 | Информационная система | |
ГОСТ 13950-91
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЧКИ СТАЛЬНЫЕ СВАРНЫЕ И ЗАКАТНЫЕ
С ГОФРАМИ НА КОРПУСЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
БОЧКИ СТАЛЬНЫЕ
СВАРНЫЕ И ЗАКАТНЫЕ С ГОФРАМИ Технические условия Welded and folded steel
barrels (drums) with crimps on casing. |
Дата введения 01.01.93
Настоящий стандарт распространяется на стальные сварные и закатные бочки с гофрами на корпусе, предназначенные для упаковки и транспортирования нефтепродуктов, химических продуктов, продукции предприятий цветной и черной металлургии, лакокрасочной продукции, не взаимодействующих активно со сталью или внутренним покрытием бочки, а также для пищевых продуктов, допущенных Минздравом РФ к упаковке в данные бочки.
Бочки, предназначенные для упаковки и транспортирования опасных грузов, должны соответствовать ГОСТ 19433 и ГОСТ 26319.
Обязательные требования к качеству продукции, обеспечивающие ее безопасность для жизни, здоровья и имущества населения, охраны окружающей среды, изложены в пп. 2.2, 2.6, 2.12, 2.13.
(Новая редакция, Изм. № 2).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Бочки должны изготовляться сварными и закатными двух типов:
1А1 - с несъемным верхним дном;
1А2 - со съемным верхним дном.
Примечание. Бочки типа 1А2 предназначены для транспортирования и хранения высоковязких, мазеобразных и сыпучих продуктов.
1.2. Конструкция, основные параметры и размеры бочек должны соответствовать указанным на черт. 1 - 5 и табл. 1 - 6.
Конструкция и основные размеры горловин должны соответствовать указанным в приложении 1.
Таблица 1
Размеры бочки с несъемным верхним дном 1A1 вместимостью 212 - 230 дм3
мм
|
Полная вместимость, дм, мин |
d1 ± 2 |
D2 макс |
D3 макс |
H1 ± 5 |
h3 мин |
h2 ± 3 |
P1 |
Р2 ± 3 |
|
|
А* |
216,5 230,0 |
571,5 |
585 |
585 |
878 932 |
4 |
280 |
444 ± 6 или 451 ± 1 |
72 |
|
В* |
216,5 230,0 |
571,5 |
596 |
593 |
878 932 |
4 |
280 |
72 |
|
|
С* |
212,0 |
566,0 |
585 |
585 |
890 |
4 |
300 |
400 ± 6 |
94 |
Примечания:
1. Оси горловин должны располагаться вертикально.
2. Глубина верхней крышки должна обеспечивать невыступание заливных горловин выше закатного шва.
3. Для бочек с вогнутым верхним дном габаритная высота H1 может быть увеличена на 4 мм для обеспечения заданной вместимости.
Бочка с несъемным (герметичным) верхним дном типа 1А1
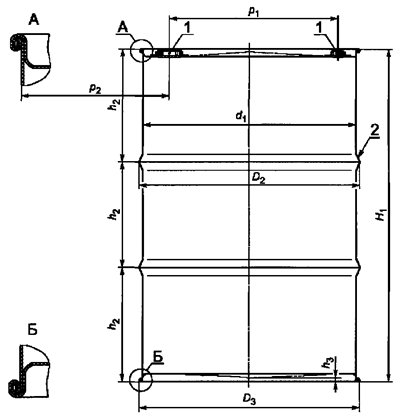
1 -
горловина; 2 - гофр; d1 - внутренний
диаметр; D2 - наружный диаметр по гофрам катания;
D3 - наружный диаметр
по закатному шву; H1 - габаритная высота
бочки; h2 - расстояние между
гофрами;
h3 -
расстояние нижнего дна от пола; p1 - расстояние между центрами горловин; р2 - расстояние от оси
заливной горловины до наружной поверхности корпуса, измеренное в 50 мм от верха
бочки
Таблица 2
Размеры бочки с несъемным верхним дном 1А1 вместимостью 85 - 200 дм3
мм
|
Полная вместимость, дм3, мин |
d1 ± 2 |
D2 макс |
D3 макс |
H1 |
h3 мин |
h2 |
P1 |
P2 ± 2 |
|
|
Закатная |
85* |
445 |
468 ± 2 |
- |
609 ± 4 |
4 |
235 ± 5 или 260 ± 5 |
310 ± 4 или 323 ± 4 |
- |
|
85* |
432 |
456 ± 2 |
438 |
642 ± 4 |
4 |
260 ± 5 |
310 ± 4 |
- |
|
|
100* |
445 |
468 ± 2 |
- |
689 ± 4 |
4 |
235 ± 5 или 370 ± 5 |
310 ± 4 или 323 ± 4 |
- |
|
|
100* |
432 |
456 ± 3 |
438 |
750 ± 3 |
4 |
370 ± 3 |
310 ± 1 |
70 |
|
|
115* |
454 |
476 ± 3 |
465 ± 1 |
756 ± 3 |
4 |
280 ± 2 |
335 ± 1 |
70 |
|
|
200 |
564 |
594 ± 3 |
- |
845 ± 5 |
4 |
300 ± 5 |
420 ± 4 |
- |
|
|
Сварная |
85 |
442 |
465 ± 2 |
- |
613 ± 4 |
4 |
240 ± 5 |
310 ± 4 |
- |
|
100 |
442 |
465 ± 2 |
- |
698 ± 4 |
4 |
240 ± 5 |
310 ± 4 |
- |
|
|
200 |
560 |
590 ± 3 |
- |
860 ± 5 |
4 |
300 ± 5 |
420 ± 4 |
- |
* Размеры бочек являются предпочтительными.
