 | Информационная система | |
ГОСТ Р 50779.70-99
(ИСО 2859.0-95)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
ПРОЦЕДУРЫ ВЫБОРОЧНОГО КОНТРОЛЯ
ПО АЛЬТЕРНАТИВНОМУ ПРИЗНАКУ
Часть 0
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 125 «Статистические методы в управлении качеством продукции»
АО «Научно-исследовательский центр контроля и диагностики технических систем» (АО «НИЦ КД»)
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 23 декабря 1999 г. № 670-ст
3 Разделы настоящего стандарта, за исключением области применения и приложения А, представляют собой аутентичный текст международного стандарта ИСО 2859.0-95 «Выборочные процедуры для контроля по альтернативному признаку. Часть 0. Введение в систему выборочного контроля по альтернативному признаку по ИСО 2859.0-95»
4 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
|
2 Введение в статистический приемочный контроль. 3 3 Система стандарта ГОСТ Р 50779.71. 26 Приложение А Взаимосвязь настоящего стандарта с ГОСТ Р 50779.30 и ГОСТ Р 50779.52. 53 |
Введение
Настоящий стандарт рассматривает выборочный контроль по альтернативному признаку в общем случае, знакомит с необходимыми оперативными процедурами контроля и способами использования полученных схем, приведенных в ГОСТ Р 50779.71, ГОСТ Р 50779.72, ГОСТ Р 50779.73, ГОСТ Р 50779.75 и ИСО 8550.
В ГОСТ Р 50779.71 приведены схемы выборочного контроля на основе AQL. Используемой мерой качества может быть процент несоответствующих единиц продукции или число несоответствий на сто единиц продукции. Настоящий стандарт распространяется на контроль непрерывных серий партий, поступающих из одного источника, поскольку в этих условиях необходимая защита потребителя (максимальный средний процент несоответствующих единиц продукции для процесса) возможна при применении правил переключения, т.е. с нормального на усиленный контроль при определенном (предельном) числе неприемлемых партий, обнаруженных в малой серии последовательных партий.
ГОСТ Р 50779.72 содержит планы выборочного контроля, применяемые при контроле отдельных или изолированных партий. Эти планы во многих случаях идентичны планам стандарта ГОСТ Р 50779.71. Информация об уровне качества, необходимом для обеспечения высокой вероятности приемки партий, приведена в ГОСТ Р 50779.72. Для контроля отдельных или изолированных партий вместо ГОСТ Р 50779.71 рекомендуется применять ГОСТ Р 50779.72.
Процедуры с пропуском партий в ГОСТ Р 50779.73 применяют в том случае, когда качество процесса значительно лучше AQL в течение определенного продолжительного периода поставки или наблюдения. Если уровень качества высок, то для экономии удобнее пользоваться ГОСТ Р 50779.73 по сравнению с ослабленным выборочным контролем, изложенным в ГОСТ Р 50779.71. ГОСТ Р 50779.73, также как и ГОСТ Р 50779.71, применим только для контроля непрерывных серий партий, поступающих из одного источника.
ГОСТ Р 50779.75 предлагает метод установления последовательных выборочных планов, практически эквивалентный методу индивидуальных планов ГОСТ Р 50779.71 и ГОСТ Р 50779.72.
Система планов выборочного контроля по количественному признаку на основе AQL приведена в ГОСТ Р 50779.74 и ГОСТ Р 50779.76.
ГОСТ
Р 50779.70-99
(ИСО 2859.0-95)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
Статистические методы ПРОЦЕДУРЫ ВЫБОРОЧНОГО КОНТРОЛЯ ПО АЛЬТЕРНАТИВНОМУ ПРИЗНАКУ Часть 0 Введение в систему выборочного контроля по альтернативному признаку на основе приемлемого уровня качества AQL Statistical methods. Sampling procedures for inspection by attributes. Part 0 Introduction to the ISO 2859 attribute sampling system using an acceptable quality level (AQL) |
Дата введения 2000-07-01
1 Общие положения
1.1 Область применения
Настоящий стандарт поясняет термины, используемые в выборочном приемочном контроле, содержит различные схемы и планы контроля, а также практические рекомендации по выборочным процедурам и некоторые теоретические аспекты контроля.
1.2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ Р 50779.30-95 Статистические методы. Приемочный контроль качества. Общие требования
ГОСТ Р 50779.42-99 (ИСО 8258-91) Статистические методы. Контрольные карты Шухарта
ГОСТ Р 50779.52-95 Статистические методы. Приемочный контроль качества по альтернативному признаку
ГОСТ Р 50779.71-99 (ИСО 2859.1-89) Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL
ГОСТ Р 50779.72-99 (ИСО 2859.2-85) Процедуры выборочного контроля по альтернативному признаку. Часть 2. Планы выборочного контроля отдельных партий на основе предельного качества LQ
ГОСТ Р 50779.73-99 (ИСО 2859.3-91) Процедуры выборочного контроля по альтернативному признаку. Часть 3. Процедуры выборочного контроля с пропуском партий
ГОСТ Р 50779.75-99 (ИСО 8422-91) Планы последовательного выборочного контроля по альтернативному признаку
ИСО/ТО 8550-94*) Руководство по выбору системы, схемы и плана выборочного приемочного контроля штучных изделий в партиях продукции.
*) Оригиналы международных стандартов ИСО/МЭК - во ВНИИКИ Госстандарта России.
1.3 Определения
В настоящем стандарте использованы термины и определения к ним по ГОСТ Р 50779.71 и ГОСТ Р 50779.73.
2 Введение в статистический приемочный контроль
Основной целью выборочного приемочного контроля является подтверждение того, что изготовитель (поставщик) представляет партию такого качества, которое соответствует (или лучше) согласованному уровню, и потребитель получает партии приемлемого качества.
Изготовитель может использовать эти выборочные процедуры для подтверждения того, что уровень качества будет приемлемым для потребителя. Во всех этих процедурах следует учитывать, что цена изделий должна отражать затраты на контроль и производство.
В рамках планируемой системы ответственным за качество продукции должен быть изготовитель. При контроле ответственность за качество может перейти от изготовителя к контролеру. Это происходит в тех случаях, когда контролер необходим для сортировки несоответствующих изделий, и все, что происходит в производстве, будет выявляться через контроль. Такой подход приводит к излишней работе, затратам и ухудшению качества для потребителя и изготовителя. Контролер не располагает средствами для создания качественной продукции, если это не было сделано изготовителем.
2.2 Выборочный приемочный контроль
Преимущество такого контроля заключается в том, что при нем ответственность за качество продукции ложится непосредственно на изготовителя, и контролер не выполняет роль сортировщика продукции. Изготовитель должен подтвердить надлежащее качество изделий, иначе потребуются большие усилия и затраты, связанные с отклонением партий. Выборочный контроль может и должен приводить к снижению объема работы по контролю и затрат, а также к хорошему качеству продукции для покупателя.
Схемы выборочного контроля, приведенные в ГОСТ Р 50779.71 - ГОСТ Р 50779.73 и ГОСТ Р 50779.75, содержат количественную оценку рисков приемки некачественной (риск потребителя) и рисков отклонения качественной продукции (риск изготовителя) и процедуры выбора плана, не допускающего риск более установленного.
Кроме выборочных планов, основанных на математической теории вероятностей, существует и другая практика применения контроля:
а) контроль на основе полученных данных о продукции, процессе, изготовителе (поставщике) и потребителе (2.2.1);
б) специальный контроль, например, контроль фиксированного процента изделий или отдельные случайные проверки (2.2.2);
в) сплошной контроль (2.2.3);
г) другие случаи применения выборочного контроля (2.2.4).
2.2.1 Статистический отбор выборок
Отбор выборок, основанный на данных о продукции, процессе, поставщике и потребителе, может иметь статистические оценки.
ГОСТ Р 50779.71, например, содержит описание процедуры, при которой применяют ряд правил переключения. Если качество очень хорошее, можно переключиться на ослабленный контроль. В результате получается процедура, предполагающая при уменьшении риска изготовителя увеличение риска потребителя. Если практические результаты хорошие, то этот контроль оправдан, в частности, если среднее значение процесса ниже установленного значения AQL. Если среднее процесса на протяжении 10 партий значительно ниже AQL, некоторые заказчики могут перейти на процедуры контроля с пропуском партий (ГОСТ Р 50779.73). Это может быть более экономичным по сравнению с ослабленным контролем, приведенным в ГОСТ Р 50779.71.
В некоторых случаях, в частности при контроле обычных и некритических изделий, часть потребителей может предпочесть отбор малых выборок из партии, и при отсутствии в них несоответствующих единиц будет принимать партию. Например, малый объем выборки 8 эквивалентен одноступенчатому плану для малых партий с AQL 1,5% на нормальном контроле или 0,65% на ослабленном (таблицы II-А и II-С ГОСТ Р 50779.71).
С другой стороны, по ГОСТ Р 50779.71, при отклонении двух из пяти последовательных партий прекращают нормальный и вводят усиленный контроль, который проводят до момента приемки пяти последовательных партий на усиленном контроле, после чего возобновляют нормальный контроль. Такое требование устанавливают преднамеренно жестким, так как были обнаружены случаи неприемлемого качества. Изготовитель при этом теряет права в пользу этих сомнений. Если число партий, отклоненных при первом предъявлении на усиленном контроле, достигает пяти, выборочный контроль приостанавливают до момента выполнения эффективных корректирующих мер (2.11).
Не рекомендуется прибегать к этому виду контроля, поскольку он может вызвать труднооцениваемые риски, которые могут быть неоправданно завышены. Кроме того, отсутствует формальная база приемки или отклонения партий.
Такой контроль невозможен без автоматического контрольного оборудования. Кроме этого, он не всегда успешен, особенно при большом числе изделий с одной или несколькими характеристиками, которые близки или сконцентрированы около пределов поля допуска. В этих условиях ручная или автоматическая разбраковка может привести к классификации соответствующих единиц продукции как несоответствующих и наоборот. Кроме того, сплошной ручной, визуальный или автоматический контроль может быть неудовлетворительным. Иногда он может быть сведен к 100%-му внешнему осмотру, когда не хватает средств, времени и персонала. Сплошной контроль невозможен также при разрушающем контроле.
Необходимо отметить, что этот контроль может стать неотъемлемой частью процесса проверки продукции для изготовителя и потребителя, например, при контроле на критические несоответствия. Некоторые виды несоответствий имеют настолько важное значение, что каждое изделие необходимо контролировать при неразрушающем контроле. В тех случаях, когда контроль является разрушающим, должен быть принят некоторый риск неверных решений (2.15).
2.2.4 Другие случаи применения выборочного контроля
В настоящем стандарте подробно рассмотрены лишь те системы выборочного контроля, которые стандартизованы на международном уровне, хотя имеются и другие системы. Из этого не следует, что другие системы не имеют большого значения. Это только означает, что основной целью настоящего стандарта является помощь в применении ГОСТ Р 50779.71 - ГОСТ Р 50779.73 и ГОСТ Р 50779.75.
Потребители во многих случаях не осуществляют постоянный контроль и доверяют изготовителю в оценке качества продукции.
Если, в частности, имеется информация об истинных затратах на ошибочное отклонение хороших изделий и приемку изделий низкого качества, и из практики известна частота представлений партий такого качества на контроль, это может быть поводом к тому, чтобы была построена более эффективная схема контроля.
2.3 Выбор контроля по альтернативному или количественному признаку
Метод контроля по альтернативному признаку предполагает проверку изделия или его характеристик и оценку его как соответствующего или нет. Необходимые действия включают подсчет числа несоответствующих единиц продукции или числа несоответствий, обнаруженных в случайной выборке.
Контроль по количественному признаку начинают с отбора выборки заданного числа единиц продукции и измерения размеров или характеристик для того, чтобы иметь информацию не только о нахождении размера в определенных пределах, но и о его действительном значении. Решение о приемке партии принимают на основе вычисления среднего и изменчивости измерений в соответствии с процедурами ГОСТ Р 50779.74 или ГОСТ Р 50779.76.
Преимущество контроля по количественному признаку при условии, что некоторые предположения верны, заключается в том, что для обеспечения заданной степени защиты от ошибочных решений необходим меньший объем выборки. Кроме этого, он позволяет получать больше информации о негативном влиянии среднего процесса, его изменчивости или того и другого на качество продукции.
Преимущество контроля по альтернативному признаку - в большей робастности (независимости от формы распределения) и простоте применения. По этим причинам могут быть оправданы большие объемы выборок и повышенные затраты, связанные с последним методом.
Следует отметить, что оценивание на основе «да»-«нет» более оперативно и требует меньшей квалификации, чем при измерении.
Каждый из этих методов имеет характерные области применения.
Несмотря на ссылки на ГОСТ Р 50779.74 или ГОСТ Р 50779.76, схемы контроля по количественному признаку напрямую не рассматриваются в настоящем стандарте.
ГОСТ Р 50779.74 или ГОСТ Р 50779.76 содержат руководства по их применению.
2.4.1 Партия
В соответствии с требованиями ГОСТ Р 50779.71, ГОСТ Р 50779.75 и ГОСТ Р 50779.76 единицы продукции предъявляют для приемки не поштучно, а группами. Каждую группу единиц продукции называют партией.
Фактически каждая партия должна включать единицы продукции, произведенные в аналогичных условиях за один период времени. Это особенно важно, если принято понятие приемлемого уровня качества и поставки предполагаются сериями партий.
Если контролируют партии, смешанные из двух или более источников, наличие большого числа несоответствий в одном из них может привести к отклонению продукции из всех источников. С другой стороны, продукция граничного качества, поступившая из одного источника, может быть скрыта посредством смешения с продукцией от источников отличного качества.
Из каждой партии отбирают и контролируют выборку. При контроле по альтернативному признаку партию классифицируют как приемлемую или неприемлемую на основе числа несоответствий или несоответствующих единиц, обнаруженных в выборке. Каждую последовательную партию рассматривают как более или менее независимую единицу (несмотря на то, что правила принятия решений о приемке могут меняться в зависимости от результатов контроля предыдущих партий).
