 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНЦЫ ШПИНДЕЛЕЙ
ИЗДЕЛИЯ
ЗУБОРЕЗНЫХ СТАНКОВ
ДЛЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 17547-80
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
А.И. Светличный, Б.Л. Хижняк
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра А.Е. Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30 сентября 1980 г. № 4955
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
КОНЦЫ ШПИНДЕЛЕЙ ИЗДЕЛИЯ
ЗУБОРЕЗНЫХ Основные размеры The work spindle noses of bevel gear producing
machines. |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 30 сентября 1980 г. № 4955 срок введения установлен
с 01.01.1982 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на концы шпинделей изделия зуборезных станков для конических зубчатых колес, работающих по методу обкатки, на концы шпинделей контрольно-обкатных станков для конических зубчатых колес, приборов для контроля заготовок конических зубчатых колес и приборов для контроля оправок, применяемых для изготовления конических зубчатых колес на зуборезных станках.
2. Основные размеры концов шпинделей должны соответствовать указанным на чертеже и в таблице.
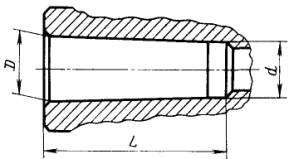
Размеры в мм
|
Обозначение концов шпинделей |
D |
d, не менее |
L, не менее |
Конусность |
Длина измерения угла конуса |
Допуск угла конуса на длине конуса; |
Допуск формы |
||
|
Номин. |
Пред. откл. |
Допуск прямолинейности образующей |
Допуск круглости |
||||||
|
0 |
9,045 |
-0,003 -0,004 |
6,7 |
52 |
1:19,212 |
49 |
-0,006 |
0,0016 |
0,003 |
|
2 |
17,780 |
14,9 |
67 |
1:20,020 |
64 |
0,0020 |
|||
|
4 |
31,267 |
26,5 |
107 |
1:19,254 |
100 |
-0,010 |
0,004 |
||
|
5 |
44,399 |
38,2 |
135 |
1:19,002 |
126 |
0,0025 |
|||
|
6 |
63,348 |
-0,005 -0,007 |
54,6 |
188 |
1:19,180 |
174 |
0,0030 |
0,005 |
|
|
80 |
80 |
71,5 |
202 |
1:20 |
180 |
||||
|
100 |
100 |
90 |
240 |
1:20 |
212 |
-0,012 |
|||
|
120 |
120 |
108,5 |
276 |
1:20 |
244 |
-0,016 |
|||
|
153 |
153 |
145,5 |
210 |
1:20 |
168 |
0,0040 |
0,006 |
||
|
200 |
200 |
182,5 |
424 |
1:20 |
372 |
-0,020 |
|||
Пример условного обозначения конца шпинделя 5:
Конец шпинделя 5 ГОСТ 17547-80
3. Параметр шероховатости Ra по ГОСТ 2789-73 должен быть, мкм, не более:
внутренней конической поверхности для станков классов точности
Н, П.................................................................................................... 0,40
В и выше............................................................................................ 0,20
торцовой поверхности..................................................................... 0,40
4. Основные размеры оправок указаны в рекомендуемом приложении 1.