Примечание. Глубина крышки должна обеспечивать невыступание заливных горловин выше закатного шва.
Бочка со съемным (открывающимся) верхним дном типа 1А2
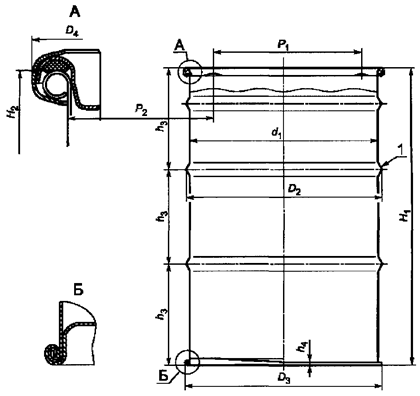
1 -
гофр; d1 - внутренний диаметр; D2 - наружный диаметр
по гофрам катания;
D3 -
наружный диаметр по закатному шву; D4 - наружный диаметр по запорному обручу;
H1 -
габаритная высота бочки; H2 - высота бочки без
верхнего дна; h3 - расстояние между гофрами;
p1 -
расстояние между центрами горловин; p2 - расстояние от оси заливной горловины до наружной
поверхности корпуса, измеренное в 50 мм от верха бочки; h4 - расстояние от нижнего дна бочки до пола,
h4 = 4 мм (мин)
Глубина верхней крышки должна обеспечивать невыступание заливных горловин выше закатного шва.
Таблица 3
Размеры бочки со съемным верхним дном 1А2 вместимостью 208,0 - 216,5 дм3
мм
|
Полная вместимость, дм3, мин |
d1 ± 2 |
D2 макс |
D3 макс |
D4 макс |
H1 ± 5 |
H2 ± 5 |
h3 ± 3 |
P2 ± 3 |
|
|
А* |
210,0 |
571,5 |
585 |
585 |
585 |
878 |
868 |
280 |
72 |
|
216,5 |
571,5 |
585 |
585 |
585 |
888 |
878 |
280 |
72 |
|
|
В* |
210,0 |
571,5 |
596 |
593 |
610 |
878 |
868 |
280 |
72 |
|
216,5 |
571,5 |
596 |
593 |
610 |
888 |
878 |
280 |
72 |
|
|
С* |
208,0 |
566,0 |
585 |
585 |
585 |
890 |
880 |
300 |
94 |
|
D* |
208,0 |
566,0 |
585 |
585 |
620 |
890 |
880 |
300 |
94 |
* Размеры бочек являются предпочтительными.
Примечания:
1. Метод контроля вместимости - по приложению 2.
2. Глубина верхней крышки должна обеспечивать невыступание заливных горловин выше закатного шва.
3. Бочки исполнений А и С имеют оптимальные наружные размеры, необходимые для штабелирования 4 шт. бочек по высоте в транспортных контейнерах.
4. Для бочек исполнений А и С диаметр D4 определяют изменением конструкции верха бочки:
- в бочке с уменьшенным размером запорной системы (завиток обечайки, крышка, запорный обруч) используют те же размеры, как для исполнений В и D. Внутренний диаметр зауженного верха обечайки равен 545 мм для исполнения А и 536 мм - для исполнения С;
- изменение запорной системы (завитка обечайки, крышки, запорного обруча) производят таким образом, чтобы обеспечить внутренний диаметр 571,5 мм для исполнения А и 566 мм - для исполнения С, габаритный наружный диаметр - 585 мм.
5. Допускается установка одной или двух заливных горловин. Осевая линия горловин должна совпадать с осевой линией бочки.
6. Размеры между центрами горловин pl должны быть:
(444 ± 6) мм или (451 ± 1) мм - для бочек исполнений А и В;
(400 ± 6) мм - для бочек исполнений С и D.