Для единичных партий, поступающих отдельно, применяют 2.5.2.
Уполномоченный орган по ГОСТ Р 50779.71, пункт 3.10, имеет право установить объем партии. По мере возможности это согласовывают с изготовителем с целью определения количества единиц продукции, приемлемого для обеих сторон. При установлении объема партии (как и других параметров плана контроля) необходимо учитывать специфику производственного процесса. Не обязательно устанавливать единственное значение. В некоторых случаях возможны отклонения, хотя во всех случаях рекомендуется указывать верхние и нижние границы объема партии.
С точки зрения выборочного контроля предпочтительны крупные партии, позволяющие взять большую выборку, при этом достигается более четкое разграничение качества партий. Доля проверяемых единиц продукции для больших партий меньше, чем для малых партий с аналогичным AQL.
Не следует переоценивать тактику партий большого объема. При необходимости комплектования больших партий за счет объединения малых большие партии предпочтительны только в случае аналогичного качества малых партий. Если возможны существенные различия в качестве малых партий, их контроль следует проводить по отдельности. Поэтому партии должны включать единицы продукции, изготовленные, в основном, в аналогичных условиях.
Примеры комплектования партий приведены в 3.4. Соотношение объема партии и объема выборки - по ИСО/ТО 8550.
2.5 Контроль последовательных и отдельных партий
2.5.1 Контроль последовательных партий
Контроль последовательных партий рассматривают как контроль продукции, представленной серией партий.
Если приемку проводят одновременно с изготовлением, то результаты контроля предшествующих партий могут быть получены до изготовления последующих партий. Следовательно, существует возможность с помощью контроля влиять на качество изготовления последующих партий. Партии представляют на контроль в той последовательности, в которой они были изготовлены. Информация, полученная на основе контроля нескольких последовательных партий, может быть использована для переключения на процедуры, требующие более тщательной проверки при сбоях в процессе. Это обеспечивает наилучшую защиту потребителя от плохой продукции. Если качество партий не улучшается, то в результате более жесткого контроля большая их часть возвращается изготовителю на сортировку. Усиленный контроль увеличивает риск изготовителя квалифицировать приемлемую партию как неприемлемую. Факт возможного снижения качества продукции сигнализирует о необходимости введения корректирующих действий.
Если качество значительно лучше согласованного, заказчик по согласованию с уполномоченным органом может выбрать ослабленный контроль или контроль с пропуском партий.
ГОСТ Р 50779.71, ГОСТ Р 50779.73, ГОСТ Р 50779.75, ГОСТ Р 50779.74 и ГОСТ Р 50779.76 распространяются только на контроль последовательных партий.
2.5.2 Контроль отдельных партий
Иногда необходимо проверить одну или несколько отдельных партий или складированные партии уже после их изготовления. В этом случае нет достаточных оснований для использования правил переключения и, следовательно, возможности влияния на качество изготовления.
При поставке отдельной партии продукции необходимо знать, является ли она одной из подобных партий, направленных другим поставщикам, и состоит ли она из материала, произведенного стабильным процессом, или это смешанная партия, включающая изделия, произведенные различными процессами и в разные отрезки времени (ИСО/ТО 8550 и ГОСТ Р 50779.72).
В ГОСТ Р 50779.71 и ГОСТ Р 50779.73 рекомендуется заранее устанавливать AQL и уровень контроля, в ГОСТ Р 50779.72 - предельное качество (LQ). Для соответствующей защиты изготовителя и потребителя при контроле с помощью процедуры на основе предельного качества необходима информация об источнике данной партии, т.е. является ли она партией из непрерывной серии приемлемых партий или смешанной партией, включающей продукцию, изготовленную на различных линиях и/или в разные дни.
Таблицы ГОСТ Р 50779.72 предназначены для отдельных партий.
2.6 Приемлемый уровень качества (AQL)
2.6.1 Описание
Приемлемый уровень качества применяется как опорный показатель в таблицах ГОСТ Р 50779.71, ГОСТ Р 50779.74 и в некоторых таблицах ГОСТ Р 50779.75 и ГОСТ Р 50779.76.
При выборочном контроле на основе AQL контролируемые партии, взятые из процесса с качеством, равным или лучшим, чем AQL, будут в большинстве случаев приняты.
В непрерывной серии партий для выборочного контроля AQL является уровнем качества, соответствующим пределу среднего уровня удовлетворительного процесса.
AQL является выбранной границей между приемлемым и неприемлемым значениями среднего процесса. Он не описывает план выборочного контроля, а является требованием того, каким должно быть производство, и удобной величиной для определения допустимого процесса.
Заданный AQL не означает, что в партии допускается процент несоответствующих единиц не более установленного. В любом случае предпочтительнее не иметь несоответствующих единиц, чем иметь какой бы то ни было процент, и чем больше он может быть уменьшен по сравнению с AQL, тем лучше. Снижение процента несоответствующих единиц увеличивает вероятность приемки каждой партии.
2.6.2 Назначение AQL
При назначении AQL необходимо учитывать, что он является показателем качества, требуемым в производстве. Изготовителю рекомендуется изготовлять партии среднего уровня качества лучше AQL. С другой стороны, это качество должно быть реально достижимым и в то же время обоснованным с точки зрения потребителя. Во многих случаях это компромиссный уровень качества между предпочтительным качеством для потребителя и тем, который изготовитель может себе позволить, поскольку строгие требования сложнее удовлетворять в производственном процессе и больше затрат на контроль потребуется для проверки того, что они выполнены.
При процессе, разработанном и управляемом надлежащим образом, можно производить продукцию с меньшим по сравнению с AQL процентом несоответствующих единиц. При получении лучшего среднего процесса снижаются совокупные затраты на производство и контроль продукции лучшего качества.
Учитывая требования потребителя, необходимо проверить, что оно не является завышенным, а также учесть предполагаемое применение контролируемых изделий и последствия отказов. Если при большем количестве изделий отказ можно рассматривать как сигнал замены несоответствующего изделия, то допустим достаточно мягкий уровень AQL. Если этот отказ скажется на повреждении дорогостоящей и важной части оборудования, когда невозможна замена изделия, требуется более жесткий AQL.
Дополнительная информация и руководство по назначению AQL приведены в 3.9 и ИСО/ТО 8550.
Среднее процесса является средним уровнем качества поставляемой на контроль серии партий (партии, повторно представленные на контроль, исключаются).
Это понятие отличается от AQL, AOQL (2.12) или LQ (2.8), которые можно вычислить или выбрать, и не является свойством конкретного плана выборочного контроля. Среднее процесса относится к тому, что реально изготовлено независимо от проводимого контроля.
Оценка среднего процесса не является неотъемлемой частью схемы контроля, но она важна сама по себе. Как контролер, так и изготовитель заинтересованы не только в решениях о последовательных партиях, но и в долгосрочной картине качества производства.
Рекомендуется вести протоколы данных о допустимом общем среднем процесса, что является эффективной мерой повышения качества продукции и необходимой информацией при выборе плана выборочного контроля.
При двухступенчатом и многоступенчатом контроле необходимо соблюдать ряд специальных правил. Для оценки среднего процесса используют результаты только первой выборки.
В некоторых случаях рекомендуется исключать аномальные результаты, но это правило следует применять с большой осторожностью. Это можно с уверенностью делать тогда, когда аномальные результаты являются следствием особой причины, которая уже устранена. Далее в этом случае приводят данные, включающие и не включающие аномальные результаты, чтобы показать наличие этих несоответствий.
При наличии многих характеристик или многочисленных классов AQL следует оценивать средние отдельных процессов.
Предельное качество является опорным показателем в ГОСТ Р 50779.72. При контроле отдельной партии это соответствует уровню качества, выраженному процентом несоответствующих единиц или числом несоответствий на 100 единиц продукции, при котором в целях выборочного контроля требуется низкая вероятность приемки. Такая низкая вероятность приемки называется «риск потребителя».
Предельное качество фактически соответствует нежелательному качеству. Для гарантированной приемки партий доля несоответствующих единиц должна быть значительно ниже LQ (как правило, меньше четверти LQ).
В ГОСТ Р 50779.72 приведены процедуры применения планов контроля на основе LQ. В большинстве случаев эти планы и таблицы согласуются с планами, приведенными в ГОСТ Р 50779.71.
Планы на основе предельного качества используют для отдельных партий. В условиях производства серии партий продукции предпочтительнее выполнять требования ГОСТ Р 50779.71.
2.9 Нормальный и усиленный контроль
Следует отметить, что AQL - линия, отделяющая плохое качество от хорошего при контроле последовательных партий. Если AQL назначают для конкретной продукции, то оптимальным было бы наличие системы, которая может гарантировать приемку партий с качеством лучше AQL. Но ни один план выборочного контроля не дает такой гарантии.
Для удовлетворения требований и изготовителя, и потребителя необходим компромисс. Механизм, принятый в ГОСТ Р 50779.71 и ГОСТ Р 50779.75, заключается в соединении нормального и усиленного контроля, при котором два плана устанавливают для каждого конкретного случая наряду с правилами определения момента переключения с одного на другой и обратно.
Нормальный контроль разработан так, чтобы защитить изготовителя от большой доли отклоненных партий с качеством лучше AQL. На практике любые сомнения, возникающие вследствие изменчивости при выборочном контроле, относятся в пользу изготовителя.
Защита потребителя обеспечивается тем, что это преимущество не предоставляется поставщику только тогда, когда такая защита оправдана. Если в любое время результаты контроля свидетельствуют о худшем по сравнению с AQL среднем процесса, он отказывается от права использовать сомнения в свою пользу, т.е. от права на нормальный контроль, и для защиты интересов потребителя вводит усиленный контроль (см. примеры в 3.11 и 3.12).
2.10 Ослабленный контроль
Если качество систематически лучше по сравнению с AQL и оно поддерживается, план контроля не разделяет партии низкого и высокого качества. От контроля совсем не отказываются, поскольку необходим сигнал о возможном ухудшении качества продукции.
В этом случае значительно экономичнее организовать ослабленный контроль по ГОСТ Р 50779.71 или контроль с пропуском партий по ГОСТ Р 50779.73. Конкретные правила по применению этих планов при разрешении уполномоченного органа содержатся в ГОСТ Р 50779.71 и ГОСТ Р 50779.73, а также в разделе 3.
В 2.9 введены понятия и цели нормального и усиленного контроля и рассмотрены правила переключения, в соответствии с которыми принимают решение о переходе с нормального на усиленный контроль и обратно с применением процедур ГОСТ Р 50779.71.
Если реальное качество, предлагаемое изготовителем, известно, то эти знания можно применять для оценки партий вместо их предъявления на приемочный контроль. Так как реальное качество никогда не известно, остается учитывать доступные данные, т.е. собственно результаты выборочного контроля.
При нормальном контроле приемку проходят практически все партии, если их качество не менее уровня AQL. Следовательно, при условии отклонения большой доли партий их качество не может быть равным или лучше AQL. Чтобы оценить, какая доля отклоненных партий может рассматриваться как достаточно высокая, необходимо правило, по которому можно было бы достаточно быстро реагировать на ухудшение качества по сравнению с AQL при низкой вероятности ошибочного перехода к усиленному контролю, если реальное качество лучше AQL.
Это правило заключается в необходимости применения усиленного контроля последующих партий тогда, когда при первом предъявлении отклонены две из пяти или менее последовательных партий. Определение «при первом предъявлении» означает, что если партии отклонены и предъявляются повторно после устранения дефектов, они не подпадают под действие правил переключения.
После введения усиленного контроля его не меняют до приемки пяти последовательных партий на усиленном режиме, после чего возобновляют нормальный контроль. Это требование является достаточно жестким ввиду повышенной сложности приемки партий при усиленном контроле. Если качество производимой продукции хуже, чем AQL, продолжают проводить усиленный контроль.
Еще одной защитой для потребителя является правило, по которому приемочный контроль может быть прекращен вплоть до выполнения действий по улучшению качества, если общее число отклоненных партий в последовательности при первом предъявлении после усиленного контроля достигает 5. Это принципиально важный момент: при плохом качестве необходимо предпринимать меры, и контролер вправе отменить контроль последующих партий до тех пор, пока не будет подтверждений о принятых мерах (пример в 3.13).
2.12 Среднее выходное качество (AOQ) и его предел (AOQL)
Аналогично концепции AQL понятие среднего выходного качества (AOQ) и его предела (AOQL) оправданы только при большом числе последовательных партий, представленных в определенной системе выборочного контроля, например в соответствии с положениями ГОСТ Р 50779.71. Партия будет принята, если число несоответствующих единиц продукции в выборке меньше или равно приемочному числу. Если число несоответствующих единиц превышает или равно браковочному, партия не будет принята. При среднем уровне процесса, близком к AQL, большая часть партий будет принята. Если качество процесса не меняется и отклоненные партии бракуют, а не исправляют, выборочный контроль на качество не влияет.
В некоторых случаях, когда перемещение продукции происходит между подразделениями, а не предприятиями, отклоненную партию проверяют сплошным контролем с изъятием из нее несоответствующих единиц (возможна замена на соответствующие единицы). Это называется контролем с разбраковыванием.
При контроле с разбраковыванием партию либо принимают без дальнейшего контроля, либо при отклонении проходит сплошной контроль каждой единицы с изъятием или заменой всех несоответствующих единиц на соответствующие. В первом случае выходное качество практически соответствует входному, во втором - все изделия соответствуют техническим условиям. Даже если входное качество р не меняется, выходное качество может меняться от партии к партии, принимая значения р или 0 в зависимости от факта приемки партии или представления ее на контроль с разбраковыванием. Тем не менее возможно рассмотрение среднего выходного качества в течение длительного промежутка, когда входное качество не меняется и равно р. Это среднее качество будет не хуже р, а при сплошном контроле большой доли партий может быть значительно лучше.
