ручной дуговой сварки угольным электродом следует собрать сварочный пост по схеме, приведенной на рис. 9 из сертифицированного оборудования, указанного в табл. 10.
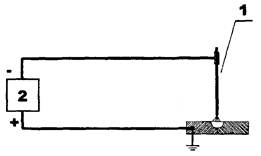
Рис. 9
Принципиальная схема поста
для ручной сварки угольным электродом
1 - угольный электрод; 2 - источник питания
|
Тип (марка) источника питания |
Назначение |
Номинальный сварочный ток, А |
|
ВД-306А |
Источник сварочного тока |
300 |
|
ВДУ-506М |
То же |
500 |
|
ВДМ-1202С1 |
То же |
1000 |
|
ВДМ-1601 |
То же |
1600 |
Для подвода сварочного тока к угольному электроду требуется электрододержатель (Приложение 6).
3.3.3. При сварке необходимы материалы, указанные в табл. 11.
3.3.4. Подготовку шин и профилей к сварке необходимо выполнять в соответствии с п. 2.1.4 настоящей инструкции за исключением выполнения скоса кромок.
|
Материал |
ГОСТ, ТУ |
Назначение |
|
1. Прутки из алюминия2 АД0 или АД1 |
Присадочный материал |
|
|
2. Электроды угольные3 |
ТУ 16-757.034-86 |
Сварочный электрод |
|
3. Флюс для сварки алюминия ВАМИ (Приложение 7) |
ТУ 48-4-347-75 |
Раскисление свариваемого металла |
|
4. Растворитель: бензин или ацетон |
Обезжиривание свариваемых кромок |
|
|
5. Ветошь обтирочная |
- |
Протирка кромок растворителем |
|
6. Отходы углеграфитных анодов, блоков или электродов, асбест |
- |
Изготовление формующих подкладок и уплотнения зазоров |
________
1Для сварки на токах превышающих номинальный источники соединяются параллельно по инструкции завода-изготовителя.
2Допускается изготовление прутков рубкой из листа или шины, либо отливкой из металла шин.
3Допускается изготовление из электродов (отходов) дуговых электропечей (Приложение 8)
3.3.5. Перед сваркой необходимо:
а) зачистить и обезжирить присадочные прутки;
б) нанести на свариваемые кромки и прутки сварочный флюс (предварительно разведенный водой до сметанообразного состояния) с последующей просушкой при комнатной температуре (20 - 25 °С). Допускается засыпка флюса в зазор и на свариваемые кромки;
в) заформовать зону сварного шва, используя формующие подкладки и при необходимости асбест, размоченный водой до кашеобразного состояния.
3.3.6. Начиная сварку, необходимо подогреть свариваемые кромки путем перемещения растянутой сварочной дуги, затем сконцентрировать дугу в начале шва, расплавить кромки шин до образования сварочной ванны и начать перемещение дуги вдоль соединяемых кромок со скоростью их плавления. Присадочный пруток вводят в задний край ванны. Этим же прутком равномерно перемешивают сварочную ванну для удаления окислов и шлаков, а также вводят в сварочную ванну флюс, время от времени погружая его разогретый конец во флюс.
3.3.7. При выполнении многослойных швов перед каждым последующим проходом следует зачистить ранее наложенный шов от шлака.
3.3.8. Заканчивая выполнение шва необходимо дать металлу затвердеть, а в случае образования усадочной раковины возбудить дугу вновь и заплавить кратер.
3.3.9. По окончании сварки швы должны быть тщательно очищены от шлака, остатков флюса и застывших капель металла.
Схема выполнения сварки показана на рис. 10, а рекомендуемые режимы и ориентировочный расход материалов - в табл. 12.
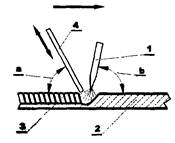
Рис. 10 Схема ручной дуговой сварки угольным электродом
1 - электрод; 2 - свариваемое изделие; 3 - металл сварного шва;
4 - присадочный пруток;
а - угол наклона присадки 35 - 45°; b - угол наклона электрода 80 - 90°
Примечание: Стрелками указано направление сварки и подача присадки
|
Толщина шин, мм |
Сварочный ток, А1 |
Диаметр, мм |
Зазор между кромками шин, мм |
Расход на 100 мм шва, г |
Размеры канавки в подкладке, мм |
|||
|
электрода |
присадки2 |
присадки |
флюса ВАМИ |
ширина |
глубина |
|||
|
3 |
150 |
12 |
5 |
- |
9 |
1 - 2 |
10 |
1 |
|
4 |
200 |
12 |
5 |
- |
10 |
2 - 3 |
10 |
1 |
|
5 - 6 |
200 - 250 |
15 |
5 - 8 |
- |
18 - 25 |
3 - 6 |
12 |
2 |
|
8 |
300 |
18 |
10 |
- |
35 |
5 - 8 |
12 |
2 |
|
10 - 12 |
350 - 400 |
20 |
12 |
- |
46 - 57 |
7 - 12 |
12 - 14 |
3 |
|
20 |
600 |
20 |
15 |
10 |
120 |
11 - 13 |
15 |
3 |
|
30 - 35 |
800 - 900 |
25 |
120 |
18 - 20 |
280 - 330 |
12 - 15 |
20 - 25 |
3 |
|
50 |
1300 - 1700 |
30 |
23 |
25 |
480 |
17 - 20 |
25 |
4 |
|
60 |
1500 - 2000 |
35 |
25 |
30 |
600 |
23 - 25 |
25 |
4 - 5 |
|
70 |
1900 - 2100 |
35 |
30 |
35 - 40 |
910 |
34 - 38 |
35 |
5 |
|
140 |
1900 - 2100 |
35 |
30 |
70 - 90 |
3780 |
100 - 130 |
70 - 90 |
5 |
________
1Ток постоянный, полярность прямая.
2Прутки, нарезанные из шин или листов, должны иметь квадратное сечение со стороной квадрата, равной диаметру круглого прутка, указанному в таблице. У прутков, отливаемых в уголок и имеющих в поперечнике форму треугольника, размер стороны должен быть равен 1,5 диаметрам круглого прутка.
Примеры выполнения сварки угольным электродом показаны на рис. 11 - 14.
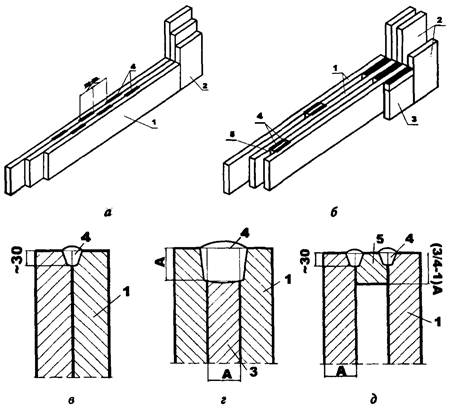
Рис. 11 Сборка-сварка пакетов шин при укрупнительной сборке.
Выполнение швов, скрепляющих шины для удобства монтажа пакетов
(Размеры указаны для справки и должны быть откорректированы в соответствии с чертежами)
а - общий вид пакета без зазоров между шинами; б - общий вид пакета с зазорами между шинами;
в, г, д - поперечные сечения мест сварки.
1, 2, 3 - шина; 4 - сварочный шов; 5 - вставка (сухарь).
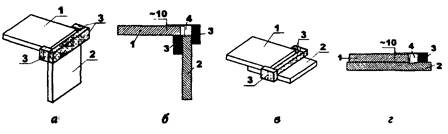
Рис. 12 Угловое (а) и нахлесточное (в) соединения, выполняемые ручной дуговой сваркой угольным электродом
а, в - внешний вид соединения, подготовленного к сварке;
б, г - поперечное сечение выполненного соединения.
1, 2 - соединяемые шины; 3 - углеграфитовые формирующие бруски;
4 - сварочный шов

Рис. 13 Торцовое
соединение пакетов тяжелых шин
ручной дуговой сваркой по верхним кромкам в монтажных условиях
а - внешний вид; б - поперечное сечение
1 - шины; 2 - каркас приспособления; 3 - угольные формирующие пластины;
4 - присадка; 5 - угольный электрод; 6 - откидная планка; 7 - барашек

Рис. 14
Приварка спуска к шине ручной дуговой сваркой угольным электродом,
(приварка пакета лент к стальному блюмсу выполнена
на специальной стыкосварочной машине)
а - общий вид соединения; б, в - подготовка соединения к сварке
1 - шина; 2 - гибкий спуск из алюминиевых лент;
5.1 - торцовая формирующая пластина; 5.2 - боковая формирующая пластина;
5.3 - подкладная формирующая пластина.
Примечание; на рис. 14 б одна из боковых формирующих пластин (поз. 5.2) условно не показана
3.4. Ручная сварка покрытыми электродами (ММА)
3.4.1. Этот вид сварки допускается применять для соединения шин из алюминия при нижнем положении шва после согласования с Заказчиком и разработчиком проекта.
3.4.2. Для сварки следует применять электроды предназначенные для сварки технически чистого алюминия, например, марки OЗА-1 или ОЗА-НА-1, выпускаемые отечественной промышленностью или импортные, например, марки ОК 96.10 (фирма ESAB).
3.4.3. Техника сварки алюминия покрытыми электродами, по сравнению со сваркой стали, имеет некоторые особенности, которые связаны со свойствами самого алюминия и элементов, входящих в состав обмазки электродов:
- повышенная скорость сварки, связанная с тем, что скорость плавления алюминиевого электрода в 2 - 3 раза быстрее стального;
- повышенное электрическое сопротивление металла шва, вызванное его реакциями с некоторыми элементами обмазки;
- необходимость предварительного подогрева сварного соединения до температуры 170 - 300 °С;
- необходимость тщательной промывки швов от остатков шлака, которые могут вызвать коррозию металла;
- сварку рекомендуется выполнять «ниточным» швом непрерывно в пределах одного электрода, т.к. элементы обмазки имеют значительное электрическое сопротивление и при случайных обрывах дуги кратер шва и конец электрода покрываются коркой шлака, препятствующей повторному зажиганию дуги.
3.4.4. Наиболее приемлемым типом сварного соединения является стыковое. Нахлесточных и тавровых соединений следует избегать, т.к. из-за высокой жидкотекучести расплавленного шлака возможно его затекание в зазоры, из которых его трудно удалить при промывке после сварки.
3.4.5. При сварке металла толщиной до 10 мм разделки кромок не требуется. Стыки собираются с зазором 0,5 - 1 мм на стальных или графитированных подкладках. Сварку желательно выполнять с двух сторон при нижнем положении шва.
3.4.6. Сварка выполняется на постоянном токе обратной полярности («+» источника питания на электроде). Сварочный ток принимается из расчета не более 60 А на 1 мм диаметра электрода.
Ориентировочные режимы и расход электродов при ручной сварке алюминия покрытыми электродами приведены в табл. 12а.
|
Толщина шин, мм |
6 |
8 |
10 |
|
Диаметр электрода, мм |
5 |
6 |
6 |
|
Сварочный ток, А |
280 - 300 |
300 - 320 |
320 - 380 |
|
Напряжение дуги, В |
30 - 34 |
30 - 34 |
30 - 34 |
|
Расход электродов, г/м шва |
130 |
170 |
250 |
3.5.
Особенности технологии сварки пакетов
методом «приварки набора пластин»
3.5.1. В основу метода положена полуавтоматическая аргонодуговая сварка (см. подраздел 2.1), при помощи которой всё многообразие возможных соединений тяжелых шин или их пакетов сводится, по сути дела, к многократному выполнению одного типа шва, а именно - шва типа С26 по ГОСТ 23792-79.
3.5.2. Конструкция пакетов шин и их соединения должны соответствовать требованиям чертежей, разработанных и согласованных в установленном порядке.
Ниже приводятся только основные требования к подготовке пакетов под сварку.
3.5.2. Набор пластин, если не оговорено особо, выполняется из алюминиевых листов толщиной 10 мм. В месте выполнения сварки, кромки пластин должны иметь скос порядка 45 - 50 градусов и притупление 2 - 3 мм.
Допускается не делать скос кромок, однако следует помнить, что это приведет к повышению расхода сварочных материалов, увеличению времени сварки и затрат на промежуточную обработку швов (снятие усиления шва).
Ленты привариваются так же как пластины, будучи предварительно собранными в пакеты толщиной по 6 - 10 мм (элементарные пакеты).
3.5.3. Пакеты должны быть собраны, как показано на рис. 15.
Вкладыши между шинами пакета выполняются из материала аналогичного материалу шин.
Торец пакета с установленными вкладышами должен быть собран «под линейку». Допустимые отклонения от плоскостности не должны превышать ±1 мм.

Рис. 15 Подготовка пакета шин под сварку с применением набора пластин
1 - шина; 2 - вкладыш
Количество и крепление вкладышей к шинам (если иное не указано в чертежах) должно быть выполнено таким образом, чтобы была обеспечена конструктивная прочность пакета на время его транспортировки и монтажа.
3.5.4. При выполнении сварки в монтажных условиях в зоне расположения стыковых швов первой (нижней) пластины крепятся на прихватках остающиеся подкладки из материала аналогичного шинам толщиной около 5 мм.
3.5.5. Перед приваркой последующей пластины при необходимости следует удалить усиление предыдущих швов.
3.5.6. На рис. 16 показана технологическая последовательность операций приварки пакета пластин.
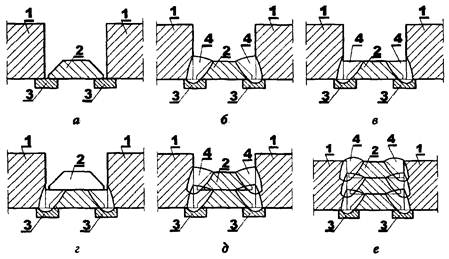
Рис. 16 Последовательность приварки набора пластин
а - приварка подкладок и установка первой пластины; б - приварка первой пластины;
в - удаление усиления сварных швов (при необходимости); г - установка второй пластины;
д - приварка второй пластины; е - приварка последней пластины
1 - соединяемые пакеты шин (шины); 2 - пластина;
3 - остающиеся подкладки; 4 - сварной шов
На рис. 17 - 18 приведены основные виды соединений пакетов и одиночных шин большой толщины при выполнении сварки в нижнем положении.
Примечание: При применении соответствующего оборудования и сварочной проволоки диаметром 1,2 - 1,4 мм наборы пластин можно приваривать горизонтальными и вертикальными швами. Однако такую возможность Разработчик должен согласовать с Изготовителем.
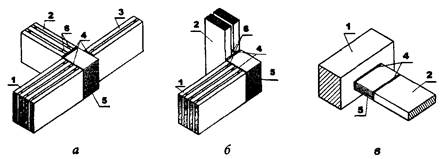
Рис. 17
Соединение пакетов шин полуавтоматической
аргонодуговой сваркой методом «набора пластин»
а - стыковое соединение с поворотом части пакета на 90° в горизонтальной плоскости;
б - соединение с поворотом пакета на 90° в вертикальной плоскости;
в - тавровое соединение одиночных шин большой толщины
с разворотом отводимой шины на 90° вокруг горизонтальной оси
1, 2, 3 - шина; 4 - сварной шов; 5 - пластина; 6 - вставка
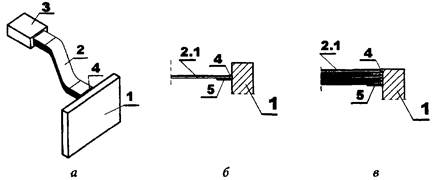
Рис. 18
Приварка спуска к шине полуавтоматической сваркой методом
«набора пластин (лент)». (Приварка пакета к стальному блюмсу выполнена
на специальной стыкосварочной машине)
а - общий вид соединения; б - схема приварки первого
элементарного пакета лент
(остальные элементарные пакеты отогнуты и на рисунке условно не показаны);
в - приварка второго и последующих элементарных пакетов лент
1 - шина; 2 - пакет лент (гибкий спуск); 2.1 - элементарный пакет лент общей толщиной 6 - 10 мм;
3 - стальной блюмс; 4 - сварной шов; 5 - остающаяся подкладная пластина
3.6. Изготовление компенсаторов и приварка проводов к шинам
3.6.1. Шинные компенсаторы изготавливают сплавлением концов пакета лент в монолит, используя для этой цели любой из описанных в настоящей инструкции способов сварки и руководствуясь размерами компенсатора.
Компенсаторы, предназначаемые для эксплуатации в сырых помещениях и на открытом воздухе, изготавливают только с применением аргонодуговой сварки (без применения флюсов).
3.6.2. Сборка компенсатора показана на рис. 19.
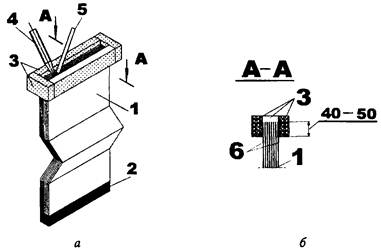
Рис. 19 Сборка компенсатора в приспособлении для сплавления в монолит
а - внешний вид; б - разрез
1 - пакет шин; 2 - готовый монолитный участок компенсатора;
3 - графитовые пластины, для формирования монолитного участка;
4 - электрод; 5 - присадка; 6 - пластины из алюминия
толщиной 2 - 4 мм для
предохранения крайних лент компенсатор.
Зажимное приспособление условно не показано.
Перед сваркой ленты пакета должны быть очищены, обезжирены и просушены.
Сварочную форму (рис. 19 а) следует заполнять присадочным материалом доверху.
3.6.3. Соединение пакетов лент с шинами тяжелой ошиновки ручной сваркой угольным электродом рекомендуется выполнять на специально оборудованных рабочих местах, как, например, показано в Приложении 4.
3.6.4. При выполнении сварки шин с пакетом лент для защиты крайних лент пакета (верхних и нижних) от чрезмерного расплавления и пережога рекомендуется под нижнюю и на верхнюю ленты уложить по одной алюминиевой полосе толщиной 2 - 4 мм, которые привариваются вместе с основным пакетом и остаются в эксплуатации. С этой же целью для увеличения теплоотвода на пакет лент на расстоянии 25 - 30 мм от свариваемой кромки следует установить теплоотводящую медную пластину шириной равной ширине пакета лент. После сварки угольным электродом шов необходимо тщательно зачистить от шлака и остатков флюса.
3.6.5. Компенсаторы для трубчатых токопроводов изготавливают из алюминиевых неизолированных проводов марки А по ГОСТ 839-80*.
