 | Информационная система | |
|
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА ПРОИЗВОДСТВО ОТДЕЛЬНЫХ ВИДОВ РАБОТ ТИПОВАЯ на специальные строительные работы 6425030012 88012 СБОРКА И СВАРКА ТРУБ В ТРЕХТРУБНЫЕ СЕКЦИИ |
||
|
РАЗРАБОТАНА Институтом ВНИИПКтехоргнефтегазстрой Заместитель директора института Г.А. Потемкин Заведующий отделом Л.М. Пальчиков Главный специалист В.И. Климов |
СОГЛАСОВАНО Управлением механизации и технологии строительства Госстроя СССР Письмо от 31.07.1990 г. № 12-238 Введена в действие с 1.03.1991 г. |
|
|
МОСКВА - 1991 |
||

1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта разработана на сборку и сварку 1 км труб в трехтрубные секции на трубосварочной базе при строительстве магистральных трубопроводов диаметром 530 мм.
1.2. При разработке типовой технологической карты приняты исходные данные:
сборка и сварка труб в трехтрубные секции осуществляется на трубосварочной базе БНС-81;
трубы сварные прямошовные и спиральношовные из горячекатаных, нормализованных и термически упрочненных, углеродистых и низколегированных сталей с нормативным значением временного сопротивления на разрыв до 588,7 МПа (60 кгс/мм2); предусмотренные проектом, неизолированные;
толщина стенок труб - 8 мм;
длина труб - 11,5 м;
количество труб в одной секции - 3;
количество стыков в одной секции - 2;
количество трехтрубных секций в 1 км - 29.
1.3. В состав работ, рассматриваемых картой, входят:
обработка кромок и концов труб шлифовальной машинкой;
сборка и сварка первым слоем на линии сборки ЛСТ-81;
автоматическая сварка под слоем флюса одной сварочной головкой на сварочной установке ПАУ-502.
1.4. Работы выполняются в летний период в условиях равнинной и слабопересеченной местности и ведутся в одну дневную смену продолжительностью 8 ч.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
2.1. Выполнению работ по сборке и сварке труб в трехтрубные секции на трубосварочной базе БНС-81 предшествует комплекс организационно-технических мероприятий и подготовительных работ:
сдача базы в соответствии с «Положением о порядке и приемке в эксплуатацию трубосварочных баз»;
назначение лиц, ответственных за качественное и безопасное производство сварочно-монтажных работ (прораб, мастер, работник полевой испытательной лаборатории ПИЛ);
подготовка для трубоукладчика подъездных путей к приемному стеллажу, стеллажу-накопителю секций труб и стенду контроля сварных стыков;
размещение в зоне производства работ трубоукладчика;
проверка грузозахватных приспособлений для подъема и перемещения труб и секций труб;
установка в зоне производства работ вагончика для обогрева людей, хранения инструментов и инвентаря;
обеспечение рабочих мест бригады средствами первой медицинской помощи, питьевой водой, противопожарным оборудованием;
инструктаж членов бригады по технике безопасности и производственной санитарии.
2.2. До начала работ по обработке кромок необходимо:
очистить внутреннюю полость труб от возможных загрязнений;
провести визуальный осмотр поверхностей труб и при обнаружении дефектов выполнить необходимый ремонт.
В процессе ремонта следует:
устранить шлифованием царапины, риски и задиры на трубах глубиной свыше 0,2 мм, но не более 5 % от толщины стенки трубы, которая не должна быть выведена за пределы минусового допуска;
исправить с применением безударных разжимных устройств вмятины на концах труб глубиной до 3,5 % от диаметра трубы.
Трубы с царапинами, рисками, задирами глубиной более 5 % от толщины стенки, вмятинами с глубиной, превышающей 3,5 % от диаметра трубы, или с забоинами и задирами фасок глубиной более 5 мм ремонту не подлежат; дефектные участки труб следует обрезать.
2.3. Перед сборкой и сваркой необходимо зачистить кромки труб.
