 | Информационная система | |
МИНИСТЕРСТВО
СТРОИТЕЛЬСТВА ПРЕДПРИЯТИЙ
НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
ИНСТИТУТ
ПО СТРОИТЕЛЬСТВУ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
СТРОИТЕЛЬСТВО МАГИСТРАЛЬНЫХ И
ПРОМЫСЛОВЫХ ТРУБОПРОВОДОВ
Сварка
ВСН 006-89
Миннефтегазстрой
Москва 1989
РАЗРАБОТАНЫ И ВНЕСЕНЫ Всесоюзным научно-исследовательским институтом по строительству магистральных трубопроводов (ВНИИСТ):
А.Г. мазель, д-р техн. наук, К.И. Зайцев, канд. техн. наук, В.И. Хоменко, канд. техн. наук, В.Д. Тарлинский, канд. техн. наук, А.С. Рахманов, канд. техн. наук, И.А. Шмелева, канд. техн. наук, м.З. Шейнкин, канд. техн. наук, Н.Г. Блехерова, канд. техн. наук, Н.П. Сбарская, канд. техн. наук, Л.А. Гобарев, канд. техн. наук, О.И. Нейфельд, канд. техн. наук, О.С. Папков, канд. техн. наук, Д.Б. Капинос, канд. техн. наук, Г.Н. Петров, Е.В. Карабанов, С.Г. Гантман, С.К. Сергеев, В.А. Данильсон, О.А. Ариненкова, К.А. Романова, Н.Г. Гончаров, А.П. Ладыжанский, Е.Ф. Чабуркин, канд. техн. наук, Р.Р. Хакимьянов, канд. техн. наук
ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ Главным научно-техническим управлением Миннефтегазстроя:
О.М. Серафин - зам. начальника
С введением в действие ВСН «Строительство магистральных и промысловых трубопроводов. Сварка» утрачивают силу:
«Инструкция по технологии сварки магистральных трубопроводов» ВСН 2-124-80/Миннефтегазстрой;
«Инструкция по технологии сварки трубопроводов и технологического оборудования при монтаже компрессорных и насосных станций» ВСН 2-120-80/Миннефтегазстрой;
«Инструкция по технологии стыковой электроконтактной сварки оплавлением магистральных трубопроводов из сталей с пределом прочности до 60 кгс/мм2» ВСН 2-72-82/Миннефтегазстрой;
«Инструкция по технологии стыковой электроконтактной сварки труб малого диаметра с большими толщинами стенок» ВСН 2-139-82/Миннефтегазстрой;
«Инструкция по организации хранения, подготовке и контролю сварочных электродов, флюсов и проволоки сплошного сечения (для многониточной системы газопроводов)» ВСН 2-143-82/Миннефтегазстрой;
«Инструкция по технологии сварки при выполнении специальных монтажных работ на строительстве трубопроводов» ВСН 167-84/Миннефтегазстрой;
«Технология автоматической сварки неповоротных стыков трубопроводов диаметром 530 мм и более порошковой проволокой с принудительным формированием» ВСН 184-85/Миннефтегазстрой;
«Инструкция по технологии резки труб в трассовых условиях» ВСН 186-85/Миннефтегазстрой;
«Заварка на стадии строительства технологических отверстий в магистральных трубопроводах» ВСН 202-86/Миннефтегазстрой;
«Инструкция по технологии стыковой электроконтактной сварки труб диаметром 57 мм» ВСН 215-87/Миннефтегазстрой;
«Инструкция по технологии сварки вращающейся дугой труб диаметром 32 - 60 мм» ВСН 216-87/Минефтегазстрой;
«Инструкция по технологии сварки, термической обработке и контролю стыков трубопроводов сероводородсодержащего нефтяного месторождения Жанажол» ВСН 154-83/Минефтегазстрой.
СОГЛАСОВАНЫ
Госстрой СССР, Главгосгазнадзор СССР, Миннефтепром
|
Министерство строительства предприятий нефтяной и газовой промышленности |
Ведомственные строительные нормы |
ВСН 006-89 |
|
Миннефтегазстрой |
||
|
«Строительство магистральных и промысловых трубопроводов. Сварка» |
Разработаны взамен ВСН 2-72-82, ВСН 2-120-80, ВСН 2-124-80, ВСН 2-139-82, ВСН 2-143-82, ВСН 167-84, ВСН 184-85, ВСН 186-85, ВСН 202-86, ВСН 154-83, ВСН 215-87, |
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Ведомственные строительные нормы распространяются на сварку кольцевых стыков бесшовных, электросварных прямошовных и спиральношовных труб из горячекатаных, в том числе с контролируемой прокаткой, нормализованных и термически упрочненных низкоуглеродистых и низколегированных сталей с нормативным значением временного сопротивления на разрыв до 588 МПа (60 кгс/мм2) и термоупрочненных* до 637 МПа (65 кгс/мм2) диаметром от 57 до 1420 мм с толщиной стенок 5 - 32 мм, предусмотренных проектом.
* Кроме стыковой сварки оплавлением.
|
Утверждены |
Срок введения в действие |
Настоящие ВСН регламентируют:
ручную электродуговую сварку штучными электродами;
автоматическую сварку под флюсом;
сварку порошковой проволокой с принудительным формированием шва;
автоматическую и полуавтоматическую сварку в защитных газах;
ручную аргонодуговую сварку корневого шва;
стыковую сварку оплавлением;
сварку вращающейся магнитоуправляемой дугой;
индукционную пайку;
разделительную и поверхностную резку трубопроводов.
1.2. ВСН не распространяются на сварку трубопроводов специального назначения (аммиакопроводов, этиленопроводов, этанопроводов и т.д.), а также трубопроводов, предназначенных для транспорта коррозионно-активных продуктов.
2. ЭЛЕКТРОДУГОВАЯ СВАРКА МАГИСТРАЛЬНЫХ И ПРОМЫСЛОВЫХ ТРУБОПРОВОДОВ
2.1. Подготовка к сборочным и сварочным работам
2.1.1. Аттестации электросварщиков перед допуском их к сварке трубопроводов или перед допуском к специальным работам следует осуществлять в соответствии с «Положением об аттестации электросварщиков», утвержденным Миннефтегазстроем (справочное приложение 1).
2.1.2. Операционный контроль сварки следует осуществлять в соответствии со СНиП III-42-80 и операционными технологическими картами.
2.1.3. Квалификационные испытания электросварщиков проводятся в соответствии с п. 4.16 СНиП III-42-80.
2.1.4. В процессе проверки квалификации сварщика по п. 4.16 СНиП III-42-80 сварка допускных стыков в зависимости от изменения марки стали и сварочных материалов назначается в соответствии с таблицами 1 и 2 при изменении групп трубных сталей и групп сварочных материалов.
|
Нормативное значение временного сопротивления разрыву трубной стали, МПа |
Состояние поставки |
Примеры марок или типов трубных сталей |
|
|
I |
330 - 410 включительно |
Горячекатаные, бесшовные или сварные |
Вст 2сп, Ст10, 10Г2С |
|
II |
Свыше 411 до 539 включительно |
Горячекатаные, сварные |
17ГС, 13ГС и др. |
|
III |
Свыше 539 до 588 включительно |
Контролируемая прокатка, сварные |
09Г2ФБ, Х-56, Х-60, Х-70 и др. |
|
IV |
Свыше 539 до 588 включительно |
Термическое упрочнение, сварные |
17ГС и др. |
|
V |
637 |
То же |
17Г1СУ и др. |
|
Тип, класс прочности |
Металлургический вид покрытия электрода, флюса, порошковой проволоки |
Марки электродов, проволок, сочетания флюс + проволока, проволока + защитный газ |
||
|
1 |
Э42-Э50 |
Ц |
Целлюлозный |
ВСЦ-4, Фокс Цель, Кобе-6010, Кобе-7010, Пайпвелд-6010, Пайпвелд-7010 |
|
2 |
Э60 |
Ц |
» |
ВСЦ-60, Кобе-8010 |
|
3 |
Э42А |
Б |
Основной |
УОНИ-13/45 |
|
4 |
Э50А |
Б |
» |
УОНИ-13/55, Фокс ЕВ 50, ЛБ-52У, ЛБ-52А, Феникс К50Р, ОК.48.04 |
|
5 |
Э50А |
Б |
» |
ВСО-50СК (для сварки «на спуск») |
|
6 |
Э60 |
Б |
» |
ВСФ-65У, Шварц-ЗК, Кессель-5520МО, ЛБ-62Д, ЛБ-58У, ОК.73.79 |
|
7 |
Э70 |
Б |
» |
ВСФ-75У, ЛБ-65Д, ОК.74.78 |
|
8 |
ПС44 |
Б |
» |
ПП-АН19 |
|
9 |
ПС44 |
Б |
» |
ПП-АН24СМ |
|
10 |
ПС49 |
Б |
» |
ПП-АН30С |
|
11 |
К50 |
|
Кислый |
АН-348А + СВ-08 АН-348А + СВ-08А АН-348А + СВ-08АА |
|
12 |
К55 |
|
» |
АН-348 + СВ-08ГА (АН-348АМ + СВ-08ГА) |
|
13 |
К55 |
|
Среднеосновной |
АН-47 + СВ-08 АН-47 + СВ-08А АН-47 + СВ-08АА АН-47 + СВ-08ГА |
|
14 |
К55 - К60 |
|
» |
АН-47 + СВ-08ХМ АН-47 + СВ-08МХ |
|
15 |
К55 - К60 |
|
Слабоосновной |
АН-ВС + СВ-СШМ АН-ВС + СВ-08МХ АН-ВС + СВ-08ХГ2СНМТ |
|
16 |
К60 - К65 |
|
» |
ФЦ-16 + СВ-08ГНМ |
|
17 |
К55 |
- |
СВ-08ГС, СВ-08Г2С, Аr + СО2; СО2 |
|
|
18 |
К55 - К60 |
- |
СВ-08ГС, СВ-08Г2С, Аr + СО2; СО2 |
|
|
19 |
К60 - К65 |
- |
СВ-08Г2С, СВ-08Г2СМ, Аr + СО2; СО2 |
|
Примечание. Если сварщик сварил допускной стык одной маркой или сочетанием марок сварочных материалов, входящих в соответствующую группу, он квалифицируется на сварку всеми сварочными материалами (или их сочетанием), входящими в данную группу.
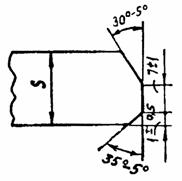
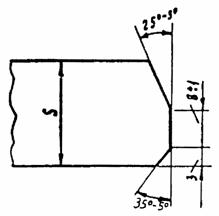
2.1.5. Рекомендуемые типы разделки кромок труб приведены на рис. 1.
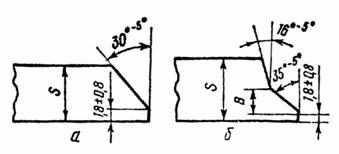
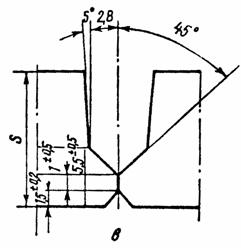
Рис. 1. Типы разделки кромок труб для ручной дуговой сварки, односторонней автоматической сварки под флюсом, автоматической дуговой сварки порошковой проволокой с принудительным формированием, полуавтоматической сварки в защитных газах:
а - для труб диаметром 57 - 1420 мм с толщиной стенки S до 16 мм;
б - для труб диаметром 273 - 1420 мм с толщиной стенки более 15 мм;
в - для автоматической сварки труб в защитных газах
Примечания: 1. После газовой резки в монтажных условиях разделка кромок труб должна соответствовать рис. 1,а независимо от толщины стенки труб.
2. Размер В (мм) на рис. 1, б зависит от толщины стенки трубы (мм);
|
В, мм |
Толщина стенки трубы, мм |
|
7 |
Свыше 15 до 19 |
|
8 |
Свыше 19 до 21,5 |
|
10 |
Свыше 21,5 до 26 |
|
12 |
Свыше 26 до 32 |
3. Если изменятся формы заводской разделки кромок (см. рис. 1, а, б), для последующей двусторонней автоматической сварки под флюсом или в защитных газах эта операция должна быть выполнена механическим способом непосредственно перед сваркой.
2.1.6. Эквивалент углерода металла Сэ низкоуглеродистых низколегированных сталей независимо от состояния их поставки - горячекатаные, нормализованные и термически упрочненные - определяется по формулам, указанным в п. 13.11 СНиП 2.05.06-85.
2.1.7. Сварку допускного стыка разрешается выполнять бригадным методом. В этом случае каждый сварщик бригады получает право выполнять сварку только того слоя шва, который был им сварен на допускном стыке.
В случае изменения состава бригады к работе в этой бригаде может быть допущен сварщик, получивший ранее право сварки данного слоя или всего шва.
2.1.8. Требования к выполнению и качеству допускных стыков должны соответствовать СНиП III-42-80 и ВСН 012-88 (см. справочное приложение 2).
2.1.9. При испытании образцов на изгиб в соответствии с п. 4.19 СНиП III-42-80 диаметр нагружающей оправки выбирается в соответствии с табл. 3.
|
Временное сопротивление разрыву, МПа |
Вид испытания на изгиб |
Диаметр нагружающей оправки (см. ГОСТ 6996-66), мм |
|
|
Горячекатаная, нормализованная |
До 490 |
Корнем шва внутрь или наружу |
2S ± 2 (S - толщина стенки трубы) |
|
На ребро |
30 ± 2 |
||
|
Нормализованная, контролируемая прокатка |
Более 490 до 539 |
Корнем шва внутрь или наружу |
3S ± 2 |
|
На ребро |
40 ± 2 |
||
|
Нормализованная, термически упрочненная, контролируемая прокатка |
От 539 до 637 |
Корнем шва внутрь или наружу |
4S ± 2 |
|
На ребро |
50 ± 2 |
2.1.10. При отсутствии деталей заводского изготовления допускается изготовление отводов, тройников и тройниковых соединений в условиях, тождественных заводским; при этом необходимо соблюдать требования СНиП 2.05.06-85.
2.1.11. Материал деталей трубопроводов должен обеспечивать свариваемость с металлом труб. Типоразмеры деталей трубопроводов заводского изготовления определяются проектной документацией.
Запрещается использовать арматуру из серого или ковкого чугуна.
2.1.12. Для сварки могут быть использованы трубы и детали трубопроводов, дефекты на поверхности которых не превышают по размеру допусков, регламентированных ГОСТами, ТУ на поставку труб и деталей трубопроводов.
2.1.15. Забоины и задиры фасок глубиной до 5 мм ремонтируют с применением электродов с основным видом покрытия и подогревом, рекомендуемым при сварке данных труб.
2.2. Сборка стыков труб перед сваркой
2.2.1. Перед сборкой необходим визуальный контроль поверхностей труб, деталей трубопроводов, запорной и распределительной арматуры в соответствии с требованиями п. 4.1 СНиП III-42-80; обнаруженные дефекты должны быть исправлены в соответствии с требованиями п. 4.2. СНиП III-42-80.
2.2.2. Соединение разностенных труб, труб с деталями трубопроводов или труб с запорной и распределительной арматурой должно выполняться в соответствии с п. 4.5 СНиП III-42-80.
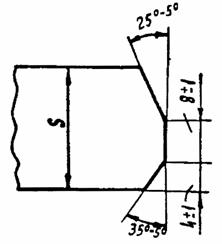
Примечание. Допускается выполнять непосредственную сборку и сварку труб с деталями трубопроводов при разностенности до 2,0 толщин при специальной подготовке детали (рис. 2).
2.2.3. При сборке стыков труб с одинаковой нормативной толщиной стенки должны соблюдаться следующие требования:
внутреннее смещение внутренних кромок бесшовных труб не должно превышать 2 мм. Допускаются на длине не более 100 мм местные внутренние смещения кромок труб, не превышающие 3 мм;
величина наружного смещения в этом случае не нормируется, однако, должен быть обеспечен плавный переход поверхности шва к основному металлу в соответствии с технологической картой. Оценку величины смещения внутренних кромок следует проверять непосредственным измерением с использованием шаблонов марки УПС-4;
смещение кромок электросварных труб не должно превышать 20 % нормативной толщины стенки, но не более 3 мм. Измерение величины смещения кромок допускается проводить по наружным поверхностям труб сварочным шаблоном. Для труб с нормативной толщиной стенки до 10 мм допускается смещение кромок до 40 % нормативной толщины стенки, но не более 2 мм. В случае необходимости следует делать селекцию и калибровку (см. справочное приложение 3).
2.2.4. Сборку труб следует производить в соответствии с п. 4.3 СНиП III-42-80. Для сборки труб диаметром 1420 мм с толщиной стенки 21,5 мм и выше следует применять внутренние центраторы цВ-145 с повышенным усилием разжатия 1960 - 2250 кН. До начала серийного выпуска таких центраторов можно пользоваться центратором ЦВ-144 усовершенствованной конструкции.
Сборку захлестов, а также других стыков, где применение внутренних центраторов невозможно, разрешается производить с помощью наружных центраторов независимо от диаметра труб, в том числе гидравлических.
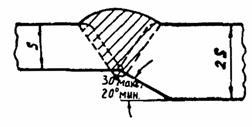
Рис.2. Подготовка для сварки торцов труб с разной толщиной (S) стенки
2.2.5. Способы сборки промысловых трубопроводов под ручную и автоматическую дуговую сварку под флюсом изложены в ВСН 005-88.
2.2.6. Величины зазоров в стыках при сборке в случае сварки электродами приведены в табл.4.
|
Диаметр электрода или сварочной проволоки, мм |
Величина зазора при толщине стенки трубы, мм |
|||
|
до 8 |
8 - 10 |
10 и более |
||
|
Ручная дуговая сварка электродами с основным покрытием |
2,0 - 2,5 3,0 - 3,25 |
1,5 - 2,5 2,0 - 3,0 |
- 2,5 - 3,5 |
- 3,0 - 3,5 |
|
Ручная дуговая сварка электродами с целлюлозным покрытием |
3,0 - 3,25 4,0 |
1,5 - 2,0 - |
- 1,5 - 2,5 |
- 1,5 - 2,5 |
|
Ручная дуговая сварка электродами с рутиловым покрытием |
2,0 - 2,5 3,0 - 3,25 |
1,5 - 2,5 2,0 - 3,0 |
- 2,5 - 3,5 |
- 3,0 - 3,5 |
Примечание. Величину зазора при сварке способом «на спуск» электродами с основным покрытием следует устанавливать по максимальному значению.
2.2.7. Сборку стыков при двусторонней автоматической сварке под флюсом следует выполнять без зазора. На отдельных участках стыка длиной до 100 мм допускается зазор не более 0,8 - 1,0 мм.
2.2.8. Величина зазора при сборке стыков на трубосварочных базах ССТ-ПАУ зависит от способа и технологии выполнения подварочного слоя:
если подварку изнутри трубы выполняют вручную, то ее следует осуществлять сразу после сварки корня шва; при этом стыки собирают с зазором, рекомендованным для ручной дуговой сварки электродами с основным покрытием;
если подварку изнутри трубы выполняют автоматической сваркой под флюсом, то сборку стыка следует выполнять с зазором не менее 1,5 мм.
2.2.9. Сборку стыков при автоматической сварке в защитных газах производят без зазора. Допускаются локальные зазоры до 0,5 мм.
2.2.10. Сборку под двустороннюю автоматическую сварку выполняют с помощью одной прихватки, расположенной в соответствии с рис. 5 на режимах сварки первого наружного слоя шва. Длина прихватки должна быть не менее 200 мм.
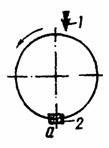
Рис. 3. Расположение прихваток при сборке под двустороннюю автоматическую сварку под флюсом:
1 - положение сварочной головки в начале сварки; 2 - прихватка
2.2.11. При сборке стыков на наружных центраторах количество прихваток, равномерно распределенных по периметру стыка, и их длина зависят от диаметра трубы и должны соответствовать данным, приведенным в табл. 5.
|
Ориентировочное количество прихваток, не менее |
Длина прихваток, не менее, мм |
|
|
До 400 |
2 |
30 - 50 |
|
400 - 1000 |
3 |
60 - 100 |
|
1000 - 1400 |
4 |
100 - 200 |
2.2.12. Непосредственно перед прихваткой и сваркой производится просушка (или подогрев) кольцевыми нагревателями торцов труб и прилегавших к ним участков шириной не менее 150 мм.
2.2.13. Просушка торцов труб при нагреве до температуры 20 - 50 °С обязательна:
при наличии влаги на трубах независимо от способа сварки и прочности основного металла;
при температуре окружающего воздуха ниже +5 °С в случае сварки труб с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и выше.
2.2.14. Предварительный подогрев выполняют перед прихваткой и ручной дуговой сваркой корневого слоя шва. Необходимость подогрева и его параметры определяют по табл. 6 и 7 в зависимости от эквивалента углерода стали, толщины стенок стыкуемых труб, температуры окружающего воздуха, вида покрытия электродов.
Примечание. Требования таблиц не распространяются на термоупрочненные стали.
2.2.15. Если по условиям пп. 2.2.13 - 2.2.14 необходимы и просушка, и подогрев, то обязательной является только последняя операция.
2.2.16. При сварке корневого слоя шва термически упрочненных труб с нормативным пределом прочности 637 МПа (65 кгс/мм2) электродами с целлюлозным видом покрытия независимо от температуры окружающего воздуха необходим предварительный подогрев стыка до температуры не ниже +100 °С, но не выше +200 °С.
При сварке корневого слоя шва электродами с основным видом покрытия при температуре окружающего воздуха +5 °С и ниже температура кромок труб стыка непосредственно перед сваркой должна быть не ниже +50 °С, но не более +200 °С.
2.2.17. Предварительный подогрев при сварке стыков труб на трубосварочных базах следует применять только непосредственно перед прихваткой и ручной дуговой сваркой корневого слоя шва на базах типа ССТ-ПАУ.
2.2.18. Перед автоматической сваркой под флюсом заполняющих слоев шва на базах типа ССТ-ПАУ, а также при двусторонней автоматической сварке под флюсом кольцевых стыков труб на базах типа БТС предварительный подогрев не требуется.
Таблица 6
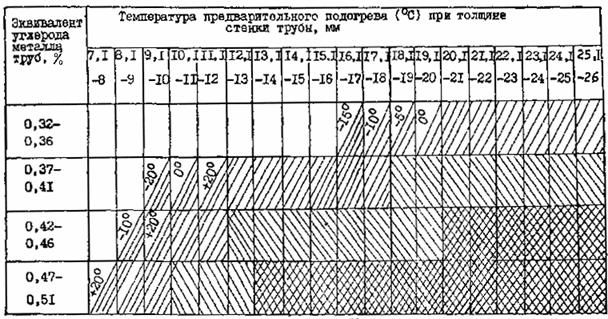
Примечание. В таблице приняты обозначения:
![]() -
подогрев не требуется;
-
подогрев не требуется;
![]() -
подогрев до +100 °С при температуре окружающего
воздуха ниже указанной в левой части клетки;
-
подогрев до +100 °С при температуре окружающего
воздуха ниже указанной в левой части клетки;
![]() -
подогрев до +200 °С независимо от температуры
окружающего воздуха;
-
подогрев до +200 °С независимо от температуры
окружающего воздуха;
![]() -
подогрев до +100 °С независимо от температуры
окружающего воздуха;
-
подогрев до +100 °С независимо от температуры
окружающего воздуха;
![]() -
подогрев до +150 °С независимо от температуры
окружающего воздуха
-
подогрев до +150 °С независимо от температуры
окружающего воздуха
Таблица 7
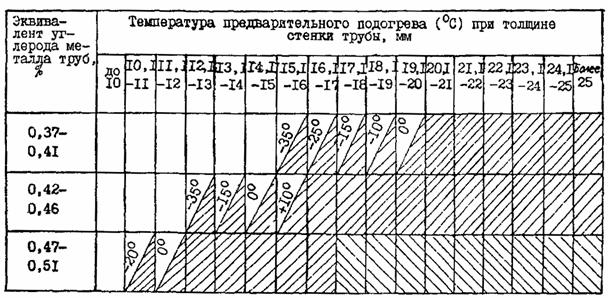
Примечание. В таблице приняты обозначения:
![]() -
подогрев не требуется;
-
подогрев не требуется;
![]() -
подогрев до +100 °С при температуре окружающего
воздуха ниже указанной в левой части клетки (например, -5 °С);
-
подогрев до +100 °С при температуре окружающего
воздуха ниже указанной в левой части клетки (например, -5 °С);
![]() -
подогрев до +100 °С независимо от температуры
окружающего воздуха;
-
подогрев до +100 °С независимо от температуры
окружающего воздуха;
![]() -
подогрев до +150 °С независимо от температуры
окружающего воздуха
-
подогрев до +150 °С независимо от температуры
окружающего воздуха
2.2.19. Температуру предварительного подогрева перед сваркой труб из различных марок сталей или разностенных труб, каждая из которых должна быть подогрета на различную температуру, устанавливают по ее максимальному значению.
2.2.20. Параметры предварительного подогрева при полуавтоматической сварке в углекислом газе определяют по табл. 6, регламентирующей подогрев при сварке корневого шва электродами с основным видом покрытия.
2.2.21. Температуру подогрева свариваемых кромок нужно контролировать контактными термометрами (например, ТП-1, ТП-2 или термокарандашами).
Замерять температуру следует на расстоянии 10 - 15 мм от торца трубы; место замера необходимо предварительно зачистить металлической щеткой.
2.2.22. Если при замере температуры непосредственно перед сваркой будет обнаружено, что температура стыка оказалась ниже установленной в табл. 6 и 7, то необходим повторный нагрев.
2.3. Сварочные материалы
2.3.1. Для сварки кольцевых стыков магистральных и промысловых трубопроводов разрешено применять следующие виды сварочных материалов, предусмотренные проектом и прошедшие приемку и оценку качества перед их применением согласно требованиям приложения 4:
штучные электроды с целлюлозным (Ц) или основным (Б) покрытием для ручной дуговой сварки поворотных и неповоротных стыков труб*;
* Для отдельных категорий промысловых трубопроводов разрешаются электроды с рутиловым (Р) покрытием (см. ВСН 005-88).
флюс и сварочную проволоку для автоматической сварки под флюсом поворотных стыков труб;
самозащитную порошковую проволоку для автоматической и механизированной сварки неповоротных стыков труб с принудительным формированием шва;
защитный газ и сварочную проволоку для автоматической и полуавтоматической сварки в защитных газах.
Применение сварочных материалов без сертификата завода-изготовителя запрещается.
2.3.2. Сварочные материалы должны соответствовать требованиям проекта, в котором могут быть предусмотрены следующие нормативные документы:
ГОСТ 9466-75 «Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования»;
ГОСТ 9087-81 «Флюсы сварочные плавленые»;
ГОСТ 2246-70 «Проволока стальная сварочная»;
ТУ 14-1-4171-86 «Сварочная проволока марки Св-08ХГ2СНМТ»;
ТУ 14-146-73-87 «Флюс сварочный плавленый двухсоставной марки АН-ВС»;
ГОСТ 10157-79 «Аргон газообразный»;
ГОСТ 8050-85 «Двуокись углерода газообразная и жидкая»;
ТУ 1-1768-76 «Сварочная проволока Св-08Г2СМ»;
ТУ 14-4-1172-82 «Порошковая проволока ПП-АН19»;
ТУ 88 УССР 085-347-83 «Порошковая проволока ПП-АН24»;
ТУ 88 УССР 085-348-83 «Порошковая проволока ПП-АН24С»;
ТУ ИЭС 514-85 «Порошковая проволока ПП-АН-30».
2.3.3. Сварочные материалы (электроды и порошковую проволоку) следует хранить преимущественно в отапливаемых помещениях при температуре не ниже +15 °С в условиях, предохраняющих от загрязнения, увлажнения, ржавления и механических повреждений.
2.3.4. Электроды и порошковую проволоку следует хранить в упаковке завода-изготовителя на стеллажах или в штабеле. Высота укладки упаковок не должна превышать 5 рядов.
2.3.5. Мотки (бухты, катушки) проволоки сплошного сечения необходимо хранить на складе в упаковке завода-изготовителя. Приемка мотков (бухт, шпуль, катушек) проволоки должна быть осуществлена только при наличии металлической бирки с указанием наименования товарного знака предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии.
2.3.6. Флюсы необходимо хранить в бумажных мешках, уложенных в штабель, или в специальных закрытых емкостях (контейнерах, бункерах, ларях). В случае повреждения упаковки флюсы следует хранить только в контейнерах, бункерах, ларях.
2.3.7. Порошковая проволока должна быть уложена в герметизированную жестяную банку отдельными мотками массой 10 кг и не более 35 кг. Банки с проволокой должны храниться на стеллажах. К мотку должна быть привязана бирка, на которой указывают марку порошковой проволоки, номер партии, дату изготовления. Мотки должны быть упакованы в мешки из полиэтиленовой пленки. В каждый полиэтиленовый мешок должен быть уложен матерчатый мешок с прокаленным селикагелем в количестве 0,5 % от массы проволоки.
2.3.8. Сварочные электроды, флюсы, порошковую проволоку непосредственно перед их выдачей в производство необходимо сушить (прокаливать) согласно режимам, приведенным в табл. 8.
|
Температура прокалки, °С |
Время выдержки, ч |
|
|
Электроды: |
|
|
|
Э42, Э50 |
60 - 100 |
1,0 |
|
Э42А |
250 |
1,0 |
|
Э50А |
300 |
1,0 |
|
Э60, Э70 |
350 |
1,0 |
|
Флюсы: |
|
|
|
АН-348А |
200 - 300 |
1,5 |
|
АН-47 |
300 - 350 |
1,5 |
|
АН-ВС |
300 - 350 |
1,5 |
|
ФЦ-16 |
400 - 500 |
3,0 - 3,5 |
|
Порошковая проволока: |
|
|
|
ПП-АН19 |
230 - 250 |
2,0 - 3,0 |
|
ПП-АН24СМ |
200 - 230 |
1,5 - 2,0 |
|
ПП-АН30С |
200 - 230 |
1,5 - 2,0 |
Примечание. Электроды с целлюлозным покрытием, доставленные к месту работ с неповрежденной герметической упаковкой (жестяных банках или картонных коробках с герметизирующей пленкой), разрешается использовать по назначению без предварительной сушки.
2.3.9. Электроды, флюсы и порошковая проволока используются после сушки (прокалки) в сроки, указанные в табл. 9. Дальнейшее их применение разрешается только после проведения повторной сушки (прокалки).
|
Срок годности при хранении в сухих помещениях, сут. |
|
|
Электроды с основным видом покрытия и порошковая проволока |
2 |
|
Электроды с целлюлозным видом покрытия |
5 |
|
Флюс |
15 |
2.3.10. При температуре окружающего воздуха ниже +5 °С прокаленные электроды, предназначенные для сварки корневого слоя шва с основным видом покрытия непосредственно после сушки (прокалки), рекомендуется термостатировать в специальных электротермопеналах типа ЭОС-0,09/2-И1.
2.3.11. Сварочные материалы (электроды, флюсы, порошковую проволоку, проволоку сплошного сечения) следует выдавать сварщику в количестве, необходимом для односменной работы. Неиспользованные за смену электроды с покрытием основного вида и порошковую проволоку следует хранить в сушильных шкафах, а флюс - в закрытой таре.
При хранении прокаленных электродов с покрытием основного вида и порошковой проволоки в сушильных шкафах (с температурой 135 - 150 °С), а флюсов - в закрытой таре срок их хранения не ограничивается.
2.3.12. Флюс, оставшийся после сварки, должен быть возвращен на участок подготовки, где его очищают от шлаковых включений, металлических примесей и других загрязнений.
2.3.13. Сварочную проволоку сплошного сечения перед выдачей на трубосварочную базу необходимо очистить от ржавчины, загрязнений и масел.
Порошковая проволока со следами ржавчины не подлежит сварке.
2.3.14. Назначение и области применения должны соответствовать данным, приведенным в табл. 10 - 12:
электродов с покрытием основного вида (табл. 10);
электродов с покрытием целлюлозного вида (табл. 11);
сварочных материалов для автоматической сварки под флюсом поворотных стыков труб - флюсов и проволок (табл. 12);
сварочных материалов для автоматической и полуавтоматической сварки неповоротных стыков труб в защитных газах (табл. 13).
Порядок выдачи рекомендаций на применение новых сварочных материалов дан в обязательном приложении 4.
Примечание. Марки самозащитных порошковых проволок для механизированной сварки заполняющих слоев трубопроводов с принудительным формированием шва выбираются в зависимости от прочностного класса сталей: марку ПП-АН24СМ следует применять для сварки стыков труб из сталей с нормативным пределом прочности до 549 МПа, марки ПП-АН24СМ и ПП-АН19 - из сталей с нормативным пределом прочности до 589 МПа, марку ПП-АН30С - из сталей с нормативным пределом прочности 637 МПа.
2.4. Ручная электродуговая сварка кольцевых стыков труб
2.4.1. Ручную дуговую сварку следует выполнять с применением электродов, указанных в табл. 10 - 11. Запрещается вести сварку с применением любых присадок, подаваемых в дугу дополнительно или закладываемых в разделку.
2.4.2. Сварку первого (корневого) слоя шва электродами с целлюлозным покрытием ведут постоянным током обратной или прямой полярности, сварку «горячего» прохода и последующих слоев шва - электродами с целлюлозным покрытием на обратной полярности, а также сварку всех слоев шва электродами с основным покрытием - на постоянном токе обратной полярности.
Рекомендуемые значения сварочного тока приведены в табл. 14 и табл. 15.
2.4.3. При применении электродов с целлюлозным покрытием сварку следует осуществлять методом замочной скважины («окна»). Когда в процессе сварки электросварщик поддерживает угол наклона электрода в пределах 40 - 90°, он должен вести «окно» за торцом электрода.
|
Свариваемые трубы |
|||||
|
Назначение |
Тип по ГОСТ 9467-75 |
Марка |
Диаметр, мм |
Толщина стенки, мм |
Нормативное значение временного сопротивления разрыву, МПа (кгс/мм2) |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Для сварки, ремонта корневого слоя шва и подварки изнутри трубы |
Э42А |
УОНИ-13/45 |
2,0 - 2,5, 3,0 |
5 - 8 6 - 26 |
До 490 (50) включительно |
|
Э50А |
УОНИ-13/55 ЛБ-52У НИБАЗ 55 Супербаз Фокс ЕВ 5С ОК 48.04 ВСО-50СК* |
2,0 - 2,6 2,5 - 3,25 |
5 - 8 8 - 26 |
До 588 (60) включительно - |
|
|
Для сварки и ремонта заполняющих и облицовочных слоев шва (после «горячего» прохода электродами с целлюлозным покрытием или после сварки корневого слоя электродами с основным покрытием) |
Э42А |
УОНИ-13/45 |
3,0 - 4,0 |
5 - 26 |
До 431 (44) включительно |
|
Э50А |
УОНИ-13/55 Гарант Фокс ЕВ 50 |
3,0 - 3,25 |
5 - 8 |
До 539 (55) |
|
|
ОК 48.04 озс-вниист-27** |
4,0 - 5,0 |
6 - 26 |
- |
||
|
Э60 |
ВСФ-65У ОЗС-24** Шварц-3К ОК 7379 |
3,0 - 3,25 |
5 - 8 |
539 - 588 (55 - 60) включительно |
|
|
ЛБ-62Д Нибаз 65 Кессель 5520 Мо |
4,0 - 5,0 |
6 - 26 |
538 - 588 (55 - 60) включительно |
||
|
Э70 |
ВСФ-75*** ЛБ-65Д ОК 74.78 |
4,0 - 5,0 |
10 - 26 |
588 - 637 (60 - 65) |
|
Примечание. Каждый диаметр (группа диаметров) электродов относится ко всем маркам электродов, сгруппированных согласно типу по ГОСТ 9467-75. Например, группа диаметров 2,0 - 2,6 относится ко всем маркам электродов типа Э50А от УОНИ-13/55 до ОК 48.04, то же самое для диаметра 3,0 и 3,25.
* Электроды ЛБ-52У и ВСО-50СК диаметром 3,0 мм - только для сварки корневого слоя шва.
** Электроды ОЗС-ВНИИСТ-27 и ОЗС-24 особо рекомендуются для наземной и надземной прокладок в районах Крайнего Севера.
*** Электроды ВСФ-75 предназначены для сварки стыков труб из термически упрочненных труб с нормативным пределом прочности 637 КПа (65 кгс/мм2). Электроды УОНИ-13/45 предпочтительнее применять для сварки труб из низкоуглеродистых нелегированных сталей типа Ст.20сп и т.п.; при сварке тонкостенных труб (толщина стенки 5 - 8 мм) для корневого слоя шва предпочтительнее электроды диаметром 2,0 - 2,6 мм.
|
Свариваемые трубы |
|||||
|
Назначение |
Тип по ГОСТ 9467-75 |
Марка |
Диаметр, мм |
Толщина стенки, мм |
Нормативное значение временного сопротивления разрыву, МПа (кгс/мм2) |
|
Для сварки первого (корневого) слоя шва |
Э42 |
ВСЦ-4 Фокс Цель |
3,0 - 3,25 |
5 - 8 |
До 588 (60) |
|
Кобе-6010 Пайпвелд-6010 |
4,0 |
6 - 26 |
|||
|
Э50 |
ВСЦ-4А Кобе-7010 |
3,0 - 3,25 |
5 - 8 |
539 - 637 (55 - 65) включительно |
|
|
Пайпвелд-7010 |
4,0 |
6 - 26 |
|||
|
Для сварки второго слоя шва (горячего прохода) |
Э42 |
ВСЦ-4 Фокс Цель |
3,0 - 3,25 |
5 - 8 |
До 588 (60) |
|
Кобе-6010 Пайпвелд-6010 ВСЦ-4А, ВСЦ-60 |
4,0 |
10 - 26 |
|||
|
Э50 и Э60 |
Фокс Цель Мо Кобе-8010 Пайпвелд-7010 |
4,0 - 5,0 |
6 - 26 |
539 - 588 (55 - 60) включительно |
|
|
Для сварки заполняющих слоев шва |
Э60 |
ВСЦ-60 |
5,0 |
10 - 26 |
539 - 588 (55 - 60) включительно |
|
Сочетание сварочных материалов |
Характеристика свариваемых труб |
Вид прокладки |
||
|
Марка |
Нормативное значение временного сопротивления разрыву, МПа (кгс/мм2) |
|||
|
флюса |
проволоки |
|||
|
Односторонняя сварка по сваренному вручную корневому слою |
АН-348А АНЦ-1 |
СВ-08 СВ-08А СВ-08АА |
До 430 (50) включительно |
Подземная |
|
АН-348АМ |
(СВ-08ГА) |
|||
|
АН-47 |
СВ-08 СВ-08А СВ-08АА (СВ-08ГА) |
До 490 (50) включительно |
Любая |
|
|
АН-348А АН-348АМ |
СВ-08ГА |
Свыше 490 (50) до 539 (55) |
Подземная |
|
|
АН-47 |
СВ-08ГА |
Свыше 490 (50) до 559 (55) |
Любая |
|
|
АН-47 |
СВ-08ХМ |
539 - 588 (55 - 60) |
» |
|
|
АН-ВС |
СВ-08МХ S 2Мо |
включительно, в том числе термоупрочненных |
|
|
|
ФЦ-16 |
СВ-08ГНМ |
539 - 588 (55 - 60) включительно |
» |
|
|
АН-ВС |
СВ-08ХГ2СНМТ |
637 (65) включительно |
» |
|
|
Двусторонняя сварка |
АН-348А АНЦ-1 АН-348АМ АН-47 |
СВ-08ГА |
До 588 (60) включительно |
Подземная |
|
АН-47 АН-ВС |
СВ-08ХМ СВ-08МХ S 2Мо СВ-08ХГ2СНМТ |
Свыше 539 (55) до 588 (60) включительно, в том числе термически упрочненных с sв = 637 (65) |
Любая |
|
|
ФЦ-16 |
СВ-08ГНМ |
539 - 588 (55 - 60) включительно |
» |
|
Примечания: 1. При автоматической сварке труб с нормативным временным сопротивлением разрыву до 489 МПа предпочтительнее применение проволок СВ-08, СВ-08А, СВ-08АА.
2. При подварке корня шва автоматической сваркой под флюсом, а также при сварке током прямой полярности следует использовать те же самые материалы, которые рекомендованы для сварки заполняющих слоев.