Провод нарезается на куски длиной 300 - 450 мм в зависимости от диаметра трубы.
Концы проводов должны быть очищены, обезжирены и просушены.
Конструктивно компенсаторы могут выполняться путем сплавления концов проводов в кольцевой монолит (рис. 5 д), для чего можно использовать приспособление, показанное в приложении 4, с последующей приваркой к монолиту отрезков труб, либо путем приварки проводов к фланцам (рис. 5 е) электрозаклепочными швами. Фланцы с приваренными проводами приваривают к трубам угловыми швами.
Придание компенсатору требуемой формы (изгиб) производится после его приварки к фланцам или отрезкам труб.
3.6.6. Конструкция ленточного компенсатора для токопроводов из профиля «труба круглая» представлена на рис. 20.
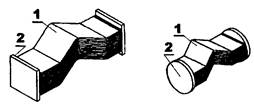
Рис. 20 Ленточный компенсатор для токопровода из профиля «труба круглая»
1 - ленты компенсатора (приварены методом «приварки набора пластин»); 2 - фланец
3.6.7. Вопросы приварки компенсаторов водоохлаждаемых токопроводов должны быть указаны в конструкторской документации, однако в общем случае они могут быть решены путем приварки шунтирующих водопроводов между концами труб (труба - ниппель - рукав - ниппель - труба).
3.6.7. Провода к шинам следует приваривать аргонодуговой сваркой. Сварка угольным электродом допускается.
3.6.8. Сварку проводов с шинами выполняют в следующем порядке:
а) с проводов удаляют изоляцию на длине не менее 60 мм;
б) зачищенные концы обезжиривают ацетоном или бензином (при необходимости);
в) шину и жилы проводов зачищают стальной проволочной щеткой;
г) собирают свариваемый узел таким образом, чтобы провода выступали над шиной примерно на 5 мм (при необходимости следует применять приспособления, например, как показано в приложении 4);
д) приварку жил сечением от 16 до 95 мм2 производят током 80 - 100 А; при сечении провода от 120 до 240 мм2 - 120 - 150 А.
е) после сварки угольным электродом сварное соединение следует тщательно зачистить от шлака и остатков флюса.
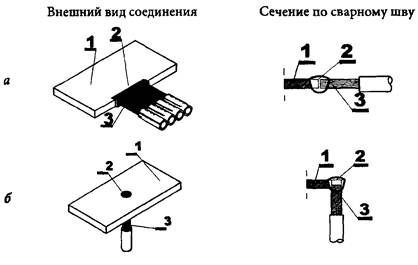
Рис. 21 Сварные соединения проводов с шинами (начало)

Рис 21 Сварные соединения проводов с шинами (окончание)
а - стыковое при расположении шины «на плоскость»;
б - электрозаклепочное; в - торцовое при расположении шины «на плоскость»;
г - угловое при расположении шины «на ребро»
1 - шина; 2 - сварной шов; 3 -провод;
4. СВАРКА ШИН ИЗ МЕДИ
4.1. Ручная сварка неплавящимся (угольным) электродом
4.1.1. Этот вид сварки следует применять для соединения медных шин толщиной от 6 мм и более при нижнем положении шва и рекомендуется для шин толщиной от 3 до 6 мм.
4.1.2. Для ручной дуговой сварки меди угольным электродом используется то же оборудование, что и для сварки алюминия (см. табл. 10).
4.1.3. Для сварки необходимы материалы, указанные в табл. 13.
4.1.4. При сварке шин из меди необходимо использовать такие же приспособления и инструменты, как при сварке шин из алюминия. Вследствие высокой жидкотекучести расплавленной меди необходимо очень тщательно и надежно заформовывать сварные соединения, чтобы исключить протечки меди при сварке. Сварку медных шин и компенсаторов следует производить на угольных подкладках с канавкой под стыком, торцы швов необходимо уплотнять угольными брусками.
|
Материал |
ГОСТ, ТУ |
Назначение |
|
1. Присадочные прутки из медной проволоки или катанки марок М0, M1 |
ТУ 16.К11-42-92 |
Присадка для заполнения сварного шва |
|
2. Электроды угольные |
ТУ 16-757.034-86 |
Сварочные неплавящиеся электроды |
|
3. Флюс для сварки меди «борный шлак» (Приложение 7) |
- |
Раскисление свариваемого металла |
|
4. Растворитель: - бензин или - ацетон |
Обезжиривание свариваемых кромок |
|
|
5. Ветошь обтирочная |
- |
Протирка кромок растворителем |
|
6. Отходы углеграфитных анодов, блоков или электродов, асбест |
- |
Изготовление формующих подкладок и уплотнения зазоров |
4.1.5. Подготовка шин к сварке кроме правки и резки по размеру должна включать: обработку свариваемых кромок в зависимости от толщины материала в соответствии с ГОСТ 23792-79 и зачистку свариваемых кромок на участке не менее 30 мм от их торцов.
4.1.6. Перед сваркой необходимо подготовить присадочные прутки, очистив их от жира, грязи и разрезав на отрезки нужной длины. При необходимости несколько присадочных прутков могут быть соединены (скручены) вместе.
4.1.7. Подготовленные к сварке шины устанавливают и закрепляют в приспособлении и на свариваемые кромки насыпают флюс шириной 10 - 20 мм.
4.1.8. Начиная сварку, следует подогреть свариваемые кромки путем медленного перемещения дуги вдоль них до появления отдельных капель расплавленной меди в зоне дуги. После подогрева кромок дугу сосредотачивают в начале шва до расплавления кромок и появления сварочной ванны после чего дугу перемещают вдоль кромок со скоростью их плавления. Присадочный пруток вводят в задний край сварочной ванны (пруток должен плавиться от тепла сварочной ванны). Сплавлять присадку каплями, внося ее в дугу, не рекомендуется, т.к. это ведет к интенсивному окислению металла и образованию трещин в шве. По этой же причине не рекомендуется выполнять сварку слишком короткой дугой.
________
1Допускается изготовление из электродов (отходов) дуговых электропечей (Приложение 8)
Присадочный пруток используется одновременно для перемешивания сварочной ванны с целью ее дегазации и удаления шлаков, а также для внесения флюса в сварочную ванну, для чего разогретый конец прутка время от времени погружают во флюс.
Сразу после сварки рекомендуется шов резко охладить водой для снятия внутренних напряжений в шве и зоне термического влияния.
Сварку медных шин по возможности следует выполнять за один проход.
4.1.9. При сварке шин толщиной 30 мм и более необходим предварительный подогрев кромок до 800 - 850 °С газовым пламенем, в горнах и др. Шины укладывают таким образом, чтобы сварка велась в сторону подъема (уклон 3 - 4°), и расплавленная медь не затекала вперед дуги, препятствуя проплавлению корня шва. Рекомендуется сварку выполнять за один проход. При необходимости шов можно сваривать за два и более проходов.
Первый проход - расплавление корня шва. Перемещая дугу вдоль стыка, попеременно направляют ее на кромки обеих шин, следя за тем, чтобы они плавились равномерно. Сварку выполняют без введения присадки.
Второй и последующие проходы - интенсивное плавление кромок шин и присадочного металла и формирование шва. При этом дугу равномерно перемещают вдоль шва, расплавляя ранее наплавленный металл. Присадочным прутком ритмично перемешивают сварочную ванну для придания шву равномерно-чешуйчатой поверхности.
При выполнении многослойных швов медных шин необходимо вести процесс сварки таким образом, чтобы металл шва не успевал остывать в промежутках между проходами, т.к. это может привести к возникновению дефектов шва: подрезов, непроваров, трещин. В таких случаях рекомендуется выполнять сопутствующий подогрев кромок посторонним источником тепла.
Ориентировочные режимы сварки и расход материалов приведены в табл. 14.
4.1.10. Нахлесточные, торцовые и угловые соединения медных шин выполняются так же, как и алюминиевых.
При сварке швов нахлесточных и угловых соединений кромки шин по возможности следует располагать «лодочкой», т.к. при этом, ввиду высокой жидкотекучести расплавленной меди, создаются наиболее благоприятные условия для обеспечения хорошего качества сварных соединений (рис. 22 а). При невозможности выполнения сварки в «лодочку», необходимо применять принудительное формирование шва угольными брусками (рис. 22 б).
|
Толщина шин, мм |
Сварочный ток, А |
Диаметр, мм |
Расход на 100 мм шва |
||
|
электрода |
присадочного прутка |
присадочного прутка |
флюса |
||
|
3 |
250 |
10(8) |
4 |
29 |
1 - 2 |
|
4 |
300 |
12(8) |
4 |
35 |
2 - 3 |
|
5 |
350 |
12(8) |
6 |
65 |
3 - 5 |
|
б |
350 |
14(10) |
6 |
105 |
4 - 6 |
|
8 |
400 |
16(10) |
8 |
150 |
5 - 8 |
|
10 |
500 |
18(12) |
8 |
210 |
7 - 9 |
|
12 |
600 |
20(15) |
10 |
290 |
9 - 11 |
|
20 |
1000 |
25(20 |
15 |
450 |
12 - 14 |
|
30 |
1500 |
30(25) |
15 |
620 |
13 - 16 |
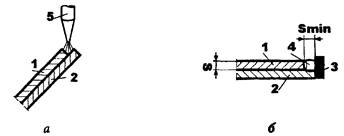
Рис. 22 Сварка медных шин внахлестку
а - расположение шин «лодочкой»; б - расположение шин «плашмя»
1, 2 - шины; 3 - формующий угольный брусок; 4 - сварной шов;
5 - угольный электрод
При толщине сборной шины свыше 6 мм необходим предварительный подогрев кромок дугой, как при сварке шин встык. Сварку следует выполнять за один проход. Плавить кромки ответвляемой шины можно только после расплавления сборной шины во избежание ее непровара.
4.2. Ручная
сварка неплавящимся (вольфрамовым)
электродом в среде аргона
4.2.1. Этот способ сварки следует применять для соединения шин толщиной до 6 мм и допускается для шин толщиной свыше 6 до 20 мм.
4.2.2. Для ручной аргонодуговой сварки на постоянном токе вольфрамовым электродом предназначены сертифицированные специализированные установки, выпускаемые отечественной или зарубежной промышленностью (см. Приложение 3).
4.2.3. При отсутствии специализированных установок сварочный пост может быть собран по схеме, приведенной на рис. 23, из оборудования, указанного в табл. 15.
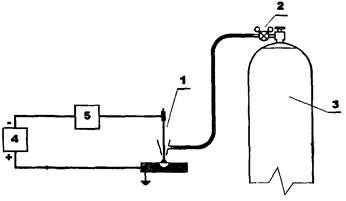
Рис. 23 Принципиальная схема поста
для ручной аргонодуговой сварки на постоянном токе
1 - горелка сварочная; 2 - редуктор баллонный; 3 - баллон с аргоном;
4 - источник питания дуги; 5 - возбудитель-стабилизатор дуги
|
Наименование оборудования |
Назначение |
Примечание |
|
Источник питания1 |
Источник сварочного тока |
Полный перечень оборудования см. Приложение 3 |
|
Горелка газоэлектрическая |
Подвод тока к электроду и защитного газа к месту сварки |
|
|
Возбудитель-стабилизатор дуги |
Возбуждение сварочной дуги |
|
|
Редуктор баллонный |
Понижение давления аргона до рабочего значения |
|
|
Баллон типа 40 - 150 |
Транспортирование и хранение аргона |
________
1Сварочный источник питания постоянного тока
При выборе оборудования следует иметь в виду, что для работы некоторых установок и сварочных горелок может потребоваться охлаждающая жидкость, для чего следует использовать блок автономного водяного охлаждения (Приложение 3).
4.2.4. При сварке необходимы материалы, приведенные в табл. 16.
|
Материал |
ГОСТ, ТУ |
Назначение |
|
1. Присадочные прутки из медной проволоки или катанки марок М0, M1 |
ТУ 16.К11-42-92 |
Присадка для заполнения сварного шва |
|
2. Аргон чистый газообразный |
Защитный газ |
|
|
3. Электроды вольфрамовые ЭВИ-1 |
Неплавящийся электрод |
|
|
5. Растворитель: - бензин или - ацетон |
Обезжиривание свариваемых кромок |
|
|
5. Ветошь обтирочная |
- |
Протирка кромок растворителем |
|
6. Отходы углеграфитных анодов, блоков или электродов, асбест |
- |
Изготовление формующих подкладок и уплотнения зазоров |
4.2.5. Свариваемые шины и присадочные прутки должны быть подготовлены как при сварке угольным электродом - очищены и обезжирены.
4.2.6. При сварке следует принимать меры, исключающие протечку расплавленного металла. При этом можно применять такие же приспособления, как при сварке угольным электродом.
4.2.7. Приступая к сварке, следует возбудить дугу на угольной пластинке (бруске), разогреть электрод и переместить дугу на свариваемые кромки.
4.2.8. Техника ручной аргонодуговой сварки меди аналогична сварке алюминия: подогреть шины, расплавить кромки, ввести присадку и перемещать дугу с образованием сварочной ванны вдоль кромок.
Отличие состоит в том, что медные шины требуют предварительного подогрева. Для этой цели при ручной аргонодуговой сварке следует несколько раз переместить дугу вдоль свариваемых кромок до появления на их поверхности незначительных расплавленных капель («отпотевания»).
При значительной длине свариваемых кромок (более 100 мм) или толщине шин более 10 мм следует применять предварительный подогрев газовым пламенем до температуры 800 - 850° С.
Ориентировочные режимы сварки приведены в табл. 17 и 18.
|
Толщина шин, мм |
3 |
6 |
10 |
|
Сварочный ток, А1 |
230 - 240 |
230 - 240 |
250 - 300 |
|
Диаметр, мм: |
|
|
|
|
- электрода |
3 - 4 |
3 - 4 |
4 - 5 |
|
- присадочного прутка |
2,5 - 3 |
2,5 - 3 |
6 |
|
Расход аргона, л/ч |
460 - 580 |
460 - 580 |
460 - 580 |
|
Число проходов |
1 |
2 |
3 |
________
1Постоянный, полярность прямая («-» на электроде)
|
Толщина шин, мм |
Расход на 100 мм шва |
Машинное время сварки, с |
|
|
присадочного прутка, г |
аргона, л |
||
|
3 - 5 |
6 - 8 |
3 - 4,5 |
30 - 35 |
|
6 - 8 |
11 - 20 |
6 - 15 |
40 - 70 |
|
10 |
25 - 35 |
17 - 22 |
75 - 90 |
|
12 |
30 - 40 |
22 - 35 |
75 - 100 |
4.3. Полуавтоматическая сварка плавящимся электродом в среде аргона
4.3.1. Этот способ сварки рекомендуется при соединении шин толщиной 3 - 10 мм. При сварке больших толщин необходим предварительный и сопутствующий подогрев.
4.3.2. Для полуавтоматической сварки меди в среде аргона следует применять такое же оборудование, как и при сварке алюминия (см. п. 2.1.2).
4.3.3. При сварке необходимы материалы, приведенные в табл. 19.
4.3.4. При подготовке шин к сварке их кромки должны быть обработаны в соответствии с требованиями ГОСТ 23792-79, очищены и обезжирены на участке не менее 30 мм от торцов шин.
4.3.5. Электродную проволоку, если она не поставлена в состоянии пригодном для сварки, следует очистить от жира и грязи и намотать на кассету (барабан) полуавтомата.
4.3.6. Установить и закрепить шины в приспособлении и начать сварку. Сварку выполнять, совершая колебательные движения сварочной горелкой (рис. 24).
|
Материал |
ГОСТ, ТУ |
Назначение |
|
1. Проволока медная сварочная М0, M1 диаметром 1,2 - 2,5 мм1 |
ГОСТ 16130-72 или импортная |
Электродная проволока |
|
2. Аргон чистый газообразный |
Защитный газ |
|
|
3. Растворитель: - бензин или - ацетон |
Обезжиривание свариваемых кромок |
|
|
4. Ветошь обтирочная |
- |
Протирка кромок растворителем |
|
5. Отходы углеграфитных анодов, блоков или электродов, асбест |
- |
Изготовление формующих подкладок и уплотнения зазоров |
1При использовании импортной сварочной проволоки должно быть четкое указание о пригодности ее для сварки технически чистой меди, предназначенной для электротехнических целей
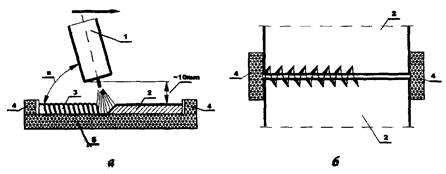
Рис. 24 Полуавтоматическая сварка медных шин в аргоне
а - схема процесса сварки; б - колебательные движение сварочной горелки
1 - сварочная горелка; 2 - шина; 3 - металл сварного шва;
4 - графитовые формирующие бруски; 5 - графитовая подкладка;
а - угол наклона горелки (70 - 80°)
Стрелкой указано направление сварки
Перед сваркой шин толщиной более 10 мм необходим предварительный подогрев кромок до температуры 800 - 850 °С. Для подогрева рекомендуется использовать пропано-кислородное или ацетилено-кислородное пламя.
Немедленно после окончания сварки соединение следует охладить водой. Зажигать дугу и прекращать сварку следует на графитовой подкладке. Режимы сварки и ориентировочный расход материалов приведены в табл. 20.
|
Толщина шин, мм |
Сварочный ток, А1 |
Напряжение дуги, В |
Ø сварочной проволоки, мм |
Расход на 100 мм шва |
|
|
сварочной проволоки, г |
аргона, л |
||||
|
3 |
240 - 280 |
37 - 39 |
1,2 - 1,6 |
12 |
50 |
|
4 |
280 - 320 |
38 - 40 |
1,2 - 1,6 |
22 |
55 |
|
5 |
320 - 360 |
39 - 41 |
1,4 - 1,8 |
33 |
60 |
|
6 |
360 - 400 |
40 - 42 |
1,4 - 1,8 |
47 |
65 |
|
7 |
400 - 440 |
41 - 43 |
1,6 - 2,0 |
64 |
70 |
|
8 |
440 - 480 |
42 - 44 |
1,8 - 2,0 |
84 |
75 |
|
9 |
480 - 520 |
43 - 45 |
2,0 - 2,5 |
106 |
80 |
|
10 |
520 - 560 |
44 - 46 |
2,0 - 2,5 |
130 |
85 |
4.3.7. Сварка одиночных шин в вертикальном и горизонтальном положениях возможна при использовании электродной проволоки диаметром 1,2 мм. В этом случае требуется приспособление для фиксации и подогрева шин (Приложение 4). Шины толщиной до 4 мм собирают под сварку без разделки кромок, а при толщине шин 5 мм и более необходим односторонний скос кромок под углом 30° с притуплением около 2 мм. Зазор между кромками не должен превышать 3 мм.