Кромки труб и прилегающие к ним поверхности (внутреннюю и наружную) на ширину не менее 10 мм зачищает до металлического блеска монтажник наружных трубопроводов шлифовальной машинкой на приемном стеллаже.
У первой трубы зачищается левый торец, у второй - правый, у третьей - оба торца. Трубы для следующей секции зачищаются аналогично.
2.4. Подготовленные к сборке трубы с приемного стеллажа поочередно подаются на рольганг линии ЛСТ-81.
После укладки первой трубы на рольганг линии сборки ее перемещают вправо на позицию сборки и сварки к центратору, лежащему на специальной тележке.
Труба перемещается до тех пор, пока не освободится место на рольганге для принятия второй трубы. Затем на рольганг линии подается вторая труба и перемещается по рольгангу влево. После этого подается третья труба, которая остается на месте. В этом положении она уже находится на позиции сборки.
2.5. Центровка труб производится с помощью центратора ЦВ-5Н.
Численные значения зазоров в стыках при сварке электродами с основным видом покрытия приведены в табл. 1.
|
Значение зазора при толщине стенки трубы, мм |
|||
|
до 8 |
8 - 10 |
10 и более |
|
|
2,0 - 2,5 |
1,5 - 2,5 |
- |
- |
|
3,0 - 3,25 |
2,0 - 3,0 |
2,5 - 3,8 |
3,0 - 3,5 |
Смещение кромок электросварных труб не должно превышать 20 % нормативной толщины стенки, но не более 3 мм. Измерение величины смещения кромок допускается проводить по наружным поверхностям труб сварочным шаблоном. Для труб с нормативной толщиной стенки до 10 мм допускается смещение кромок до 40 % нормативной толщины стенки, но не более 2 мм.
2.6. Непосредственно перед сваркой производится просушка (или подогрев) кольцевыми нагревателями торцов труб и прилегающих к ним участков шириной не менее 150 мм.
Просушка торцов труб нагревом до температуры 20 - 50 °С обязательна:
при наличии влаги на трубах независимо от способов сварки и прочности основного металла;
при температуре окружающего воздуха ниже +5 °С в случае сварки труб с нормативным сопротивлением разрыву 539 МПа (55 кгс/мм2) и выше.
2.7. Предварительный подогрев выполняют перед ручной дуговой сваркой корневого шва. В технологической карте предварительный подогрев не рассматривается. Необходимость подогрева и его режимы определяются по табл. 7 ВСН 006-89 «Строительство магистральных и промысловых трубопроводов. Сварка» в зависимости от эквивалента углерода стали, толщины стенок стыкуемых труб, температуры окружающего воздуха.
Нормирование затрат труда и заработной платы производится по § В10-1-19 (Сборник В10 «Сооружение объектов нефтяной и газовой промышленности. Выпуск I. Магистральные трубопроводы»).
2.8. После окончания сушки (подогрева) стыка производят сварку корневого слоя. Перемещать внутренний центратор разрешается только после того, как корневой слой шва сварен на 3/4 периметра стыка электродами с основным покрытием. Свариваемую секцию поворачивают на 180°, что позволяет вести сварку в нижнем, удобном для сварщиков положении, и производят доварку оставшейся части корневого слоя.
При сварке термически упрочненных труб при любых электродах корневой слой должен быть сварен полностью.
Корневой слой зачищают шлифовальными машинками до получения плоской поверхности.
Сварку корневого слоя шва следует выполнять электродами, указанными в табл. 2.
|
Свариваемые трубы |
||||
|
Тип по ГОСТ 9467-75* |
Марка |
Диаметр, мм |
Толщина, стенки, мм |
Нормативное значение временного сопротивления разрыву, МПа (кгс/мм2) |
|
Э42А |
УОНИ-13/45 |
2,0 - 2,5 3,0 |
5 - 8 |
До 490 (50) включительно |
|
Э50А |
УОНИ-13/55 ЛБ-52У НИБАЗ 55 Супербаз Фокс ЕВ 50 ОК 48.04 ВСО-50СК |
2,0 - 2,6 2,5 - 3,25 |
5 - 8 8 - 26 |
До 588 (60) включительно |
Рекомендуемые значения сварочного тока приведены в табл. 3.
|
Сварочный ток в зависимости от пространственного положения шва, А |
|||
|
Нижнее |
Вертикальное |
Потолочное |
|
|
2,0 - 2,5 |
50 - 90 |
40 - 80 |
40 - 50 |
|
3,0 - 3,25 |
90 - 130 |
80 - 120 |
90 - 110 |
2.9. Аналогично производятся сборка и сварка второго стыка секции, после чего секция перемещается на промежуточный стеллаж.