Термин «среднее выходное качество» можно рассматривать как средний процент несоответствующих единиц в большом числе партий из процесса, при котором непрерывно производится продукция качества р. Все партии проверяют и оценивают одним и тем же выборочным планом, который имеет вероятность приемки партии Ра. Отклоненные партии очищают (теоретически) от несоответствующих единиц. В результате контроля с разбраковыванием в среднем 100Ра % партий не содержат несоответствующих единиц, а 100(1-Ра) % партий, прошедших только выборочный контроль и принятых с первого предъявления, содержат 100р % несоответствующих единиц (за вычетом ряда изъятых из выборки при контроле). Среднее выходное качество, выраженное процентом несоответствующих единиц, равно приблизительно 100(Ра×р) %. Приближение приемлемо при условии, что объем партии N в десять или более раз превышает объем выборки п.
Кривая среднего выходного качества, построенная для различных значений р с различной вероятностью приемки, приведена на рисунке 1. Выходное качество может быть хорошим как по причине хорошего входного качества, так и вследствие сплошного контроля ряда партий. Кроме того, существует промежуточное входное качество р, для которого среднее выходное качество имеет максимальное значение. Это значение является пределом среднего выходного качества AOQL. Это не предел выходного качества любой отдельной партии и не предел реального выходного качества, усредненного по небольшому числу последовательных партий. В случае их большого числа реальное среднее выходное качество в этой последовательности будет незначительно отличаться от этого AOQL. При вариациях входного качества р реальное качество может быть значительно лучше AOQL. Поэтому эффективнее оценивать непосредственно реальное среднее качество, чем полагаться на AOQL как на верхнюю границу.
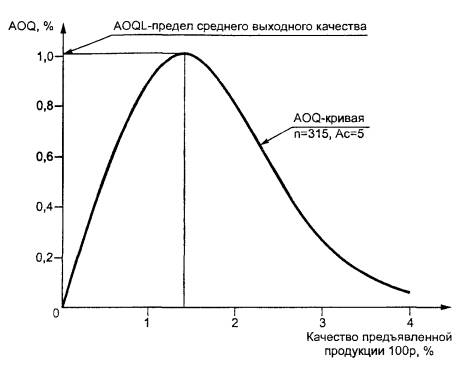
n - объем выборки; Ас - приемочное число
Рисунок 1 - AOQ и его предел AOQL
2.13 Изделие, единица продукции
При контроле по альтернативному признаку необходимо учитывать объем партии, объем выборки, число несоответствующих изделий в единицах продукции. Как правило, единица продукции - это единичное изделие (соответствующего вида на контроле), и поэтому термин «изделие» можно использовать вместо «единица продукции».
Пример 1
Остеклованные глиняные трубы номинальной длиной 3 м и диаметром 150 мм необходимо поставить партией из 250 шт. До отправки берут случайную выборку из 8 труб этой партии и исследуют на прочность, сопротивление изгибу и герметичность. Партию отправляют в том случае, если не менее 7 труб соответствуют определенным требованиям по этим трем характеристикам. В данном случае единицей продукции является одна труба.
Примечание: Термин «единица продукции» вводится ввиду того, что в отдельных случаях производится выборочный контроль продукции, не содержащей изделий, или объектом проверки является продукция, состоящая из множества изделий.
Пример 2
10000 кг песочно-цементной смеси упаковывают в мешки вместимостью 10 кг. Партию проверяют на соответствие техническим условиям, которые устанавливают максимальный размер крупиц песка и цемента, их соотношение и массу каждого мешка.
Назначено AQL. Мешок считают соответствующим техническим условиям, если менее х % крупиц песка превышают размер а и менее у % крупиц цемента превышают размер b и т.д.
Партия включает 1000 единиц (мешков). После назначения уровня контроля S4 и AQL на уровне 2,5% устанавливают необходимый объем выборки (20 мешков) и приемочное число (1) (таблицы 1 и X-F-2 ГОСТ Р 50779.71).
Единицей продукции здесь является мешок массой 10 кг. Сыпучий гранулированный материал рассматривают как некоторое число отдельных единиц.
Пример 3
Блок электронного оборудования имеет в цепи два аналогичных транзистора, и для выполнения коррекций необходимо, чтобы их электрические характеристики максимально совпадали. В этом случае единицу продукции на контроле определяют как пару одинаковых транзисторов. 500 таких пар, т.е. 1000 транзисторов, будут соответствовать 500 единицам продукции. Объем партии равен 500 при условии, что объем выборки равен 50, т.е. 50 пар, и общее число транзисторов в выборке равно 100. В этих условиях необходимо определить пары до составления выборки, которые должны сохраняться целыми до их использования. Если электронные транзисторы упакованы попарно или на отдельном слое, то это будет рассматриваться как одна единица, несмотря на то, что необходимо будет в каждом случае отдельно проверять каждый транзистор.
Пример 4
50000 изделий, состоящих из 25000 кастрюль и 25000 крышек, имеющих специальную форму парных частей, ежедневно производят и поставляют на сборочный завод. Процесс производства и применения таков, что парные части должны быть не отдельными, а собраны в пары.
Одним из наиболее важных видов контроля является проверка того, как обе детали подходят друг другу. Единицей продукции контроля становится пара «одна кастрюля - одна крышка», идентифицируемая как одна пара.
2.14 Несоответствие и несоответствующая единица продукции
2.14.1 Отсутствие соответствия
В ГОСТ Р 50779.71 и ГОСТ Р 50779.75 любое несоответствие установленным требованиям (размер, характеристика, признак или свойство) рассматривается как несоответствие. В несоответствующей единице продукции может быть более одного несоответствия.
Например, перестает писать шариковая ручка. Этот факт рассматривают как несоответствие, а ручка - как несоответствующая единица продукции. Эта же ручка может не удовлетворять другим требованиям, в том числе к цвету, размерам и пр. Даже при наличии ряда несоответствий ручку рассматривают как одну несоответствующую единицу продукции.
Определение «несоответствие» не обязательно означает, что единица продукции не может быть использована по своему назначению. Так, например, кирпич, имеющий несоответствие одного из размеров установленному допуску, может использоваться в строительстве.
Если в каждом изделии при контроле может быть зарегистрировано только одно несоответствие единственного вида, то различия между числом несоответствий и числом несоответствующих единиц не существует, но при большем числе возможных видов несоответствий (например, геометрические размеры и дефекты внешнего вида) или большем числе возможных несоответствий одного вида в одном изделии (например, царапины) оно появляется.
Качество продукции может выражаться процентом несоответствующих единиц продукции или числом несоответствий на 100 единиц продукции, но они, как правило, не взаимозаменяемы.
Имеются выборочные планы как для процента несоответствующих единиц, так и числа несоответствий на 100 единиц продукции.
Пример 5
При подсчете отверстий в металлической фольге можно считать число отверстий на 1 м2 (единице продукции) и выражать качество в числе отверстий на 100 м2.
Пример 6
Рассмотрим партию из 500 изделий. Из них 480 годные, 15 шт. имеют по одному несоответствию, 4 шт. имеют два и одна - три несоответствия.
Процент несоответствующих единиц в партии выражают формулой

Таким образом, партия имеет 4% несоответствующих единиц продукции.
Число несоответствий на сто единиц продукции в партии выражается следующей формулой

В результате партия имеет 5,2 несоответствия на 100 единиц продукции.
Необходимость подсчета либо процента несоответствующих единиц, либо числа несоответствий на сто единиц продукции определяют в каждом конкретном случае. Это должно быть определено и согласовано до контроля выборки.
При выборе между процентом несоответствующих единиц и числом несоответствий на 100 единиц продукции необходимо учитывать следующие факторы:
а) при контроле процента несоответствующих единиц предполагают, что единицу продукции признают несоответствующей при наличии одного или более несоответствий.
Предполагается также, что число различных критериев по определению несоответствия единицы продукции ограничено и известно. Например, имеется только пять критериев, по которым каждую конкретную единицу оценивают как несоответствующую (см. также перечисление б).
При контроле процента несоответствующих единиц следует регистрировать все несоответствия отклоненных единиц с целью проведения корректирующих действий для устранения всех видов несоответствий. Единицу продукции с одним или несколькими несоответствиями классифицируют как одну несоответствующую единицу продукции;
б) при контроле числа несоответствий на 100 единиц продукции учитывают все обнаруженные несоответствия. Три несоответствия, обнаруженные в одной единице продукции, имеют то же значение, что и три единицы продукции, каждая из которых имеет по одному несоответствию.
Как отдельный случай рассматривается ситуация, при которой несоответствия могут появляться в одной единице неизвестное или почти неограниченное количество раз. Например, пятна или раковины на поверхности могут появиться в любом количестве и сведения о частоте их возникновения отсутствуют. Для этого признака процент несоответствующих единиц не имеет значения. В этих случаях используют число несоответствий на 100 единиц продукции (пример 5).
Примечание: Для процента несоответствующих единиц используют биномиальное распределение. Для числа несоответствий на сто единиц характерно распределение Пуассона. Подробнее о кривых оперативных характеристик выборочных планов контроля см. в 2.19;
в) два свойства будут зависимыми, если их несоответствие обусловлено одной общей причиной или одно свойство влияет на появление другого. Поэтому необходимо знание процесса для определения независимости свойств. С математической точки зрения понятие «независимые характеристики», например длина и диаметр, означает, что если все произведенные единицы рассортировать на две группы по длине (соответствующая или нет), тогда процент несоответствующих единиц для диаметра должен быть полностью аналогичен для каждой из этих двух групп; или если их разделить на группы с учетом соответствия по диаметру, процент несоответствующих единиц для длины будет аналогичен в каждой из таких групп. Математически можно показать, что обе эти процедуры являются эквивалентными.
Если два несоответствия не являются независимыми, то говорят, что они зависимые. Следует оговорить, что если они всегда случаются в одной и той же единице, то два несоответствия следует всегда рассматривать как одно. В некоторых случаях корреляция двух зависимых несоответствий низкая. В этих условиях они могут рассматриваться как самостоятельные. Контроль процента несоответствующих единиц не имеет таких трудностей;
г) если в партии содержится менее 2,5% несоответствующих единиц, вероятностные распределения числа несоответствий и несоответствующих единиц продукции аналогичны. В пределах 2,5-10 % наблюдается некоторое различие, и контроль числа несоответствий на 100 единиц является более жестким по сравнению с эквивалентным планом контроля процента несоответствующих единиц;
д) на практике целесообразно применение одного метода контроля вместо многократного переключения с одного на другой, например, на контроль несоответствующих единиц вместо контроля несоответствий на сто единиц продукции;
е) с точки зрения протоколирования данных и повышения качества предпочтителен контроль числа несоответствий на 100 единиц продукции, так как при этом имеется информация о всех несоответствиях, в то время как при другом подходе отдельные несоответствия могут не фиксироваться.
2.14.2 Номенклатура
Под контролем следует понимать контроль несоответствующих единиц. В необходимых случаях он может означать контроль несоответствий с заменой понятия «несоответствующие единицы» на «несоответствия» и «процент несоответствующих единиц» на «число несоответствий на 100 единиц продукции».
2.14.3 Классификация несоответствий
Предполагается, что если изделие не соответствует более чем по одной причине, то различные возможные несоответствия имеют равное значение. Таким образом, можно подсчитать и оценить число несоответствий. Например, при контроле по трем размерам (a, b и с) в выборке три изделия имеют несоответствия только по размеру а, еще три - по размеру b, одно - только по с и одно - по размерам а и b. В целом это составляет 8 несоответствующих единиц, и это число сравнивается с приемочным и браковочным числами.
Процедура сложения несоответствующих единиц с различными несоответствиями обоснована в том случае, если несоответствия примерно или одинаково важны. В противном случае необходимо классифицировать возможные несоответствия в группы по степени важности так, чтобы несоответствия одной и той же группы имели приблизительно равное значение. После этого для различных групп назначают различные AQL.
По ряду причин достаточно разделить несоответствия на две группы, в частности, значительные несоответствия класса А, как наиболее важные, и класса В - менее значительные. В некоторых случаях следует ввести дополнительные классы или классы подразделить на более мелкие группы.
Важнейшим классом являются критические несоответствия, связанные с безопасностью или опасностью при применении изделий.
Критические несоответствия рассматриваются в 2.15. На данный момент необходимо рассмотреть значительные и малозначительные несоответствия. Эти классы свидетельствуют об относительной важности различных несоответствий в любой данной продукции, и поскольку сама продукция классифицируется по важности, классы несоответствий не могут устанавливаться общетехническими стандартами. Таким образом, ни одно конкретное значение AQL не связано однозначно с каким-либо определенным классом.
Необходимо четко классифицировать несоответствия и принимать меры для предотвращения ослабления классификации (т.е. отнесение несоответствия к классу В, хотя оно присуще классу А), поскольку это создает большее число несоответствий данного класса для плана контроля признака по сравнению с действительно требуемым. Наряду с этим часто недооценивают опасность усиления классификации.
При классификации несоответствий необходимо устанавливать различные AQL для всех классов в целях обеспечения более жесткого контроля несоответствий класса А по сравнению с классом В.
При условии наличия в единице продукции более одного несоответствия различных классов она рассматривается как несоответствующая единица более значимого класса. Если контролируется число несоответствий, каждое несоответствие в выборке относится к определенному классу (см. 3.3).
2.15 Критические несоответствия
Критические несоответствия относят к несоответствиям, которые приводят к опасным последствиям или снижают потребительские свойства изделий и их безопасное использование. Их относят к особой категории. Невозможно назначить процент несоответствующих единиц продукции для таких несоответствий, который можно было бы считать допустимым.
