 | Информационная система | |
ГОСТ 17199-88
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОТВЕРТКИ СЛЕСАРНО-МОНТАЖНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ОТВЕРТКИ СЛЕСАРНО-МОНТАЖНЫЕ Технические условия Fitters screwdrivers. Specifications |
ГОСТ |
Дата введения 01.07.89
Настоящий стандарт распространяется на ручные слесарно-монтажные отвертки для винтов и шурупов с прямыми и крестообразными шлицами и круглых гаек со шлицами на торце, изготовляемые для нужд народного хозяйства и на экспорт.
Стандарт не распространяется на отвертки для электротехнических работ.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Отвертки должны изготавливаться следующих типов:
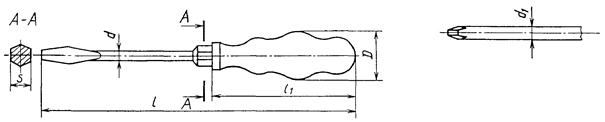
- тип 1 исполнений: 1 - для винтов без головки с прямым шлицем (черт. 1, табл. 1); 2 - для круглых гаек со шлицем на торце (черт. 2, табл. 2);
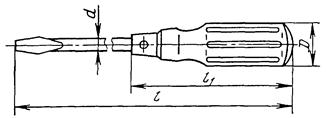
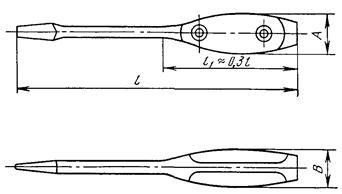
- тип 2 исполнений: 1 - для винтов и шурупов с прямым шлицем (черт. 3, табл. 3); 2 - для винтов и шурупов с крестообразным шлицем (черт. 3, табл. 3); 3 - двусторонние изогнутые для винтов с прямым шлицем (черт. 4, табл. 4); 4 - двусторонние изогнутые для винтов с крестообразным шлицем (черт. 5, табл. 5); 5 - для винтов и шурупов с прямым шлицем со стержнем круглого сечения с шестигранным поводком под ключ (черт. 6, табл. 6); 6 - для винтов и шурупов с крестообразным шлицем со стержнем круглого сечения с шестигранным поводком под ключ (черт. 6, табл. 6); 7 - со стержнем квадратного сечения для винтов и шурупов с прямым шлицем (черт. 7, табл. 7); 8 - для винтов и шурупов с прямым шлицем с деревянной ручкой (черт. 8, табл. 8); 9 - для винтов и шурупов с прямым шлицем с накладками (черт. 9, табл. 9).
Примечание. Черт. 1 - 8 не определяют конструкцию отверток.
Тип 1
Исполнение 1
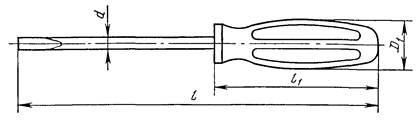
Черт. 1
Таблица 1
мм
|
Применяемость |
Номинальный диаметр резьбы винта, шурупа |
Размер лопатки а × b по ГОСТ 24437 |
l |
l1 |
D, не менее |
d
|
|
|
Не менее |
|||||||
|
7810-0963 |
1,2; 1,4 - 2,0 |
0,25 × 0,8 |
85 |
45 |
12 |
0,8 |
|
|
7810-0964 |
2,5; 3,0 |
0,4 × 1,6 |
1,6 |
||||
|
7810-0965 |
3,5 |
0,5 × 2,3 |
105 |
55 |
15 |
2,3 |
|
|
7810-0966 |
4,0 |
0,6 × 2,8 |
155 |
80 |
18 |
2,8 |
|
|
7810-0967 |
5,0 |
0,8 × 3,5 |
180 |
3,5 |
|||
|
7810-0968 |
6,0 |
1,0 × 4,5 |
215 |
90 |
22 |
4,5 |
|
|
7810-0969 |
8,0 |
1,2 × 6,0 |
250 |
100 |
25 |
6,0 |
|
|
7810-0971 |
10,0 |
1,6 × 8,0 |
8,0 |
||||
|
7810-0972 |
12,0; 14,0 |
2,0 × 9,0 |
300 |
100 |
25 |
9,0 |
|
|
7810-0973 |
16,0 |
2,5 × 11,0 |
11,0 |
||||
|
7810-0974 |
18,0; 20,0 |
3,0 × 11,0 |
350 |
100 |
25 |
13,0 |
|
Тип 1
Исполнение 2
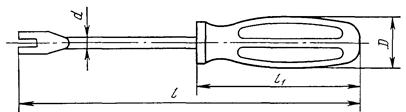
Черт. 2
Таблица 2
мм
|