2.10. С промежуточного стеллажа секция подается на роликовый вращатель для поворотной сварки последующих слоев шва. Сварка ведется одной сварочной головкой СГФ-1004А.
Для сварки используются сварочная проволока по ГОСТ 2246-70* «Проволока стальная сварочная» и флюс по ГОСТ 9087-81* «Флюсы сварочные плавленые».
Сочетание сварочных материалов (флюса и проволоки) в зависимости от характеристик свариваемых труб представлены в табл. 4.
|
Нормативное значение временного сопротивления разрыву, МПа (кгс/мм2) |
||
|
флюса |
проволоки |
|
|
АН-348А АН-348АМ |
СВ-08ГА |
Свыше 490,5 (50) до 539,4 (55) |
|
АН-47 |
СВ-08ГА |
Свыше 490,5 (50) до 539,4 (55) |
|
АН-47 АН-ВС |
СВ-08ХМ СВ-08МХ S2М0 |
539,4 - 588,7 (55 - 60) включительно, в том числе термически упрочненных |
|
ФЦ-16 |
СВ-08ГНМ |
539,4 - 588,7 (55 - 60) включительно |
Сварочная проволока перед производством работ очищается от ржавчины и наматывается на катушки или кассеты машиной МОН-52.
Число слоев, выполняемых автоматической сваркой под флюсом, при толщине стенки труб до 16,5 мм должно составлять не менее двух; ширина сварного шва при толщине стенки трубы от 6 до 8 мм - 14 ± 4 мм, свыше 8 до 12 мм - 20 ± 4 мм.
Режимы автоматической сварки заполняющих и облицовочного слоев шва приведены в табл. 5. Ток постоянный, полярность обратная.
|
Диаметр электродной проволоки, мм |
Слои шва |
Сварочный ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Смещение электрода с зенита, мм |
|
|
6 - 12,5 |
2 |
Первый |
400 - 500 |
42 - 44 |
35 - 40 |
60 - 80 |
|
Послед. |
500 - 550 |
42 - 46 |
35 - 40 |
40 - 50 |
||
|
|
3 |
Первый |
550 - 650 |
42 - 44 |
35 - 50 |
40 - 60 |
|
Послед. |
700 - 750 |
44 - 46 |
35 - 50 |
30 - 40 |
2.11. Во время сварки заполняющих и облицовочного слоев шва производится очистка стыка от шлака.
2.12. Сварные соединения оставлять незаконченными не разрешается.
2.13. Начинать и оканчивать сварку стыка необходимо на расстоянии не менее 100 мм от продольных швов свариваемых труб.
2.14. После полной сварки швов необходимо произвести их наружный осмотр, подварить вручную дефекты и нанести клеймо. Секция освобождается и перемещается на стеллаж сотовой продукции.
2.15. Схема производства работ на трубосварочной базе БНС-81 представлена на рисунке.
2.16. Работы по сборке и сварке выполняет бригада, состоящая из двух звеньев:
по сборке труб в трехтрубные секции и сварке первого слот шва - 5 чел.;
по автоматической сварке швов под слоем флюса - 3 чел.
3. ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ
3.1. Для обеспечения требуемого качества работ необходимо проводить:
проверку квалификации сварщиков;
контроль исходных сварочных материалов и труб (входной контроль);
систематический, операционный (технологический) контроль, осуществляемый в процессе сборки и сварки;
визуальный контроль (внешний осмотр) и обмер готовых сварных соединений;
проверку сварных швов неразрушающими методами контроля.