Шины перед сваркой необходимо подогревать. Первый проход выполняют «ниточным» швом снизу вверх. Последующие проходы - также снизу вверх, но с поперечными колебаниями горелки. Облицовочный шов выполняют сверху вниз. Шов после сварки охлаждают водой.
Режимы сварки приведены в табл. 21.
|
Последовательность прохода |
Сварочный ток, А1 |
Напряжение дуги, В |
Амплитуда импульсов, А |
|
1-й |
130 - 140 |
26 - 27 |
400 - 500 |
|
2-й и последующие |
120 - 130 |
24 - 26 |
400 - 500 |
_________
1Постоянный ток, полярность обратная («+» на электроде)
4.4. Плазменная сварка
4.4.1. Этот способ следует применять для сварки шин из меди толщиной до 12,5 мм при нижнем положении шва.
4.4.2. Для плазменной сварки следует применять сертифицированные специализированные установки (Приложение 3).
4.4.3. При сварке используются материалы, указанные в табл. 16.
4.4.4. Подготовка кромок свариваемых шин и присадочных прутков, а также приспособления такие же, как при сварке угольным электродом.
4.4.5. Техника плазменной сварки аналогична технике ручной аргонодуговой сварки вольфрамовым электродом:
- подогреть кромки шин дугой,
- расплавить кромки в начале шва до образования сварочной ванны,
- перемещать дугу вдоль кромок, вводя при необходимости присадку. Ориентировочные режимы плазменной сварки приведены в табл. 22.
|
Толщина шин, мм |
Зазор между кромками шин, мм |
Сварочный ток, А1 |
Напряжение дуги, В |
Ø присадочного прутка, мм |
|
4 |
2 |
350 - 400 |
37 - 40 |
4 |
|
6 |
4 |
380 - 440 |
37 - 40 |
6 |
|
10 |
4 |
440 - 450 |
40 - 45 |
8 |
|
12,5 |
4 |
450 - 500 |
40 - 45 |
10 |
________
1Постоянный ток, полярность прямая («-» на электроде)
Примечание:
1. Расстояние от сопла до изделия ~ 10 мм;
2. Расход плазмообразующего газа (аргона) ~ 180 - 360 л/ч.
4.5. Ручная сварка покрытыми электродами
4.5.1. Этот вид сварки допускается применять для соединения шин из меди при нижнем положении шва после согласования с Заказчиком или разработчиком проекта.
4.5.2. Для сварки следует применять электроды, предназначенные для сварки технически чистой меди, например, марки «Комсомолец-100» или АНЦ/ОЗМ, выпускаемые отечественной промышленностью или импортные, например, марки ОК 94.25 (фирма ESAB).
4.5.3. Техника сварки меди покрытыми электродами, по сравнению со сваркой стали, имеет некоторые особенности:
- повышенное электрическое сопротивление металла шва, вызванное его реакциями с некоторыми элементами обмазки;
- необходимость предварительного подогрева сварного соединения до температуры 200 - 300 °С;
- сварку рекомендуется выполнять короткой дугой, «ниточным» швом. Для улучшения формирования шва рекомендуются возвратно-поступательные движения конца электрода.
4.5.4. Металл шва из-за перехода в него содержащихся в обмазке элементов (Si, Mn, Fe) имеет повышенное электрическое сопротивление.
4.5.5. Наиболее приемлемым типом сварного соединения является стыковое. При сварке металла толщиной до 4 мм разделки кромок не требуется. При большей толщине рекомендуется V-образная разделка при угле скоса кромок до 60 - 70° и притуплении 1,5 - 3 мм.
Стыки собирают на асбестовых или графитированных подкладках Сварку желательно выполнять при нижнем или слегка наклонном положении (на подъем).
4.5.6. Сварка выполняется на постоянном токе обратной полярности («+» источника питания на электроде).
Ориентировочные режимы ручной сварки меди покрытыми электродами приведены в табл. 22а.
|
Толщина шин, мм |
6 |
7 - 8 |
9 - 10 |
|
Диаметр электрода, мм |
5 - 6 |
6 - 7 |
6 - 8 |
|
Сварочный ток, А |
260 - 340 |
380 - 400 |
400 - 420 |
|
Напряжение дуги, В |
26 - 28 |
26 - 28 |
28 - 30 |
4.6. Особенности сварки медных компенсаторов,
токоведущих блюмсов и трубчатых шин
4.6.1. При сварке компенсаторов с шинами необходимо:
а) применять такие же приспособления, как и при сварке шин. Для обеспечения полного провара на всю толщину ленты гибкого пакета (по 5 - 10 лент в пакете) следует укладывать ступенчато. Под нижнюю и на верхнюю ленты положить полоски шириной не менее 30 мм из той же ленты для защиты лент компенсатора от подплавления;
б) для защиты лент от перегрева на их верхнюю поверхность на расстоянии 10 мм от кромки следует наложить медную теплоотводящую пластину толщиной 8 - 10 мм:
в) при сварке угольным электродом режимы выбирают по табл. 12, но сварочный ток уменьшают примерно на 50 А. Сварка выполняется аналогично сварке шин встык с той лишь разницей, что дугу необходимо направлять преимущественно на шину.
4.6.2. Сварку медных токоведущих блюмсов рекомендуется выполнять угольным электродов в следующем порядке;
а) сделать скос торцов блюмсов под углом 10 - 15 градусов;
б) нагреть концы блюмсов до 800 - 850 °С; место сварки тщательно заформовать брусками из графита или вложить нагретые концы блюмсов в графитовую форму;
в) возбудить дугу на нижних кромках стыка и начать сварку.
Ориентировочные режимы сварки приведены в табл. 23.
|
Толщина блюмсов, мм |
Зазор между нижними кромками» мм |
Сварочный ток, А1 |
Диаметр угольного электрода, мм |
Сечение присадочного прутка, мм2 |
|
50×50 |
20 |
900 |
25 |
200 |
|
60×60 |
20 |
1100 |
30 |
200 |
|
90×90 |
25 |
1500 |
35 |
350 |
|
100×100 |
25 |
1700 |
35 |
350 |
________
1Постоянный ток, полярность прямая («-» на электроде)
Во время сварки производится интенсивное плавление свариваемых кромок и присадки и непрерывное заполнение шва металлом.
4.6.3. Приваривать ответвительные шины малого сечения (порядка 100×10 мм) к шинам толщиной 30 мм и к блюмсам рекомендуется при обязательном предварительном подогреве последних до 800 - 850 °С. При сварке необходимо применять приспособления, примерная конструкция которых показана в Приложении 4. Устанавливать приспособления следует после нагрева шин или блюмса. Ответвления приваривать встык к верхним кромкам шин или блюмсов.
Для сварки установить зазор 6 - 8 мм. Сила тока при сварке 700 - 800 А. Дугу направлять преимущественно на блюмс или толстую шину. Техника сварки такая же, как при сварке шин встык.
4.6.4. При монтаже короткой сети дуговых печей из медных трубчатых шин диаметром 50 - 80 мм с толщиной стенки 10 - 12 мм соединения шин рекомендуется выполнять:
а) неповоротные стыки - аргонодуговой сваркой вольфрамовым электродом или газовой сваркой ацетилено-кислородным пламенем;
б) для сварки поворотных стыков, кроме перечисленных способов, может использоваться полуавтоматическая сварка электродной проволокой диаметром 1,2 мм.
Свариваемые кромки труб должны иметь скос (фаску) под углом 30 - 35 градусов.
Сборка стыка труб показана на рис. 25. Для центровки труб при сборке и формирования сварного шва следует применять внутренние подкладные кольца: медные толщиной 3 - 4 мм (остающиеся) или графитовые (съемные).
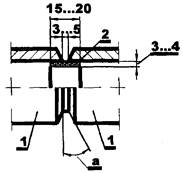
Рис. 25 Сборка стыка труб
1 - свариваемые трубы; 2 - подкладное кольцо
а - угол разделки кромок (30 - 35°)
Перед сваркой необходим подогрев свариваемых кромок труб до 750 - 850 °С.
Сварка шва производится в 2 - 3 слоя. При наложении первого слоя основное внимание должно уделяться надежному провару корня шва.
При наложении последующих слоев необходимо обеспечивать полное сплавление их с кромками труб и с ранее наплавленными слоями. От начала до конца сварка шва должна производиться без перерывов, чтобы металл не успевал остыть. Сразу после окончания сварки рекомендуется произвести проковку шва слесарным молотком и затем резко охладить соединение водой.
Если металл при сварке остывает, необходим сопутствующий подогрев во время сварки, а также перед проковкой.
Аргонодуговая сварка медных труб вольфрамовым электродом выполняется на постоянном токе прямой полярности. Ориентировочные режимы: диаметр вольфрамового электрода 4 - 6 мм, сила сварочного тока 200 - 300 А, расход аргона 7 - 10 л/мин., скорость вращения стыка 1 - 2 об/мин., диаметр присадочного прутка 6 мм.
Полуавтоматическая аргонодуговая сварка выполняется на постоянном токе обратной полярности. Ориентировочные режимы: диаметр электродной проволоки 1,2 мм, сила сварочного тока 120 - 140 А, расход аргона 5 - 10 л/мин.
Газовую ацетилено-кислородную сварку рекомендуется выполнять горелками средней мощности типа Г3 с наконечниками № 7 при давлении кислорода 0,5 - 0,8 МПа (5 - 8 кгс/см2) и расходе ацетилена 2000 - 2500 л/ч.
Пламя должно быть строго нормальным, без избытка кислорода или ацетилена. При сварке необходимо применять флюс:
- борный шлак, бура или другие на основе буры,
- присадочный пруток диаметром 6 мм из меди марок М0 или M1.
Сварку следует вести двумя или тремя горелками одновременно. При этом непосредственно сварку выполняют одной горелкой, а другими осуществляют подогрев.
5. СВАРКА ЭЛЕКТРОМОНТАЖНЫХ ИЗДЕЛИЙ
ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ
5.1. Медь со сталью сваривают при изготовлении анодных штырей электролизеров алюминия с боковым токоподводом. Сварка выполняется угольным электродом на токе 800 - 900 А с применением формующих приспособлений. В качестве присадки используют медные прутки сечением 150 - 200 мм2.
Перед сваркой концы стальных стержней необходимо очистить от окалины стальной щеткой или пескоструйным аппаратом, а кромки медных пластин - стальной щеткой. В качестве флюса следует применять «борный шлак», которым посыпают пластины и стальной стержень.
Сварку выполняют за один проход. Перед сваркой необходимо предварительно подогреть кромки растянутой дугой, которую преимущественно направляют на стальной стержень. После разогрева дугу концентрируют в начале шва до образования сварочной ванны и начинают сварку. Присадочным прутком, перемещаемым вслед задутой, перемешивают расплавленные объемы меди и стали.
5.2. Медь с алюминием при изготовлении переходных медно-алюминиевых пластин типа МА и наконечников сваривают стыковой контактной сваркой оплавлением с ударной осадкой на специальных машинах типа МС-2006 или переоборудованных для этой цели машинах типа МСМУ-150.
Изготовление медно-алюминиевых пластин также возможно холодной сваркой на специальных машинах типа МСХС-12003.
5.3. Алюминий со сталью сваривают при изготовлении:
а) катодных спусков электролизеров алюминия (см. рис. 14 и 18). Пакет алюминиевых лент соединяют со стальным стержнем (блюмсом) стыковой контактной сваркой оплавлением с ударной осадкой на специальных машинах типа МС-3201 и К-607;
б) биметаллических переходных элементов при помощи технологии сварки взрывом;
в) сталеалюминиевых троллейных планок (У1040) и компенсаторов (У1008) дуговой сваркой с предварительным алитированием или оцинковкой стальной детали.
5.4. Сварка электромонтажных изделий по пп. 4.2 и 4.3 выполняется на заводах электромонтажных изделий в соответствии с производственными инструкциями.
5.5. Переходные медно-алюминиевые пластины приваривают к алюминиевым шинам в местах их присоединения к медным выводам электрических аппаратов и машин. Алюминиевая часть пластин приваривается к алюминиевым шинам в соответствии с настоящей инструкцией, а медная присоединяется к выводам в соответствии с «Инструкцией по монтажу контактных соединений шин между собой и выводами электротехнических устройств». Выпуск 1993 г.
Сталеалюминиевые троллейные планки и компенсаторы используют для соединения алюминиевых проводников со стальными и стальных троллеев между собой в местах температурных разрывов. Стальная часть планок и компенсаторов приваривается к стальному проводнику обычным электродом для сварки стали, а алюминиевая - в соответствии с настоящей инструкцией.
Некоторые особенности сварки электромонтажных изделий, изготовленных из разнородных металлов приведены в Приложении 9.
6. СВАРКА АЛЮМИНИЕВЫХ ЖИЛ ПРОВОДОВ И КАБЕЛЕЙ
6.1. Газовая пропано-кислородная сварка (ПКС)
6.1.1. Области применения ПКС для оконцевания, соединения и ответвления алюминиевых жил проводов и кабелей приведены ниже:
|
Способ |
Сечение проводов и кабелей, мм2 |
Область применения |
|
|
провода напряжением до 2 кВ |
кабели напряжением до 1 кВ |
||
|
Оконцевание в стальных формах: |
|||
|
с применением пластин из твердого алюминиевого сплава АД31Т1 |
50 - 1500 |
следует применять |
|
|
с применением кабельных наконечников ЛС по ГОСТ 7387-82 |
1000 - 1500 |
следует применять |
|
|
сплавлением в монолит с добавкой легирующих присадок |
16 - 240 |
рекомендуется |
- |
|
Соединение: |
|||
|
однопроволочных жил в скрутке |
5 - 35 (суммарное сечение) |
следует применять |
рекомендуется |
|
многопроволочных жил в стальных формах |
16 - 240 |
рекомендуется |
|
|
300 - 1500 |
следует применять |
||
|
сплавлением по торцам в общий монолитный стержень |
50 - 240 (суммарное сечение) |
рекомендуется |
- |
|
Ответвление в стальных формах: |
|||
|
сплавлением по торцам в монолитный стержень |
50 - 240 (суммарное сечение) |
рекомендуется |
- |
|
в тройниковых формах |
800 - 1500 |
следует применять |
|
6.1.2. Для газовой сварки жил проводов и кабелей выпускаются комплектные наборы инструментов и принадлежностей НГО-1, НСПУ и НПГ-2.
Набор НГО-1 предназначен для сварки спусков гибкой ошиновки ОРУ, а также для соединения проводов воздушных линий электропередачи (ВЛ) в шлейфах анкерных опор.
В комплект набора входят:
- газовая горелка со специальным двухфакельным наконечником;
- баллонные редукторы для кислорода и пропана;
- приспособление для закрепления свариваемых проводов;
- сварочные разъемные формы.
Набор НСПУ (Приложение 10) предназначен для сварки соединений, оконцеваний и ответвлений жил сечением от 16 до 1500 мм в стальных разъемных формах типа ФО, ФС и ФА при монтаже проводов и кабелей. Набор предназначен также для выполнения пайки и термитной сварки.
В комплект набора входят:
- газовые горелки со специальными наконечниками;
- баллонные редукторы для кислорода и пропана;
- переносный контейнер с малолитражными баллонами для кислорода и пропана;
- приспособления для закрепления свариваемых жил и охлаждения изоляции. Сварочные формы в комплект набора не входят. Они поставляются отдельно по техническим условиям.
В зависимости от объема работ эксплуатация набора может производиться в комплекте с большими или малолитражными газовыми баллонами.
Набор НПГ-2 (Приложение 10) предназначен для сварки одножильных проводов в скрутках при монтаже сетей освещения.
В комплект входят:
- переносный контейнер с малолитражными баллонами для кислорода и пропана;
- баллонные редукторы для кислорода и пропана;
- газовая горелка малой мощности со специальной насадкой.
6.1.3. При эксплуатации наборов в комплекте с малолитражными баллонами, заправка последних пропаном и кислородом должна производиться:
- на специализированных газораздаточных пунктах, либо
- непосредственно в монтажных организациях в соответствии с «Руководством по перекачке кислорода и жидкого горючего газа в малые баллоны», при условии наличия необходимых разрешительных документов.
6.1.4. Для выполнения газовой сварки жил необходимы материалы, приведенные в табл. 24.
|
|
Материал |
ГОСТ |
Назначение |
|
1. |
Прутки из сварочной проволока марки СвА5С или СвАК5 диаметром: 2 мм 4 мм 8 мм |
ГОСТ 7871-75 или импортная |
Присадочный металл для сварки жил сечением, мм2: 16 - 50 70 - 240 300 - 1500 |
|
2. |
Шнур асбестовый диаметром 2 мм |
Выполнение требуемых уплотнений |
|
|
3. |
Картон асбестовый толщиной 2 - 4 мм |
Защита охладителей и изоляции от пламени |
|
|
4. |
Растворитель: бензин или ацетон |
Обезжиривание жил, готового соединения и присадки |
|
|
5. |
Шкурка шлифовальная № 8 |
Зачистка присадки и монолита соединения |
|
|
6. |
Ветошь обтирочная |
- |
Протирка присадки и соединения |
|
7. |
Лента изоляционная |
Наложение бандажей на изоляцию |
|
|
8. |
Кислород газообразный сжатый |
Сжигание пропана |
|
|
9. |
Пропан |
Горючий газ |
Подготовка к сварке
6.1.5. При сварке изолированных жил проводов и кабелей в зависимости от сечения необходимо снять с жил изоляцию на следующей длине:
|
Сечение жил, мм2 |
16 ÷ 50 |
70; 95 |
120; 150 |
185; 240 |
300 |
400 |
500 |
625 |
800 |
1000 - 1500 |
|
Снятая изоляция, мм |
45 |
50 |
55 |
60 |
80 |
85 |
100 |
110 |
120 |
175 |
6.1.6. На бумажную изоляцию кабеля у среза наложить бандаж из изоляционной ленты.
6.1.7. С оголенных жил кабелей с бумажной изоляцией удалить маслоканифольный состав тканью, смоченной бензином или ацетоном.
6.1.8. Стянуть конец многопроволочной жилы бандажом из алюминиевой проволоки.