При неразрушающем контроле принимают решение об использовании для критических признаков продукции объема выборки, равного объему партии, и приемочного числа, равного нулю. Это сплошной контроль, но он не является традиционным разбраковыванием. Цель контроля не в сортировании изделий на хорошие и плохие, а в проверке отсутствия плохих. При нахождении критического несоответствия его не помещают в другой ящик с тем, чтобы продолжить контроль, а принимают решение об отклонении всей партии (отклонение не обязательно означает забраковывание партии (п. 2.18). Это означает, что производство останавливают и одновременно с этим проводят тщательное изучение причин несоответствий и разработку методов по предотвращению таких случаев. Целью этой процедуры является попытка предотвратить производство изделий с критическими несоответствиями и избавить изготовителя от убеждения, что допускается производство некоторой части таких изделий, так как позже они будут отбракованы. Даже опытный контролер может не заметить отдельное несоответствие. Таким образом, только предотвращение критических несоответствий является полной гарантией их непопадания к потребителю.
Если возникнет сомнение, что какое-либо критическое несоответствие не оправдывает этой процедуры, следует серьезно рассмотреть возможность повторной классификации его в качестве значительного несоответствия. На практике критические несоответствия должны быть действительно критическими, тогда предпринимаемые усилия не будут излишними.
Когда единственно возможный контроль по критическим несоответствиям - разрушающий, еще большее значение приобретает поиск путей их предотвращения. В этих условиях нельзя взять 100%-ную выборку из партии, а необходимо решить, выборка какого объема может быть взята. Объем выборки рассчитывают по простой формуле, учитывающей:
а) число несоответствий (несоответствующих единиц), при наличии которых нам хотелось бы с большой уверенностью обнаружить не менее одного несоответствия (несоответствующую единицу) в выборке;
б) объем партии;
в) объем выборки;
г) риск, который мы готовы взять на себя в случае неудачи в обнаружении несоответствия (несоответствующей единицы).
С помощью следующей формулы получаем объем выборки (n) и округляем его до ближайшего целого числа1).
1) Данное приближение является достаточно точным для большинства случаев статистического выборочного контроля. В редких случаях оно приводит к результату, когда получается на одну единицу продукции больше, чем необходимо.
Партию принимают, если критические несоответствия обнаружены в выборке объема
![]() ,
,
где N - объем партии;
β - установленная вероятность невыявления по меньшей мере одного критического несоответствия;
d - максимальное количество критических несоответствующих единиц, «признанных возможными» в партии.
Если р равно максимальному проценту несоответствующих единиц, установленному для партии, то
d = Np, округленное в сторону ближайшего меньшего целого числа2).
2) «Признанными возможными» следует считать только малые значения процента несоответствующих единиц, так как несоответствия относятся к критическим.
Пример 7
Рассмотрим партию из 3454 единиц продукции. Назначаем вероятность β=0,001 и наибольший процент критических несоответствующих единиц 0,2%.
р = 0,2/100 = 0,002 и
d = Np = 3454 × 0,002 = 6,908, которое округляется до d = 6.
Из этого следует, что
![]() ,
которое округляем до п = 2165.
,
которое округляем до п = 2165.
План выборочного контроля включает:
объем выборки п - 2165;
приемочное число Ас - 0 несоответствующих единиц;
браковочное число Re - 1 несоответствующая единица.
Пример 8
Чтобы найти объем партии (N), необходимый для производства установленного количества единиц продукции (L) после разрушающего контроля выборки (n) при испытаниях с предположительным отсутствием несоответствий, для данных значений вероятности β и числа несоответствующих единиц в партии следует вычислить с округлением в сторону увеличения:
![]() .
.
Предположим, что после проверки выборки требуется 1500 изделий при β = 0,001 и d = 6, как в примере 7. Тогда L равно 1500 и объем партии равен
N = (1500-6/2)/0,0011/7+6/2 = 1497/0,37276+3 = 4018,99.
Округляем до N = 4019.
Отсюда следует, что
n = N - L = 4019-1500 = 2519.
Такое же значение n получим, используя формулу (2.1) с объемом партии 4019.
Если в ходе первичного вычисления получаем неприемлемую выборку или объем партии, то риск (вероятность) и (или) возможное число несоответствий (несоответствующих единиц) в партии требует(ют) переоценки и использования других критериев.
Другим планом контроля критических несоответствий, рассматривающим критическую характеристику как измеряемую единицу, является выбор с помощью коэффициента безопасности. Так при наименьшей допустимой нагрузке на разрыв для отдельного изделия в 2000 кг можно формулировку «предел равен 2000 кг и это несоответствие является критическим» заменить на «предел равен 2500 кг и это несоответствие является значительным». Выбор пределов и плана контроля зависит от ранее полученной информации о степени изменчивости предела прочности изделия. В случаях, где возможен такой подход, он может привести к более эффективным результатам по сравнению со сплошным контролем. В этом случае возможен выборочный контроль по количественному признаку (ГОСТ Р 50779.74), требующий усиленных испытаний и сбора информации о среднем и изменчивости характеристик.
2.16 Усечение контроля
В процессе контроля необходимость предпринять определенные меры может становиться все более очевидной; по окончании проверки всех изделий выборки решение может быть принято с учетом критериев данного плана. Может случиться, что это решение можно с уверенностью прогнозировать на одном из ранних этапов, так как уже имеется достаточное число соответствующих единиц, позволяющее проводить приемку независимо от последующих результатов, или достаточное число несоответствующих единиц, позволяющее отклонить партию. Например, при объеме выборки 80 и приемочном числе 10 в результате обнаружения 11 несоответствующих среди первых 20 проверяемых изделий будет принято решение об отклонении партии даже при условии, что все остальные изделия хорошие. Контроль считается усеченным, если его прекращают, как только можно спрогнозировать окончательное решение. Контроль не может быть прекращен до того, как окончательное решение станет определенным, без изменения оперативной характеристики плана. Усеченный контроль позволяет достигнуть очевидной экономии в затратах на контроль, но и негативные аспекты усеченного метода контроля ощутимы.
Выборочный контроль последовательных партий преследует две цели: получение данных о несоответствиях продукции и оценку среднего процесса. При полном (неусеченном) контроле доля несоответствующих единиц во всех выборках соответствует несмещенной оценке среднего уровня процесса. Если контроль усечен, то эта простая процедура больше не позволит получить такой несмещенной оценки качества процесса и выборки, достигнутые при усечении контроля, не могут рассматриваться как объемы неусеченного контроля. Потеря информации об изделиях, не прошедших проверку, - другой недостаток, характерный для этого вида контроля. Третий может заключаться в необходимости срочных административных усилий для получения результатов отдельных проверок выполнения усечения.
Двухступенчатый, многоступенчатый и последовательный контроль может проводиться для сокращения числа проверяемых изделий. Экономия затрат на контроль в среднем может составить 3/8, 1/2 или 5/8 от затрат, требуемых для одноступенчатого контроля. Усеченный контроль не может дать такого экономического эффекта при хорошем входном качестве ввиду того, что основной эффект достигается при отклонении (неприемке) партии. Из этого следует, что нет серьезных оснований для предпочтения усеченному одноступенчатому контролю двух- или многоступенчатому, которые используют фиксированный меньший объем выборки на первой ступени процедуры принятия решения. Среднее процесса при двух- и многоступенчатом контроле может быть оценено с помощью процента несоответствующих единиц первой выборки из каждой партии или общим процентом несоответствующих единиц продукции в ряде первых выборок.
Обычно при двухступенчатом и многоступенчатом контроле усечение проводят во второй или последующих выборках, так как эти данные не используют для оценки среднего процесса.
2.17 Действия с отклоненными партиями
Если партия не удовлетворяет критериям приемочного выборочного контроля, ее не принимают, и потребитель вправе предпринять действия.
Может потребоваться разбракование партии, переделка или сдача в лом.
Если партию возвращают изготовителю на переделку или с другой целью, важно, чтобы она была возвращена потребителю как повторно предъявленная на контроль.
Следует учитывать, что при многократном предъявлении партий на контроль даже с малой вероятностью их приемки в конечном счете эти партии могут быть приняты.
Это не в интересах изготовителя, так как если эта партия предлагалась как новая несколько раз, несколько плохих партий могут пройти контроль. Это может привести к выводу, что качество было хуже, чем ожидалось, и потребуется более жесткий план выборочного контроля с последующей приостановкой контроля и необходимостью действий по улучшению качества.
Отклонение не означает автоматической сдачи изделий в лом. В зависимости от конкретной ситуации партия может быть сдана в лом, подвергнута сплошному контролю с исправлением несоответствий или заменой несоответствующих единиц, рекомендована для продажи по сниженным ценам или иного использования.
Если партия будет рекомендована для сплошного контроля, включая переработку, исправление несоответствий и замену несоответствующих единиц, в конечном счете, это приведет к повторному предъявлению на контроль. Контролер должен быть информирован о повторном предъявлении партии с тем, чтобы уделить особое внимание несоответствиям, по которым партия была забракована. Результаты повторного контроля должны протоколироваться отдельно для исключения ошибочной оценки качества продукции. Необходимость переключения на другие виды контроля не определяется результатами контроля таких партий.
Решение о контроле всех классов несоответствий или тех из них, которые привели к отклонению партии при первом предъявлении, принимают административным путем в зависимости от каждого конкретного случая. При переработке или ремонте важно оценить возможное влияние таких действий на другие свойства продукции.
2.18 Одноступенчатый отбор выборок
Этот вид плана контроля представлен тремя числами: объем выборки, приемочное и браковочное числа. План выполняют с помощью случайной выборки из партии (п. 2.25) нескольких единиц продукции в количестве, соответствующем объему выборки. Единицы продукции, выбранные для контроля, называются «выборочные единицы» или «выборка».
После контроля выборки подсчитывают число выявленных несоответствующих единиц продукции. Если оно равно или меньше приемочного числа, то партию полностью принимают. Отклонению подлежат только несоответствующие единицы, обнаруженные в выборке. Если это число равно или больше браковочного, всю партию отклоняют. При ослабленном контроле браковочное число может быть более чем на единицу больше приемочного числа. Тогда число несоответствующих единиц может оказаться больше приемочного и меньше браковочного числа. В этой ситуации партию принимают, а для следующих партий возобновляют нормальный контроль.
Пример 9
Производится контроль винтов на наличие пазов. Винт признают несоответствующим, если не имеет паза. Рассмотрим случай с одноступенчатым контролем (ГОСТ Р 50779.71). В соглашении установлено AQL 0,65%, принимают решение о нормальном контроле уровня II. Объем партии 3000.
Определяют код объема выборки К.
В таблице II-А ГОСТ Р 50779.71 указаны:
объем выборки n - 125 единиц;
приемочное число Ас - 2 несоответствующие единицы;
браковочное число Re - 3 несоответствующие единицы.
Извлекается и проходит контроль случайная выборка из 125 изделий. Обнаружено, что один из винтов не имеет паза, но поскольку это меньше приемочного числа (Ас = 2), партию принимают, за исключением этого изделия, которое изымается.
Одноступенчатый план выборочного контроля такого типа прост в применении. Для удовлетворительного контроля выборка должна быть случайной. Это означает, что каждое изделие партии имеет одинаковую вероятность войти в выборку. В условиях наличия упакованных отдельно крупногабаритных изделий и перегруженных контейнеров случайная выборка затруднена. В любом случае важно указывать вид выборки, не оставляя это на откуп контролеру.
2.19 Оперативные характеристики (ОХ)
Каждый выборочный план имеет собственную оперативную характеристику, которая наглядно демонстрирует его свойства. Для одноступенчатого плана:
объем выборки n - 200 единиц;
приемочное число Ас - 7 несоответствующих единиц;
браковочное число Re - 8 несоответствующих единиц.
На рисунке 2 приведена оперативная характеристика. На горизонтальной оси указан уровень качества производственного процесса, на вертикальной оси - число партий в процентах, которые в среднем будут приняты при использовании данного плана.

n = 200; Ac = 7; Re = 8
Рисунок 2 - Оперативная характеристика одноступенчатого плана выборочного контроля с объемом выборки 200 и приемочным числом 7 (ГОСТ Р 50779.71)
На практике уровень несоответствий в предъявляемых партиях не известен, иначе они могли бы приниматься непосредственно без контроля. Оперативная характеристика показывает, подходит ли выборочный план для определенных условий. Более точно оперативная характеристика показывает вероятность приемки партий с заданными значениями уровня несоответствий, т.е. процентом несоответствующих единиц продукции.
Как видно из рисунка 2, вероятность приемки составит 100%, если в партии будут отсутствовать несоответствующие единицы; приемочное число 7 не может быть превышено. При уровне качества 2,3% на кривой рисунка 2 показано, что приемка составит 90%. Другими словами, в среднем 9 из 10 партий будут приняты, одна - отклонена.
В ГОСТ Р 50779.71 содержатся оперативные характеристики выборочного контроля для процента несоответствующих единиц продукции и числа несоответствий на 100 единиц продукции. На этих кривых по оси ординат указана средняя вероятность приемки партии, и по оси абсцисс - доля несоответствующих единиц в партии или число несоответствий на 100 единиц продукции. Для процента несоответствующих единиц продукции они рассчитаны с помощью биномиального распределения, когда объем выборки при одноступенчатом плане равен или меньше 80.
Для объемов выборок свыше 80 биномиальное распределение заменяется пуассоновским приближением к биномиальному. Пуассоновское распределение подходит для числа несоответствий на 100 единиц и было использовано для построения кривых ОХ для таких планов.
Распределение Пуассона базируется на утверждении, что несоответствия случаются независимо с постоянным математическим ожиданием. При любом существенном отклонении получают распределения с большим разбросом по сравнению с распределением Пуассона. В этих случаях защита потребителя в значительной мере усиливается по сравнению с той, которую указывают с помощью оперативных характеристик.
Двухступенчатые и многоступенчатые выборочные планы ГОСТ Р 50779.71 (2.20 и 2.21) подобраны таким образом, чтобы их оперативные характеристики были близки к оперативным характеристикам одноступенчатых выборочных планов, соответствующих тем же значениям AQL и коду объема выборки.
Важно понимать значение этих кривых при установлении уровня контроля и предельных значений объемов партий. Одноступенчатые планы выборочного контроля сравнивают между собой по кривым оперативных характеристик.