Применяемость |
Размер лопатки а × b по ГОСТ 24437 |
l |
l1 |
D, не менее |
d
|
|
|
Не менее |
||||||
|
7810-0401 |
0,3 × 3,2 |
95 |
55 |
15 |
3 |
|
|
7810-0402 |
0,5 × 4,0 |
130 |
||||
|
7810-0403 |
1,0 × 4,5 |
155 |
80 |
18 |
4 |
|
|
7810-0405 |
1,0 × 6,3 |
|||||
|
7810-0407 |
1,2 × 6,3 |
200 |
100 |
25 |
6 |
|
|
7810-0409 |
1,4 × 10,0 |
250 |
||||
|
7810-0411 |
2,0 × 10,0 |
140 |
8 |
|||
|
7810-0413 |
225 |
|||||
|
7810-0415 |
2,8 × 12,0 |
175 |
||||
|
7810-0417 |
300 |
|||||
|
7810-0419 |
3,0 × 16,0 |
250 |
10 |
|||
|
7810-0421 |
300 |
|||||
|
7810-0423 |
3,5 × 20,0 |
250 |
||||
|
7810-0425 |
300 |
|||||
Тип 2
Исполнение 1 Исполнение 2

Черт. 3
Таблица 3
мм
|
Применяемость |
Исполнение |
Размер лопатки |
Номер крестообразной части по ГОСТ Р 52785-2007 (ИСО 8764-1:2004) |
Номинальный диаметр резьбы винта, шурупа |
l |
l1 |
D, не менее |
d |
d1 |
|
|
Не менее |
|
|||||||||
|
7810-0901 |
1 |
0,25 × 1,7 |
- |
1,0 |
70 |
45 |
12 |
1,7 |
- |
|
|
7810-0902 |
0,3 × 2,0 |
1,2; 1,4 |
85 |
2,0 |
||||||
|
7810-0301 |
1,6 |
95 |
||||||||
|
7810-0904 |
0,4 × 2,5 |
70 |
||||||||
|
7810-0905 |
90 |
|||||||||
|
7810-0303 |
120 |
|||||||||
|
7810-0906 |
145 |
|||||||||
|
7810-1031 |
1 |
0,5 × 3,5 |
0 |
2,0 |
70 |
45 |
30 |
3,0 |
3,0 |
|
|
7810-1032 |
2 |
|||||||||
|
7810-0907 |
1 |
80 |
55 |
15 |
||||||
|
7810-1033 |
2 |
|||||||||
|
7810-0908 |
1 |
105 (95) |
||||||||
|
7810-0975 |
2 |
|||||||||
|
7810-0909 |
1 |
130 |
||||||||
|
7810-0976 |
2 |
|||||||||
|
7810-0911 |
1 |
155 |
||||||||
|
7810-1034 |
2 |
|||||||||
|
7810-0912 |
1 |
180* |
||||||||
|
7810-1035 |
2 |
|||||||||
|
7810-1036 |
1 |
0,6 × 4,0 |
- |
2,5 |
70 |
45 |
30 |
4,0 |
- |
|
|
7810-0913 |
105 |
80 |
18 |
|||||||
|
7810-0308 |
155 |
|||||||||
|
7810-0915 |
180 |
|||||||||
|
7810-0916 |
205 |
|||||||||
|
7810-0917 |
230* |
|||||||||
|
7810-1037 |
1 |
0,8 × 5,5 |
1 |
3,0; 3,5 |
70 |
45 |
30 |
5,0 (4,5) |
4,0 (4,5) |
|
|
7810-1038 |
2 |
|||||||||
|
7810-0311 |
1 |
(80) |
22 (18) |
|||||||
|
7810-0918 |
1 |
115 (105) |
90 (80) |
|||||||
|
7810-0977 |
2 |
|||||||||
|
7810-0921 |
1 |
165 (155) |
||||||||
|
7810-0978 |
2 |
|||||||||
|
7810-0922 |
1 |
190 (180) |
||||||||
|
7810-0979 |
2 |
|||||||||
|
7810-0923 |
1 |
215* |
||||||||
|
7810-1039 |
2 |
|||||||||
|
7810-0314 |
1 |
240* |
||||||||
|
7810-1041 |
2 |
|||||||||
|
7810-0924 |
1 |
290* |
||||||||
|
7810-1042 |
2 |
|||||||||
|
7810-1043 |
1 |
4,0 |
70 |
45 |
30 |
6,0 |
- |
|||
|
7810-0316 |
(80) |
22 |
||||||||
|
7810-0925 |
115 |
90 |
||||||||
|
7810-0927 |
1,0 × 6,5 |
- |
165 |
|||||||
|
7810-0928 |
190 |
|||||||||
|
7810-0320 |
240 |
|||||||||
|
7810-0931 |
290* |
|||||||||
|
7810-1044 |
1 |
1,2 × 8,0 |
2 |
5,0 |
70 |
45 |
30 |
7,0 (6,0) |
6,0 |
|
|
7810-1045 |
2 |
|||||||||
|
7810-0932 |