3. При автоматической сварке (односторонней и двусторонней) термически упрочненных труб с нормативным пределом прочности 637 МПа из стали 17Г1С поставки Волжского трубного завода диаметром 1420 мм и нормативной толщиной стенки 15,1 мм следует применять флюс АН-ВС в сочетании со сварочной проволокой СВ-08ХГ2СНМТ.
|
Сочетание сварочных материалов |
Характеристика свариваемых труб |
Слои шва |
||
|
Защитный газ |
сварочная проволока |
Нормативное значение временного сопротивления разрыву, МПа (кгс/мм2) |
||
|
Автоматическая сварка в защитных газах неповоротных стыков труб |
Газовая смесь 25 - 75 % аргона + 25 - 75 % углекислого газа |
Св-08ГС или Св-08Г2С |
Менее 539 (55) |
Внутренний корневой шов, наружный корневой шов |
|
Углекислый газ |
Св-08Г2С |
То же |
Заполняющие слои |
|
|
Газовая смесь 25 - 75 % аргона + 25 - 75 % углекислого газа |
Св-08Г2С |
До 539 - 588 (55 - 60) включительно |
Внутренний корневой шов, наружный корневой шов |
|
|
Углекислый газ |
Св-08Г2С |
То же |
Заполняющие слои |
|
|
Газовая смесь 25 - 75 % аргона + 25 - 75 % углекислого газа |
Св-08Г2С |
До 637 (65) включительно |
Внутренний корневой шов, наружный корневой шов |
|
|
Углекислый газ |
Св-08Г2СМ |
То же |
Заполняющие слои |
|
|
Полуавтоматическая сварка в защитных газах неповоротных стыков труб |
Углекислый газ |
Св-08ГС Св-08Г2С |
До 539 (55) включительно |
Все слои |
|
Св-08Г2С Св-08Г2СМ |
Свыше 539 до 588 (55 - 60) |
Корневой и заполняющие швы, заполняющие швы |
||
2.4.4. При вынужденных перерывах во время сварки первого (корневого) слоя шва необходимо поддерживать температуру торцов труб на уровне требуемой температуры предварительного подогрева. Если это условие было не соблюдено, то стык должен было вырезан и заварен вновь.
|
Сварочный ток (А) в зависимости от пространственного положения шва |
|||
|
нижнее |
вертикальное |
потолочное |
|
|
2,0 - 2,5 |
50 - 90 |
40 - 80 |
40 - 50 |
|
3,0 - 3,25 |
90 - 130 |
80 - 120 |
90 - 110 |
|
4,0 |
140 - 180 |
110 - 170 |
150 - 180 |
|
Слой |
Сварочный ток (А) в зависимости от пространственного положения шва |
|||
|
нижнее |
вертикальное |
потолочное |
||
|
Электроды с целлюлозным видом покрытия |
||||
|
3,0 - 3,25 |
1 |
90 - 110 |
90 - 110 |
80 - 100 |
|
4,0 |
1 |
120 - 160 |
120 - 160 |
100 - 140 |
|
4,0 |
«Горячий» проход |
140 - 180 |
150 - 170 |
140 - 170 |
|
5,0 |
«Горячий» проход и заполняющие слои |
180 - 200 |
200 - 220 |
160 - 180 |
|
Электроды с основным видом покрытия |
||||
|
3,0 |
1 |
80 - 100 |
110 - 130 |
90 - 110 |
2.4.5. После сварки корневого слоя шва электродами с целлюлозным видом покрытия обязательна его шлифовка абразивным инструментом.
2.4.6. «Горячий» проход является обязательной операцией, которую осуществляют непосредственно после сварки и шлифовки корневого слоя шва, выполненного с применением целлюлозных электродов.
«Горячим» проходом считается только такой проход, который выполнен по неостывшему корневому слою шва электродами с целлюлозным видом покрытия или специальными низководородистыми электродами, обеспечивающими возможность сварки «на спуск».
2.4.7. Время между окончаниями сварки первого слоя шва и началом выполнения «горячего» прохода не должно быть более 5 мин. Скорость сварки «горячего» прохода целлюлозными электродами - 18 - 20 м/ч.
2.4.8. При сварке заполняющих и облицовочного слоев шва труб с пределом прочности 539 МПа (55 кгс/мм2) и выше необходимо следить за тем, чтобы температура перед наложением каждого последующего слоя была не ниже +5 °С. Если температура участка шва, подлежащего сварке, упала ниже +5 °С, необходимо провести повторный подогрев.
2.4.9. При сварке корневого слоя шва электродами с основным видом покрытия «на спуск» дугу возбуждают методом «зажигания спички» на поверхности разделки, затем, чуть оторвав электрод от поверхности зажигания (длина дуги не более 1,5 мм) мгновенно переводят дугу на свариваемые кромки. Кратер необходимо выводить на поверхность разделки кромок или прорезать шлифмашинкой. После достижения контакта между втулочкой электрода и поверхностью разделки электрод перемешают сверху вниз без поперечных колебаний, непрерывно регулируя положение дуги относительно сварочной ванны. Промежуток «застывший сварочный шлак - дуга» регулируется изменением наклона электрода, скоростью его перемещения, усилием прижатия электрода к свариваемым кромкам и силой тока.
Примечание. Достижение сквозного проплавления фиксируется по характерному шуму проходящей «навылет» дуги.
2.4.10. Перемещать внутренний центратор разрешается только после того, как корневой слой шва полностью сварен электродами с целлюлозным покрытием или на 3/4 периметра стыка - электродами с основным покрытием. При сварке термоупрочненных труб при любых электродах корневой слой должен быть сварен полностью.
2.4.11. Сварной шов облицовочного слоя должен перекрывать основной металл в каждую сторону от шва на 2,5 - 3,5 мм и иметь усиление высотой 1 - 3 мм.
2.4.12. Стыки труб диаметром 1020 мм и более из сталей с нормативным пределом прочности 539 МПа (55 кгс/мм2) и выше должны быть подварены изнутри электродами с основным видом покрытия.
2.4.13. Подварку поворотных стыков, а также стыков разностенных труб, деталей трубопроводов, запорной и распределительной арматуры выполняют по всему периметру.
2.4.14. Подварку неповоротных стыков в случае сварки корневого слоя электродами с основным покрытием способом «на подъем» осуществляют на нижней четверти периметра и на участках стыка с непроваром. Подварку неповоротных стыков при сварке корневого слоя электродами с целлюлозным покрытием или основного вида типа ВСО-50СК, а также аналогичными им, необходимо производить на участках стыка с непроварами.
Подварку выполняют перед началом сварки заполняющих слоев шва. Запрещается производить подварку способом сварки «на спуск».
Подварочный слой должен иметь ширину 8 - 10 мм и усиление высотой 1 - 3 мм.
2.4.15. Чтобы предупредить образование дефектов между слоями перед наложением каждого последующего слоя шва, поверхность предыдущего шва должна быть очищена от шлака и брызг наплавленного металла. После окончания сварки поверхность облицовочного слоя шва также должна быть очищена от шлака и брызг.
2.4.16. Минимально допустимое число слоев шва при ручной дуговой сварке указано в табл. 16.
2.4.17. Сварные соединения разрешается оставлять незаконченными только на одни сутки после окончания рабочего дня или при остановке работ, если число выполненных слоев шва соответствует табл. 17. Если число слоев не соответствует данным, приведенным в табл. 17, стык должен быть вырезан и заварен вновь.
|
Минимальное число слоев корневого слоя шва при сварке электродами с разным видом покрытия |
||
|
целлюлозный |
основной |
|
|
До 10 |
3 |
2 |
|
Свыше 10 - 15 |
4 |
3 |
|
Свыше 15 - 20 |
5 |
4 |
|
Свыше 20 - 25 |
6 |
5 |
|
Свыше 25 - 32 |
7 |
6 |
|
Необходимое число слоев при сварке корневого слоя шва электродами с разным видом покрытия |
||
|
целлюлозный |
основной |
|
|
До 10 |
Стык заваривается полностью |
|
|
Свыше 10 - 15 |
3 |
2 |
|
Свыше 15 |
4 |
3 |
Примечание. Число слоев указано без учета подварочного слоя.
2.4.18. При ширине разделки более 30 мм рекомендуется применять многоваликовую сварку заполняющих и облицовочных слоев шва (рис. 4).
2.4.19. Перед возобновлением сварки незавершенного стыка труб при температуре окружающего воздуха +5 °С и ниже, а также при наличии влаги стык должен быть просушен.
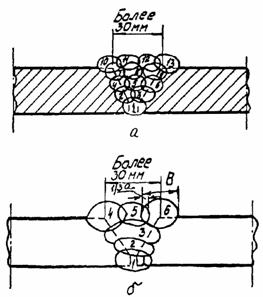
Рис. 4. Схема выполнения заполняющих и облицовочного (а), только облицовочного (б) слоев шва несколькими валиками:
1 - 13 - слои шва; В - ширина валика
2.5. Двусторонняя автоматическая сварка под флюсом на базах типа БТС
2.5.1. Перед сваркой необходимо осуществить подготовительные операции и обработку кромок по данным рис. 5.
2.5.2. В зависимости от типа применяемого оборудования последовательность наложения слоев шва может быть следующей:
сварка наружных слоев шва и последующая сварка внутреннего слоя;
сварка первого наружного слоя и последующая одновременная сварка второго наружного и внутреннего слоя шва.

Для труб диаметром до 1020 мм
S = 6,0 - 10,9 мм
Для труб диаметром 720 - 1420 мм
S = 11,0 - 18,0 мм
Диаметры:
720 - 820 мм S = 18,1 - 22,0 мм;
1020 мм S = 18,1 - 21,0 мм;
1420 мм S = 18,1 - 20,0 мм
Диаметры:
1020 мм S = 21,1 - 27,0 мм;
1220 мм S = 19,7 - 27,0 мм;
1420 мм S = 20,1 - 32,0 мм
Рис. 5. Типы разделки кромок труб для двусторонней автоматической сварки под флюсом
|
Толщина стенки, мм |
Диаметр электродной проволоки, мм |
Порядковый номер слоя |
Ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Смещение электрода с зенита (надира), мм |
|
|
|
|
|
Наружная сварка |
Против вращения трубы |
|||
|
720 - 820 |
6,0 - 11,0 |
3 |
1 |
400 - 700 |
40 - 44 |
35 - 40 |
30 - 50 |
|
720 - 820 |
11,0 - 18,0 |
3 |
1 |
550 - 650 |
40 - 44 |
30 - 40 |
30 - 35 |
|
Последующие |
600 - 700 |
44 - 46 |
35 - 40 |
20 - 40 |
|||
|
720 |
18,1 - 22,0 |
3 |
1 |
700 - 750 |
42 - 44 |
40 - 45 |
30 - 50 |
|
Последующие |
750 - 800 |
44 - 46 |
50 - 55 |
30 - 40 |
|||
|
Облицовочный |
700 - 750 |
46 - 48 |
40 - 50 |
20 - 40 |
|||
|
4 |
1 |
850 - 900 |
42 - 44 |
45 - 50 |
30 - 50 |
||
|
Последующие |
900 - 950 |
44 - 46 |
50 - 55 |
30 - 40 |
|||
|
Облицовочный |
850 - 900 |
46 - 48 |
40 - 50 |
20 - 40 |
|||
|
1020 - 1220 |
9,0 - 11,0 |
3 |
1 |
600 - 700 |
40 - 44 |
35 - 45 |
50 - 70 |
|
1020 - 1220 |
11,0 - 18,0 |
3 |
1 |
650 - 800 |
42 - 44 |
40 - 50 |
50 - 70 |
|
Последующие |
700 - 800 |
44 - 46 |
35 - 45 |
40 - 60 |
|||
|
1020 - 1220 |
18,1 - 27,0 |
3 |
1 |
800 - 900 |
42 - 44 |
40 - 50 |
60 - 80 |
|
Последующие |
800 - 1000 |
44 - 46 |
45 - 55 |
40 - 60 |
|||
|
Облицовочный |
750 - 800 |
46 - 48 |
40 - 45 |
40 - 60 |
|||
|
1020 - 1220 |
18,1 - 27,0 |
4 |
1 |
900 - 1000 |
42 - 44 |
40 - 50 |
60 - 80 |
|
Последующие |
1000 - 1100 |
44 - 46 |
55 - 65 |
40 - 60 |
|||
|
Облицовочный |
850 - 900 |
46 - 48 |
40 - 50 |
40 - 60 |
|||
|
1420 |
15,7 - 18,0 |
3 |
1 |
800 - 900 |
42 - 44 |
50 - 55 |
60 - 80 |
|
Последующие |
750 - 800 |
44 - 46 |
40 - 50 |
60 - 80 |
|||
|
1420 |
18,1 - 20,5 |
3 |
1 |
900 - 1000 |
42 - 44 |
45 - 55 |
60 - 80 |
|
Последующие |
850 - 900 |
44 - 46 |
45 - 55 |
60 - 80 |
|||
|
Облицовочный |
800 - 850 |
46 - 48 |
40 - 50 |
40 - 60 |
|||
|
4 |
1 |
950 - 1050 |
44 - 46 |
50 - 60 |
60 - 80 |
||
|
Последующие |
1000 - 1100 |
44 - 46 |
60 - 70 |
60 - 80 |
|||
|
Облицовочный |
850 - 900 |
46 - 48 |
40 - 50 |
40 - 60 |
|||
|
1420 |
20,6 - 32,0 |
4 |
1 |
950 - 1100 |
44 - 46 |
50 - 60 |
60 - 80 |
|
Последующие |
1100 - 1200 |
44 - 46 |
60 - 70 |
60 - 80 |
|||
|
Облицовочный |
850 - 900 |
46 - 48 |
40 - 50 |
40 - 60 |
|||
|
|
|
|
Внутренняя сварка |
По или против вращения трубы |
|||
|
720 - 1220 |
6,0 - 11,0 |
3 |
1 |
400 - 600 |
42 - 46 |
35 - 45 |
15 - 20* |
|
720 - 1420 |
11,1 - 18,0 |
3 |
1 |
600 - 800 |
42 - 46 |
35 - 45 |
15 - 20 |
|
720 - 1420 |
18,1 - 32,0 |
3 |
1 |
700 - 850 |
42 - 46 |
40 - 50 |
15 - 20 |
|
720 - 1420 |
18,1 - 32,0 |
4 |
1 |
700 - 900 |
42 - 46 |
40 - 50 |
15 - 25 |
Примечание. Вылет электрода - 40 - 45 мм; полярность обратная; при сварке под флюсом АН-ВС толщин до 20,5 мм величину сварочного тока рекомендуется увеличить на 100 - 200 А при скорости сварки 60 - 100 м/ч, угол наклона электрода «вперед» - до 30°.
* Смещение электрода с надира трубы.
|
Толщина стенки, мм |
Порядковый номер слоя |
Сварочный ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Смещение электрода с зенита, мм |
|
|
Наружная сварка |
||||||
|
820 - 1420 |
8,0 - 15,1 |
1 |
500 - 700 |
40 - 44 |
40 - 45 |
40 - 80 |
|
Последующий |
650 - 700 |
44 - 46 |
40 - 55 |
40 - 60 |
||
|
1420 |
15,7 - 20,5 |
1 |
700 - 750 |
42 - 44 |
45 - 55 |
60 - 80 |
|
Последующий |
600 - 650 |
44 - 46 |
40 - 50 |
40 - 60 |
||
|
20,6 - 32,0 |
1 |
700 - 750 |
40 - 44 |
40 - 50 |
60 - 80 |
|
|
Последующий |
750 - 800 |
44 - 46 |
55 - 60 |
40 - 60 |
||
|
Облицовочный |
700 - 750 |
46 - 48 |
40 - 50 |
40 - 60 |
||
|
Внутренняя сварка |
||||||
|
820 - 1420 |
8,0 - 32,0 |
1 |
500 - 800 |
40 - 44 |
40 - 50 |
По вращению или против вращения трубы, 15 - 20* |
Примечание. Полярность обратная. Вылет электрода 40 - 45 мм. Сварку выполнять только проволокой диаметром 3 мм. Угол наклона электрода «вперед» до 30°.
* Смещение электрода с надира трубы.
2.5.3. Режимы сварки наружных и внутренних слоев шва малоуглеродистых и низколегированных горячекатаных и нормализованных сталей приведены в табл. 18, термически упрочненных и из труб с контролируемой прокаткой - в табл. 19.
2.5.4. Число наружных слоев и ширина шва на последнем слое в зависимости от диаметра и толщины стенки труб приведены в табл. 20. Внутренний шов сваривают в один слой. Величина усиления внутреннего и наружного шва должна находиться в пределах 1 - 3 мм.
|
Толщина стенки трубы, мм |
Минимальное число наружных слоев |
Ширина облицовочного наружного шва, мм |
|
|
720 |
От 6,0 до 11,5 |
1 |
18 ± 3 |
|
Свыше 11,5 до 15,0 |
2 |
20 ± 3 |
|
|
» 15,0 до 17,5 |
3 |
20 ± 3 |
|
|
» 17,5 до 22,0 |
3 |
22 ± 4 |
|
|
820 |
От 8,0 до 11,5 |
1 |
18 ± 3 |
|
Свыше 11,5 до 15,0 |
2 |
20 ± 3 |
|
|
1020 - 1220 |
От 10,5 до 11,5 |
1 |
18 ± 3 |
|
Свыше 11,5 до 17,5 |
2 |
18 ± 3 |
|
|
» 17,5 до 21,5 |
2 |
22 ± 4 |
|
|
» 21,5 до 24,0 |
3 |
22 ± 4 |
|
|
» 24,1 до 27,0 |
4 |
24 ± 4 |
|
|
1420 |
От 15,8 до 20,5 |
2 |
22 ± 4 |
|
Свыше 20,5 до 24,0 |
3 |
24 ± 4 |
|
|
» 24,0 до 28,0 |
4 |
30 ± 4 |
|
|
» 28,0 до 32,0 |
5 |
32 ± 4 |
2.5.5. Геометрические размеры швов определяют на макрошлифах, изготовленных из каждого 200 стыка. Геометрические размеры швов, определяемые по макрошлифам, должны соответствовать данным рис. 6 и табл. 21. В случае отклонения геометрических параметров швов от заданных (см. рис. 6. табл. 21) сварку следует прекратить, отладить оборудование и режим сварки.

Рис.6. Макрошлиф образца из контрольных стыков:
1 - ось первого (наружного) слоя шва; 2 - ось внутреннего слоя шва; 3 - условная ось стыка; а - перекрытие наружного и внутреннего слоев шва (а ³ 3 мм при толщине стенки трубы 12 мм и более, а ³ 2 мм при толщине стенки менее 12 мм); с - смещение осей наружных и внутреннего слоев шва от условной оси стыка (с = ± 1 мм); hн и hв - глубина проплавления соответственно первого (наружного) и внутреннего слоев шва; Вв - ширина внутреннего шва (табл. 21)
Остальные 199 стыков, предшествующие вырезанному, следует считать годными, если в результате контроля просвечиванием в них не обнаружено недопустимых дефектов.
Если наружный облицовочный слой шва смещен относительно первого наружного слоя, стык считается годным при отсутствии в нем недопустимых дефектов и соблюдении заданных режимов. При этом оси наружного корневого и внутреннего швов должны совпадать или быть смещены относительно друг друга на величину не более 2 мм (рис. 7).
2.5.6. Для предотвращения непроваров и шлаковых включений автоматическую сварку прихваток и начального участка шва не следует выполнять при значениях тока ниже нижнего предела диапазона режимов сварки.
2.5.7. При заклинивании шлака в разделке во время сварки первого наружного слоя и для получения благоприятной менискообразной формы шва смещение электрода с зенита трубы должно быть на 5,0 - 10,0 мм выше значений, указанных в табл. 18 и 19.
|
Тип разделки кромок (см. рис. 5) |
Размеры внутреннего шва* (не более), мм |
||
|
глубина проплавления |
ширина шва, Вв |
||
|
6,0 |
а |
4 |
15 |
|
9,5 - 11,0 |
а |
6 |
15 |
|
11,1 - 15,2 |
б |
7 |
21 |
|
15,3 - 18,0 |
б |
9 |
26 |
|
18,1 - 21,0 |
в |
10 |
26 |
|
19,7 - 20,5 |
г |
12 |
26 |
|
21,1 - 32,0 |
г |
12 |
28 |
* ![]()

Рис. 7. Внешний вид макрошлифов сварных швов при двусторонней автоматической сварке под флюсом и симметричном и несимметричном расположении первого (наружного) и внутреннего слоев шва:
1 - первый (наружный) слой шва; 2 - облицовочный слой шва; 3 - внутренний слой шва
2.5.8. Начало и окончание сварки стыка должно располагаться на расстоянии не менее 100 мм от продольных швов свариваемых труб.
2.5.9. Во избежание образования шлаковых включений и непровара между первым наружным и внутренним слоями в начале прихватки или первого слоя шва рекомендуется делать шлифмашинкой пропил глубиной 4 - 5 мм, шириной 3 - 4 мм и длиной не менее 25 - 30 мм.
2.5.10. Чтобы избежать образования трещин, запрещается освобождать жимки центратора до полного завершения процесса сварки первого наружного слоя стыка.
2.5.11. Интервал времени между завершением первого наружного слоя шва и началом сварки внутреннего слоя не должен превышать:
1 ч, при положительной температуре воздуха;
30 мин при температуре воздуха ниже нуля.
2.5.12. Если сварку выполняют при отрицательных температурах, то запрещается скатывать сваренную плеть на мокрый грунт или снег до тех пор, пока стык не остынет до температуры окружающей среды.
2.5.13. В конце смены стыки труб должны быть заварены полностью. В порядке исключения, в случае выхода из строя оборудования, отключения сети и т.д. стыки труб до следующей смены разрешается оставлять с несваренным облицовочным слоем шва. При невыполнении указанного требования стыки подлежат вырезке.
2.6. Односторонняя автоматическая сварка под флюсом на базах типа ССТ-ПАУ
2.6.1. Ручная подварка корня шва осуществляется в соответствии с подразд. 2.4 настоящих ВСН.
2.6.2. Для улучшения отделимости шлаковой корки после выполнения корневого слоя шва допускается ручная дуговая сварка дополнительных слоев. Дополнительный (е) слой шва сваривают только после полного завершения корневого слоя шва по всему периметру стыка.
2.6.3. Нельзя начинать прихватку или ручную дуговую сварку корневого слоя шва на расстоянии менее 100 мм от продольного шва трубы.
2.6.4. Автоматическую подварку корня шва под флюсом выполняют по всему периметру стыка теми же материалами, которые рекомендованы для сварки заполняющих слоев, после сварки корневого слоя шва или после выполнения всех наружных слоев.
2.6.5. Если подварку осуществляют после сварки корневого слоя шва, то интервал между окончанием сварки корня шва и началом сварки подварочного слоя не должен превышать 40 мин.
2.6.6. Если подварку выполняют после завершения сварки наружных слоев шва, то интервал времени между окончанием сварки корня шва и началом выполнения подварочного слоя не должен превышать 1,5 ч.
2.6.7. Подварку стыков труб диаметрами 1020 - 1420 мм следует выполнять в один слой на режимах, приведенных в табл. 22.
|
Схема выполнения подварки |
Диаметр электродной проволоки, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Вылет электрода, мм |
Смещение с надира в направлении вращения трубы, мм |
|
|
Трубы из горячекатаных, нормализованных сталей и сталей контролируемой прокатки (до 588 МПа) |
После сварки корня шва |
3 |
450 - 500 |
44 - 46 |
25 - 30 |
30 - 35 |
30 - 35 |
|
4 |
550 - 600 |
44 - 46 |
30 - 40 |
40 - 50 |
30 - 50 |
||
|
После завершения всех наружных слоев шва |
3 |
550 - 600 |
44 - 46 |
30 - 35 |
30 - 35 |
30 - 50 |
|
|
4 |
600 - 650 |
44 - 46 |
30 - 40 |
40 - 50 |
30 - 50 |
||
|
Трубы из термически упрочненных сталей 588 - 637 МПа |
После сварки корня шва |
3 |
350 - 450 |
44 - 46 |
30 - 40 |
30 - 35 |
30 - 50 |
|
После завершения всех наружных слоев шва |
3 |
550 - 650 |
42 - 46 |
40 - 50 |
30 - 35 |
30 - 50 |
Примечания: 1. Режимы приведены для сварки на постоянном токе обратной полярности при угле наклона электрода, равном нулю.
2. Подварку корня шва термически упрочненных сталей следует заполнять электродной проволокой диаметром 3 мм при значениях погонной энергии не более 23 кДж/см.
2.6.8. Шов, полученный при автоматической подварке, должен иметь усиление не менее 1 и не более 3 мм, а ширину в пределах, указанных в табл. 21 для внутреннего слоя шва.
2.6.9. Глубина проплавления при автоматической подварке не должна превышать значений, регламентированных табл. 21.
2.6.10. Смещение осей наружных и внутренних слоев шва от условной оси стыка не должно превышать 1,0 мм.
2.6.11. Контроль параметров по пп. 2.6.9, 2.6.10 осуществляют на макрошлифах в соответствии с п. 2.6.8 и с рис. 6.
2.6.12. Автоматическую сварку заполняющих слоев шва под флюсом применяют для соединения труб диаметром 325 - 1420 мм с толщиной стенки до 32 мм включительно. Режимы автоматической сварки заполняющих слоев шва труб из горячекатаных, в том числе с контролируемой прокаткой, нормализованных и термически упрочненных сталей приведены в табл. 23.
2.6.13. Допускается автоматическая сварка под флюсом труб диаметром 219 - 273 мм, режимы сварки которых приведены в табл. 24.
2.6.14. Автоматическую сварку труб с повышенной толщиной стенки (более 23 мм) целесообразно проводить электродной проволокой диаметром 3 - 4 мм с применением флюса ФЦ-16, обеспечивающего удаление шлаковой корки из узкой разделки после выполнения первого прохода шва.
|
Толщина стенки, мм |
Диаметр электродной проволоки, мм |
Слои шва |
Сварочный ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Смещение электрода с зенита, мм |
|
|
325 - 426 |
6 |
2 |
1 |
350 - 450 |
34 - 36 |
15 - 20 |
35 - 40 |
|
Последующие |
350 - 450 |
36 - 38 |
15 - 20 |
30 - 35 |
|||
|
7 - 12,5 |
2 |
1 |
400 - 500 |
34 - 36 |
30 - 35 |
35 - 40 |
|
|
Последующие |
450 - 500 |
36 - 38 |
30 - 35 |
30 - 40 |
|||
|
Более 12,5 |
3 |
1 |
500 - 600 |
34 - 36 |
25 - 35 |
35 - 40 |
|
|
Последующие |
650 - 750 |
36 - 38 |
30 - 40 |
30 - 40 |
|||
|
530 - 820 |
6 - 12,5 |
2 |
1 |
400 - 500 |
42 - 44 |
35 - 40 |
60 - 80 |
|
Последующие |
500 - 550 |
42 - 46 |
35 - 40 |
40 - 50 |
|||
|
3 |
1 |
550 - 650 |
42 - 44 |
35 - 50 |
40 - 60 |
||
|
Последующие |
700 - 750 |
44 - 46 |
35 - 50 |
30 - 40 |
|||
|
530 - 820 |
Более 12,5 |
3 |
1 |
550 - 650 |
42 - 44 |
35 - 50 |
40 - 60 |
|
Последующие |
680 - 750 |
44 - 46 |
35 - 50 |
30 - 40 |
|||
|
1020 - 1220 |
7 - 12,5 |
3 |
1 |
550 - 650 |
44 - 46 |
40 - 50 |
60 - 80 |
|
Последующие |
650 - 750 |
46 - 48 |
40 - 50 |
40 - 60 |
|||
|
4 |
1 |
800 - 900 |
44 - 46 |
45 - 50 |
60 - 80 |
||
|
Последующие |
900 - 950 |
46 - 48 |
45 - 55 |
40 - 60 |
|||
|
1020 - 1220 |
Более 12,5 |
3 |
1 |
750 - 800 |
44 - 46 |
45 - 55 |
60 - 80 |
|
Последующие |
600 - 850 |
46 - 48 |
40 - 55 |
40 - 60 |
|||
|
4 |
1 |
800 - 900 |
44 - 46 |
45 - 55 |
60 - 80 |
||
|
4 |
Последующие |
1000 - 1100 |
46 - 48 |
70 - 90 |
40 - 60 |
||
|
4 |
Облицовочный |
800 - 900 |
46 - 48 |
40 - 50 |
40 - 60 |
||
|
1420 |
9 - 16 |
3 |
1 |
750 - 800 |
44 - 46 |
40 - 50 |
80 - 100 |
|
Последующие |
800 - 850 |
46 - 48 |
40 - 50 |
40 - 80 |
|||
|
4 |
1 |
800 - 900 |
44 - 46 |
40 - 55 |
80 - 100 |
||
|
Последующие |
800 - 900 |
46 - 48 |
40 - 50 |
40 - 80 |
|||
|
1420 |
Более 16 |
3 |
1 |
750 - 800 |
44 - 46 |
40 - 50 |
60 - 100 |
|
Последующие |
800 - 850 |
44 - 46 |
50 - 55 |
60 - 80 |
|||
|
Облицовочный |
850 - 900 |
46 - 48 |
40 - 50 |
40 - 80 |
|||
|
4 |
1 |
800 - 900 |
44 - 46 |
40 - 55 |
80 - 100 |
||
|
Последующие |
1000 - 1100 |
44 - 46 |
70 - 90 |
60 - 80 |
|||
|
Облицовочный |
800 - 900 |
46 - 48 |
40 - 50 |
40 - 80 |
Примечания: 1. Режимы даны для сварки постоянным током обратной полярности.
2. При сварке термически упрочненных труб запрещается применять сварочную проволоку диаметром 4 мм.
3. При сварке труб большого диаметра под флюсом АН-ВС величину тока рекомендуется увеличить на 100 - 200 А.
4. При сварке заполняющих и облицовочного слоев шва под флюсом АН-ВС скорость сварки увеличивается до 100 м/ч.
5. Вылет электрода диаметром 2 мм - 30 - 35 мм, 3 мм - 40 - 45 мм, 4 мм - 40 - 50 мм; угол наклона электрода «вперед» - до 30°.
|
Толщина стенки трубы, мм |
Диаметр электродной проволоки, мм |
Слои шва |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Вылет электродной проволоки, мм |
Смещение электродной проволоки с зенита, мм |
Угол наклона электродной проволоки по направлению сварки, град |
|
|
219 |
6 |
2 |
Первый |
300 - 360 |
34 - 36 |
14 |
35 - 40 |
60 |
До 12 |
|
Последующие |
320 - 340 |
36 - 38 |
14 |
35 - 40 |
60 |
До 12 |
|||
|
273 |
6 |
2 |
Первый |
360 - 440 |
34 - 36 |
14 |
35 - 40 |
60 |
До 15 |
|
Последующие |
360 - 440 |
36 - 38 |
14 |
35 - 40 |
60 |
До 15 |
В этом случае сварку первого слоя шва рекомендуется осуществлять по центру узкой разделки током 500 - 600 А при напряжении на дуге 30 - 32 В и скорости сварки 25 - 40 м/ч.
2.6.15. При сварке толстостенных труб разрешается наложение заполняющих (первого, второго и т.д.) и облицовочного слоев шва параллельными (с перекрытием) проходами (рис. 8). В этом случав напряжение горения дуги снижают на 2 - 4 В и скорость сварки увеличивают не менее чем на 20 %.
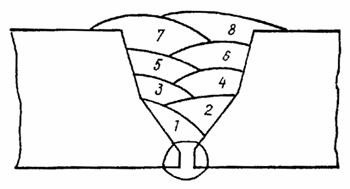
Рис. 8. Рекомендуемая схема наложения швов при односторонней автоматической сварке под флюсом кольцевых стыков труб параллельными проходами:
1 - 8 - порядковые номера слоев
2.6.16. Число слоев (без учета подварочного слоя), выполненных автоматической сваркой под флюсом, зависит от толщины стенки труб:
|
Число слоев шва (не менее) |
|
|
До 16,5 |
2 |
|
Свыше 16,5 до 20,5 |
3 |
|
» 20,5 до 24,0 |
4 |
|
» 24,0 до 28,0 |
5 |
|
» 28,0 до 32,0 |
6 |
2.6.17. Ширина облицовочного шва, выполненного двумя параллельными с перекрытием слоями (проходами), не должна превышать допустимой ширины однопроходного облицовочного шва в соответствии с табл. 25. Сопряжение облицовочных швов между собой и основным металлом должно быть плавным.
|
Ширина сварного шва, мм, не более |
|
|
От 6 до 8 |
14 ± 4 |
|
Свыше 8 до 12 |
20 ± 4 |
|
» 12 до 16 |
24 ± 4 |
|
» 16 до 20,5 |
26 ± 4 |
|
» 20,5 до 28 |
32 ± 4 |
|
» 28 до 32 |
34 ± 4 |
2.6.18. Если значения сварочного тока превышают 600 А, то автоматическую сварку под флюсом целесообразно выполнять током прямой полярности. При этом ток следует увеличить на 100 А, а скорость сварки установить по верхнему пределу диапазона скоростей, указанного в табл. 23. Все остальные параметры режима сварки, указанные в табл. 23, оставить без изменения.
2.6.19. При переходе на прямую полярность после отработки режимов сварки необходимо сварить допускной стык и испытать его в соответствии со СНиП III-42-80.
2.6.20. Автоматическую сварку током прямой полярности следует выполнять теми же сварочными материалами, которые применяют при сварке на обратной полярности.
2.6.21. Сварные соединения разрешается оставлять в конце смены незаконченными в том случае, если не сварен только облицовочный слой шва. Указанные стыки должны быть обязательно подварены изнутри трубы. При невыполнении указанных требований стыки подлежат вырезке.
Сварные соединения на базах типа БНС (база наружной сварки) оставлять незаконченными не разрешается.
2.6.22. Для предотвращения увлажнения стыков в случае непогоды (дождь, снег, иней) стыки, сваренные корневым слоем шва, перед автоматической сваркой под флюсом должны быть укрыты влагоустойчивыми поясами шириной не менее 250 - 300 мм. Если стыки, сваренные корневым слоем шва, попадают на пост автоматической сварки со следами влаги (снега, инея и т.д.) на кромках, их необходимо просушить в соответствии с требованиями настоящих ВСН.
2.7. Автоматическая сварка неповоротных стыков трубопроводов порошковой проволокой с принудительным формированием
2.7.1. В процессе сварки следует выдерживать определенную глубину сварочной ванны внутри плавильного пространства. Расстояние от поверхности ванны до передней кромки ползуна должно составлять 7 - 10 мм для порошковой проволоки ПП-АН24СМ и ПП-АН30С и 5 - 7 мм - для порошковой проволоки ПП-АН19. Регулировка положения дуги по высоте плавильного пространства обеспечивается остановкой сварочной головки без прекращения подачи проволоки и горения дуги или увеличением скорости движения. В первом случае дуга и сварочная ванна поднимаются к переднему торцу ползуна, во втором - опускаются в глубь плавильного пространства.
2.7.2. Для качественного выполнения замка в зените трубы (в нижнем положении) сварку первой головкой завершают на скорости, превышающей скорость заполнения разделки в 1,5 - 2 раза, что позволяет получить плавный переход к последующему слою. Второй головкой наезжают на образовавшийся скос, формирующий ползун приостанавливают, не доходя 10 - 15 мм до начала предыдущего слоя и заплавляют промежуток между слоями. При подходе головки к зениту трубы целесообразно несколько увеличить амплитуду колебаний, а напряжение на дуге уменьшить на 1 - 2 В.
2.7.3. По окончании сварки стыка производится осмотр и ручная дуговая подварка неудовлетворительно сформированных участков.
2.7.4. Ремонт неудовлетворительно сформированных участков производят в соответствии с указаниями в подразделе 2.10 настоящих ВСН.
2.7.5. При сварке по ручной подварке к сборке под последующую автоматическую сварку порошковой проволокой допускают трубы с заводской разделкой кромок, а также с кромками, обрезанными механизированной или ручной газовой резкой. В этом случае прямолинейность реза должна обеспечивать прохождение формирующего ползуна с зазором между боковыми стенками его выступа и кромками в пределах не более 1 - 1,5 мм. Чешуйчатость поверхности реза после ручной газовой резки должна быть зачищена шлифмашинкой.
2.7.6. Кромки и прилегающие к ним внутренняя и наружная поверхности труб шириной не менее 10 мм перед сборкой должны быть зачищены до чистого металла. Попадание влаги, масла и грязи в разделку кромок следует исключить. Для прохода формирующего ползуна наружное усиление продольного (спирального) шва должно быть снято до 0 - 0,5 мм на расстоянии не менее 25 мм от кромки.
2.7.7. Для прохода сварочной головки высота лежек должна обеспечивать расстояние не менее 600 мм между трубой и грунтом, а расстояние от стыка до края опоры должно быть не менее 2 мм.
2.7.8. Толщина корневого слоя под автоматическую сварку приведена в табл. 26 для проволоки диаметром 2,4 мм и в табл. 27 - для проволок диаметром 2,0 и 2,6 мм (величина ее должна быть не менее 5 мм). Внутренняя подварка стыков диаметром 1020 мм и более должна осуществляться в соответствии с подразделом 2.4 настоящих ВСН.
2.7.9. При сварке труб диаметров 1020 - 1420 мм для уменьшения вероятности прожога в потолочном положении при толщине корневого слоя 5 мм внутренняя подварка обязательна на нижней четверти периметра стыка независимо от вида покрытия электродов, использованных при ручной сварке корня шва. При сварке труб диаметром 530 - 820 мм толщину корневого слоя шва во избежание прожога следует увеличивать снаружи.
2.7.10. Порошковую проволоку диаметром 2,0 мм следует использовать при сварке облицовочного слоя труб с толщиной стенки 9,5 - 10 мм. При использовании проволоки диаметром 2,4 мм для улучшения условий стабильности процесса сварки и формирования сварного соединения глубину формирующей канавки на водоохлаждаемом ползуне следует увеличить на 1 мм.
|
Высота слоя при толщине трубы, мм |
|||||||
|
До 10 |
10,1 - 12,0 |
13,1 - 14,0 |
14,1 - 17,0 |
17,1 - 20,0 |
20,1 - 23,0 |
22,1 - 26,0 |
|
|
Корневой слой (ручная сварка) |
5* |
6 - 7* |
6 - 7* |
8 - 9** |
6 - 7* |
6 - 7 |
6 - 7* |
|
1-й заполняющий слой (автоматическая сварка) |
- |
- |
- |
- |
6 - 7 |
7 - 8 |
6 - 7 |
|
2-й заполняющий слой (автоматическая сварка) |
- |
- |
- |
- |
- |
- |
6 |
|
Облицовочный слой (автоматическая сварка) |
5 |
5 - 6 |
7 - 8 |
8 - 9 |
6 - 7 |
8 - 9 |
6 - 7 |
* Два прохода электродами с целлюлозным видом покрытия, либо один проход электродами с основным видом покрытия.
** То же с дополнительным проходом, выполненным электродами с основным видом покрытия.
2.7.11. Поверхность корневого шва перед автоматической сваркой во избежание местных непроваров и шлаковых включений должна быть очищена от шлака, наплывов и крупной чешуи с применением шлифовальных кругов более тщательно, чем перед последующей ручной сваркой и иметь плавный переход к основному металлу.
2.7.12. Автоматическую сварку порошковой проволокой с принудительным формированием по ручной подварке осуществляют в один или несколько слоев в зависимости от толщины стенки трубы и диаметра проволоки. Число слоев и их толщина приведены в табл. 26 (для проволоки диаметром 2,4 мм) и 27 (для проволоки диаметром 2,0 и 2,6 мм).
|
Высота слоя при толщине стенки трубы, мм |
|||||||
|
До 10 |
10,1 - 12,0 |
12,1 - 15,0 |
15,1 - 17,0 |
17,1 - 20,0 |
20,1 - 23,0 |
23,1 - 26,0 |
|
|
Корневой слой (ручная сварка) |
5 |
6 - 7 |
6 - 7 |
5 |
5 |
6 - 7 |
6 - 7 |
|
1-й заполняющий слой (автоматическая сварка) |
- |
- |
- |
6* |
7 - 8 |
7 - 8** |
6** |
|
2-й заполняющий слой (автоматическая сварка) |
- |
- |
- |
- |
- |
- |
6** |
|
Облицовочный слой (автоматическая сварка) |
5 |
5 - 6 |
7 - 8 |
5 - 6* |
7 - 8* |
8 - 9** |
7 - 8** |
* Сварка проволокой диаметром 2,0 мм.
** Сварка проволокой диаметром 2,6 мм.
2.7.13. При сварке заполняющих слоев применяют формирующие ползуны с выступом, а при сварке облицовочных слоев - ползуны с канавкой по форме усиления. В зависимости от диаметра труб, толщины стенки и номера слоя высоту и ширину выступа необходимо подгонять таким образом, чтобы обеспечить высоту слоя в соответствии с табл. 26 и 27, а зазор между боковыми стенками выступа ползуна и стенками разделки кромок должен быть не более 1 - 1,5 мм.
Канавка ползуна должна перекрывать разделку. Поверхность канавки и выступа ползуна после сварки каждых 3 - 5 стыков должны зашлифовываться от задиров для улучшения качества поверхности швов.
2.7.14. Сварку стыка осуществляют двумя сварочными головками, расположенными на противоположных сторонах трубы и работавшими одновременно или поочередно.