На осях рисунка 2 показаны долгосрочные свойства выборочного плана. Горизонтальная ось представляет средний уровень процесса, вертикальная соответствует ожидаемому проценту принятых партий, но не проценту партий, которые будут приняты в каждой отдельной серии партий. Таким образом, полученная оперативная характеристика соответствует схемам выборочного контроля последовательных партий по ГОСТ Р 50779.71 или схемам с пропуском партий по ГОСТ Р 50779.73. При контроле отдельной партии такая оперативная характеристика покажет приблизительно, как вероятность приемки этой партии зависит от ее качества. Оперативные характеристики ГОСТ Р 50779.72 должны заинтересовать изготовителей, так как они обеспечивают точный прогноз вероятности приемки при контроле отдельных партий.
Комментарии к кривым ОХ и использованию таблицы X ГОСТ Р 50779.71 содержатся в 3.19.
2.20 Двухступенчатый отбор выборки
Двухступенчатый контроль - процедура контроля, в которой первая выборка меньше по сравнению с выборкой одноступенчатого плана контроля. Если качество первой выборки достаточно высокое, партия будет принята, если достаточно низкое, - отклонена. Для принятия решения о приемке вторую выборку отбирают на контроль только в том случае, если качество в первой выборке носит промежуточный характер.
Ниже приведен пример эквивалентных планов одно- и двухступенчатого контроля.
Пример 10
Продукция должна соответствовать AQL=0,65%. Приемка партий должна базироваться на общем уровне контроля II и нормальном контроле. Объем партии 5000 единиц.
Таблица I ГОСТ Р 50779.71 показывает, что код объема выборки обозначается буквой L.
Одноступенчатый план, как видно из таблицы II-А ГОСТ Р 50779.71 требует взятия выборки из 200 изделий, для которой:
приемочное число Ас - 3 несоответствующих единицы;
браковочное число Re - 4 несоответствующих единицы.
Эквивалентный двухступенчатый план, полученный по таблице III-A, имеет следующие параметры:
объем первой выборки n1 - 125 единиц;
приемочное число Ас - 1 несоответствующая единица;
браковочное число Re - 4 несоответствующих единицы.
объем второй выборки n2 - 125 единиц;
общий объем выборки n - 250 единиц;
приемочное число Ас - 4 несоответствующих единицы;
браковочное число Re - 5 несоответствующих единиц.
Следовательно, если в первой выборке объемом 125 изделий будет обнаружено не более одной несоответствующей единицы продукции, партию принимают без взятия второй выборки; если обнаружено четыре и более несоответствующих изделий, партию отклоняют без взятия второй выборки. Но если первая выборка из 125 единиц имеет две или три несоответствующих единицы продукции, извлекают вторую выборку, и решение зависит от общего числа несоответствующих единиц в двух выборках. Партию принимают при четырех и менее несоответствующих единиц и отклоняют при пяти таких единицах в общей выборке.
В приведенном примере и всех планах двухступенчатого контроля в таблицах стандарта ГОСТ Р 50779.71 объемы первой и второй выборок совпадают (см. 3.16).
2.21 Многоступенчатый отбор выборок
Для многоступенчатого плана контроля (ГОСТ Р 50779.71) требуется не более семи выборок. Решение о приемке или отклонении, как правило, принимается задолго до седьмой выборки.
Для партии того же объема, что и в 2.20, выборочный план для кода L и AQL = 0,65% может быть найден в таблице IV-A ГОСТ Р 50779.71 и приведен в таблице 1.
Таблица 1
Многоступенчатый план выборочного контроля для кода объема выборки L и AQL 0,65%
|
Объем выборки |
Суммарный объем выборки |
Приемочное число |
Браковочное число |
|
|
1 |
50 |
50 |
# |
3 |
|
2 |
50 |
100 |
0 |
3 |
|
3 |
50 |
150 |
1 |
4 |
|
4 |
50 |
200 |
2 |
5 |
|
5 |
50 |
250 |
3 |
6 |
|
6 |
50 |
300 |
4 |
6 |
|
7 |
50 |
350 |
6 |
7 |
Примечание: Символ # означает, что решение о приемке для этого объема выборки не допускается.
Правила многоступенчатого контроля повторяют (в более расширенном виде) правила двухступенчатого контроля. Отличие их состоит в том, что в некоторых случаях символ # заменяет приемочное число. Это означает, что приемка для данного объема выборки не разрешена и остаются только два возможных решения на данном этапе: отклонение или продолжение проверки последующей выборки.
Во всех планах многоступенчатого контроля (ГОСТ Р 50779.71) все семь объемов выборок совпадают, что видно из приведенного примера (3.16).
2.22 Последовательный отбор выборки
При последовательном контроле случайные единицы продукции извлекают из партии и проверяют одну за другой. Применяют кумулятивный (суммарный) подсчет числа проверенных и обнаруженных несоответствующих единиц. В соответствии с правилами принятия решения партию принимают или отклоняют по мере того, как появляются основания в пользу первого или второго. Во избежание возможности продолжения контроля в течение неопределенного периода времени без достижения решения предусмотрено правило усечения контроля. Контроль прекращают при достижении заранее заданного объема выборки. При этом заранее определяют критерии принятия решений на данном этапе.
В ГОСТ Р 50779.75 описаны процедуры построения последовательных планов по альтернативному признаку. Эти планы могут быть выбраны с теми же значениями рисков изготовителя и потребителя, что и планы ГОСТ Р 50779.71.
Графически последовательный выборочный контроль может быть представлен следующим примером 11.
Пример 11
На рисунке 3 описан план последовательного контроля, соответствующий планам одно- и двухступенчатого контроля, описанным в 2.20, и многоступенчатому плану - в 2.21. В данном случае общее число проверяемых единиц усечено до 300 шт. При этом решение о приемке принимают при пяти или менее несоответствующих единицах, обнаруженных в выборке объема 300. В противном случае партию отклоняют. На участке между приемочной и браковочной линиями несоответствия обнаружены на отметках 30 и 100. Зона приемки достигается по окончании контроля 198-го изделия. Партию оценивают как приемлемую.
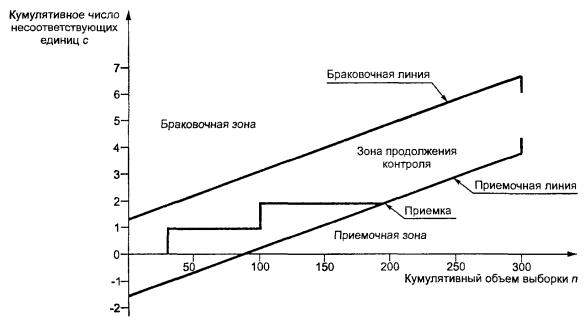
Рисунок 3 - Работа с выборочным планом усеченного последовательного контроля с AQL = 0,65% и кодом объема выборки L
2.23 Контроль с пропуском партий
Если в непрерывной серии партий качество продукции, представляемой на контроль, как правило, лучше AQL и отвечает определенным критериям, можно начинать контроль с пропуском партий.
В ГОСТ Р 50779.73 описана процедура такого контроля, в которой систематически оценивают качество продукции для возможности контроля с пропуском партий. Если качество продукции соответствует требованиям, выбирают частоту контроля партий, например 1 из 2, 1 из 3, 1 из 4 или 1 из 5. Меньшая частота допускается только в том случае, если качество продукции заметно лучше AQL. Контроль с частотой 1 из 5 изначально невозможен. Случайным методом выбирают, должна ли данная партия пройти выборочный контроль или принята без контроля. Если качество после выборочного контроля снижается, возвращаются на выборочный контроль каждой партии до того момента, пока оно не будет соответствовать установленным требованиям.
Преимущества случайной выборки и вычисляемых рисков сохраняются.
Объем контроля с пропуском партий и затраты на него в ряде случаев меньше по сравнению с ослабленным выборочным контролем по ГОСТ Р 50779.71.
Сохраняется необходимость принципа случайности отбора выборок на контроле.
2.24 Сравнение одно-, двух-, многоступенчатых и последовательных планов выборочного контроля
2.24.1 Эквивалентные планы
Если приемочное число одноступенчатого плана превышает 0, то можно подобрать двух-, многоступенчатый или последовательный план выборочного контроля с оперативной характеристикой, близкой к ОХ этого плана одноступенчатого контроля. Поэтому, за исключением одноступенчатых с приемочным числом 0, не имеется оснований для выбора типа плана контроля по кривой оперативной характеристики. Также нет оснований для предпочтения отдельных типов планов для всех возможных случаев. Соотношение достоинств и недостатков в одних случаях складывается в пользу одной, в других - в пользу другой процедуры. При этом должно учитываться следующее:
а) простота работы с планом.
Самый простой для описания и организации - одноступенчатый план выборочного контроля. Для двухступенчатого плана необходимо больше усилий в организации и проведении при необходимости контроля второй выборки. Еще более сложными принято считать многоступенчатые и последовательные планы. В ряде случаев простота работы с планом является решающим критерием при его выборе. Возможны ситуации, когда в силу психологического тяготения к возможности взятия второй выборки предпочтение отдают двухступенчатым планам контроля;
б) изменчивость объема выборочного контроля.
На одноступенчатом контроле объем выборки имеет фиксированное значение и продолжительность контроля известна заранее. При других видах контроля число проверяемых изделий может меняться в зависимости от результатов предыдущих выборок. Можно вычислить средний объем контроля и средние затраты для любого значения входного качества. Они зависят от качества и снижаются как для очень плохого, так и очень хорошего качества. Кроме неопределенности, связанной с неизвестным входным качеством, имеется дополнительная неопределенность, возникающая в результате изменения объемов контроля около среднего объема даже при известном входном качестве. Это может усложнить подготовку необходимых средств для организации контроля. При недостатке таких средств результат откладывается. В противном случае это приводит к их неэффективному использованию. В ряде случаев меняющаяся загрузка при контроле рассматривается как малая цена за значительное снижение средних общих затрат на контроль;
в) сложность извлечения выборочных единиц.
В некоторых случаях несложно извлечь вторую выборку, и две выборки не являются большей проблемой, чем одна выборка объединенного объема. В других случаях составление выборки является значительной частью задачи контроля и в таком случае, выбрав партию, из которой берется выборка, вряд ли возможно использовать ее для другой выборки. В таких ситуациях предпочтителен одноступенчатый контроль. Несомненно, можно извлечь максимальную по объему выборку, которая может понадобиться, и далее контроль проводить по ранее выбранным планам двух-, многоступенчатого или последовательного контроля. Это дает незначительную экономию затрат на контроль по сравнению с одноступенчатым контролем, так как появляется проблема возвращения непроверенных единиц продукции в партию;
г) продолжительность проверки.
Если проверка продолжительна и ее можно проводить в отношении нескольких выборочных единиц одновременно, предпочтение отдается ей в целях избежания неприемлемых результатов по окончании проверки первой выборки и необходимости проведения второй и последующих выборок, что удваивает затрачиваемое время. Это еще одна ситуация, где наиболее предпочтителен одноступенчатый контроль при условии, что изделия в выборке проверяют одновременно. Тем не менее, если возможна одновременная проверка не более двух изделий, может быть предпочтителен многоступенчатый (или последовательный) выборочный контроль.
Пример 12
Необходимо проверить консервированное мясо на сохранность свойств в результате его трехнедельного складирования в определенных погодных условиях.
Для получения желаемой кривой оперативной характеристики имеется выбор между одной выборкой из 80 банок, двухступенчатым планом с выборками по 50 банок и семиступенчатым планом с выборками по 20 изделий. На одноступенчатом контроле ответ можно получить спустя 3 недели после начала проверки, а при двухступенчатом как через три недели, так и через 6 недель; при многоступенчатом контроле, в худшем случае, может потребоваться приблизительно 5 мес.
В таких условиях вероятно будет выбран одноступенчатый контроль.
Пример 13
Рассмотрим случай с разрушающим контролем.
На контрольном участке находятся все изделия партии, и возможности испытательного оборудования позволяют одновременно проверять только одно изделие. Ввиду того, что основные затраты на испытания связаны с разрушенными изделиями, желательно разрушить минимальное их число при сохранении желательной кривой ОХ.
Поскольку изделия выборки должны проверяться одно за другим, последовательный контроль в большей степени, чем одноступенчатый, может сэкономить время, снизить средний объем выборки и будет более оправдан в этом случае;
д) многочисленные несоответствия.
Чем сложнее продукция с точки зрения числа возможных несоответствий, тем выше необходимость организации двух- или многоступенчатого контроля. Возможны затруднения в оптимальном использовании трудовых ресурсов и контрольного оборудования, если первую выборку проверяют на соответствие всем параметрам, вторую - по некоторым из них и, возможно, третью выборку - лишь на соответствие части последних. Можно утверждать, что усложненный контроль менее предпочтителен, чем простой одноступенчатый план, в то время как в случаях простых контрольных операций усложненный план может быть более эффективным.
Кривые оперативных характеристик одноступенчатого плана контроля с объемом выборки 200, приемочным числом 3 и браковочным числом 4, а также эквивалентных двух- или многоступенчатых планов (2.20 и 2.21), указаны на рисунке 4. Они не совпадают полностью, но для практических целей этим можно пренебречь. Последовательный план также имеет сходство с кривой ОХ одноступенчатого контроля, но во избежание перегруженности рисунка не указан на нем. Кривые ОХ последовательного и одноступенчатого выборочных планов практически не отличаются.