1 |
125 (115) |
100 (90) |
25 (22) |
7,0 |
|||||
|
7810-0981 |
2 |
|||||||||
|
7810-0324 |
1 |
200 (190) |
||||||||
|
7810-0982 |
2 |
|||||||||
|
7810-1046 |
1 |
225 (215) |
||||||||
|
7810-0983 |
2 |
|||||||||
|
7810-0935 |
1 |
250* |
||||||||
|
7810-1047 |
2 |
|||||||||
|
7810-1048 |
1 |
275* |
||||||||
|
7810-1049 |
2 |
|||||||||
|
7810-1051 |
1 |
1,6 × 10,0 |
3 |
6,0 |
70 |
45 |
30 |
8,0 |
8,0 |
|
|
7810-1052 |
2 |
|||||||||
|
7810-0937 |
1 |
125 |
100 |
25 |
||||||
|
7810-0984 |
2 |
|||||||||
|
7810-1053 |
1 |
200 |
||||||||
|
7810-1054 |
2 |
|||||||||
|
7810-0941 |
1 |
250 |
||||||||
|
7810-0985 |
2 |
|||||||||
|
7810-1055 |
1 |
275 |
||||||||
|
7810-1056 |
2 |
|||||||||
|
7810-0942 |
1 |
300 |
||||||||
|
7810-1057 |
2 |
|||||||||
|
7810-0943 |
1 |
350 |
||||||||
|
7810-1058 |
2 |
|||||||||
|
7810-1059 |
1 |
2,0 × 13,0 |
4 |
8,0 |
70 |
45 |
30 |
10,0 |
10,0 |
|
|
7810-1061 |
2 |
|||||||||
|
7810-0944 |
1 |
260 |
110 |
28 |
||||||
|
7810-1062 |
2 |
|||||||||
|
7810-0945 |
1 |
310 |
||||||||
|
7810-0986 |
2 |
|||||||||
|
7810-0946 |
1 |
360 |
||||||||
|
7810-1063 |
2 |
|||||||||
|
7810-0947 |
1 |
2,5 × 16,0 |
- |
10,0 |
310 |
- |
||||
|
7810-0948 |
360 |
|||||||||
|
7810-0951 |
410 |
|||||||||
|
7810-0346 |
3,0 × 18,0 |
12,0; 14,0 |
310 |
12,0 |
||||||
|
7810-0952 |
360 |
|||||||||
|
7810-0953 |
410 |
|||||||||
|
7810-0954 |
4,0 × 23,0 |
16,0; 18,0 |
360 |
15,0 |
||||||
|
7810-0955 |
410 |
|||||||||
|
_______ *Допускается изготовлять по заказу потребителя. (Поправка). Примечания: 1. Отвертки с размерами, указанными в скобках, допускается изготовлять до 01.07.91. 2. Размер длины рукоятки
l1 и D допускается выполнять с предельным отклонением |
||||||||||
Тип 2
Исполнение 3
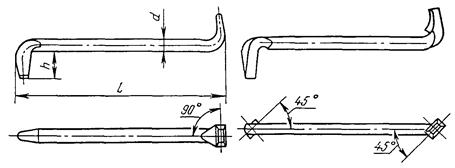
Черт. 4
Таблица 4
мм
|
Применяемость |
Размер лопатки а × b по |
Номинальный диаметр резьбы винта, шурупа |
l, не менее |
d
|
h |
|
|
7810-0993 |
0,6 × 4,0 |
2,5 |
75 |
4,0 |
20 |
|
|
7810-0994 |
0,8 × 5,5 |
3,0; 3,5 |
100 |
5,5 |
||
|
7810-0995 |
1,0 × 6,5 |
4,0 |
125 |
6,5 |
25 |
|
|
7810-0996 |
1,2 × 8,0 |
5,0 |
150 |
8,0 |
||
|
7810-0997 |
1,6 × 10,0 |
6,0 |
175 |
9,0 |
30 |
|
|
7810-0998 |
2,0 × 13,0 |
8,0 |
200 |
9,5 |
||
|
7810-0999 |
2,5 × 13,5 |
10,0 |
225 |
11,0 |
40 |
Тип 2
Исполнение 4
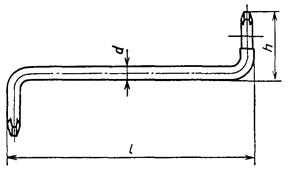
Черт. 5
Таблица 5
мм
|
Применяемость |
Номер крестообразной рабочей части по ГОСТ Р 52785-2007 (ИСО 8764-1:2004) |
Номинальный диаметр резьбы винта, шурупа |
l, не менее |
d |
d1 |
h |
|
|
|
|||||||
|
7810-1064 |
0 × 1 |
2,0; 3,0; 3,5 |
75 |
4,0 |
3,0 |
20 |
|
|
7810-1065 |
1 × 2 |
3,0; 3,5; 5,0 |
100 |
6,0 |
4,0 |
25 |
|
|
7810-1066 |
2 × 3 |
5,0; 6,0 |
125 |
8,0 |
6,0 |
30 |
|
|
7810-1067 |
3 × 4 |
6,0; 8,0 |
150 |
10,0 |
8,0 |
40 |
|
(Поправка).