При соединении секторных однопроволочных и комбинированных жил необходимо скруглить их на участках со снятой изоляцией. При этом можно не добиваться точной цилиндрической формы жил, необходимо только чтобы сварочная форма плотно охватывала жилу.
Сварка стыковых соединений и оконцевание жил наконечниками ПС
6.1.9. При сварке стыковых соединений и оконцевании жил наконечниками ЛС необходимо применять сварочные формы типа ФС (Приложение 11) следующих типоразмеров:
|
Сечение жил, мм2 |
16; 25 |
35; 50 |
70; 95 |
120; 150 |
185; 240 |
|
Типоразмер формы |
ФС1 |
ФС2 |
ФС3 |
ФС4 |
ФС5 |
|
Сечение жил, мм2 |
300; 400; 500 |
625; 800 |
1000 |
1500 |
|
Типоразмер наконечника |
- |
- |
ЛС 1000 |
ЛС 1500 |
|
Типоразмер формы |
ФС6 |
ФС7 |
ФС8 |
ФС9 |
6.1.10. В сварочные формы при необходимости установить разъемные вкладыши, соответствующие сечению соединяемых жил.
6.1.11. Свариваемые жилы 1 (рис. 26) или жилу и наконечник ЛС (рис. 28) вставить в сварочную форму 2 таким образом, чтобы стык находился по центру литникового отверстия. Сжать полуформы струбциной (при соединении жил сечением до 240 мм2) 3 и в направляющие (окна) формы вставить клинья 4.
Ударами молотка по клиньям плотно (без зазоров) прижать поверхности полуформ друг к другу. Затем снять струбцину. Наложить на жилы вплотную к торцам формы на длине 6 - 7 мм уплотнение - два - три слоя асбестового шнура.
6.1.12. Установить (при сварке изолированных жил) на оголенные участки жил 4 (рис. 27) охладители 3, закрепленные на соединительной планке. Подвести под охладители опорную стойку 5 и закрепить ее.
Для жил сечением 300 - 1500 мм2 и оконцевании жил наконечниками типа ЛС использовать большие охладители (рис. 28).

Рис. 26 Установка сварочных форм на жилах кабеля
1 - жила; 2 - форма сварочная; 3 - струбцина; 4 - клинья

Рис. 27 Установка и закрепление охладителей
1 - охладитель; 2 - форма сварочная; 3 - жила кабеля;
4 - опорная стойка; 5 - планка соединительная
6.1.13. Установить между охладителями и формой тепловые экраны из асбестового картона толщиной не менее 4 мм. Экраны должны быть установлены вплотную к охладителям, и выступать за его края не менее чем на 10 мм. У охладителей клещевого типа экраны должны закрывать шарнир, соединяющий половинки охладителя.
6.1.14. При сварке кабелей с бумажной изоляцией защитить изоляцию жил за охладителями сухим асбестовым картоном.
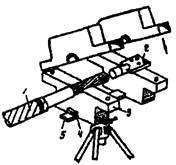
Рис. 28 Установка жилы и наконечника ЛС при оконцевании
1 - жила; 2 - наконечник; 3 - охладитель; 4 - подкладка;
5 - планка соединительная
При сварке проводов или кабелей с пластмассовой или резиновой изоляцией на участок изоляции длиной 80 - 100 мм за охладителями наложить слой увлажненного асбеста толщиной не менее 10 мм (рис. 29).
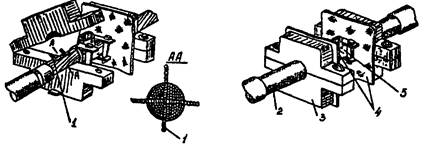
Рис. 29 Собранное под сварку соединение жил кабеля АсВВ
1 - шнуровой асбест, пропущенный между прядями жилы;
2 - жила, обернутая мокрым асбестом; 3 - охладитель;
4 - экран из листового асбеста; 5 - сварочная форма с клиновыми сжимами
При сварке неизолированных жил охладители не требуются.
6.1.15. Нарезать сварочную проволоку для присадки на отрезки требуемой длины.
Протереть присадку чистой ветошью, смоченной в бензине или ацетоне. При необходимости зачистить шлифовальной шкуркой и вновь протереть сухой ветошью.
Вместо проволоки необходимого сечения в качестве присадки могут быть использованы прутки, изготовленные из скрученных вместе проволок меньшего диаметра, в частности, из жил свариваемых проводов или кабелей.
6.1.16. При выполнении сварки многожильных кабелей в первую очередь необходимо сваривать жилы, расположенные внизу, а затем верхние.
6.1.17. Пламя горелки должно равномерно разогревать стенки формы в зоне сварочной ванны, не задерживаясь на одном месте.
После нагрева формы до красного цвета и расплавления жил, ввести присадку через литниковое отверстие и расплавить ее до заполнения литника расплавом алюминия.
6.1.18. Перемешать расплав алюминия мешалкой. Нагрев сварочной формы не прекращать до полного расплавления проволок жил в объеме сварочной ванны. Чередовать перемешивание с добавлением присадки.
6.1.19. Тщательно перемешав расплав и удалив шлаки, прекратить подогрев формы. Во время остывания расплава алюминия при необходимости добавить присадку. Последовательность сварки приведена на рис. 30.
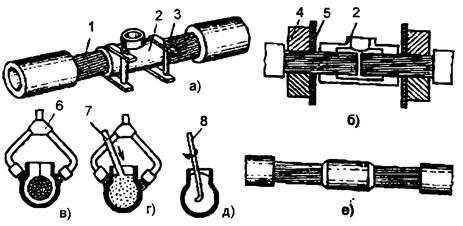
Рис. 30 Последовательность операций при ПКС стыковых соединений
а, б - подготовка к сварке; в - нагрев; г - введение присадки с подогревом;
д - перемешивание сварочной ванны; е - готовое соединение
1 - жила; 2 - сварочная форма; 3 - клин; 4 - охладитель; 5 - экран из листового асбеста;
6 - газовая горелка; 7 - присадочный пруток; 8 - мешалка
6.1.20. После затвердевания металла в форме выбить клинья из сварочных форм, отделить полуформы друг от друга и снять их с соединения.
6.1.21. Осмотреть место сварки. При наличии одной-двух не приваренных проволок припаять их к монолиту припоем А. При большем количестве не приваренных проволок надеть форму и повторить сварку.
6.1.22. По окончании сварки снять защитный экран и охладители с жил кабеля и асбест с изоляции.
6.1.23. При необходимости удалить литниковую прибыль (спилить).
6.1.24. Закруглить напильником острые края и неровности в месте основания литниковой прибыли и на концах монолитной цилиндрической части сварного соединения.
6.1.25. Зачистить место сварки стальной щеткой, протереть тканью, смоченной бензином или ацетоном до полного удаления шлака и опилок.
Изоляцию места сварки производить в соответствии с нормативно-технической документацией.
6.1.26. При соединении четырехжильных кабелей сечением до 240 мм2, с целью предотвращения возможного их смещения и механических воздействий, нулевую жилу следует соединять пайкой в медной гильзе припоем ПОС с предварительным облуживанием припоем А.
6.1.27. При подготовке к сварке кабелей АсВВ сечением 300 - 1500 мм2 пропустить между прядями кабелей вплотную до среза изоляции асбестовый шнур диаметром 4 мм, как показано на рис. 28, для предохранения от перегрева изоляции. У
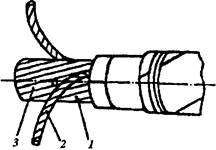
Рис. 31 Подготовка кабеля АСБ-2к для ПКС
1 - жила кабеля; 2 - жила контрольная; 3 - отрезок алюминиевой проволоки
У кабелей АСБ-1к и АСБ-2к отогнуть контрольные жилы 2 (рис. 31). Радиус изгиба контрольной жилы должен быть не менее ее 10-ти кратного диаметра, измеренного по изоляции. Зазоры между проволоками наружного повива жилы кабеля 1, оставшиеся после отгибания контрольных жил, заполнить шнуровым асбестом или отрезками алюминиевой проволоки 3. Концы отрезков, обращенные к отогнутым контрольным жилам, следует запилить напильником под углом 60°.
6.1.28. После сварки основных жил кабеля контрольные жилы соединить пайкой припоем ПОС-40.
Сварка торцовых соединений и стержневое оконцевание жил
6.1.29. Для выполнения соединений и оконцеваний по данному способу необходимо применять сварочные цилиндрические неразъемные формы (Приложение 12), а также опорную стойку (Приложение 13), на которую устанавливается свариваемый узел.
6.1.30. Удалить с концов жил изоляцию на 5 мм больше, чем суммарная длина формы или хвостовика наконечника и толщина охладителя.
6.1.31. Подобрать форму в зависимости от суммарного сечения жил соединяемых проводов, при этом выбирается ближайшее большее сечение.
6.1.32. При соединении вставить жилы 1 в стальную форму 2 (рис. 32) и уплотнить нижнюю часть формы подмоткой шнуровым асбестом.
Установить на жилы охладитель 4 и уложить его на опорную стойку, закрыв асбестовым листом 3.
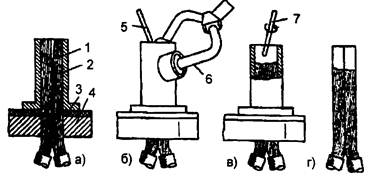
Рис. 32 Последовательность ПКС жил по торцам
а - подготовка под сварку; б - нагрев и введение присадки;
в - перемешивание сварочной ванны; г - готовое оконцевание
1 - жила; 2 - форма; 3 экран из листового асбеста; 4 - охладитель;
5 - присадочный пруток; 6 - горелка; 7 - мешалка
6.1.33. Газовым пламенем разогреть форму до расплавления жил, ввести присадку до заполнения формы расплавленным металлом и тщательно перемешать расплав.
6.1.34. По окончании сварки снять охладитель, формуй зачистить поверхность сварного соединения.
6.1.34а. Стержневое оконцевание выполняется аналогично. Последовательность операций при стержневом оконцевании показана на рис. 33.
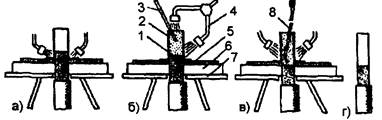
Рис. 33 Стержневое оконцевание жил
а - подготовка к сварке и разогрев; б - нагрев и введение присадки;
в - перемешивание расплава; г - готовое оконцевание
1 - жила; 2 - форма; 3 - присадочный пруток; 4 - горелка;
5 - экран из листового асбеста; 6 - охладитель; 7 - стойка опорная; 8 - мешалка
Оконцевание жил пластинами из алюминиевого сплава АД31
6.1.35. Для выполнения оконцеваний необходимо применять сварочные формы типа ФО1 ÷ ФО7 для продольного оконцевания и ФО8, ФО9 для флажкового оконцевания (Приложение 14). Типоразмер форм выбирается в зависимости от сечения жилы кабеля или провода.
6.1.36. С концов жил необходимо снять изоляцию в зависимости от их сечения и выбрать пластины, как указано в табл. 25.
6.1.37. При продольном оконцевании вставить жилу и пластину в форму таким образом, чтобы стык между ними находился по центру литникового отверстия (рис. 34).
6.2.38. При флажковом оконцевании вставить жилу в цилиндрическую часть формы, а в плоскую ее часть вставить пластину вплотную к поверхности жилы. При выполнении флажкового оконцевания жила располагается вертикально (рис. 35).
6.1.39. Технология сварки оконцеваний такая же, как при стыковом соединении жил.
|
Сечение жил, мм2 |
Длина снимаемой изоляции, мм |
Размер пластин (толщина, ширина, длина), мм |
|
50 ÷ 95 |
65 |
6×25×50 |
|
120 ÷ 240 |
70 |
8×40×75 |
|
300 ÷ 500 |
160 |
10×50×100 |
|
625, 800 |
170 |
10×80×150 |
|
1000, 1500 |
145/2001 |
10×100×170 |
|
1500 - для флажкового оконцевания |
200 ÷ 250 |
12×100×170 |
_________
1В числителе указана длина снимаемой изоляции для кабелей на напряжение 10 кВ, в знаменателе - на напряжение до 1 кВ.
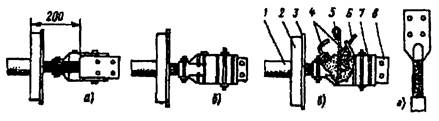
Рис. 34 Последовательность оконцевания жил
пластиной из алюминиевого сплава АД31Т1
а, б - подготовка к сварке; в - нагрев формы, введение присадки
и перемешивание сварочной ванны; г - готовое соединение
1 - жила; 2 - охладитель; 3 - экран из листового асбеста; 4 - горелка;
5 - мешалка; 6 - присадочный пруток; 7 - форма; 8 - пластина
Сварка тавровых соединений жил (приварка ответвлений)
6.1.40, Для выполнения сварки тавровых соединений жил сечением 95 - 600 мм2 необходимо применять тройниковые сварочные формы, входящие в комплект набора НГО-1 (приложение 15), а для жил сечением 800 - 1500 мм2 формы типа ФА1, ФА2 для ответвлений «кабель-кабель» и типа ФА3, ФА4 для ответвлений «кабель-пластина (шина)» (приложение 16).
6.1.41. При сварке спусков гибкой ошиновки ОРУ основной и ответвляемый провод (спуск) необходимо надежно закрепить в специальной стойке с зажимным устройством, входящей в комплект набора НГО-1.
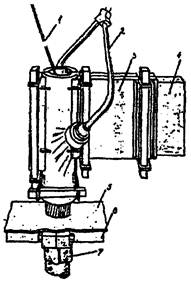
Рис. 35 Оконцевание жилы кабеля (флажковое)
1 - присадка; 2 - горелка; 3 - сварочная форма; 4 - пластина;
5 - защитный асбестовый экран; 6 - охладитель;
7 - жила кабеля, защищенная размоченным асбестом
При сварке изолированных жил снять изоляцию с основной жилы в месте приварки ответвления на длине 200 - 300 мм, а с конца ответвляемой на длине 100 - 150 мм.
6.1.42. Зачистить металлической щеткой места сварки основной и ответвляемой жил.
6.1.43. Надеть сварочную форму на свариваемый узел, плотно сжать ее и уплотнить все зазоры асбестовым шнуром. Выбор форм из набора НГО-1 производится по их маркировке, а при сварке изолированных жил - по табл. 26.
6.1.44. Дальнейшие операции по сварке производить как при сварке стыковых соединений согласно пп. 5.1.15 ÷ 5.1.25.
Технологическая последовательность операций при сварке ответвлений представлена на рис. 36.
|
Ответвление |
Типоразмер тройниковой сварочной формы при сечении основного кабеля, мм2 |
||
|
800 |
1000 |
1500 |
|
|
Кабелем сечением, мм2 |
|
||
|
800 |
ФА1-1000 |
ФА1-1000 |
- |
|
1000 |
- |
ФА2-1500 |
|
|
1500 |
- |
- |
|
|
Пластиной, мм |
|
||
|
10×80×150 |
- |
ФА3-1000 |
- |
|
10×100×170 |
- |
- |
ФА4-1500 |

Рис. 36 Последовательность операций при ПКС ответвлений ОРУ
а, б - установка и крепление форм на проводах; в ,г - нагрев формы и расплавление проводов;
д, е - перемешивание расплава и введение присадки; ж - готовое ответвление
1 - стойка для крепления проводов; 2 - зажим для крепления сварочной формы на проводах;
3 - сварочная форма; 4 - сборная гибкая шина; 5 - ответвляемый провод;
6 - уплотнительная подмотка из шнурового асбеста на проводах;
7 - стальной сердечник гибкой шины; 8 - расплав алюминия;
9 - присадочный пруток; 10 - мешалка
Сварка соединений однопроволочных жил в скрутке
6.1.45. Для выполнения сварки таких соединений необходим набор НПГ-2, флюс ВАМИ и стальная щетка.
6.1.46 Снять с концов жил изоляцию на длине 40 мм, зачистить жилы стальной щеткой и скрутить их вместе.
6.1.47. Покрыть конец скрутки тонким слоем флюса ВАМИ, разведенного водой до пастообразного состояния, защитить коробку и другие жилы от пламени горелки асбестовым экраном.
6.1.48. При сварке открытым пламенем (рис. 37 а) поднести пламя горелки к концу скрутки и нагреть ее до расплавления. Появление шарика на конце скрутки свидетельствует о том, что процесс сварки завершен.

Рис. 37 Пропано-кислородная сварка проводов в ответвительной коробке
а - сварка открытым пламенем; б - сварка косвенным нагревом
1 - скрутка; 2 - горелка
6.1.49. При использовании горелки с насадкой для косвенного подогрева, вставить конец скрутки в углубление разогретой до красного цвета насадки и греть скрутку, поворачивая горелку в одну и другую стороны (рис. 37 б), до расплавления жил на конце скрутки и образования сварного соединения, после чего отвести горелку от скрутки.
6.1.50. Очистить соединение от остатков флюса и изолировать.
Расход сварочных материалов при газовой сварке приведен в Приложении 20.
6.2. Термитная сварка
6.2.1. Области применения термитной сварки для соединения и ответвления алюминиевых жил проводов и кабелей приведены ниже:
|
Способ |
Сечение проводов и кабелей, мм2 |
Область применения |
|||
|
провода напряжением до 2 кВ |
кабели напряжением, кВ, до: |
||||
|
1 |
10 |
||||
|
Соединение: |
|||||
|
многопроволочных жил встык |
16 - 240 |
следует применять |
|||
|
сплавлением по торцам в общий монолитный стержень |
50 - 240 (суммарное сечение) |
следует применять |
- |
- |
|
|
Ответвление: |
|||||
|
сплавлением по торцам в общий монолитный стержень |
50 - 240 (суммарное сечение) |
следует применять |
- |
- |
|
6.2.2. Для выполнения термитной сварки предназначены комплектные наборы НСПУ и НТС-2. Термитные патроны и спички, а также втулки секторные являются расходуемыми материалами и поставляются по отдельным техническим условиям.
Кроме того, необходимы следующие инструменты:
а) рамка ножовочная ручная с полотном ножовочным для металла;
б) зубило слесарное длиной 125 мм с шириной лезвия 10 мм;
в) отвертка длиной 200 мм с шириной лезвия 9 мм;
г) конопатка с полукруглым лезвием шириной 8 мм;
д) напильник плоский длиной 200 мм с насечкой № 2;
е) молоток массой 0,4 - 0,5 кг;
6.2.3. При термитной сварке необходимы такие же материалы, как при газовой сварке (см. табл. 24) за исключением пропана и кислорода. Кроме материалов, указанных в табл. 24, при термитной сварке применяется флюс ВАМИ или АФ-4А.
