 | Информационная система | |
ГОСТ Р 51045-97
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
РЕЛЬСЫ ЖЕЛЕЗНОДОРОЖНЫЕ
ТИПОВ РП50, РП65 И РП75
ДЛЯ ПУТЕЙ ПРОМЫШЛЕННОГО
ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН Уральским институтом металлов (УИМ), Проектно-изыскательским и научно-исследовательским институтом промышленного транспорта (Промтрансниипроект), Петербургским государственным университетом путей сообщения (ПГУПС)
ВНЕСЕН Техническим комитетом по стандартизации ТК 367 «Чугун, прокат и металлоизделия»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 2 апреля 1997 г. № 120
3 ВВЕДЕН ВПЕРВЫЕ
ГОСТ Р 51045-97
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
РЕЛЬСЫ ЖЕЛЕЗНОДОРОЖНЫЕ ТИПОВ
РП50, РП65 И РП75 ДЛЯ
ПУТЕЙ ПРОМЫШЛЕННОГО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
Общие технические условия
Steel rails of РП50, РП65 and РП75 types for industrial tracks.
General specifications
Дата введения 1998-01-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на рельсы широкой колеи, предназначенные для железнодорожных путей и стрелочных переводов промышленных предприятий.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 1497-84 Металлы. Методы испытаний на растяжение
ГОСТ 7502-89 Рулетки измерительные металлические. Технические условия
ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для химического состава
ГОСТ 7566-81 Прокат и изделия дальнейшего передела. Правила приемки, маркировки, упаковки, транспортирования и хранения
ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 12365-84 Стали легированные и высоколегированные. Методы определения циркония
ГОСТ 18895-81 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Метод определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Метод определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
3 ОПРЕДЕЛЕНИЯ
В настоящем стандарте применяют следующий термин с соответствующим определением:
Рельсы промышленные - рельсы, имеющие потребительские качества, удовлетворяющие условиям эксплуатации на железнодорожных технологических путях предприятий и организаций различных отраслей народного хозяйства.
4 КЛАССИФИКАЦИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
4.1 Рельсы промышленные подразделяют по типам:
- РП50, РП65, РП75;
по упрочнению:
- термоупрочненные (Т),
- нетермоупрочненные (Н);
по наличию болтовых отверстий:
- с болтовыми отверстиями на обоих концах,
- без болтовых отверстий;
по длине:
- мерные,
- немерные.
4.2 Форма поперечного сечения, размеры и предельные отклонения по размерам рельсов должны соответствовать указанным на рисунках 1 - 3.

Рисунок 1 - Поперечное сечение рельса типа РП50
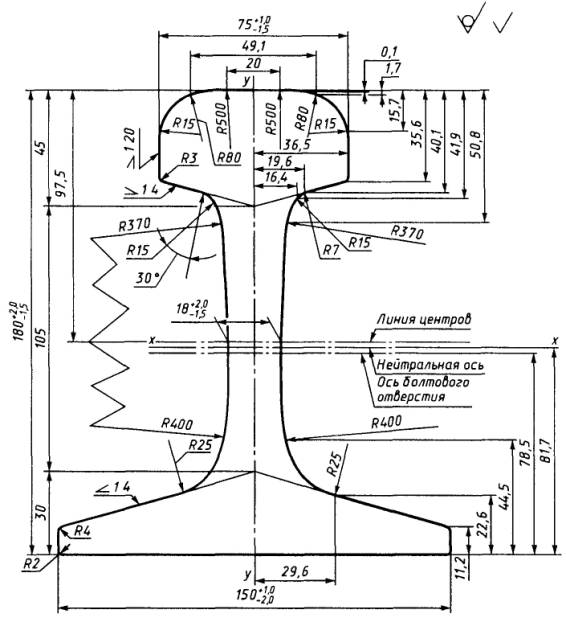
Рисунок 2 - Поперечное сечение рельса типа РП65

Рисунок 3 - Поперечное сечение рельса типа РП75
* Размеры для справок
Размеры на рисунках, не имеющие предельных отклонений, даны для построения калибров и на готовых рельсах контролю не подлежат.