Таблица 4
Размеры бочки со съемным верхним дном 1А2 вместимостью 85 - 200 дм3
мм
|
Полная вместимость, дм3, мин |
d1 |
D2 макс |
D3 макс |
D4 макс |
H1 |
H2 |
h3 |
р1 |
р2 ± 2 |
|
|
Закатная |
85* |
445 ± 2 |
478 ± 2 |
452 |
478 ± 2 |
610 ± 4 |
604 ± 4 |
260 ± 4 |
310 ± 4 или 323 ± 3 |
70 |
|
85* |
432 ± 2 |
458 ± 3 |
438 |
456 ± 3 |
645 ± 4 |
639 ± 4 |
260 ± 5 |
310 ± 4 или 323 ± 4 |
70 |
|
|
100* |
445 ± 2 |
478 ± 2 |
- |
478 ± 2 |
700 ± 4 |
- |
240 ± 5 или 370 ± 5 |
310 ± 4 или 323 ± 4 |
- |
|
|
100* |
432 ± 2 |
458 ± 3 |
438 |
456 ± 3 |
754 ± 5 |
748 ± 5 |
370 ± 5 |
310 ± 4 |
70 |
|
|
115* |
|
476 ± 3 |
466 ± 1 |
487 ± 2 |
749 ± 3 |
743 ± 4 |
280 ± 2 |
335 ± 1 |
70 |
|
|
200 |
564 ± 2 |
600 ± 3 |
- |
600 ± 3 |
843 ± 5 |
- |
300 ± 5 |
310 ± 4 |
- |
|
|
Сварная |
100 |
442 ± 2 |
475 ± 2 |
- |
475 ± 2 |
706 ± 4 |
- |
240 ± 5 |
310 ± 4 |
70 |
|
200 |
560 ± 2 |
596 ± 3 |
- |
596 ± 3 |
869 ± 5 |
- |
300 ± 5 |
310 ± 4 |
- |
* Размеры бочек являются предпочтительными.
Примечания:
1. Для бочек с вогнутым верхним дном габаритная высота H1 может быть увеличена на 4 мм для обеспечения заданной вместимости.
2. Допускается устанавливать одну или две горловины. Осевая линия горловины должна совпадать с осевой линией бочки.
Пример условного обозначения стальной сварной бочки типа 1А1 вместимостью 100 дм3:
БС 1А1-100 ГОСТ 13950
То же, стальной бочки вместимостью 216,5 дм3:
То же, стальной закатной бочки типа 1А2 вместимостью 200 дм3:
БЗ 1А2-200 ГОСТ 13950
То же, стальной оцинкованной бочки:
БЗ 1А2-200 Ц ГОСТ 13950.
СОЕДИНЕНИЕ КОРПУСА БОЧКИ С ДНОМ
Закатка Сварка для бочек:

Черт. 3
Бочка с несъемным верхним дном 20 - 60 дм3
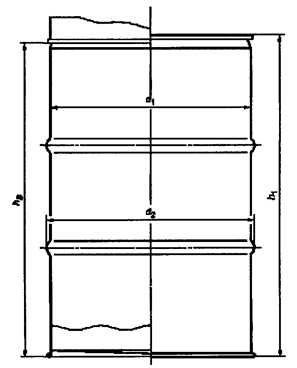
Таблица 5
Размеры бочки с несъемным верхним дном номинальной вместимостью 20 - 60 дм3
|
Полная вместимость, дм3, мин |
Внутренний диаметр dl ±2 |
Максимальный наружный d2, мм |
Максимальная габаритная высота h1, мм |
Максимальная высота штабелирования hs, мм |
|
|
20 |
21,2 |
279 |
290 |
387 |
377 |
|
286 |
294 |
372 |
362 |
||
|
305 |
314 |
325 |
315 |
||
|
25 |
26,2 |
279 |
290 |
467 |
457 |
|
286 |
294 |
450 |
440 |
||
|
305 |
316 |
395 |
385 |
||
|
30 |
32,0 |
279 |
290 |
560 |
550 |
|
286 |
294 |
500 |
490 |
||
|
305 |
319 |
496 |
486 |
||
|
50 |
52,5 |
356 |
375 |
568 |
558 |
|
360 |
377 |
550 |
540 |
||
|
380 |
400 |
490 |
480 |
||
|
57 |
59,0 |
356 |
375 |
640 |
630 |
|
360 |
377 |
638 |
628 |
||
|
380 |
400 |
560 |
550 |
||
|
60 |
63,0 |
356 |
380 |
700 |
690 |
|
360 |
377 |
670 |
660 |
||
|
380 |
400 |
593 |
583 |
Бочка со съемным верхним дном 15 - 62 дм3

Таблица 6
Размеры бочки со съемным верхним дном номинальной вместимостью 15 - 62 дм3
1.1, 1.2 (Новая редакция, Изм. № 2).