6.2.4. Подготовка жил проводов и кабелей, а также присадки к термитной сварке производится так же, как при газовой сварке (см. пп. 6.1.5 ÷ 6.1.8. и 6.1.15). Непосредственно перед сваркой свариваемые жилы и присадочные прутки покрываются тонким слоем флюса, разведенного водой до пастообразного состояния. При сварке изолированных проводов и кабелей на оголенные участки жил необходимо установить охладители для защиты изоляции от подгорания.
Сварка стыковых соединений жил
6.2.5. При сварке стыковых соединений жил необходимо применять термитные патроны ПА (Приложение 17). При соединении секторных однопроволочных жил вместо алюминиевых колпачков применять секторные втулки А.
При отсутствии секторных втулок допускается использовать колпачки, входящие в комплект термитных патронов, при этом секторные жилы на участке насадки колпачков следует запилить напильником так, чтобы они свободно входили в колпачок. Свободное пространство между стенками колпачка и жилой заполнить отрезками алюминиевых проволочек от присадочных прутков.
6.2.6. Перед сваркой необходимо:
а) подобрать термитные патроны в зависимости от сечения свариваемых жил;
б) при жировых загрязнениях кокилей протереть их тканью, смоченной бензином или ацетоном;
в) покрыть поверхность внутри кокиля меловой суспензией и просушить;
г) вставить кокиль с двумя алюминиевыми колпачками в термитную шашку таким образом, чтобы литниковые отверстия кокиля и шашки совпадали.
6.2.7. Вставить концы жил в термитный патрон таким образом, чтобы стык жил находился в центре литникового отверстия.
Жилы рекомендуется устанавливать в патрон без зазора, однако, между торцами допускается зазор 2 - 3 мм.
6.2.8. Уплотнить зазор между жилой и кокилем термитного патрона асбестовым шнуром, Установить на оголенные участки жил охладители, закрепленные на соединительной планке. Подвести под них опорную стойку и закрепить на ней.
6.2.9. Установить между охладителями и термитным патроном вплотную к охладителям экраны из асбестового картона толщиной не менее 4 мм. Экраны должны выступать за края охладителей не менее чем на 10 мм. У охладителей клещевого типа экран должен закрывать шарнир, соединяющий половинки охладителя.
6.2.10. Закрыть жилы, не участвующие в сварке, от теплоизлучения и искр асбестовым экраном. Защитить бумажную изоляцию жил кабелей за охладителями сухим асбестом. У проводов и кабелей с пластмассовой или резиновой изоляцией на участок изоляции длиной 80 - 100 мм за охладителями наложить слой увлажненного асбеста толщиной около 10 мм.
6.2.11. Ввести в литниковое отверстие термитного патрона присадку. При этом конец присадочного прутка, вводимого в литник, сложить несколько раз для увеличения количества присадки, вводимой в начальный момент сварки.
6.2.12. Последовательность операций при термитной сварке соединений жил проводов и кабелей показана на рис. 38.
- поджечь шашку термитного патрона термитной спичкой, поднеся ее к ребру шашки (рис. 38 в);
- после окончания горения шашки перемешать расплавленный метал сварочной ванны для удаления газов и шлака (рис. 38 г, д).
В процессе выполнения этой операции осуществляется контроль за расплавлением жил: при расплавлении по всему сечению мешалка свободно проходит до конца кокиля;
- после застывания металла сколоть шашку зубилом (рис. 38 е) и удалить кокиль путем отгибания в стороны его краев отверткой, конец которой вставить в зазор между кромками кокиля (рис. 38 ж);
- удалить литниковую прибыль (рис. 38 з), запилить напильником острые края и неровности сварного соединения;
- зачистить соединения металлической щеткой и протереть тканью, смоченной в бензине или ацетоне, для полного удаления шлаков и опилок.
6.2.13. При сварке соединений жил кабелей высокого напряжения в комплект термитных патронов вместо алюминиевых колпачков должны входить специальные соединительные гильзы (Приложение 17). При подготовке таких соединений к сварке, необходимо обмотать асбестовым шнуром выступающие из патрона концы кокиля и гильзы (рис. 39).
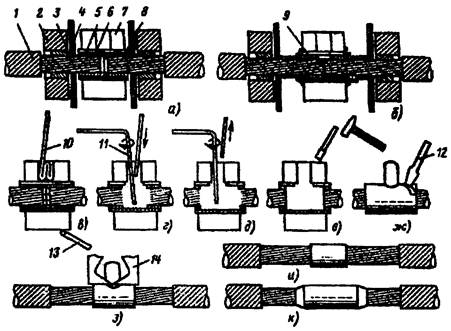
Рис. 38 Последовательность термитной сварки жил
а, б - сборка под сварку (а - на напряжение до 10 кВ, б - на напряжение более 10 кВ);
в - введение присадки в литник и поджигание муфеля;
г, д - перемешивание расплава и добавление присадки;
е - скалывание остывшего муфеля; ж - удаление кокиля; з - удаление литниковой прибыли;
и, к - готовое соединение жил (и - на напряжение до 10 кВ, к - на напряжение более 10 кВ)
1 - жила; 2 - охладитель; 3 - вкладыш охладителя; 4 - асбестовый экран;
5 - уплотнение из асбестового шнура; 6 - алюминиевый колпачок;
7 - муфель патрона; 8 - стальной кокиль; 10 - присадочный пруток;
11 - мешалка; 12 - отвертка; 13 - термитная спичка
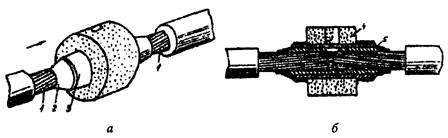
Рис. 39 Подготовка к термитной сварке алюминиевых жил
кабелей на напряжение более 10 кВ
1 - жила; 2 - гильза алюминиевая; 3 - кокиль; 4 - шашка термитная;
5 - шнур асбестовый
Сварка торцовых соединений жил
6.2.14. Для выполнения сварки таких соединений необходимо применять патроны ПАТ (приложение 18). При выборе патронов следует иметь в виду, что маркировка их соответствует максимальному суммарному сечению свариваемых жил.
6.2.15. При подготовке жил к сварке необходимо:
а) снять с их концов изоляцию на требуемую длину:
|
Сечение жил, мм2 |
70 |
95 - 120 |
150 - 185 |
240 |
|
Длина снимаемой изоляции, мм |
80 |
90 |
95 |
100 |
б) зачистить и обезжирить жилы;
в) сложить концы соединяемых жил в общий пучок и плотно связать у обреза изоляции временным бандажом из двух-трех витков проволоки. Плоскогубцами придать концам всех сложенных вместе жил круглую форму;
г) установить и закрепить жилы в вертикальном положении;
д) подготовить присадочную проволоку, как указано в п. 6.1.15, и нанести на нее слой флюса, разведенного водой.
6.2.16. На скрутку жил надеть алюминиевую втулку, а затем термитный патрон, при этом кокиль патрона должен выступать вниз не менее чем на 7 мм. Уплотнить кокиль снизу подмоткой из асбестового шнура (рис. 40). Затем должен быть удален временный бандаж и вместо него установлен охладитель.
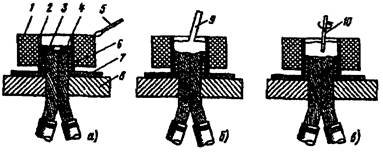
Рис. 40 Последовательность термитной сварки по торцам
а - подготовка соединения под сварку и поджигание термитного патрона;
б - введение присадки; в - перемешивание сварочной ванны
1 - муфель; 2 - кокиль; 3 - колпачок; 4 - жила; 5 - термитная спичка;
6 - уплотнение из асбестового шнура; 7 - защитный асбестовый экран;
8 - охладитель; 9 - присадочный пруток; 10 - мешалка
Насыпать на торцы соединяемых жил тонкий слой порошкообразного флюса ВАМИ. В кокиль термитного патрона до его верхних кромок засыпать присадку (кусочки) и поверх нее небольшое количество флюса ВАМИ. Кокиль патрона прикрыть кусочком листового асбеста, который снять перед началом перемешивания плавки.
6.2.17. Дальнейшие операции по сварке (поджигание патрона и т.д.) выполняют, как указано в пп. 6.2.11 ÷ 6.2.12.
Расход сварочных материалов при термитной сварке приведен в Приложении 20.
6.3. Электросварка
6.3.1. Области применения электросварки для оконцевания, соединения и ответвления жил проводов и кабелей приведены ниже:
|
Способ |
Сечение проводов и кабелей, мм2 |
Область применения |
||
|
провода напряжением до 2 кВ |
кабели напряжением, кВ, до: |
|||
|
1 |
10 |
|||
|
Оконцевание: |
||||
|
с применением кабельных наконечников Л |
16 - 1500 |
следует применять |
рекомендуется |
|
|
Соединение алюминиевых жил: |
||||
|
однопроволочных жил с применением аппарата ВКЗ |
5 - 12,5 (суммарное сечение) |
следует применять |
- |
- |
|
однопроволочных жил угольным электродом в клещах |
5 - 10 (суммарное сечение) |
рекомендуется |
- |
|
|
многопроволочных жил контактным разогревом сплавлением по торцам в общий монолитный стержень |
32 - 240 (суммарное сечение) |
рекомендуется |
- |
- |
|
Соединение медных жил: |
||||
|
однопроволочных жил угольным электродом в клещах |
5 - 10 (суммарное сечение) |
рекомендуется |
- |
|
|
Ответвление: |
||||
|
электросварка однопроволочных жил с применением аппарата ВКЗ |
5 - 12,5 (суммарное сечение) |
следует применять |
- |
|
Электродуговая сварка
6.3.2. Для выполнения оконцеваний жил сечением 16 - 1500 мм2 наконечниками Л рекомендуются:
а) полуавтоматическая аргонодуговая сварка плавящимся электродом;
б) ручная аргонодуговая сварка неплавящимся вольфрамовым электродом;
в) сварка угольным электродом.
6.3.3. Оборудование и материалы, необходимые для выполнения сварки, указаны в подразделах 3.1, 3.2 и 3.3 настоящей инструкции.
6.3.4. При подготовке к сварке необходимо:
а) снять изоляцию с конца жилы на длине, достаточной для насадки наконечника и закрепления зажима сварочного провода;
б) зачистить и обезжирить жилу и наконечник;
в) установить на жиле охладитель у среза изоляции;
г) насадить на жилу наконечник;
д) закрепить на жиле зажим сварочного провода и установить свариваемый узел в вертикальное положение;
е) при необходимости надеть на гильзу наконечника формующую втулку, графитовую или стальную (Приложение 19).
6.3.4. Приварка наконечника к жиле производится точечным швом. Сила сварочного тока, в зависимости от сечения жилы, должна устанавливаться в пределах от 80 до 200 А. Сварочную дугу следует возбуждать на торце жилы и затем перемещать ее по спирали от краев к центру, обеспечивая плавление гильзы наконечника и проволок жилы. Сварку завершить в центре сварочной точки. Пример выполнения сварки показан на рис. 41.
6.4. Электросварка контактным разогревом
6.4.1. Электросварка контактным разогревом применяется для:
- соединения многопроволочных алюминиевых жил суммарным сечением 32 - 240 мм2 сплавлением по торцам в общий монолитный стержень;
- оконцевания жил наконечниками типа Л;
- соединения однопроволочных жил проводов сетей освещения в скрутке.
6.4.2. Для этого вида сварки необходимо следующее оборудование и инструмент:
а) трансформатор мощностью не менее 2 кВА с выходным напряжением 8 - 9 В;
б) электрододержатель (Приложение 6);
в) зажим-клемма обратного сварочного провода.
6.4.3. Соединение выполняется угольным электродом с применением флюса ВАМИ, разведенного водой до пастообразного состояния. Схема процесса приведена на рис. 42.
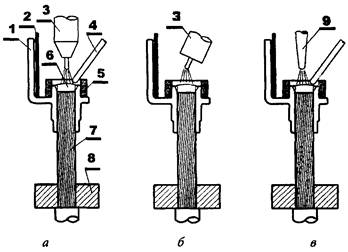
Рис. 41 - Оконцевание жил наконечником Л
а - ручной аргонодуговой сваркой вольфрамовым электродом;
б - полуавтоматической аргонодуговой сваркой;
в - ручной дуговой сваркой угольным электродом
1 - наконечник; 2 - асбестовый экран; 3 - сварочная горелка; 4 - присадка;
5 - формующая втулка; 6 - сварочная ванна; 7 - жила; 8 - охладитель
6.4.4. Таким же образом выполняют оконцевание жил наконечниками Л. Подготовка к оконцеванию производится так же, как при дуговых методах (п. 6.3.4). При этом наконечник типа Л надевается на жилу так, чтобы ее конец выступал из наконечника на 2 - 3 мм.
6.4.5. Соединение производится бездуговым способом - разогрев и расплавление металла происходит благодаря выделению тепла в месте контакта угольного электрода с алюминием. Сила тока при сварке составляет 150 - 250 А, Вначале необходимо замкнуть электрод на жилу кабеля и держать его на одном месте до расплавления металла. Затем начать перемещение электрода по спирали, от краев жилы к центру, со скоростью плавления алюминия. По мере необходимости вводить в сварочную ванну (в зону плавления) под электрод присадочную проволоку. Необходимо следить, чтобы обеспечивалось плавление верхней части гильзы наконечника и всех проволок жилы. Сварку следует заканчивать в центре соединения. Готовое соединение должно иметь сферическую форму. Схема сварки показана на рис. 43.
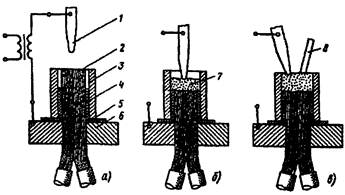
Рис. 42 Последовательность операций при соединении жил контактным
разогревом сплавлением по торцам в общий монолитный стержень
а - подготовка к соединению; б, в - разогрев жил с подачей присадки
1 - угольный электрод; 2 - соединяемые жилы; 3 - стальная или угольная форма;
4 - уплотнение из асбестового шнура; 5 - экран из листового асбеста;
6 - охладитель-токоподвод; 7 - расплав; 8 - присадочный пруток.
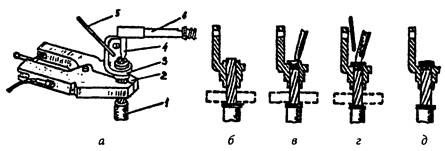
Рис. 43 Приварка литого алюминиевого наконечника
к алюминиевой жиле контактным разогревом
а - положение жилы, электрода и охладителя при сварке; б - подготовка к сварке;
в - расплавление торца жилы; г - введение присадки и расплавление венчика наконечника;
д - готовое соединение
1 - жила; 2 - охладитель; 3 - наконечник; 4 - угольный электрод;
5 - присадка; 6 - электрододержатель
6.4.6. После затвердевания металла снять формирующую втулку и охладитель и зачистить сварное соединение от остатков флюса.
6.4.7. Для сварки торцовых соединений однопроволочных жил проводов в скрутке рекомендуется применять аппараты ВКЗ-1 (рис. 44 в), а также установку УС-1 из комплекта механизмов КМО-6 для обработки проводов освещения.
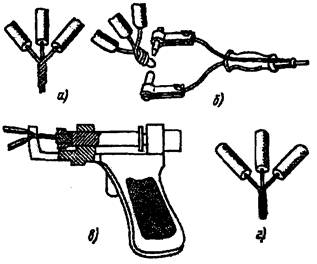
Рис. 44 Соединение и ответвление однопроволочных жил
суммарным сечением до 10 мм2 в скрутке
а - скрутка; б - соединение клещами с угольными электродами;
в - соединение аппаратом ВКЗ-1; г - готовое соединение
6.4.8. При подготовке жил к сварке необходимо снять с их концов изоляцию на длине 35 - 40 мм, зачистить и скрутить в общий пучок.
6.4.9. При сварке аппаратом ВКЗ-1:
- взвести спусковой механизм с угольным электродом;
- зажать скрутку жил в губках держателя так, чтобы торец жил упирался в лунку электрода;
- нажать спусковой крючок аппарата.
После срабатывания спускового механизма включается сварочный ток, под действием которого производится разогрев и расплавление торца скрутки в месте контакта с угольным электродом. Угольный электрод под действием пружины подается вперед, выполняя осадку сварного соединения на определенную величину. После выполнения осадки на определенную величину происходит автоматическое отключение сварочного тока.
6.4.10. Сварка торцовых соединений в скрутке может выполняться также с применением клещей с угольными электродами (рис. 44 б), подключенными к выводам трансформатора с напряжением 9 - 12 В.
6.4.11. Перед сваркой торец скрутки жил необходимо покрыть флюсом ВАМИ для алюминиевых проводов или «борный шлак» - для медных.
6.4.12. При выполнении сварки угольные электроды клещей замыкают под током и раскаляют до красного цвета. Затем электродами, как клещами, сжимают торец скрутки жил и держат в таком положении до расплавления жил и образования шарика расплавленного металла, после чего электроды разводят, прекращая нагрев.
Остывшее сварное соединение очищают от остатков флюса и изолируют.
7. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
7.1. Контроль качества на заводах осуществляет ОТК, а на монтаже - прораб или мастер.
7.2. К работам по сварке соединений шин, проводов и кабелей допускаются сварщики не ниже 3-го разряда, прошедшие специальное обучение по сварке изделий из цветных металлов, сдавшие технологические пробы и аттестованные в соответствии с «Правилами аттестации сварщиков и специалистов сварочного производства» ПБ 03-273-99.
Технологическая проба сдается сварщиком также в случае перерыва в выполнении им сварочных работ более 6-ти месяцев.
7.3. Каждый сварщик должен иметь индивидуальное клеймо.
7.4. Во всех случаях основным методом контроля является внешний осмотр соединений, который производят после удаления шлака, брызг металла и остатков флюса. Размеры швов определяются с помощью измерительных инструментов и шаблонов.
7.5. Сварные швы должны иметь равномерно-чешуйчатую поверхность без наплывов и плавный переход к основному металлу. Швы не должны иметь трещин, прожогов, непроваров длиной более 10 % длины шва, но не более 30 мм, незаплавленных кратеров и подрезов глубиной более 0,1 толщины шины, но не более 3 мм. Сварные соединения компенсаторов не должны иметь подрезов и непроваров на лентах основного пакета.