2.7.15. Режимы сварки порошковой проволокой диаметром 2,4 мм приведены в табл. 28, а порошковыми проволоками диаметром 2,0 и 2,6 мм - в табл. 29. При этом следует иметь в виду, что уменьшение напряжения на дуге приводит к появлению несплавлений по кромкам, а увеличение напряжения - к появлению газовых пор. Сварку выполняют на постоянном токе обратной полярности от источников тока с жесткой (пологопадающей) вольтамперной характеристикой.
|
Толщина стенки трубы, мм |
Вид шва |
Сварочный ток, А |
Напряжение на дуге, В |
|
|
ПП-АН19 |
До 17,0 мм включительно |
Облицовочный |
300 - 350 |
26 - 28 |
|
17,1 - 23,0 |
Заполняющий |
260 - 300 |
25 - 27 |
|
|
Облицовочный |
300 - 350 |
26 - 28 |
||
|
23,1 - 26,0 |
1-й заполняющий |
260 - 300 |
25 - 27 |
|
|
2-й заполняющий |
280 - 320 |
25 - 27 |
||
|
Облицовочный |
300 - 350 |
27 - 29 |
||
|
ПП-АН24 ПП-АН24СМ |
До 17,0 мм включительно |
Облицовочный |
300 - 400 |
25 - 29 |
|
17,1 - 23,0 |
Заполняющий |
280 - 320 |
24 - 28 |
|
|
Облицовочный |
300 - 400 |
26 - 31 |
||
|
ПП-АН24 |
23,1 - 26,0 |
1-й заполняющий |
280 - 320 |
24 - 28 |
|
ПП-АН24СМ |
2-й заполняющий |
300 - 350 |
25 - 29 |
|
|
Облицовочный |
300 - 400 |
26 - 30 |
||
|
ПП-АН30 |
До 17 мм включительно |
Облицовочный |
300 - 360 |
26 - 29 |
|
17,1 - 23,0 |
Заполняющий |
280 - 320 |
24 - 26 |
|
|
Облицовочный |
300 - 360 |
26 - 29 |
||
|
23,1 - 26,0 |
1-й заполняющий |
280 - 320 |
24 - 26 |
|
|
2-й заполняющий |
280 - 340 |
26 - 29 |
||
|
Облицовочный |
300 - 360 |
26 - 30 |
|
Толщина стенки трубы, мм |
Вид шва |
Сварочный ток, А |
Напряжение на дуге, В |
|
|
2,0 |
9,5 - 20,0 |
Заполняющий |
250 - 280 |
22 - 25 |
|
Облицовочный |
280 - 320 |
24 - 28 |
||
|
2,6 |
20,1 - 26,0 |
1-й заполняющий |
250 - 400 |
25 - 30 |
|
2-й заполняющий |
280 - 320 |
26 - 29 |
||
|
Облицовочный |
300 - 500 |
27 - 31 |
2.7.16. Величина вылета электродной проволоки зависит от ее диаметра и составляет для проволоки диаметром 2,0 мм 20 - 30 мм, для проволоки диаметром 2,4 мм 30 - 50 мм, для проволоки диаметром 2,6 мм 40 - 50 мм.
2.7.17. Сварку слоев шириной более 12 - 15 мм необходимо выполнять с поперечными колебаниями электрода, амплитуда которых устанавливается таким образом, чтобы в зоне сварки электродная проволока приближалась к свариваемым кромкам не менее чем на 2,5 мм. Частота колебаний составляет 0,5 - 2 Гц. Меньшая частота соответствует меньшей скорости сварки.
2.7.18. Замки предыдущего и последующего слоев должны быть смещены один относительно другого на расстояние не менее 60 мм.
2.7.19. Перед выполнением каждого последующего прохода поверхность предыдущего шва тщательно очищают от шлака, брызг и неровностей.
2.7.20. После окончания смены разрешается оставлять на ночь сварные стыки, сваренные одним заполняющим слоем, за исключением труб с толщиной стенки 14,1 - 17,0 мм, которые разрешается оставлять сваренными в соответствии с примечанием (**) табл. 26.
2.7.21. Подготовку к сборке при сварке на внутренней технологической подкладке необходимо осуществлять так же, как при сварке по ручной подварке. Наружное и внутреннее усиления продольного (спирального) шва должны быть сняты до 0 - 0,5 мм на расстоянии не менее 25 мм от кромки.
2.7.22. Неровности на кромках должны быть в пределах, обеспечивающих прилегание технологической подкладки к внутренней поверхности трубы.
2.7.23. При сборке труб на технологической подкладке смещение кромок внутри трубопровода должно быть не более 5 мм. Конструкция внутренней технологической подкладки должна обеспечивать при данной величине смещения зазор между подкладкой и внутренними поверхностями свариваемых труб, а также между элементами самой подкладки не более 1 мм. Допускается местный зазор между подкладкой и внутренними поверхностями труб до 1,5 мм на длине не более 150 мм.
2.7.24. К сборке допускаются трубы как с заводской разделкой кромок, так и обрезанные газовой резкой. Допускается изменение разделки для сокращения ее поперечного сечения.
2.7.25. Автоматическую сварку корневого слоя порошковой проволокой осуществляют без предварительного подогрева. При наличии на поверхности трубы влаги стык подлежит просушке нагревом торцов до 50 - 100 °С.
2.7.26. На поверхности технологической подкладки, прилегающей к поверхности трубы, должна быть канавка по форме внутреннего усиления. Технологическую подкладку устанавливают симметрично оси стыка (допускаемая асимметрия 1,0 мм). Рабочая поверхность элементов подкладки должна быть очищена от масла и других загрязнений.
2.7.27. Технологический зазор между кромками, имеющими притупление 1,8 ± 0,8 мм, должен составлять 2,5 - 3,0 в потолочной части стыка и 3,5 - 4,0 мм в верхней части стыка.
2.7.28. Сборку труб осуществляют с помощью прихватки, которая выполняется электродами с основным видом покрытия. Прихватку осуществляют с полным проваром корня в потолочном положении и используют в качестве дна плавильного пространства при начале автоматической сварки.
2.7.29. Автоматическую сварку корневого шва осуществляют порошковой проволокой ПП-АН19 и ПП-АН30 диаметром 2,4 мм. Толщина корневого слоя должна быть в соответствии с табл. 26 (не менее) и обеспечиваться выступом формирующего ползуна соответствующей высоты. Сварку корневого слоя осуществляют на токе 280 - 300 А при напряжении на дуге 26 - 27 В.
2.7.30. Автоматическую сварку порошковой проводкой последующих слоев выполняют в соответствии с указаниями пп. 2.7.12 - 2.7.18.
2.8. Автоматическая электродуговая сварка труб в среде защитных газов
2.8.1. Автоматическую сварку в среде защитных газов неповоротных стыков труб диаметром 1020 - 1420 мм необходимо выполнять на установках для двусторонней сварки.
Автоматическая сварка в защитных газах включает следующие основные операции:
подготовку труб в соответствии с подразд. 2.2 настоящих ВСН;
механическую обработку торцов труб (см. рис. 1);
сборку и сварку внутреннего и наружного корневых слоев;
осмотр внутреннего корневого шва и ручную дуговую сварку неудовлетворительно сформированных участков;
сварку заполняющих слоев шва;
подогрев перед сваркой облицовочного слоя;
сварку облицовочного слоя шва;
осмотр шва и ручную дуговую сварку неудовлетворительно сформированных участков.
2.8.2. Для повышения устойчивости горения дуги и стабильности процесса сварку внутреннего корневого слоя шва следует выполнять в смеси углекислого газа с аргоном.
2.8.3. Свободный торец нитки трубопровода должен быть закрыт инвентарной заглушкой, чтобы предотвратить сдувание струи газа (при внутренней сварке).
2.8.4. Сварку всех наружных слоев шва следует выполнять только в условиях, при которых исключено попадание осадков на стык и обеспечена защита от ветра.
2.8.5. При газоэлектрической сварке внутреннего и наружного корневого слоев неповоротных стыков труб производят автоматическую сварку наружного корневого слоя, которую начинают после того, как внутренними головками будет заварено по 200 мм корневого слоя шва на соответствующем полупериметре.
2.8.6. Сварку наружного корневого слоя шва необходимо начать не позднее чем через 5 мин после начала сварки внутреннего корневого шва на соответствующем полупериметре трубы.
При вынужденном перерыве сварки наружного корневого слоя необходим подогрев стыка до 150 - 200 °С, а далее следует поддерживать эту температуру до возобновления процесса сварки.
2.8.7. Сварку всех наружных слоев шва выполняют одновременно двумя автоматами в направлении сверху - вниз.
2.8.8. Укладку конца трубы на лежку и перемещение центратора на очередную позицию сборки разрешается осуществлять только после окончания сварки наружного корневого слоя.
Для прохода сварочной головки высота лежек должна обеспечивать расстояние не менее 600 мм от надира трубы до поверхности грунта.
2.8.9. Перед сваркой облицовочного слоя на трубах с эквивалентом углерода более 0,4 % необходим подогрев стыка наружным кольцевым подогревателем до температуры 220 - 250 °С.
2.8.10. Экранирующее устройство для предохранения направляющего пояса от воздействия пламени следует установить перед подогревом стыка.
Газовые горелки должны быть установлены на расстоянии 50 - 70 мм от стыка на трубе, свободной от направляющего пояса.
2.8.11. Режимы сварки всех слоев шва для труб диаметром 420 мм с толщиной стенки 15,7 мм приведены в табл. 30.
|
Наименование слоя |
||||||
|
внутренний корневой |
наружный корневой |
заполняющие |
облицовочный |
|||
|
первый |
второй |
третий |
||||
|
Скорость сварки, см/мин |
60 - 75 |
75 - 125 |
30 - 40 |
30 - 40 |
30 - 40 |
25 - 35 |
|
Сварочный ток, А |
190 - 210 |
220 - 240 |
220 - 240 |
190 - 210 |
180 - 200 |
170 - 190 |
|
Напряжение, В |
20 - 22 |
24 - 25 |
23 - 24 |
21 - 22 |
21 - 22 |
19 - 21 |
|
Частота колебаний электрода, мин |
- |
- |
130 - 150 |
110 - 130 |
110 - 130 |
110 - 130 |
|
Вылет электродной проволоки, мм |
9 |
9 |
12 |
10 |
10 |
10 |
|
Состав защитной газовой среды, % |
|
|
|
|
|
|
|
аргон |
25 - 75 |
0 |
0 |
0 |
0 |
0 |
|
углекислый газ |
25 - 75 |
100 |
100 |
100 |
100 |
100 |
|
Расход газовой среды, л/мин |
30 |
30 |
40 |
40 |
40 |
30 |
Примечание. При сварке труб с большей толщиной стенки режимы сварки четвертого и последующих заполняющих слоев выбирают в соответствии с гр. 6 настоящей таблицы.
2.8.12. Число заполнявших слоев в зависимости от толщины стенки трубы указано в табл. 31.
|
Число заполняющих слоев |
|
|
До 13 включительно |
2 |
|
Свыше 13 до 16,5 включительно |
3 |
|
Свыше 16,5 до 19,5 включительно |
4 |
|
Свыше 19,5 до 26 включительно |
5 - 6 |
2.8.13. Амплитуду колебаний при сварке облицовочного шва выбирают из расчета перекрытия швом разделки по ширине на 1,5 - 2,0 мм в каждую сторону.
2.8.14. После сварки каждого слоя обязательна зачистка его поверхности металлическими щетками от шлака и брызг. В необходимых случаях потолочный участок наружных слоев шва обрабатывают абразивными кругами, чтобы получить ровную подложку для сварки последующих слоев.
2.8.15. Сварку в среде защитных газов ведут на постоянном токе обратной полярности.
2.8.16. Скорость подачи электродной проволоки Vп (см/с) диаметром d, (см), с вылетом l (см) для данных значений тока Jсв (А) электродной проволоки определяют по формуле
2.8.17. Перекрытия участков внутреннего корневого шва, сваренных внутренними сварочными головками, должны составлять на вертикальных и нижнем участках 20 - 40 мм. Перекрытие участков внутреннего корневого шва в потолочной части стыка не должно превышать 1 мм.
2.8.18. Рекомендуемая последовательность работы сварочных автоматов при наложении каждого слоя и расположение замков приведены на рис. 9.
Рис. 9. Последовательность наложения слоев при работе сварочных автоматов:
Н - наружный корневой слой; В - внутренний корневой слой; Зап - заполняющий слой; Обл - облицовочный слой (цифра после обозначения слоя указывает на очередность сварки данного участка в пределах слоя); ® - направление сварки
2.8.19. Места замков на наружных слоях должны быть смещены один относительно другого не менее чем на 15 мм.
2.8.20. Режимы сварки внутреннего корневого слоя шва обеспечивают получение внутреннего валика шириной 5 - 10 мм с усилением 0 - 3 мм.
2.8.21. Усиление облицовочного слоя шва должно быть в пределах 1 - 3 мм.
Допускается ослабление облицовочного шва на вертикальных участках в виде «седловины». Ослабление шва в центре «седловины» не должно быть ниже поверхности трубы.
2.8.22. Ширина облицовочного шва должна соответствовать данным, приведенным в табл. 32.
|
Ширина облицовочного шва, мм, не менее |
|
|
От 10,0 до 14,0 |
10,0 |
|
Свыше 14,0 до 17,0 |
11,0 |
|
Свыше 17,0 до 20,0 |
13,0 |
2.9. Специальные сварочные работы
2.9.1. Если нет деталей заводского изготовления (отводов, тройников, переходов), в исключительных случаях и при соответствующем указании в проекте допускается монтажным организациям изготавливать эти детали в условиях, тождественных заводским и при строгом соблюдении требований проекта и стандартов. Применяемые трубы и материал укрепляющих накладок должны соответствовать проекту и требованиям СНиП 2.05.06-85.
2.9.2. Изготовление деталей должно производиться с выполнением требований пп. 13.18 - 13.23 СНиП 2.05.06-85.
2.9.3. Прихватку и сварку осуществляют электродами с основным видом покрытия или проволокой сплошного сечения в среде защитного газа.
2.9.4. Основным способом нагрева при термической обработке стыков труб диаметром 108 мм и более с толщиной стенки 16 мм и более должен быть индукционный нагрев токами промышленной (50 Гц) или повышенной частоты. Для нагрева труб можно применять также гибкие пальцевые электронагреватели (ГЭН) или электронагреватели комбинированного действия (КЭН).
Сварное соединение должно быть подвергнуто термообработке непосредственно после сварки.
2.9.5. При проведении термической обработки следует руководствоваться ОСТ ![]() «Трубопроводы стальные технологические.
Термическая обработка сварных соединений. Типовой технологический процесс».
«Трубопроводы стальные технологические.
Термическая обработка сварных соединений. Типовой технологический процесс».
2.9.6. К работам по термической обработке сварных соединений следует допускать термистов-операторов, имеющих квалификацию не ниже 4-го разряда и удостоверение об окончании курсов по специальности термистов-операторов по термической обработке сварных соединений на монтаже.
2.9.7. Для углеродистой стали с нормативным временным сопротивлением разрыву до 490 МПа, низколегированной стали - 490 - 588 МПа режим термической обработки (высокий отпуск) должен быть следующим:
температура нагрева 550 - 580 °С;
скорость нагрева 250 °С/ч;
время выдержки 2 мин на 1 мм, но не менее 30 мин;
условия охлаждения - с печью или нагревателем со скоростью не выше 200 до 300 °С/ч, далее на воздухе.
2.9.8. Контроль качества термической обработки следует выполнять измерением твердости металла во всех зонах сварного соединения с помощью переносных приборов. Уровень твердости должен находиться в пределах:
140 - 180 НВ - для углеродистой стали с нормативным временным сопротивлением разрыву до 490 - 539 МПа (50 кгс/мм2);
160 - 200 НВ - для низколегированной стали с нормативным временным сопротивлением разрыву 490 - 539 МПа (50 - 55 кгс/мм2);
190 - 220 НВ - для низколегированной стали повышенной прочности с нормативным временным сопротивлением разрыву свыше 539 МПа (55 кгс/мм2).
2.9.9. Ремонт сварного шва должен быть осуществлен до его термической обработки. В случае выполнения ремонта сварного шва после термической обработки, следует повторить термическую обработку всего сварного шва.
2.9.10. Заварка технологических отверстий в трубах на стадии строительства трубопроводов
2.9.10.1. Перед началом производства работ с учетом конкретной марки, типа трубной стали и диаметра трубопровода в проекте производства работ (ППР) должны быть выбраны место и схема вырезки и заварки технологических отверстий по согласованию с заказчиком. Решение о необходимости выполнения указанных работ принимается при выполнении огневых работ.
2.9.10.2. Для труб с нормативным пределом прочности до 577 МПа (55 кгс/мм2), толщиной стенки до 12 мм заварка технологических отверстий может осуществляться путем вварки заплат. Форма, размеры и ориентация отверстий и заплат в этом случае должны соответствовать рис. 10.
2.9.10.3. Для труб с нормативным значением предела прочности 539 МПа (55 кгс/мм2) и выше, толщиной стенки 12 мм и более заварка технологических отверстий должна производиться путем вварки в трубу патрубка с эллиптическим днищем (заглушкой) (рис. 11). Допускается вварка патрубка для герметизации отверстий в трубах с нормативным пределом прочности до 55 кгс/мм2 и с толщиной стенки до 12 мм.
2.9.10.4. Технологические отверстия для последующей герметизации за счет вварки патрубков или заплат в ППР следует предусматривать, как правило, в верхней части периметра труб с допустимым смещением от зенита до 30°. Отверстия выполняются по шаблону газовой резкой.
Торцы отверстия в основной трубе при последующей вварке в него заплат обрабатываются механическим способом в соответствии с данными, приведенными на рис. 10.
Торцы отверстия в основной трубе при последующей приварке к ней патрубка следует зачищать механическим способом для ликвидации острых краев.
Перед засыпкой трубопровода необходима установка бетонных колец, предохраняющих патрубок от механических повреждений.
2.9.10.5. Вырезку технологических отверстий в основной трубе в случае последующей вварки патрубков следует осуществлять таким образом, чтобы отверстие было на 10 - 15 мм меньше внутреннего диаметра патрубка.
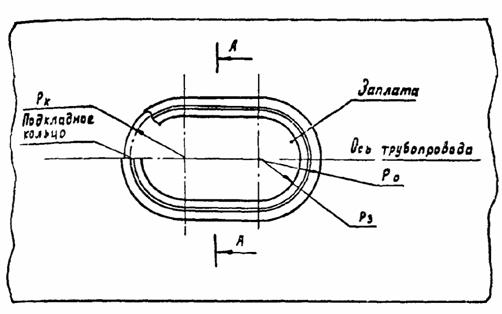
по А-А
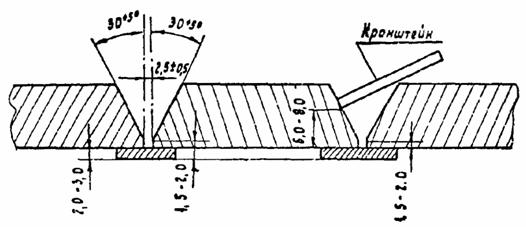
Рис. 10. Форма и ориентация отверстия, заплаты и подкладного кольца и схема разделки кромок под сварку:
Ро - радиус отверстия в трубе; Рз - радиус заплаты; Рк - радиус подкладного кольца
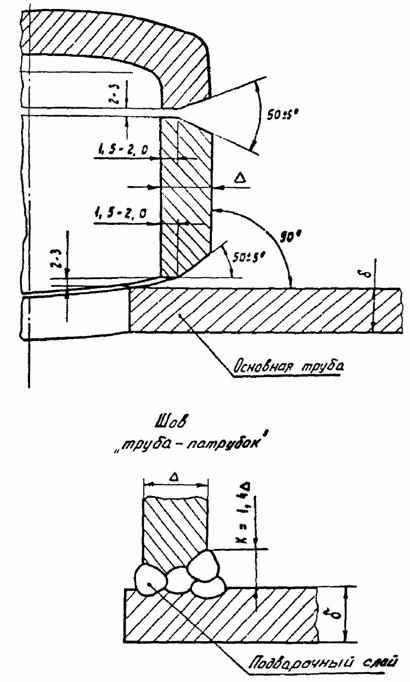
Рис. 11. Схема подготовки под сварку при заделке технологических отверстий с помощью патрубков
2.9.10.6. Место вырезки технологического отверстия должно находиться на расстоянии не менее 250 мм от заводского или кольцевого сварного шва.
2.9.10.7. Заплаты следует изготавливать, как правило, заранее в стационарных условиях из отдельного участка трубы тех же диаметров, толщины стенки и класса прочности стали, что и основная труба. Размеры заплат не должны превышать 250´350 мм и быть меньше 100´150 мм. Разница между шириной и длиной заплаты должна быть не менее 50 мм. Ро, Рз, Рк устанавливают в зависимости от длины и ширины заплаты. Кройки заплаты должны быть обработаны (зачищены) механическим способом и по форме и размерам соответствовать данным рис. 10.
2.9.10.8. Патрубки должны быть изготовлены заранее из труб диаметром не выше
0,3 от диаметра основной трубы, но не более 325 мм с толщиной стенки не более
16 мм. Максимальный размер патрубка для конкретной трубы определяется при
условии установки резинового шара. Конструктивное и материальное исполнение
врезок патрубков должно соответствовать требованиям ![]() «Тройники и тройниковые соединения из стальных
труб Ру 5,5 и 7,5 МПа (55 и 75 кгс/мм2)».
Днища должны соответствовать ГОСТ 17379-83.
«Тройники и тройниковые соединения из стальных
труб Ру 5,5 и 7,5 МПа (55 и 75 кгс/мм2)».
Днища должны соответствовать ГОСТ 17379-83.
Толщина стенок свариваемых патрубков и заглушки должна быть одинакова.
2.9.10.9. Торец ввариваемого патрубка должен быть обрезан по шаблону и иметь разделку кромок 50° с притуплением 1,5 - 2,0 мм. Торец патрубка, привариваемого к днищу, должен быть подготовлен механическим способом с углом разделки кромок 30° (см. рис. 11).
2.9.10.10. Технологические подкладки и подкладные кольца изготавливают из низкоуглеродистой стали (например, ВСт2, Ст10 и т.п.) толщиной 2 - 3 мм.
Диаметр подкладки 300 - 310 мм, диаметр отверстия 5 - 6 мм.
2.9.10.11. Перед прихваткой и сваркой внутренняя полость трубы в месте производства работ должна быть освобождена от воды и грязи. Прихватка и вварка подкладных колец, технологических подкладок, заплат и патрубков допускается только при положительных температурах металлов трубы и патрубка.
Температура предварительного подогрева должна соответствовать требованиям подразд. 2.2 настоящих ВСН.
Специальные подогреватели должны обеспечивать равномерный подогрев места вварки заплат или патрубка.
Если подогрев по условиям сварки не требуется, при температуре окружающего воздуха +5 °С и ниже необходимо произвести просушку участка трубы с технологическим отверстием.
2.9.10.12. При сборке заплаты рекомендуется вначале к заплате прихватить подкладное кольцо, затем заплата с подкладным кольцом должна быть поставлена в отверстие, прихвачена и приварена сплошным швом.
Величина смещения кромок заплаты по отношению к трубе не должна превышать 1,5 мм. Для удобства сборки допускается прихватка к свариваемым торцам временных технологических кронштейнов (см. рис. 10) из электродных стержней, которые должны быть удалены механическим путем после прихватки заплаты.
2.9.10.13. При вварке патрубка с использованием технологической подкладки первоначально следует разметить отверстие, вставить одну половину подкладки и прихватить, вставить вторую половину подкладки, прихватить, а затем проварить сплошным швом по периметру технологического отверстия и стыку подкладки, оставив центральное отверстие подкладки свободным.
При сборке допускается использовать проволочные кронштейны.
Центральное отверстие следует загерметизировать, например, глиной, но таким образом, чтобы при подъеме давления в основной трубе до рабочего произошла разгерметизация отверстия.
2.9.10.14. Сварочно-монтажные работы по вварке заплат и патрубков следует производить за один рабочий цикл без перерывов до полного завершения облицовочного шва.
Температура предыдущего слоя перед наложением последующего слоя шва должна быть не ниже +100 °С.
Если температура между слоями опустилась ниже +100 °С, следует произвести подогрев на 100 - 150 °С.
Отдельные слои шва должны выполняться в последовательности, указанной на рис. 12.
2.9.10.15. Приварку патрубков следует осуществлять не менее чем в три слоя с подваркой изнутри трубы, а облицовочный слой шва рекомендуется выполнять двумя валиками с последующей зачисткой шлифмашинкой.
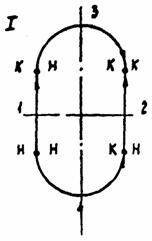

а
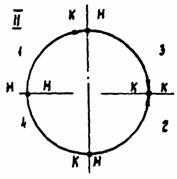
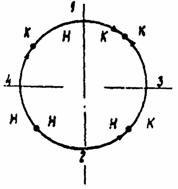
б
Рис. 12. Последовательность выполнения отдельных слоев шва при вварке заплат (I) и патрубков (II) (четырьмя участками протяженностью 100 - 250 мм каждый):
а - сварка нечетных слоев; б - сварка четных слоев:
Н - начало сварки; К - конец сварки
2.9.10.16. Сварка должна производиться электродами с основным видом покрытия, рекомендованными разделом 2.3 настоящих ВСН для основной трубы данной категории прочности. Сварку заполняющих слоев шва целесообразно производить электродами диаметром 3,0 - 3,25 мм. При этом могут быть использованы электроды той же категории прочности, что и рекомендованные для сварки корневого слоя шва.
2.9.10.17. После приварки патрубков необходимо проведение отпуска с нагревом сварного соединения до 200 °С и последующим охлаждением под теплоизолирующим поясом до полного остывания.
В случае вварки заплат последующий подогрев не производится, но место ремонта укрывается теплоизолирующим поясом. В процессе охлаждения как в первом, так и во втором случае попадание влаги на сварное соединение не допускается.
2.9.10.18. Последней операцией при вварке патрубка является прихватка и приварка эллиптической заглушки к патрубку.
Заглушка делана быть прихвачена и приварена не менее чем в 3 слоя сплошным швом к патрубку электродами с основным видом покрытия диаметром 2,5 - 3,25 мм, рекомендованными для сварки корневого слоя шва (см. табл. 10). Перед сваркой торцы патрубка и заглушки необходимо просушить.
2.9.10.19. Сварные швы должны быть проконтролированы и радиографическим способом и ультразвуковым. Непровары в сварном соединении не допускаются. Контроль УЗК следует осуществлять как со стороны трубы, так и со стороны патрубка. Допустимые дефекты (кроме непроваров) должны соответствовать требованиям п. 4.52 СНиП III-42-80.
2.9.10.20. При обнаружении недопустимых дефектов сварное соединение ремонту не подлежит. Участок трубы вырезается и на его место вваривается катушка длиной не менее диаметра основной трубы.
2.9.10.21. После окончания работ по вварке патрубка и заглушки составляется акт
специальной формы (см. ![]() «Формы исполнительной документации и правила
ее оформления», ч. II).
«Формы исполнительной документации и правила
ее оформления», ч. II).
2.9.11. Сварка прямых врезок
2.9.11.1. Приварка свечей пылеуловителей, вварка байпасов и других врезок должны быть выполнены через тройники заводского изготовления. Если предусмотрено проектом, допускаются прямые врезки при условии, что диаметр ответвления не превышает 0,3 диаметра основной трубы. Если диаметр ответвления превышает 0,3 диаметра основной трубы, следует применить только специальные детали трубопроводов.
2.9.11.2. Для выполнения прямой врезки в основной трубе по шаблону вырезают отверстие и после его обработки механическим способом
присоединяют ответвление. Конструкция ответвления должна соответствовать ![]() .
.
2.9.11.3. При выполнении прямых врезок условия подогрева и технология их вварки (тип сварочных материалов, количество слоев шва и т.д.) должны соответствовать в основном требованиям раздела 2.9.10.
2.9.12. Сварка захлестов
2.9.12.1. В зависимости от конкретных условий различают следующие виды технологических захлестов:
концы трубопровода свободны (не засыпаны землей) и находятся в траншее или на ее бровке;
один конец трубопровода защемлен (засыпан, подходит к крановому узлу), а другой имеет свободное перемещение;
оба соединяемых конца трубопровода защемлены (соединены с патрубками запорной арматуры).
В первых двух случаях замыкание трубопровода можно осуществить сваркой одного кольцевого стыка - захлеста. В последнем случае необходима вварка катушки с выполнением двух кольцевых стыков (рис. 13).
2.9.12.2. Выполнять работы по ликвидации технологических разрывов следует, как правило, в дневное время при температуре окружающего воздуха не ниже -40 °С.
2.9.12.3. Монтаж захлестов и катушек необходимо выполнять только в присутствии
прораба или мастера с последующим составлением акта (см.
![]() ). В акте
указывают:
). В акте
указывают:
фамилии электросварщиков и схему их расстановки;
сварочные материалы и результаты визуального и радиографического контроля стыка.
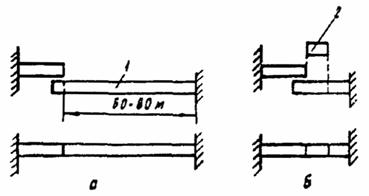
Рис. 13. Схема ликвидации технологического разрыва:
а - при монтаже захлеста; б - при врезке катушки; 1 - труба; 2 - катушка
2.3.12.4. Если трубопровод находится в траншее, в месте соединения труб необходимо подготовить приямок, размеры которого должны беспрепятственно обеспечивать работы по сварке, контролю и изоляции стыка.
2.9.12.5. Если соединяемые трубы были ранее изолированы, необходимо удалить изоляцию на расстоянии не менее 150 мм от места сварки.
2.9.12.6. Для сварки захлеста в траншее необходимо оставлять незасыпанным один из примыкающих участков трубопровода на расстоянии 60 - 80 м от места предполагаемого захлесточного стыка.
2.9.12.7. Подготовку труб к сборке с помощью центраторов при монтаже захлестов следует выполнять в приведенной последовательности:
один из концов трубопровода заранее подготавливают под сварку и укладывают на опоры высотой 50 - 60 см по оси трубопровода;
плеть, образующую другой конец трубопровода, вывешивают рядом с первой и делают разметку места реза. Разметка линии реза должна быть выполнена только с помощью шаблона, чтобы исключить образование косого стыка;
газовую резку плети следует проводить с последующей подготовкой фасок любым станком типа СПК. Как исключение (если нет станка типа СПК) допускается применять газовую резку (преимущественно механизированную) с последующей зачисткой абразивным инструментом;
стыковку труб с применением наружного центратора выполняют путем подъема обрезанной плети трубоукладчиками на высоту не более 1,5 м на расстоянии 60 - 80 м от конца трубы; при этом за счет упругих деформаций обрезанный конец провисает, что позволяет совместить один конец с другим;
не допускается стропить трубу для подъема в месте расположения сварных кольцевых швов;
регулировку зазора в стыке осуществляют изменением высоты подъема трубопровода трубоукладчиками.
2.9.12.8. Подготовку труб к сборке при врезке катушек осуществляют в приведенной последовательности:
концы труб, которые должны быть соединены, обрезают и подготавливают под сварку в соответствии с требованиями, изложенными в настоящем разделе;
катушку изготавливают требуемой длины на трубы той же толщины, того же диаметра и марки стали, что и соединяемые трубы;
трубоукладчиком пристыковывают катушку к трубопроводу, собирают стык с применением наружного центратора и сваривают первый стык. Сборку второго стыка выполняют с помощью наружного центратора после окончания сварки первого стыка;
длина катушки должна быть не менее одного диаметра трубы.
2.9.12.9. Для обеспечения требуемого зазора или соосности труб запрещается натягивать трубы, изгибать их силовыми механизмами или нагревать за пределами зоны сварного стыка, а также категорически запрещается вваривать любые присадки.
2.9.12.10. Сборка разнотолщинных труб при монтаже захлестов не допускается.
2.9.12.11. Прихватку следует выполнять электродами с основным видом покрытия, предназначенным для сварки корневого слоя шва.
2.9.12.12. Наложение прихваток и сварку труб диаметром более 426 мм должны выполнять без перерывов в работе не менее 2 электросварщиков одновременно.
2.9.12.13. Если сварщик может проникнуть внутрь трубы, он выполняет внутреннюю подварку стыка на нижней четверти периметра и в местах видимых дефектов электродами, предназначенными для сварки корневого слоя шва.
2.9.12.14. Сварные соединения захлестов оставлять незаконченными не разрешается.
2.9.13. Муфтовые сварные соединения
2.9.13.1. Муфтовые соединения разрешаются при сварке труб диаметром до 59 мм из стали марок Ст3, 10, 20 или из аналогичных им.
2.9.13.2. Конструкция сварного соединения должна соответствовать ГОСТ 16037-80 «Соединения сварные стальных трубопроводов, основные типы, конструктивные элементы и размеры».
2.9.13.3. Муфта должна быть изготовлена в соответствии с требованиями ГОСТ 16037-80 из труб соответствующих типоразмеров для обеспечения зазора между трубой и муфтой 1 ± 0,5 мм и из стали аналогичного уровня класса прочности. Длина муфты l должна быть не менее 50 мм (рис. 14).
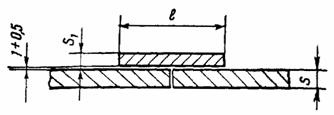
Рис. 14. Размеры муфтового соединения
2.9.13.4. Сварку следует осуществлять на минимальных токах, регламентированных заводом-изготовителем и обозначенных на этикетках электродных пачек электродами с основным видом покрытия типа Э42А или Э50А, указанных в табл. 10 настоящих ВСН.
2.9.13.5. Усиление должно быть не более 1 мм для соединений, выполненных в нижнем положении и не более 2 мм - в остальных положениях; ослабление - не более 2 мм во всех пространственных положениях.
2.9.13.6. Сварные швы не должны иметь видимых дефекта (подрезов, пор, незаплавленных кратеров, трещин).
2.9.13.7. При контроле допускных сварных соединений, а также при испытаниях электросварщиков следует испытывать муфтовые сварные соединения на растяжение и на сплющивание по ГОСТ 6996-66 (см. приложение 1).
Все муфтовые сварные соединения подвергаются контролю с применением цветной красящей дефектоскопии (ЦКД) по ОСТ 36-76-83. Дополнительно к 100 %-ному контролю ЦКД 1 % муфтовых сварных соединений в процессе сварки подвергается механическим испытаниям на растяжение и сплющивание. При этом для механических испытаний выбираются соединения, самые худшие по внешнему виду.
2.10. Ремонт сварных соединений
2.10.1. Ремонт сварных соединений, выполненных дуговой сваркой, производится в случаях, предусмотренных п. 4.34 СНиП III-42-80 и приложением 2.
2.10.2. Ремонт участков сварных швов, имеющих дефекты, осуществляют путем их вышлифовки с помощью абразивных кругов с последующей заваркой ручной дуговой сваркой в соответствии с п. 4.35 СНиП III-42-80.
Примечания: 1. Допускается удалять с помощью газовой резки или воздушно-дуговой строжки участки, имеющие дефекты, с последующей зачисткой мест реза абразивным инструментом.
2. Удаление участков сварных швов, имеющих дефекты, с помощью газовой резки или воздушно-дуговой строжки допускается только при длине участков не менее 200 мм и сварных соединений из сталей всех уровней прочности, кроме сталей термического упрочнения.
2.10.3. Если после ремонта по периметру стыка обнаружены неудаленные дефекты, разрешается их дополнительная вышлифовка с последующей заваркой. Повторный ремонт одного и того же дефекта не разрешается.
2.10.4. Ремонт сварных швов стыков труб диаметром до 1020 мм выполняют только снаружи, а труб диаметром более 1020 мм - как снаружи, так и изнутри в зависимости от глубины залегания дефектов.
2.10.5. Ремонт сварных стыков снаружи трубы осуществляют, если недопустимые дефекты расположены в заполняющих и облицовочном слоях шва.
Трубопровод ремонтируют изнутри, если недопустимые дефекты расположены в корневом слое шва, горячем проходе и подварочном слое шва. В этих случаях вышлифовка дефектного участка трубы должна вестись шлифовальной машинкой с напряжением не более 36 В. Место расположения дефекта определяет и отмечает дефектоскопист ПИЛа.
2.10.6. Места ремонта и номер ремонтируемого стыка трубы указываются несмываемой краской.
2.10.7. Разметку для последующей вышлифовки участков сварного шва с дефектами снаружи трубы выполняют таким образом, чтобы длина вышлифованных участков сварного шва превышала длину исправляемого дефектного участка не менее чем на 30 мм в каждую сторону.
2.10.8. Разметку участков сварного шва, имеющего дефекты изнутри трубы, проводят с помощью кольцевого шаблона с нанесенными делениями, которые соответствуют показаниям мерного пояса.
Как и при наружном ремонте, длина удаляемых участков сварного шва изнутри трубы должна превышать размеры исправляемого дефектного участка не менее чем на 30 мм в каждую сторону.
2.10.9. Разделка выбранных под сварку участков с дефектами должна соответствовать виду дефекта и обеспечивать качество выполнения сварочных работ.
Ширина выбранного участка сварного шва с дефектом зависит от толщины стенки свариваемых труб:
Толщина стенки трубы, мм Ширина удаляемого участка, мм
До 5 До 8
Свыше 5 - 10 10 - 12
Более 10 13 - 20
Глубину выбранного участка определяют глубиной замеченного дефекта. Перед выполнением сварочных ремонтных работ следует в зоне сварки удалить ржавчину и влагу, а также следы изоляции.
2.10.10. Ремонт одного стыка разными сварщиками запрещается.
2.10.11. Все отремонтированные участки стыков должны быть подвергнуты внешнему осмотру, радиографическому контролю и удовлетворять требованиям п. 4.32 СНиП III-42-80.
2.11. Сварка трубопроводов, транспортирующих сероводородсодержащие среды
2.11.1. Настоящие требования распространяются на производство сварочно-монтажных работ и термическую обработку стыков промысловых нефтегазопроводов, предназначенных для транспортировки сред с парциальным давлением сероводорода свыше 1 МПа, а содержанием сероводорода не выше 10 % (объемных). Трубопроводы, сваренные в соответствии с требованиями настоящих ВСН, ингибируются, влажность транспортируемого газа не должна превышать 60 %.
2.11.2. Сварку, сборку и контроль качества промысловых нефтегазопроводов,
предназначенных для транспортировки сред с парциальным давлением сероводорода в
диапазоне 0,3 - 1,0 МПа, следует проводить в соответствии с
![]() «Строительство промысловых стальных
трубопроводов. Технология и организация».
«Строительство промысловых стальных
трубопроводов. Технология и организация».
2.11.3. Контроль качества сварных соединений трубопроводов, транспортирующих сероводородсодержащие среды, включает:
сплошной операционный контроль в процессе сборки и сварки стыков;
осмотр и измерение геометрических параметров швов;
проверку качества шва физическими методами контроля;
механические испытания допускных стыков и контроль твердости металла шва и зоны термического влияния.
Все сварные стыки подвергаются 100 %-ному радиографическому контролю до термообработки с дублированием 20 % стыков ультразвуковым методом контроля для проверки на отсутствие трещин после термообработки.
Критерии оценки качества сварных соединений представлены в приложении 2 со следующими дополнительными ограничениями по результатам радиографического контроля:
в корне шва не должно быть непроваров, находящихся в пределах чувствительности снимка, регламентированной ГОСТ 7512-82;
в корне шва не должно быть утяжин (провисов) на длине более 12 % периметра, глубиной свыше 10 % толщины стенки (но не более 1,5 мм).
Контроль твердости сварных соединений выполняется в объеме 10 % стыков методом «Польди» или другими аналогичными. Замеры проводятся в 3 точках: на металле шва, в зоне термического влияния (на расстоянии 2 мм от линии сплавления) и на основном металле (на расстоянии 50 мм от шва).
Величина твердости не должна превышать 220 единиц по шкале Бриннеля. Результаты контроля твердости записываются в журнал термической обработки стыков или оформляются актом и прилагаются к сварочному журналу.
2.11.4. Аттестацию электросварщиков перед допуском их к сварке трубопроводов, предназначенных для транспортировки сероводородсодержащих сред, следует осуществлять в соответствии с приложением 1.
2.11.5. Сварка трубопроводов для транспортировки сероводородсодержащих продуктов с парциальным давлением сероводорода свыше 1 МПа при содержании сероводорода не выше 10 % (объемных) осуществляется с использованием ручной дуговой и автоматической сварки под флюсом.
2.11.6. Сварочно-монтажные работы разрешается выполнять при температуре окружающего воздуха не ниже -20 °С. При скорости ветра свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инверторных укрытий запрещается.
2.11.7. По общим вопросам сборки и сварки и требованиям к сварочным материалам и металлу труб, не рассматриваемым в данном подразделе ВСН, следует руководствоваться СНиП III-42-80 «Магистральные трубопроводы», «Правилами производства и приемки работ» и предыдущими разделами настоящего ВСН.
2.11.8. График для определения парциального давления сероводорода в зависимости от его концентрации при различных рабочих давлениях в трубопроводе представлен в приложении 5.
2.11.9. Требования настоящего подраздела распространяются на сварку трубопроводов из низкоуглеродистых нелегированных сталей типа Ст20, 20ЮЧ и низколегированных сталей класса прочности не выше Х46, отвечающих требованиям ТУ 40-78/Н2S, ТУ 28-40/82-Н2S, ТУ SX46SS-28/40-83. Конкретная марка стали указанных типов определяется проектом. Использовать трубы, не оговоренные проектом, можно только по согласованию с проектной организацией и заказчиком.
2.11.10. Запрещается применять трубы и детали трубопроводов, не имеющие сертификатов (заводских паспортов, подтверждающих их соответствие требованиям государственных стандартов или технических условий, товарного знака или маркировки).
2.11.11. Все детали трубопроводов и арматуры, контактирующие с коррозионно-активными средами, должны поставляться заказчиком в заводском исполнении. Допускается изготовление отдельных видов соединительных деталей (по согласованию с заказчиком) на промышленных базах строительно-монтажных подразделений при условии соблюдения всех требований СНиП 2.05.06-85 и настоящего раздела ВСН. Независимо от способа изготовления тройники, отводы и заглушки должны быть термообработаны по режиму, указанному в табл. 35.
2.11.12. Концы труб должны иметь снятые фаски под углом 30 - 35° в соответствии с рис. 1, а, б.