5. Дополнительные размеры концов шпинделей зуборезных станков указаны в рекомендуемом приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
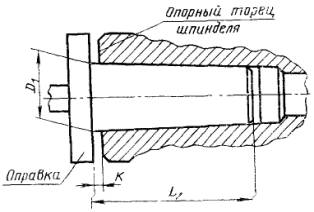
Размеры в мм
|
Обозначение концов шпинделей |
D1 |
L1, не более |
Конусность |
Длина |
Допуск угла конуса на длине конуса |
Допуск формы |
Зазор К (справочный) |
|||
|
Номин. |
Пред. откл. |
Допуск прямолинейности образующей |
Допуск круглости |
наим. |
наиб. |
|||||
|
0 |
9,045 |
+0,002 |
51 |
1:19,212 |
49 |
+0,006 |
0,0016 |
0,003 |
0,058 |
0,115 |
|
2 |
17,780 |
65 |
1:20,020 |
64 |
0,0020 |
|||||
|
4 |
31,267 |
103 |
1:19,254 |
100 |
+0,010 |
0,004 |
||||
|
5 |
44,399 |
+0,004 +0,002 |
130 |
1:19,002 |
126 |
0,0025 |
0,095 |
0,154 |
||
|
6 |
63,348 |
+0,003 +0,001 |
183 |
1:19,180 |
174 |
0,0030 |
0,005 |
0,115 |
0,191 |
|
|
80 |
80 |
+0,004 +0,001 |
198 |
1:20 |
180 |
0,120 |
0,200 |
|||
|
100 |
100 |
235 |
1:20 |
212 |
+0,012 |
0,120 |
0,220 |
|||
|
120 |
120 |
271 |
1:20 |
244 |
+0,016 |
|||||
|
153 |
153 |
204 |
1:20 |
168 |
0,0040 |
0,006 |
||||
|
200 |
200 |
417 |
1:20 |
327 |
+0,020 |
|||||
ПРИЛОЖЕНИЕ 2
Рекомендуемое
1. Дополнительные размеры концов шпинделей зуборезных станков должны соответствовать указанным на черт. 1 и 2 и в табл. 1 и 2.
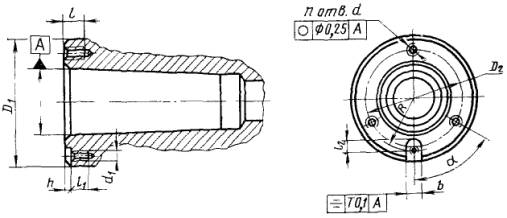
Черт. 1
Таблица 1
Размеры в мм
|
D1 |
D2 |
R |
d |
d1 |
L |
L1 |
L2 |
b (пред. откл. Р9) |
h |
n |
α |
|
|
4 |
60 |
46 |
25 |
М8 |
М4 |
18 |
12 |
6 |
10 |
5 |
3 |
60° |
|
6 |
100 |
82 |
43 |
М10 |
М5 |
22 |
14 |
7 |
12 |
|||
|
80 |
140 |
110 |
63 |
4 |
45° |
|||||||
|
100 |
160 |
118 |
70 |
М12 |
М6 |
25 |
16 |
10 |
16 |
7 |
||
|
153 |
240 |
197 |
105 |
М16 |
М10 |
35 |
22 |
15 |
25 |
11 |
6 |
30° |
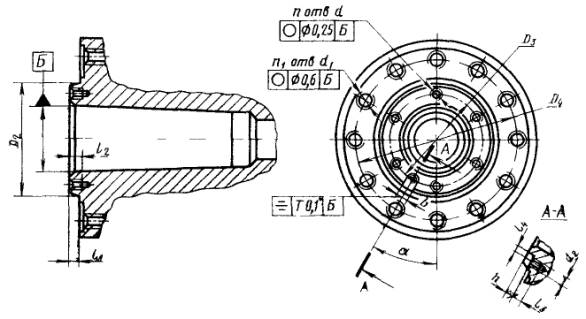
Черт. 2
Таблица 2
Размеры в мм
|
D2 |
D3 |
D4 |
d |
d1 |
d2 |
b (пред. откл. Р9) |
k |
n |
n1 |
L1 |
L2 |
L3 |
L4 |
α |
|
|
153 |
196,869 |
170 |
280 |
М10 |
М20 |
- |
- |
- |
2 |
12 |
14 |
- |
- |
- |
- |
|
200 |
285,775 |
244 |
430 |
М16 |
М30 |
М10 |
25 |
11 |
6 |
12 |
20,5 |
30 |
20 |
14 |
30* |
2. Резьба - метрическая с углом профиля 60°. Поле допуска резьбы - 7Н по ГОСТ 16093-70.
3. Для концов шпинделей изделия 153 и 200 предельные отклонения наружных посадочных конусов по ГОСТ 12595-72.
СОДЕРЖАНИЕ