Тип 2
Исполнение 5 Исполнение 6
Черт. 6
Таблица 6
мм
|
Применяемость |
Исполнение |
Размер лопатки а × b по |
Номер крестообразной части по ГОСТ Р 52785-2007 (ИСО 8764-1:2004) |
Номинальный диаметр резьбы винта, шурупа |
l |
l1 |
D, не менее |
d |
d1 |
S |
|
|
Не менее |
|
||||||||||
|
7810-1068 |
5 |
0,8 × 5,5 |
- |
3,0; 3,5 |
120 |
45 |
30 |
5,0 |
- |
8 |
|
|
7810-0956 |
165 |
90 |
18 |
||||||||
|
7810-1069 |
190 |
||||||||||
|
7810-1071 |
5 |
1,0 × 6,5 |
- |
4,0 |
120 |
45 |
30 |
6,0 |
- |
10 |
|
|
7810-1072 |
165 |
90 |
18 |
||||||||
|
7810-0957 |
190 |
||||||||||
|
7810-1073 |
240 |
||||||||||
|
7810-1074 |
5 |
1,2 × 8,0 |
2 |
5,0 |
120 |
45 |
30 |
7,0 |
6,0 |
12 |
|
|
7810-1075 |
6 |
||||||||||
|
7810-1076 |
5 |
190 |
100 |
31 |
|||||||
|
7810-1077 |
6 |
||||||||||
|
7810-0958 |
5 |
225 |
|||||||||
|
7810-1078 |
6 |
||||||||||
|
7810-1079 |
5 |
250 |
|||||||||
|
7810-1081 |
6 |
||||||||||
|
7810-1082 |
5 |
1,6 × 10,0 |
3 |
6,0 |
120 |
45 |
30 |
9,0 |
8,0 |
||
|
7810-1083 |
6 |
||||||||||
|
7810-0959 |
5 |
250 |
100 |
31 |
|||||||
|
7810-1084 |
6 |
||||||||||
|
7810-1085 |
5 |
300 |
|||||||||
|
7810-1086 |
6 |
||||||||||
|
7810-1087 |
5 |
2,0 × 13,0 |
4 |
8,0 |
120 |
45 |
30 |
10,0 |
10,0 |
14 |
|
|
7810-1088 |
6 |
||||||||||
|
7810-1089 |
5 |
250 |
100 |
31 |
|||||||
|
7810-1091 |
6 |
||||||||||
|
7810-0961 |
5 |
300 |
|||||||||
|
7810-1092 |
6 |
||||||||||
|
7810-1093 |
5 |
2,5 × 16,0 |
- |
10,0 |
120 |
45 |
30 |
11,0 |
- |
17 |
|
|
7810-1095 |
300 |
100 |
31 |
||||||||
|
7810-0962 |
350 |
||||||||||
|
7810-1098 |
3,0 × 18,0 |
- |
12,0; 14,0 |
120 |
45 |
30 |
12,0 |
- |
|||
|
7810-1101 |
300 |
100 |
31 |
||||||||
|
7810-1103 |
350 |
||||||||||
|
7810-1105 |
4,0 × 23,0 |
- |
16,0; 18,0 |
120 |
45 |
30 |
15,0 |
- |
19 |
||
|
7810-1107 |
350 |
100 |
31 |
||||||||
|
7810-1109 |
400 |
||||||||||
|
Примечание. Допускается изготовлять стержень шестигранного сечения. |
|||||||||||
(Поправка).
Тип 2
Исполнение 7

_______
*b - ширина рабочей части должна быть равна диагонали квадрата для отверток с квадратным стержнем или диаметру описанной окружности для отверток с шестигранным стержнем.