Сварные соединения проводов не должны иметь глубоких усадочных раковин и поджогов проволок жил.
7.6. Электрическое сопротивление сварного соединения, в соответствии с ГОСТ 10434-82, не должно превышать электрического сопротивления участка соединяемых шин или проводов, длина которого равна длине сварного соединения с учетом категорийности соединения.
Электрическое сопротивление сварных соединений ошиновок электролизных производств, на которые не распространяются требования ПУЭ, должно определяться требованиями и критериями методик определения качества разработанными, согласованными и утвержденными в установленном порядке между Разработчиком, Изготовителем и Заказчиком.
7.7. Определение электрических параметров соединений производится по ГОСТ 17441-84.
7.8. Сварные соединения, не рассчитанные на механическую нагрузку, должны выдерживать воздействие статических осевых нагрузок на растяжение не менее 30 % временного сопротивления разрыву целого проводника.
7.9. Геометрические размеры сварных швов должны соответствовать ГОСТам 23792-79 и 14806-80* или указанным в чертежах, утвержденных в установленном порядке.
7.10. Материалы, применяемые при сварке, должны иметь сертификаты заводов-изготовителей и соответствовать действующим стандартам и техническим условиям.
7.11. Проверка механических свойств производится в случаях, когда техническими условиями на ошиновку предъявляются требования в этой части или когда качество швов вызывает сомнения. В последнем случае вопрос должен разрешаться между Изготовителем и Заказчиком.
7.12. Для проведения механических испытаний сваривают не менее трех образцов-свидетелей на тех же режимах и в тех же условиях, в которых выполнялась сварка соединений шин или проводов или вырезают образцы для испытаний из готовых соединений.
7.13. Проверка механических свойств соединений производится по ГОСТ 6996-66.
7.14. Устранение дефектов сварки шин из алюминия и сплава АД31 производится подваркой.
Дефектные соединения медных шин разрезают и заваривают вновь. Подварка дефектов не допускается, так как это ведет к возникновению трещин.
7.15. Дефектные соединения проводов и кабелей свариваются заново.
При поджоге двух-трех проволочек соединение не бракуется, а недостающие проволочки припаиваются к монолиту припоем А.
7.16. После исправления дефектов качество соединения повторно освидетельствуется мастером.
8. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
8.1. Сварочные работы при изготовлении и монтаже ошиновки, проводов и кабельных линий должны производиться с соблюдением требований ГОСТ 12.1.013-78, ГОСТ 12.3.002-75*, ГОСТ 12.3.003-86, ГОСТ Р 12.3.048-2002, СНиП 12-03-2001, СНиП 12-04-2002, «Правил техники безопасности при электромонтажных и наладочных работах», «Правил пожарной безопасности в РФ» ППБ 01-03.
При выполнении газовой сварки необходимо соблюдать требования «Правил безопасности в газовом хозяйстве» и «Правил пожарной безопасности при проведении сварочных и газопламенных работ».
Согласно этих документов должны соблюдаться следующие требования:
8.2. При выполнении сварки на монтаже должны применяться приспособления по обеспечению безопасного производства работ (подмостки, мостки и др.), удовлетворяющие требованиям ГОСТ 24258-80.
8.3. К электросварочным, газосварочным и другим огневым работам допускаются лица не моложе 18 лет, прошедшие специальную подготовку и проверку знаний по безопасности труда и имеющие «Удостоверение сварщика» с записью в квалификационном удостоверении о допуске к выполнению специальных работ и специальный талон по пожарной безопасности и имеющие группу по электробезопасности не ниже второй. Талон действителен при наличии квалификационного удостоверения и дает право на проведение огневых работ. В талоне отмечаются допущенные рабочим нарушения правил пожарной безопасности, а при грубых нарушениях талон изымается, что влечет за собой внеочередную проверку знаний с выдачей нового талона.
8.4. Все сварщики цветных металлов при поступлении на работу и в дальнейшем ежегодно должны проходить медицинский осмотр.
8.5. Сварочные установки следует располагать и устанавливать в соответствии с «Правилами устройства электроустановок» гл. 7 - 6.
При обслуживании электросварочных установок помимо настоящих требований следует выполнять указания по эксплуатации и безопасному обслуживанию, изложенные в инструкции завода-изготовителя.
8.6. Все виды постоянных работ по электросварке в зданиях должны производиться в специально отведенных вентилируемых помещениях, площадь и кубатура которых удовлетворяют требованиям СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
Ручная дуговая сварка или сварка в защитном газе, выполняемые систематически, должны производиться в специальных хорошо вентилируемых кабинах со светонепроницаемыми стенками из несгораемого материала. Те же виды сварки, выполняемые несистематически, а также на крупногабаритных изделиях должны производиться при ограждении мест работы светонепроницаемыми щитами или занавесами из несгораемого материала.
8.7. В помещениях для сварки запрещается хранить легковоспламеняющиеся вещества и материалы.
В помещениях для электросварочных установок должны быть предусмотрены достаточные по ширине проходы (не менее 0,8 м), обеспечивающие удобство и безопасность при сварочных работах и доставке изделий к месту сварки.
8.8. Многопостовые агрегаты и установки из нескольких сварочных агрегатов должны располагаться в отдельном помещении или в части общего производственного помещения, отделенной постоянными перегородками, решетками, сетками и т.п., высотой не менее 1,7 м.
8.9. В сварочной цепи для подвода тока к электроду следует применять гибкий кабель (провод). Изоляция проводов должна быть защищена от механических повреждений. Запрещается применять сварочные провода с нарушенной изоляцией и оплеткой. При повреждении оплетки сварочные провода необходимо заключать в резиновый шланг.
8.10. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока, могут служить гибкие кабели (провода). Использование в качестве обратного провода сети заземления металлических строительных конструкций зданий, коммуникаций и технологического оборудования запрещается.
Следует тщательно соединять между собой отдельные элементы, используемые в качестве обратного провода (сваркой или с помощью болтов, струбцин или зажимов).
8.11. Сварочные установки должны быть защищены со стороны питающей сети предохранителями или автоматами. Многопостовые сварочные агрегаты, кроме того, должны иметь автомат с максимальной защитой в общем проводе сварочной цепи и предохранители на каждом проводе к сварочному посту.
8.12. Подсоединять сварочные посты к многопостовому агрегату можно только при отключенном от сети агрегате. Передвижные сварочные установки на время их передвижения необходимо отсоединять от сети.
8.13. Подсоединять к сети и отключать электросварочные установки на монтажном объекте, а также наблюдать за их состоянием в процессе эксплуатации должен обученный персонал.
8.14. Корпуса сварочных агрегатов, сварочные столы, плиты и т.п., а также обратные провода источников питания следует заземлять.
8.15. При одновременной работе сварщиков на различных высотах на одной вертикали должны быть предусмотрены надежные средства для защиты работающих от брызг металла и возможного падения огарков электродов и других предметов.
8.16. Спецодежда электросварщика (ГОСТ 12.4.045-87) должна состоять из брезентовых или суконных брюк и куртки, ботинок (ГОСТ 28507-90) с глухим верхом, рукавиц (ГОСТ 12.4.010-75), фартука с нагрудником (ГОСТ 12.4.029-76) и головного убора. При потолочной сварке необходимо пользоваться брезентовыми нарукавниками. При сварке цветных металлов и сплавов, содержащих цинк, медь, свинец, необходимо пользоваться фильтрующим респиратором (ГОСТ 12.4.028-76).
8.17. При ручной сварке угольным электродом тяжелых алюминиевых и медных шин должен быть предусмотрен отсос газов непосредственно из зоны сварки. При ручной сварке рекомендуется кроме того, подача воздуха непосредственно под щиток электросварщика.
8.18. Для защиты рук сварщика от ожогов излучением дуги на электрододержателе следует укрепить металлический экран. Электрододержатель должен прочно удерживать электрод. Рукоятку электрододержателя рекомендуется изготовлять из диэлектрического и теплоизолирующего материала. Металлическая рукоятка должна быть надежно изолирована.
8.19. Для защиты глаз и лица от лучей дуги и брызг металла сварщик должен пользоваться маской (ГОСТ 12.4.035-78), снабженной темными свето-защитными и предохранительными стеклами (ГОСТ 12.4.080-79).
8.20. При сварке в защитных газах баллоны с газом должны быть установлены в стойках в вертикальном положении и прочно прикреплены хомутами или цепями.
Баллоны должны находиться от места сварки на расстоянии не менее 5 м, а от отопительных батарей и электропроводки - не менее 1 м.
8.21. Газопламенные процессы с применением сжиженных газов должны выполняться с соблюдением следующих требований:
8.21.1. При работе пламя горелки должно быть направлено в сторону, противоположную от установленных баллонов. При невозможности выполнения этого требования баллоны следует защитить металлическими щитами или ширмами из несгораемых материалов.
8.21.2. При зажигании пропано-кислородной горелки изменение подачи газа должно производиться постепенно и плавно.
8.21.3. Баллоны с газом необходимо предохранять от воздействия прямых лучей солнца.
Во избежание появления искр и возможности взрыва удары металлическими предметами по баллонам категорически запрещаются.
8.21.4. Отбор кислорода из баллонов должен прекращаться при остаточном давлении, равном 0,05 МПа (0,5 кгс/см2). Отбор пропан-бутана из баллонов должен быть прекращен при снижении в нем давления до предела, ниже которого невозможно поддерживать требуемое рабочее давление и редуктор перестает выполнять функции обратного клапана.
8.21.5. Запрещается проверять баллоны и другие установки на утечку газа при помощи огня. Для этой цели следует пользоваться мыльной эмульсией.
Замерзшие вентили и другие части оборудования должны отогреваться теплой водой. Использование огня запрещается.
8.21.6. Запрещается устанавливать редукторы и открывать вентили кислородных баллонов замасленными руками.
8.21.7. При газовой сварке запрещается:
- пользоваться горючим газом от баллонов вместимостью 5 л и более и кислородом от баллонов любой вместимости без редуктора;
- использование редукторов без манометров, с неисправными манометрами или срок проверки которых истек;
- применять рукава для подачи газа длиной более 30 м или имеющие более двух стыков;
- использовать рукава не по назначению или дефектные, или соединять их отрезками гладких труб.
8.21.8. Закрепление рукавов на ниппелях аппаратуры (горелок, резаков, редукторов) должно быть надежным, с применением специальных хомутов.
Сращивать рукава необходимо с помощью специальных соединительных штуцеров.
8.21.9. Во избежание конденсации газа в шланге запрещается оставлять установку с закрытым вентилем на горелке и с открытым вентилем на баллоне.
При возникновении хлопков во время работы сначала на горелке должен быть закрыт пропан-бутановый вентиль, а затем кислородный, после чего мундштук горелки необходимо охладить в воде. Во избежание образования взрывчатой смеси от скопления газа на поверхности воды при охлаждении мундштука вентили горелки должны быть закрыты полностью.
8.21.10. Запрещается находиться в помещениях, кабельных каналах и колодцах с большой концентрацией пропан-бутана (этот газ характеризуется резким неприятным запахом, вызывающем раздражение носоглотки и глаз, а также головную боль).
До начала работ с пропан-бутановой горелкой в кабельных туннелях последние необходимо предварительно проветривать. Приточная и вытяжная вентиляция во время работы должны быть постоянно включены. Работать спропан-бутановыми горелками в кабельных колодцах и котлованах нужно с перерывами по 10 мин. через каждый час работы (работающие должны выходить на свежий воздух).
8.21.11. При работе с пропан-бутановыми горелками в кабельных туннелях, кабельных каналах и котлованах должен присутствовать наблюдающий, обученный правилам техники безопасности при работе с пропан-бутаном.
8.21.12. Попавшие на кожу капли пропан-бутана (во избежание обмораживания) необходимо быстро смыть водой.
8.21.13. Тушение пожара должно производиться углекислотными огнетушителями. Малые очаги пламени можно ликвидировать применением песка или покрывала из невоспламеняющегося материала.
8.22. При выполнении термитной сварки должны соблюдаться следующие требования:
8.22.1. Сварку следует производить в рукавицах, кожаных ботинках и в головном уборе. Следует следить, чтобы пряди волос не выпадали из-под головного убора.
8.22.2. Не допускается наклоняться над горящим патроном и вводить присадку в патрон вытянутой рукой. При сварке проводов воздушных линии электропередач с телескопических вышек или других подъемных устройств на горящий патрон обязательно должен быть надет защитный кожух приспособления для сварки.
8.22.3. При сварке кабелей и проводов следует применять защитные очки с синими стеклами.
8.22.4. Следует помнить, что температура горения термитного патрона в термитной смеси более 2500 °С, а термитных спичек - 1500 °С, поэтому неосторожное обращение с ними может привести к тяжелым ожогам. Зажигать термитную спичку разрешается только после закрепления ее в специальном держателе или в плоскогубцах.
8.22.5. Отбрасывать несгоревшие термитные спички, неостывшие осколки термитных патронов следует на заранее намеченную земляную площадку, а при работе в помещении - на несгораемое основание, вблизи которого не должно быть легковоспламеняющихся предметов.
Следует помнить, что термитные спички не гаснут даже на ветру и в воде.
8.22.6. Не допускается трогать и поправлять рукой горящий или остывающий термитный патрон.
8.22.7. Во время работы на высоте необходимо огораживать место сварки или ставить дежурного, запрещающего проходить людям под местом сварки до полного окончания работ.
8.22.8. Не допускается пользоваться увлажненными патронами и работать на открытом воздухе во время дождя. Попадание воды на горящий патрон может вызвать взрыв и тяжелые ожоги.
8.22.9. Содержать и переносить термитные патроны следует отдельно от термитных спичек. Термитные спички необходимо хранить и переносит в заводской упаковке.
Следует помнить, что термитные спички являются легковоспламеняющимся материалом. Они могут загораться от трения одна об другую. Для предотвращения этого в заводской упаковке спички перекладываются пергаментом.
Перекладывать термитные спички в коробки от обычных спичек запрещается.
8.22.10. Для перевозки термитные патроны и пакеты (банки) с термитными смесями должны плотно укладываться в ящики аналогично заводской упаковке. При перекладке и переноске ящиков с термитными материалами нельзя допускать бросков и сотрясений.
8.23. При выполнении работ с химикатами должны соблюдаться следующие требования:
8.23.1. Следует иметь в виду пожаро- и взрывоопасность растворителей, а также их токсичность. Работа с растворителями допускается только при включенной вентиляции.
8.23.2. При химической обработке сварочной проволоки необходимо соблюдать меры предосторожности при работе с кислотами и щелочами.
Приготовление травильных растворов следует производить при включенной вентиляции. Для защиты глаз от случайного попадания брызг кислоты следует пользоваться защитными очками, а для защиты рук - резиновыми перчатками.
При приготовлении растворов кислоту добавляют в холодную воду, а не наоборот. Кислоту добавляют небольшими порциями при постоянном перемешивании.
8.23.3. При попадании кислоты или щелочи на кожу или в глаза пораженные участки следует немедленно обмыть струей воды.
При ожоге кислотами после промывки водой пораженный участок следует нейтрализовать 3 % содовым раствором и смазать вазелином.
Если на руки или лицо работающего попал щелочной раствор, то пораженное место сначала промывают водой, а затем 1 % раствором уксусной кислоты.
8.24. Рабочие места сварщиков, по согласованию с лицами ответственными за соблюдение пожарной безопасности, должны быть оснащены первичными средствами пожаротушения.
Приложение 1.
Перечень нормативно-технической документации,
на которую даны ссылки в настоящей инструкции
1. Правила
|
№ или шифр |
Наименование |
|
«Правила пожарной безопасности в РФ ». |
|
|
«Правила безопасности систем газораспределения и газопотребления», утверждены постановлением Госгортехнадзора России № 9 от 18.03.2003. |
|
|
«Межотраслевые правила по охране труда при электро- и газосварочных работах» |
|
|
|
«Правила техники безопасности при электромонтажных и наладочных работах», утверждены ММСС СССР 24.05.90 г. |
|
ПУЭ |
«Правила устройства электроустановок» гл. 7 - 6 |
|
«Правила аттестации сварщиков и специалистов сварочного производства», утверждены Госгортехнадзором России от 30.10.98 г. |
2. ГОСТы
|
№ или шифр |
Наименование |
|
Безопасность труда в строительстве. Часть 1. Общие требования |
|
|
Безопасность труда в строительстве. Часть 2. Строительное производство |
4. Технические условия
|
№ или шифр |
Наименование |
|
ТУ 16.К11-42-92 |
Катанка медная |
|
ТУ 16-757.034-86 |
Электроды угольные |
5. Инструкции
|
№ или шифр |
Наименование |
|
Введена в 1993 г. |
|
|
Введена в 1993 г. |
«Инструкция по соединению изолированных жил проводов и кабелей» |
6. СанПиН
|
№ или шифр |
Наименование |
|
«Работа с асбестом и асбестосодержащими материалами», утвержден 28.06.1999 г. |
Приложение 2.
Рекомендации по расчетам материалов и объемов сварочных
работ
(для справки и обсуждения)
В повседневной практике часто приходится сталкиваться с расчетом объемов сварочных работ и материалов. Для этой цели можно воспользоваться следующими формулами:
1. Для определения сечения металла наплавляемого за один проход при известном сварочном токе и скорости сварки:
|
(1) |
где: S1 - сечение наплавленного металла, мм2;
α - коэффициент наплавки, г/(А×ч);
I - сварочный ток, А;
γ - плотность (удельный вес) наплавляемого металла, г/см3;
ω - машинная скорость сварки, м/ч.
Рекомендации по выбору сварочного тока для сварки металла конкретной толщины приведены в соответствующих разделах настоящей инструкции.
Выбор размеров разделки кромок или зазора между свариваемыми деталями производится или по настоящей инструкции, или по ГОСТам 14806-80 и 23792-79.
Коэффициент наплавки α является характеристикой определенного вида сварки. Для практических целей можно принять следующие величины:
|
Вид сварки |
Коэффициент наплавки, г/(А×ч) |
|
|
Диапазон |
Среднее значение для приблизительного расчета |
|
|
Полуавтоматическая сварка (алюминий, медь, сталь) |
8 - 12 |
10 |
|
Ручная дуговая сварка неплавящимся электродом, в т.ч. плазменная сварка |
4 - 8 |
6 |
|
Ручная дуговая сварка штучным электродом |
Определяется паспортом для конкретной марки электрода |
8 |
Рекомендации по выбору скорости сварки при соединении металлов конкретной толщины также приведены в соответствующих разделах настоящей инструкции.