Допускается изготовлять рельсы других модификаций по согласованным чертежам.
4.3 Форма, расположение и размеры болтовых отверстий в шейке на концах рельсов должны соответствовать указанным на рисунке 4 и в таблице 1.

Рисунок 4 - Расположение болтовых отверстий на концах рельсов
Таблица 1
В миллиметрах
|
d ±2 |
Т ±1 |
b ±2 |
f ±2 |
l ±2 |
|
|
РП50 |
34 |
68,5 |
66 |
216 |
356 |
|
РП65 |
36 |
78,5 |
96 |
316 |
446 |
|
РП75 |
36 |
80,4 |
96 |
316 |
446 |
Примечания
1 Допуск на размер Т установлен для настройки сверлильных агрегатов и в готовых рельсах контролю не подлежит.
2 Рельсы с болтовыми отверстиями на одном конце изготовляют по согласованию сторон.
4.4 Предельные отклонения по выпуклости головки рельса - плюс 1,5 мм и минус 0,2 мм.
Выпуклость подошвы не должна превышать плюс 1,0 мм, вогнутость подошвы - минус 0,2 мм.
Допускается определять отклонение от симметричности рельсов по смещению элементов профиля:
- головки - не более 0,6 мм,
- подошвы - не более 1,5 мм.
Немерные рельсы изготовляют длиной от 6 до 25 мм.
Рельсы для сварки изготовляют длиной не менее 3 м. Количество рельсов для сварки длиной от 3 до 6 м в партии устанавливают по согласованию сторон.
4.7 Расчетные параметры конструкции рельсов приведены в приложении А.
4.8 Условные обозначения рельсов, применяемые при заказе потребителем, должны соответствовать указанным в приложении Б. При их отсутствии в заказе исполнение рельсов выбирает предприятие-изготовитель.
5 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
5.1 Рельсы для железнодорожных путей промышленных предприятий должны изготавливаться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Промышленные специальные рельсы, эксплуатируемые в особых условиях (повышенные осевые нагрузки, малые радиусы кривизны, агрессивные среды, повышенные температуры и др.), изготовляют по техническим условиям, разработанным в дополнение к настоящему стандарту.
Химический состав стали по плавочному анализу ковшевой пробы должен соответствовать нормам, указанным в таблице 2.
Таблица 2
|
Массовая доля элементов, % |
||||||||
|
Углерод |
Марганец |
Кремний |
Ванадий |
Титан |
Цирконии |
Сера |
Фосфор |
|
|
не более |
||||||||
|
76 |
0,71 - 0,84 |
0,75 - 1,25 |
0,18 - 0,55 |
- |
- |
- |
0,045 |
0,035 |
|
76Ф |
0,03 - 0,10 |
- |
- |
|||||
|
76Т |
- |
0,004 - 0,025 |
- |
|||||
|
76Ц |
- |
- |
0,001 - 0,01 |
|||||
|
Примечание - В стали марки 76Ф массовая доля углерода допускается до 0,87 %. |
||||||||
по углероду ±0,03 %
по марганцу ±0,20 %
по кремнию ±0,05 %
по фосфору ±0,005 %
по сере ±0,005 %
по ванадию ±0,005 %
по титану ±0,005 %
5.4 Механические свойства рельсов должны соответствовать нормам, установленным в таблице 3
Таблица 3
|
Временное сопротивление sв, Н/мм2 (кгс/мм2) |
Относительное удлинение d, % |
Ударная вязкость KCU, Дж/см2, (кгс м/см2) |
|
|
не менее |
|||
|
Термоупрочненные |
1080 (110) |
5 |
15 (1,5) |
|
Нетермоупрочненные |
780 (80) |
3 |
- |
В закаленном слое термоупрочненных рельсов и закаленных концов нетермоупрочненных рельсов не допускаются участки мартенсита и закалочные трещины.
Кривизна концов рельсов в горизонтальной и вертикальной плоскостях не должна превышать 2 мм на базовой длине 1 м.