3.2. Аттестацию и проверку квалификации сварщиков осуществляет постоянно действующая комиссия треста под председательством его главного инженера в объеме и с использованием методик, определяемых требованиями ВСН 006-89 «Строительство магистральных и промысловых трубопроводов. Сварка» и СНиП III-42-80 «Правила производства и приемки работ. Магистральные трубопроводы».
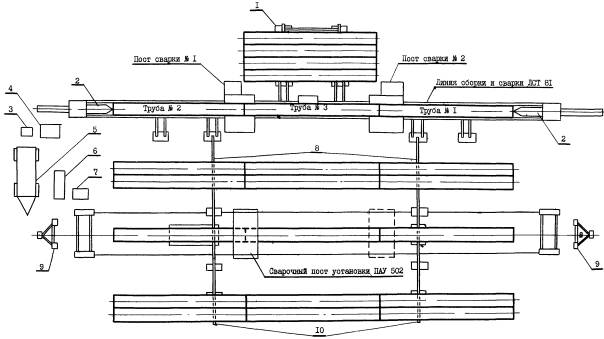
Рис. Схема производства работ на трубосварочной базе БНС-81:
1 - приемный стеллаж; 2 - внутренний центратор; 3 - машина для очистки и намотки проволоки МОН-52; 4 - блок питания; 5 - агрегат электрический дизельный АДД-502; 6 - электроагрегат дизельный АД30С-Т/400-РМIУ4; 7 - блок питания; 8 - промежуточный стеллаж; 9 - стойка опоры электроосвещения; 10 - стеллаж готовой продукции
3.3. Все трубы могут быть приняты для монтажа только после прохождения приемки и освидетельствования на соответствие их требованиям ВСН 012-88 «Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ» (часть I, раздел 4), а также требованиям ВСН 006-89.
Для проведения сварочных работ допускается применение электродов, флюсов, проволок только тех марок, которые регламентируются требованиями ВСН 006-89 и СНиП 2.05.06-85 «Магистральные трубопроводы».
3.4. Операционный контроль проводят мастер, прораб (ст. прораб) и служба контроля ПИЛ. При этом проверяется правильность и последовательность выполнения технологических операций по сборке и сварке в соответствии с требованиями ВСН 006-89.
3.4.1. При сборке соединений под сварку проверяют:
чистоту полости труб и степень зачистки кромок и прилегающих к ним внутренней и наружной поверхностей;
соблюдение допустимой величины смещения наружных кромок;
величину технологических зазоров в стыках.
3.4.2. При операционном контроле в процессе сварки проверяют соблюдение режимов сварки, порядок наложения слоев и их количество, правильность выбора сварочных материалов.
3.5. Все сварные соединения труб после их очистки от шлака, грязи, брызг металла, снятия грата подвергают визуальному контролю.
3.5.1. При осмотре сварного соединения проверяют:
наличие на каждом стыке клейма сварщика, выполняющего сварку;
проверяют наличие на одном из концов каждой плети ее порядкового номера;
убеждаются в отсутствии наружных трещин, незаплавленных кратеров и выходящих на поверхность пор.
3.6. Все стыки подвергаются неразрушающему контролю в объеме и методами, указанными в ВСН 012-88 «Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ» (часть I).
Контроль качества сварных соединений неразрушающими методами производится работниками службы контроля (ПИЛ, специализированных управлений по контролю и т.п.).
3.7. При выполнении сварочных работ следует своевременно оформлять исполнительную производственную документацию и акты промежуточной приемки в соответствии с перечнем, представленным в ВСН 012-88 «Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ» (часть II), в том числе:
список сварщиков, составляемый службой главного сварщика, форма № 2.3,
журнал сварки труб, который ведет производитель работ, форма № 2.6 (2.6а);
заключение по проверке качества сварных соединений физическими методами контроля, составляемое службой контроля качества, форма № 2.9;
заключение о результатах механических испытаний контрольных и допускных сварных соединений, составляемое службой контроля качества, форма № 2.12.