Черт. 7
Таблица 7
мм
|
Применяемость |
Толщина лопатки а по |
Номинальный диаметр резьбы винта, шурупа |
a1 |
l, не менее |
|
|
7810-0352 |
1,6 |
6,0 |
8 |
250 |
|
|
7810-0354 |
300 |
||||
|
7810-0356 |
400 |
||||
|
7810-0358 |
2,0 |
8,0 |
250 |
||
|
7810-0360 |
300 |
||||
|
7810-0362 |
400 |
||||
|
7810-0364 |
2,5 |
10,0 |
10 |
300 |
|
|
7810-0366 |
400 |
||||
|
7810-0368 |
3,0 |
12,0; 14,0 |
13 |
300 |
|
|
7810-0370 |
400 |
||||
|
7810-0373 |
4,0 |
16,0; 18,0 |
17 |
400 |
|
|
Примечание. Допускается изготовлять стержень шестигранного сечения. |
|||||
Тип 2
Исполнение 8
Черт. 8
Таблица 8
мм
|
Применяемость |
Номинальный диаметр резьбы винта, шурупа |
Размер лопатки a × b по ГОСТ 24437 |
l |
l1 |
D, не менее |
d
|
|
|
Не менее |
|||||||
|
7810-0374 |
2,0 |
0,5 × 3,5 |
155 |
80 |
22 |
3,0 |
|
|
7810-0375 |
200 |
100 |
|||||
|
7810-0376 |
2,5 |
0,6 × 4,0 |
150 |
25 |
4,0 |
||
|
7810-0377 |
200 |
||||||
|
7810-0378 |
3,0; 3,5 |
0,8 × 5,5 |
210 |
110 |
28 |
4,5 |
|
|
7810-0379 |
260 |
||||||
|
7810-0380 |
4,0 |
1,0 × 6,5 |
210 |
6,0 |
|||
|
7810-0382 |
260 |
||||||
|
7810-0384 |
5,0 |
1,2 × 8,0 |
245 |
120 |
30 |
||
|
7810-0386 |
6,0 |
1,6 × 10,0 |
250 |
125 |
32 |
8,0 |
|
|
7810-0388 |
8,0 |
2,0 × 13,0 |
240 |
140 |
10,0 |
||
|
7810-0390 |
315 |
||||||
|
Примечание. Допускается изготовлять отвертки с диаметром стержня d, равным ширине лезвия лопатки. |
|||||||
Тип 2
Исполнение 9
Черт. 9
Таблица 9
мм
|
Применяемость |
Размер лопатки а × b по |
Номинальный диаметр резьбы винта, шурупа |
l, не менее |
А |
B |
|
|
Не менее |
||||||
|
7810-0987 |
0,6 × 4,0 |
2,5 |
100 |
18 |
14 |
|
|
7810-0988 |
0,8 × 5,5 |
3,0; 3,5 |
125 |
20 |
16 |
|
|
7810-0989 |
1,0 × 6,5 |
4,5 |
160 |
22 |
18 |
|
|
7810-0395 |
1,2 ×8,0 |
5,0 |
200 |
28 |
22 |
|
|
7810-0397 |
1,6 × 10,0 |
6,0 |
250 |
32 |
25 |
|
|
7810-0991 |
2,0 × 13,0 |
8,0 |
280 |
36 |
28 |
|
|
7810-0992 |
2,5 × 16,0 |
10,0 |
315 |
|||
Пример условного обозначения отвертки типа 2, исполнения 1, длиной l = 180 мм с лопаткой типа 3, исполнения В, размерами а × b = 0,6 × 4,0 мм по ГОСТ 24437, группы применения 1, с хромовым покрытием толщиной 1 мкм с подслоем никеля толщиной 12 мкм:
Отвертка 7810-0915 3В 1 Н12Х ГОСТ 17199-88
То же, типа 2, исполнения 2, длиной l = 250 мм с крестообразной рабочей частью номер 2, типа РН по ГОСТ Р 52785, группы применения 2, с хромовым покрытием толщиной 1 мкм с подслоем никеля толщиной 12 мкм:
Отвертка 7810-0985PН 2 Н12Х ГОСТ 17199-88
(Поправка).
(Поправка).
1.2. Основные конструктивные размеры рукояток отверток указаны в приложении.
1.3. Отвертки должны изготовляться в соответствии с требованиями настоящего стандарта, ГОСТ 24437 и ГОСТ Р 52785-2007 (ИСО 8764-1:2004) по чертежам, утвержденным в установленном порядке.
(Поправка).
1.4. Стержни отверток должны изготовляться из сталей марок: У7 по ГОСТ 1435, 50ХФА по ГОСТ 14959 или других марок, обеспечивающих выполнение требований твердости, прочности и надежности, установленных настоящим стандартом.
1.5. Рукоятки отверток должны изготовляться из материалов, указанных в табл. 10.
Таблица 10
|
Группа применения |
Материал рукояток |
|
1 - контакт с нефтепродуктами и парами бензина |
Поликрилаты*, фенопласты марок 03-010-02 и ВХ3-090-14 по ГОСТ 28804 и аминопласты марок КФА1, КФА2, КФА3, МФВ2 по ГОСТ 9359 |
|
2 - отсутствие контакта с нефтепродуктами и парами бензина |
Полистирол одной из марок по ГОСТ 20282 и его сополимеры* |
|
_______ * Изготовляются по технической документации, утвержденной в установленном порядке. Примечание. Допускается применение пластмасс других марок, обеспечивающих выполнение требований прочности, установленных настоящим стандартом. |
|
1.6. Рукоятки отверток типа 2, исполнения 8 и накладки отверток типа 2, исполнения 9 должны изготавливаться из древесины твердых пород (бук, граб, ясень, береза) 1-го сорта по ГОСТ 2695, влажностью не более 12 %.