Местная кривизна (прогиб) не должна превышать 1,5 мм на базовой длине 1 м.
5.10 Скручивание рельсов относительно продольной оси не должно превышать:
3 мм - при длине 12,5 м;
5 мм - при длине 25 м.
При других длинах рельсов допуск на скручивание определяется расчетом.
5.13 В рельсах не должно быть флокенов, остатков усадочной раковины и расслоений.
Для выявления внутренних дефектов рельсы по согласованию сторон подвергают ультразвуковому контролю.
На шейке рельсов вне поверхности ее сопряжения с накладками допускаются отпечатки высотой до 5 мм.
Морщины на поверхности рельсов длиной более 4 м не допускаются.
По контуру торцов рельсов допускается зачистка дефектов снятием фаски размером не более 5 мм.
5.16.1 В горячем состоянии на шейку рельсов наносят следующую маркировку:
- обозначение предприятия-изготовителя;
- месяц (римскими цифрами) и две последние цифры года изготовления рельсов;
- тип рельса (кроме буквы «П»);
- номер плавки или шифр;
- стрелку, указывающую на расположение головного конца рельса.
5.16.2 Термоупрочненные рельсы дополнительно клеймят в горячем состоянии условным знаком (кольцом с наружным диаметром 15 - 20 мм). Знак наносят в средней части шейки на расстоянии 1 - 3 м от торца рельса. Глубина клеймения - до 1,5 мм.
Рельсы с закаленными концами клеймят буквой «К» на торце рельса.
5.16.3 В торце на головку каждого принятого рельса в холодном состоянии наносят приемочные клейма.
5.16.4 На расстоянии 0,7 - 1,0 м от торца на шейку термоупрочненных рельсов наносят поперечную полосу шириной около 20 мм фисташковой (светло-зеленой) масляной краской.
5.16.5 Головку и шейку (до подошвы) на торце рельсов закрашивают синей краской.
5.16.6 Допускается нанесение дополнительных знаков маркировки и отсутствие в маркировке отдельных рельсов номера плавки или шифра.
6 ПРАВИЛА ПРИЕМКИ
6.1 Общие правила приемки - по ГОСТ 7566.
Приемо-сдаточные испытания рельсов производят партиями. Партией считают рельсы одного типа, одной марки стали и одного вида упрочнения в количестве не более 300 шт.
В документе о качестве, сопровождающем партию, дополнительно указывают:
- тип рельсов;
- количество рельсов с указанием их длины;
- информацию о соответствии рельсов требованиям настоящего стандарта.
По требованию потребителя ему должна быть предоставлена дополнительная информация о результатах испытаний рельсов.
6.2 При проверке соответствия рельсов требованиям настоящего стандарта контролируют следующие показатели:
- длину (4.6);
- размеры и форму поперечного сечения (4.2, 4.4, 4.5);
- расположение и размеры болтовых отверстий (4.3);
- равномерную кривизну (5.9);
- кривизну концов и местную кривизну (5.9);
- скручивание (5.10);
- косину торцов (5.11);
- химический состав стали (5.2, 5.3);
- механические свойства (5.4);
- ударную прочность при копровых испытаниях (5.7);
- остаточное напряжение (5.8);
- загрязненность строчечными неметаллическими включениями (5.12);
- наличие внутренних дефектов и макроструктуру (5.13);
- качество поверхности (5.14, 5.15);
- качество маркировки (5.16).
6.3 Контроль показателей проводят по следующей выборке
6.3.1 Длину, размеры и форму поперечного сечения, равномерную кривизну, кривизну концов, местную кривизну, скручивание, косину торцов, расположение и размеры болтовых отверстий, качество поверхности и маркировки контролируют на каждом рельсе.
6.3.2 Химический состав стали (5.2) определяют по ковшевой пробе каждой плавки.
Химический состав стали в готовых рельсах (5.2, 5.3) определяют при необходимости по ГОСТ 7565.