3.8. Технические критерии и средства контроля операций и процессов приводятся в табл. 6.
|
Предмет контроля |
Инструмент и способ контроля |
Время контроля |
Ответственный контролер |
Технические критерии оценки качества |
|
|
Входной контроль поверхности труб |
Дефекты поверхности труб (трещины, расслоения, закаты, вмятины, надрывы и забоины), овальность труб по любому сечению, разнотолщинность стыкуемых труб, косина торцов |
Шаблон, штангенглубиномер, рейка нивелирная, рулетка, линейка, шаблон сварочный |
До начала сборки труб |
Работник службы контроля, ПИЛ, прораб |
Соответствие требованиям ВСН 006-89, раздел 2.1, ВСН 012-88, часть I, раздел 4 |
|
Входной контроль сварочных материалов (электродов, проволоки, флюса) |
Наличие сертификатов, соответствие маркировки, степень очистки проволоки, состояние поверхности покрытия, условия и режимы прокалки флюса и электродов |
Визуально, термометр |
До начала работ по сборке и сварке |
Прораб, сварочная служба, ПИЛ |
Соответствие требованиям ВСН 006-89, приложение 4, раздел 2.3. Соответствие ГОСТ, 2246-70* и ГОСТ 9087-81* Зачистка проволоки до металлического блеска без нарушения калибровки |
|
Очистка полости труб |
Степень очистки полости |
Визуально |
До начала сборки |
Мастер |
Не допускаются посторонние предметы |
|
Зачистка кромок стыкуемых труб |
Качество зачистки кромок с прилегающими цилиндрическими поясами |
Визуально |
В процессе работ по сборке |
То же |
Зачистка до металлического блеска внутренней и наружной поверхностей кромок труб на ширину не менее 10 мм |
|
Центровка и сборка стыка |
Качество сборки стыка, точность установки зазора, величина смещения наружных кромок |
Шаблон, линейка, щуп |
В процессе сборки |
Прораб |
Соответствие требованиям ВСН 006-89, раздел 2.2 |
|
Ручная электродуговая сварка корневого слоя шва |
Правильность выбора электродов, режимы сварки, степень зачистки слоя шва |
Визуально, амперметр, вольтметр |
В процессе сварки корневого слоя шва |
То же |
Соответствие требованиям ВСН 006-89, раздел 2.4 |
|
Автоматическая сварка под слоем флюса по предварительно сваренному корню шва |
Режимы сварки (вылет и угол наклона электрода, смещение с зенита, скорость сварки) |
То же |
В процессе сварки |
- ² - |
Соответствие требованиям ВСН 006-89, раздел 2.6 |
|
Визуальный контроль и обмер сварных соединений |
Наличие клейма сварщиков (бригады сварщиков), отсутствие наружных трещин, незаплавленных кратеров и выходных пор, геометрические размеры сварного соединения |
Визуально, шаблон, линейка |
По окончании сварки |
Прораб, сварочная служба, |
Соответствие требованиям ВСН 012-88, часть I, п. 5.17, п. 5.18 |
4. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА, МАШИННОГО ВРЕМЕНИ, ЗАРАБОТНОЙ ПЛАТЫ НА 1 км ТРУБОПРОВОДА
|
Номер фасета для пересчета показателей |
Единица измерения |
Объем работ |
Обоснование (ВНиР) |
Норма времени, чел.-ч |
Расценка, р.-к. |
Затраты труда, чел.-ч |
Заработная плата, р.-к. |
Время пребывания машин на объекте, маш.-ч |
Заработная плата машинистов с учетом пребывания машин на объекте, р.-к. |
|||||
|
рабочих |
машинистов |
рабочих |
машинистов |
рабочих |
машинистов |
рабочих |
машинистов |
|||||||
|
Сборка и сварка первым слоем на стенде |
01 02 |
1 стык |
58 |
§ В10-1-9, табл. 3, п. 2а |
1,0 |
- |
0-84,4 |
- |
58,0 |
- |
48-95 |
- |
- |
- |
|
Автоматическая сварка на установке ПАУ-502 |
|
10 стыков |
5,8 |
Применительно § В10-1-24, п. 2д |
4,4 |
2,2 |
3-41 |
2-00 |
25,52 |
12,76 |
19-78 |
11-60 |
12,76 |
11,60 |
|
Итого |
83,52 |
12,76 |
68-73 |
11-60 |
12,76 |
11-60 |
||||||||
5. ГРАФИК ПРОИЗВОДСТВА РАБОТ НА 1 км ТРУБОПРОВОДА
Таблица 8

6. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
Потребность в машинах, механизмах, оборудовании, инструменте и инвентаре приведена в табл. 9.