1.3. Бочки типа 1А1 изготавливают с одной или двумя сливо-наливными горловинами, расположенными симметрично на верхнем дне.
1.4. На бочках типа 1А1 вместимостью 200 - 230 дм3 допускается устанавливать заливную горловину и пробку по ГОСТ 6247 без якоря и цепочки.
(Измененная редакция, Изм. № 2).
1.5. Бочки не являются мерой вместимости для определения количества упаковываемых продуктов.
1.6. (Исключен, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Бочки должны изготавливаться в соответствии с требованиями настоящего стандарта по рабочим чертежам.
2.2. Детали бочек изготавливают из следующих материалов:
- корпус и донья бочек - из листовой или рулонной стали нормальной вытяжки марок Ст2пс, Ст2кп, 08кп, 08пс, 10кп по ГОСТ 16523;
- горловины и пробки - из листовой или рулонной стали глубокой вытяжки марок 08кп, 08пс, 10кп и БСт2пс по ГОСТ 16523;
- концевые и стяжные обручи, замки бочек типа 1А2 - из стальной ленты по ГОСТ 503 или ГОСТ 6009, листовой стали нормальной вытяжки по ГОСТ 19903, марок 08кп, 08пс по ГОСТ 16523, прокатной полосовой стали по ГОСТ 103, марок Ст1, Ст2 по ГОСТ 380.
По согласованию с заказчиком допускается применять другие материалы, по качеству не ниже указанных, стойких к воздействию упаковываемых продуктов.
При изготовлении деталей бочек (доньев и корпуса) допускается применять стали толщиной:
0,6 - 1,8 мм - для бочек вместимостью 200 - 230 дм3;
(Поправка)
0,5 - 1,2 мм - для бочек вместимостью 80 - 160 дм3;
0,5 - 1,0 мм - для бочек вместимостью 20 - 60 дм3.
Горловины бочек см. в приложении 1.
По согласованию с заказчиком бочки со съемным верхним дном могут изготавливаться с горловинами.
Запорное устройство съемного дна бочки должно быть оцинковано. На запорном устройстве возможно применение стопора, снабженного двумя отверстиями для крепления пломбы.
Обечайка бочки может быть усилена дополнительными гофрами, расположенными на расстоянии не менее 115 мм от закатных швов, или для бочек типа 1А2 - гофром, расположенным у верхнего дна.
(Поправка)
Вместо выпуклого верхнего дна бочка может быть изготовлена с крышкой для дренирования в положении вверх дном.
Прокладки для бочек изготавливают из материалов, не вступающих в реакцию с упаковываемой продукцией и обеспечивающих надежность укупорки. Уплотнительное кольцо изготавливают из морозостойкой резины, которое наклеивают на верхнее дно.
Бочки, предназначенные для пищевых продуктов, должны изготавливаться из материалов, допущенных службами санэпиднадзора МЗ РФ для контакта с упаковываемым продуктом.
(Новая редакция, Изм. № 2).
2.3. Корпус, донья и другие детали бочки изготовляют из цельных заготовок с одним продольным сварным швом. По согласованию с потребителем корпус может иметь второй продольный шов.
2.4. Отбортовка корпуса бочки типа 1А2 должна быть ровной, без вмятин и складок и обеспечивать плотное прилегание прокладки.
2.5. По согласованию с заказчиком в каждом из доньев бочки вместимостью 200 - 230 дм3 допускается выдавливать кольцевой гофр жесткости диаметром 210 - 300 мм. Часть дна, ограниченная гофром, должна быть сферическая с высотой выпуклости 8 - 12 мм.
Донья бочек вместимостью 100 дм3 могут быть плоские, выпуклые или вогнутые по согласованию с заказчиком.
По согласованию с потребителем допускается изготовлять бочки без сферической выпуклости.
(Измененная редакция, Изм. № 2).
2.6. Соединение доньев с корпусом закатных бочек должно быть выполнено закатным швом с уплотнителем, не вступающим в реакцию с упаковываемым продуктом, а для пищевых бочек - с уплотнителем, допущенным Минздравом для контакта с пищевыми продуктами.
Допускается герметизация закатного шва контактной роликовой сваркой без применения уплотнителя.
2.7. Соединение доньев с корпусом сварных бочек должно быть выполнено электродуговой сваркой с усилением концевыми обручами. Концевые обручи должны плотно прилегать к корпусу.
2.8. Швы сварных соединений выполняют контактной электросваркой в соответствии с ГОСТ 15878, выполненные электродуговой сваркой по ГОСТ 5264 или ГОСТ 8713.
Допускается применять другие виды сварки при условии обеспечения качества соединения.
2.9. Прокладка для герметизации бочек типа 1А2 должна быть соединена со съемным дном клеем, инертным к упаковываемой продукции.