Для предварительных практических расчетов можно принять, что машинная скорость сварки будет находиться в диапазоне от 4 до 15 м/ч.
На основании имеющихся опытных данных можно принять следующие величины поперечного сечения металла, наплавляемого за один проход при сварке в нижнем положении, при условии обеспечения надлежащего естественного формирования шва за счет свойств расплавленного металла
|
Вид сварки |
Сечение наплавки, мм3 |
|
|
Диапазон |
Среднее значение для приблизительного расчета |
|
|
Полуавтоматическая сварка |
40 - 60 |
50 |
|
Ручная дуговая сварка неплавящимся электродом (кроме сварки угольным электродом) |
20 - 40 |
30 |
При ручной дуговой сварке угольным электродом форма шва, как правило, зависит от принудительного формирования, поэтому сечение наплавляемого металла определяется по формуле (1).
Учитывая вышеприведенные сведения возможно решение формулы (1) относительно любой из составляющих ее величин, кроме α и γ.
2. Количество проходов при выполнении конкретного сварного шва определяется как отношение площади разделки (зазора между кромками) к сечению наплавляемого за один проход металла.
|
n = Sразд/S1 |
(2) |
3. Объем наплавленного металла на единицу длины (1 метр) определяется как произведение
|
Q1мест = 1,2×Sразд×L1×γ/1000, [кг] |
(3) |
где: Sразд - сечение наплавленного металла, мм3;
γ - плотность (удельный вес) наплавляемого металла, г/см3;
1,2 - коэффициент, учитывающий дополнительный расход металла на усиление шва и возможные потери (разбрызгивание при сварке, угар, отходы присадочного материала и т.п.).
В первом приближении можно считать, что объем наплавки составляет от 3 до 6 % массы свариваемого металла.
4. Расход защитного газа определяется как произведение объема наплавленного металла на удельный расход газа
|
Qгаз = 0,6×Q1, [м3] |
(4) |
В одном 40 литровом баллоне при давлении 15 МПа (150 кг/смг) содержится 6000 л газа.
5. При расчете реального времени сварки, как показывает опыт, машинная скорость сварки должна быть уменьшена примерно в 3 - 3,5 раза, что связано с необходимостью выполнения различных межоперационных переходов.
Приложение 3.
Краткие технические характеристики сварочного оборудования1
Технические характеристики сварочных выпрямителей
________
1В настоящем приложении приведены лишь некоторые типы и марки сварочного оборудования. Монтажная организация вправе самостоятельно принимать решения о выборе применяемого оборудования при соблюдении требований о его сертификации и пригодности для выполнения сварки.
Технические характеристики установок для ручной аргонодуговой сварки на переменном и постоянном токе и плазменной сварки на постоянном токе
|
Наименование, тип |
Номинальный сварочный ток, А (ПВ, %) |
Диапазон регулирования тока, А |
Мощность, кВА |
Масса, кг |
Назначение |
|
|
Установка УДГУ-251: |
||||||
|
Режим сварки ТИГ (TIG) на переменном (АС) токе |
275(35) |
30 - 275 |
21 |
120 |
Сварка алюминия на переменном токе. Диаметр вольфрамового электрода 0,8 - 5 мм |
|
|
Режим сварки ТИГ (TIG) на постоянном (DC) токе |
250(35) |
5 - 235 |
21 |
120 |
Сварка меди на постоянном токе. Диаметр вольфрамового электрода 0,8 - 5 мм |
|
|
Установка УДГУ-351: |
||||||
|
Режим сварки ТИГ (TIG) на переменном (АС) токе |
270(60) |
15 - 350 |
26 |
136 |
Сварка алюминия на переменном токе. Диаметр вольфрамового электрода 0,8 - 6 мм |
|
|
Режим сварки ТИГ (TIG) на постоянном (DC) токе |
270(60) |
12 - 300 |
24 |
136 |
Сварка меди на постоянном токе. Диаметр вольфрамового электрода 0,8 - 6 мм |
|
|
Установка УДГУ-501: |
||||||
|
Режим сварки ТИГ (TIG) на переменном (АС) токе |
500(40) |
25 - 500 |
40 |
200 |
Сварка алюминия на переменном токе. Диаметр вольфрамового электрода 0,8 - 8 мм |
|
|
Режим сварки ТИГ (TIG) на постоянном (DC) токе |
350(60) |
15 - 450 |
29 |
200 |
Сварка меди на постоянном токе. Диаметр вольфрамового электрода 0,8 - 8 мм |
|
|
ESAB OrigoTig 150/200 |
3 - 150/3 - 200 |
11,25/20 |
3,6/3,6 |
Источник (инвертор) питания для аргонодуговой на постоянном токе и ручной дуговой сварки |
||
|
ESAB CaddyTig 150/200 |
150(35)/200(25) |
3 - 150/3 - 200 |
11,25/200 |
8,9/8,9 |
Источник (инвертор) питания для аргонодуговой на постоянном токе и ручной дуговой сварки |
|
|
ESAB OrigoTig 3000i/3000i AC/DC |
300(35) |
4 - 300 |
19,2 |
7,5/5 |
Источник (инвертор) питания для аргонодуговой на постоянном/переменном токе и ручной дуговой сварки |
|
|
AristoTig 405 AC/DC |
400(35) |
3 - 400 |
36 |
7,5 |
Источник (инвертор) питания для аргонодуговой на постоянном/переменном токе и ручной дуговой сварки |
|
|
Kemppi MinarcTig™ 180 |
180(35) |
5 - 180 |
6,7 |
8,4 |
Источник (инвертор) питания для аргонодуговой на постоянном токе и ручной дуговой сварки |
|
|
Kemppi MASTERTIG 2200 |
220(35) |
5 - 220 |
|
16,5 |
Источник (инвертор) питания для аргонодуговой на постоянном токе и ручной дуговой сварки |
|
|
200(30) 300(30) 400(30) |
5 - 200/5 - 300/5 - 400 |
|
15/22/23 |
Источник (инвертор) питания для аргонодуговой на постоянном токе и ручной дуговой сварки |
||
|
Kemppi Mastertig MLS™ 2300 ACDC |
230(35) |
5 - 230 |
5,7 |
15 |
Источник (инвертор) питания для аргонодуговой на постоянном/переменном токе и ручной дуговой сварки |
|
|
Kemppi MASTERTIG AC/DC 2000/2500/W/3500W |
200(35) |
5 - 230 |
|
30/39/6574 |
Источник (инвертор) питания для аргонодутовой на постоянном/переменном токе и ручной дуговой сварки |
|
Технические характеристика вспомогательных блоков
Технические характеристики полуавтоматов
а) отечественных поставщиков
б) зарубежных поставщиков
Технические характеристики сварочных трансформаторов
|
Наименование, тип |
Номинальный сварочный ток, А (ПВ, %) |
Диапазон регулирования тока, А |
Мощность, кВА |
Масса, кг |
Назначение |
|
Трансформатор ТДМ-305 |
60 - 300 |
- |
12 |
78 |
Источник питания для ручной сварки |
|
Трансформатор ТДМ-505 |
80 - 500 |
- |
25 |
91 |
Технические
характеристики горелок
для ручной дуговой сварки вольфрамовым электродом
|
Тип |
ГР-4 |
ГР-6 |
ГР-10 |
|
Сварочный ток, А |
160 |
315 |
500 |
|
Диаметр электрода, мм |
0,8 … 4 |
3 … 6 |
5 … 10 |
|
Длина шланга, м |
3 |
3 |
3 |
|
Охлаждение |
вода |
вода |
вода |
Технические характеристики баллонных редукторов
|
Тип редуктора баллонного |
Назначение |
|
БКО-50-4ДМ |
Кислородный, 12,5 кгс/кв. см, масса 1,2 кг |
|
БКО-50ДМ |
Кислородный, 12,5 кгс/кв. см, масса 0,78 кг |
|
БПО-5ДМ |
Пропановый, 3 кгс/кв. см |
|
АР-40-2ДМ |
Регулятор расхода аргона (0 - 40 л/мин) |
Технические характеристики реостата балластного РБ-302
|
Номинальный сварочный ток, А |
315 |
|
Пределы регулирования тока, А |
6 - 315 |
|
Вес, кг |
26 |
|
Габариты, мм |
605×370×500 |
Приложение 4.
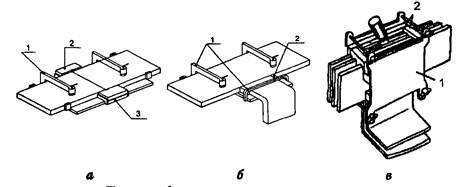
Приспособления для сварки шин на монтаже
а, б - для сварки одиночных шин; в - для сварки пакета шин
1 - сжимное приспособление; 2 - формирующие бруски из графитированного угля;
3 - подкладка из графитированного угля

Стол для сварки тяжелых шин с пакетом лент
1 - каркас стола; 2 - шина; 3 - графитовый формирующий брусок;
4 - медная охлаждающая пластина; 5 - прижим; 6 - пакет лент; 7 - замок
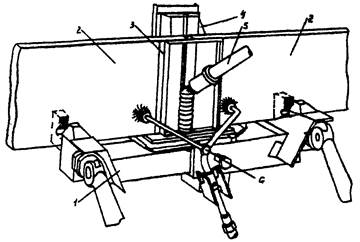
Приспособление для сварки медных шин в вертикальном положении
1 - основание приспособления; 2 - свариваемые шины;
3 - газоотражатель; 4 - угольно-графитовая подкладка; 5 - горелка сварочная;
6 -горелка пропано-кислородная
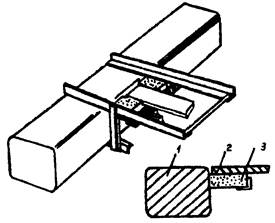
Приспособление для приварки ответвления к блюмсу
1 - блюмс; 2 - ответвление; 3 - угольная подкладка

Приспособление для сборки под сварку таврового соединении труб
1 - коромысло; 2 - откидная планка; 3 - скоба; 4 - откидной винт;
5 - пята; 6 - винт прижимной; 7 - труба

Приспособления для приварки прямоугольных шин
к токопроводу из корытных швеллеров
1 - ответвительная шина; 2, 3 - формующие лопатки;
4 - шарнирная рамка; 5 - графитовый вкладыш
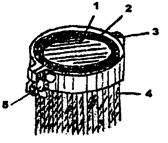
Приспособление для сплавления
алюминиевых проводов компенсатора в монолит
1 - внутренняя графитовая оправка; 2 - шарнирное кольцо; 3 - шарнир;
4 - алюминиевые провода; 5 - барашек
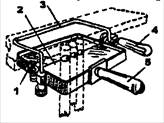
Приспособление для сварки проводов
с шиной, расположенной на плоскость
1 - шарнирная рамка; 2 - медный вкладыш; 3 - скоба; 4 - ручка зажима;
5 - ручка для переноски
Приложение 5.
Химическая обработка сварочной проволоки из алюминия и
его сплавов
(справочное)
Для обезжиривания и удаления окисной пленки проволоку поместить на 1,5 - 2 мин для травления в ванну с 5 %-ным раствором едкого натра NaOH технического марки А по ГОСТ 2263-79. Температура раствора 60 - 70 °С.
После травления проволоку промыть в горячей проточной воде в течение 30 - 40 мин. Промытую проволоку осветлить погружением на 30 - 40 с в 15 %-ный раствор азотной кислоты по ГОСТ 701-78 при комнатной температуре (16 - 25 °С).
Осветленную проволоку промыть в проточной воде в течение 30 - 40 мин и просушить в шкафу при температуре 100 - 150 °С.
Обработанную проволоку хранить в герметически закрытой таре в сухом месте. Срок хранения не более 15 суток. При более длительном хранении требуется повторная обработка.
Согласно требованиям ГОСТ 7871-75:
а) поверхность проволоки диаметром 4 мм и менее подвергают химической обработке;
б) проволоку с химически обработанной поверхностью наматывают на катушки механическим способом рядами без перегибов и зазоров;
в) катушки с проволокой помещают в политэтиленовый мешок вместе с контрольным пакетом порошка обезвоженного силикагеля-индикатора (ГОСТ 8984-75), который герметизируется при относительной влажности окружающего воздуха менее 20 % в течении 30 мин после обработки.
Приложение 6.
Электрододержатели для угольного электрода
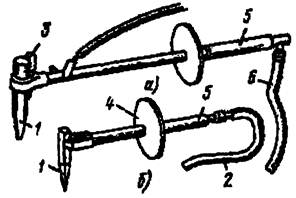
а - на токи 800 А и более с воздушным охлаждением; б - на токи до 800 А
1 - угольный электрод; 2 - токоподводящий провод; 3 - клин;
4 - щиток; 5 -рукоятка из теплоизолирующего изоляционного материала; 6 - шланг для воздуха
Приложение 7.
Флюс ВАМИ
|
Наименование |
Содержание, % |
|
Хлористый калий |
50 |
|
Хлористый натрий |
30 |
|
Криолит |
20 |
Флюс «борный шлак»
|
Наименование |
Содержание, % |
|
Переплавленная бура |
95 |
|
Металлический магний |
5 |
Флюс ВАМИ применяют в виде порошка или пасты, разведенной водой до сметанообразного состояния.
Для приготовления флюса «борный шлак»:
- прокалить буру в тигле;
- смешать с порошком металлического магния;
- расплавить;
- остывший шлак размолоть и просеять через сито.
Применяют флюс в виде порошка.
Перед применением просушить.
Хранить флюсы в герметически закрывающейся стеклянной таре.
Приложение 8.
Электроды из графитированного угля
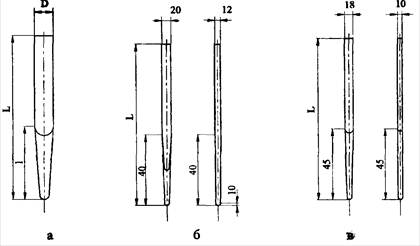
а - круглой формы; б, в - плоские.
|
Сварочный ток. А |
Размеры, мм |
||
|
D |
L |
1 |
|
|
100 ÷ 200 |
12 |
200 |
80 |
|
180 ÷ 350 |
15 |
200 |
80 |
|
300 ÷ 600 |
20 |
250 |
100 |
|
500 ÷ 1000 |
25 |
300 |
100 |
|
800 ÷ 1500 |
30 |
350 |
100 |
|
1000 ÷ 1900 |
35 |
350 |
150 |
|
1500 ÷ 3000 |
40 |
350 |
150 |
Приложение 9.
Изготовление и сварка электромонтажных изделий
из разнородных металлов
Электромонтажные изделия из разнородных металлов выпускают электромонтажные заводы или специализированные организации. В любом случае изготовители действуют в соответствии с имеющимися у них инструкциями и утвержденными технологическими процессами.
Основными изделиями подобного рода, наиболее часто встречающимися в электромонтажной практике и требующими применения при их монтаже сварочных процессов, являются: переходные медно-алюминиевые пластины и сталеалюминиевые элементы и детали.
Медно-алюминиевые пластины типа МА, выпускаемые по ГОСТ 19357-81, изготавливаются на специальных машинах для стыковой контактной сварки с ударной осадкой или на машинах для стыковой холодной сварки. Пластины предназначены для соединения алюминиевых проводников с медными выводами электрических аппаратов и машин.
Сталеалюминиевые детали, выпускаемые электромонтажными заводами (планки У1040 и компенсаторы У1008), изготавливают с применением дуговых способов сварки с предварительным цинкованием или алитированием стали. Они предназначены для сварного соединения алюминиевых проводников со стальными, а также стальных проводников (троллеев) между собой. Стальная часть планок приваривается к стальному проводнику обычными электродами для сварки стали, а алюминиевая - к алюминиевому проводнику - в соответствии с требованиями настоящей инструкции.
Сталеалюминиевые элементы, предназначенные в основном для изготовления узлов металлургического оборудования, изготавливают специализированные организации по оригинальным технологиям, например, с применением взрывных методов сварки или проката.
Особенности сварки переходных изделий из разнородных металлов при их монтаже связаны с необходимостью предохранения стыка Cu-Al и Ст-Аl переходного элемента от перегрева. Так, например, медно-алюминиевые пластины типа МА рассчитаны на приварку только алюминиевой части к алюминиевому проводнику. Медная часть этих элементов присоединяется к выводам болтами.
При приварке пакета медноалюминиевых пластин к толстым шинам следует принимать меры к охлаждению ранее выполненного сварного соединения Cu-Al, например, как показано ниже.
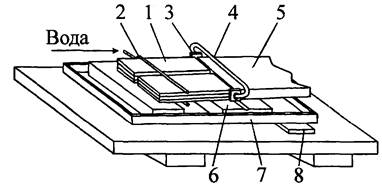
1 - пакет медноалюминиевых пластин; 2 - трубчатый охладитель; 3 - угольный брусок;
4 - стальная скоба; 5 - шина; 6 - ванна для сбора воды;
7 - формующая подкладка; 8 -
подкладка, обеспечивающая уклон для
стока охлаждающей воды в противоположную сторону от места сварки
При необходимости приварки к медному выводу медной части пластины длина последней должна быть увеличена примерно в 2 раза.
Сталеалюминиевые переходные элементы, предназначенные для токопроводящих узлов металлургического оборудования, как правило, сконструированы с учетом возможности их значительного и длительного нагрева при эксплуатации, однако нарушения технологии их приварки, которая задана Изготовителем, могут изначально нарушить переходный стык и привести к выходу всего изделия из строя.
Наиболее простым решением, позволяющим соблюсти необходимый температурный режим, является организация процесса с технологическими перерывами или принудительным охлаждением сварного соединения, (например, как показано на вышеприведенном рисунке.
Кроме перечисленных изделий алюминий со сталью сваривают при изготовлении катодных спусков электролизеров алюминия (см. рис. 14 и 18 настоящей инструкции). Пакет алюминиевых лент соединяют со стальным стержнем (блюмсом) стыковой контактной сваркой оплавлением с ударной осадкой на специальных машинах МС-32201 или К-607.
Приложение 10.