2.11.13. Сортамент электродов для ручной дуговой сварки должен соответствовать данным, приведенным в табл. 33.
|
Вид электродного покрытия |
Тип электродов по ГОСТ 9467-75 |
Диаметр электродов, мм |
Марка электродов |
|
|
Для сварки первого корневого слоя шва |
Целлюлозный |
Э42 |
3,0 - 4,0 |
Фокс Цель Кобе-6010 Флитвелд-5П ВСЦ-4 |
|
Для сварки второго слоя (горячего прохода) |
Целлюлозный |
Э50 |
3,25 - 4,0 |
Фокс Цель Кобе-6010 ВСЦ-4 Фокс Цель-75 |
|
Для сварки корневого слоя |
Основной |
Э50А |
2,0 - 3,25 |
ЛБ-52У Фокс ЕВ50 Феникс К50Р Гарант УОНИ-13/55 ОЗС/ВНИИСТ-26 |
|
Для сварки заполняющих и облицовочных слоев |
Основной |
Э50А |
3,0 - 4,0 |
ОЗС/ВНИИСТ-26 Фокс ЕВ50 Гарант УОНИ-13/55 ОК.48.30 |
Примечание. Для выполнения подварочного шва можно использовать любые электроды с основным покрытием, указанные в таблице.
2.11.14. Сортамент сварочных материалов для автоматической сварки под флюсом должен соответствовать данным табл. 34.
2.11.15. Разрешается применять сварочные материалы, не указанные в табл. 33, 34, при условии положительных результатов испытаний на стойкость против сероводородного коррозионного растрескивания. Испытания на стойкость против сероводородного коррозионного растрескивания должны проводиться по методике МСКР-01-85 или NАСЕ ТМ-01-77. По результатам испытаний должно иметься заключение ВНИИСТа.
|
Марка флюса |
Марка проволоки |
|
|
Для сварок заполняющих, облицовочных и подварочных слоев |
АН-348А |
СВ-08ГА СВ-08АА |
|
ФЦ-16 |
СВ-08ГА |
|
|
ВВ-25 |
ЕМS2 |
|
|
LW330 |
S2 |
Примечание. Флюс ФЦ-16 используется только для сварки первого заполняющего слоя (для улучшения отделимости шлаковой корки) на трубах диаметром 1020 мм.
2.11.16. Транспортировка труб и секций волоком, а также их сбрасывание с транспортных средств запрещается.
2.11.17. Допустимое смещение кромок перед сваркой должно соответствовать п. 2.2.3 настоящих ВСН.
2.11.18. Допускается ремонт отдельных участков с вмятинами, забоинами и задирами в соответствии со СНиП III-42-80.
Если необходим ремонт с использованием сварки, следует применять электроды с основным видом покрытия, указанные в табл. 33.
Концы труб с недопустимыми дефектами следует обрезать газорезкой. После этого кромку труб необходимо зачищать до металлического блеска с последующим устранением неровностей на поверхности.
2.11.19. Ремонту не подлежат дефектные торцы запорной (распределительной) арматуры; арматура с дефектом должна быть заменена на новую.
2.11.20. Соединение разностенных труб и арматуры должно производиться в соответствии с пп. 4.5 и 4.8 СНиП III-42-80.
2.11.21. Сборку труб с продольным швом следует производить так, чтобы продольные швы каждой трубы были смещены по отношению к швам смежных труб не менее чем на 100 мм (рис. 15).
2.11.22. Все свариваемые торцы труб на ширине не менее 150 мм просушиваются при температуре +50 °С независимо от температуры окружающего воздуха, толщины стенки и диаметра трубы. Просушка не должна заменять предварительный подогрев.
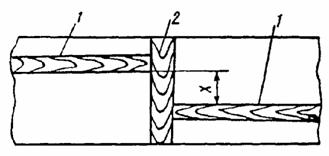
Рис. 15. Схема сварки труб с продольным швом:
1 - продольные швы; 2 - кольцевой шов; Х - не менее 100 мм
2.11.23. Концы свариваемых труб и деталей трубопроводов должны подогреваться перед сваркой стыков труб основными электродами при температуре ниже +5 °С до температуры 100 - 120 °С.
2.11.24. При сварке корня шва и горячего прохода электродами целлюлозного типа при любой толщине стенки и любой температуре окружающей среды стыки подогреваются до температуры 150 - 200 °С.
2.11.25. Подогревающее устройство должно обеспечить равномерный нагрев свариваемых труб по всему периметру. Температуру подогрева кромок можно контролировать контактными пирометрами, термокарандашами, обеспечивающими точность замера ±10 %, прибором ТП-1 и др.
2.11.26. На всех технологических захлестах и прочих разрывах должны быть установлены заглушки, предотвращающие попадание влаги в трубу.
2.11.27. При необходимости следует делать селекцию и калибровку труб (см. приложение 3). При проведении калибровки торцы труб не должны быть выведены за пределы плюсовых допусков по наружному диаметру. Допускается калибровка бесшовных труб диаметром до 426 мм с нормативным значением предела текучести до 32 кгс/мм2 включительно. Перед калибровкой труб деформируемый участок должен быть нагрет до температуры +250 °С.
2.11.28. Автоматическую дуговую сварку под слоем флюса следует применять для выполнения заполняющих и облицовочных слоев поворотных стыков труб диаметром 325 мм и выше. Для труб диаметром 1020 мм автоматической сваркой под флюсом разрешается выполнять также подварочные швы.
2.11.29. При ручной дуговой сварке ширина валика подварочного шва должна составлять 8 - 10 мм. Подварочные швы выполняются после первого корневого слоя. Запрещается подварка стыка после сварки заполняющих и облицовочных слоев.
Подварку поворотных стыков, а также стыков разностенных труб выполняют по всему периметру.
Подварку неповоротных стыков выполняют ручной дуговой сваркой и осуществляют на нижней четверти периметра и на участках стыка с непроваром.
2.11.30. При сварке стыков труб с толщиной стенки до 16,5 мм число слоев шва, выполненных автоматической сваркой под слоем флюса, должно быть не менее 2; при толщине 16,5 - 20,5 мм - не менее 3; при толщине 20,5 - 24,0 мм - не менее 4; при толщине 24,0 - 28,0 мм - не менее 5; при толщине 28,0 - 32,0 - не менее 6.
2.11.31. При сварке трубопроводов диаметром 530 мм и более предпочтительной схемой организации работ является монтаж нитки труб из 3-трубных секций укрупненной бригадой, работающей по поточно-групповому или поточно-расчлененному методу.
2.11.32. Сварку трубопроводов диаметром 720 мм и более рекомендуется выполнять двусторонней автоматической сваркой под флюсом на базах типа ПАУ. Порядок наложения слоев в этом случае должен быть следующий: первый - с наружной поверхности трубы, второй - изнутри трубы, третий и последующие до заполнения всей разделки кромок накладываются с наружной поверхности трубы.
2.11.33. Запрещается опускать не остывшие до температуры окружающего воздуха стыки на мокрый грунт или снег.
2.11.34. Запрещается прекращать сварку до полного заполнения разделки кромок.
2.11.35. Каждый слой шва перед наложением последующего, а также прихватки необходимо тщательно очищать от шлака до металлического блеска (шлифмашинкой, щеткой и т. д.).
2.11.36. Запрещается зажигать дугу вне шва на трубе.
2.11.37. При сварке корневых слоев целлюлозными электродами время между первым слоем и горячим проходом не должно превышать 5 мин. Время между первым и вторым слоем при сварке корневых слоев электродами с основным покрытием также не должно превышать 5 мин. При выполнении последующих слоев время между слоями должно быть не более 10 - 12 мин.
2.11.38. Стыки с выявленными при контроле дефектами могут быть исправлены, если их суммарная длина не превышает 10 % периметра. Стыки с трещинами ремонту не подлежат и должны быть вырезаны.
2.11.39. Выполнять ремонт стыков сваркой изнутри трубы не допускается. Дефектное место шва удаляют абразивным инструментом, допускается также его удаление газовым резаком с последующей обработкой поверхности реза до металлического блеска шлифмашинкой.
2.11.40. Заваривать ремонтные участки шва необходимо электродами с основным покрытием диаметром 2,5 - 3,25 мм в соответствии с табл. 33. Предварительный подогрев при этом должен выполняться до +150 °С при любой температуре окружающего воздуха.
2.11.41. Контроль отремонтированных участков стыков должен производиться после термообработки радиографическим методом и замерами твердости и удовлетворять требованиям настоящего документа. Результаты контроля качества отремонтированных стыков с соответствующим заключением должны записываться в исполнительную документацию.
2.11.42. Повторный ремонт сварных швов не допускается.
2.11.43. Термической обработке подлежат все сварные стыки трубопроводов, предназначенных для транспортировки продуктов, содержащих сероводород с парциальным давлением свыше 1 МПа, независимо от толщины стенки трубы и величины эквивалента углерода металла трубы.
2.11.44. Техническое руководство по термической обработке осуществляет руководитель монтажного участка. К проведению работ по термообработке сварных стыков могут быть допущены лица, прошедшие обучение по специальной программе и имеющие удостоверение термиста-оператора соответствующего разряда.
2.11.45. В обязанности бригады входит подготовка стыков к термообработке, установка и подключение нагревателей и термопар, регулировка и контроль режимов, оформление исполнительной документации. Оператор несет ответственность за качество заполненной им термообработки сварного соединения.
2.11.46. Источник питания и другое электрооборудование на участке термообработки обслуживает электрик, подчиняющийся руководителю работ по термообработке.
Обслуживание электронных потенциометров и пирометрических приборов, их систематическую проверку и наладку осуществляют специалисты по КИПу.
2.11.47. Режим термической обработки стыков трубопроводов приведен в табл. 35.
|
Температура нагрева, °С |
Выдержка при максимальной температуре, мин |
Скорость нагрева, °С/ч |
Скорость* охлаждения, °С/ч до +300 °С |
|
|
Низкоуглеродистые нелегированные стали типа сталь 20 и сталь 20ЮЧ |
|
|
|
|
|
Низколегированные стали ТУ SХ46SS-28/40-83, ТУ 28-40/82-Н2S ТУ 40-78/Н2S |
|
|
|
|
* Охлаждение ниже +300 °С не контролируется и может выполняться либо с печью, либо на спокойной воздухе.
2.11.48. Стыки трубопроводов из низкоуглеродистых нелегированных сталей
диаметром 108 мм и меньше, имеющих толщину стенки 6 мм и меньше, могут быть
термически обработаны по сокращенному режиму: температура нагрева ![]() ,
выдержка при 660 °С - 30 мин, скорость нагрева 600
°С/ч, охлаждение совместно с печью до 300 °С, далее на воздухе.
,
выдержка при 660 °С - 30 мин, скорость нагрева 600
°С/ч, охлаждение совместно с печью до 300 °С, далее на воздухе.
2.11.49. Термическая обработка сварных стыков труб, регистрация и регулирование температуры должны производиться в соответствии с заданным режимом по установленной программе. Класс точности регистрирующих самопишущих приборов должен быть не ниже 1. Диаграммы сохраняют в монтажной организации. К исполнительной документации прикладывают сертификат термической обработки сварных стыков.
2.11.50. В случае нарушения термической обработки в сторону недогрева стык проходит повторно термическую обработку, в случае перегрева стык бракуется; при этом выявляется причина отклонения от режима и устраняется.
Общее число повторных термических обработок должно быть не более 3, после чего стык бракуется.
2.11.51. Для контроля температуры при термической обработке сварных стыков должны быть применены хромель-алюмелевые термопары.
Все новые термопары должны подвергаться проверке при температуре, соответствующей температуре термообработки стыков на специальном стенде по эталонному комплекту («термопара-прибор»). Эталонный комплект должен иметь паспорт госпроверки.
2.11.52. Рабочий (горячий) спай термопар должен быть сварен. Число витков скрутки рабочего спая должно быть не более 3.
Использование термопар с незаваренными концами («скрутками») и с разбитым шариком не допускается. Проводники термопары должны быть изолированы друг от друга керамическими бусами или переплетены шнуром асбеста.
До установки на рабочее место термопары должны быть проверены. Проверка рабочего спая может осуществляться методом «горячей спички». Свободные концы термопары подключают к потенциометру или милливольтметру, а рабочий спай термопары нагревают пламенем спички. При правильном подключении термопары прибор должен показать температуру горячего спая порядка 400 - 450 °С (для хромель-алюмелевой термопары). Если стрелка прибора отклоняется в обратную сторону, концы термопары следует пересоединить и вторично сделать проверку.
Неподвижность стрелки прибора при проверке означает, что термопара для замера непригодна, так как состоит из одинаковых проводников (хромель + хромель или алюмель + алюмель).
2.11.53. Число термопар, устанавливаемых на стык, должно быть следующим:
при питании элемента нагревателя от одного источника
для труб диаметром до 325 мм (включительно) одну термопару устанавливают в зените стыка;
для труб диаметром от 325 до 426 мм (включительно) одну термопару устанавливают в нижней (потолочной) части стыка;
для труб диаметром более 426 мм устанавливают две термопары: одну в верхней, другую - в нижней части стыка;
при питании элемента нагревателя от нескольких источников термопары устанавливают в центре каждого элемента (секции).
При термообработке стыка, имеющего разную толщину стенки свариваемых труб, термопару (термопары) устанавливают со стороны толстостенной трубы.
2.11.54. При термообработке кольцевых стыков муфельными нагревателями термопара располагается по образующей трубы (рис. 16); при термообработке индукционным способом и замере температуры с помощью потенциометров термопару следует установить перпендикулярно к оси трубы, а электроды бифилярно скрутить. Такое положение электродов термопары используется для уменьшения наводок индукционного поля нагревателей на измерительную цепь потенциометра.
2.11.55. Термопара крепится на трубе, подгибаемой скобкой на расстоянии 15 - 20 мм от края сварного шва (рис. 17).
Обязательным условием является изоляция горячего спая термопар со стороны нагревателя теплоизоляционным материалом толщиной не менее 4 мм.
Приварка термопар к трубе запрещена.
2.11.56. При термической обработке участки термопары, расположенные в зоне нагрева, должны быть защищены асбестом от непосредственного воздействия источника тепла. Длина нагреваемого участка термопары в области высоких температур не должна превышать 150 мм.
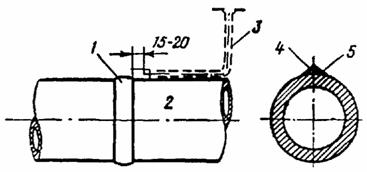
Рис. 16. Расположение термопар на стыках при нагреве муфельными печами или электрическими элементами сопротивления:
1 - сварной шов; 2 - горячий слой термопары; 3 - электроды термопары; 4 - устройство для крепления термопары; 5 - асбест*


Рис. 17. Крепление термопары на трубе под скобу (а), зачеканенной (б);
1 - изоляция; 2 - шов; 3 - термопара
Термопары необходимо устанавливать так, чтобы их свободные концы (холодный спай) не подвергались нагреву выше температуры окружающего воздуха, чтобы не вызвать неправильные показания прибора.
2.11.57. Специализированные организации проводят госпроверку контрольно-измерительных приборов согласно требованиям, оговоренным в паспорте на прибор.
Точность показаний электронного потенциометра проверяют не реже одного раза в неделю и после транспортировки поста на дальнее расстояние (транспортировка, не связанная с передвижением поста от стыка к стыку в процессе термообработки).
Результаты проверки заносят в участковый журнал проверки приборов КИП.
2.11.58. Все приборы, регистрирующие и регулирующие термообработку, должны эксплуатироваться в соответствии с паспортными данными.
2.11.59. Подключать термопары к приборам следует с помощью компенсационных проводов. Тип компенсационного провода должен соответствовать типу термопары.
Соединение термопар с потенциометром медным проводом не допускается, так как это может привести к неправильным показаниям прибора.
2.11.60. При подключении компенсационных проводов к термопаре и к прибору следует соблюдать полярность, т.е. соединять потенциалы одного знака - плюс с плюсом, минус с минусом. Положительным потенциалом обладает хромель, отрицательным - алюмель. Хромель в отличие от алюмеля не притягивается магнитом. На приборе в месте подключения компенсационного провода на контактной колодочке обязательно должны быть поставлены знаки плюс и минус.
Соединение термопары с компенсационным проводом должно выполняться надежными контактами - винтовыми соединениями или соединительными разъемами, обеспечивающими хороший контакт. Металлические неизолированные соединительные колодки не должны соприкасаться. «Скрутки» не допускаются.
Компенсационные провода необходимо по возможности прокладывать перпендикулярно токоведущим проводам (сварочным электропроводам) при замере температуры с целью снижения воздействия магнитных полей на показание приборов. Поскольку потенциометры рассчитаны на прием ЭДС при сопротивлении внешней цепи до 200 Ом, в условиях монтажа допускается использование компенсационного провода, сопротивление которого не превышает входного сопротивления прибора.
2.11.61. Для обеспечения надежной работы измерительной схемы и уменьшения наводок от магнитных полей между мощными источниками электромагнитных полей и приборами, расположенными на расстоянии менее 10 м, должны быть установлены экраны.
2.11.62. Термическую обработку сварных соединений трубопроводов различного назначения в полевых условиях предпочтительно проводить с использованием, оборудования для термообработки ОТС-121, ОТС-62 и термометрической лаборатории ЛТП-1. Места вварки бобышек диаметром 20 - 80 мм должны термообрабатываться нагревателями типа НБ-721.
2.11.63. Термическая обработка сварных соединений может производиться нагревателями, обеспечивающими зону равномерного нагрева 70 - 100 мм (например, электрическими муфельными печами типа ПТО, элементами сопротивления).
2.11.64. Термообработку сварных стыков трубопроводов диаметром 57 мм и меньше допускается производить пламенем газовой горелки. Для равномерного распределения пламени по всей окружности стыка на трубу надевают стальную или асбестовую воронку (рис. 18). Замерять температуру можно термокраской или термокарандашами через каждые 15 мин, о чем производится запись в специальном журнале и заполняется сертификат.
2.11.65. Термообработку стыков трубопроводов диаметром 114 мм и меньше разрешается производить при групповом подключении гибких элементов (от одного источника питания). Групповое подключение может быть допущено только при следующем условии: одновременно обрабатываемые стыки должны иметь одинаковые диаметр и толщину стенки труб.
2.11.66. Перед применением новые нагреватели или нагреватели, полученные из ремонта, следует проверить на специальном стенде, чтобы определить равномерность температурного поля и потребляемую мощность, а результаты записать в журнал проверки. Повторную проверку нагревателей в процессе производства следует проводить:
для вновь поступивших с завода нагревателей - через первые 75 циклов термообработки, далее - через каждые 50 циклов;
для отремонтированных нагревателей - через 50 циклов термообработки.
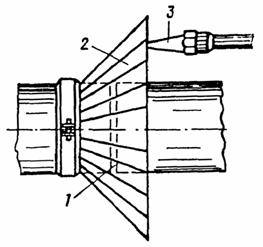
Рис.18. Нагрев стыка сварочной горелкой:
1 - сварочный - шов; 2 - стальная или асбестовая воронка; 3 - горелка
2.11.67. При установке нагревателей на сварном стыке необходимо тщательно изолировать места возможного отвода тепла:
при нагреве муфельными нагревателями следует изолировать трубу асбестовыми матами на длине около 400 мм в каждую сторону от нагрева;
при нагреве гибкими пальчиковыми нагревателями необходимо изолировать стык вместе с нагревательными элементами асбестовыми матами суммарной толщиной не менее 40 - 50 мм на длине 800 мм (по 400 мм от шва);
места приварки фланцев и т.п. должны быть изолированы на ту ширину, которую позволяют габариты фланцев, отводов и т.п.
2.11.68. Во время термообработки до снятия нагревателя со стыка концы труб следует заглушать с торцов, чтобы предотвратить интенсивное охлаждение сварных стыков трубопроводов за счет циркуляции воздуха внутри трубы.
2.11.69. Техническое состояние и исправность оборудования поста термообработки необходимо проверить перед проведением термической обработки.
2.11.70. Термическую обработку сварных стыков трубопроводов следует проводить по возможности непосредственно после окончания сварки.
2.11.71. При термообработке сварных соединений необходимо принять меры для предотвращения их деформации под влиянием температурного расширения и массы трубы. Деформация сварных соединений наиболее вероятна при расположении трубопровода на склонах, переходах через овраги, на углах поворота, в узлах, создающих жесткий контур на участках трубопровода, не вписывающихся в рельеф местности.
Для исключения деформации трубопровода в местах сварных соединений необходимо предусмотреть выравнивание грунта под трубой, вставку вертикальных кривых на спусках, подъемах, переходах через овраги, установку опор в местах резкого изменения рельефа, а также на прямолинейных участках, где можно ожидать провисания труб.
Для проведения термической обработки стыков трубопроводов на монтажных площадках межтрубное пространство должно быть не менее 250 мм.
2.11.72. Для устранения изгиба при термообработке на стеллаже необходимо устанавливать трехтрубную секцию так, чтобы каждая из труб лежала не менее чем на двух опорах, расположенных на расстоянии 2,5 - 3,0 м с каждой стороны от середины трубы.
2.11.75. При завершении цикла термообработки необходимо отключить силовую цепь и контрольно-измерительную аппаратуру.
2.11.74. Операционный контроль термообработки, помимо мастера, осуществляет ИТР монтажного участка не реже одного раза в сутки на каждом посту.
2.11.75. У каждого стыка на расстоянии 100 - 150 мм от шва должно обозначаться несмываемой краской клеймо термиста рядом с клеймом сварщика.
При термической обработке сварных стыков трубопроводов должна записываться диаграмма автоматической регистрации температуры.
В диаграмму потенциометра ответственный термист-оператор заносит следующие сведения:
дату проведения термообработки сварного стыка;
наименование узла, привязки и номер стыка в соответствии с номерами точек на диаграмме;
скорость протяжки ленты самописца;
диаметр и толщину стенки трубы каждого стыка;
марку стали трубы;
фамилию, клеймо и подпись ответственного термиста;
вид нагревателя;
подпись мастера с грифом «принято»
2.11.76. При групповой термообработке на диаграмме должна производиться запись о том, какие стыки обрабатывались в группе с указанием типа нагревателя, характеристики теплоизоляции и на каких стыках измеряли и контролировали температуру.
2.11.77. По окончании смены мастер принимает от термиста диаграммы, подписывает их, сдает ответственному инженерно-техническому работнику, оформляющему документацию, который присваивает каждой диаграмме порядковый номер.
2.11.78. На основании диаграммы заполняется журнал термообработки и выписывается сертификат. Номер сертификата соответствует номеру диаграммы.
2.11.79. Журнал термообработки и диаграмма сохраняются на участке не менее 2 лет после сдачи объекта.
2.11.80. По окончании работ представляют сертификат термической обработки, список ответственных лиц с указанием должностей, список термистов с указанием их удостоверений, клейма, а также заключение об уровне твердости вместе с другой исполнительной документацией.
3. ПРЕССОВЫЕ МЕТОДЫ СВАРКИ МАГИСТРАЛЬНЫХ И ПРОМЫСЛОВЫХ ТРУБОПРОВОДОВ
3.1. Подготовка к сварочным работам
3.1.1. К сварке трубопровода допускают сварщиков-операторов электроконтактных установок, операторов-паяльщиков и сварщиков-операторов установок сварки вращающейся дугой (ОВД), прошедших соответствующую подготовку и имеющих удостоверения на право проведения работ. Порядок проверки квалификации сварщиков-операторов и паяльщиков приведен в обязательном приложении 6.
3.1.2. В соответствии с настоящим разделом ВСН разрешается сваривать контактной стыковой сваркой оплавлением, сваркой вращающейся дугой и паять трубы, предусмотренные проектом и отвечающие требованиям «Инструкции по применению стальных труб в газовой и нефтяной промышленности», утвержденной Мингазпромом, Миннефтепромом и Миннефтегазстроем (М., 1988) и действующих ТУ*.
* В том числе трубы с заводской изоляцией.
3.1.3. Концы труб для контактной сварки должны быть подготовлены в соответствии с требованиями пп. 4.1 и 4.2 СНиП III-42-80.
3.1.4. Обрезанные концы труб для электроконтактной сварки должны иметь фаски под углом не менее 10° и не более 35°; величина притупления должна составлять не более 3 мм.
3.1.5. Сварке вращающейся дугой (СВД) подлежат трубы из малоуглеродистых сталей диаметром 32 - 60 мм с толщиной стенки 2,5 - 5,0 мм. При наличии на концах труб повреждений в виде вмятин, забоин концы обрезают с помощью маятниковой пилы ПМ-300 перпендикулярно к оси трубы. Заусеницы после обрезки необходимо удалить напильником.
Разделка кромок на концах труб, подлежащих СВД, не требуется.
3.2. Стыковая контактная сварка оплавлением промысловых и магистральных трубопроводов
3.2.1. Технология стыковой сварки оплавлением предусматривает следующие основные операции:
подготовку труб к сварке;
зачистку поверхностей труб под контактные башмаки сварочной машины;
центровку труб в сварочной машине;
сварку труб, выполняемую автоматически по заданной программе;
удаление внутреннего и наружного грата.
3.2.2. Подготовка труб к сварке включает следующие операции:
проверку труб на соответствие ГОСТам и техническим условиям на поставку;
подборку труб по диаметру или периметру и толщинам стенок. Разница в периметрах стыкуемых труб не должна превышать 12 мм. Разница в толщине стенок стыкуемых труб не должна превышать 1 мм для толщин стенок до 10 мм и 2,2 мм - для толщин стенок более 10 мм;
очистку внутренней и наружной поверхностей труб от посторонних предметов (земли, снега, наледи).
3.2.3. Зачистку поверхностей труб под токоподводящие башмаки сварочных машин выполняют с помощью специальных зачистных устройств (типа АЗТ), входящих в состав установок и комплексов, до металлического блеска.
Кроме зачистки поясков, на поверхности свариваемых труб необходимо провести зачистку их торцов с помощью ручной шлифовальной машинки или напильником.
При сварке электросварных труб диаметром 720 - 1420 мм механическим путем без повреждения тела трубы снимают усиление продольного шва трубы, выполненного электродуговой сваркой в месте зажатия трубы силовыми и токоподводящими башмаками. Высота оставшейся части усиления продольного шва после снятия должна быть не более 0,5 мм.
3.2.4. Центровку труб осуществляют сварочной машиной. Продольные швы свариваемых труб при центровке располагают в середине между токоподводящими башмаками.
Смещение кромок сцентрованных труб в соответствии со СНиП III-42-80 допускается на величину до 20 % толщины стенки трубы, но не более 2 мм.
При сцентрованных трубах величина зазора между ними в любом месте периметра не должна превышать 3 мм для труб диаметром 57 - 325 мм и 7 мм для труб большего диаметра.
3.2.5. Сварка труб выполняется автоматически с программным изменением основных параметров в процессе сварки после нажатия кнопки «пуск-сварка».
Допускается неавтоматическое оплавление торцов труб для оплавления начального неравномерного зазора. Время неавтоматического оплавления приведено в табл. 36 - 40.
Для проведения сварки следует:
отрегулировать программу командоаппарата в соответствии с режимом сварки данного размера трубы (табл. 36 - 40) и инструкции по эксплуатации командоаппарата;
установить величину осадки в соответствии с режимом сварки;
установить переключатель коррекции в положение, соответствующее сечению свариваемой трубы.
3.2.6. Внутренний и наружный грат удаляется автоматически с помощью специальных гратоснимающих устройств или гратоснимателями, встроенными в сварочную машину. Порядок съема грата осуществляют в соответствии с инструкцией по эксплуатации гратоснимающих устройств или установок.
3.2.7. При сварке труб на полустационарных механизированных линиях в секции длиной до 36 м, кроме операций, изложенных в пп. 3.2.1 - 3.2.6, выполняют дополнительно следующие операции:
укладывают трубы на приемный стеллаж симметрично по отношению к покатям стеллажа, где проводят подготовку труб к сварке в соответствии с п. 3.2.2;
передают трубы на линию зачистки, где осуществляют зачистку в соответствии с п. 3.2.3;
подают на рольганг и транспортируют по нему зачищенные трубы к сварочной машине, где производят центровку и сварку труб в соответствии с пп. 3.2.4 и 3.2.5;
транспортируют сваренную трехтрубку и осуществляют ее передачу на стеллаж готовой продукции.
3.2.8. При сварке труб или секций передвижными установками или комплексами в непрерывную нитку трубопровода, кроме операций, изложенных в пп. 3.2.1 - 3.2.6, выполняют дополнительно следующие операции:
при сварке труб диаметром до 530 мм на установках типа ТКУП:
труба или секция подается трубоукладчиком и укладывается на подвесной рольганг таким образом, чтобы торец трубы находился в зоне зачистной машины;
при необходимости с помощью индивидуального привода производится точная установка зачистной машины на стык и его зачистка в соответствии с п. 3.2.3;
труба или секция трубоукладчика подается в сварочную машину, где производятся ее центровка в соответствии с п. 3.2.4, сварка в соответствии с п. 3.2.5 и снятие наружного грата;
при сварке труб диаметром более 530 мм комплексами типа «Север» (рис. 19):
трубы или секции раскладывают вдоль трассы. При этом необходимо располагать первую трубу от нитки трубопровода на расстоянии 2 - 3 м, а остальные трубы таким образом, чтобы обеспечить проход зачистного агрегата к обоим концам трубы для осуществления их зачистки в соответствии с п. 3.2.5;
отсоединяют от клеммника штанги сварочной машины все разъемы (последним отключается штепсель металлической связи) и перемещают электростанцию на длину привариваемой трубы или секции;
зачаливают привариваемую секцию (трубу) с предварительно введенным в нее вспомогательным кабелем, трубоукладчиком и подают к сваренной нитке трубопровода. При этом ее конец должен находиться на расстоянии 1,5 - 2 м от конца нитки трубопровода и уровни их торцов должны совмещаться с точностью до 300 мм в диаметральных плоскостях;
включают вспомогательный кабель, имеющий провод и штепсель для металлической связи корпусов, перемещают сварочную машину в нитке трубопровода с прохождением штанги через пристыковываемую трубу и останавливают машину в рабочей позиции так, чтобы расстояние между кромкой зажимных башмаков, находящихся внутри нитки сваренного трубопровода, и краем трубопровода составляло 35 - 40 мм. В этом положении разжимают башмаки машины в нитке трубопровода;
состыковывают привариваемую плеть (трубу), поддерживаемую трубоукладчиком, с торцом нитки трубопровода и разжимают башмаки внутри привариваемой трубы, при этой осуществляя центровку в соответствии с п. 3.2.4 и сварку в соответствии с п. 3.2,5;
после сварки производят выдержку перед подъемом сваренной плети в течение 240 с.
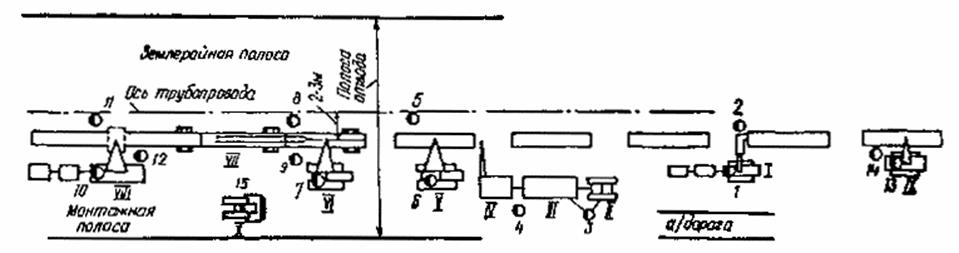
Рис. 19. Организация работы комплекса «Север»:
I - зачистное устройство; II - тягач электростанции; III - электростанция; IV - вспомогательный кузов «кунг»; V - трубоукладчик грузоподъемностью 90 т; VI - трубоукладчик грузоподъемностью 90 т; VII - сварочная машина; VIII - установка для наружного гратосъема; IX - трубоукладчик для раскладки труб; Х - бульдозер
1 - машинист зачистного агрегата; 2 - оператор зачистного устройства; 3 - дизелист электростанции (водитель тягача); 4 - электрик; 5, 12, 14 - вспомогательные рабочие; 6, 7, 13 - машинист трубоукладчика; 8 - помощник оператора сварочной машины; 9 - оператор сварочной машины (бригадир); 10 - машинист гратоснимающего агрегата; 11 - оператор наружного гратоснимателя; 15 - бульдозерист
|
Размеры труб, мм |
|||
|
57´4,0 - 6,0* |
89´4,5 - 5 |
114´5 |
|
|
Первичное напряжение сварочного трансформатора, В |
380 ± 10 |
380 ± 10 |
380 ± 10 |
|
Программируемая скорость оплавления, мм/с |
0,22 - 0,24 |
0,22 - 0,24 |
0,22 - 0,24 |
|
Время сварки на программируемой скорости, с |
15 ± 2 |
25 ± 3 |
35 ± 3 |
|
Время выхода на конечную скорость, с |
3 ± 0,5 |
5 ± 1 |
5 ± 1 |
|
Конечная скорость оплавления, мм/с |
1,7 - 1,8 |
1,7 - 1,8 |
1,7 - 1,8 |
|
Время оплавления на конечной скорости, с |
7 - 8 |
7 - 8 |
7 - 8 |
|
Установленная величина осадки, мм |
4,0 - 4,5 |
4,5 ± 0,5 |
5 ± 0,5 |
|
Минимальная скорость осадки, мм/с |
25 |
25 |
25 |
|
Время осадки под током, с |
0,5 - 0,7 |
0,5 - 0,7 |
0,5 - 0,7 |
|
Давление в гидросистеме, МПа (кгс/см2) |
5,5 ± 0,5 (55 ± 5) |
6,5 ± 0,5 (65 ± 5) |
7,5 ± 0,5 (75 ± 5) |
|
Допустимое увеличение времени оплавления при сплавлении косых торцов, с |
10 |
10 |
15 |
* Этот же режим сварки применяется при использовании сварочной машины К-812.
|
Параметры сварки (машина К-584 М)* |
|||||||||||
|
Первичное напряжение сварочного трансформатора, В |
Программируемая скорость оплавления, мм/с |
Время сварки на программируемой скорости, с |
Конечная скорость форсировки, мм/с |
Время форсировки, |
Установленная линейная величина осадки, мм |
Минимальная скорость осадки, мм/с |
Время осадки под током, с |
Давление в гидросистеме МПа (кгс/см2) |
Допустимое увеличение времени оплавления при сплавлении косых торцов, с |
||
|
с |
низкое |
высокое |
|||||||||
|
57´4,0 - 6,0 |
380 ± 20 |
0,2 ± 0,1 |
20 ± 3 |
1,5 ± 0,3 |
10 ± 2 |
4 + 1 |
25 |
0,9 ± 0,3 |
6,0 ± 1,0 (60 ± 10) |
- |
15 |
|
108´5 - 6 |
380 ± 10 |
0,22 - 0,24 |
45 - 50 |
0,9 - 1,1 |
10 ± 2 |
4,5 + 0,5 |
25 |
0,8 - 1,0 |
4,0 ± 0,5 (40 ± 5) |
- |
15 |
|
114´6 |
380 ± 10 |
0,22 - 0,24 |
50 - 55 |
0,9 - 1,1 |
10 ± 2 |
5 + 0,5 |
25 |
0,8 - 1,0 |
4,0 ± 0,5 (40 ± 5) |
- |
20 |
|
114´8 |
360 ± 10 |
0,22 - 0,24 |
50 - 55 |
0,9 - 1,1 |
10 ± 2 |
5 + 0,5 |
25 |
0,8 - 1,0 |
4,0 ± 0,5 (40 ± 5) |
- |
20 |
|
114´10 |
360 ± 10 |
0,22 - 0,24 |
60 - 65 |
0,9 - 1,1 |
10 ± 2 |
5 + 0,5 |
25 |
0,8 - 1,0 |
4,0 ± 0,5 (40 ± 5) |
- |
20 |
|
114´12 |
400 ± 10 |
0,22 - 0,24 |
70 - 75 |
0,9 - 1,1 |
10 ± 2 |
6 + 0,5 |
25 |
0,8 - 1,0 |
5,0 ± 0,5 (50 ± 5) |
- |
20 |
|
159´5 |
400 ± 10 |
0,22 - 0,24 |
55 - 60 |
0,9 - 1,1 |
10 ± 2 |
4,5 + 0,5 |
25 |
0,8 - 1,0 |
4,0 ± 0,5 (40 ± 5) |
- |
20 |
|
159´8 |
400 ± 10 |
0,22 - 0,24 |
65 - 70 |
0,9 - 1,1 |
10 ± 2 |
5 + 0,5 |
25 |
0,8 - 1,0 |
5,0 ± 0,5 (50 ± 5) |
- |
20 |
|
159´10 |
400 ± 10 |
0,22 - 0,24 |
70 - 75 |
0,9 - 1,1 |
10 ± 2 |
6 + 0,5 |
25 |
0,8 - 1,0 |
6,0 ± 0,5 (60 ± 5) |
- |
20 |
|
159´14 |
400 ± 10 |
0,22 - 0,24 |
85 - 90 |
0,9 - 1,1 |
10 ± 2 |
7 + 0,5 |
25 |
0,8 - 1,0 |
6,5 ± 0,5 (65 ± 5) |
- |
20 |
|
168´8 |
400 ± 10 |
0,22 - 0,24 |
70 - 75 |
0,9 - 1,1 |
10 ± 2 |
6 + 0,5 |
25 |
0,8 - 1,0 |
5,0 ± 0,5 (50 ± 5) |
- |
20 |
|
168´10 |
400 ± 10 |
0,22 - 0,24 |
75 - 80 |
0,9 - 1,1 |
10 ± 2 |
6 + 0,5 |
25 |
0,8 - 1,0 |
5,0 ± 0,5 (50 ± 5) |
- |
20 |
|
168´12 |
400 ± 10 |
0,22 - 0,24 |
80 - 85 |
0,9 - 1,1 |
10 ± 2 |
6 + 0,5 |
25 |
0,8 - 1,0 |
6,0 ± 0,5 (60 ± 5) |
- |
20 |
|
168´14 |
400 ± 10 |
0,22 - 0,24 |
90 - 95 |
0,9 - 1,1 |
10 ± 2 |
7 + 0,5 |
25 |
0,8 - 1,0 |
6,5 ± 0,5 (65 ± 5) |
- |
20 |
|
219´6 - 7 |
400 ± 10 |
0,22 - 0,24 |
70 - 75 |
0,9 - 1,1 |
10 ± 2 |
6 + 0,5 |
25 |
0,8 - 1,0 |
4,0 ± 0,5 (40 ± 5) |
- |
30 |
|
219´8 |
400 ± 10 |
0,22 - 0,24 |
80 - 85 |
0,9 - 1,1 |
10 ± 2 |
6 + 0,5 |
25 |
0,8 - 1,0 |
5,0 ± 0,5 (50 ± 5) |
- |
30 |
|
219´9 |
400 ± 10 |
0,22 - 0,24 |
85 - 90 |
0,9 - 1,1 |
10 ± 2 |
6 + 0,5 |
25 |
0,8 - 1,0 |
6,0 ± 0,5 (60 ± 5) |
- |
30 |
|
219´11 |
400 ± 10 |
0,22 - 0,24 |
110 - 115 |
0,9 - 1,1 |
10 ± 2 |
7 + 1 |
25 |
0,8 - 1,0 |
4,0 ± 0,5 (40 ± 5) |
7,0 + 0,5 (70 ± 5) |
30 |
|
219´14 |
400 ± 10 |
0,22 - 0,24 |
130 - 140 |
0,9 - 1,1 |
10 ± 2 |
7 + 1 |
25 |
0,8 - 1,0 |
4,0 ± 0,5 (40 ± 5) |
7,0 + 0,5 (70 ± 5) |
30 |
|
219´20 |
400 ± 10 |
0,22 - 0,24 |
150 - 160 |
0,9 - 1,1 |
10 ± 2 |
8 + 1 |
25 |
0,8 - 1,0 |
5,0 ± 0,5 (50 ± 5) |
8,0 + 0,5 (80 ± 5) |
30 |
|
273´8 |
400 ± 10 |
0,22 - 0,24 |
85 - 90 |
0,9 - 1,1 |
10 ± 2 |
6 + 0,5 |
25 |
0,8 - 1,0 |
6,5 ± 0,5 (65 ± 5) |
- |
30 |
|
273´14 |
400 ± 10 |
0,22 - 0,24 |
140 - 150 |
0,9 - 1,1 |
10 ± 2 |
7 + 1 |
25 |
0,8 - 1,0 |
5,0 ± 0,5 (50 ± 5) |
10,0 ± 0,5 (100 ± 5) |
30 |
|
273´18 |
400 ± 10 |
0,22 - 0,24 |
160 - 170 |
0,9 - 1,1 |
10 ± 2 |
8 + 1 |
25 |
0,8 - 1,0 |
5,0 ± 0,5 (50 ± 5) |
8,5 ± 0,5 (85 ± 5) |
30 |
|
325´7 |
400 ± 10 |
0,22 - 0,24 |
85 - 90 |
0,9 - 1,1 |
10 ± 2 |
6 + 0,5 |
25 |
0,8 - 1,0 |
5,0 ± 0,5 (50 ± 5) |
7,0 ± 0,5 (70 ± 5) |
30 |
|
325´9 |
400 ± 10 |
0,22 - 0,24 |
90 - 95 |
0,9 - 1,1 |
10 ± 2 |
7 + 0,5 |
25 |
0,8 - 1,0 |
5,0 ± 0,5 (50 ± 5) |
8,0 ± 0,5 (80 ± 5) |
30 |
|
325´14 |
400 ± 10 |
0,22 - 0,24 |
170 - 180 |
0,9 - 1,1 |
10 ± 2 |
8 ± 1 |
25 |
0,8 - 1,0 |
6,0 ± 0,5 (60 ± 5) |
9,5 ± 0,5 (95 ± 5) |
30 |
|
325´16 |
400 ± 10 |
0,22 - 0,24 |
180 - 190 |
0,7 - 0,9 |
10 ± 2 |
9 ± 1 |
25 |
0,8 - 1,0 |
6,0 ± 0,5 (60 ± 5) |
12,0 ± 0,5 (120 ± 5) |
30 |
* Режим сварки применяется и при использовании сварочной машины К-255Л.