2.11. На пробке горловины и верхнем дне бочки типа 1А1, а также на замке стяжного обруча бочки типа 1А2 должно быть предусмотрено устройство для пломбирования.
2.12. Бочки должны быть герметичными при внутреннем избыточном давлении 20 кПа.
(Измененная редакция, Изм. № 1).
2.13. Заполненные бочки должны выдерживать один удар при свободном падении с высоты 1,2 м без нарушения герметичности.
2.14. Бочки могут быть изготовлены с оцинкованными внутренними и наружными поверхностями или с другим защитным покрытием.
(Новая редакция, Изм. № 2).
2.15. Наружные поверхности неоцинкованных бочек и стяжных обручей оцинкованных бочек должны иметь лакокрасочное покрытие. Требования к лакокрасочным покрытиям должны быть согласованы с потребителем.
(Измененная редакция, Изм. № 2).
2.16. По согласованию с потребителем внутренние поверхности бочек, не имеющих защитного покрытия, должны быть законсервированы. Консервация должна производиться по ГОСТ 9.014 для изделий группы 1 - 3, по варианту защиты ВЗ-1.
Бочки, предназначенные для пищевых продуктов, не консервируют.
2.17. (Исключен, Изм. № 1).
2.18. По требованию заказчика допускается комплектовать бочки дополнительными пробками с прокладками или защитным колпачком.
(Новая редакция, Изм. № 2).
2.19. Бочки типа 1А1 должны выдерживать внутреннее гидравлическое давление 100 кПа.
2.20. Заполненные бочки типа 1А1 должны выдерживать штабелирование высотой 3 м.
2.19, 2.20. (Введены дополнительно, Изм. № 1).
2.21. Подготовку поверхностей бочек перед окрашиванием проводят в соответствии с ГОСТ 9.402.
(Введен дополнительно, Изм. № 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Бочки принимают партиями.
Партией считают количество бочек одного типа и размера, оформленное одним документом о качестве, содержащим:
- товарный знак и наименование предприятия-изготовителя;
- условное обозначение бочки;
- дату выпуска;
- результаты испытаний.
3.2. Для проверки соответствия бочек требованиям настоящего стандарта проводят приемосдаточные и периодические испытания.
3.3. При приемо-сдаточных испытаниях контролируют внешний вид бочек, размеры, качество швов соединений, окраски, маркировки, цинкового покрытия, консервации. От партии отбирают выборку в количестве 1 % (но не менее 3 шт.).
Испытанию на герметичность подвергают каждую бочку из выборки.
Для контроля прочности цинкового покрытия дважды за рабочую смену при оцинковывании деталей отбирают по три образца.
При получении неудовлетворительных результатов приемо-сдаточных испытаний хотя бы по одному из показателей, проводят испытания удвоенного количества бочек, взятых от той же партии. При получении неудовлетворительных результатов повторных испытаний хотя бы по одному из показателей, партию считают не соответствующей требованиям настоящего стандарта.
(Измененная редакция, Изм. № 2).
3.4. Периодические испытания проводят в объеме приемосдаточных испытаний на удар при свободном падении, а для бочек типа 1А1 также на гидравлическое давление и штабелирование. Периодические испытания проводят не реже одного раза в два года в количестве 2 % от партии, но не менее 3 бочек.
Испытания на удар при свободном падении бочек типа 1А1 проводят на шести образцах.
(Новая редакция, Изм. № 2).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Внешний вид, качество окраски и маркировки контролируют визуально без применения увеличительных приборов.
4.2. Размеры бочек и их деталей контролируют универсальными измерительными инструментами и шаблонами.
4.3. Поверхностные дефекты швов сварных соединений контролируют по ГОСТ 3242.
4.4. Герметичность бочек контролируют сжатым воздухом при избыточном давлении не менее 20 кПа.
Находящуюся под давлением бочку погружают в воду. Отсутствие пузырей воздуха свидетельствует о герметичности бочки.
Допускается проводить контроль герметичности бочек другими методами при условии соблюдения надежности.
(Новая редакция, Изм. № 2).
4.5. Контроль цинкового покрытия - по ГОСТ 9.307.
4.6. Испытание бочек на удар при свободном падении проводят по ГОСТ 18425. Бочку заполняют водой.
Три образца бочек сбрасывают один раз с высоты 1,2 м. Удар должен приходиться на место соединения продольного шва, корпуса и дна на место, обеспечивающее изгиб этого соединения. Для бочек типа 1А1 дополнительно сбрасывают еще три образца так, чтобы удар пришелся на продольный сварной шов.
После проведения испытания не должно быть нарушения герметичности бочки. Допускается деформация корпуса, доньев и обручей.
(Измененная редакция, Изм. № 1, 2).