Примечание. Допускается изготовление накладок из ударопрочных пластмасс.
1.7. Твердость рабочего конца отверток на длине не меньшей, чем тройная ширина лопатки b по ГОСТ 24437, а для отверток для винтов с крестообразным шлицем - не меньшей, чем тройной диаметр стержня d по ГОСТ Р 52785-2007 (ИСО 8764-1:2004), должна иметь 47,0 … 52,0 НRСэ.
(Поправка).
1.8. Отвертки должны иметь прочность, определяемую испытательным крутящим моментом, приведенным в табл. 11.
Таблица 11
|
Номер крестообразной рабочей части по ГОСТ Р 52785-2007 (ИСО 8764-1:2004) |
Испытательный крутящий момент М для испытания рабочих концов отверток, Н · м, не менее |
Крутящий момент М1 для испытания соединения стержня и рукояток отверток, Н · м, не менее |
|||
|
Тип 2 |
Тип 1 |
Тип 2 |
Тип 1 |
||
|
0,25 |
- |
0,7 (0,05) |
0,05 |
0,07 (0,05) |
0,05 |
|
0,30 |
- |
0,18 (0,09) |
- |
0,18 (0,09) |
- |
|
0,40 |
- |
0,40 (0,20) |
0,25 |
0,40 (0,20) |
0,25 |
|
0,50 |
0 |
0,7 |
0,60 |
0,7 |
0,60 |
|
0,60 |
- |
1,3 |
1,00 |
1,3 |
1,0 |
|
0,80 |
1 |
2,6 |
2,40 |
2,6 |
2,4 |
|
1,00 |
- |
5,5 |
4,50 |
5,5 |
4,5 |
|
1,20 |
2 |
11,5 |
8,60 |
11,5 |
8,6 |
|
1,60 |
3 |
25,6 |
20,4 |
25,6 |
20,4 |
|
2,00 |
4 |
48,0 |
36,0 |
30,0 |
30,0 |
|
2,50 |
- |
87,5 |
69,0 |
30,0 |
30,0 |
|
3,00; 3,50 |
- |
162,0 |
117,0 |
30,0 |
30,0 |
|
4,00 |
- |
368,0 |
- |
30,0 |
30,0 |
|
Примечание. По согласованию с потребителем допускается изготовлять отвертки с испытательным крутящим моментом, указанным в скобках. |
|||||
(Поправка).
1.9. Допуск перпендикулярности торца лопатки по ее ширине относительно оси стержня отвертки не должен превышать 0,5 мм на 10 мм ширины.
1.10. Допуск симметричности выемки лопатки относительно оси отверток типа 1, исполнения 2 не должен превышать 0,15 мм для отверток к гайкам до М3 и 0,3 мм - для остальных гаек.
1.11. Параметр Rа шероховатости поверхностей отверток по ГОСТ 2789 должен быть не более, мкм:
лицевых рабочих граней лопаток................................................................................ 3,2
поверхностей торца лопаток; поверхностей, образующих крестообразный шлиц;
наружной поверхности стержня.................................................................................. 6,3
боковых нерабочих граней........................................................................................... 12,5
Примечание. Допускается на лопатках отверток для винтов с прямым шлицем наносить насечку с размерами, указанными в приложении на черт. 5.
1.12. Параметр шероховатости поверхностей деревянных рукояток и накладок отверток должен быть не более R2max 100 мкм по ГОСТ 7016.
1.13. Металлические поверхности отверток должны иметь одно из защитно-декоративных покрытий, указанных в табл. 12.
Таблица 12
|
Вид покрытий |
Обозначение покрытий по |
||
|
1 |
Окисное с промасливанием Фосфатное с промасливанием Хромовое толщиной 9 мкм |
Хим. Окc. прм Хим. Фос. прм Х 9 |
|
|
Лакокрасочное |
Лак ВЛ-725 Бесцв. III 9 |
||
|
2 - 4 |
Хромовое толщиной 1 мкм с подслоем никеля толщиной 12 мкм, нанесенного электролитическим способом |
Н12.Х |
- |
|
Цинковое толщиной 15 мкм хроматированное |
Ц 15.хр |
||
|
5 - 8 |
Кадмиевое толщиной 21 мкм хроматированное Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электролитическим способом, толщиной 14 мкм и никеля, нанесенного тем же способом, толщиной 7 мкм |
Кд 21.хр. Н 14. Н 7.Х |
- |
|
Примечания: 1. Допускается по согласованию с потребителем применять другие металлические и неметаллические покрытия по ГОСТ 9.306 и ГОСТ 9.032, по защитно-декоративным свойствам не уступающие указанным в табл. 12. 2. Отвертки, выпускаемые для продажи через розничную торговую сеть, должны иметь защитно-декоративное покрытие не ниже 2-й группы условий эксплуатации по ГОСТ 9.303. Допускается по согласованию с потребителем для продажи через розничную торговую сеть применение покрытий, соответствующих 1-й группе условий эксплуатации по ГОСТ 9.303. 3. Заданная толщина покрытия должна быть выдержана на рабочем конце лопатки отвертки, не имеющей насечки, на расстоянии 2 - 5 мм от ребер, а для отверток для винтов с крестообразным шлицем не меньшей, чем тройной диаметр стержня d по ГОСТ Р 52785-2007 (ИСО 8764-1:2004). На остальной части стержня отверток допускается уменьшение толщины покрытий. 4. Допускается по согласованию с потребителем изготовление отверток с рабочей частью без покрытий на длине, равной ширине лопатки b отверток для винтов с прямым шлицем, и на длине крестообразной части отверток для винтов с крестообразным шлицем, с последующей консервацией этих поверхностей смазкой типа НГ-203 по НТД. |
|||
1.14. Поверхность деревянных рукояток и накладок должна быть покрыта олифой по ГОСТ 7931 или ГОСТ 190 или бесцветным лаком по документации, утвержденной в установленном порядке.