|
Марка, тип, ГОСТ |
Количество |
Краткая техническая характеристика |
|
|
Трубосварочная база |
БНС-81 |
1 |
Размеры свариваемых труб: диаметр - 325 - 820 мм длина - 10,5 - 11,8 м Линия сборки труб - ЛСТ-81 Количество постов сборки - 2 Автосварочная установка - ПАУ-502 Количество постов сварки - 1 |
|
Электрошлифовальная машинка |
ШI-178А (ШI-230А) |
2 |
Скорость вращения - 8500/6600 об/мин |
|
Машина для очистки и намотки проволоки |
МОН-52 |
1 |
Производительность (максимальная) намотки проволоки на кассету головки СГФ-1004А-100 м/мин |
|
Электрододержатель со сварочным кабелем |
2 |
|
|
|
Универсальный шаблон сварщика |
УШС-3 |
2 |
|
|
Маска электросварщика |
2 |
|
Потребность в материалах для выполнения работ по сборке и сварке 1 км труб в секции на трубосварочной базе приводится в табл. 10.
|
Фасет-код |
Единица измерения |
Объем работ |
Потребность, кг |
||
|
на единицу измерения |
на весь объем |
||||
|
Электроды |
- |
1 стык |
58 |
0,39 |
22,62 |
|
Проволока сварочная |
03-2 |
То же |
58 |
0,82 |
47,56 |
|
Флюс |
04-2 |
- ² - |
58 |
1,23 |
71,34 |
7. ТЕХНИКА БЕЗОПАСНОСТИ
7.1. Общие положения
7.1.1. При оборке и сварке секций из отдельных труб на трубосварочной базе следует руководствоваться действующими нормативными документами:
СНиП III-4-80*. Техника безопасности в строительстве;
СНиП III-42-80. Магистральные трубопроводы. Правила производства и приемки работ;
РД 102-011-89. Охрана труда. Организационно-методические документы;
Правилами техники безопасности при строительстве магистральных стальных трубопроводов;
Правилами техники безопасности и производственной санитарии при электросварочных работах;
Правилами технической эксплуатации электроустановок потребителей и Правилами техники безопасности при эксплуатации электроустановок потребителей, утвержденными Главгосэнергонадзором Минэнерго СССР 24.12.1984 г.;
ГОСТ 12.3.003-86. ССБТ. Работы электросварочные. Требования безопасности;
ГОСТ 12.2.013-87. ССБТ. Машины ручные электрические. Общие требования по безопасности и методы испытаний;
Правилами пожарной безопасности при производстве строительно-монтажных работ. ППБ 05-86, утвержденными ГУПО МВД СССР 26.02.1986 г., другими нормативно-техническими документами и справочной литературой, приведенной в приложении к РД 102-011-89.
7.1.2. Ответственность за соблюдение требований охраны труда на трубосварочных базах возлагается приказом по строительной организации на руководителей (начальника участка, прораба, мастера).
7.1.3. За несоблюдение требований охраны труда рабочие, инженерно-технические и хозяйственные работники трубосварочных баз несут материальную, дисциплинарную, административную и уголовную ответственность в установленном законом порядке.
7.2. Основные положения по безопасной организации работ на трубосварочной базе БНС-81
7.2.1. К работе на базе допускаются лица не моложе 18 лет, прошедшие:
обучение и проверку знаний по безопасным методам и приемам труда, а также получившие удостоверения на право производства работ;
вводный инструктаж по охране труда и технике безопасности;
инструктаж по технике безопасности непосредственно на рабочем месте.