4.7. Испытание бочек на штабелирование проводят по ГОСТ 25014. Для испытаний отбирают три образца, прошедшие приемо-сдаточные испытания.
Образцы нагружают грузом массой до 400 кг для бочек вместимостью 200 дм3 и 300 кг - для бочек вместимостью 100 и 85 дм3.
Образцы считают выдержавшими испытание, если отсутствуют видимые механические повреждения и деформации, и они выдержали гидравлические испытания в соответствии с п. 4.8.
4.8. Гидравлические испытания бочек проводят на специальном стенде. Испытывают образцы бочек, прошедшие испытания на штабелирование.
Бочки заполняют водой и испытывают на внутреннее гидравлическое давление 100 кПа в течение 5 мин.
Разрушение бочки или нарушение ее герметичности не допускается.
4.7, 4.8. (Введены дополнительно, Изм. № 1).
4.9. Метод контроля вместимости бочки с открывающимся верхним дном - см. приложение 2.
(Введен дополнительно, Изм. № 2).
5. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. В нижней части корпуса или на дне бочки краской, стойкой к упаковываемым продуктам и контрастной по отношению к цвету бочки, наносят маркировку, содержащую:
товарный знак и наименование предприятия-изготовителя;
две последние цифры года изготовления бочки;
условное обозначение бочки или маркировку в соответствии с ГОСТ 26319.
Примечание. Допускается наносить маркировку штампованием.
Клеймо технического контроля, подтверждающее качество продукции, вносится в документ о качестве продукции или непосредственно наносится на бочке.
Бочки, предназначенные для пищевых продуктов, должны иметь надпись «Для пищевых продуктов».
(Новая редакция, Изм. № 2).
5.2. Бочки перевозят всеми видами транспорта в соответствии с правилами перевозки, действующими на данном виде транспорта.
5.3. Транспортирование бочек пакетами - по ГОСТ 24597 и ГОСТ 26663.
5.4. Транспортная маркировка - по ГОСТ 14192.
5.5. Транспортирование, погрузо-разгрузочные работы и хранение бочек производят таким образом, чтобы исключалась возможность повреждения деталей и нарушения противокоррозионного покрытия.
5.6. Запасные пробки упаковывают в деревянные ящики или картонные коробки массой брутто не более 50 кг. Прокладки упаковывают отдельно от пробок. В каждый ящик вкладывают упаковочный лист.
(Измененная редакция, Изм. № 2).
5.7. Условия хранения - 3 по ГОСТ 15150. По согласованию изготовителя и заказчика допускается хранение в условиях 6 и 9 по ГОСТ 15150 на открытых площадках с твердым грунтом и уклоном для стока воды.
Бочки укладывают штабелями не более пяти ярусов. Бочки нижнего яруса должны быть уложены на деревянные подкладки толщиной не менее 30 мм.
Горловины бочек типа 1А1 должны быть закрыты пробками.
На бочках типа 1А2 должна быть приклеена прокладка, установлены съемное дно и стяжной обруч.
(Измененная редакция, Изм. № 2).
5.8. Не допускается хранить оцинкованные бочки в местах, где хранились водорастворимые соли, щелочи, а также в одном помещении с летучими химикатами, особенно в атмосфере, содержащей сернистый газ и аммиак.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Изготовитель гарантирует соответствие бочек требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
Гарантийный срок хранения бочек - один год с момента их изготовления для бочек без защитного покрытия - 3 мес.
(Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ (Исключено, Изм. № 2).
ПРИЛОЖЕНИЕ 1
Справочное
Восьмиугольная горловина

А - фланец горловины; Б - пломбировочное кольцо; В - крышка; Г - колпачок с пломбировочными отверстиями
Сборочный чертеж и поперечное сечение горловины бочки
Восьмиугольная горловина
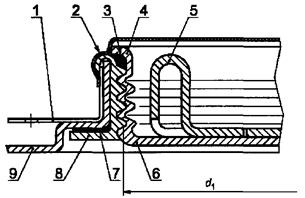
1 -
пломбировочное кольцо/защитное кольцо; 2 - колпачок; 3 -
уплотнение;
4 - резиновая шайба крышки; 5 -
хвостовик для заворачивающего ключа;
6 - стальная крышка; 7 -
резиновая прокладка; 8 - фланец горловины; 9
- верхнее дно бочки
Черт. 1
Фланцевая горловина
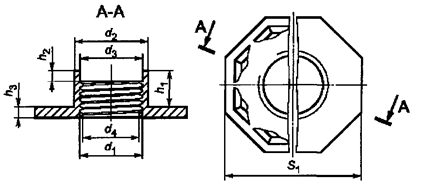
Сечение А-А Вид снизу
Резиновая прокладка

Таблица 1
Фланцевая горловина и резиновая прокладка
мм
|
d1 ± 0,3 |
d2 ± 0,3 |
d3 ± 0,3 |
d4 ± 0,3 |
h1 ± 0,5 |
h2 ± 0,5 |
h3 ± 0,4 |
s1 ± 0,3 |
Размеры прокладки фланцевой горловины d1 · d2 · h |
|
|
G3/4 |
19,5 |
29,0 |
27,2 |
24,5 |
12,9 |
7,2 |
2,7 |
43,7 |
32,0 · 27,2 · 2,6 |
|
G2 |
50,8 |
62,4 |
60,4 |
57,1 |
15,8 |
7,9 |
2,8 |
77,9 |
67,0 · 60,5 · 2,6 |
Примечание. Фланец должен изготавливаться из листовой или рулонной стали глубокой вытяжки марок 08кп, 10кп и БСт2пс по ГОСТ 16523 или другого материала, близкого по химическим и физическим свойствам, прокладка фланца - из эластомера или термопласта. G3/4 - дренажная горловина, G2 - сливоналивная горловина.
