 | Информационная система | |

ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ
СОЮЗА ССР
ГАЙКИ КРУГЛЫЕ
И ШАЙБЫ СТОПОРНЫЕ
ГОСТ
6393-73, ГОСТ 8381-73,
ГОСТ 10657-80, ГОСТ 11871-80,
ГОСТ 11872-80
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ГАЙКИ КРУГЛЫЕ ШЛИЦЕВЫЕ Технические условия Slotted round nuts. |
ГОСТ Взамен |
Переиздание (январь 1987 г.) с Изменением № 1, утвержденным в августе 1983 г. (ИУС 12-83).
Постановлением Государственного комитета СССР по стандартам от 9 июля 1980 г. № 3503 срок введения установлен
с 01.01.82
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на круглые шлицевые гайки с диаметром резьбы от 4 до 200 мм, классов точности А и В.
1. РАЗМЕРЫ
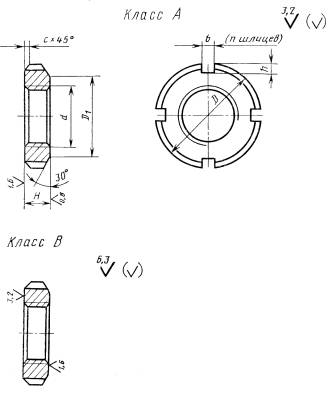
1.1. Размеры гаек должны соответствовать указанным на чертеже и в таблице.
Размеры, мм
|
Номинальный диаметр резьбы, d |
Шаг резьбы, Р |
D |
D1 |
H |
b |
h |
Число шлицев n |
с, не более |
|
|
крупный |
мелкий |
||||||||
|
4 |
0,7 |
0,5 |
12 |
6,5 |
3 |
1,6 |
1,6 |
4 |
0,6 |
|
5 |
0,8 |
14 |
8,0 |
||||||
|
6 |
1 |
16 |
9,5 |
4 |
2,0 |
2,0 |
|||
|
8 |
- |
1 |
22 |
14,0 |
6 |
3,5 |
|||
|
10 |
1,25 |
24 |
16,0 |
8 |
4,0 |
||||
|
12 |
26 |
18,0 |
|||||||
|
14 |
1,5 |
28 |
20,0 |
||||||
|
16 |
30 |
22,0 |
5,0 |
2,5 |
|||||
|
18 |
32 |
24,0 |
1,0 |
||||||
|
20 |
34 |
27,0 |
|||||||
|
22 |
38 |
30,0 |
10 |
||||||
|
24 |
42 |
33,0 |
|||||||
|
27 |
45 |
36,0 |
|||||||
|
30 |
48 |
39,0 |
|||||||
|
33 |
52 |
42,0 |
6,0 |
3,0 |
|||||
|
36 |
55 |
45,0 |
|||||||
|
39 |
60 |
48,0 |
|||||||
|
42 |
65 |
52,0 |
|||||||
|
45 |
70 |
56,0 |
|||||||
|
48 |
75 |
60,0 |
12 |
8,0 |
4,0 |
||||
|
52 |
80 |
5,0 |
|||||||
|
56 |
2,0 |
85 |
70,0 |
1,6 |
|||||
|
60 |
90 |
75,0 |
|||||||
|
64 |
95 |
80,0 |
|||||||
|
68 |
100 |
85,0 |
15 |
10,0 |
5,0 |
||||
|
72 |
105 |
90,0 |
|||||||
|
76 |
110 |
95,0 |
|||||||
|
80 |
115 |
100,0 |
|||||||
|
85 |
120 |
105,0 |
|||||||
|
90 |
125 |
110,0 |
18 |
12,0 |
6,0 |
||||
|
95 |
130 |
115,0 |
|||||||
|
100 |
135 |
120,0 |
|||||||
|
105 |
140 |
125,0 |
6 |
||||||
|
110 |
150 |
130,0 |
22 |
14,0 |
7,0 |
||||
|
115 |
155 |
135,0 |
|||||||
|
120 |
160 |
140,0 |
|||||||
|
125 |
165 |
145,0 |
|||||||
|
130 |
170 |
150,0 |
|||||||
|
135 |
175 |
155,0 |
26 |
||||||
|
140 |
180 |
160,0 |
|||||||
|
145 |
190 |
165,0 |
2,5 |
||||||
|
150 |
200 |
175,0 |
16,0 |
8,0 |
8 |
||||
|
160 |
3,0 |
210 |
185,0 |
||||||
|
170 |
220 |
195,0 |
30 |
||||||
|
180 |
230 |
205,0 |
|||||||
|
190 |
240 |
215,0 |
|||||||
|
200 |
250 |
225,0 |
|||||||
Пример условного обозначения гайки класса точности В, диаметром резьбы d = 16 мм, с мелким шагом резьбы 1,5 мм, с полем допуска 7Н, из углеродистой стали марки 35, с покрытием химическим окисным и пропитанным маслом:
Гайка ВМ16´1,5-7Н.05.05 ГОСТ 11871-80
То же, класса точности А, с диаметром резьбы 64 мм, с мелким шагом резьбы 2 мм, с полем допуска 6Н, из стали марки 35Х, с покрытием цинковым толщиной 9 мкм хроматированным:
Гайка АМ64´2-6Н.11.019 ГОСТ 11871-80
(Измененная редакция, Изм. № 1).
1.2. Размеры фасок под резьбу - по ГОСТ 10549-80.