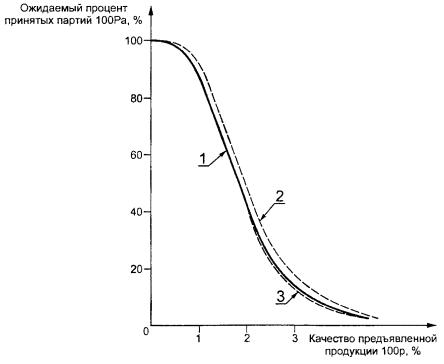
1 - одноступенчатый и последовательный контроль; 2 - двухступенчатый контроль, 3 - многоступенчатый контроль
Рисунок 4 - Сравнение кривых оперативных характеристик для планов одно-, двух- и многоступенчатого контроля (код объема выборки L, AQL = 0,65%)
2.24.2 Средний объем выборки
В пунктах 2.18-2.22 описаны одно-, двух-, многоступенчатый и последовательный контроль. В целях сравнения удобно вычисление среднего объема выборки, необходимого на всей протяженности контроля с различным средним качеством продукции. В результате строят кривые среднего объема выборки, указывающие на относительную эффективность различных выборочных систем. Они отражают среднее число единиц для проверки до принятия решения о приемке или отклонения. На рисунке 5 приведены средние объемы выборок для группы эквивалентных одно-, двух-, многоступенчатых и последовательных выборочных планов из таблицы 2 с ОХ на рисунке 4.
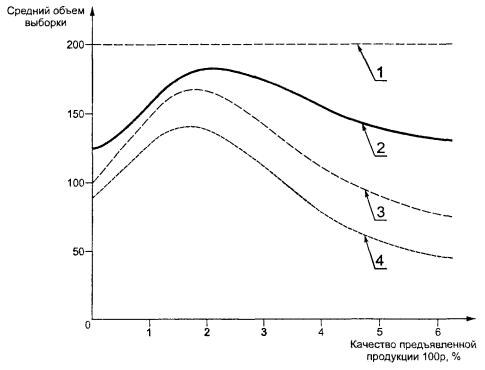
1 - одноступенчатый контроль, 2 - двухступенчатый контроль; 3 - многоступенчатый контроль; 4 - последовательный контроль
Рисунок 5 - Сравнение средних объемов выборки для планов одно-, двух-, многоступенчатого и последовательного контроля (для приемочных планов из рисунка 4)
Таблица 2
Эквивалентные планы выборочного контроля с кодом объема выборки L и AQL 0,65%
|
Объем выборки n |
Приемочное число Ас |
Браковочное число Re |
|
|
Одноступенчатый |
200 |
3 |
4 |
|
Двухступенчатый |
Первая - 125 |
1 |
4 |
|
Комбинированный для первой и второй выборки - 250 |
4 |
5 |
|
|
Многоступенчатый |
Первая выборка - 50 |
# |
3 |
|
Суммарная выборка: 100 |
0 |
3 |
|
|
150 |
1 |
4 |
|
|
200 |
2 |
5 |
|
|
250 |
3 |
6 |
|
|
300 |
4 |
6 |
|
|
350 |
6 |
7 |
|
|
Последовательный |
См. 2.2.2 |
||
Примечание: Символ # означает, что приемка не допускается при данном объеме выборки.
Наибольшее число изделий для проверки перед принятием решения имеет одноступенчатый план контроля. Наибольшее снижение этого объема при двух-, многоступенчатом и последовательном контроле достигается в случае очень хорошего или очень плохого качества.
Для хорошего или плохого качества средняя экономия может быть значительной, но реальное число изделий для проверки некоторой отдельной партии с помощью планов двух-, многоступенчатого и последовательного контроля может быть выше по сравнению с соответствующим одноступенчатым. Это наиболее вероятно при промежуточном качестве, в частности при двух- или трехкратном превышении AQL.
В силу этих причин в ряде случаев может быть предпочтителен одноступенчатый контроль, например, при большой продолжительности и возможности одновременной проверки всех изделий. Но если изделия проверяют друг за другом или при разрушающем контроле, двух-, многоступенчатый или последовательный контроль может иметь некоторые преимущества (примеры 10 и 11).
При двух- и многоступенчатом контроле существует верхний предел числа проверяемых единиц. При последовательном контроле такого предела не существует, если не установлено правило усечения, ограничивающее потенциальное число единиц продукции на контроле. В ГОСТ Р 50779.75 и ГОСТ Р 50779.76 устанавливают пределы объема выборки при усечении.
Двух-, многоступенчатый и последовательный планы контроля более экономичны в объеме выборки, но требуют больше усилий при организации. При наличии полуавтоматической установки автоматический последовательный контроль обеспечивает повышение эффективности и экономичности, в частности, при проведении разрушающего контроля.
Кривые среднего объема выборки для двух- и многоступенчатого контроля приведены в ГОСТ Р 50779.71. В ГОСТ Р 50779.75 приведены таблицы средних объемов выборок для последовательного контроля по альтернативному признаку. Для выборочных планов последовательного контроля по количественному признаку с известным стандартным отклонением процесса, соответствующих одноступенчатым выборочным планам ГОСТ Р 50779.74, средние объемы выборок даны в ГОСТ Р 50779.76. В ГОСТ Р 50779.74 не содержатся планы двух-, многоступенчатого и последовательного контроля.
При приемочном выборочном контроле партию оценивают на качество выборки, поэтому выборка должна быть представительной для партии. Важно, чтобы она бралась случайным и непреднамеренным способом.
Интуитивное стремление к составлению случайной выборки во многих случаях приводит к неверным результатам.
При взятии изделий «предположительно» случайным образом в выборку обычно попадают изделия, находящиеся в середине ящика, а угловые части представлены неадекватно, поэтому работникам рекомендуется обратить на это особое внимание. Случайность и равновозможность взятия любой комбинации в значительной мере условна, и практика применения случайных чисел там, где это возможно, оправдана.
При условии, что изделия могут быть упорядочены и пронумерованы, случайная выборка может быть отобрана с использованием таблицы 3 или другой соответствующей таблицы случайных чисел.
Таблица 3
Случайные числа для взятия выборок
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
0110 |
9140 |
2804 |
8046 |
7142 |
6277 |
6210 |
8627 |
3209 |
6845 |
|
5327 |
3946 |
6289 |
6117 |
0060 |
2827 |
6546 |
2738 |
8760 |
6604 |
|
5373 |
8259 |
4956 |
8185 |
0135 |
8640 |
7410 |
6335 |
0831 |
2774 |
|
9244 |
9452 |
8324 |
8062 |
9817 |
9853 |
7479 |
9559 |
4264 |
6919 |
|
4148 |
3948 |
5399 |
8687 |
3568 |
4046 |
4558 |
0705 |
5075 |
4440 |
|
2403 |
4351 |
8240 |
3554 |
3568 |
4701 |
7494 |
6036 |
7735 |
4082 |
|
1828 |
1956 |
1646 |
1370 |
9096 |
0738 |
8015 |
0513 |
6969 |
0949 |
|
7249 |
9634 |
4263 |
4345 |
0567 |
1272 |
5302 |
3352 |
7389 |
9976 |
|
7116 |
9731 |
2195 |
3265 |
9542 |
2808 |
1720 |
4832 |
2553 |
7425 |
|
6659 |
8200 |
4135 |
6116 |
3019 |
6223 |
7323 |
0965 |
8105 |
4394 |
|
2267 |
0362 |
5242 |
0261 |
7990 |
8886 |
0375 |
7577 |
8422 |
5230 |
|
9460 |
9813 |
8325 |
6031 |
1102 |
2825 |
4899 |
1599 |
1199 |
0909 |
|
2985 |
3541 |
6445 |
7981 |
8796 |
9480 |
2409 |
9456 |
7725 |
0183 |
|
4313 |
0666 |
2179 |
1031 |
7804 |
8075 |
8187 |
6575 |
0065 |
2170 |
|
6930 |
5368 |
4520 |
7727 |
2536 |
4166 |
7653 |
0448 |
2560 |
4795 |
|
8910 |
3585 |
5655 |
1904 |
0681 |
6310 |
0568 |
3718 |
3537 |
8858 |
|
8439 |
1052 |
5883 |
9283 |
1053 |
5667 |
0572 |
0611 |
0100 |
5190 |
|
4691 |
6787 |
4107 |
5073 |
8503 |
6875 |
7525 |
8894 |
7426 |
0212 |
|
1034 |
1157 |
5888 |
0213 |
2430 |
7397 |
7204 |
6893 |
7017 |
7038 |
|
7472 |
4581 |
3837 |
8961 |
7931 |
6351 |
1727 |
9793 |
2142 |
0816 |
|
2950 |
7419 |
6874 |
1128 |
5108 |
7643 |
7335 |
5303 |
2703 |
8793 |
|
1312 |
7297 |
3848 |
4767 |
5386 |
7361 |
2079 |
3197 |
8904 |
4332 |
|
8734 |
4921 |
6201 |
5057 |
9228 |
9938 |
5104 |
6662 |
1617 |
2323 |
|
2907 |
0737 |
8496 |
7509 |
9304 |
7112 |
5528 |
2390 |
7736 |
0475 |
|
1294 |
4883 |
2536 |
2351 |
5860 |
0344 |
2595 |
4880 |
5167 |
5370 |
|
0430 |
5819 |
7017 |
4512 |
8081 |
9198 |
9786 |
7388 |
0704 |
0138 |
|
5632 |
0752 |
S287 |
8178 |
8552 |
2264 |
0658 |
2336 |
4912 |
4268 |
|
7960 |
0067 |
7837 |
9890 |
4490 |
1619 |
6766 |
6148 |
0370 |
8322 |
|
5138 |
6660 |
7759 |
9633 |
0924 |
1094 |
5103 |
1371 |
2874 |
5400 |
|
8615 |
7292 |
1010 |
9987 |
2993 |
5116 |
7876 |
7215 |
9715 |
3906 |
|
4968 |
8420 |
5016 |
1391 |
8711 |
4118 |
3881 |
9840 |
5843 |
0751 |
|
9228 |
3232 |
5804 |
8004 |
0773 |
7886 |
0146 |
2400 |
6957 |
8968 |
|
9657 |
9617 |
1033 |
0469 |
3564 |
3799 |
2784 |
3815 |
3611 |
8362 |
|
9270 |
5743 |
8129 |
8655 |
4769 |
2900 |
6421 |
2788 |
4858 |
5335 |
|
8206 |
3008 |
7396 |
0240 |
0524 |
3384 |
6518 |
4268 |
5988 |
9096 |
|
1562 |
7953 |
0607 |
6254 |
0132 |
3860 |
6630 |
2865 |
9750 |
9397 |
|
1568 |
4342 |
5173 |
3322 |
0026 |
7513 |
1743 |
1299 |
1340 |
6470 |
|
5697 |
9273 |
8609 |
8442 |
1780 |
1961 |
7221 |
5630 |
8036 |
4029 |
|
3186 |
0656 |
3248 |
0341 |
9308 |
9853 |
5129 |
3956 |
4717 |
7594 |
|
3275 |
7697 |
1415 |
5573 |
9661 |
0016 |
4090 |
2384 |
7698 |
4588 |
|
7931 |
1949 |
1739 |
3437 |
6157 |
2128 |
6026 |
2268 |
5247 |
2987 |
|
5956 |
2912 |
2698 |
5721 |
1703 |
2321 |
8880 |
3268 |
7420 |
2121 |
|
1866 |
7901 |
4279 |
4715 |
9741 |
2674 |
7148 |
8392 |
2497 |
8018 |
|
2673 |
7071 |
4948 |
8100 |
7842 |
8208 |
3256 |
3217 |
8331 |
7256 |
|
7824 |
5427 |
0957 |
6076 |
2914 |
0336 |
3466 |
0631 |
5249 |
7289 |
|
2251 |
0864 |
0373 |
7808 |
1256 |
1144 |
4152 |
8262 |
4998 |
3315 |
|
7661 |
8813 |
5810 |
2612 |
3237 |
2829 |
3133 |
4833 |
7826 |
1897 |
|
6651 |
6718 |
1088 |
2972 |
0673 |
8440 |
3154 |
6962 |
0199 |
2604 |
|
2917 |
4989 |
9207 |
4484 |
0916 |
9129 |
6517 |
0889 |
0137 |
9055 |
|
5970 |
3582 |
2346 |
8356 |
0780 |
4899 |
7204 |
1042 |
8795 |
2435 |
|
1564 |
8048 |
6359 |
8802 |
2860 |
3546 |
3117 |
7357 |
9945 |
5739 |
|
6022 |
9676 |
5768 |
3388 |
9918 |
8897 |
1119 |
9441 |
8934 |
8555 |
|
8418 |
9906 |
0019 |
0550 |
4223 |
5586 |
4842 |
8786 |
0855 |
5650 |
|
5948 |
1652 |
2545 |
3981 |
2102 |
3523 |
7419 |
2359 |
0381 |
8457 |
|
6945 |
3629 |
7351 |
3502 |
1760 |
0550 |
8874 |
4599 |
7809 |
9474 |
|
0370 |
1165 |
8035 |
4415 |
9812 |
4312 |
3524 |
1382 |
4732 |
2303 |
|
6702 |
6457 |
2270 |
8611 |
8479 |
1419 |
0835 |
1866 |
1307 |
4211 |
|
3740 |
4721 |
3002 |
8020 |
0182 |
4451 |
9389 |
1730 |
3394 |
7094 |
|
3833 |
3356 |
9025 |
5749 |
4780 |
6042 |
3829 |
8458 |
1339 |
6948 |
|
8683 |
7947 |
4719 |
9403 |
7863 |
0701 |
9245 |
5960 |
9257 |
2588 |
|
6794 |
1732 |
4809 |
9473 |
5893 |
1154 |
0067 |
0899 |
1184 |
8630 |
|
5054 |
1532 |
9498 |
7702 |
0544 |
0087 |
9602 |
6259 |
3807 |
7276 |
|
1733 |
6560 |
9758 |
8586 |
3263 |
2532 |
6668 |
2888 |
1404 |
3887 |
|
6609 |
6263 |
9160 |
0600 |
4304 |
2784 |
1089 |
7321 |
5618 |
6172 |
|
3970 |
7716 |
8807 |
6123 |
3748 |
1036 |
0516 |
0607 |
2710 |
3700 |
|
9504 |
2769 |
0534 |
0758 |
9824 |
9536 |
7825 |
2985 |
3824 |
3449 |
|
0668 |
9636 |
6001 |
9372 |
8746 |
1579 |
6102 |
7990 |
4526 |
3429 |
|
4364 |
0606 |
4355 |
2395 |
2070 |
8915 |
8461 |
9820 |
6811 |
5873 |
|
8875 |
3041 |
7183 |
2261 |
7210 |
6072 |
7128 |
0825 |
8281 |
6815 |
|
4521 |
3391 |
6695 |
5986 |
2416 |
7979 |
8106 |
7759 |
6379 |
2101 |
|
5066 |
1454 |
9642 |
8675 |
8767 |
0582 |
0410 |
5515 |
2697 |
1575 |
|
9138 |
5003 |
8633 |
2670 |
7575 |
4021 |
0391 |
0118 |
9493 |
2291 |
|
0975 |
1836 |
7629 |
5136 |
7824 |
3916 |
0542 |
2614 |
6567 |
3015 |
|
1049 |
9925 |
3408 |
3029 |
7244 |
1766 |
1013 |
0221 |
8492 |
3801 |
|
0682 |
1343 |
7454 |
9600 |
8598 |
9953 |
5773 |
6482 |
4439 |
6708 |
|
0263 |
4909 |
9832 |
0627 |
1155 |
4007 |
0446 |
6988 |
4699 |
1740 |
|
2733 |
3398 |
7630 |
3824 |
0734 |
7736 |
8465 |
0849 |
0459 |
8733 |
|
1441 |
2684 |
1116 |
0758 |
5411 |
3365 |
4489 |
6241 |
6413 |
3615 |
|
5014 |
5616 |
1721 |
8772 |
4605 |
0388 |
1399 |
5993 |
7459 |
4445 |
|
3745 |
5956 |
5512 |
8577 |
4178 |
0031 |
3090 |
2296 |
0124 |
5896 |
|
8384 |
8727 |
5567 |
5881 |
3721 |
1898 |
3758 |
7236 |
6860 |
1740 |
|
9944 |
8361 |
7050 |
8783 |
3815 |
9768 |
3247 |
1706 |
9355 |
3510 |
|
3045 |
2466 |
6640 |
6804 |
1704 |
8665 |
2539 |
2320 |
9831 |
9442 |
|
5939 |
5741 |
7210 |
0872 |
3279 |
3177 |
6021 |
2045 |
0163 |
3706 |
|