Пломбировочное и защитное кольцо
Пломбировочное кольцо и защитное кольцо выполняют в соответствии с черт. 4, 5 и табл. 2.
Пломбировочное кольцо

Защитное кольцо
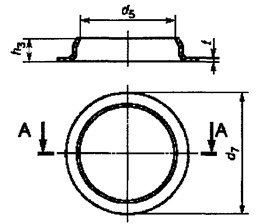
Таблица 2
Пломбировочное и защитное кольцо
мм
|
Диаметр делительной окружности, дюймы |
d5 ± 0,4 |
d6 ± 0,4 |
d7 ± 0,4 |
h3 ±0,4 |
Толщина пломбировочного и защитного кольца t |
|
|
0,5 ≤ х < 0,8 |
19,5 |
29,7 |
54,0 |
41,0 |
6,4 |
0,8 |
|
50,8 |
62,3 |
98,5 |
74,5 |
8,4 |
||
|
0,8 ≤ х < 1,5 |
19,5 |
31,0 |
58,5 |
41,0 |
5,4 |
0,3 |
|
50,8 |
63,5 |
99,5 |
74,5 |
8,2 |
||
|
1,5 ≤ х < 2,0 |
19,5 |
31,3 |
58,5 |
41,0 |
5,7 |
|
|
50,8 |
65,7 |
99,5 |
74,5 |
7,3 |
Примечание. Допускается применять пломбировочные и защитные кольца при толщине верхнего дна 0,8 - 2,0 мм. Конфигурацию оговаривают между поставщиком и заказчиком.
Стальная крышка и ее прокладка из эластомера или термопласта
Стальную крышку и ее прокладку из эластомера или термопласта выполняют в соответствии с черт. 6 - 8 и табл. 3, 4.
Стальная крышка
Вид сверху
Сечение А-А
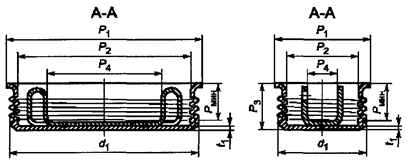
Прокладка крышки
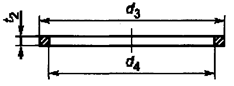
Таблица 3
Крышка и ее прокладка из эластомера или термопласта
мм
|
d1 ± 0,3 |
p1 ± 0,5 |
p2 ± 0,7 |
p3 ± 0,7 |
p4** ± 1,5 |
рмин* |
t1 ± 0,2 |
Размеры прокладки крышки d3 · d4 · t2, ±1 · ±1 · ±0,5 |
|
|
G3/4 |
19,5 |
28,1 |
20,5 |
13,7 |
8,5 |
8,5 |
1,2 |
25,5 · 20,3 · 2,4 |
|
G2 |
50,8 |
61,3 |
53,6 |
15,5 |
33,5 |
11,5 |
1,2 |
56,0 · 50,5 · 2,7 |
* Размер рмин контролируют от верха крышки до верха плоской части хвостовика для заворачивающего ключа.
** Размер p4 для горловины G2 контролируют в позиции 2 мм выше верхней плоской части хвостовика для заворачивающего ключа.
Примечание. Крышку изготавливают из стали марок 08пс, 08кп, 10кп и БСт2пс по ГОСТ 16523 или других материалов, аналогичных указанным по химическим и физическим свойствам, прокладка крышки - из эластомера или термопласта.