|
Размеры труб, мм |
|||||||
|
377´9 |
377´10 |
426´6 |
426´8 |
530´6 - 7 |
530´9 |
530´14 |
|
|
Сварочное напряжение первичное, В |
400 ± 10 |
340 - 330 |
400 ± 10 |
400 ± 20 |
350 - 360 |
380 - 390 |
400 - 410 |
|
Программируемая скорость оплавления, мм/с |
0,20 - 0,25 |
0,25 - 0,30 |
0,25 - 0,3 |
0,25 - 0,3 |
0,40 - 0,50 |
0,25 - 0,30 |
0,20 - 0,25 |
|
Время сварки на программируемой скорости, с |
100 - 120 |
100 - 120 |
50 - 80 |
60 - 90 |
30 - 60 |
100 - 120 |
140 - 160 |
|
Время отключения коррекции, с |
20 - 30 |
10 - 20 |
10 - 25 |
15 - 30 |
5 - 10 |
20 - 30 |
40 - 50 |
|
Время выхода на конечную скорость, с |
6 - 7 |
6 - 7 |
4 - 5 |
4 - 5 |
4 - 5 |
6 - 7 |
7 - 8 |
|
Конечная скорость оплавления, мм/с |
2,0 - 2,2 |
2,0 - 2,2 |
2,0 - 2,2 |
2,0 - 2,2 |
2,2 - 2,7 |
2,0 - 2,2 |
1,4 - 1,6 |
|
Время оплавления на конечной скорости, с |
0,8 - 1,0 |
0,8 - 1,0 |
0,8 - 1,0 |
0,8 - 1,0 |
0,8 - 1,0 |
0,8 - 1,0 |
0,8 - 1,0 |
|
Величина осадки, мм |
6 - 7 |
6 - 7 |
4 - 5 |
4 - 5 |
4 - 5 |
6 - 7 |
7 - 8 |
|
Минимальная скорость осадки, мм/с |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
|
Время осадки под током |
0,8 - 1,0 |
0,8 - 1,0 |
0,8 - 1,0 |
0,8 - 1,0 |
0,8 - 1,0 |
0,8 - 1,0 |
0,8 - 1,0 |
|
Давление в гидросистеме, МПа (кгс/см2) |
8,5 ± 0,5 (85 ± 5) |
9,0 ± 0,5 (90 ± 5) |
7,0 ± 0,5 (70 ± 5) |
8,5 ± 0,5 (85 ± 5) |
9,0 ± 0,5 (90 ± 5) |
10,0 ± 0,5 (100 ± 5) |
12,0 ± 0,5 (120 ± 5) |
|
Допустимое увеличение времени оплавления при сплавлении косых торцов, с |
20 |
30 |
20 |
20 |
15 |
30 |
35 |
|
Труба диаметром 1220 мм с толщиной стенки, мм |
Труба диаметром 1420 мм с толщиной стенки 15,7 - 17,0 мм |
Труба диаметром 1420 мм с толщиной стенки 18,7 - 19,5 мм |
||
|
11 - 13 |
14 - 15 |
|||
|
Номинальное первичное напряжение на сварочном трансформаторе, В |
400 |
400 |
400 |
400 |
|
Допустимое отклонение первичного напряжения на сварочном трансформаторе, В |
±20 |
±20 |
±20 |
±20 |
|
Номинальное давление в гидросистеме, кгс/см2 |
160 |
160 |
160 |
160 |
|
Допустимое отклонение от номинального давления, кгс/см2 |
±10 |
±10 |
±10 |
±10 |
|
Длительность первого периода оплавления по командному аппарату, с |
35 - 45 |
40 - 50 |
55 - 60 |
75 - 80 |
|
Минимальная программируемая скорость оплавления первого периода по командному аппарату, мм/с |
0,14 |
0,14 |
0,14 |
0,14 |
|
Длительность второго периода оплавления по командному аппарату, с |
95 - 105 |
100 - 110 |
110 - 120 |
110 - 120 |
|
Минимальная программируемая скорость оплавления второго периода по командному аппарату, мм/с |
0,18 |
0,18 |
0,18 |
0,18 |
|
Линейная величина оплавления (без учета начального зазора), мм |
25 |
30 |
30 - 35 |
30 - 35 |
|
Время повышения конечной скорости оплавления при линейном законе ее нарастания, с |
13 |
14 |
14 |
14 |
|
Допустимое отклонение времени повышения конечной скорости оплавления, с |
±1 |
±1 |
±1 |
±1 |
|
Конечная скорость оплавления, мм/с* |
0,95 - 1,0 |
0,95 - 1,0 |
0,95 - 1,0 |
0,95 - 1,0 |
|
Длительность оплавления с конечной, скоростью, с |
1,5 |
1,5 |
1,5 |
1,5 |
|
Допустимое отклонение длительности оплавления с конечной скоростью, с |
±0,3 |
±0,3 |
±0,3 |
±0,3 |
|
Время осадки под током, с |
0,5 - 0,8 |
0,5 - 0,8 |
0,5 - 0,8 |
0,5 - 0,8 |
|
Линейная величина осадки, мм |
5 - 8 |
5 - 8 |
8 - 10 |
9 |
|
Допустимое отклонение линейной величины осадки, мм |
±1 |
±1 |
±1 |
±1 |
|
Скорость осадки на первых пяти миллиметрах, мм/с, не менее |
30 |
30 |
30 |
30 |
|
При сварке труб, имеющих косые торцы на каком-либо участке с зазором до 7 мм и задиры фасок до 7 мм, допустимое увеличение общего времени сварки, с |
80 |
80 |
80 |
80 |
|
Минимальная скорость оплавления при сплавлении косых торцов в начальный период сварки, мм/с |
0,12 |
0,12 |
0,12 |
0,12 |
* Указанный диапазон скоростей следует рассматривать как базовый для установки программы скоростей. При расшифровке диаграмм уменьшение конечной скорости ниже 0,95 мм/с считать браковочным признаком, а увеличение больше 1,0 мм/с допустимо, если оно не сопровождается короткими замыканиями.
|
Величина параметра |
|
|
Номинальное первичное напряжение на сварочном трансформаторе, В |
400 |
|
Допустимое отклонение первичного напряжения на сварочном трансформаторе, В |
±20 |
|
Номинальное давление в гидросистеме, кгс/см2 |
180 |
|
Допустимое отклонение от номинального давления, кгс/см2 |
±10 |
|
Длительность первого периода оплавления по командному аппарату, с |
40 - 50 |
|
Минимальная программируемая скорость оплавления первого периода по командному аппарату, мм/с |
0,12 |
|
Длительность второго периода оплавления по командному аппарату, с |
100 - 110 |
|
Минимальная программируемая скорость оплавления второго периода по командному аппарату, мм/с |
0,2 |
|
Величина оплавления до начала форсировки (без учета оплавления начального зазора), мм |
23 - 27 |
|
Время повышения конечной скорости оплавления при линейном законе ее нарастания, с |
14 |
|
Допустимое отклонение времени повышения конечной скорости оплавления, с |
±1 |
|
Конечная скорость оплавления, мм/с |
1 - 1,05 |
|
Длительность оплавления с конечной скоростью, с |
1,5 |
|
Допустимое отклонение длительности оплавления с конечной скоростью, с |
±0,3 |
|
Время осадки под током, с |
0,5 - 0,8 |
|
Величина осадки, мм |
7 |
|
Допустимое отклонение величины осадки, мм |
+1 |
|
Скорость осадки на первых пяти миллиметрах, не менее, мм/с |
30 |
|
Минимальная средняя скорость осадки, мм/с |
25 |
|
Минимальная скорость оплавления при сплавлении косых торцов в начальный период сварки, мм/с |
0,12 |
|
При сварке труб, имеющих косые торцы на каком-либо участке с зазором до 7 мм, допустимое увеличение общего времени сварки, не более, с |
80 |
3.2.9. Перед началом сварки трубопровода осуществляются техническое обслуживание сварочной машины в соответствии с инструкцией по ее эксплуатации, наладка и проверка на холостом ходу и при сварке (см. обязательное приложение 7).
3.2.10. Основные параметры режима сварки труб диаметром 57 - 1420 мм приведены в табл. 36 - 40. При сварке разнотолщинных труб режим сварки выбирают по наибольшей толщине. В табл. 40 приведен режим сварки труб диаметром 1420´14,5 мм с нормативным пределом прочности 637 МПа (65 кгс/мм2).
3.2.11. Контроль качества контактной сварки производится в соответствии со СНиП III-42-80 и ![]() .
.
3.3. Паяльные материалы
3.3.1. Для пайки применяются припой П-87 на железомарганцевой основе с температурой плавления 1140 °С, флюс № 201, порошок полиэтилена низкого давления марки 20608-012 (ГОСТ 16338-77).
Припой П-87 должен иметь следующий химический состав (%):
|
Ni |
Сu |
Si |
B |
C |
Fe |
S |
Р |
|
|
31,0 - 32,5 |
12,0 - 12,5 |
11,5 - 13,0 |
2,4 - 3,0 |
0,05 - 0,1 |
0,3 - 0,4 |
Остальное |
0,02 |
0,02 |
3.3.2. Паяльные материалы применяются в виде прессованных элементов со следующим весовым соотношением компонентов:
порошок припоя П-87 (зернистость до 0,3 мм) - 92 %;
порошок флюса № 201 - 1%;
порошок полиэтилена (или другое связующее, не оставляющее включений) - 7 %.
3.4. Индукционная пайка стыков трубопроводов
3.4.1. Пайка неповоротных стыков труб осуществляется комплексом оборудования, включающим устройства для механической обработки торцов труб под пайку, устройство для сборки и пайки стыков труб и индукционную установку с частотой тока 1 - 8 кГц.
3.4.2. Подготовка труб под пайку заключается в осмотре к очистке торцов и механической их обработке.
Трубы, поступающие на пайку, не должны иметь на торцах забоин и вмятин глубиной более 3,5 % диаметра трубы.
3.4.3. Механическую обработку труб производят непосредственно перед процессом пайки. Угол скоса разделки труб должен составлять 20° или 30° (рис. 20). Шероховатость обработанных поверхностей не лимитируется.
После механической обработки при подаче и стыковке труб необходимо предохранить торцы труб от повреждения.
3.4.4. Перед стыковкой труб производится осмотр их торцов. С торцевых участков труб удаляются загрязнения.
Жировые загрязнения с паяемых поверхностей удаляются содовым раствором (концентрация 20 %) или керосином.
3.4.5. Сборка стыков под пайку включает: стыковку и центрирование труб, внесение припоя в стык, установку нагревательного устройства на стык.
3.4.6. Стыковка труб осуществляется после установки устройства для сборки и пайки стыков на свободный конец трубопровода или отдельной плети.
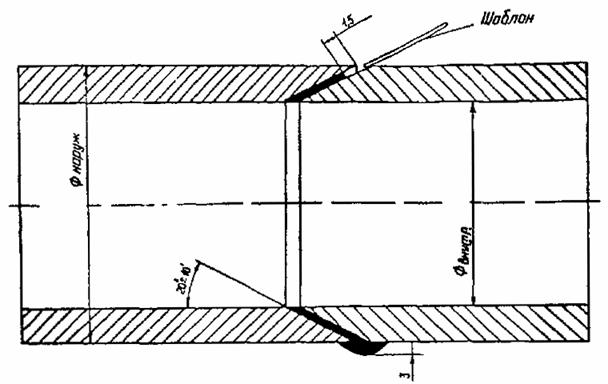
Рис. 20. Общий вид паяного соединения
Устройство для сборки и пайки стыков представляет собой наружный центратор, обеспечивающий возможность стыковки, центрирования, перемещения и прижатия присоединяемой трубы к концу трубопровода.
3.4.7. Конец стыкуемой трубы заводится трубоукладчиком в устройство, прижимается к опорным призмам зажимным механизмом устройства и подается до совмещения со смежной разделкой конца трубопровода.
3.4.8. Процесс центрирования трубы заключается в перемещении свободного конца относительно стыкованного до полного устранения зазора между паяемыми поверхностями или установления между ними видимого равномерного зазора без нарушения стыкованного состояния труб. Допускаемая неравномерность зазора по периметру труб не должна превышать 0,3 мм.
3.4.9. Центрирование труб не производится при одновременной обработке концов труб в устройстве для сборки и пайки стыков труб или при использовании самоцентрирующих зажимов.
3.4.10. В стык вносится закладное кольцо припоя (см. приложение 8 справочное), на собранный стык наносится защитное покрытие, устанавливается индуктор и спрейер для принудительного охлаждения стыка, смонтированные на устройстве. Зазор между индуктором и трубой должен быть равномерным по периметру стыка. Видимая кромка стыка должна располагаться между нитками индуктора.
3.4.11. На стыке создается давление сжатия, равное 1 - 2 кгс/см2.
3.4.12. Процесс пайки собранного стыка включает индукционный нагрев его до температуры пайки (+1200 °С), выдержку - при температуре пайки и охлаждение стыка - до температуры 400 - 500 °С.
3.4.13. Перед включением электрической системы нагрева производится запуск системы охлаждения и проверяется нормальная циркуляция охлаждающей жидкости в системе.
3.4.14. Включается индукционная установка и производится пайка по режиму, приведенному в табл. 41.
|
Диаметр труб, мм |
Толщина стенки, мм |
Время нагрева, с |
Мощность при нагреве, кВт |
Время охлаждения до 400 °С |
||
|
с принудительным охлаждением, с |
без принудительного охлаждения, с |
|||||
|
1 |
57 |
5 |
55 + 5 |
30 |
40 |
120 |
|
2 |
89 |
5 |
50 + 5 |
40 |
40 |
120 |
|
3 |
168 |
8 |
90 + 10 |
80 |
60 |
240 |
|
4 |
168 |
10 - 12 |
100 + 10 |
80 |
60 |
280 |
|
5 |
219 |
8 |
120 + 10 |
80 |
60 |
260 |
|
6 |
219 |
10 - 12 |
160 + 10 |
80 |
60 |
280 |
3.4.15. Контроль за достижением температуры пайки производится визуально по появлению на поверхности стыка расплава припоя, либо автоматическим способом (дилатометрическим, фотоперометром), обеспечивающим определение момента расплавления припоя в стыке.
3.4.16. По достижении температуры пайки производится ее выдержка в течение 20 с для выравнивания температуры по периметру стыка. На период выдержки мощность нагрева снижается на 1/4 от установленной (табл. 41).
3.4.17. После достижения в стыке при охлаждении температуры, равной 400 - 500 °С (когда прекращается свечение металла), производится снятие центрирующего устройства со стыка и перемещение его к очередному стыку.
3.5. Сварка вращающейся дугой (СВД)
3.5.1. Суть процесса и техническая характеристика сборочно-сварочного оборудования приведены в приложении 9.
3.5.2. Подготовка и проверка сварочной машины для СВД приведена в обязательном приложении 10.
3.5.3. Технология СВД включает следующие основные операции:
загрузку труб в накопитель сварочного стенда;
подготовку труб к сварке;
центровку труб в сварочной машине;
сварку труб, выполняемую автоматически по заданной программе;
совмещение конца сваренной нитки с позицией сварки.
3.5.4. Подготовка труб к сварке предусматривает:
контроль труб, поступающих на сварку, в соответствии с требованиями ГОСТ и ТУ, указанных в проекте;
очистку внутренней и наружной поверхностей труб от посторонних предметов (земли, снега, наледи) на расстоянии не менее 300 мм от свариваемых кромок;
при наличии на концах труб вмятин и забоин - обрезку концов;
зачистку торцов труб от ржавчины и окалины;
зачистку на поверхности труб поясков шириной 150 мм от торца под зажимные башмаки.
3.5.5. Зачистку торцов и поясков на поверхности труб следует выполнять с помощью ручной шлифмашинки металлическими щетками. На зачищенных поверхностях ржавчины не должно быть.
3.5.6. Уменьшение толщины стенки трубы за пределы допуска и нарушение плоскостности торца или перпендикулярности его оси трубы при зачистке не допускается.
3.5.7. Подготовленные к сварке трубы поштучно с помощью отсекателя передаются на ролики рольганга и по ним транспортируются в зону сварки.
3.5.8. Трубы в сварочной машине следует собирать встык без зазора. В случае не перпендикулярности торцов оси трубы допускается местный зазор до 0,7 мм.
3.5.9. Стык труб должен располагаться в сварочной машине посередине между щеками магнитов.
3.5.10. Центровка труб осуществляется в машине зажимными башмаками. Допускается смещение кромок зажатых в машине труб, подготовленных к сварке, на величину не более 20 % от толщины стенки трубы.
3.5.11. СВД труб производится автоматически после нажатия кнопки «Пуск-сварка».
3.5.12. Процесс СВД выполняется на режимах, приведенных в табл. 42.
|
Величина параметра режима для труб |
Допустимое отклонение |
||
|
диаметром 57 - 60 мм |
диаметром 32 мм |
||
|
Толщина стенки, мм |
4,0 - 5,0 |
2,5 - 3 4,0 - 5,0 |
- |
|
Радиальная составляющая индукции магнитного поля в центре зазора (на наружной стороне труб) мТ |
90 |
90 |
±18 |
|
Величина установочного зазора, мм |
1,8 |
1,6 |
±0,2 |
|
Ток возбуждения, А |
480 |
480 |
±0 |
|
Время возбуждения, с |
0,7 |
0,7 |
- |
|
Ток нагрева, А |
240 |
180 230 |
±30 |
|
Время нагрева, с |
11,5 |
5,0 8,0 |
±0,5 |
|
Ток форсировки, А |
880 |
880 |
±90 |
|
Ток короткого замыкания, А |
1200 |
1200 |
±50 |
|
Время форсировки, с |
0,35 |
0,15 |
- |
|
Время осадки под током, с |
1,8 |
1,0 |
- |
|
Удельное усилие осадки, МПа |
70 |
70 |
±10 |
|
Величина осадки, мм |
4,5 |
4,5 |
±0,5 |
|
Скорость осадки, м/с |
Не менее 0,15 |
- |
|
|
Напряжение на дуге, В |
25 |
25 |
±3 |
3.5.13. Готовый стык должен иметь наружное усиление величиной 2,5 ± 0,5 мм; смещение кромок в готовом стыке не должно превышать 25 % периметра стыка, величина смещения не должна превышать 30 % толщины стенки трубы.
3.5.14. Смещение кромок в стыке следует измерять с помощью линейки сварщика контактной сварки.
4. РЕЗКА ТРУБ В ТРАССОВЫХ УСЛОВИЯХ
4.1. В качестве горючего газа при кислородной резке можно применять ацетилен или его заменители: пропан, пропано-бутановые смеси, природный газ, а также керосин или бензин.
4.2. К работе с аппаратурой для ручной машинной кислородной и плазменной резки и ее ремонту допускают квалифицированных резчиков, знающих устройство, правила обслуживания и ремонта аппаратуры. Независимо от наличия удостоверения резчик должен сдать экзамен по техминимуму квалификационной комиссии монтажного управления.
4.3. Машинная кислородная резка
4.3.1. Механизированную резку следует выполнять газорезательными машинами «Орбита-2» или «Спутник-3»
4.3.2. Перед резкой следует удалить из трубы на участке длиной не менее 0,5 - 1,0 м снег и грязь, так как наличие влаги ухудшает качество реза и структуру металла кройки.
4.3.3. Разрезаемый участок трубы шириной 50 - 100 мм по периметру необходимо тщательно зачистить механической или ручной проволочной щеткой. На поверхности трубы не должно быть слоя праймера, следов изоляции, окалины, ржавчины, пыли, масляных и жировых загрязнений. Резка неочищенного металла приводит к значительному снижению производительности процесса, ухудшению качества поверхности реза.
4.3.4. Скорость резки и давление кислорода должны соответствовать табл. 43.
4.3.5. Резку начинают прожиганием в теле трубы отверстия следующим образом: резак подводят к месту пробивки отверстия, зажигают горючую смесь резака, разогревают место пробивки до температуры воспламенения в струе кислорода и постоянно включают подачу режущего кислорода.
4.3.6. После пробивки отверстия включают привод перемещения резака по периметру трубы.
4.3.7. Резку труб производят по замкнутому периметру трубы, начиная с нижнего положения.
4.3.8. В процессе резки необходимо следить за соблюдением выбранного режима, т.е. сохранять неизменными состав смеси, расстояние между мундштуком резака и металлом, скорость резки, давление газов.
4.3.9. Шероховатость кромки реза не должна превышать 0,16 и 0,32 мм при толщине разрезаемого металла соответственно 5 - 15 и 16 - 30 мм, что соответствует 3-му классу по ГОСТ 14792-80.
4.3.10. Перед сваркой после машинной газокислородной резки необходимо тщательно удалить с кромки реза грат и окалину.
|
Режимы машинной резки при применении |
||||||
|
ацетилена |
пропана |
|||||
|
Скорость резки, мм/мин |
Давление кислорода, МПа |
Давление горючего газа, МПа |
Скорость резки, мм/мин |
Давление кислорода, МПа |
Расход горючего газа, л/м |
|
|
5 - 10 |
600 - 400 |
0,35 - 0,4 |
0,04 - 0,045 |
500 - 400 |
0,4 - 0,45 |
25 - 55 |
|
10 - 20 |
500 - 400 |
0,4 - 0,5 |
0,04 - 0,045 |
400 - 300 |
0,45 - 0,55 |
35 - 45 |
|
20 - 30 |
400 - 350 |
0,5 - 0,7 |
0,045 - 0,05 |
300 - 350 |
0,55 - 0,75 |
45 - 55 |
4.3.11. По кромкам после машинной газокислородной резки разрешается выполнять ручную дуговую сварку электродами с основным видом покрытия, автоматическую сварку под флюсом по ручной подварке и двустороннюю.
4.3.12. Сварку электродами с покрытием целлюлозного типа разрешается выполнять только после механической обработки кромок реза или зачистки их шлифмашинками.
4.3.13. Резка труб при отрицательных температурах окружающего воздуха может сопровождаться появлением трещин в кромке реза.
4.3.14. Во избежание образования трещин и получения более пластичного металла у линии реза в зависимости от состава стали, толщины металла, режима резки необходимо применять предварительный подогрев.
4.3.15. Необходимость подогрева, выбор температуры подогрева для машинной кислородной резки определяются в соответствии с табл. 44 в зависимости от эквивалента углерода стали и вида используемого газа (ацетилена, пропана).
4.3.16. При поступлении новых труб из сталей повышенной прочности с толщиной стенки более 25 мм рекомендуется проверять металл труб на закаливаемость при машинной кислородной резке путем загиба образцов по схеме, приведенной на рис. 21.
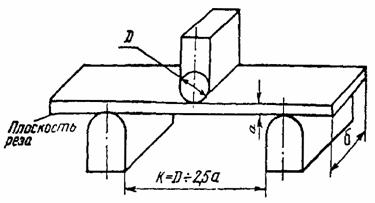
Рис.21. Схема нагружения образца при испытании на угол загиба
|
Ацетилен |
Пропан |
|||||||
|
Толщина стенки трубы, мм |
||||||||
|
|
10 |
15 |
20 |
25 |
10 |
15 |
20 |
25 |
|
0,3 - 0,4 |
А |
А |
А |
А |
А |
А |
А |
А |
|
0,41 - 0,50 |
А |
А |
Б (-30 °С) |
Б (0 °С) |
А |
А |
А |
Б (-40 °С) |
|
0,51 - 0,56 |
А |
В (-30 °С) |
В (0 °С) |
В (+20 °С) |
А |
А |
Б (-30 °С) |
В (0 °С) |
Примечания: А - резка без подогрева при температурах воздуха до -50 °С; Б - подогрев до +50 °С необходим при температуре воздуха ниже температуры, указанной в скобках; В - подогрев до +100 °С при температуре ниже температуры, указанной в скобках.
4.3.17. Размеры образца принимают в соответствии с ГОСТ 6996-66: диаметр нагружающей оправки D = 2d, толщина образца а = ![]() (но не более 16 мм); d - толщина стенки трубы, мм.
(но не более 16 мм); d - толщина стенки трубы, мм.
4.3.18. Угол загиба должен быть не менее 30°. На поверхности реза не допускается появление развивающихся трещин, видимых невооруженным глазом.
4.3.19. Если при загибе образцов до 30° на кромке реза появляются трещины, следует откорректировать режимы резки, применив предварительный подогрев (либо повысив температуру подогрева), или увеличить мощность подогревающего пламени резака.
4.3.20. Предварительный подогрев следует выполнять стационарными кольцевыми подогревателями, применяемыми для подогрева стыков труб перед сваркой.
4.3.21. Сброс подлежащих сварке труб или катушек в снег или в воду до полного их остывания после завершения процесса резки не допускается.
4.3.22. Правку концов труб после кислородной резки металла с нормативным значением временного сопротивления разрыву до 540 МПа при положительных температурах воздуха можно выполнять без подогрева; при отрицательных температурах окружающего воздуха перед правкой необходим подогрев до 150 - 200 °С.
4.3.23. При отрицательных температурах воздуха испарение горючих газов, как правило, прекращается. В этом случае баллон следует поместить в емкость с непрерывно подогреваемой горячей водой.
4.3.24. При замерзании рукавов и редуктора их следует отогревать горячей водой с последующей продувкой воздухом и протиркой с внешней стороны. Вода и воздух не должны иметь примеси жиров и масел.
4.4. Ручная кислородная резка
4.4.1. Ручную кислородную резку труб следует выполнять резаками «Маяк-1-02», «Маяк-2-02», РУА-70, «Факел», РУЗ-70, РК-71, РЗР-62, «Пламя».
Резаки «Маяк-2-02», «Пламя», «Факел» и РУА-70 предназначены для ацетилено-кислородной резки; резаки «Маяк-2-02», РУЗ-70 и РЗР-62 - для кислородной резки с использованием газов-заменителей ацетилена, резак РК-71 - для резки керосинок. В комплект поставки ручного резака входят внутренние и наружные мундштуки, сменные мундштуки, ключ, уплотнительные кольца.
4.4.2. Новые резаки перед использованием должны быть проверены в мастерской по ремонту газорезательной аппаратуры (а где ее нет, - слесарями, имеющими право на ремонт газорезательной аппаратуры) на подсос, герметичность и горение. Проверке подвергают каждый резак, так как завод-изготовитель проводит выборочную проверку партии, а не проверяет все выпускаемые резаки.
4.4.3. Прежде чем начать работу, необходимо проверить правильность присоединения рукавов к резаку (кислородный рукав присоединяют к штуцеру с правой резьбой, рукав горючего газа - к штуцеру с левой резьбой), инжекцию в каналах горючего газа, герметичность всех разъемных соединений.
4.4.4. Утечку газа в резьбовых соединениях устраняют их подтягиванием.
4.4.5. Рабочие давления кислорода и ацетилена устанавливают в соответствии с режимом резки, приведенном в табл. 45.
|
Номер мундштука |
Скорость резки, мм/мин |
Давление кислорода, МПа |
Давление ацетилена, МПа |
||
|
наружного |
внутреннего |
||||
|
8 - 10 |
1 |
1 |
400 - 350 |
0,3 |
Не менее 0,01 |
|
10 - 25 |
1 |
2 |
350 - 250 |
0,4 |
Не менее 0,01 |
4.4.6. При сильном нагреве наконечника его следует охлаждать чистой водой. Чтобы вода не попала в каналы резака, закрывают только вентиль горючего газа, оставляя кислородный вентиль открытым.
4.4.7. При засорении каналов мундштуков их необходимо прочищать медной или алюминиевой иглой.
4.4.8. Все мелкие неисправности: перекос мундштуков, негерметичность соединений, засорение инжекторов и каналов мундштука, нагар и брызги на поверхности мундштука, отсутствие подсоса в канале горючего газа, частые хлопки пламени, неисправность вентилей устраняет резчик.
4.4.9. Ручную кислородную резку труб из низкоуглеродистых и низколегированных сталей, в том числе и при отрицательной температуре окружающего воздуха, можно выполнять без каких-либо технологических ограничений. Основным требованием при этом является получение ровного реза и требуемых параметров разделки.
4.4.10. Правку концов труб после кислородной резки металла с нормативным значением временного сопротивления разрыву до 540 МПа при положительных температурах воздуха можно выполнять без подогрева; при отрицательных температурах окружающего воздуха перед правкой необходим подогрев до 150 - 200 °С.
4.5. Воздушно-плазменная резка
4.5.1. Для механизированной воздушно-плазменной резки труб при строительстве магистральных трубопроводов предназначена установка «Орбита ПЛ-1».
4.5.2. Для выполнения резки контейнер с установкой необходимо расположить на расстоянии не менее 1,5 - 2 м от разрезаемой трубы.
4.5.3. На обрабатываемую трубу монтируют направляющий пояс, соответствующий ее диаметру. Для обеспечения точности резки необходимо произвести тщательную выверку установки направляющего пояса. Ходовую часть машины «Орбита» монтируют на направляющий пояс.
4.5.4. Поверхность трубы в месте, где начинается рез и где должно произойти возбуждение основной дуги, очищают от окалины, грязи, масла, ржавчины, краски, а полость трубы - от грязи, снега и др. При резке изолированных труб место начала реза необходимо очистить от изоляции, после чего в этом месте зачистить поверхность трубы до металлического блеска.
4.5.5. Перед началом работы необходимо проверить в источнике питания:
состояние электрических проводов и контактов;
соответствие напряжения сети напряжению, указанному на маркировке источника питания;
подключение источника питания к компрессору.
4.5.6. Плазмотрон соединяют с источником питания, для этого необходимо подключать по порядку:
воздухотокоподвод;
вилку высоковольтного провода вспомогательной дуги;
вставку штепсельного разъема провода управления к колодке.
4.5.7. Один конец кабеля «+» подключают к клемме «+» источника питания, а другой - к обрабатываемой трубе.
4.5.8. Плазмотрон закрепляют в державке суппорта ходовой части машины «Орбита».
4.5.8.1. Расстояние между плазмотроном и поверхностью разрезаемой трубы должно быть 10 - 15 мм, а его положение не должно изменяться в процессе резки.
4.5.8.2. Угол наклона плазмотрона к образующей трубы должен соответствовать требуемому углу скоса кромок.
4.5.9. Электрический кабель привода ходовой части машины «Орбита» присоединяют к блоку питания через переходную коробку.
4.5.10. Для обеспечения безопасности работы проверяют двойную или усиленную изоляцию кабеля, соединяющего знак «-» выпрямителя с плазмотроном, двойную изоляцию места подключения этого кабеля к выпрямителю и к плазмотрону; корпус выпрямителя должен быть изолирован от всех частей установки.
4.5.11. Выпрямитель подключают к сети переменного тока 3´380 + 0 через автоматические выключатели.
4.5.12. При отрицательных температурах воздуха перед началом работы ходовую часть машины «Орбита» включают для работы при повышенных скоростях вхолостую в течение 2 - 3 мин с тем, чтобы разогреть смазку в механическом редукторе.
4.5.13. Шланги, кабель, ведущие от источника питания к плазмотрону, располагают таким образом, чтобы в процессе движения машины вокруг трубы они не мешали работе плазмотрона.
4.5.14. Для подачи напряжения на все устройства установки ручку автоматического выключателя устанавливают в положение «включено».
4.5.15. Включают компрессоры, а на источнике питания УПР-201 с помощью регулятора давления устанавливают давление воздуха 0,4 МПа.
4.5.16. На источнике питания по указателю с помощью резистора регулирования рабочего тока устанавливают требуемую силу тока в соответствии с режимами воздушно-плазменной резки, приведенными в табл. 46.
|
Сила тока, А |
Напряжение, В |
Скорость резки, м/мин |
|
|
9 - 15 |
150 - 170 |
115 - 120 |
1,2 - 0,8 |
|
16 - 25 |
170 - 200 |
110 - 115 |
1,0 - 0,6 |
4.5.17. Прежде чем приступить непосредственно к резке, необходимо проверить зажигание дежурной дуги. Для этого плазмотрон в державке поднимают на расстояние 150 - 200 мм от поверхности разрезаемой трубы, нажимают кнопку «пуск» на выносном пульте; при этом из сопла должен показаться видимый прерывистый факел вспомогательной дуги. Вспомогательная дуга может не возбудиться по следующим причинам: неисправен источник питания, давление воздуха выше допустимого, нарушена изоляция пластмассовой втулки в плазмотроне, неправильно собран плазмотрон.
4.5.18. В том случае, если вспомогательная дуга возбуждается, ее отключают, нажав кнопку «стоп», а плазмотрон устанавливают над точкой начала резки на высоте 10 - 15 мм от поверхности трубы.
4.5.19. Тумблером на выносном пульте включают движение машины «Орбита» в выбранном направлении (направление движения должно быть таким, чтобы поток плазмы сдувал расплавленный металл с кромки, предназначенной для сварки).
4.5.20. Нажимают кнопку «пуск» на выносном пульте. При этом между электродом и соплом плазмотрона с помощью осциллятора зажигается вспомогательная дуга, которая выдувается из сопла в виде плазменного факела длиной 10 - 15 мм. При касании факела вспомогательной дуги металла трубы между электродом плазмотрона и металлом трубы возникает режущая дуга. Вспомогательная дуга при этом автоматически отключается.
4.5.21. Для того чтобы окончательно отрегулировать скорость движения машины «Орбита», вращают регулятор скорости на выносном пульте, при этом отклонение факела дуги от оси резака должно составлять 20 - 30°.
4.5.22. При воздушно-плазменной резке следует соблюдать:
установленный режим резки (следует обратить внимание на правильную форму и постоянство отклонения факела дуги);
стабильность горения дуги;
непрерывность процесса резки;
постоянное рабочее давление воздуха по манометру;
постоянное расстояние между резаком и поверхностью разрезаемой трубы (в пределах 10 - 15 мм).
4.5.23. После окончания резки обрывают дугу, нажав кнопку «стоп».
4.5.24. При износе пленочного катода в результате испарения материала вставки на глубину более 3,5 мм его следует заменить.
4.5.25. После остывания кромки с поверхности реза проволочной щеткой и зубилом удаляют шлак и грат. Поверхность реза подвергают внешнему осмотру для проверки качества поверхности реза.
4.5.25.1. Несовмещение начала и конца кольцевого реза Dа не должно превышать 2 мм (рис. 22). При сварке захлестов (для уменьшения погрешности реза при обрезке торца второй трубы) плазмотрон устанавливают в точке, диаметрально противоположной началу реза первой трубы.
4.5.25.2. Шероховатость поверхности Rz измеряют по фактической высоте микронеровностей на поверхности реза. Она определяется на базовой длине не менее 8 мм по 10 точкам в середине толщины разрезаемой трубы. Шероховатость не должна превышать 1,0 мм при толщине металла трубы 5 - 12 мм и 1,2 мм - при толщине 13 - 30 мм (ГОСТ 14792-80) (рис. 23).
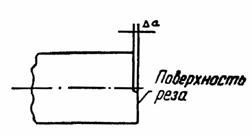
Рис. 22. Несовмещение начала и конца реза
4.5.25.3. Косина реза (отклонение от перпендикулярности по отношению к продольной оси трубы) не должна превышать 2 мм.
4.5.26. В том случае, если качество поверхности реза не соответствует требованиям п. 4.5.25, его следует исправить, зашлифовывая шероховатость и ступеньки на поверхности до заданных значений.
4.5.27. Во избежание образования пор при сварке (возможно насыщение азотом поверхности реза) поверхность реза необходимо зачистить абразивным кругом (шлифовальной машинкой) до металлического блеска (на глубину 0,3 - 0,5 мм) с образованием в нижней части притупления величиной 1,5 - 2 мм.
4.5.28. При скорости ветра более 5 м/с и атмосферных осадках выполнять резку без укрытия рабочего места не рекомендуется.
4.6. Ручная и машинная воздушно-дуговая резка (выборка дефектов швов и основного металла)
4.6.1. К воздушно-дуговой резке допускают квалифицированных резчиков или сварщиков, знающих устройство и правило обслуживания оборудования. Независимо от наличия удостоверения резчик (сварщик) должен сдать экзамен по техминимуму квалификационной комиссии монтажного управления.
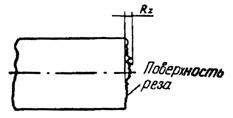
Рис. 23. Шероховатость поверхности реза
4.6.2. Механизированную воздушно-дуговую поверхностную резку выполняют на установке воздушно-дуговой резки.
4.6.3. Ручную воздушно-дуговую резку выполняют с помощью резака рвдм-315.
4.6.4. Для воздушно-дуговой резки следует использовать угольные или графитовые электроды круглого сечения диаметром 6 - 12 мм. Рекомендуемая плотность тока на электроде 4 - 6 А/мм2.
4.6.5. Перед началом работы электроды необходимо прокалить в печи при температуре 150 - 200 °С в течение 3 - 4 ч для предупреждения их возможного взрывного разрушения при работе из-за скопившейся в порах влаги.
4.6.6. Установку воздушно-дуговой резки подготавливают к работе в следующем порядке:
на обрабатываемую трубу монтируют направляющий пояс, соответствующий ее диаметру;
транспортирующее устройство с установленным на нем подающим механизмом с электрододержателем фиксируют на направляющем поясе;
к установке воздушно-дуговой резки подключают токоведущие коммуникации от источника питания и газоведущие коммуникации от компрессора;
в электрододержатель установки вставляют угольный электрод. Расстояние между электродом и обрабатываемым изделием должно быть не менее 5 мм;
по манометру устанавливают рабочее давление сжатого воздуха (0,4 - 0,6 МПа);
на выносном пульте управления устанавливают требуемые скорость резки, скорость подачи электрода;
подключают источник питания к сети;
устанавливают требуемые параметры тока и напряжения.
4.6.7. Подготовку к ручной воздушно-дуговой резке выполняют в следующем порядке:
подсоединяют токоведущие коммуникации резака РВДм-315 к источнику питания, а газоведущие коммуникации - к компрессору;
угольный электрод вставляют в резак таким образом, чтобы вылет электрода составил 100 - 120 мм;
по манометру устанавливают рабочее давление сжатого воздуха (0,4 - 0,6 МПа);
подключают источник питания к сети.
4.6.8. Процесс машинной и ручной резки следует выполнять на постоянном токе обратной полярности (плюс на электроде).
4.6.9. Диаметр угольного электрода следует выбирать в зависимости от глубины выплавляемой канавки (глубины залегания дефекта) в сварном соединении (табл. 47).
4.6.10. Поверхностную воздушно-дуговую резку, в зависимости от глубины залегания дефектов, следует выполнять на режимах, приведенных в табл. 47.
|
Диаметр электрода, мм |
Сила тока, А |
Напряжение, В |
|||
|
глубина |
ширина |
радиус канавки |
|||
|
10,0 - 12,0 |
12,0 - 14,0 |
5,0 |
10 - 12 |
480 - 500 |
45 - 50 |
|
8,0 |
11,0 |
4,0 |
8 |
400 - 420 |
55 - 60 |
|
7,0 |
10,0 |
3,5 |
6 |
300 - 330 |
55 - 60 |
Примечание. Скорость резки 30 - 35 м/ч; угол наклона электрода 40 - 45°; давление воздуха 0,4 - 0,6 МПа.
4.6.11. Направление резки должно быть углом вперед, так как в противном случае не происходит выдувания расплавленного металла. Чем меньше угол между электродом и обрабатываемым металлом, тем меньше глубина канавки и тем больше должна быть скорость резки.
4.6.12. При ручной резке зажигание дуги рекомендуется производить на выводной пластине. При зажигании дуги на шве рекомендуется дугу переместить быстро назад на 5 - 10 мм и лишь с этого места начинать резку. В этом случае зона зажигания дуги будет полностью удалена в процессе резки.
4.6.13. Вследствие инерционности установления требуемой глубины проплавления начало реза должно находиться на расстоянии не менее 50 мм от места залегания дефекта.
4.6.14. В процессе ручной воздушно-дуговой резки вследствие обгорания электрода его вылет уменьшается, поэтому необходимо периодически перемещать электрод в держателе, восстанавливая вылет электрода до 100 - 120 мм.
4.6.15. Следует соблюдать равномерность перемещения электрода при резке, так как колебания скорости перемещения приводят к изменению глубины и ширины канавки по ее длине.
4.6.16. Необходимо поддерживать постоянной скорость подачи электрода, так как от этого зависит постоянство длины дуги, стабильность ее горения и качество реза. При малой скорости подачи электрода длина дуги увеличивается и устойчивость процесса резки нарушается.
Увеличение скорости подачи электрода при поверхностной воздушно-дуговой резке приводит к тому, что лобовая кромка реза не успевает расплавиться и электрод как бы врезается в металл. Дуга гаснет, процесс резки прерывается.
4.6.17. Необходимо избегать коротких замыканий электрода на обрабатываемый металл, так как этот процесс сопровождается науглероживанием обрабатываемой поверхности.