1.15. Технические требования к качеству покрытия - по ГОСТ 9.301 и ГОСТ 9.032.
1.16. Каждая отвертка должна иметь маркировку:
а) товарного знака предприятия-изготовителя;
б) цены (для отверток розничной продажи);
в) толщины и ширины лопатки (а × b) или номера крестообразной рабочей части.
Примечания:
1. До 01.07.92 допускалось маркировать толщину лопатки и длину отвертки (а × l).
2. При комплектовании отверток в наборы допускается цену наносить на футляре.
1.17. Внутренняя упаковка отверток - ВУ-1, ВУ-2, ВУ-3 и ВУ-7 по ГОСТ 9.014.
1.18. Отвертки, предназначенные для продажи через розничную торговую сеть, должны быть уложены в индивидуальную потребительскую тару.
1.19. Остальные требования к маркировке и упаковке транспортной потребительской тары - по ГОСТ 18088.
1.20. Отвертки должны применяться только для крепежа винтов и шурупов с размерами шлицев по ГОСТ 24669 и ГОСТ 10753 соответствующих размерам рабочего конца отверток.
1.21. При эксплуатации отверток не допускается пользование ими как рычагами.
2. ПРИЕМКА
Правила приемки - по ГОСТ 26810.
3. МЕТОДЫ КОНТРОЛЯ (ИСПЫТАНИЙ)
3.1. Размеры рабочих концов отверток должны проверяться специальными и универсальными средствами измерения.
Крестообразную рабочую часть отверток для винтов и шурупов с крестообразным шлицем допускается проверять комплексным калибром.
3.2. Твердость отверток проверяют по ГОСТ 9013.
3.3. Прочность отверток проверяют установкой их в захвате со вставкой для соответствующих рабочих концов с последующим нагружением крутящим моментом, указанным в табл. 11.
Прикладываемая нагрузка должна исключать изгибающий момент на отвертке. Нагрузку следует увеличивать постепенно до величины крутящего момента, указанного в табл. 11.
Твердость вставок должна быть не ниже 65НRСэ.
После испытаний отвертка не должна иметь остаточной деформации, трещин и других повреждений. Рукоятка и стержень не должны иметь взаимного проворачивания.
Примечание. Допускается повреждение защитно-декоративных покрытий на рабочей части отверток в местах контакта с захватом.
3.4. Пластмассовые рукоятки отверток должны выдерживать трехкратный удар при падении с высоты 1,5 м на горизонтальную каменную или бетонную плиту без появления на рукоятке трещин, сколов и ослабления соединения рукоятки со стержнем.
Отвертки с рукоятками из фенопластов допускается на удар не испытывать.
3.5. Внешний вид защитно-декоративных покрытий должен проверяться по ГОСТ 9.302 и ГОСТ 9.032.
Толщина покрытия должна проверяться по ГОСТ 9.301.
3.6. Шероховатость поверхностей отверток проверяют сравнением с образцами шероховатости по ГОСТ 9378 или профилометрами.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие отверток требованиям настоящего стандарта при соблюдении условий эксплуатации.
5.2. Гарантийный срок эксплуатации - 12 мес со дня продажи отверток через розничную торговую сеть, а для отверток, предназначенных для внерыночного потребления, - 12 мес с момента их получения.