1.3. Теоретическая масса стальных гаек указана в справочном приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Резьба метрическая, поле допуска 6Н - по ГОСТ 16093-81. Допускается изготовлять гайки класса точности В с полем допуска резьбы 7Н и 6G.
2.2. Предельные отклонения размеров гаек: D - по h12; D1 - по js 14; Н - по h14; b - по Н14; h - по Н16.
2.3. Допуски формы и расположения поверхностей гаек: перпендикулярности опорного торца относительно резьбы для гаек класса точности А - по 9-й степени точности; для гаек класса точности В - по 11-й степени точности; соосности наружного диаметра относительно резьбы для класса точности А и В - по 11-й степени точности по ГОСТ 24643-81.
(Измененная редакция, Изм. № 1).
2.4. Марки материалов и покрытия для гаек по ГОСТ 18126-72.
2.5. Твердость поверхностей шлицев термообработанных стальных гаек с диаметром резьбы свыше 20 мм не менее HRC 36. Глубина закаленного слоя не менее 1 мм.
Допускается изготовлять гайки без термообработки.
2.6. Допускается при необходимости обеспечения взаимозаменяемости для применения в изделиях, спроектированных до 1 января 1980 г. по согласованию изготовителя с потребителем изготовлять гайки с допусками по справочному приложению 3.
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки гаек - по ГОСТ 17769-83.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Методы контроля (испытаний) для гаек с диаметром резьбы до 48 мм - по ГОСТ 1759-70, с диаметром резьбы свыше 48 мм - по ГОСТ 18126-72.
4.2. Испытательные нагрузки для гаек с диаметром резьбы до 48 мм приведены в приложении 2.
5. УПАКОВКА И МАРКИРОВКА
5.1. Упаковка и маркировка тары - по ГОСТ 18160-72.
ПРИЛОЖЕНИЕ 1
Справочное
МАССА СТАЛЬНЫХ ГАЕК
|
Номинальный диаметр резьбы d, мм |
Теоретическая масса 1000 шт. гаек, кг |
Номинальный диаметр резьбы d, мм |
Теоретическая масса 1000 шт. гаек, кг |
Номинальный диаметр резьбы d, мм |
Теоретическая масса 1000 шт. гаек, кг |
|
4 |
0,315 |
39 |
90,030 |
105 |
786,900 |
|
5 |
0,351 |
42 |
104,500 |
110 |
1099,000 |
|
6 |
1,560 |
45 |
117,200 |
115 |
1145,000 |
|
8 |
7,310 |
48 |
174,100 |
120 |
1190,000 |
|
10 |
13,970 |
52 |
197,000 |
125 |
1235,000 |
|
12 |
16,400 |
56 |
218,600 |
130 |
1280,000 |
|
14 |
18,880 |
60 |
245,400 |
135 |
1634,000 |
|
16 |
20,500 |
64 |
276,800 |
140 |
1690,000 |
|
18 |
22,520 |
68 |
409,900 |
145 |
1797,000 |
|
20 |
27,420 |
72 |
414,500 |
150 |
2147,000 |
|
22 |
45,740 |
76 |
454,000 |
160 |
2268,000 |
|
24 |
56,310 |
80 |
495,200 |
170 |
2883,000 |
|
27 |
62,350 |
85 |
522,600 |
180 |
3038,000 |
|
30 |
69,520 |
90 |
688,600 |
190 |
3193,000 |
|
33 |
75,870 |
95 |
720,900 |
200 |
3386,000 |
|
36 |
83,490 |
100 |
755,100 |
- |
- |
Примечание. Для определения массы гаек, из латуни величины масс, указанные в таблице, следует умножить на коэффициент 1,080.
ПРИЛОЖЕНИЕ 2
Обязательное
ИСПЫТАТЕЛЬНАЯ
НАГРУЗКА ДЛЯ СТАЛЬНЫХ
ШЛИЦЕВЫХ ГАЕК
|
Номинальный диаметр резьбы d, мм |
Шаг резьбы Р, мм |
Испытательная нагрузка Н (кгс), не менее |
Номинальный диаметр резьбы d, мм |
Шаг резьбы Р, мм |
Испытательная нагрузка Н (кгс), не менее |
|
4 |
0,5 |
5900 (590) |
22 |
1,5 |
90000 (9000) |
|
5 |
9650 (965) |
24 |
96600 (9660) |
||
|
6 |
13200 (1320) |
27 |
105000 (10500) |
||
|
8 |
1,0 |
23500 (2350) |
30 |
123100 (12310) |
|
|
10 |
1,25 |
36700 (3670) |
33 |
135000 (13500) |
|
|
12 |
37200 (3720) |
36 |
155700 (15570) |
||
|
14 |
1,5 |
42800 (4280) |
39 |
158000 (15800) |
|
|
16 |
50000 (5000) |
42 |
161800 (16180) |
||
|
18 |
57200 (5720) |
45 |
180000 (18000) |
||
|
20 |
65200 (6520) |
48 |
240750 (24075) |
ПРИЛОЖЕНИЕ 3
Справочное
ДОПУСКИ ДЛЯ ГАЕК ПО СИСТЕМАМ ОСТ И ЕСДП СЭВ
|
Поля допусков |
|
|
по ЕСДП СЭВ |
по системе ОСТ |
|
h12 |
B5 |
|
js14 |
СМ7 |
|
h14 |
В7 |
|
H14 |
А7 |
|
H16 |
А9 |
СОДЕРЖАНИЕ
|
Масса стальных гаек |
|
|
Испытательная нагрузка для стальных шлицевых гаек |
|
|
Допуски для гаек по системам ОСТ и ЕСДП СЭВ |
|