6.3.3 Механические свойства при испытании на растяжение определяют на одном рельсе каждой двадцатой партии.
6.3.4 Ударную вязкость определяют на одном рельсе каждой пятой партии.
6.3.5 Твердость термоупрочненных рельсов и закаленных концов нетермоупрочненных рельсов контролируют на трех рельсах каждой двадцатой партии.
6.3.6 Копровые испытания на ударную прочность проводят на одном рельсе каждой партии.
6.3.7 Контроль остаточных напряжений термоупрочненных рельсов проводят на одном рельсе каждой тридцатой партии.
6.3.8 Контроль макроструктуры проводят на одном рельсе каждой десятой партии.
6.3.9 Загрязненность рельсов строчечными неметаллическими включениями определяют на одном рельсе каждой тридцатой партии.
6.3.10 Ультразвуковому контролю на внутренние дефекты подвергают каждый рельс проверяемой партии.
7 МЕТОДЫ КОНТРОЛЯ
7.1 Длину рельсов контролируют с помощью рулеток по ГОСТ 7502 или другими методами, обеспечивающими требуемую точность измерений.
7.2 Форму и размеры поперечного сечения, кривизну рельсов, косину торцов, расположение и размеры болтовых отверстий проверяют стандартизованными средствами измерений и (или) шаблонами, аттестованными в установленном порядке.
Скручивание определяют по зазору между краем подошвы и горизонтальной поверхностью стеллажа.
7.3 Контроль качества поверхности и маркировки рельсов проводят внешним осмотром.
В необходимых случаях наличие и глубину поверхностных дефектов и расслоений в торцах проверяют пробной вырубкой или другим способом, обеспечивающим правильность определения. Расслоение или раздвоение стружки при вырубке свидетельствует о наличии трещины.
7.4 Отбор проб для определения химического состава стали проводят по ГОСТ 7565, ГОСТ 12365.
Массовую долю элементов в стали определяют по ГОСТ 22536.0 - ГОСТ 22536.5, ГОСТ 22536.11, ГОСТ 22536.12, ГОСТ 18895 или другими аттестованными методами.
7.5 Оценку загрязненности рельсов строчечными неметаллическими включениями, контроль макроструктуры и внутренних дефектов рельсов проводят по методикам предприятий-изготовителей.
7.6 Механические свойства при испытании на растяжение определяют по ГОСТ 1497 на цилиндрическом образце диаметром 6 мм с начальной рабочей длиной 30 мм, который вырезают вдоль направления прокатки возможно ближе к поверхности из верхнего угла головки рельса.
7.7 Ударную вязкость определяют на двух образцах типа I по ГОСТ 9454. Образцы вырезают вдоль направления прокатки возможно ближе к поверхности из верхних углов головки рельса. Надрезы наносят со стороны поверхности катания рельса. За результат определения принимают меньшее значение ударной вязкости.
7.8 Твердость на поверхности катания термоупрочненных рельсов и закаленных концов нетермоупрочненных рельсов определяют по ГОСТ 9012.
Твердость термоупрочненных рельсов определяют на расстоянии не более 1 м от торцов и в средней части рельсов.
Твердость закаленных концов нетермоупрочненных рельсов определяют на расстоянии не менее 20 мм от торцов рельсов.
Допускается определение твердости рельсов неразрушающим методом.
7.9 Прочность рельсов при
копровых испытаниях определяют однократным ударом груза массой 1000![]() кг, падающего с высоты, указанной в таблице 4, на
полнопрофильную пробу рельса длиной 1300
кг, падающего с высоты, указанной в таблице 4, на
полнопрофильную пробу рельса длиной 1300![]() мм, установленную горизонтально на две опоры, расстояние
между которыми 1000
мм, установленную горизонтально на две опоры, расстояние
между которыми 1000![]() мм.
мм.
Температура пробы при
испытании термоупрочненных рельсов должна быть минус 60![]() °С, при испытании
нетермоупрочненных рельсов - от 0 до 40 °С.
°С, при испытании
нетермоупрочненных рельсов - от 0 до 40 °С.