4294 |
1777 |
5386 |
7182 |
7238 |
8408 |
7674 |
1719 |
9068 |
9921 |
|
3787 |
2516 |
2661 |
6711 |
9240 |
5994 |
3068 |
5524 |
0932 |
5520 |
|
4764 |
2339 |
4541 |
5415 |
6314 |
7979 |
3634 |
5320 |
5400 |
6714 |
|
0292 |
9574 |
0285 |
4230 |
2283 |
5232 |
8830 |
5662 |
6404 |
2514 |
|
7876 |
1662 |
2627 |
0940 |
7836 |
3741 |
3217 |
8824 |
7393 |
7306 |
|
3490 |
3071 |
2967 |
4922 |
3658 |
4333 |
6452 |
9149 |
4420 |
6091 |
|
3670 |
8960 |
6477 |
3671 |
9318 |
1317 |
6355 |
4982 |
6815 |
0814 |
|
3665 |
2367 |
8144 |
9663 |
0990 |
6155 |
4520 |
0294 |
7504 |
0223 |
|
3792 |
0557 |
8489 |
8446 |
8082 |
1122 |
1181 |
8142 |
7119 |
3200 |
|
2618 |
2204 |
9433 |
2527 |
5744 |
9330 |
0721 |
8866 |
3695 |
1081 |
|
8972 |
8829 |
0962 |
5597 |
9834 |
5857 |
9800 |
7375 |
9209 |
0630 |
|
7305 |
8852 |
1688 |
3571 |
3393 |
2990 |
9488 |
8883 |
2476 |
9136 |
|
1794 |
4551 |
1262 |
4845 |
4039 |
7760 |
1565 |
4745 |
1178 |
8370 |
|
3179 |
1304 |
7767 |
4769 |
7373 |
5195 |
5013 |
6894 |
5734 |
5852 |
|
2930 |
3828 |
7172 |
3188 |
7487 |
2191 |
1225 |
7770 |
3999 |
0006 |
|
8418 |
9627 |
7948 |
6243 |
1176 |
9393 |
2252 |
0377 |
9798 |
8648 |
Пример 14
Из партии объемом 5000 изделий должна быть отобрана выборка объемом 8 единиц. На изделиях указывают номера от 1 до 5000 и, начиная с головы первой колонки таблицы 3, должны быть отобраны изделия с номерами 110, 4148, 2403, 1828, 2267, 2985, 4313 и 4691 (исключая 5327, 5373, 9244 и др. в силу отсутствия изделий с такими номерами в партии).
При пользовании этой таблицей важно учитывать следующее:
а) неправильно всегда начинать с головы первой колонки. Оптимально начать со случайной точки и двигаться сверху вниз, снизу вверх или в поперечных направлениях;
б) нет необходимости читать числа как четырехзначные. При объеме партии 1000 или меньше первых трех знаков будет достаточно; они могут составить 11, 532, 537 и т.д. В одних случаях будет достаточно два знака, в других требуется более четырех. При необходимости их можно объединять.
Существуют некоторые трудности при пользовании случайными числами. Если имеется партия, состоящая из большого ящика с малыми изделиями, не имеет смысла нумеровать каждое из них. В таких условиях интуитивная выборка по случайному признаку - это максимум того, что можно сделать, но если интуиция опирается на знания других возможных действий, то это позволяет достигать лучших результатов. Знание того, что все возможные сочетания должны быть потенциально равны для извлечения, делает очевидным тот факт, что изделия должны выниматься из коробки так, чтобы все они были одинаково доступны до начала выборки и их явное качество не должно приниматься во внимание. Не рекомендуется преднамеренно выбирать изделия, похожие на хорошие или плохие.
Существует альтернатива простому случайному отбору, которая при необходимости допустима и даже предпочтительна и может быть организована независимо от применения случайных чисел. Такой вид отбора оправдан, если партия может подразделяться на более мелкие части в соответствии с каким-либо логическим критерием. Такой критерий необходим в силу того, что разделение партии на части по случайному признаку не будет полезным. Выборка должна формулироваться с помощью подвыборок из частей партии пропорционально соотношению объемов частей партии. Подвыборки должны быть составлены по случайному признаку из частей партии (с помощью случайных номеров, где возможно) и должны быть объединены в полную выборку до начала контроля.
Пример 15
Выборка из 125 изделий должна быть отобрана из партии, поставленной в двух коробках, каждая из которых содержит половину изделий. Из одной коробки берется выборка из 62 и из другой из 63 шт. Необходимый объем выборки 125 получают за счет сложения этих выборок. (Коробку для получения одного дополнительного изделия рекомендуется выбирать случайным образом).
Если в одной коробке оказалась треть, а в другой две трети изделий, то из первой следует взять 42 и из второй 83 шт., так как эти числа максимально приближены к одной и двум третям от 125.
При двух- и многоступенчатом контроле в ряде случаев удобно отобрать случайную выборку и проверить ее, после чего отобрать вторую выборку, если необходимо, и т.д. В этом случае случайный отбор производится аналогично вышеописанному, и не возникают дополнительные затруднения. В ряде случаев рекомендуется отбирать максимально необходимую выборку и подразделять ее на первую, вторую и т.д. до начала контроля. В данном случае важно, чтобы, кроме отбора выборки из партии случайным методом для составления максимальной выборки, первая, вторая и последующие выборки были взяты из максимальной случайным образом. Это имеет особое значение при расслоенном отборе выборок. В частности, недопустимо извлечение первой выборки из одной части партии, а второй - из другой части.
Истинно случайный отбор выборок обеспечивает одинаковую возможность попадания в выборку для каждого изделия из партии и это подразумевается при применении всех планов.
2.26 Планы, схемы и системы выборочного контроля
План выборочного контроля включает определенное число правил, в соответствии с которыми проводят контроль партии и принимают решение о ее приемке.
Выборочная схема состоит из планов контроля и правил переключения.
Система выборочного контроля включает выборочные схемы со своими правилами переключения, а также критерии выбора соответствующих схем.
В ГОСТ Р 50779.71 - ГОСТ Р 50779.73, а также в ГОСТ Р 50779.75 содержатся выборочные системы. В них описываются ряд схем и условия действия данных схем (AQL, объем партии, уровень контроля и т.д.), например для одноступенчатого выборочного плана:
объем выборки n - 125 единиц;
приемочное число Ас - 5 несоответствующих единиц;
браковочное число Re - 6 несоответствующих единиц.
Примером одноступенчатой выборочной схемы является следующая комбинация нормального, усиленного и ослабленного контроля с правилами переключения, которая проводится в ГОСТ Р 50779.71:
|
Параметры контроля |
Усиленный контроль |
Нормальный контроль |
Ослабленный контроль |
|
Объем выборки n |
125 |
125 |
50 |
|
Приемочное число Ас |
3 |
5 |
2 |
|
Браковочное число Re |
4 |
6 |
5 |
2.27 Биномиальное и гипергеометрическое пуассоновское распределение
Оперативные характеристики для партий в непрерывных сериях при уровне качества в виде процента несоответствующих единиц вычисляют с помощью биномиального распределения. Предполагаемый процесс должен выполняться в условиях, когда среднее качество равно 100%. Процесс действует случайно, хотя и поддерживает это среднее качество. Партии будут содержать в среднем процент несоответствующих единиц 100р, распределенный по биномиальному закону.
При организации выборки для числа несоответствий на 100 единиц в непрерывной серии партий во многих случаях отсутствует естественный верхний предел числа таких несоответствий. Если число несоответствий на 100 единиц используют в качестве основы приемки, целесообразно использовать пуассоновское распределение в качестве базового при вычислении вероятности приемки каждой партии в серии партий (ГОСТ Р 50779.71, ГОСТ Р 50779.73 и ГОСТ Р 50779.75).
При выборке из отдельной партии при вычислении вероятности приемки точным является гипергеометрическое распределение. Если выборка составляет малую часть партии, биномиальное распределение является хорошим приближением к гипергеометрическому. При малом проценте несоответствующих единиц и большом объеме выборки распределение Пуассона является хорошим приближением к биномиальному.
Примечание: Для углубленного понимания данного вопроса смотри тексты по статистическим методам и случайным выборкам.
При разработке первых вариантов таблиц выборочного контроля гипергеометрическое распределение не применялось ввиду сложности необходимых вычислений. В настоящее время это распределение использовано там, где это необходимо.
3 Система стандарта ГОСТ Р 50779.71
3.1 Описание ГОСТ Р 50779.71
В ГОСТ Р 50779.71 приведены основные рекомендации по использованию содержащихся в нем таблиц. Целью настоящего стандарта является расширенное описание этих рекомендаций и уточнение с помощью примеров методов выборочного контроля, входящих в систему выборочного контроля на основе приемлемого уровня качества AQL.
Полужирным шрифтом выделены заключенные в квадратные скобки номера пунктов ГОСТ Р 50779.71.
ГОСТ Р 50779.71 рассчитан на контроль последовательных партий по альтернативному признаку [3.13]. Данная система особенно подходит к «внешнему» контролю последовательности партий. Для внутреннего контроля или контроля отдельных партий следует использовать планы ГОСТ Р 50779.72, который включает набор выборочных планов, а не схем.
Таблицы ГОСТ Р 50779.71 обозначены римскими цифрами с включением заглавных букв, например, таблицы I, II-A, II-В. Таблицы настоящего стандарта обозначены арабскими цифрами, например, таблицы 1, 2, 3 и т.д. В настоящем стандарте ссылки на таблицы установлены без указания раздела ГОСТ Р 50779.71, поскольку обозначения таблиц будут на него указывать.
Основной целью системы ГОСТ Р 50779.71 является регулирование процесса приемки продукции на уровне качества, равном или лучшем, чем приемлемый AQL [3.6]. Назначение AQL не означает, что изготовитель может осознанно поставить какую-либо несоответствующую продукцию.
Один из способов задания AQL заключается в том, что он является показателем рассчитанных рисков, которые потребитель готов принять для достижения экономического эффекта от выборочного контроля. Но если выборочный риск не может быть принят или отсутствует подходящий план, тогда должен быть организован сплошной контроль. Если при выборочном контроле продукцию изготовляют с качеством хуже AQL, выборочный план должен приводить к приемке недостаточной доли партий, делая оправданным улучшение качества с минимальной задержкой. Потом, когда производство будет находиться в состоянии статистической управляемости на необходимом уровне, можно ожидать качество лучше AQL.
Необходимо учитывать, что проверка оборудования, процесса или производственной линии - затруднительное и дорогостоящее дело. На практике допускается некоторый процент несоответствующих единиц, но не все из них станут конечной продукцией: часть из них будет выявлена на последующих стадиях контроля, другие могут не пройти сборку или испытания по какому-либо параметру. Допустимый предел несоответствующих изделий часто объясняется экономическими соображениями, поскольку потребитель должен выбирать между достаточно хорошим изделием, которое он может позволить, или лучшим, но за пределами его возможностей. При лучшем регулировании процесса меньше процент несоответствующих изделий, и лучшее качество может стоить дешевле.
ГОСТ Р 50779.71 можно рассматривать как стандарт, состоящий из четырех частей: главные таблицы (I - IV), дополнительные таблицы (V - IX) и расширенные таблицы (X-А по X-S).
В стандарте приведены определения терминов и правила выполнения выборочного контроля.
Эта схема контроля построена на концепции AQL, планы контроля основаны на AQL и учитывают объем выборки. Объем выборки не используется в таблицах как параметр, а обозначается в виде «кода объема выборки» (3.18).