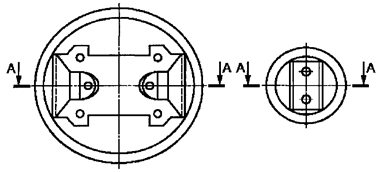
Колпачок с пломбировочными отверстиями
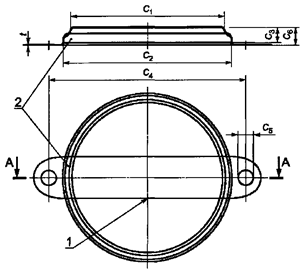
1 - линия надсечки отрывного лепестка; 2 - защитная прокладка
Таблица 4
мм
|
Размеры колпачка |
Толщина окрашенного колпачка t ± 0,05 |
||||||
|
С1 ± 0,4 |
С2 ± 0,4 |
С3 ± 0,4 |
С4 ± 0,4 |
С5 ± 0,2 |
С6 ± 0,7 |
||
|
G3/4 |
29,0 |
35,1 |
8,9 |
43,0 |
3,5 |
9,9 |
0,35 |
|
G2 |
62,4 |
69,8 |
11,2 |
85,0 |
4,8 |
12,2 |
0,35 |
Примечание. Логотип и цвет колпачка согласовывают с заказчиком.
ПРИЛОЖЕНИЕ 2
Справочное
Метод контроля вместимости бочки со съемным верхним дном
1. Применяемая аппаратура и проведение контроля вместимости
1.1. Весы - с погрешностью измерения не более 0,1 %.
1.2. Поправочный коэффициент применяют, если используемые весы имеют более высокую точность измерения, чем поправочный коэффициент.
Таблица 1
|
Поправочный коэффициент F |
|
|
12 |
1,0005 |
|
14 |
1,0008 |
|
16 |
1,0011 |
|
18 |
1,0014 |
|
20 |
1,0018 |
|
22 |
1,0022 |
|
24 |
1,0027 |
|
26 |
1,0033 |
|
28 |
1,0038 |
|
30 |
1,0044 |
1.3. Определение полной вместимости
1.3.1. Бочку со съемным верхним дном закрывают крышкой, надевают стяжной обруч, закрывают запорное устройство, просверливают отверстие диаметром 5 - 10 мм в удобном месте (в зависимости от профиля дна) в верхней части закрытой бочки для выпуска воздуха.
1.3.2. Порожнюю бочку взвешивают и записывают значение ее массы m1 в граммах.
1.3.3. Бочку наполняют водой через заливную горловину с закрытой дренажной пробкой так, чтобы воздух мог выходить через просверленное отверстие.
Примечание. Бочку наклоняют таким образом, чтобы заливная горловина находилась на самом верху.
1.3.4. Бочку устанавливают, плотно закрывают пробкой, удаляют излишки воды с поверхности бочки.
1.3.5. Наполненную бочку взвешивают и записывают значение ее массы m2 в граммах.
1.4. Определение фактической вместимости проводят так же, как указано в пп. 1.3.1 - 1.3.5 (отверстие в дне бочки не высверливают). Бочку наполняют водой до тех пор, пока жидкость не начнет вытекать из горловины.
1.5. Оформление результатов контроля
Полную и фактическую вместимость бочки V вычисляют по формуле
|
(1) |
где m2 - масса наполненной бочки;
m1 - масса порожней бочки;
F - поправочный коэффициент.
ПРИЛОЖЕНИЕ 3
Справочное
|
Определение |
|
|
Бочки с несъемным верхним дном |
Цилиндрическая тара, изготовленная из стали, донья которой плотно завальцованы (закатаны) с корпусом. Тара оборудована сливоналивными горловинами для наполнения, опорожнения и вентиляции |
|
Бочки со съемным (открывающимся) верхним дном |
Цилиндрическая тара, изготовленная из стали, донья которой плотно завальцованы (закатаны) с корпусом. Верх съемный в виде крышки, закрывается с помощью запорного кольца |
|
Номинальная вместимость |
По ГОСТ 17527 |
|
Фактическая вместимость |
Фактическая вместимость (дм3) при заполнении через сливную горловину до начала перелива |
|
Полная вместимость |
По ГОСТ 17527 |
|
Корпус |
По ГОСТ 30765 |
|
Гофр |
По ГОСТ 30765 |
|
Горловина |
По ГОСТ 30765 |
Приложения 1 - 3 (Введены дополнительно, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Российским государственным концерном по обеспечению нефтепродуктами
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 16.12.91 № 1954
Изменение № 1 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 8 от 12.10.95)
За принятие проголосовали:
|
Наименование национального органа по стандартизации |
|
|
Республика Беларусь |
Госстандарт Беларуси |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикский государственный центр по стандартизации, метрологии и сертификации |
|
Туркменистан |
Туркменглавгосинспекция |
3. ВЗАМЕН ГОСТ 13950-84
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
|
|
|
5. ИЗДАНИЕ (октябрь 2002 г.) с Изменением № 1, принятым в январе 1996 г. (ИУС 4-96)