Таблица 4
В метрах
|
Высота подъема груза для рельсов |
||
|
термоупрочненных |
нетермоупрочненных |
|
|
РП50 |
3,0 |
6,1 |
|
РП65 |
4,2 |
7,3 |
|
РП75 |
4,5 |
8,2 |
7.10 Остаточные напряжения контролируют на пробе длиной не менее 600 мм, вырезанной на расстоянии не менее 1,5 м от торца рельса.
Пробу надрезают по
нейтральной оси рельса на длину 400![]() мм путем строжки, фрезерования или резки абразивным кругом.
Ширина паза должна быть не более 7 мм.
мм путем строжки, фрезерования или резки абразивным кругом.
Ширина паза должна быть не более 7 мм.
За величину расхождения паза принимают изменение высоты рельса по торцу после нанесения надреза.
8 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
8.1 Рельсы транспортируют железнодорожным, речным и морским транспортом в соответствии с правилами перевозок, действующими на каждом виде транспорта.
8.2 Погрузка и крепление рельсов на железнодорожные транспортные средства производятся в соответствии с техническими условиями погрузки и крепления грузов.
8.3 Изготовитель и потребитель хранят рельсы на открытых площадках на стеллажах, в штабелях, на подкладках в условиях, исключающих деформацию рельсов.
ПРИЛОЖЕНИЕ А
(справочное)
РАСЧЕТНЫЕ ПАРАМЕТРЫ КОНСТРУКЦИИ РЕЛЬСОВ
Таблица А1
|
Параметр |
Тип рельса |
||
|
РП50 |
РП65 |
РП75 |
|
|
Площадь поперечного сечения рельса, см2 |
65,99 |
82,65 |
95,04 |
|
Расстояние от центра тяжести, см: |
|
|
|
|
до низа подошвы |
7,05 |
8,13 |
8,82 |
|
до верха головки |
8,15 |
9,87 |
10,33 |
|
Момент инерции, см4: |
|
|
|
|
относительно горизонтальной оси |
2011 |
3540 |
4491 |
|
относительно вертикальной оси |
375 |
564 |
665 |
|
Момент сопротивления, см3: |
|
|
|
|
по низу подошвы |
285 |
435 |
509 |
|
по верху головки |
247 |
358 |
432 |
|
по боковой грани подошвы |
55 |
75 |
89 |
|
Масса отрезка рельса длиной один метр, кг (плотность стали 7,85 г/см3) |
51,80 |
64,88 |
74,60 |
|
Площадь элементов сечения рельса, %, от общей площади: |
|
|
|
|
головки |
38,12 |
34,11 |
37,42 |
|
шейки |
24,46 |
28,52 |
26,54 |
|
подошвы |
37,42 |
37,37 |
36,04 |
ПРИЛОЖЕНИЕ Б
(обязательное)
СХЕМА И ПРИМЕРЫ УСЛОВНОГО ОБОЗНАЧЕНИЯ РЕЛЬСОВ
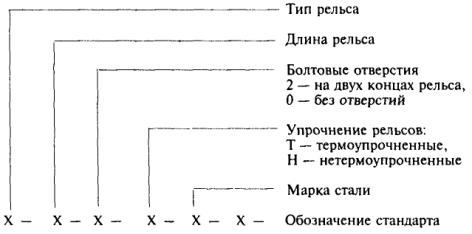
Пример условного обозначения рельса типа РП65, длиной 25 м, с болтовыми отверстиями на двух концах (2), термоупрочненного (Т), из стали марки 76Ф:
Рельс РП65-25-2-Т-76Ф ГОСТ Р 51045-97
То же, рельса типа РП50, длиной 12,5 м, без болтовых отверстий (0), нетермоупрочненного (Н), из стали марки 76:
Рельс РП50-12,5-0-Н-76 ГОСТ Р 51045-97
Ключевые слова: железнодорожные рельсы, пути промышленного железнодорожного транспорта, стрелочные переводы промышленных предприятий
СОДЕРЖАНИЕ