Инструктаж на рабочем месте следует проводить периодически не реже одного раза в год, а также в случае изменения условий работы (в объеме вводного инструктажа на рабочем месте).
7.2.2. Допуск посторонних лиц в зону работ запрещается.
7.2.3. Опасные зоны должны иметь ограждения, окрашенные в сигнальные цвета, информирующие о возможной опасности.
7.2.4. Движущиеся (вращающиеся) элементы оборудования базы, с которыми возможно соприкосновение обслуживающего персонала, должны быть ограждены. Ограждения должны быть надежно закреплены, окрашены предупредительной окраской или снабжены другими средствами защиты и сигнализации. Работа при снятых ограждениях не допускается.
7.2.5. Рабочие трубосварочных баз должны быть обеспечены спецодеждой, спецобувью, а также средствами индивидуальной защиты в соответствии с выполняемой ими работой и согласно действующим нормам.
В спецодежде, облитой горючими или смазочными материалами, не разрешается работать, курить и подходить к огню.
7.2.6. До начала работ рабочим следует выдавать соответствующую инструкцию по технике безопасности, которую они обязаны изучить и строго выполнять.
7.2.7. В распоряжение бригад должны быть выделены помещения для отдыха и обогрева. В этих помещениях необходимо оборудовать уголки по технике безопасности и места для размещения аптечек, носилок, фиксирующих шин и других средств оказания первой помощи пострадавшим.
7.2.8. При работе на базе запрещается:
передвигаться или находиться в зоне накатывания или скатывания труб и трубных секций;
прикасаться руками к сварным швам после производства сварочных работ до их остывания;
переходить линию во время работы;
держать руки в световом пространстве между торцами труб;
во время сварки находиться в трубе.
7.2.9. На трубосварочных базах разрешается работать ручным электроинструментом при соблюдении следующих требований техники безопасности:
нормальное напряжение применяемых ручных электроинструментов должно быть не выше 42 В (класс электроинструментов - III);
допускается использовать ручные электрические шлифовальные машинки класса II (с двойной или усиленной изоляцией);
во время дождя или снегопада работа с электроинструментом допускается только под навесом и с применением индивидуальных средств защиты (диэлектрические перчатки, резиновые коврики).
7.2.10. Чтобы избежать поражения электрическим током, необходимо знать и выполнять следующие требования техники безопасности:
ввертывать и вывертывать электролампы только при выключенной электросети;
не касаться оборванных электрических проводов и корпусов электродвигателей, которые при неисправности заземляющих устройств могут оказаться под напряжением;
исправлять что-либо в электросети или электрооборудовании может только дежурный электромонтер, причем он должен работать в резиновых диэлектрических перчатках и применять другие защитные средства;
применять ручные переносные светильники только заводского изготовления, огражденные металлической защитной сеткой, у таких светильников напряжение должно быть не более 12 В, их шланговый провод снабжен специальной вилкой, которую нельзя включить в розетку сети с напряжением более 12 В;
надежно заизолировать оголенные концы проводов, отсоединенных от снятого электрооборудования;
выполнять временную электропроводку только из изолированного провода, подвешивать его разрешается на высоте
над рабочим местом - не менее 2,5 м;
над проходами - 3,5 м;
над проездами - 6 м.
7.3. Основные положения по безопасной эксплуатации электроустановок и электрооборудования трубосварочной базы
7.3.1. Присоединение к сети и отсоединение от сети энергоустановок и электрооборудования, их техническое обслуживание и ремонт в период эксплуатации должны производиться электромонтером, обученным основам электротехники, технике безопасности, всем оперативным переключениям по схеме, имеющим квалификационное удостоверение и IV группу по электробезопасности при обслуживании электрооборудования.
7.3.2. На сварочной базе все электрооборудование (в том числе электросварочные установки, передвижные электростанции, электрощиты, рубильники и т.п.), сварочные стеллажи, кабины управления, торцевые вращатели и другие металлоконструкции должны быть соединены между собой и с заземляющим устройством источника питания стальной шиной сечением не менее 48 мм2 и толщиной не менее 4 мм.