4.6.18. При частичном или полном разрушении электрода в процессе резки следует остановить процесс и тщательно зачистить рабочую поверхность, удалив частицы электрода.
4.6.19. Поверхность реза следует зачистить от грата абразивными кругами с использованием шлифовальной машинки до металлического блеска (на глубину 0,3 - 0,5 мм) после завершения удаления дефектов из сварного соединения воздушно-дуговой резкой. При этом можно избежать дефектов при последующей заварке канавки.
ПРИЛОЖЕНИЯ
Приложение 1
Справочное
ПОЛОЖЕНИЕ ОБ АТТЕСТАЦИИ ЭЛЕКТРОСВАРЩИКОВ
Настоящее Положение по аттестации электросварщиков разработано в дополнение к Правилам аттестации сварщиков Госгортехнадзора СССР и распространяется на электросварщиков, выполняющих ручную электродуговую сварку покрытыми электродами и автоматическую сварку под слоем флюса.
В настоящем документе даны общие положения и установлен порядок аттестации электросварщиков на право производства ручной дуговой сварки покрытыми электродами и автоматической сварки под слоем флюса при сооружении магистральных трубопроводов, сооружении трубопроводных систем компрессорных и насосных станций и трубопроводов обустройства промыслов, выполнении специальных монтажных работ (захлесты, катушки, прямые врезки, соединение труб с соединительными деталями или запорной и распределительной арматурой и т.д.).
1. Общие положения
1.1. К аттестации допускаются электросварщики в возрасте не моложе 18 лет, имеющие свидетельство об окончании специализированного профессионально-технического училища или курсов (школ).
1.2. Перед аттестацией электросварщики должны пройти теоретическую и практическую подготовку, учитывающую специфику выполнения работ, к которым электросварщики готовятся.
1.3. Обучение электросварщиков производится по программам, утвержденным Миннефтегазстроем. Программа должна содержать разделы по оборудованию и технологической оснастке для сварки (назначение, устройство, принцип действия, правила эксплуатации, устранение неисправностей), по свойствам металла труб, сварочных материалов, технологии сварки, контролю качества сварных соединений, способам исправления дефектов, а также по правилам безопасности при выполнении работ.
1.4. Аттестация электросварщиков в монтажных организациях производится на основании проверки и их теоретических знаний и практических навыков постоянно действующими комиссиями.
1.5. Комиссии по аттестации электросварщиков создаются на предприятиях (организациях), имеющих необходимую производственную базу и инженерно-технических работников по сварочному производству, при согласовании с местными органами Госгортехнадзора. Организация и руководство работой комиссии осуществляется администрацией предприятия.
1.6. В состав комиссии должны входить: председатель - главный инженер (треста, управления); главный сварщик или руководитель сварочных работ организации (треста, управления); представитель лаборатории контроля - ПИЛ, цСЛ (треста, управления); представитель руководства (треста, управления); специалист по сварке (мастер производственного обучения, преподаватель курсов или школы, сварщик-инструктор), проводивший теоретическое и практическое обучение по сварке; представитель отдела техники безопасности (треста, управления). В состав комиссии могут быть включены и другие специалисты по сварочному производству.
2. Порядок аттестации
2.1. Проверка теоретических знаний электросварщика осуществляется в объеме программы обучения. При этом оценка знаний производится по четырехбалльной системе (отлично, хорошо, удовлетворительно, неудовлетворительно).
2.2. При проверке практических знаний (навыков) выявляется умение подготовить и ввести в работу сварочное оборудование, выполнить сборку, вести сварку на заданных режимах. Электросварщики должны также уметь определять и устранять видимые дефекты сварного шва.
2.3. При проверке практических знаний (навыков) электросварщиков оценка осуществляется по четырехбалльной системе:
отлично, если отсутствуют следы подварки выходящих на поверхность дефектов, на снимках отсутствуют любые дефекты (за исключением отдельных пор с максимальным размером, не превышающим 5 % от толщины стенки трубы, допустимых ослаблений корня - провисов шва) и результаты механических испытаний должны быть положительными;
хорошо, если имеются отдельные поры с максимальным размером до 10 % от толщины стенки трубы, шлаковые включения глубиной до 5 % (в остальном стыки должны удовлетворять требованиям, предъявляемым к «отличным» швам);
удовлетворительно, если имеются допустимые дефекты, регламентируемые справочным приложением 2 настоящих ВСН;
неудовлетворительно, если имеются недопустимые дефекты, которые регламентированы справочным приложением 2 настоящих ВСН.
2.4. Выбор сварочных материалов, марки стали трубы, диаметра и толщины стенки трубы осуществляется применительно к тому виду работ, которые должен впоследствии выполнять электросварщик на основании требований действующих нормативных документов.
Проведение проверки практических знаний (навыков) на материалах, не соответствующих стандартам или техническим условиям, при отсутствии сертификатов завода-изготовителя, а также при нарушении технологии сварки, не допускается.
2.5. При проверке практических навыков электросварщик должен сварить контрольное соединение по указанию и в присутствии не менее чем 2 членов комиссии - представителей лаборатории и специалиста по сварочному производству.
2.6. Подготовка контрольного свариваемого стыка (сборка, предварительный подогрев, прихватка, сварка) должна быть такой же, как и в монтажных условиях и должна производиться по указанию комиссии в соответствии с требованиями действующей нормативной документации.
2.7. Сварка контрольных соединений должна производиться в полном соответствии с требованиями действующей нормативной документации (СНиП, инструкции, рекомендации, руководства и т.д.). Сварка должна производиться с применением исправного оборудования, инструмента, средств защиты электросварщика.
2.8. Сварка контрольных сварных соединений должна производиться в тех условиях, в каких электросварщик будет работать в дальнейшем и тех типов сварных соединений, которые он будет выполнять в процессе работы.
2.9. При проверке практических навыков производится сварка половины стыка диаметром более 1000 мм или целых стыков из других групп диаметров в соответствии с табл. 1.
|
Диаметр труб, мм |
|
|
1-я |
108 - 377 |
|
2-я |
426 - 820 |
|
3-я |
1020 - 1420 |
2.10. Электросварщики аттестуются на сварку труб только той группы диаметров, из которой был выполнен контрольный стык.
2.11. Свариваемые трубы нескольких марок сталей, близких по химическому составу и свариваемых по одинаковой технологии, могут быть объединены в одну группу со сваркой для нее одного контрольного соединения.
2.12. К аттестации на сварку специальных сварных соединений (захлестов, разнотолщинных элементов, прямых врезок и заплат) допускаются электросварщики, проработавшие не менее 3 лет по сварке трубопроводов и получившие 6-й разряд в соответствии с ЕТКС («Единый тарифно-квалификационный справочник», М., Госкомтруд, 1986).
2.13. Перед аттестацией на сварку специальных сварных соединений электросварщик должен первоначально пройти проверку практических навыков при сварке обычных стыков труб. К дальнейшей проверке допускаются только электросварщики, получившие при проверке практических навыков оценки «отлично» или «хорошо».
2.14. При аттестации на сварку специальных сварных соединений проверка теоретических знаний проводится в объеме специальной программы обучения (справочное приложение 1). При проверке практических навыков электросварщик сваривает следующие соединения:
2.14.1. Стык после газовой резки. Сварка должна производиться без подварки изнутри с соблюдением условий, тождественных условиям монтажа. Число и вид образцов должны соответствовать требованиям СНиП III-42-80. Образцы для механических испытаний должны быть вырезаны из потолочного и полупотолочного положений.
2.14.2. Соединение с У-образной подготовкой кромок из элементов с разной толщиной стенки. Толщина одной из стенок свариваемых труб должна быть больше другой на 2,5 мм; причем при сборке стыка превышение кромок должно быть со стороны корня шва. Торец более толстой трубы, если разность толщин больше 2,5 мм, может быть механически обработан со скосом 20 - 30° до толщины стенки трубы меньшей толщины плюс 2,5 мм. Для механических испытаний из сварного соединения вырезают и испытывают загибные образцы и образцы с надрезом для испытания на излом. Излом выполняется в месте переходов сечений разнотолщинного образца.
2.14.3. Соединение, в котором основная труба находится в горизонтальном положении, а ось ответвления направлена вниз, вертикально к оси основной трубы. Сварку такого контрольного соединения проводят на трубах диаметром 108 - 377 мм с толщиной стенки 5 - 6 мм. Из сварного соединения вырезают образцы надрезом для испытания на излом в соответствии с пп. 3.17 - 3.22 настоящего документа.
2.15. Оценка этих видов испытаний осуществляется по двухбалльной системе: «годен» и «не годен». Если электросварщик не выдержал испытания, то через 1 мес допускается повторная проверка на удвоенном количестве образцов, вырезанных из вновь сваренных 2-контрольных соединений.
2.16. При получении после повторных испытаний оценки «не годен» электросварщик может быть аттестован для сварки кольцевых стыков на линейной части трубопровода без права допуска к выполнению специальных работ.
2.17. На контрольных сварных соединениях и готовых образцах (для механических испытаний) для определения фамилии электросварщика и положения шва при сварке должны быть нанесены клейма (цифровые или буквенные), располагаемые вне рабочей части образца и сохраняемые на нем после испытания.
2.18. Электросварщикам, успешно прошедшим проверку теоретических знаний и практических навыков, администрацией предприятия Миннефтегазстроя выдаются удостоверения за подписью председателя и одного из членов комиссии или делается соответствующая запись в имеющемся удостоверении.
2.19. Электросварщики, получившие неудовлетворительную оценку по одному из видов проверки (теоретической или практической), могут быть допущены к новой проверке после дополнительного обучения, но не ранее чем через 1 мес.
2.20. Повторная проверка знаний производится постоянно действующими комиссиями: периодически, не реже одного раза в 12 мес.; при перерыве в работе по своей специальности свыше 6 мес; перед допуском к работе после временного отстранения электросварщика за нарушение технологии и низкое качество работ.
2.21. При проведении повторной проверки по решению постоянно действующей комиссии для оценки практических знаний могут быть допущены товарные сварные соединения, выполняемые электросварщиком в процессе его работы.
2.22. Независимо от наличия удостоверения (после аттестации) предусматривается дополнительная проверка знаний электросварщиков, которая проводится:
если они впервые приступили к сварке стыков трубопроводов, перешли от одного вида работ на другой, а также при переходе на новые способы сварки, приступили к сварке труб из сталей новых прочностных классов, произошла смена типа оборудования для сварки или марок сварочных материалов, произошел переход от сварки одной группы диаметров к другой, выполняют сварку труб с измененной разделкой кромок.
Если электросварщик повторно переведен на сварку тех видов работ, на которых он ранее выполнил допускной стык, то дополнительная проверка квалификации электросварщика не требуется, если условия п. 2.22 настоящего раздела остались теми же.
2.23. Электросварщики, непрерывно работающие по своей специальности и зарекомендовавшие себя высоким качеством выполненных в течение последнего года работ, подтвержденным результатами контроля, по решению комиссии могут освобождаться от повторных испытаний сроком на 1 год, но не более 5 раз подряд.
2.24. Результаты первичных проверок знаний, а также решения комиссии об освобождении электросварщиков от повторных проверок знаний, оформляются протоколом за подписью председателя и членов комиссии и записываются в удостоверение электросварщика.
3. Контроль качества контрольных сварных соединений.
3.1. Выполненные электросварщиком стыки подвергаются внешнему осмотру, при котором они должны удовлетворять следующим требованиям:
шов по всей длине стыка должен быть равномерным, максимальное значение ширины не должно превышать минимальный размер более чем на 5 мм;
шов должен быть полномерным по высоте с усилением в пределах 1 - 3 мм и с плавным переходом к основному металлу;
поверхность шва не должна иметь грубую чешуйчатость (превышение гребня над впадиной не должно быть более 1 мм);
шов не должен иметь наплывов, выходящих на поверхность дефектов, прожогов, незаваренных кратеров и видимых глазом подрезов.
3.2. Принятые по внешнему виду стыки подвергаются радиографическому контролю методом панорамного просвечивания рентгеновскими или гамма-лучами. Чувствительность получаемых снимков должна быть не меньше 2,5 % от толщины стенки трубы.
3.3. При двусторонней и односторонней автоматической сварке под флюсом с автоматической подваркой корневого слоя шва из контрольного стыка вырезают макрошлиф, по которому определяют:
смещение осей наружного и внутреннего швов от условной оси стыка (рис. 1): положение условий оси стыка устанавливают по заданному расстоянию риски, нанесенной перед сваркой на заданном расстоянии от торца трубы по всему ее периметру; смещение осей С наружных и внутреннего слоев шва от условной оси стыка не должно превышать ±1,0 мм;
глубину проплавления и ширину внутреннего шва (см. рис.1);
глубина проплавления
внутреннего шва hb не должна превышать 50 % толщины стенки
трубы (не более 7 мм), а отношение ширины внутреннего шва В
к глубине проплавления hb должно быть не менее ![]() ;
;
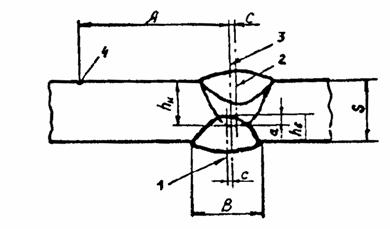
Рис. 1. Макрошлиф образца из допускного стыка:
1 - ось внутреннего слоя шва; 2 - ось первого наружного слоя шва; 3 - условная ось стыка; 4 - риска для определения условной оси стыка; S - толщина стенки трубы; А - расстояние риски от торца трубы; С - смещение осей наружных и внутреннего швов от условной оси стыка (С - ±1 мм); а - перекрытие наружного и внутреннего слоев (а = hb + hн - S); hb - глубина проплавления внутреннего шва (hb £ 1/2S, но не более 7 мм); hн - глубина проплавления наружного шва; В - ширина внутреннего шва
величину перекрытия наружных и внутренних слоев шва, которая должна быть не менее 3,0 мм при толщине стенки трубы более 12 мм и не менее 2,0 мм при меньшей толщине стенки. Для определения величины перекрытия при сварке изнутри оставляют несваренным участок стыка длиной 300 - 400 мм, из которого равномерно по длине вырезают 3 образца, из этих образцов изготовляют шлифы и на них измеряют глубину проплавления hн при сварке снаружи. Величину перекрытия определяет как разность глубины проплавления наружного и внутреннего слоев шва.
3.4. Если в результате визуального осмотра и обмера или при радиографическом контроле стык не удовлетворяет установленным требованиям, то выполняют повторные сварку и контроль двух других допускных стыков. Если при повторном контроле получены неудовлетворительные результаты хотя бы по одному из стыков, то сварщик, сваривший допускной стык, признается не выдержавшим испытания.
3.5. Отбор образцов для механических испытаний сварных соединений производят только после получения положительных результатов визуального осмотра, замера параметров сварного шва и неразрушающего контроля.
3.6. Схема отбора образцов из стыковых сварных соединений (труба с трубой, труба с отводом или тройником, захлест) из труб диаметром 108 - 1420 мм приведена на рис. 2.
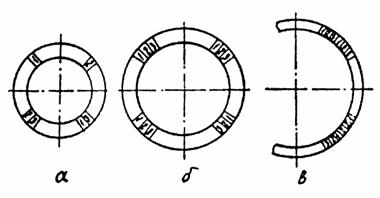
Рис. 2. Схема отбора образцов для механических испытаний:
а - трубы диаметром 108 - 426 мм; б - трубы диаметром 426 - 820 мм; в - трубы диаметром 1020 - 1420 мм; 1 - образец для испытания на растяжение; 2 - образец для испытания на изгиб корнем шва наружу или на ребро; 3 - образец для испытания на изгиб корнем шва внутрь или на ребро
3.7. Необходимое число образцов для различных видов механических испытаний стыковых сварных соединений приведено в табл. 2.
3.8. Механические испытания образцов, отобранных из стыковых сварных соединений, форма и размеры которых должны соответствовать данным рис. 3 и 4 и табл. 3, 4, 5, выполняют по ГОСТ 6996-66 «Сварные соединения, методы определения механических свойств».
|
Число образцов для механических испытаний |
|||||||
|
на растяжение |
на изгиб с расположением корня шва |
на сплющивание |
всего |
||||
|
плоских |
трубчатых |
наружу |
внутрь |
на ребро |
|||
|
Толщина стенки трубы до 5 мм включительно |
|||||||
|
14 - 89 |
- |
3 |
- |
- |
- |
3 |
6 |
|
Толщина стенки трубы до 12,5 мм |
|||||||
|
108 - 377 |
2 |
- |
2 |
2 |
0 |
- |
6 |
|
426 - 1420 |
4 |
- |
4 |
4 |
0 |
- |
12 |
|
Толщина стенки трубы 12,5 мм и более |
|||||||
|
108-377 |
2 |
- |
0 |
0 |
4 |
- |
6 |
|
426-1420 |
4 |
- |
0 |
0 |
8 |
- |
12 |
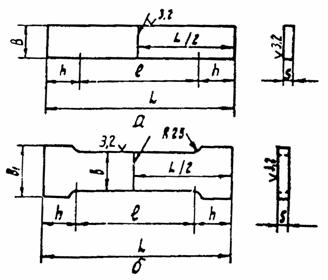
Рис. 3. Эскизы плоских образцов для испытания на статическое растяжение по ГОСТ 6996-66:
а - тип ХII; б - тип ХIII
3.9. При испытании сварных образцов на статический изгиб диаметр нагружающей оправки подбирают в соответствии с табл. 5.
3.10. Среднее арифметическое значение угла изгиба образцов должно быть не менее 120°, а минимальное значение угла изгиба одного образца должно быть не ниже 100°. При подсчете среднего арифметического значения угла изгиба все углы больше 150° следует принимать равными 150°.
|
Ширина рабочей части образца b, мм |
Ширина захватной части образца b1, мм |
Длина рабочей части образца l, мм |
Общая длина образца L, мм |
|
|
До 6 |
15 ± 0,5 |
25 |
50 |
L = l + 2h, |
|
От 6 до 10 |
20 ± 0,5 |
30 |
60 |
где h - длина захватной части образца, устанавливается в зависимости от конструкции испытательной машины |
|
От 10 до 25 |
25 ± 0,5 |
35 |
100 |
|
|
От 25 до 50 |
30 ± 0,5 |
40 |
160 |
|
Толщина основного металла S, мм |
Ширина образца b, мм |
Общая длина образца L, мм |
Расстояние между опорами, мм |
Диаметр нагружающей оправки D, мм |
|
|
Изгиб корнем шва наружу или внутрь |
До 12,5 |
1,55, но не менее 10 |
2,5D + 80 |
2,5D |
Определяют в соответствии с табл. 5 настоящего приложения |
|
Изгиб на ребро |
12,5 и более |
12,5 ± 0,2 |
180 - 200 |
80 |
3.11. Для контроля прочности сварного соединения труб диаметром до 89 мм включительно испытывают на растяжение трубчатые образцы типа XVIII или XIX по ГОСТ 6996-66.
Форма и размеры образцов приведены на рис. 5. В этом случае в формулу расчета временного сопротивления разрыву вводят величину площади сечения трубы вне сварного шва. Испытание проводят на образцах со снятым усилением сварного шва. В случае сплющивания концов трубчатого образца (если этого требует конструкция разрывной машины) расстояние от оси шва до начала сплющиваемого участка должно быть не менее 2D.
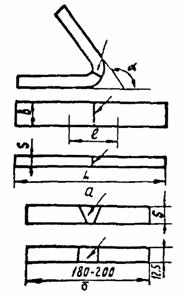
Рис 4. Эскизы плоских образцов для испытаний на статический изгиб:
а - изгиб корнем наружу или внутрь; б - изгиб на ребро
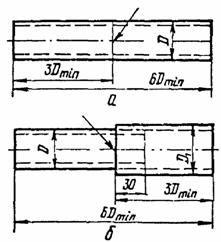
Рис. 5. Эскизы трубчатых образцов для испытания на растяжение по ГОСТ 6996-66:
а - тип XVIII для труб одинаковых диаметров; б - тип XIX для труб разных диаметров; D и D1 - диаметры труб
|
Вид испытания на изгиб |
Диаметр нагружающей оправки, мм |
|
|
До 50 |
Корнем шва внутрь или наружу |
2S ± 2 |
|
(490) |
На ребро |
30 ± 2 |
|
От 50 до 55 |
Корнем шва внутрь или наружу |
3S ± 2 |
|
(от 490 до 539) |
На ребро |
40 ± 2 |
|
От 55 до 60 |
Корнем шва внутрь или наружу |
4S ± 2 |
|
(от 539 до 588) |
На ребро |
50 ± 2 |
Примечания: 1. Диаметр нагружающей оправки для испытания на изгиб корней шва внутрь или наружу по ГОСТ 6996-66.
2. S - толщина стенки трубы, мм.
3.12. Испытание труб диаметром до 89 мм включительно на сплющивание производят на образцах типа XIX по ГОСТ 6996-66. Усиление сварного шва снимают заподлицо с основным металлом. При испытании образцов сварной шов располагают по оси приложения сжимающей нагрузки. Форма и размеры образцов приведены на рис. 6.
Примечание. Испытание сварных трубчатых образцов на растяжение может производиться на разрывных машинах с усилием не менее 50 тс (например, на разрывных машинах РМ-50, установленных в полустационарных лабораториях типа ЛКС2-76).

Рис. 6. Эскиз трубчатого образца типа XXX для испытания на сплющивание по ГОСТ 6996-66:
D - диаметр труб; Р - направление приложения сжимающей нагрузки; в - величина просвета между сжимающими плитами; L - длина образца
3.13. Скорость нагружения при испытании образцов на растяжение, изгиб и сплющивание не должна превышать 15 мм/мин.
3.14. Результаты испытания образцов на оплакивание типа XXX характеризуются величиной просвета в между сжимающими плитами до появления первой трещины на поверхности образца. Допустимая величина просвета в для труб диаметром до 48 мм равна 3S, для труб диаметром 48 - 89 мм - 4S (S - толщина стенки трубы, мм). Появление надрывов длиной до 5 мм на кромках и на поверхности образца, не развивающихся в трещину в процессе дальнейших испытаний до полного сплющивания образца, браковочным признаком не являются.
3.15. Временное сопротивление разрыву при испытании на растяжение плоских и трубчатых образцов должно быть не ниже нормативного временного сопротивления разрыву основного металла труб, регламентированного техническими условиями на трубы данной поставки или ГОСТом.
3.16. Результаты по всем видам механических испытаний, кроме испытаний на статический изгиб (п. 3.10), определяют как среднее арифметическое результатов, полученных при испытании всех образцов. Для всех видов механических испытаний, кроме испытаний на статический изгиб, допускается снижение результатов испытаний для одного образца на 10 % ниже нормативного требования, если средний арифметический результат отвечает нормативным требованиям.
3.17. Электросварщик, впервые приступивший к выполнению прямых врезок (с укрепляющей накладкой или без нее), должен сварить контрольное сварное соединение, в котором основная труба находится в горизонтальном положении, а ось ответвления направлена вниз, вертикально к оси основной трубы (рис. 7).
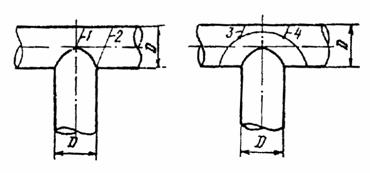
Рис. 7. Схема отбора образцов для испытания металла шва на излом:
1 и 2 - угловое сварное соединение; 3 и 4 - нахлесточное сварное соединение
3.18. При контроле углового и нахлесточного сварных соединений (для выполнения прямых врезок) вырезают 2 образца из углового и 2 образца из нахлесточного сварного соединения для испытания на излом. Схема отбора образцов приведена на рис. 7.
3.19. Образцы для испытания на излом металла шва углового сварного соединения должны иметь ширину 50 мм, длину 100 - 150 мм. Надрез по оси сварного шва выполняют ножовкой на глубину 1,5 мм. Форма и размеры образцов приведены на рис. 8.
3.20. Образцы для испытания металла шва нахлесточного сварного соединения должны иметь ширину 25 мм и длину 100 - 150 мм. Надрез ножовкой по оси сварного шва выполняют со стороны, противоположной усилению сварного шва. Форма и размеры образцов приведены на рис. 9.
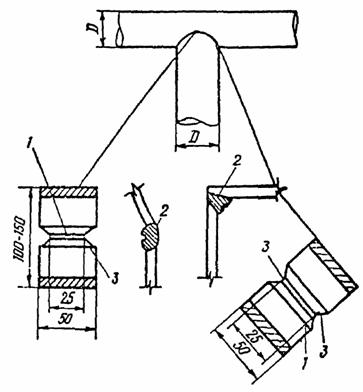
Рис. 8. Форма и размеры образцов для испытания металла шва на излом углового сварного соединения:
1 - надрез ножовкой по оси шва глубиной 1,5 мм; 2 - сварной шов; 3 - обработка сварного шва газовой резкой
3.21. При испытании металла шва на излом образцы разрушают ударом по свободному участку образца при закрепленном другом участке. Удар наносится со стороны корневого слоя шва.
3.22. Образцы для испытания металла шва на излом должны иметь параллельные гладкие кромки. При испытании образцов на излом суммарная глубина шлаковых включений, газовых пор и непроваров на поверхностях разрушения не должна превышать 10 % толщины стенки трубы, но не более 1 мм; в изломе допускается наличие единичных дефектов по группе А ГОСТ 7512-69. Трещины, которые можно обнаружить по цветам побежалости, является браковочным признаком.
3.23. Если результаты испытаний образцов оказались ниже установленных показателей, разрешается проведение повторных испытаний на удвоенном числе образцов, вырезанных из повторного сваренного допускного стыка. Такая проверка проводится только по тому виду испытаний, по которому получены неудовлетворительные результаты. В случае повторного получения неудовлетворительных результатов электросварщик признается не выдержавшим испытаний и должен пройти переподготовку.
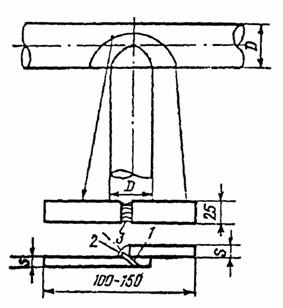
Рис. 9. Форма и размеры образцов для испытания металла шва нахлесточного сварного соединения на излом:
1 - надрез ножовкой глубиной S + 0,5 высоты поперечного сечения сварного шва; 2 - сварной шов; 3 - обработка сварного шва газовой резкой; S - толщина стенки трубы, мм
3.24. Результаты испытаний допускных стыков должны быть оформлены в соответствии с действующей нормативной исполнительной документацией.
ПРОГРАММА
обучения электросварщиков, аттестуемых на право выполнения специальных сварных
соединений при строительстве трубопроводов
ОБЩИЕ ПОЛОЖЕНИЯ
1. Перед аттестацией на право выполнения специальных сварочных работ при строительстве трубопроводов сварщики должны пройти теоретическую и практическую подготовку в соответствии с настоящей программой.
2. К аттестации на право выполнения специальных сварочных работ, к которым относятся сварка катушек, захлестов, врезок и т.п., могут быть допущены сварщики, имеющие высокую квалификацию и не менее чем 3-летний стаж работы по сварке неповоротных кольцевых стыков трубопроводов.
3. По настоящей программе производится теоретическое и практическое обучение на курсах без отрыва или с отрывом от производства электросварщиков, допускаемых к аттестации в соответствии с требованиями Положения об аттестации электросварщиков, утвержденного Миннефтегазстроем.
4. Продолжительность теоретического обучения - 32 ч.
5. Теоретическое обучение проводится преподавателем в классной обстановке в форме урока.
6. К проведению занятий привлекаются опытные инженерно-технические работники, имеющие специальное образование по технологии и оборудовании сварочного производства.
7. При проведении теоретических занятий необходимо широко использовать наглядные пособия в виде плакатов, кинофильмов, моделей, образцов, чертежей и схем.
Во время практических занятий учащиеся проходят обучение на рабочих местах под руководством квалифицированного сварщика-инструктора.
ТЕМАТИЧЕСКИЙ ПЛАН
|
Число часов |
|
|
I. Теоретическое обучение |
36 |
|
1. Вводная часть |
2 |
|
2. Трубные стали и их маркировка |
2 |
|
З. Трубы, используемые на строительстве трубопроводов |
2 |
|
4. Сварочные материалы |
2 |
|
5. Подготовка и сборка стыков труб |
2 |
|
6. Сварка стыковых кольцевых соединений |
2 |
|
7. Специфика сборочно-сварочных операций при выполнении стыковых, угловых и нахлесточных соединений при проведении специальных работ |
4 |
|
8. Теоретическое обучение сварщиков, выполняющих работы на строительстве трубопроводов, транспортирующих сероводородсодержащие среды* |
4 |
|
9. Дефекты сварных соединений, причины их образования и методы ремонта |
4 |
|
10. Контроль качества сварных соединений |
4 |
|
11. Оборудование, приспособления и инструменты, применяемые при сварке |
4 |
|
12. Техника безопасности |
2 |
|
II. Практические занятия |
20 |
|
III. Аттестация |
2 |
* Знания по п. 8 проверяются только у сварщиков, которые выполняют сварочные работы на строительстве трубопроводов, предназначенных для транспортировки сероводородосодержащих сред.
СОДЕРЖАНИЕ программы
Тема 1. Вводная часть
Значение сварочного производства в народном хозяйстве.
Случаи разрушения сварных металлических конструкций, их причины и последствия.
Правила аттестации электросварщиков для допуска к ответственным работам.
Тема 2. Трубные стали и их маркировка
Характеристика механических свойств сталей: временное сопротивление разрыву, предел текучести, относительное удлинение, угол загиба, твердость, ударная вязкость.
Понятие о вязкости, пластичности, хрупкости стали, зависимость этих показателей от химического состава, термической обработки и условий прокатки стали. Методы определения механических свойств.
Маркировка сталей по отечественным и зарубежным нормативам.
Тема 3. Трубы, используемые при строительстве трубопроводов
Требования, предъявляемые к трубам в соответствии со строительными нормами и правилами, ГОСТ и ТУ на их поставку.
Допуски на основные размеры труб (диаметр, овальность, периметр и т.д.).
Маркировка отечественных труб и труб, поставляемых по импорту.
Тема 4. Сварочные материалы
Классификация электродов (ГОСТ 9466-75).
Классификация электродов по виду покрытия.
Области применения сварочных электродов различных типов.
Технологические характеристики наиболее распространенных электродов.
Правила проверки качества электродов.
Хранение сварочных материалов и их обработка перед использованием в работе.
Тема 5. Подготовка и сборка стыков труб
Типы заводской разделки кромок труб.
Допустимые дефекты на трубах и методы их устранения.
Недопустимые дефекты труб и технология их вырезки.
Разделка кромок труб, выполняемых в условиях строительства.
Сборка труб на внутренних и наружных центраторах.
Оптимальные и допустимые зазоры в стыках при применении различных типов электродов.
Подготовка кромок при монтаже врезок в трубопровод.
Просушка и подогрев труб перед сваркой.
Тема 6. Сварка кольцевых стыков труб
Особенности ручной дуговой сварки неповоротных стыков труб электродами с целлюлозным и основным покрытием.
Режимы и техника сварки корневого и «горячего» проходов, заполняющих, облицовочного и подварочного слоев шва.
Особенности сварки при низках температурах.
Тема 7. Специфика сборочно-сварочных операций при выполнении стыковых угловых и нахлесточных соединений при проведении специальных работ
Общие правила сборки и сварки разностопных стыковых соединений труб и труб с запорной распределительной арматурой и соединительными деталями трубопроводов.
Особенности монтажа отводов, захлестов катушек, крановых узлов свечей. Монтаж элементов средств электрозащиты.
Правила вварки «заплат» в трубопроводы.
Сборка и сварка стыков труб и «заплат» при выполнении огневых работ.
Тема 8. Теоретическое обучение сварщиков, выполняющих работы на строительстве трубопроводов, транспортирующих сероводородсодержащие среды
Общие сведения о коррозии металлов.
Влияние примесей сероводорода на работоспособность трубопроводов.
Требования к трубным сталям и сварочным материалам.
Влияние дефектов в сварных швах на коррозионную стойкость сварных соединений.
Особенности технологии сварки.
Влияние предварительного подогрева и послесварочной термообработки на работоспособность швов и снятие остаточных сварочных напряжений.
Способы повышения работоспособности трубопроводов указанного назначения.
Тема 9. Дефекты сварных соединений, причины их образования и методы ремонта
Дефекты, выявляемые внешним осмотром: неполноразмерность шва, неравномерность ширины облицовочного слоя, крупночешуйчатость поверхности, кратеры, подрезы, наплывы, трещины. Причины их возникновения и способы исправления.
Внутренние дефекты: газовые поры, непровары, несплавления по кромке, шлаковые включения, ослабления корня шва (вогнутость обратного валика), трещины. Причины их возникновения, способы предупреждения и исправления.
Тема 10. Контроль качества сварных соединений
Основные виды контроля качества сварных соединений: операционный, внешний осмотр и замер параметров сварных соединений, неразрушающий контроль физическими методами.
Контроль сборки стыков.
Контроль качества сварных соединений в соответствии с СНиП III-42-80 и основными технологическими инструкциями.
Контроль при сварке допускных стыков. Обозначение дефектов.
Гидравлические и пневматические испытания трубопроводов.
Тема 11. Оборудование, приспособления и инструмент
а) Источники питания сварочным током при ручной дуговой сварке.
Понятие о внешней характеристике источников тока (жесткая, падающая).
Устройство, работа, характеристика сварочных агрегатов, преобразователей и выпрямителей.
Основные неисправности и способы устранения.
б) Приспособления и инструмент.
Внутренние и наружные центраторы. Характеристики, устройства, работа.
Подогревающее устройство. Баллоны и емкости для хранения горючих газов. Щетки и шлифмашинки.
Тема 12. Техника безопасности
Основными причинами травматизма при выполнении сварочно-монтажных работ на строительстве магистральных трубопроводов являются нарушения правил безопасности: отсутствие страховочных опор; нарушение технологии при обрезке концов труб и монтаже захлестов; ненадежное закрепление подлежащих сварке концов труб или вставки; отступление от проекта при устройстве котлованов; одновременное выполнение сварочных и изоляционных работ в одном котловане; неправильное использование механизмов.
Правила складирования, погрузка и разгрузка труб и секций труб, строповка труб, сигнализация при погрузочно-разгрузочных работах. Техника безопасности при монтаже стыков на бровке и в траншее.
Техника безопасности при сварке неповоротных стыков труб на бровке траншеи: размеры приямка, откосы, закрепление труб, использование резиновых ковриков и матов и т.д.
Техника безопасности при сварочных работах в котловане, укладка и закрепление концов свариваемых труб, устойчивость откосов или стенок котлована.
Техника безопасности при работе на высоте (надземных переходах), допуск к работе на высоте, использование предохранительных поясов и сумок для инструмента, электродов, огарков. Требования безопасности при работе в вечернее и ночное время.
Специфические требования по технике безопасности при работе сварщика внутри трубы. Требования безопасности при работе на Севере.
Техника безопасности при производстве огневых работ в процессе продувки и испытания трубопроводов.
Электробезопасность. Первая помощь при поражении током. Техника безопасности при работе с электроинструментом. Техника безопасности при эксплуатации устройств для подогрева стыков труб. Техника безопасности при эксплуатации кислородных и пропановых баллонов.
Противопожарные мероприятия при выполнении сварочных работ. Правила выбора светофильтров. Спецодежда, спецобувь и предохранительные приспособления сварщика, правила ношения, содержания и норма выдачи.
ПРАКТИЧЕСКИЕ ЗАНЯТИЯ
В процессе практических занятий учащиеся тренируются по сварке неповоротных стыков, причем сварка производится в наиболее трудных положениях: в потолочном и выходе с потолка на вертикаль.
Тренировка при сварке тройников в потолочном положении.
Тренировка при сварке стыков труб с разной толщиной стенки или со смещением кромок.
Тренировка производится с использованием наиболее распространенных труб и электродов, предназначенных для сварки этих труб.
После окончания занятий учащиеся заваривают допускные сварные соединения встык.
Продолжительность практических занятий зависит от квалификации сварщиков и может корректироваться.
АТТЕСТАЦИЯ
Аттестация сварщиков производится после успешной сдачи экзаменов по теоретическому курсу и сварке допускных соединений, удовлетворяющих требованиям действующего Положения об аттестации электросварщиков.
Приложение 2
Справочное
ИЗВЛЕЧЕНИЯ
из ВСН
012-88 «Контроль качества и
приемка работ» по контролю сварных соединений магистральных и промысловых
трубопроводов при сварке плавлением
|
№ п/п |
Назначение, вид трубопровода, сварного соединения |
Рабочее давление Р, МПа |
Условный диаметр Dу, мм |
Категория трубопровода и его участков; условия прокладки |
Количество сварных соединений, подлежащих неразрушающему контролю, % |
||||||
|
Всего |
Радиографический, не менее |
Ультразвуковой |
Магнитографический |
Контроль на герметичность |
|||||||
|
1 |
Магистральные трубопроводы |
До 10 включительно |
До 1400 включительно |
В |
100 |
100 |
- |
- |
- |
||
|
I |
100 |
100 |
- |
- |
- |
||||||
|
II |
100 |
25 |
Остальное |
- |
|||||||
|
III |
100 |
10 |
» |
- |
|||||||
|
IV |
100 |
5 |
» |
- |
|||||||
|
На наземных и надземных переходах; на переходах через болота II и III типов и через железные и автомобильные дороги I, II и III категорий во всех районах |
100 |
100 |
- |
- |
- |
||||||
|
1020 - 1420 |
В, I, II, III, IV, в районах Западной Сибири и Крайнего Севера |
100 |
100 |
- |
- |
- |
|||||
|
2 |
Трубопроводы для транспортировки товарной продукции, а также импульсного, топливного и пускового газа в пределах КС, СПХГ, ДКС, ГРС, УЗРГ и ПРГ |
До 10 включительно |
57 - 1420 |
В |
100 |
100 |
- |
- |
- |
||
|
14 - 48 |
110 |
10 |
- |
- |
100 |
||||||
|
Сварные соединения, выполненные враструб |
Любой |
110 |
10 |
- |
- |
100 |
|||||
|
3 |
Трубопроводы НПС и ВС: |
До 10 включительно |
|
- |
|
|
|
|
|
||
|
для транспортировки товарной продукции по п. 1.1 СНиП III-42-80 |
57 - 1420 |
- |
100 |
100 |
- |
- |
- |
||||
|
не указанные в п. 1.1 СНиП III-42-80 |
57 - 1420 |
- |
100 или 100 |
100 10 |
- 100 |
- - |
- - |
||||
|
любого назначения |
14 - 48 |
- |
110 |
10 |
- |
- |
100 |
||||
|
сварные соединения, выполненные враструб |
Любой |
- |
110 |
10 |
- |
- |
100 |
||||
|
4 |
Промысловые трубопроводы: |
|
|
|
|
|
|
|
|
||
|
а) газопроводы, газопроводы-шлейфы, коллекторы неочищенного газа, межпромысловые коллекторы, газопроводы ПХГ, трубопроводы нефтяного попутного газа, газопроводы газлифтных систем и подачи газа в продуктивные пласты, трубопроводы нестабильного конденсата |
10 < Р £ 32 |
|
В, I, II |
100 |
100 |
- |
- |
- |
|||
|
4 < P £ 10 |
|
В, I, |
100 |
100 |
- |
- |
- |
||||
|
II, III |
100 |
25 |
Остальное |
- |
|||||||
|
2,5 < P £ 4 |
|
В, I, |
100 |
100 |
- |
- |
- |
||||
|
II, III |
100 |
25 |
Остальное |
- |
|||||||
|
1,2 < P £ 2,5 |
|
В |
100 |
100 |
- |
- |
- |
||||
|
Р £ 1,2 |
|
I |
100 |
25 |
Остальное |
- |
|||||
|
|
II |
25 |
10 |
» |
- |
||||||
|
|
III, IV |
10 |
5 |
» |
- |
||||||
|
б) нефтепроводы, выкидные трубопроводы, нефтепродуктопроводы, нефтегазосборные трубопроводы, трубопроводы стабильного конденсата нефтяных месторождений |
|
³ 700 |
В, I |
100 |
100 |
- |
- |
- |
|||
|
II |
100 |
25 |
Остальное |
- |
|||||||
|
|
300 £ Ду < 700 |
В |
100 |
50 |
» |
- |
|||||
|
I |
100 |
25 |
» |
- |
|||||||
|
II |
25 |
10 |
» |
- |
|||||||
|
III, IV |
10 |
5 |
Остальное |
- |
|||||||
|
< 300 |
В |
100 |
25 |
» |
- |
||||||
|
I |
25 |
10 |
» |
- |
|||||||
|
II |
10 |
5 |
» |
- |
|||||||
|
III, IV |
5 |
2 |
» |
- |
|||||||
|
в) трубопроводы заводнения нефтяных пластов, захоронения пластовых и сточных во |
³ 10 |
|
I |
100 |
50 |
» |
- |
||||
|
II, III |
100 |
25 |
» |
- |
|||||||
|
г) трубопроводы пресной воды |
³ 10 |
|
I |
25 |
10 |
» |
- |
||||
|
II |
10 |
5 |
» |
- |
|||||||
|
III, IV |
5 |
2 |
» |
- |
|||||||
|
д) метанолопроводы, трубопроводы, транспортирующие вредные среды |
|
|
В |
100 |
50 |
Остальное |
- |
- |
|||
|
I |
100 |
25 |
» |
- |
- |
||||||
|
В |
100 |
25 |
» |
- |
- |
||||||
|
е) ингибиторопроводы |
|
|
I |
25 |
10 |
» |
- |
- |
|||
|
II |
10 |
5 |
» |
- |
- |
||||||
|
5 |
Сварные соединения захлестов, ввариваемых вставок и швы приварки арматуры |
|
|
|
200 |
100 |
100 |
- |
- |
||
|
100 |
- |
100 |
- |
||||||||
|
6 |
Угловые сварные соединения |
|
|
|
100 или 100 |
- |
100 |
- |
- |
||
|
100 |
- |
- |
- |
||||||||
Примечания: 1. В начальный период освоения технологии сварки до получения стабильного качества 100 % кольцевых сварных соединений контролируют радиографическим методом независимо от категории трубопроводов.