ПРИЛОЖЕНИЕ
Рекомендуемое
ОСНОВНЫЕ КОНСТРУКТИВНЫЕ РАЗМЕРЫ ПЛАСТМАССОВЫХ РУКОЯТОК
1. Размеры рукояток для отверток длиной l = 70 мм (черт. 10)
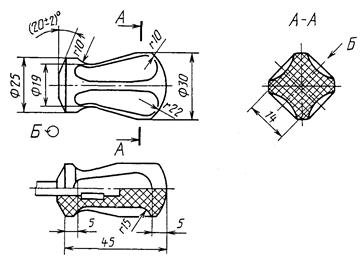
Черт. 10
Размеры рукояток для отверток типов 1 и 2, исполнений 1 и 2
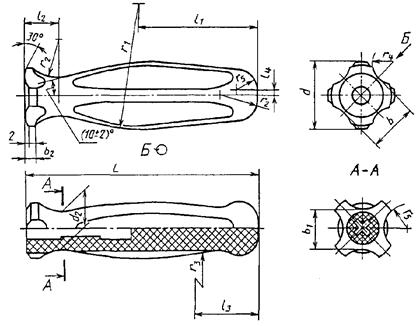
Черт. 11
Таблица 13
мм
|
Номинальный размер лопатки по ГОСТ 24437 а × b |
Номер крестообразного шлица по ГОСТ Р 52785-2007 (ИСО 8764-1:2004) |
l |
l1 |
l2 |
l3 |
l4 |
b |
b1 |
b2 |
d |
d1 |
d2 |
r |
r1 |
r2 |
r3 |
r4 |
r5 |
|
0,5 × 3,5 |
0 |
55 |
32 |
10 |
17 |
2 |
10 |
10 |
4,0 |
15 |
14 |
8 |
10 |
19 |
9 |
15,0 |
4 |
6 |
|
0,8 × 5,5 |
1 |
80 |
40 |
12 |
20 |
2 |
11 |
11 |
4,0 |
18 |
17 |
8 |
12 |
22 |
9 |
20,0 |
5 |
6 |
|
1,2 × 8,0 |
2 |
90 |
45 |
15 |
22 |
2 |
15 |
15 |
5,0 |
22 |
21 |
12 |
16 |
30 |
10 |
22,0 |
7 |
7 |
|
1,6 × 10,0 |
3 |
100 |
50 |
16 |
36 |
6 |
19 |
18 |
6,0 |
25 |
24 |
17 |
18 |
60 |
18 |
28,0 |
8 |
8 |
|
2,0 × 13,0 |
4 |
110 |
60 |
20 |
45 |
7 |
23 |
20 |
6,0 |
28 |
27 |
21 |
25 |
90 |
20 |
35,5 |
11 |
9 |
(Поправка).
Размеры рукояток для отверток типа 2, исполнений 5, 6, 7
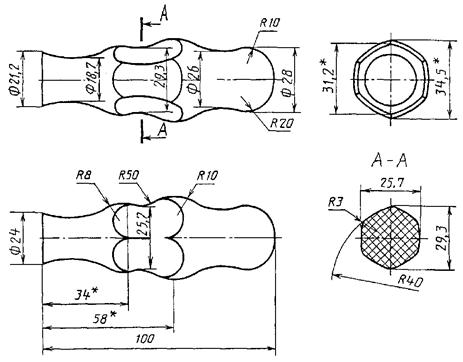
_______
* Размеры для справок
Черт. 12
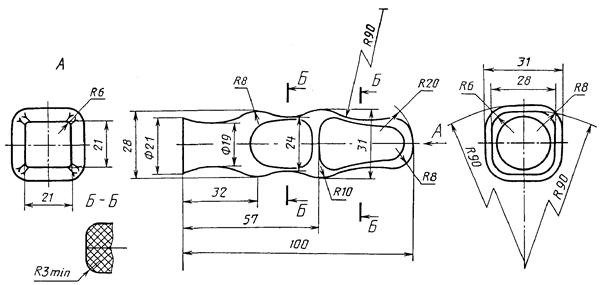
Черт. 13
Размеры насечки и место ее расположения на отвертках с прямым шлицем типа 2
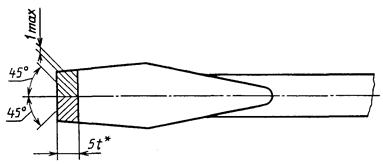
_______
*t - размер по ГОСТ 24437.
Черт. 14
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.07.88 № 2702
3. Стандарт полностью соответствует СТ СЭВ 3136-81, СТ СЭВ 2513-80
Стандарт полностью соответствует международному стандарту ИСО 2380
4. ВЗАМЕН ГОСТ 17199-71
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер раздела, пункта, приложения |
|
ГОСТ Р 52785-2007 (ИСО 8764-1:2004) |
|
|
1.1, 1.3, 1.7, 1.8, приложение |
|
|
Раздел 2 |
|
(Поправка).
6. Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ИЗДАНИЕ (март 2003 г.) с Поправкой (ИУС 1-90)
СОДЕРЖАНИЕ
|
3. Методы контроля (испытаний) 11 4. Транспортирование и хранение. 11 Приложение (рекомендуемое) Основные конструктивные размеры пластмассовых рукояток. 11 |