Наборы принадлежностей для ПКС и термитной сварки
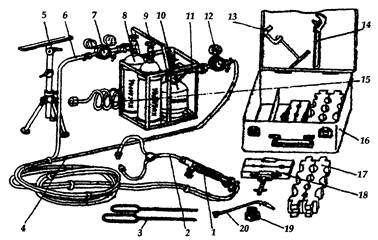
Набор НСПУ
1 - горелка Г3; 2 - наконечник двухфакельный; 3 - мешалки; 4 - рукав для пропана;
5 - стойка; 6 - рукав для кислорода; 7 - редуктор кислородный;
8 - баллон для кислорода (2 шт.) вместимостью 1 л.; 9- контейнер;
10 - баллон для пропана; 11 - переходной вентиль;
12 - редуктор для пропана; 13 - струбцина; 14 - ключ разводной;
15 - переходник для заполнения кислородных баллонов; 16 - чемодан;
17 - охладитель большой; 18 - охладитель малый;
19 - переходник для кислородного баллона; 20 - наконечник № 3 к горелке Г3
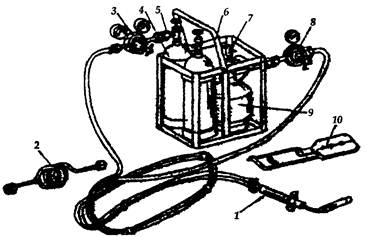
Набор НПГ-2
1 - горелка Г2; 2 - переходник для заполнения кислородных баллонов;
3 - редуктор кислородный; 4 - баллон для кислорода (2 шт.) вместимостью 1 литр;
5 - переходник для кислородного баллона; 6 - контейнер; 7 - вентиль;
8 - редуктор для пропана; 9 - баллон для пропана; 10 - охладитель
Приложение 11.
Форма сварочная типа ФС и вкладыш к формам

Форма сварочная типа ФС (а) для соединения жил
и вкладыш стальной к формам (б)
1 - полуформа; 2 - направляющая; 3 - клин
Приложение 12.
Формы для ПКС и электродуговой сварки соединений,
ответвлений и оконцеваний жил
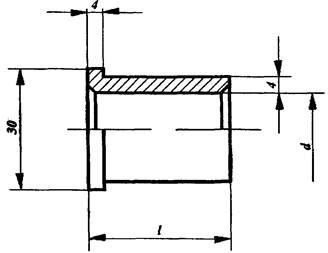
Соединение и ответвление жил сваркой по торцам
|
Суммарное сечение жил, мм2 |
Размеры сварочной формы, мм |
|
|
l |
d |
|
|
32 |
25 |
8 |
|
50 |
30 |
12 |
|
70 |
30 |
12 |
|
95 |
30 |
16 |
|
120 |
35 |
16 |
|
150 |
35 |
18 |
|
185 |
35 |
20 |
|
240 |
35 |
22 |
Стержневое оконцевание жил
|
Сечение жил, мм2 |
Размеры сварочной формы, мм |
|
|
l |
d |
|
|
16 |
35 |
8 |
|
25 |
35 |
8 |
|
35 |
35 |
8 |
|
50 |
40 |
12 |
|
70 |
40 |
12 |
|
95 |
45 |
16 |
|
120 |
45 |
16 |
|
150 |
55 |
18 |
|
185 |
55 |
18 |
|
240 |
55 |
22 |
Приложение 13.
Опорная стойка для стержневого оконцевания жил ПКС
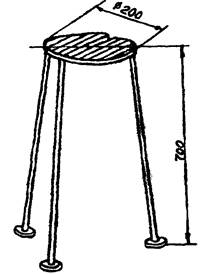
Приложение 14.
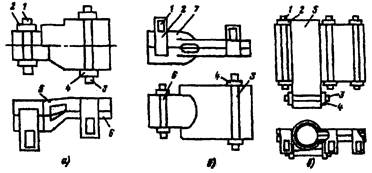
Формы сварочные типа ФО для оконцевания жил пластинами из алюминиевого сплава АД31Т1
а - для продольного оконцевания жил сечением 50 - 240 мм2;
б - для продольного оконцевания жил сечением 300 - 1500 мм2;
в - для флажкового оконцевания жил сечением 1000 и 1500 мм2
1, 3 - клин; 2, 4 - направляющая; 5 - полуформа левая;
6 - полуформа правая; 7 - полуформа
Приложение 15.
Форма тройниковая для ответвления проводов ОРУ из набора НГО
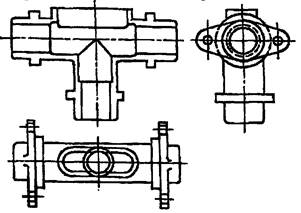
Приложение 16.
Формы типа ФА для ПКС ответвлений
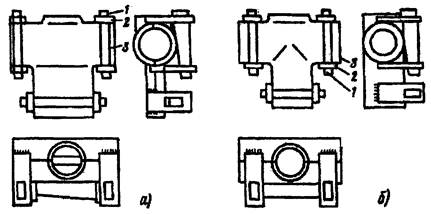
Форма сварочная типа ФА
а - для ответвления «кабель-пластина»;
б - для ответвления «кабель-кабель»
1 - клин; 2 - направляющая; 3 - полуформа
Приложение 17.
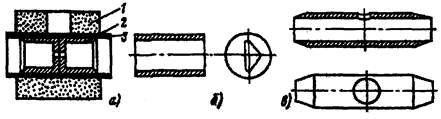
Термитный патрон типа ПА
а - термитный патрон ПА; б - секторная втулка;
в - гильза алюминиевая для сварки кабелей на высокое напряжение.

Гильза алюминиевая к термитному патрону типа ПА
для сварки кабелей на высокое напряжение
|
Сечение жил, мм2 |
Размеры, мм |
||||
|
А |
В |
d |
d1 |
d2 |
|
|
25 |
47 |
33 |
5,0 |
9,9 |
6,7 |
|
35 |
48 |
34 |
5,5 |
11,1 |
7,9 |
|
50 |
52 |
38 |
8,0 |
12,8 |
9,5 |
|
70 |
58 |
44 |
10,0 |
14,5 |
11,3 |
|
95 |
66 |
50 |
12,0 |
17,5 |
13,3 |
|
120 |
74 |
54 |
13,0 |
19,2 |
14,8 |
|
150 |
74 |
54 |
14,0 |
21,0 |
16,3 |
|
185 |
76 |
58 |
16,0 |
22,9 |
18,3 |
Материал: алюминий марок А, А0
Приложение 18.

1 - муфель; 2 - кокиль; 3 - алюминиевый колпачок (втулка)
Приложение 19.
Формующая втулка для оконцевания
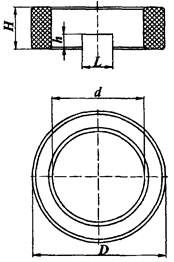
|
Сечение жил, мм2 |
Размеры, мм |
||||
|
H |
h |
L |
D |
d |
|
|
300 |
10 |
6 |
29 |
42 |
34 |
|
400 |
10 |
6 |
31 |
46 |
38 |
|
500 |
15 |
9 |
36 |
49 |
41 |
|
625 |
15 |
9 |
36 |
54 |
46 |
|
800 |
15 |
9 |
39 |
60 |
52 |
|
1000 |
20 |
10 |
45 |
68 |
57 |
|
1500 |
20 |
10 |
56 |
80 |
69 |
Материал: уголь гафитированный или сталь Ст3
Приложение 20.
1. Расход материалов при соединении алюминиевых жил пропано-кислородной сваркой (на 10 соединений)
|
Сечение жил, мм2 |
Пропан, г |
Кислород, л |
Присадка, г |
Асбест, г |
|
16 |
300 |
320 |
50 |
10 |
|
25 |
320 |
340 |
55 |
10 |
|
35 |
340 |
360 |
60 |
15 |
|
50 |
360 |
380 |
70 |
20 |
|
70 |
390 |
410 |
90 |
30 |
|
95 |
430 |
450 |
100 |
30 |
|
120 |
470 |
490 |
130 |
40 |
|
150 |
520 |
550 |
150 |
50 |
|
185 |
600 |
640 |
190 |
60 |
|
240 |
720 |
760 |
240 |
70 |
|
300 |
800 |
840 |
280 |
80 |
|
400 |
970 |
1020 |
360 |
120 |
|
500 |
1150 |
1210 |
440 |
140 |
|
625 |
1400 |
1470 |
530 |
180 |
|
800 |
1700 |
1780 |
670 |
220 |
|
1000 |
2100 |
2200 |
820 |
280 |
|
1500 |
3000 |
3140 |
1200 |
400 |
2. Расход материалов при соединении алюминиевых жил термитной сваркой (на 10 соединений)
3. Расход материалов при оконцевании алюминиевых жил пластинами из сплава АД31Т1 пропано-кислородной сваркой (на 10 оконцеваний)
|
Сечение жил, мм2 |
Пропан, г |
Кислород, л |
Присадка, г |
Асбест, г |
|
50 |
640 |
670 |
150 |
10 |
|
70 |
690 |
730 |
190 |
15 |
|
95 |
760 |
800 |
230 |
15 |
|
120 |
830 |
870 |
270 |
20 |
|
150 |
920 |
970 |
310 |
25 |
|
185 |
1060 |
1110 |
400 |
30 |
|
240 |
1270 |
1330 |
500 |
35 |
|
300 |
1410 |
1480 |
580 |
40 |
|
400 |
1710 |
1790 |
750 |
60 |
|
500 |
2030 |
2130 |
920 |
70 |
|
625 |
2470 |
2590 |
1100 |
90 |
|
800 |
3000 |
3150 |
1400 |
110 |
|
1000 |
3700 |
3870 |
1710 |
140 |
|
1500 |
5300 |
5550 |
2500 |
200 |
4. Расход материалов при соединении и ответвлении алюминиевых жил сплавлением по торцам в общий монолитный стержень пропано-кислородной сваркой (на 10 соединений)
|
Сечение жил, мм2 |
Пропан, г |
Кислород, л |
Присадка, г |
Асбест, г |
|
32 |
340 |
360 |
15 |
7 |
|
50 |
360 |
380 |
50 |
10 |
|
70 |
390 |
410 |
35 |
15 |
|
95 |
430 |
450 |
85 |
15 |
|
120 |
470 |
500 |
50 |
20 |
|
150 |
520 |
540 |
100 |
25 |
|
185 |
600 |
640 |
120 |
30 |
5. Расход материалов при соединении и ответвлении алюминиевых жил сплавлением по торцам в общий монолитный стержень термитной сваркой (на 10 соединений)
|
Сечение жил, мм2 |
Присадка, г |
Асбест, г |
Флюс, г |
|
70 |
10 |
15 |
3 |
|
95 |
20 |
15 |
4 |
|
120 |
15 |
20 |
4 |
|
150 |
20 |
25 |
6 |
|
185 |
25 |
30 |
7 |
|
240 |
30 |
35 |
8 |
6. Расход материалов при стержневом оконцевании алюминиевых жил пропано-кислородной сваркой (на 10 оконцеваний)
|
Сечение жил, мм2 |
Пропан, г |
Кислород, л |
Присадка, г |
Асбест, г |
|
16 |
300 |
360 |
55 |
5 |
|
25 |
320 |
340 |
50 |
6 |
|
35 |
340 |
360 |
45 |
7 |
|
50 |
360 |
380 |
95 |
10 |
|
70 |
390 |
410 |
75 |
15 |
|
95 |
430 |
450 |
180 |
15 |
|
120 |
470 |
490 |
150 |
20 |
|
150 |
520 |
550 |
260 |
25 |
|
185 |
600 |
630 |
230 |
30 |
|
240 |
720 |
750 |
360 |
35 |
7. Расход материалов при ответвлении алюминиевых жил пропано-кислородной сваркой в стальных формах (на 1 ответвление)
|
Материал |
Сечение магистрального кабеля, мм2 |
||||
|
800 |
1000 |
1500 |
|||
|
Сечение ответвляемого кабеля или пластины, мм2 |
|||||
|
800 |
800 |
1000 |
1000 |
1500 |
|
|
Пропан, г |
260 |
300 |
320 |
410 |
450 |
|
Кислород, л |
270 |
310 |
330 |
420 |
470 |
|
Присадка, г |
100 |
115 |
125 |
160 |
180 |
|
Асбест, г |
15 |
20 |
20 |
30 |
30 |
8. Расход материалов при соединении алюминиевых жил пропано-кислородной сваркой в ответвительной коробке (на 10 соединений)
|
Материал |
Суммарное сечение жил, мм2 |
||||||
|
5 |
7,5 |
10 |
12 |
15 |
18 |
20 |
|
|
Пропан, г |
5 |
8 |
10 |
12 |
15 |
17 |
19 |
|
Кислород, л |
5,5 |
8,5 |
10,5 |
12,5 |
16,0 |
18 |
20 |
|
Флюс, г |
0,6 |
0,6 |
0,8 |
0,8 |
1,0 |
1,0 |
1,0 |
9. Расход материалов при оконцевании алюминиевых жил наконечниками ЛС пропано-кислородной сваркой (на 10 оконцеваний)
|
Сечение жил, мм2 |
Пропан, г |
Кислород, л |
Присадка, г |
Асбест, г |
|
300 |
800 |
840 |
280 |
40 |
|
400 |
970 |
1020 |
380 |
60 |
|
500 |
1150 |
1210 |
440 |
70 |
|
625 |
1400 |
1470 |
530 |
90 |
|
800 |
1700 |
1780 |
670 |
110 |
|
1000 |
2100 |
2200 |
820 |
140 |
|
1500 |
3000 |
3150 |
1200 |
200 |
10. Расход материалов при оконцевании алюминиевых жил наконечниками типа Л электродуговой сваркой (на 10 оконцеваний)
|
Материал |
Сечение жил, мм2 |
||||||
|
300 |
400 |
500 |
625 |
800 |
1000 |
1500 |
|
|
Присадка, г |
90 |
110 |
150 |
200 |
220 |
270 |
400 |
|
Аргон, л |
70 |
110 |
150 |
210 |
280 |
370 |
600 |
Приложение 21.
Безусловно, не следует относить данный вид сварки к способам, которые можно использовать в монтажных условиях или при мелкосерийном производстве. Целью создания данного раздела является ознакомление специалистов сварочного производства с тенденциями развития технологии и оборудования для сварки цветных металлов.
1. История развития.
Ротационная сварка трением (FSW-friction stir welding) была изобретена Т институтом сварки (TWI-T Welding Institute) в декабре 1991 года. TWI успешно подала заявки на патенты в Европе, США, Японии и Австралии.
Проект разработки ротационной сварки трением, выполнялся тремя этапами.
Этап I показал, что ротационная сварка трением является реалистичным и практическим способом сварки, в это же время рассматривались проблемы сварки алюминиевых сплавов серии 6000 (Амг6).
На этапе II было успешно проведено изучение сварки обычных технических алюминиевых сплавов серий 2000 (АМг2) и 5000 (АМг5) и сплавов алюминия с литием. Были установлены допуски на параметры, металлургические характеристики и механические свойства, включая испытания на усталость.
На этапе III были разработанные соответствующие данные для дальнейшего применения ротационной сварки трением в промышленности.
Метод ротационной сварки SuperStir™ был признан классификационным обществом DNV (Det Norske Veritas). Компания Marine Aluminium получила одобрение этого метода для применения в производстве судов, регистрируемых классификационными обществами DNV, Germanischer Lloyd, Lloyds и RINA (Registro Italiano Navale).
После изобретения эта технология получила всемирное признание, и сегодня ротационная сварка трением используется в научно-исследовательских целях и на производстве в различных отраслях промышленности, как, например, аэрокосмическая, производство железнодорожных вагонов, скоростных паромов, круизных судов, электрических двигателей, холодильников, теплообменников, в автомобильной промышленности, для производства контейнеров для отходов и в самолетостроении.
2. Принцип действия
Ротационная сварка трением производится в твердой фазе, т.е. расплав основных материалов не происходит, что является её основным отличием от более традиционных методов сварки трением, которые применяются с начала 1950-х годов.
При ротационной сварке трением вращающийся цилиндрический инструмент с фасонным штырем, медленно погружается в линию соединения между двумя пластинами или плитами, которые нужно соединить между собой. Эти детали должны быть закреплены на подкладке таким образом, чтобы не допустить их отрыва друг от друга или изменения положения каким-либо другим образом.
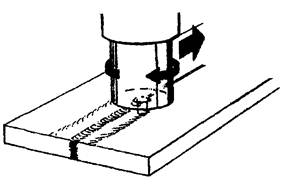
Между износостойким сварочным инструментом и материалом свариваемых деталей возникает тепло от трения. Это тепло заставляет материал размягчаться без достижения температуры плавления и дает возможность инструменту продвигаться вдоль линии сварки. Пластифицированный материал переносится от ведущей кромки инструмента к ведомой кромке штыря и сковывается тесным контактом между буртиком инструмента и профилем штыря. Он оставляет за собой твердофазное соединение между двумя деталями.
3. Ротационная сварка трением в сравнении с другими процессами
При ротационной сварке трением отсутствует источник Джоулева тепла, сварочная проволока, защитный газ. Инструмент не является разовым (один инструмент обычно используется для выполнения более 1000 метров шва в алюминиевых сплавах серии 6000).
Минимальная подготовка поверхности, обычно требуется только обезжиривание, однако необходимо обеспечить плотное примыкание свариваемых изделий друг к другу.
Экономия по энергопотреблению на 80 % по сравнению с процессом сварки металлическим электродом в инертном газе.
Не выделяется никаких испарений или токсичных газов, опасных для операторов. Операторы и другой персонал не подвергаются воздействию излучения от дуги.
После сварки поверхность изделия готова к использованию, так как нет необходимости ни удалять брызги, ни выполнять какую-либо подготовку после сварки. Сторона вершины шва является идеальной копией подложки, а верхняя сторона уже имеет отфрезерованную структуру, образованную буртиком.
4. Свариваемые материалы
На данном этапе хорошие результаты достигнуты при сварке большинства алюминиевых сплавов, меди. Серия алюминиевого сплава 6000 составляет большую часть объема сварки, следующими по объему являются серии 2000 и 7000. Имеется возможность сваривать различные алюминиевые сплавы между собой.
Другими материалами, которые можно сваривать методом ротационной сварки трением, являются магний, цинк, сталь и титан. Продолжающиеся исследования дадут дополнительные данные, которые позволят использовать данный метод сварки этих материалов в промышленном масштабе.
Используя ротационную сварку, возможно соединять другие комбинации материалов такие как, медь с алюминием, алюминий с магнием, облицовывать алюминием сталь и т.п.
5. Качество сварки
6. Будущее ротационной сварки трением
Технология ротационной сварки трением может привести к появлению ряда новых конструкций продуктов, которые ранее были невозможными. Эта новая технология сварки даст множество новых возможностей. Главным ограничением при этом будет Ваша творческая фантазия.