2. При неудовлетворительных результатах контроля хотя бы одного стыка трубопровода, не подлежащего 100 %-ному контролю, следует проверить тем же методом контроля дополнительно 25 % стыков из числа тех, которые сварены с момента предыдущей проверки.
3. Контролю не подвергают сварные соединения труб и арматуры, выполненные заводами поставщиками, за исключением участков шириной по 20 мм по обе стороны от контролируемого шва, сваренного на монтаже.
4. Для сварных соединений трубопроводов, выполненных полуавтоматической или автоматической сваркой под слоем флюса на трубосварочных базах, допускается комплексный контроль, включающий ультразвуковой контроль в объеме 100 % и дополнительный выборочный радиографический контроль соединений, признанных по результатам ультразвукового контроля годными в объеме не менее 15 % (но не менее одного стыка) от всех стыков, сваренных в течение одной смены.
5. Для трубопроводов (№ п/п 4) на трубосварочных базах с большой номенклатурой типоразмеров труб проектом должно быть предусмотрено увеличение объемов радиографического контроля поворотных сварных соединений до 100 %, при этом требования настоящей таблицы распространяются на сварные соединения, выполненные неповоротной сваркой.
6. При строительстве промысловых трубопроводов (№ п/п 4) в условиях сильно заболоченной местности (переходы через болота II и III типов) проектом должно быть предусмотрено увеличение объема контроля сварных соединений трубопроводов по пп. 4, а - г до 100 %. В том числе радиографическим методом на участках категорий В и I - не менее 50, II - не менее 25, III и IV - не менее 10 % (но не менее значений, установленных настоящей таблицей).
7. Для трубопроводов по пп. 4, в, г, при давлениях менее 10 МПа объемы контроля снижаются вдвое.
8. Сварные соединения участков трубопроводов (№ п/п 4) на переходах через железные и автомобильные дороги I, II и III категорий должны быть проконтролированы в объеме 100 %-ным радиографическим методом.
9. При невозможности проведения дублирующего контроля сварных соединений захлестов, ввариваемых вставок и швов приварки арматуры ультразвуковым или магнитографическим методами допускается проведение контроля только радиографическим методом при условии, что для просвечивания используют высококонтрастные безэкранные радиографические пленки типа РТ-4М, РТ-5 (или аналогичные им по своим сенситометрическим характеристикам), а чувствительность контроля соответствует второму классу (ГОСТ 7512-82) - при давлении в трубопроводе до 10 МПа включительно и первому - при давлении свыше 10 МПа.
|
Условные обозначения |
Схематическое изображение дефекта |
Допустимые размеры дефектов сварного шва |
|||||||||||
|
Трубопроводы КС и НПС |
Магистральные трубопроводы |
Промысловые трубопроводы |
|||||||||||
|
в сечении |
в плане |
глубина |
длина |
длина на 300 |
глубина |
длина |
длина на 300 |
глубина |
длина |
длина на 300 |
|||
|
Поры |
сферические, радиальные |
Аа |
|
|
0,2S при l ³ 5d |
50 мм |
Максимально допустимая суммарная площадь проекций пор на радиографическом снимке не должна превышать 5 % площади участка, ширина которого равна S, а длина - 50 мм |
Максимально допустимая суммарная площадь проекций пор на радиографическом снимке не должна превышать 5 % площади участка, ширина которого равна S, а длина - 50 мм |
|||||
|
удлиненные |
|
|
|||||||||||
|
цепочки |
Ав |
|
|
0,1S |
2S, но не более 30 мм |
30 мм |
|||||||
|
скопление |
Ас |
|
|
||||||||||
|
канальная |
Аk |
|
|
не допускаются |
0,25S, но не более 3 мм |
1S, но не более 30 мм |
30 мм |
||||||
|
компактные |
Ва |
|
|
0,1S |
0,5S, но не более 5 мм |
50 мм |
0,1S |
0,5S, но не более 7 мм |
50 мм |
0,1S |
0,5S, но не более 7 мм |
50 мм |
|
|
Шлаковые включения |
удлиненные |
Вd |
|
|
не допускаются |
2S, но не более 50 мм |
2S, но не более 50 мм |
||||||
|
цепочка |
Вв |
|
|
0,1S |
2S, но не более 30 мм |
30 мм |
2S, но не более 30 мм |
30 мм |
2S, но не более 30 мм |
30 мм |
|||
|
скопление |
Вс |
|
|
||||||||||
|
Непровары, несплавления |
в корне шва |
Да |
|
|
0,05S, но не более 1 мм |
2S, но не более 30 мм |
30 мм |
0,1S, но не более 1 мм |
2S, но не более 50 мм |
50 мм |
0,1S, но не более 1 мм |
2S, но не более 50 мм |
50 мм |
|
между валиками |
Дв |
|
|
не допускаются |
2S, но не более 30 мм |
30 мм |
2S, но не более 30 мм |
30 мм |
|||||
|
по разделке |
Дс |
|
|
||||||||||
|
Трещины |
вдоль шва |
Еа |
|
|
не допускаются |
не допускаются |
не допускаются |
||||||
|
поперек шва |
Ев |
|
|
||||||||||
|
разветвленные |
Ес |
|
|
||||||||||
|
Наружные дефекты |
утяжина |
Fà |
|
|
0,2S, но не более 1 мм |
50 мм |
1/6 периметра шва |
Максимально допустимая глубина - до 2 мм, при этом плотность изображения на радиографическом снимке не должна превышать плотности изображения основного металла |
|||||
|
превышение проплава |
Fâ |
|
|
3 мм |
1S |
30 мм |
5 мм |
50 мм |
50 мм |
5 мм |
50 мм |
50 мм |
|
|
подрез |
Fс |
|
|
0,05S, но не более 0,5 мм |
150 мм |
150 мм |
0,1S, но не более 0,5 мм |
150 мм |
150 мм |
0,1S, но не более 0,3 мм |
150 мм |
150 мм |
|
|
Дефект сборки |
Смещение кромок |
Fd |
|
|
0,2S, но не более 3 мм |
|
0,2S, но не более 3 мм |
|
0,2S, но не более 0,5 мм |
|
|||
|
0,25S, но не более 4 мм |
300 мм, но не более одного на стык |
0,25S, но не более 4 мм |
300 мм, но не более одного на стык |
||||||||||
Примечания:
1. В таблице приняты следующие обозначения: S - толщина стенки трубы; l - расстояние между соседними порами; d - максимальный размер поры.
2. К цепочке относят такие дефекты, которые расположены на одной линии в количестве не менее 3 с расстоянием между ними, меньшим пятикратного размера дефекта.
3. К скоплению относятся дефекты с кучным расположением в количестве не менее 3 с расстоянием между ними, меньшим пятикратного размера дефекта.
4. Во всех случаях максимальный диаметр поры не должен превышать 0,25S, но не более 3 мм.
5. Допустимая плотность распределения пор с площадью их проекций, равной 5 %:
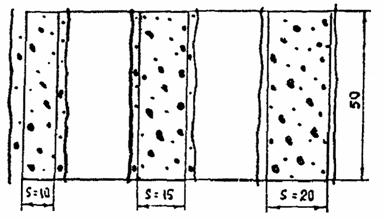
1. В стыках трубопроводов диаметром 1020 мм и более, выполненных с внутренней подваркой, непровары в корне шва не допускаются.
2. При S £ 5 мм допускается непровар в корне шва глубиной до 0,2S при смещении кромок величиной до 0,1S.
3. Подрезы на участках сварных швов, имеющих смещения кромок величиной свыше 0,2S, не допускаются.
4. В сварных швах труб с толщиной стенки 8 мм и менее допускаются смещения кромок величиной до 0,4S, но не более 2 мм.
5. Во всех случаях суммарная протяженность совокупности допустимых по глубине внутренних дефектов на любые 300 мм шва не должна превышать 50 мм (но не более 1/6 периметра шва).
Приложение 3
Справочное
МЕТОДИКА СОРТИРОВКИ БЕСШОВНЫХ ТРУБ
Для повышения точности сборки стыков под сварку все трубы одного нормативного размера, поступающие на монтажную площадку, целесообразно рассортировать на группы. Сортировка труб на группы наиболее эффективна для бесшовных труб диаметром 219 - 426 мм с толщиной стенки 10 мм и более и проводится в два этапа.
На первом этапе измеряют внутренний периметр концов труб упругой металлической линейкой и маркируют их в соответствии с табл. 1.
|
Периметр трубы, мм |
Обозначение группы |
|
|
От dн -2,5D до dн -1,5D |
От 3,14 (dн -2,5D) до 3,14 (dн -1,5D) |
1 |
|
От dн -1,5D до dн -0,5D |
От 3,14 (dн -1,5D) до 3,14 (dн -0,5D) |
2 |
|
От dн -0,5D до dн +0,5D |
От 3,14 (dн -0,5D) до 3,14 (dн +0,5D) |
3 |
|
От dн +0,5D до dн +1,5D |
От 3,14 (dн +0,5D) до 3,14 (dн +1,5D) |
4 |
|
От dн +1,5D до dн +2,5D |
От 3,14 (dн +1,5D) до 3,14 (dн +2,5D) |
5 |
Примечание. В таблице приняты обозначения:
dн - номинальный внутренний диаметр труб, определяемый по формуле
dн = Dн - 2d
где Dн - нормативный наружный диаметр, определяемый по техническим условиям;
d - нормативная толщина стенок по техническим условиям;
D - допустимое смещение внутренних кромок труб при сборке стыков, нормируется документом на технологию сварки конкретного трубопровода. Согласно п. 2.2.3 настоящих ВСН D = 2 мм.
Измерение внутреннего периметра проводят непосредственно возле фаски. Внутренняя поверхность труб, прилегающая к фаске, должна быть очищена от грязи, снега и льда. Дефекты фаски должны быть исправлены.
Номера групп 1 - 5 (табл. 1) отмечают яркой краской около соответствующей фаски*. Трубы, у которых диаметр хотя бы одного конца меньше диаметра труб первой группы, должны быть откалиброваны или расточены.
* Маркировку концов труб проводят монтажные организации временно, впредь до решения вопроса о проведении маркировки трубными заводами.
Трубы, у которых диаметр какого-либо конца больше диаметра труб группы 5, откалибровывают до одного диаметра, установленного на месте выполнения работ, либо забраковывают.
На втором этапе выполняет раскладку труб в штабеля по подгруппам в зависимости от маркировки концов каждой трубы. Возможны два технологических варианта разбивки труб по подгруппам в соответствии с табл. 2.
Раскладка труб по первому варианту позволяет собирать все стыки в подгруппах А, Б, В (см. табл. 2). Кроме того, трубы из подгруппы А собирают с трубами из подгруппы Б и В также при произвольном сочетании концов труб.
Трубы из подгруппы Г и Д, а также смежных подгрупп, удовлетворительно собирают только при совпадении номеров групп на концах.
Раскладка труб по второму варианту позволяет собирать стыки труб с одинаковыми номерами групп на концах.
Монтаж трубопроводов следует вести из предварительно подготовленных секций. Предпочтительна сборка секций из четырех труб. В этом случае существенно облегчается подборка одинаковых концов труб из сравнения с трехтрубными секциями.
При первом варианте раскладки сборку секции следует начинать, используя трубы из подгруппы Д и Г, для которых характерны наибольшие отклонения внутреннего диаметра от номинального размера. К ним следует подбирать трубы из остальных подгрупп с таким расчетом, чтобы концы секций были только 3-й группы.
|
Группа на концах труб |
||
|
Первый вариант |
Второй вариант |
|
|
А |
3-3 |
3-1; 3-2; 3-3; 3-4; 3-5 |
|
Б |
4-3; 4-4 |
4-4 |
|
В |
2-2, 2-3 |
2-2 |
|
Г |
4-2 |
4-2 |
|
Д |
1-1; 5-2; |
1-1; 5-2 |
|
1-2; 5-3; |
1-2; 5-4 |
|
|
1-3; 5-4; |
1-4; 5-5 |
|
|
1-4; 5-5; |
1-5 |
|
|
1-5 |
||
При втором варианте раскладки на концах секций используют трубы только из подгруппы А. Начинать сборку секций необходимо с труб 3-1 и 3-5, затем 3-2 и 3-4. К ним следует подбирать трубы из подгрупп Б, В, Г и Д. В этом случае концы секций также должны быть только 3-й группы.
Минимальное смещение кромок труб в пределах одной группы как при сборке секций, так и на трассе следует достигать поворотом пристыковываемой трубы или секции.
ПРИМЕР
сортировки труб диаметром 406,4 мм с толщиной стенки 20,6 мм на монтажные
группы размеров
1. Определяют номинальный внутренний диаметр труб по формуле примечания к табл. 1, dн = 365,2 мм (требуемое смещение кромок 2,0 мм).
2. В соответствии с табл. 3 для каждой группы находят значения внутренних диаметров и соответствующие им периметры.
|
Внутренний периметр трубы, мм |
Группы |
|
|
От 360,2 до 362,2 |
От 1131,3 до 1137,3 |
1 |
|
От 362,2 до 364,2 |
От 1137,3 до 1143,6 |
2 |
|
От 364,2 до 366,2 |
От 1143,6 до 1149,9 |
3 |
|
От 366,2 до 368,2 |
От 1149,9 до 1156,1 |
4 |
|
От 368,2 до 370,2 |
От 1156,1 до 1161,8 |
5 |
3. Отмечают на линейке рассчитанные периметры и надписывают соответствующие им номера групп.
4. Проводят измерение периметра внутренней поверхности и маркировку концов труб по группам.
5. Осуществляют раскладку труб на подгруппы в соответствии с табл. 2.
Приложение 4
Обязательное
ПОРЯДОК ВЫДАЧИ рекомендаций НА ПРИМЕНЕНИЕ НОВЫХ СВАРОЧНЫХ МАТЕРИАЛОВ И ПРОВЕРКА СВАРОЧНЫХ МАТЕРИАЛОВ ПЕРЕД ПРИМЕНЕНИЕМ
Рекомендации по применению отечественных сварочных материалов
1. Предприятие-изготовитель или разработчик сварочных материалов передает ВНИИСТу для лабораторных испытаний образцы промышленных партий сварочных материалов данного типоразмера в согласованном количестве и имеющуюся техническую документацию.
В случае положительных результатов лабораторных испытаний сварочных материалов Миннефтегазстрой СССР назначает комиссию по приемке сварочного материала, которая проводит приемочные (натурные) испытания данного сварочного материала непосредственно в сварочно-монтажной организации.
Примечание. К приемочным (натурным) испытаниям допускаются только серийные промышленные партии сварочных материалов.
2. Утвержденный акт приемочных испытаний является основанием для составления дополнения к ВСН, разрешающего применение нового сварочного материала, или информационного письма. Без дополнения или информационного письма оформление заказов, поставка и применение новых сварочных материалов не допускаются.
Рекомендации по применению импортных сварочных материалов
Организации внешней торговли, действуя в установленном порядке, через Миннефтегазстрой СССР передают ВНИИСТу для ознакомления и принятия соответствующих решений техническую документацию фирмы-изготовителя на конкретные сварочные материалы. ВНИИСТ оценивает целесообразность испытаний данных сварочных материалов (со странами СЭВ возможны прямые двусторонние связи).
3. Положительные результаты приемочных (натурных) испытаний, подтвержденных актом приемки, являются основанием для закупки данных сварочных материалов.
Примечание. В порядке исключения по некоторым типам сварочных материалов (например, по проволокам, состав которых полностью аналогичен применяемым в настоящее время отечественным маркам электродов, выпускаемым зарубежными предприятиями) решение о целесообразности их поставок может быть принято после анализа документации.
4. ВНИСТ (при необходимости) разрабатывает рекомендации, отражающие технику ведения процесса и технологические особенности сварки стыков новыми импортными сварочными материалами, дополнение к ВСН или составляет информационное письмо.
Оценка производственными организациями качества сварочных материалов.
Сварочные электроды
5. При определении качества электродов монтажными организациями устанавливают: наличие сертификата на конкретную партию и варку электродов, а также соответствие маркировки и условного обозначения электродов в сертификате и на этикетке упаковки; состояние упаковки; состояние поверхности покрытия; степень разнотолщинности покрытия; сварочно-технологические свойства.
6. Для проверки соответствия электродов требованиям ГОСТ 9466-75 по качеству покрытия от каждого упаковочного места из разных пачек отбирают не менее 10 и не более 200 электродов от партии.
7. Отобранные электроды подвергают внешнему осмотру без применения приборов для увеличения изображения. Измеряют следующие обнаруженные дефекты: протяженность вмятин, волосных трещин, участков сетчатого растрескивания на поверхности покрытия и оголенные участки стержня с погрешностью не более 1 мм (с помощью линейки), а также фиксируют наличие оголенных участков стержня, глубину рисок, вмятин, задиров, размеры пор на поверхности покрытия;
разность толщины покрытия определяется микрометром - с погрешностью не более 0,01 мм или же при неразрушающих испытаниях на специальном приборе;
оценку результатов проверки прочности покрытия осуществляют на основании внешнего осмотра и измерения обнаруженных отколов покрытия с погрешностью не более 1 мм.
8. Покрытие электродов должно быть однородным, плотным, прочным, без вздутий, наплывов, надрывов и трещин, допускаются поверхностные волосные трещины (см. п. 9 приложения 4).
9. На поверхности покрытия электродов допускаются: поры с максимальным наружным размером не более 1,5 толщины покрытия (но не более 2 мм) и глубиной не более 50 % толщины покрытия при условии, если на 100 мм длины электрода количество пор не превышает двух;
поверхностные продольные волосные трещины и местные сетчатые растрескивания в суммарном количестве не более 2 на электрод при протяженности каждой волосной трещины или участка растрескивания не более 10 мм.
10. На поверхности покрытия электродов допускаются отдельные продольные риски глубиной не более 25 % толщины покрытия, а также местные вмятины глубиной не более 50 % толщины покрытия в количестве не более 4 при суммарной протяженности до 25 мм на одном электроде.
Две местные вмятины, расположенные с двух сторон от электрода в одном поперечном сечении, могут быть приняты за 1, если их суммарная глубина не превышает 50 % толщины покрытия.
11. Допускаются местные задиры на поверхности покрытия, если их глубина не превышает 25 % толщины покрытия, а их количество на одном электроде составляет не более 2.
12. Разность толщины покрытия в соответствии с ГОСТ 9466-75 при контроле микрометром определяют в 3 произвольно выбранных местах электрода, смещенных один относительно другого на 50 - 100 мм по длине и на 120° по окружности.
Места замеров следует выбирать таким образом, чтобы они приходились на центральную часть электрода, т.е. отступив с каждой стороны электрода (от контактной части и его торца) не менее чем на 50 мм.
Допускается проверка разности толщины покрытия другими методами и специальными приборами неразрушающим методом (обычно по середине длины электрода), обеспечивающими точность измерения с погрешностью 0,01 мм. В этом случае в акте проверки необходимо приводить конкретную марку прибора или его техническую характеристику.
13. Разность толщины покрытия электрода не должна превышать значений, указанных в табл. 1. Данная таблица не распространяется на электроды, поставляемые по специальным ТУ, которые должны соответствовать требованиям табл. 2.
14. Покрытие не должно разрушаться при свободном падении электрода плашмя на гладкую стальную плиту с высоты:
1 м - для электродов диаметром 3,25 мм и менее;
0,5 м - для электродов диаметром 4 мм и более.
При этом допускаются частичные откалывания покрытия общей протяженностью до 5 % длины покрытой части электрода.
|
Допустимая разность толщины покрытия (мм) для разных групп электродов |
||
|
2 |
3 |
|
|
2,0 |
0,090 |
0,080 |
|
2,5 |
0,115 |
0,100 |
|
3,0 |
0,135 |
0,120 |
|
4,0 |
0,180 |
0,160 |
15. При проверке сварочно-технологических свойств (технологичности) электродов осуществляют сварку соответствующего слоя шва, для которого предназначены контролируемые электроды. Сварку выполняют во всех пространственных положениях на катушках, вырезанных из тех же труб, для которых предназначены электроды, или на аналогичных им.
|
Номинальный диаметр электродов, мм |
Допустимая разность толщины покрытия, мм |
|
|
ВСО-50СК |
3 |
0,12 |
|
ВСЦ-4 |
3 |
0,08 |
|
ВСЦ-4, ВСЦ-4А |
4 |
0,12 |
|
ВСЦ-60 |
5 |
0,14 |
16. Сварочно-технологические свойства электродов при соблюдении режимов и условий сварки, определяемых паспортом и техническими условиями на электроды конкретной марки, должны удовлетворять следующим требованиям:
дуга легко (с первого зажигания) возбуждается и стабильно горит;
покрытие плавится равномерно, без чрезмерного разбрызгивания (за исключением электродов с целлюлозным видом покрытия), отваливания кусков и образования «козырька», препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях;
образующийся при сварке шлак обеспечивает нормальное формирование слоев шва и легко удаляется после охлаждения;
металл шва не имеет трещин и поверхностных пор.
17. Допустимое число дефектов в сварных швах определяется в соответствии с требованиями разд. 4 СНиП III-42-80.
18. На отдельных электродах, суммарное число которых не должно превышать 10 % из числа отобранных для проверки, допускается:
увеличение числа пор на поверхности покрытия до 3 на 100 мм длины электрода;
увеличение протяженности поверхностных продольных волосных трещин и участков местного сетчатого растрескивания на поверхности покрытия до 15 мм;
увеличение суммарной протяженности вмятин на покрытии до 37,5 мм;
увеличение протяженности оголенного от покрытия участка, примыкающего к зачищенному от покрытия контактному торцу электрода, до 75 % номинального диаметра электрода, но не более 3 мм;
увеличение числа местных задиров на поверхности покрытия до 3.
19. Если получены неудовлетворительные результаты проверки прочности покрытия и разности толщины покрытия электродов, проводят повторную проверку на удвоенном числе электродов, отобранных от партии. Результаты повторной проверки являются окончательным и распространяются на всю партию электродов в целом. При повторных испытаниях остаются в силе требования п. 16 данного приложения.
20. При получении неудовлетворительных результатов проверки размеров и числа газовых пор допускается повторная прокалка (сушка) контролируемых электродов с последующей проверкой этого показателя.
Проволока сплошного сечения
21. Сварочная проволока сплошного сечения в зависимости от марки проволоки изготавливается из стали, химический состав которой (по сертификату о качестве) должен находиться в пределах, приведенных в ГОСТ 2246-70.
22. По виду поверхности низкоуглеродистая и легированная проволока подразделяется: на неомедненную, омедненную (О), специальное антикоррозионное покрытие (А).
Специальные требования к омеднению или специальному покрытию поверхности проволоки (включая суммарное содержание меди) устанавливаются техническими условиями.
23. Проволока с неомедненной поверхностью должна поступать свернутой в мотки соответствующей массой в зависимости от диаметра проволоки.
24. Проволока с омедненной поверхностью или специальным покрытием должна преимущественно поступать в шпулях прямоугольного сечения.
25. По соглашении сторон проволока поставляется намотанной на катушки и кассеты.
26. Проволока в мотках (катушках, кассетах) должна состоять из одного отрезка, свернутого неперепутанными рядами и плотно, чтобы исключить возможность распушивания или разматывания мотка. Концы проволоки должны быть легко находимы.
27. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, пленок, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений. На поверхности проволоки допускаются риски (в том числе затянутые), царапины, местная рябизна и отдельные вмятины. Глубина указанных дефектов не должна превышать предельного отклонения по диаметру проволоки.
По требованию потребителя проволока поставляется с улучшенной поверхностью за счет ее шлифования или обточки в промежуточном или конечном размерах. В этом случае на поверхности проволоки допускаются мелкие волочильные риски, царапины, следы шлифовки, местная рябизна и отдельные вмятины, при глубине каждого из указанных пороков не более 1/4 предельного отклонения по диаметру. Предельные отклонения по диаметру для проволоки диаметром до 4 мм - 0,09 мм, диаметром 4 мм - 0,16 мм.
28. На поверхности низкоуглеродистой и легированной проволоки не допускается наличие технологических смазок, за исключением следов мыльной смазки без графита и серы.
29. Проволока поставляется партиями. Каждая партия должна состоять из проволоки одной марки, одной плавки, одного диаметра, одного назначения и одного вида поверхности.
30. Осмотру и обмеру должны подвергаться все мотки (катушки, кассеты) проволоки.
31. Диаметр проволоки измеряют микрометром с точностью до 0,01 мм в двух взаимно перпендикулярных направлениях в каждом сечении не менее чем в двух местах, на расстоянии не менее 5 м друг от друга.
Плавленые флюсы
32. Плавленые флюсы по ГОСТ 9087-81 и ТУ должны иметь однородные зерна без включений инородных частиц (не растворившихся частиц сырьевых материалов, угля, графита, кокса, стружки, металлических частиц). Не допускается наличие во флюсе любых инородных частиц.
33. Цвет зерен флюса должен соответствовать указанным в табл. 3.
|
Цвет зерен |
|
|
АН-348, АН-348А |
Желтый и коричневый всех оттенков |
|
АН-47 |
Черный |
|
АН-ВС |
Сочетание равномерно распределенных черно-белых частиц |
|
АНЦ-1 |
Темно-коричневый всех оттенков |
|
ФЦ-16 |
Светло-серый |
Примечание. Для флюсов всех марок не допускается наличие более 3 % от массы зерен с цветом, отличающимся от указанного в таблице.
34. Размеры зерен флюса должны соответствовать табл. 4.
|
Размеры зерен, мм |
|
|
АН-348, АН-348А |
0,35 - 3,00 |
|
АНЦ-1 |
0,25 - 1,60 |
|
АН-47, АН-ВС |
0,25 - 2,50 |
|
ФЦ-16 |
0,25 - 3,00 |
35. Влажность флюсов согласно сертификатным данным не должна превышать 0,10 % от массы флюсов.
36. Объемная масса флюса должна соответствовать указанной в табл. 5.
37. Флюсы принимают партиями. Партия должна состоять из флюса одной или нескольких плавок одной марки, усредненных для получения однородного состава и оформленных одним документом о качестве. Масса партии должна быть не более 80 т.
|
Объемная масса, кг/дм3 |
|
|
АН-348, АН-348А |
1,3 - 1,8 |
|
АНЦ-1 |
1,3 - 1,8 |
|
АН-47 |
1,4 - 1,8 |
|
АН-ВС |
0,9 - 1,5 |
|
ФЦ-16 |
0,8 - 1,1 |
38. От каждой партии флюса для проверки качества оставляют выборку массой не менее 10 кг.
39. При получении неудовлетворительных результатов по одному из показателей проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний являются обязательными.
Порошковая проволока по ГОСТ 26271-84 и ТУ
40. Для проверки качества проволоки от партии отбирают:
для проверки качества поверхности, диаметров проволоки, размеров мотков - 1 % мотков (катушек), но не менее 1 мотка (катушки);
для проверки величины и отклонений коэффициента заполнения проволоки - 2 % мотков (катушек), но не менее 2 мотков (катушек);
для проверки сварочно-технологических свойств проволоки, химического состава и механических свойств наплавленного металла - 1 моток (катушку).
41. При проверке качества изготовления порошковой проволоки прежде всего измеряют диаметр проволоки микрометром с точностью 0,01 мм в двух взаимно перпендикулярных направлениях одного сечения на расстоянии не менее 500 мм от свободного конца.
Диаметр порошковой проволоки и допустимые предельные отклонения по его величине должны соответствовать указанным в табл. 6.
|
Предельное отклонение, мм |
|
|
1,2 |
±0,03 |
|
1,4 |
|
|
1,6 |
|
|
1,8 |
±0,08 |
|
2,0 |
|
|
2,2 |
|
|
2,4 |
±0,10 |
|
2,6 |
|
|
2,8 |
|
|
3,0 |
±0,12 |
|
3,2 |
|
|
3,6 |
|
|
4,0 и более |
±0,15 |
42. Поверхность проволоки должна быть без вмятин, надрывов, без следов коррозии, масла и других загрязнений.
Допускаются продольные риски и следы волочильной смазки. Качество поверхности проволоки проверяют визуально без применения увеличительных приборов.
43. Для определения коэффициента заполнения Кз от каждого из отобранных для испытания мотков (катушек) проволоки отрезают по одному образцу длиной 100 - 150 мм. Образцы взвешивают с погрешностью не более 0,01 г, вскрывают, тщательно очищают оболочку от шихты. Оболочку взвешивают и для каждого образца вычисляют коэффициент заполнения в процентах по формуле:
![]() ,
,
где Р - масса образца проволоки, г,
Роб - масса оболочки, г.
44. В проволоке двухслойной конструкции коэффициенты заполнения в процентах определяются для каждой шихты в отдельности по формулам:
![]() ;
; ![]() ,
,
где Рм1 - масса первой шихты, г;
Рм2 - масса второй шихты, г.
Взвешивание должно производиться на лабораторных весах с точностью не менее 0,01 г.
Величина предельных отклонений Кз от номинального значения находится в пределах ±1,5 %.
45. Равномерность заполнения порошковой проволоки определяется взвешиванием без вскрытия отрезков проволоки, отобранных из разных участков бухты. Допуск по равномерности заполнения составляет 4 - 5 %.
46. Сварочно-технологические свойства проволоки проверяют при сварке труб или катушек, вырезанных из труб, на установках «Стык» по технологии, регламентированной разделом.
47. При сварке оцениваются: устойчивость горения дуги, разбрызгивание металла, формирование валика, покрытие валика шлаком и отделимость последнего.
48. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей должны быть проведены повторные испытания на удвоенном количестве мотков (катушек) проволоки, из числа не подвергавшихся испытаниям. Результаты, повторных испытаний распространяются на всю партию.
Приложение 5
Справочное
ЗАВИСИМОСТЬ ПАРЦИАЛЬНОГО ДАВленИЯ СЕРОВОДОРОДА ОТ ЕГО КОНЦЕНТРАЦИИ ПРИ РАЗЛИЧНЫХ РАБОЧИХ ДАВЛЕНИЯХ
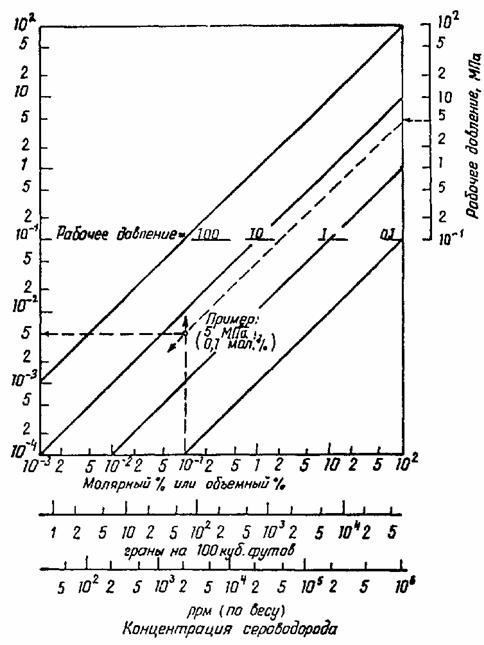
Приложение 6
Обязательное
ПОРЯДОК ПРОВЕРКИ КВАЛИФИКАЦИИ СВАРЩИКОВ-ОПЕРАТОРОВ ЭЛЕКТРОКОНТАКТНЫХ УСТАНОВОК, ОПЕРАТОРОВ-ПАЯЛЬЩИКОВ И СВАРЩИКОВ-ОПЕРАТОРОВ ДУГОКОНТАКТНЫХ УСТАНОВОК
1. Аттестацию бригад и технологического оборудования осуществляет комиссия, назначенная приказом по ССО.
Председателем комиссии назначается главный инженер треста. В состав комиссии включаются представители ССО, главный сварщик треста, представители ЦПИЛ, отдела главного механика треста, главный инженер, главный сварщик, главный механик, начальник ПИЛ управления, руководители проверяемого участка, представители территориальной инспекции по качеству и ИЭС им. Е.О.Патона. Могут быть также приглашены представители ГНТУ Миннефтегазстроя, ВНИИСТа и другие разработчики и изготовители сварочного оборудования.
2. Перед началом сварки трубопровода оператор электроконтактной установки должен сварить допускной стык в следующих случаях:
если сварщик-оператор впервые приступил к сварке трубопровода или имел перерыв в своей работе более 3 мес;
если используют трубы из новых марок сталей, применяют новую технологию сварки или изменяют толщину стенки трубы.
3. Сварку допускного стыка следует проводить в условиях, тождественных с условиями сварки трубопровода.
4. При сварке допускного стыка проверяют умение сварщика-оператора:
контролировать техническое состояние установки и настраивать ее на режим сварки в соответствии с приложением 7 (обязательное) и п. 4.3.1;
определять соответствует ли фактический режим сварки установленному по диаграммной записи технологических параметров в процессе сварки; если установки были поставлены без записывающих приборов, то на основании результатов визуального контроля - по щитовым приборам и внешнему виду стыка. Если сварщик-оператор обнаружил отклонение фактического режима сварки от установленного по не зависящим от него причинам, он проводит повторную сварку допускного стыка.
5. Качество сварки допускного стыка определяют:
5.1. По соответствию формы сварного соединения требованиям разд. 4 СНиП III-42-80. При несоответствии формы сварного соединения требованиям указанного пункта СНиП стык бракуют и дальнейшим испытаниям не подвергают;
5.2. По результатам механических испытаний для труб диаметром 108 - 1420 мм
5.2.1. По образцам на растяжение и изгиб в соответствии с разделом 4 СНиП III-42-80.
5.2.2. Форма образцов для испытания на растяжение должна соответствовать типу XIII ГОСТ 6996-66 (рис. 1).
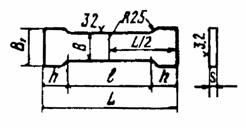
Рис. 1. Эскиз образца для механических испытаний сварных соединений на растяжение (размеры даны в табл. 1 приложения 6)
5.2.3. Форма образцов для испытаний на изгиб при толщине стенки трубы до 12,5 мм включительно должна соответствовать типу XXVII ГОСТ 6996-66. При испытании образцов на ребро его сечение должно быть равно 12,5 мм ´ d стенки трубы (рис. 2).
5.2.4. Диаметр нагружающей оправки (при испытании на изгиб образцов, вырезанных из труб с толщиной стенки до 12,5 мм), должен быть равен четырем толщинам образца, а при испытании изгибом на ребро диаметр нагружающей оправки - 50 мм.
5.2.5. Расслоение основного металла в процессе испытаний образцов на изгиб не является браковочным признаком по качеству сварки. В этих случаях из стыка вырезают дополнительные образцы или испытанию подвергают другой стык.
|
Ширина рабочей части образца в, мм |
Ширина захватной части образца в1, мм |
Длина рабочей части образца l, мм |
Общая длина образца L, мм |
|
|
До 6 |
15 ± 0,5 |
25 |
50 |
L = l + 2h, |
|
Более 6 до 10 |
20 ± 0,5 |
30 |
60 |
где h - длина захватной части образца; устанавливается в зависимости от конструкции испытательной машины |
|
Более 10 до 25 |
25 ± 0,5 |
35 |
100 |
|
|
Более 25 до 50 |
30 ± 0,5 |
40 |
160 |
Примечание. Образцы следует испытывать при скорости нагружения не более 15 мм/мин.
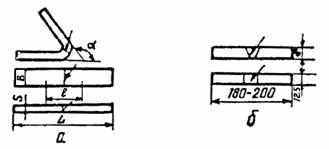
Рис. 2. Эскизы образцов для механических испытаний сварных соединений на изгиб:
а - корнем шва наружу или внутрь; б - на ребро; l - длина рабочей части образца, равная 0,3L
5.2.6. При неудовлетворительных показателях механических свойств образцов производят испытания на удвоенном числе образцов, вырезанных из повторно сваренного стыка.
Для труб диаметром 57 - 89 мм:
5.2.7. 3 стыков на растяжение и 3 стыков на сплющивание.
5.2.8. Форма образцов для испытания на растяжение должна соответствовать типу XVIII ГОСТ 6996-66 со снятым усилением снаружи и изнутри трубы (рис. 3).
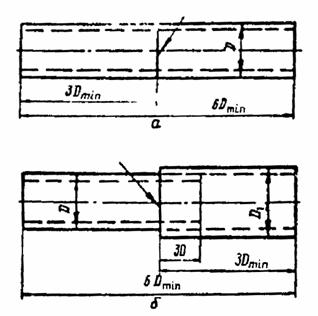
Рис. 3. Эскизы трубчатых образцов для испытаний на растяжение по ГОСТ 6996-66:
а - тип XVIII для труб одинаковых диаметров; б - тип XIX для труб разных диаметров; D и D1 - диаметры труб

Рис. 4. Эскиз трубчатого образца типа XXX для испытания на сплющивание по ГОСТ 6996-66:
D - диаметр труб; Р - направление приложения сжимающей нагрузки; в - величина просвета между сжимающими плитами; L - длина образца
5.2.9. Форма образцов для испытания на сплющивание должна соответствовать типу XXI ГОСТ 6996-66 со снятым усилением снаружи и изнутри трубы (рис. 4).
5.2.10. Временное сопротивление разрыву сварного соединения должно быть не меньше нормативного значения временного сопротивления разрыву металла труб.
5.2.11.Испытание на сплющивание производят путем деформации образцов под прессом сжимающей нагрузкой, обязательным условием проведения испытания является плотность нарастания усилия на образец. Испытания проводят со скоростью не более 15 мм/мин. Шов должен располагаться по оси приложения сжимающей нагрузки.
5.2.12. Величина просвета между сжимающими поверхностями при появлении первой трещины на поверхности образца, должна быть не менее 20 мм. Появление надрывов длиной до 5 мм по кромкам и на поверхности образца, не развивающихся дальше в процессе испытания, браковочным признаком не является.
5.2.13. Результаты механических испытаний определяют как среднее арифметическое результатов, полученных при испытании 3 образцов. Допускается снижение результатов испытаний для одного образца на 10 % ниже нормативного требования, если средний арифметический результат отвечает нормативным требованиям.
5.2.14. При неудовлетворительных механических свойствах испытанных образцов испытания проводятся на их удвоенном числе.
6. При положительных результатах испытаний допускного стыка сварщику-оператору предоставляют право ведения сварочно-монтажных работ при сооружении трубопровода. Если результаты неудовлетворительные, то сварщик-оператор считается не выдержавшим испытания.
7. К индукционной пайке стыков трубопроводов допускается оператор-паяльщик, прошедший соответствующую подготовку по основам индукционной пайки стыков труб и правилам работы на комплексе оборудования. По окончании обучения и сдачи экзамена оператору-паяльщику выдается удостоверение, подтверждающее усвоенный объем знаний и дающее право на проведение работ по индукционной пайке стыков промысловых трубопроводов. При неудовлетворительном качестве работ оператор-паяльщик проходит переаттестацию.
8. К сварке вращающейся дугой (СВД) трубопроводов допускаются операторы, прошедшие соответствующую подготовку и имеющие право работы на оборудовании для СВД.
9. Перед началом сварки трубопровода диаметром 32 - 60 мм оператор СВД должен сварить 6 допускных стыков в условиях, тождественных с условиями сварки трубопровода.
10. При сварке допускных стыков проверяется:
умение оператора проверить техническое состояние установки и настроить ее на режим сварки;
умение оператора установить и устранить причину, вызвавшую недопустимые отклонения параметров режима сварки, при автоматическом прерывании процесса сварки регулятором напряжения.
11. Допускные стыки проверяют:
визуально по внешнему виду и геометрическим размерам стыка;
по результатам механических испытаний.
12. При визуальном контроле определяют соответствие величины усиления шва и смещения требованиям п. 24.
13. Из 6 допускных стыков 3 стыка испытывают на растяжение и 3 стыка - на сплющивание. Механические испытания проводят в соответствии с ГОСТ 6996-66.
14. Временное сопротивление разрыву сварного соединения, определенное на образцах типа XVIII по ГОСТ 6996-66 (см. рис. 3, а) со снятым усилением снаружи трубы, должно быть не меньше минимального нормативного значения временного сопротивления разрыву металла труб. В этом случае в формулу подсчета временного сопротивления вводят значение площади сечения трубы вне шва (если при испытаниях на растяжение концы труб сплющивают для зажима в разрывной машине, расстояние от оси шва до начала сплющенного участка должно быть не менее 2D).
15. Испытание на сплющивание производят на образцах типа XXX ГОСТ 6996-66 (см. рис. 4) со снятым усилением снаружи и изнутри трубы. При испытании образца сварной шов располагают по оси приложения сжимающей нагрузке, как показано на рис. 4. Обязательным условием проведения испытания является плавность нарастания усилия на образец. Скорость нагружения не должна превышать 15 мм/мин.