Заземление электросварочных установок выполняют до включения их в электросеть, после чего проводят инструментальную проверку заземления с изменением сопротивления заземляющих устройств и составляют акт проверки. В дальнейшем такую проверку заземления проводят не реже одного раза в год.
Сопротивление заземления должно быть не более 4 Ом. Работать без заземления строго запрещается.
7.3.3. После монтажа электрооборудования на сварочной базе следует провести проверку сопротивления изоляции электрических цепей испытательным напряжением 1000 В в течение 1 мин, а в дальнейшем - один раз в год мегаомметром на 500 В, при этом сопротивление в цепях, электрически связанных с сетью, должно быть не менее 1 мОм, а в цепях, электрически не связанных с сетью, не менее 0,5 мОм.
7.3.4. При эксплуатации электрооборудования трубосварочной базы двери шкафов распределительных устройств, электрощитов и рубильников следует закрывать на замок, а ключ должен храниться у электромонтера.
7.3.5. Перед началом каждой смены электромонтер (электрослесарь) обязан внешним осмотром проверить исправность изоляции кабелей, всего электрооборудования и заземления.
7.3.6. При эксплуатации оборудования запрещается:
работать при снятых крышках клеммных коробок, а также разъединять штекерные разъемы без снятия напряжения;
проводить профилактические осмотры и ремонтные работы под напряжением;
включать напряжение до устранения обнаруженных неисправностей;
переносить и передвигать кабели, находящиеся под напряжением.
8. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ НА 1 км ТРУБОПРОВОДА
Нормативные затраты труда, всего, чел.-ч............................... 96,28
В том числе:
рабочих................................................................................. 83,52
машинистов.......................................................................... 12,76
Заработная плата, р.-к.
рабочих................................................................................. 68-73
машинистов.......................................................................... 11-60
Продолжительность выполнения работ, ч (смен)................... 12,8 (1,6)
Выработка на одного рабочего в смену, м/чел.-смену........... 78,1
Численный состав бригады, всего, чел..................................... 8
В том числе:
рабочих................................................................................. 7
машинистов.......................................................................... 1
9. ФАСЕТНЫЙ КЛАССИФИКАТОР ФАКТОРОВ
ФАСЕТ 01
Характеристика местности
(по сборке труб в секции)
|
Обоснование (ВНиР) |
Код |
Значение фактора |
|
|
Равнинная слабопересеченная местность |
1 |
По калькуляции |
|
|
Зона сыпучих песков |
В10-1, глава 2, (ТЧ-10) |
2 |
Н.вр. и расц. умножать на 1,1 |
ФАСЕТ 02
Подогрев труб
|
Обоснование (ВНиР) |
Код |
Значение фактора |
|
|
Без подогрева |
1 |
По калькуляции |
|
|
С подогревом |
В10-1, глава 2, (ТЧ-22) |
2 |
Н.вр. и расц. умножать на 1,25 |
ФАСЕТ 03
Проволока сварочная, кг на 1 стык
|
Обоснование |
Код |
Значение фактора |
|
|
При толщине стенки труб, мм: |
|
|
|
|
6 |
ВСН-181-85, табл. 010 |
1 |
0,45 |
|
8 |
То же |
2 |
0,82 |
|
10 |
- ² - |
3 |
1,35 |
|
12 |
- ² - |
4 |
1,81 |
ФАСЕТ 04
Флюс, кг на 1 стык
|
Обоснование |
Код |
Значение фактора |
|
|
При толщине стенки труб, мм: |
|
|
|
|
6 |
ВСН-181-85, табл. 010 |
1 |
0,68 |
|
8 |
То же |
2 |
1,23 |
|
10 |
- ² - |
3 |
2,03 |
|
12 |
- ² - |
4 |
2,72 |
Примечание. Рамкой обведено значение фактора, на который рассчитаны показатели в данной технологической карте.
СОДЕРЖАНИЕ