16. Результаты испытаний на сплющивание по п. 28 характеризуются величиной просвета в между сжимающими плитами при появлении первой трещины на поверхности образца. Величина просвета для труб диаметром 32 мм должна быть не более 3S для труб диаметром 57 - 60 мм - не более 4S (S - толщина стенки трубы в мм). Появление надрывов длиной до 5 мм по кромкам и на поверхности образца, не развивающихся дальше в процессе испытаний браковочным признаком не является.
17. Результаты механических испытаний определяют как среднее арифметическое результатов, полученных при испытании 3 образцов. Если средний арифметический результат отвечает нормативным требованиям, допускается снижение результатов испытаний для одного образца на 10 % ниже нормативного требования.
18. При неудовлетворительных механических свойствах испытанных образцов испытания проводятся на их удвоенном числе. В случае получения при повторном испытании неудовлетворительных результатов оператор признается не выдержавшим испытание.
19. При положительных результатах испытаний допускных стыков оператору предоставляется право ведения СВД при сооружении трубопровода.
Приложение 7
Обязательное
НАСТРОЙКА СВАРОЧНОЙ МАШИНЫ ДЛЯ СТЫКОВОЙ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ
1. В наладочном режиме проверяют правильность работы механической и электрической части машины в соответствии с инструкцией по ее эксплуатации.
2. По секундомеру проверяют настройку командных приборов. В случае отклонения от заданного цикла (см. табл. 36 - 40) производят подстройку командных приборов в соответствии с инструкцией по их эксплуатации.
3. По вольтметру проверяют первичное напряжение на сварочном трансформаторе.
4. По диаграмме записи перемещения и по замеру линейкой непосредственно на машине сопоставляется величина оплавления, осадки и их скорость.
5. Скорость перемещения подвижной части машины при форсировке проверяют по прибору записи перемещения в соответствии с методикой регистрации и расшифровки параметров процесса, изложенной в настоящем приложении.
6. Отсутствие проскальзывания проверяют путем зажатия обеих половин сварочной машины в одной трубе и включения осадки при выключенном трансформаторе. В этом случае не должно быть зарегистрировано перемещение подвижной части машины. Наличие перемещения свидетельствует о проскальзывании.
7. При сварке проверяют чувствительность схемы коррекции. Если после нескольких колебаний устанавливается устойчивое оплавление, значит чувствительность схемы обратной связи по току оплавления (коррекция) отрегулирована правильно. При недостаточной чувствительности схемы коррекции происходит «залипание» стыка. При чрезмерной чувствительности процесс протекает неустойчиво, колебательно. Следует подобрать необходимую чувствительность схемы коррекции.
8. При сварке производят контроль основных параметров режима по диаграммам регистрирующего прибора в соответствии с методикой регистрации и расшифровки параметров и сравнение их с данными режима сварки, приведенными в табл. 36 - 40. Контролю подлежат следующие параметры:
первичное напряжение сварочного трансформатора;
сварочный ток;
перемещение подвижной части машины в процессе оплавления и осадки;
скорость оплавления.
Перерывов в протекании тока или коротких замыканий в момент форсировки не должно быть (за исключением начального периода оплавления, когда во время оплавления фасок допускаются кратковременные (до 2 - 3 с) замыкания торцов, при которых скорость подачи снижается до нуля и возможно реверсирование подвижной части машины).
методика
регистрации и
расшифровки параметров процесса стыковой сварки оплавлением
Качество сварного соединения, выполненного стыковой сваркой оплавлением, определяется тепловым состоянием соединяемых труб, защитой от окисления соединяемых поверхностей и пластической деформацией торцов, в результате которой образуется сварное соединение. Необходимые значения указанных критериев обеспечиваются определенным сочетанием технологических параметров сварки. Многолетний опыт эксплуатации оборудования при сварке магистральных и промысловых трубопроводов, а также в других отраслях народного хозяйства свидетельствует о том, что появление дефектов в стыке прямо связано с отклонениями технологических параметров процесса от заданных величин.
Так как основные параметры стыковой сварки оплавлением, влияющие на качество соединения, программируются, то, регистрируя их отклонения от заданных значений, можно оценить качество.
В соответствии с технологической инструкцией в процессе сварки фиксируются следующие параметры: напряжение и ток в первичной цепи сварочного трансформатора, перемещение подвижного зажима сварочной машины, по которому определяют величины и скорости оплавления и осадки, напряжение на якоре двигателя редуктора следящего золотника.
Основные технологические параметры процесса записывают на электромеханических самопишущих многоканальных приборах переносного типа. Запись напряжения в первичной цепи сварочного трансформатора в процессе сварки представляет собой непрерывную пульсирующую кривую 4 (рис. 1) и характеризует работу электростанции. По записи напряжения определяют стабильность и величину напряжения в процессе оплавления и начальной стадии осадки.
Запись тока, протекающего в первичной цепи сварочного трансформатора, также представляет собой непрерывную пульсирующую кривую 3 с плавным увеличением абсолютного значения тока до момента осадки и резким его увеличением в процессе осадки под током. По кривой изменения тока контролируют перерывы в его протекании, характеризуемые провалами на кривой, и короткие замыкания, характеризуемые резким подъемом на кривой, в процессе оплавления и форсировки, а также определяют длительность осадки под током, которая равна разнице между временем до отключения тока и временем до начала осадки.
Запись перемещения подвижного зажима сварочной машины в процессе оплавления и осадки представляет собой пилообразную кривую 1, расстояние между вершинами зубьев которой, соответствует одному полному обороту датчика и равно определенной величине.
Запись напряжения на якоре двигателя редуктора следящего золотника представляет собой кривую со ступеньками 2, которые появляются в момент изменения скорости перемещения подвижной части сварочной машины.
Для определения истинных значений параметров по записи на диаграммной ленте необходимо знать ее масштаб, т.е. зависимость между величиной перемещения пера пишущего устройства в миллиметрах и величиной сигнала. Масштаб записи тока и напряжения в первичной цепи сварочного трансформатора и напряжения на якоре двигателя редуктора следящего золотника устанавливается на заводе-изготовителе сварочной машины. Регулировка и изменение масштаба записи параметров процесса на трассе не допускается. При этом полное отклонение пера самописца при записи напряжения соответствует 40 В, тока - 5000 А, напряжения на якоре двигателя редуктора следящего золотника - 150 В, а масштабы соответственно равны 11 В/мм, 125 А/мм и 3,75 В/мм. Зависимость между напряжением на якоре двигателя редуктора следящего золотника и скоростью перемещения подвижного зажима сварочной машины прилагается к инструкции по эксплуатации на каждую сварочную машину. Расстояние между вершинами зубьев пилообразной кривой записи перемещения при использовании обычных реостатных датчиков равно 2,8 мм.
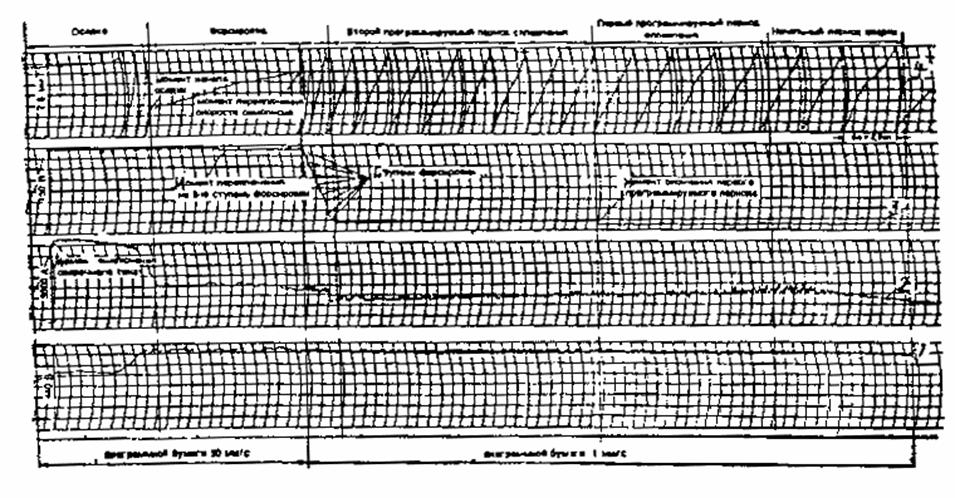
Рис. 1. Диаграмма записи параметров сварки
Нахождение истинных значений параметров, зафиксированных регистрирующим устройством, называется расшифровкой. Прежде чем начать расшифровку, необходимо на диаграммной ленте выделить характерные этапы процессов оплавления и осадки в соответствии с технологической инструкцией. Такими этапами являются:
начальный период сварки при оплавлении косых торцов, который выполняется оператором вручную;
первый программируемый по командному аппарату период оплавления;
форсировка, которая представляет собой постепенное повышение скорости оплавления;
осадка.
Указанные этапы легко выделяются с помощью кривой записи напряжения на якоре двигателя редуктора следящего золотника.
Время протекания процессов оплавления, форсировки и осадки, а также и их скорости существенно различаются, поэтому для удобства последующей расшифровки и повышения точности определения параметров запись проводят при различных скоростях лентопротяжного механизма регистрирующего устройства. Так, регистрация параметров в процессе оплавления осуществляется на скорости 1 мм/с, а на последней ступени форсировки и осадки - 50 мм/с. Переключение скорости осуществляется автоматически на 8-й ступени форсировки. Это позволяет более точно определить длительность 9-й ступени форсировки (длительность оплавления с конечной скоростью) и величину конечной скорости оплавления.
Для перевода линейных величин на диаграммной ленте, выраженных в миллиметрах, в соответствующие временные параметры, выраженные в секундах, необходимо измеренные на диаграммной ленте отрезки (в мм) разделить на скорость лентопротяжного механизма.
Припуск на оплавление определяется умножением числа оборотов датчика на 2,8 мм. Скорость оплавления определяется делением полученного значения припуска на время оплавления.
Для определения продолжительности различных этапов сварки поступают следующим образом. На кривой записи напряжения на якоре двигателя следящего золотника находят момент окончания первого программируемого по командному аппарату периода оплавления, характеризующийся наличием первой ступеньки на кривой, свидетельствующей об увеличении скорости оплавления. От этой точки откладывают в направлении к началу процесса отрезок, равный времени первого программируемого по командному аппарату периода оплавления. Это время задано технологической инструкцией. Конец этого отрезка и будет точкой, в которой закончился начальный период сварки и начался первый программируемый период оплавления. Длительность остальных этапов оплавления определяется последовательно по моменту появления ступеньки на кривой напряжения на якоре двигателя следящего золотника.
Окончание форсировки и начало осадки определяют уже на канале записи перемещения подвижной части сварочной машины по резко изменяющейся скорости ее движения.
После завершения работы по выделению этапов на диаграммной ленте приступают к определению характерных для каждого этапа параметров процесса (см. рис. 1).
При расшифровке начального периода сварки, в процессе которого происходит оплавление косых торцов, определяют время оплавления, припуск на оплавление, скорость оплавления, величину напряжения в первичной цепи сварочного трансформатора, наличие коротких замыканий или перерывов в протекании тока. Для получения времени оплавления на начальном периоде сварки необходимо на диаграммной ленте на кривой записи сварочного тока измерить отрезок от точки появления первых пульсаций тока до предварительно определенной ранее точки окончания этого этапа сварки. Припуск на оплавление устанавливают по числу полных оборотов датчика перемещения, затем определяют скорость оплавления.
При расшифровке первого программируемого по командному аппарату периода оплавления определяют припуск на оплавление, скорость оплавления, величину напряжения, наличие перерывов в протекании тока и коротких замыканий. Методика их определения ничем не отличается от изложенной выше. При этом время оплавления на этом этапе принимается то, которое было принято для определения его начала.
При расшифровке второго программируемого по командному аппарату периода оплавления определяют те же параметры, что и при расшифровке первого периода. Кроме того, по кривой записи напряжения на якоре двигателя редуктора следящего золотника устанавливают время этого периода. Для этого на диаграмме измеряют отрезок от точки, в которой на кривой записи напряжения находится первая ступенька повышения скорости оплавления на этапе форсировки. Все остальные параметры этого этапа определяют так же, как и ранее.
При расшифровке этапа форсировки находят время повышения скорости оплавления, длительность оплавления с конечной скоростью, конечную скорость оплавления, величину напряжения первичной цепи сварочного трансформатора, наличие перерывов в протекании сварочного тока и коротких замыканий. Для получения времени повышения скорости оплавления измеряют на диаграмме кривой записи напряжения на якоре двигателя редуктора следящего золотника отрезок от точки, где начинается первая ступенька повышения скорости, до момента переключения скорости самописца, который определяют по кривой записи перемещения подвижной части сварочной машины. Поскольку переключение скорости лентопротяжки осуществляется на 8-й ступени форсировки, то дополнительно на кривой записи напряжения на якоре двигателя редуктора следящего золотника измеряют отрезок от точки, где произошло переключение скорости лентопротяжного механизма, до ступеньки, характеризующей переключение на 9-ю ступень форсировки. Полученное время прибавляют к времени повышения скорости оплавления до момента переключения скорости лентопротяжки и таким образом получают общую длительность повышения скорости оплавления.
Длительность оплавления с конечной скоростью определяют измерением отрезка на диаграммной ленте от начала 9-й ступени форсировки, устанавливаемого по ступеньке на кривой напряжения на якоре двигателя редуктора, до момента начала осадки, определяемого по кривой записи перемещения.
Конечную скорость оплавления находят по диаграмме записи перемещения. Для вычисления значения скорости на записи перемещения (рис. 2) определяют момент начала осадки (точка А). От этой точки проводят горизонтальную линию в сторону начала процесса сварки до пересечения с кривой записи перемещения в аналогичной точке на предыдущем обороте датчика перемещения (точка Б). Таким образом, между точками А и Б движок датчика сделал один оборот, а расстояние, пройденное при этом подвижной частью машины, равно 2,8 мм. Измерив расстояние между точками А и Б и разделив его на скорость лентопротяжки, которая равна 50 мм/с, получают время одного оборота датчика. Конечную скорость оплавления устанавливают путем деления 2,8 мм на полученное время.
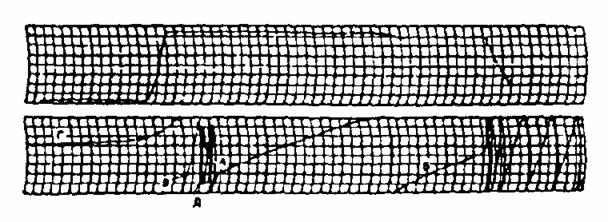
Рис. 2. Конечный этап диаграммы записи параметров сварки
При расшифровке этапа осадки определяют длительность протекания сварочного тока в процессе осадки, величину и скорость осадки. Длительность протекания сварочного тока в процессе осадки определяют по кривой изменения сварочного тока, для чего измеряют отрезок от момента начала осадки до момента выключения сварочного тока.
Величину осадки устанавливает по кривой записи перемещения. Для этого на данной кривой определяют момент начала осадки (точка А на рис. 2). От точки А в сторону окончания процесса осадки отсчитывают число полных оборотов датчика перемещения n (точка В). На этом участке величина осадки будет равна произведению числа полных оборотов датчика n на 2,8 мм (nос = n×2,8). К этой величине необходимо добавить и величину осадки, зафиксированную на участке от точки В до точки Г, в которой запись перемещения становится горизонтальной, что свидетельствует о полной остановке подвижной части сварочной машины. Величина Δос2 вычисляется интерполированием, исходя из того, что полный размах по вертикали записи перемещения соответствует 2,8 мм хода подвижной части сварочной машины. Таким образом, величина осадки будет равна сумме двух найденных выше величин Δос = Δос1 + Δос2.
Скорость осадки определяется на первых двух оборотах датчика перемещения или на первых 5,6 мм хода подвижной части сварочной машины. Для вычисления скорости осадки на кривой перемещения от точки начала осадки (точка А) отсчитывают в сторону окончания процесса сварки два полных оборота датчика (точка Д). Измерив расстояние между точками А и Д и разделив его на скорость лентопротяжки, которая равна 50 мм/с, находят время, за которое подвижная часть сварочной машины прошла путь, равный 5,6 мм. Разделив величину 5,6 мм на полученное время, определяют скорость осадки.
Браковочными признаками по зарегистрированным параметрам процесса стыковой сварки оплавлением являются:
отклонение первичного напряжения на сварочном трансформаторе в процессе оплавления и форсировки более чем на 20 В от номинального значения, равного 400 В; в процессе осадки под током допускается снижение напряжения до 30 % от номинального значения;
наличие коротких замыканий или перерывов в протекании сварочного тока в процессе начального периода сварки длительностью более 2 - 3 с и в процессе программируемых периодов оплавления и форсировки длительностью более 0,03 - 0,04 с;
увеличение или уменьшение от заданных технологической инструкцией пределов общего времени сварки, длительности каждого этапа оплавления и последнего этапа форсировки, времени повышения конечной скорости оплавления, длительности осадки под током, скорости каждого этапа оплавления и скорости осадки, величины осадки;
проскальзывание труб в зажимных башмаках сварочной машины.
Проскальзывание зажимных башмаков сварочной машины относительно трубы в процессе осадки определяется по величине скорости осадки. Если проскальзывания не было, то скорость осадки заметно уменьшается к ее концу, если оно было, то скорость осадки остается высокой. Браковочным признаком является то, что среднее значение скорости на всей величине осадки будет приблизительно равно скорости осадки холостого хода. В этом случае имеет место полное проскальзывание. При частичном проскальзывании, что также является браковочным признаком, скорость осадки на участке между 6 и 9 мм будет приблизительно равна скорости осадки на участке между 3 и 6 мм.
Таким образом, полученные записи позволяют определить соответствующую величину регистрируемого параметра в любой момент процесса сварки и установить пригодность стыка для эксплуатации в трубопроводе.
Приложение 8
Справочное
ИЗГОТОВЛЕНИЕ ЗАКЛАДНЫХ КОЛЕЦ ПРИПОЯ
Прессованные кольца припоя изготавливаются по следующей технологии:
составляется паяльная смесь из порошковых компонентов с указанным соотношением, в вес., %:
припой - 94;
полиэтилен - 6;
смесь засыпается в пресс-форму, состоящую из пуансона и матрицы, и производится холодное прессование ее при давлении 2000 кгс/см2;
после прессования пуансон удаляется, матрица с заготовкой кольца помещается в нагревательную печь с температурой +200 °С;
через 7 - 10 мин матрица вынимается из печи и после затвердевания через 2 - 3 мин кольцо припоя снимается. Матрица без дополнительного охлаждения подается на сборку;
хранение колец припоя производится в стопках с герметичной упаковкой, исключающей попадание на кольца влаги, грязи, пыли и солнечных лучей.
Приложение 9
Справочное
СУЩНОСТЬ ПРОЦЕССА И ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ОБОРУДОВАНИЯ ДЛЯ СВАРКИ ВРАЩАЮЩЕЙСЯ ДУГОЙ (СВД)
1. Процесс СВД осуществляется в соответствии со схемой, приведенной на рисунке.
2. Дуга возникает в зазоре между трубами при их разведении после сборки стыка без зазора. Как правило, она возникает в месте самого малого зазора, и в результате взаимодействия тока дуги и магнитного поля в зазоре дуга начинает перемещаться по кромкам стыка труб в направлении, определяемом известным «правилом левой руки». Скорость перемещения дуги по кромкам такова, что глаз не может уловить ее движение, а воспринимает свечение плазмы одновременно по всему периметру стыка.
3. По истечении заранее установленного времени, в течение которого стык нагревается до температуры плавления, свариваемые трубы резко сближают и снимают с удельным усилием 60 - 80 МПа. В результате образуется сварное соединение, имеющее равномерное усиление по всему периметру стыка.
4. Сварку трубопроводов осуществляют с помощью комплексов оборудования с использованием сварочных машин типа СБ-2398 или ОБ-2503.
5. Оборудование для проведения сварочно-монтажных работ включает:
сварочный стенд;
сварочную машину;
электростанцию мощностью не менее 100 кВт для питания электроэнергией сварочной машины;
транспортное средство для перемещения комплекса оборудования;
пилу маятниковую для обрезки торцов труб;
механические или ручные шлифмашинки для подготовки под сварку концов труб.
6. Сварочный стенд состоит из следующих основных частей:
саней с платформой;
рольганга с прижимными устройствами и перегружателями;
накопителя;
корректора положения сварочной головки.
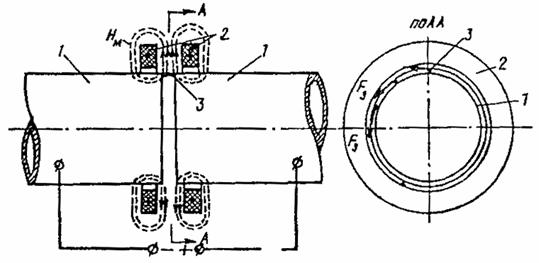
Рис. 1. Схема сварки вращающейся магнитоуправляемой дугой:
1 - свариваемые трубы; 2 - кольцевые магниты; 3 - столб сварочной дуги; Нм - направление магнитного поля в зазоре; Fэ - сила Лоренца или направление перемещения дуги
7. Техническая характеристика сварочного стенда приведена в табл. 1.
|
Значение параметра |
|
|
Число труб в накопителе, шт., не менее |
20 |
|
Грузоподъемность стенда, кг, не менее |
3000 |
|
Дорожный просвет стенда, мм, не менее |
550 |
|
Перемещение сварочной головки вдоль оси труб, мм, в пределах |
±500 |
|
Вертикальное перемещение сварочной головки, мм, в пределах |
±25 |
|
Техническая производительность* при сварке труб диаметром 57´5 мм, стык/ч, не менее |
30 |
|
Сменная норма выработки за 8,2 ч, стык |
110 |
* Технической производительностью называется производительность, которая может быть достигнута на данном оборудовании в соответствии с циклограммой без учета технологических перерывов.
8. Основные технические характеристики сварочных машин ОБ-2398 и ОБ-2503 приведены в табл. 2.
9. В состав сварочных машин ОБ-2398 и ОБ-2503 входят следующие основные аппараты и узлы:
машина сварочная с комплектом губок;
шкафы управления и силовой;
гидравлическая насосная станция;
соединения гидравлические;
соединения электрические;
блок контроля напряжения на дуге и времени сварки;
источник питания - выпрямитель ВДУ-1201.
10. Обслуживание оборудования осуществляет бригада в следующем составе:
оператор сварочной машины 5 разряда - 1 чел.
машинист электростанции 6 разряда - 1 чел.
слесарь по подготовке концов труб 3 разряда - 1 чел.
|
Значение параметра |
|
|
Номинальный диаметр свариваемых труб, мм |
32-60 |
|
Номинальное напряжение системы электропитания, В |
380 |
|
Частота, Гц |
50 |
|
Мощность, кВт |
60 |
|
Максимальный сварочный ток, А |
1300 |
|
Привод механизма зажатия и осадки |
Гидравлический |
|
Максимальное давление в гидросистеме, МПа |
12,5 |
|
Максимальное усилие зажатия при давлении 12,5 МПа, кН: |
|
|
для машины ОБ-2398 |
90 |
|
для машины ОБ-2503 |
110 |
|
Максимальное усилие осадки при давлении 12,5 МПа, кН: |
|
|
для машины ОБ-2398 |
45 |
|
для машины ОБ-2503 |
70 |
|
Максимальная величина осадки, мм |
7,5 |
|
Скорость осадки, м/с |
0,15 |
Приложение 10
Обязательное
ПОДГОТОВКА И ПРОВЕРКА СВАРОЧНОЙ МАШИНЫ ДЛЯ СВАРКИ ВРАЩАЮЩЕЙСЯ ДУГОЙ
1. Перед началом сварки необходимо подготовить сварочную машину к работе и проверить ее на холостом ходу и при сварке.
2. Подготовку машины к работе выполняют опробованием работы отдельных узлов машины в соответствии с инструкцией по ее эксплуатации.
3. Для настройки машины на холостом ходу необходимо при выключенном источнике питания дуги:
задать отрезки труб длиной около 300 мм в зажимных губках машины таким образом, чтобы торцы труб соприкасались и зазор между ними был равен нулю;
кнопкой «Пуск-сварка» включить машину на работу в автоматическом режиме;
визуально проконтролировать зажатие образцов, их разведение до установленного зазора (если величина зазора выходит за допустимые пределы, кнопкой «Стоп-сварка» прекращают дальнейшую проверку и проводят настройку зазора), осадку образцов;
на блоке контроля по показаниям стрелочного прибора с помощью подстроечных потенциометров и переключателя диапазона установить допустимые пределы изменения напряжения на дуге (22 - 28 В);
с помощью реле времени блока контроля установить длительность периодов разгона, нагрева и осадки.
После настройки машины на холостом ходу включают источник питания, на обрезках труб возбуждают дугу и по показаниям прибора устанавливают значение тока дуги при нагреве.
Провести пробную сварку отрезков труб, в процессе которой визуально оценить устойчивость горения и вращения дуги, внешний вид сварного шва.
Приложение 11
Справочное
ТЕХНИКА БЕЗОПАСНОСТИ И ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ ПРИ СВАРКЕ МАГИСТРАЛЬНЫХ И ПРОМЫСЛОВЫХ ТРУБОПРОВОДОВ
1. При выполнении сварочно-монтажных работ, разделительной и поверхностной резке, пайке необходимо руководствоваться следующими нормативными документами:
ГОСТ 12.3.004-75 «ССБТ. Работы электросварочные. Общие требования безопасности»;
ГОСТ 12.2.007.8-75 «ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности»;
СНиП III-4-80 «Техника безопасности в строительстве». - М.: Стройиздат, 1980;
«Правилами техники безопасности и производственной санитарии при электросварочных работах». - М.: Машгиз, 1966;
«Санитарными правилами при сварке, наплавке и резке металлов». - М.: Медицина, 1973;
«Правилами техники безопасности и производственной санитарии при электросварочных работах». - М.: Машгиз, 1966;
«Правилами устройства и безопасной эксплуатации грузоподъемных кранов». - М.: Металлургия, 1976;
«Примерной инструкцией по технике безопасности для машиниста передвижной электростанции». - М.: Недра, 1973;
«Примерной инструкцией по технике безопасности для такелажника». - М.: Недра, 1973;
«Примерной инструкцией по технике безопасности для машиниста трубоукладчика». - М.: Недра, 1973.
2. К работам по электросварке могут быть допущены квалифицированные электросварщики в возрасте не моложе 18 лет, которые прошли медицинское освидетельствование при приеме на работу.
3. Каждый рабочий может быть допущен к работе только после того, как прошел:
вводный (общий) инструктаж по охране труда;
инструктаж по технике безопасности непосредственно на рабочем месте.
4. Инструктаж на рабочем месте необходимо проводить:
периодически, не реже одного раза в квартал;
при каждом изменении условий работы;
при совмещении профессий;
при переводе на другую работу;
в случаях нарушения правил инструкций по технике безопасности для данного вида работ.
5. К выполнению работ по строповке труб и других грузов могут быть допущены только рабочие, которые прошли курс обучения, сдали экзамены квалификационной комиссии и получили удостоверение строповщика.
6. Члены сборочно-сварочной бригады, а также операторы и подсобные рабочие должны быть обеспечены удобной, не стесняющей движений, спецодеждой и спецобувью, а также индивидуальными средствами защиты.
7. В зимних условиях, чтобы рабочие могли обогреться, устанавливают перерывы в работе в соответствии с постановлением областных (краевых) Советов депутатов трудящихся.
В распоряжении бригад должны быть пункты обогрева (передвижные вагон-домики или другие помещения), которые перемещают вместе с бригадой сварщиков.
8. Такелажные приспособления (стропы, клещевые захваты и т.п.) следует подвергать техническому осмотру через каждые 10 дней. Результаты осмотра фиксируют в журнале учета и осмотра.
9. При монтаже, наладке и эксплуатации электроустановок необходимо руководствоваться:
«Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок и потребителей».
10. Передвижные электростанции, электросварочные агрегаты и другое электросварочное оборудование, не укомплектованные специальными отключающими устройствами, а также сварочные стеллажи и стенды должны быть надежно заземлены.
11. Перед началом работы необходимо особо тщательно проверить целостность электроизоляции всех проводов.
12. Рабочие должны выполнять в защитных очках следующие операции:
очистку внутренней и наружной поверхностей трубы от грязи, снега, льда и от посторонних предметов;
обработку торцов труб и правку на них вмятин.
13. При очистке внутренней полости трубы ершом, установленным на штанге, запрещается находиться между трактором и торцом трубы.
14. При обработке кромок труб на станках необходимо выполнять требования техники безопасности, указанные в заводской Инструкции по эксплуатации этих станков.
15. При стыковке труб запрещается держать руки в световом пространстве между торцами труб.
16. По обе стороны стыка следует устанавливать страховочные опоры.
17. Плети сваренных труб должны быть размещены на расстоянии не менее 1,5 м от бровки траншеи.
18. Подваривать шов разрешается внутри трубопровода диаметром 1020 мм и выше с обязательным соблюдением следующих требований по технике безопасности:
а) рабочий внутри трубопровода передвигается на тележке на расстоянии не более 36 м от торца трубопровода; во время пребывания рабочего внутри трубопровода электросварочный кабель должен быть обесточен;
б) рабочий должен пользоваться специальным защитным шлемом, под который подается свежий воздух. Без специального защитного шлема разрешается работать только в том случае, если применена принудительная вентиляция, при которой загрязненность воздуха вредными газами внутри трубопровода не превышает предельно допустимых концентраций (в мг/м3):
Окиси железа с примесью до 3 % окислов
марганца 6
Окиси железа с примесью фтористых и марганцевых
соединений 4
Марганца (в пересчете на окись марганца) 0,3
Окиси углерода 20
Солей фтористоводородистой кислоты (в пересчете
на фтористый водород) 1,0
в) скорость движения воздуха внутри трубопровода должна быть не менее 0,25 и не более 1,5 м/с. Администрация строительно-монтажной организации обязана организовать периодические замеры концентраций вредных газов в воздушной среде;
г) у торца трубопровода должны постоянно находиться двое рабочих для страховки, которые поддерживают сигнальную связь с электросварщиком, работающим внутри трубопровода;
д) при необходимости оказания помощи электросварщику, находящемуся внутри трубопровода, страхующий рабочий немедленно отправляется внутрь трубопровода к рабочему месту, предварительно надев маску кислородного прибора;
е) освещение внутри трубопровода должно быть от источника питания напряжением не более 12 В;
ж) электросварщику следует работать на резиновом коврике.
19. Во время очистки внутренней и наружной поверхностей труб и деталей трубопроводов рабочие должны носить защитные очки.
20. При применении газопламенных подогревателей бригаду необходимо обеспечить средствами противопожарной безопасности (огнетушитель, кошма). Рабочих, выполняющих работу по подогреву свариваемых стыков, следует обеспечить брезентовыми костюмами и рукавицами.
21. Газорезчики, электросварщики, кроме средств индивидуальной защиты, предусмотренных типовыми отраслевыми нормами, должны пользоваться также защитными ковриками, защитными козырьками и шлемами.
22. Баллоны с кислородом и горючими газами следует устанавливать на расстоянии не менее 10 м от источника огня. При температуре ниже минус 25 °С должны быть приняты меры, предотвращающие замерзание редукторов баллонов и содержащихся в них газов.
23. Для сварки захлестов и сварки катушек необходимо устраивать котлованы с размером по 2 м во все стороны от свариваемого стыка.
24. Передвижные электростанции должны быть выполнены с изолированной нейтралью. При этом защитной мерой должна служить металлическая связь корпусов электросварочного и другого оборудования, питающегося от электростанции, с корпусом электростанции в сочетании с непрерывным контролем величины сопротивления изоляции относительно корпуса.
25. Стыковая контактная сварка трубопроводов сопровождается следующими вредными и опасными факторами:
поражением электрическим током;
поражением искрами расплавленного металла;
запыленностью и загазованностью воздуха рабочей зоны;
электромагнитными излучениями;
травмированием перемещаемыми грузами и трубами при такелажных работах.
26. При ограничении времени работы передвижной электростанции с изолированной нейтралью на одном месте защитное заземление может не предусматриваться. В этом случае электроустановка должна быть снабжена устройствами непрерывного контроля изоляции и защитно-отключающими устройствами.
27. В процессе работы необходимо следить за исправным состоянием изоляции токоведущих проводов, пусковых и отключающих устройств, сварочных трансформаторов. Не допускается попадание на изоляцию воды и масла, дизельного топлива и других нефтепродуктов.
28. При работе установки в помещении необходимо оборудовать приточно-вытяжную вентиляцию с шестикратным обменом воздуха в 1 ч.
29. Напряженность магнитного поля в рабочей зоне не должна превышать 100 А/м.
30. Производитель работ до их начала обязан ознакомить рабочих, занятых на испытании трубопровода силовым воздействием, с методикой испытаний и правилами техники безопасности.
31. Перед началом испытаний такелажные приспособления (стрелы, клещевые захваты, троллейные подвески и т.п.) следует подвергать техническому осмотру. Результаты осмотра должны фиксироваться в журналах учета и осмотра.
32. Испытание трубопровода силовым воздействием в ночное время допускается только в исключительных случаях с разрешения руководства управления и профсоюзной организации (постройкома), а также при достаточном освещении места испытания.
33. До начала работ следует проверить состояние канатов, блоков и тормозных устройств трубоукладчиков, троллейных подвесок, которые должны отвечать следующим требованиям безопасности:
иметь шестикратный запас прочности;
иметь свидетельство завода-изготовителя об испытаниях, а при отсутствии свидетельства они должны быть испытаны строительной организацией;
подвергаться испытанию через каждые 6 мес нагрузкой в 1,25 раза превышающей рабочую. Результаты испытания заносят в специальный журнал.
34. Для предупреждения поражения электрическим током при эксплуатации высокочастотного оборудования для пайки трубопроводов следует соблюдать следующие правила:
34.1. Передвижная электроустановка, питающая индукционную установку, должна быть снабжена устройством защитного отключения или устройством непрерывного автоматического контроля состояния изоляции. Корпуса передвижной электроустановки и высокочастотной установки должны иметь металлическую связь.
34.2. Все устройства для подключения и переключения электрических цепей должны быть защищены кожухами.
34.3. Не проводить ремонтных работ в установке, находящейся под напряжением.
34.4. Перед заменой предохранителей конденсаторы должны быть разряжены.
34.5. Высокочастотный преобразователь необходимо содержать в чистоте, не допуская появления на его деталях влаги и пыли.
34.6. Регулярно, не реже 2 раз в месяц, производить осмотр и чистку контактов пускорегулирующей аппаратуры, блок-контактов электромеханической блокировки и поверхностей групповых охладителей тиристоров преобразователя.
34.7. Наладку высокочастотной установки и все необходимые переключения для настройки режима имеют право производить только квалифицированные электромонтеры, имеющие на это соответствующее разрешение, освоившие конструкцию преобразователя и прошедшие инструктаж по технике безопасности.
34.8. Обслуживающий персонал высокочастотной установки обязан немедленно отключить ее в случае обнаружения неисправностей, пожара и стихийных бедствий.
34.9. При возникновении пожара пламя следует тушить углекислотными огнетушителями. Категорически запрещается заливать пламя водой.
35. При выполнении разделительной и поверхностной резки в период строительства трубопроводов следует руководствоваться:
«Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов». - М.: Машиностроение, 1967.
36. К работе с аппаратурой по всем видам резки допускаются лица не моложе 18 лет, специально обученные и имеющие соответствующее удостоверение.
37. Во время резки оператор должен защищать глаза специальными очками, маской или щитком со светофильтрами Э-2, а при обработке поверхности реза абразивными кругами шлифовальной машинки необходимо пользоваться защитными очками.
38. Запрещается вести разделительную резку трубопровода или секций труб, когда внутри трубопровода ведутся сварочные работы или находятся люди.
39. Запрещается проводить резку на открытом воздухе во время грозы, дождя или снегопада.
40. Все соединения рукавов с резаком и редуктором, а также соединения шлангов выполнять с помощью обжимных муфт. Применение проволочных скруток запрещается.
41. При перерывах в работе установки для обслуживания и ремонта необходимо выставлять ограждения и вывешивать предупредительные знаки.
42. При работе с аппаратурой для газокислородной резки необходимо соблюдать определенные правила:
42.1. Перед началом работы нужно проверить герметичность соединения всех газовых коммуникаций, аппаратуры и приборов, а также наличие достаточного уровня воды в водяном затворе.
42.2. Перед резкой трубу следует надежно установить на инвентарные опоры (в случае механизированной резки можно использовать земляные призмы) высотой 50 см над уровнем земли.
42.3. Особенно тщательно нужно следить за тем, чтобы аппаратура не соприкасалась с маслом и жирами, так как под действием кислорода возможен взрыв.
42.4. При использовании сжатых газов в баллонах необходимо соблюдать правила перевозки, хранения и получения баллонов.
42.5. Баллоны во время использования должны быть установлены вертикально и закреплены.
Баллоны следует предохранять от нагрева солнечными лучами.
42.6. Баллоны с кислородом, газом (или газогенераторы) следует располагать на расстоянии не менее 5 м от места работы.
42.7. Запрещается хранить в одном помещении баллоны для горючего газа и для кислорода (как наполненные, так и пустые).
42.8. Транспортировать баллоны с газами от стыка к стыку следует на специальных тележках или санях в зависимости от времени года. Запрещается переносить баллоны на плечах, тянуть их по земле или по полу за вентиль или перекатывать.
42.9. При работе с газорежущими машинами типа «Орбита-2», «Спутник-2» необходимо соблюдать следующие правила:
машина должна быть надежно закреплена в направляющем поясе (гибком, цепном); шланги - свободно перемещаться по трубе;
во избежание поражения электрическим током должно быть подключено заземление (или зануление);
рабочее место должно быть свободным и удобным для работы.
42.10. Ремонт редуктора, установленного на баллоне, запрещается, в противном случае может произойти несчастный случай.
42.11. В случае разрыва или воспламенения рукавов для горючего в первую очередь необходимо погасить пламя резака, а затем перекрыть подачу горючего.
42.12. В случае воспламенения кислородного рукава необходимо закрыть подачу кислорода из баллона. Перегибать рукав для прекращения подачи кислорода не рекомендуется во избежание ожогов.
42.13. Газорежущая машина должна обслуживаться 2 операторами.
42.14. Во время перерывов в работе аппаратура должна быть отключена от источников питания. Запрещается оставлять без присмотра рабочее место с подключенными газами и при включенном напряжении.
42.15. По окончании работы вентили баллонов с горючим газом и кислородом должны быть закрыты, аппаратура отключена и убрана в помещение.
42.16. По окончании работы следует отключить компрессоры и снять напряжение со всех устройств, входящих в установку.
43. При выполнении воздушно-плазменной резки обслуживающему персоналу следует особое внимание уделять соблюдению правил электробезопасности:
43.1. Электропитание всех устройств установки осуществляется через автоматический выключатель А37125. Запрещается выполнять наладку, профилактическое обслуживание и ремонт деталей и узлов установки при включенном автоматическом выключателе.
43.2. Для обеспечения безопасности работы место подключения кабеля к выпрямителю и плазмотрону необходимо изолировать двойной или усиленной изоляцией, а корпус выпрямителя - от всех частей установки.
43.3. Для своевременного выявления повреждения изоляции источник питания установки (выпрямитель) должен быть включен в сеть через автоматический выключатель Ф-419, а в цепь «выпрямителъ-плазмотрон» должно быть включено реле безопасности персонала РБП-2. Указанные устройства автоматически разрывают электрическую цепь при уменьшении сопротивления изоляции ниже установленных значений. Повторное включение выпрямителя в работу возможно только при восстановленной изоляции.
43.4. Для обеспечения безопасности перед началом работы проверяют двойную или усиленную изоляцию кабеля, соединяющего «-» от выпрямителя с плазмотроном, двойную изоляцию места подключения этого кабеля к выпрямителю и к плазмотрону; корпус выпрямителя должен быть изолирован от всех частей установки. Сопротивление изоляции должно быть не менее 2 МОм для основной изоляции и 7 МОм - для усиленной изоляции.
43.5. Запрещается работа на установке с незакрепленными механическими, электрическими узлами и их элементами со снятыми или открытыми крышками, способствующими доступу к токоведущим частям.
43.6. Во время перерывов в работе аппаратура должна быть отключена от источника питания. Запрещается оставлять без присмотра рабочее место при включенном напряжении.
43.7. Вышедшую из строя электроаппаратуру разрешается ремонтировать только электромонтерам и электрослесарям. Оператору без соответствующего удостоверения выполнять эту работу запрещается.
43.8. Замену плазмотрона разрешается производить только при отключении источника питания автоматическим выключателем.
43.9. При перемещении установки от стыка к стыку обслуживавшему персоналу необходимо принимать меры против повреждения изоляции токоведущих проводов, а также против соприкосновения проводов с водой, маслом, стальными канатами, шлангами от ацетиленового аппарата, газопламенной аппаратурой и горячими трубопроводами.
43.10. Рабочее место должно находиться на расстоянии не менее 2 м от торца обрезаемой трубы. Оператора следует снабдить противошумными наушниками, снижающими уровень звукового давления до допустимого.
44. При выполнении воздушно-дуговой резки следует в основном соблюдать правила безопасности, действующие при электродуговой сварке.
44.1. Перед началом работы нужно проверить герметичность соединения воздушных коммуникаций.
44.2. В местах выполнения воздушно-дуговой резки запрещается применение и хранение огнеопасных материалов (бензина, спирта, ацетона и др.).
44.3. Корпуса установок для резки и обратные провода должны быть заземлены. Заземление должно быть выполнено до включения источника питания в электросеть. Оно не должно нарушаться до отключения установки от электросети.
СОДЕРЖАНИЕ