Стандарт содержит планы двухступенчатого и многоступенчатого выборочного контроля [п. 11.1.2, 11.1.3], эквивалентные одноступенчатым планам по оперативным характеристикам.
Стандарт снабжен таблицами для нормального, усиленного и ослабленного контроля [раздел 9] вместе с правилами переключения с одного из них на другой [9.3].
3.2 Подготовка технический условий
Для продукции или услуги необходимо составлять в письменной форме технические условия, если продукция готова для представления на контроль в соответствии с ГОСТ Р 50779.71. Требования к техническим условиям могут быть следующими:
а) каждое контролируемое требование к единицам продукции должно выражаться альтернативным признаком (если контролируемые признаки измеряются, необходимо по возможности использовать контроль по количественному признаку);
б) для каждого требования должны быть указаны следующие данные:
1) единица продукции;
2) классификация признаков там, где это целесообразно;
3) следует ли проводить отдельный контроль для AQL по каждому несоответствию или необходимо (и как) их сгруппировать;
4) требуемый AQL по каждому признаку или группе признаков;
5) требуемый уровень контроля по каждому несоответствию или группе несоответствий;
6) необходимость проведения изначально нормального или усиленного контроля;
7) любые ограничения для объема партий;
8) допускается ли ослабленный контроль;
9) какие действия предпринимать при приостановке контроля;
10) указание уполномоченного органа.
При необходимости указывают тип выборочного плана (одноступенчатый, двухступенчатый и т.д.). Если выпускаются отдельные производственные партии, можно указать значения предельного качества вместо AQL для использования ГОСТ Р 50779.72.
3.3 Классификация несоответствий и несоответствующих единиц продукции
Если статистический приемочный контроль включает оценку более одной характеристики качества, используют метод ГОСТ Р 50779.71, при котором принятие решений о приемке по каждому виду несоответствий соответствует значимости этого вида [5.2, 7.3]. По степени значимости несоответствия подразделяют на классы:
А - представляющие наибольшую значимость для продукции или услуг; для них рекомендуется назначать малый AQL;
В - несоответствия меньшей значимости с большим AQL по сравнению с первым классом А, но меньшим, чем третий класс С и т.д.
Число классов и видов несоответствий зависит от требований к качеству в каждой конкретной ситуации.
Самый простой способ привязки AQL к классам заключается в группировании всех несоответствий по двум классам и назначении одного AQL для каждого из них, например:
|
Класс несоответствий |
AQL, % несоответствующих единиц продукции |
|
А |
0,40 |
|
В |
1,5 |
После этого строят два отдельных плана выборочного контроля для этих значений AQL: если партия прошла приемку по каждому из этих планов, она может быть принята; если нет, то должна быть отклонена.
Альтернативные варианты следующие:
а) наличие больше двух классов несоответствий и оценка партии по каждому из них, например:
|
Класс несоответствий |
AQL, % несоответствующих единиц продукции |
|
А |
0,65 |
|
В |
1,5 |
|
с |
4,0 |
б) отдельный AQL для каждого признака продукции, не задавая общего AQL для всех признаков вместе, или общий AQL для всех признаков в одном классе, например в первом случае AQL = 1,0 для каждого из трех несоответствий, а во втором AQL = 1,5 для всех трех несоответствий вместе. Данный метод применим для сложного изделия, обладающего многими независимыми признаками, по которым идет контроль [3.3];
в) рассмотрение несоответствий класса А отдельно, объединение всех несоответствий (первого и второго классов) вместе. При этом могут быть назначены, например, такие AQL:
|
Класс несоответствий |
AQL, % несоответствующих единиц продукции |
|
А |
1 |
|
А+В |
4 |
В настоящем стандарте рассмотрен наиболее простой метод. Другие методы имеют свое место в определенных обстоятельствах, но разработка сложного плана может быть труднорешаемой задачей для производственного персонала, поэтому предпочтение отдается простым планам.
Пример 16
Продукция проходит контроль по пяти параметрам в каждом контролируемом изделии. После изучения последствий от несоответствий каждого вида решено, что параметры 1 и 2 будут учтены в первой группе несоответствий (класс А), а три остальных сгруппированы во вторую (класс В).
Предположим, что AQL будут выбраны следующим образом:
|
Класс несоответствий |
AQL, % несоответствующих единиц продукции |
|
А |
0,65 |
|
В |
2,5 |
Предположим, что несоответствия первого и второго классов имеют уровень контроля III, и должен быть применен одноступенчатый выборочный нормальный контроль для производственных партий объема 900. Код объема выборки обозначается К. Планы будут следующими:
|
Класс несоответствий |
Объем выборки |
Приемочное число (несоответствующие единицы) |
Браковочное число (несоответствующие единицы) |
|
А |
125 |
2 |
3 |
|
В |
125 |
7 |
8 |
Наиболее типичен подход, при котором объемы выборок для каждого класса несоответствий одинаковы при различных приемочных числах, что облегчает организацию контроля, так как одна и та же один раз извлеченная выборка может быть использована для каждого класса (при условии, что контроль неразрушающий для более чем одного вида несоответствия).
Выборка из 125 изделий конкретной партии дала следующие результаты по параметрам:
1 - одно несоответствующее изделие;
2 и 4 - одно несоответствующее изделие;
3 - два несоответствующих изделия;
3 и 4 - три несоответствующих изделия.
В партии обнаружено два несоответствующих изделия по несоответствиям класса А и пять изделий для класса В. При таких результатах контроля партия будет принята.
Пример 17
Продукция должна быть проконтролирована в следующих условиях: объем партии 500, уровень контроля II, контроль нормальный одноступенчатый выборочный. Значения AQL следующие:
|
Класс несоответствий |
AQL, % несоответствующих единиц продукции |
|
А |
0,65 |
|
В |
2,5 |
Находим планы выборочного контроля:
|
Класс несоответствий |
Объем выборки |
Приемочное число (несоответствующие единицы) |
Браковочное число (несоответствующие единицы) |
|
А |
200 |
0 |
1 |
|
В |
50 |
0 |
1 |
В этой ситуации следует проверить выборку объемом 50 на все виды несоответствий, затем выборку из 150 единиц на несоответствия только класса А.
С другой стороны, так как в любом случае требуется выборка 200 единиц, контролер может принять решение о контроле выборки этого объема по обоим классам несоответствий. Это также поможет преодолеть некоторые психологические трудности, которые могут возникнуть вследствие того, что инспектор не должен будет реагировать на некоторые несоответствия класса В 150 изделий, проверяемых только по несоответствиям класса А. Он может принять такое решение при условии одобрения уполномоченного органа [3.10]. Применив код объема выборки L, получим план для класса несоответствий В:
объем выборки n - 200;
приемочное число Ас - 1;
браковочное число Re % - 2.
При классификации несоответствий с отдельными AQL для различных классов переключения между нормальным и усиленным контролем происходят независимо по каждому классу или группе классов, для которых AQL установлены в соответствии с приемкой или отклонением по каждому конкретному классу или группе.
Пример 18
Условия: объем партии 275, уровень контроля III, одноступенчатый контроль (код объема выборки Н), AQL = 1,5% несоответствующих единиц для класса А и 4% - для класса В.
В таблице 4 представлены некоторые гипотетические результаты и соответствующие рекомендации по переключению.
Примечание: Частые переключения в краткие сроки приведены только для иллюстрации примера, но невозможны на практике.
Понятие контроля партий продукции введено в 2.4. При обсуждении объема партии (п. 2.4.2) предпочтение отдается большим партиям при условии, что все изделия в партии изготовлены в основном в аналогичных условиях. Малые партии, которые могут иметь неодинаковое качество, не следует объединять в целях увеличения контролируемой партии.
Примеры формирования партий.
Пример 19
Изготовитель готовит изделия для контроля в следующих условиях: AQL 2,5% несоответствующих единиц, уровень контроля II, контроль нормальный, одноступенчатый выборочный. Имеются два станка А и В. На каждом станке производят 900 изделий в час. Решено, что объем производства за 1 ч от каждого станка должен составлять партию. Обращение к таблицам при условиях, приведенных выше, и объеме выборки 900 дает следующий план контроля для кода объема выборки J:
объем выборки n - 80 изделий;
приемочное число Ас - 5 несоответствующих изделий;
браковочное число Re - 6 несоответствующих изделий.
Оперативная характеристика этого плана приводится в таблице X-J (AQL = 2,5).
Таблица 4
Выборки из 20 партий для гипотетического процесса контроля, уровень контроля III (пример 18)
|
Объем партии |
Объем выборки |
Класс A (AQL = 1,5% несоответствующих единиц) |
Класс В (AQL = 4,0% несоответствующих единиц) |
Общая приемлемость |
|||||||||
|
Ас |
Re |
Несоответствующие изделия |
Приемлемость |
Последующие действия |
Ас |
Re |
Несоответствующие изделия |
Приемлемость |
Последующие действия |
||||
|
36 |
275 |
50 |
2 |
3 |
2 |
Л |
Продолжайте нормальный контроль |
5 |
6 |
3 |
А |
Продолжайте нормальный контроль |
А |
|
37 |
275 |
50 |
2 |
3 |
1 |
А |
То же |
5 |
6 |
4 |
А |
То же |
А |
|
38 |
275 |
50 |
2 |
3 |
3 |
N |
« |
5 |
6 |
3 |
А |
« |
N |
|
39 |
275 |
50 |
2 |
3 |
2 |
А |
« |
5 |
6 |
3 |
А |
« |
А |
|
40 |
275 |
50 |
2 |
3 |
4 |
N |
Перейдите к усиленному контролю |
5 |
6 |
5 |
А |
« |
N |
|
41 |
275 |
50 |
1 |
2 |
2 |
N |
Продолжайте усиленный контроль |
5 |
6 |
4 |
А |
« |
N |
|
42 |
275 |
50 |
1 |
2 |
3 |
N |
То же |
5 |
6 |
8 |
N |
« |
N |
|
43 |
275 |
50 |
1 |
2 |
1 |
А |
« |
5 |
6 |
6 |
N |
Перейдите к усиленному контролю |
N |
|
44 |
275 |
50 |
1 |
2 |
1 |
А |
« |
3 |
4 |
5 |
N |
Продолжайте усиленный контроль |
N |
|
45 |
275 |
50 |
1 |
2 |
0 |
А |
« |
3 |
4 |
3 |
А |
То же |
А |
|
46 |
275 |
50 |
1 |
2 |
0 |
А |
« |
3 |
4 |
5 |
N |
« |
N |
|
47 |
275 |
50 |
1 |
2 |
1 |
А |
Вернитесь к нормальному контролю |
3 |
4 |
2 |
А |
Продолжайте усиленный контроль |
А |
|
48 |
275 |
50 |
2 |
3 |
1 |
А |
Продолжайте нормальный контроль |
3 |
4 |
2 |
А |
То же |
А |
|
49 |
275 |
50 |
2 |
3 |
1 |
А |
То же |
3 |
4 |
1 |
А |
« |
А |
|
50 |
275 |
50 |
2 |
3 |
0 |
А |
« |
3 |
4 |
0 |
А |
« |
А |
|
51 |
275 |
50 |
2 |
3 |
1 |
А |
« |
3 |
4 |
2 |
А |
Вернитесь к нормальному контролю |
А |
|
52 |
275 |
50 |
2 |
3 |
1 |
А |
« |
5 |
6 |
2 |
А |
То же |
А |
|
53 |
275 |
50 |
2 |
3 |
0 |
А |
« |
5 |
6 |
1 |
А |
« |
А |
|
54 |
275 |
50 |
2 |
3 |
2 |
А |
« |
5 |
6 |
4 |
А |
« |
А |
|
55 |
275 |
50 |
2 |
3 |
2 |
А |
« |
5 |
6 |
3 |
А |
« |
А |
Обозначения: А - приемлемая партия, N - неприемлемая партия.
Сделано предложение изменить принцип формирования партии, т.е. объединить объемы одного часа производства от двух станков, в результате чего увеличивается объем выборки с 900 до 1800 единиц. Если бы это было сделано, по таблицам можно было бы найти иной выборочный план уже для кода объема выборки К:
объем выборки n - 125 изделий;
приемочное число Ас - 7 несоответствующих изделий;
браковочное число Re - 8 несоответствующих изделий.
Новую оперативную характеристику можно найти в таблице Х-К (AQL = 2,5).
Эффективность будет зависеть от того, производится ли одинаковое качество на станках А и В. Для иллюстрации рассмотрим три возможных случая:
а) случай 1.
На обоих станках А и В изготовляют детали одинакового качества с 2,3% несоответствующих единиц. Это качество лучше AQL, поэтому желательно, чтобы подавляющее большинство партий могло быть принято при выборочной процедуре.
При объеме партии 900 и объеме выборки 80 оперативная характеристика показывает, что при таком качестве план контроля будет принимать почти 99% партий и только порядка одного 1% будут отклонены. Число проконтролированных изделий составит 160 шт в час.
Если объем партии 1800 и объем выборки 125, оперативная характеристика показывает, что при том же качестве более 99% партий будет принято и только менее 1% отклонено. Только 125 изделий пройдут контроль в течение 1 ч.
Предпочтительнее иметь большой объем партий. Все принятые и отклоненные партии имеют один и тот же процент несоответствующих изделий 2,3%;
б) случай 2.
На двух станках А и В изготовляют детали одинакового качества с 10% несоответствующих изделий. Это качество хуже AQL, поэтому желательно, чтобы подавляющее большинство партий не было принято при выборочном контроле.
При объеме партии 900 и объеме выборки 80 оперативная характеристика показывает, что партии имеют вероятность приемки только 20%. Число проконтролированных изделий составит 160 шт. в час.
Если объем партии 1800 и объем выборки 125, оперативная характеристика показывает, что партия имеет вероятность приемки 8%. Только 125 изделий пройдут контроль в течение 1 ч.
Большой объем партий опять более предпочтителен, поскольку все партии имеют уровень несоответствующих изделий в каждой из них 10%;
в) случай 3.
На станке А изготовляют детали с 2,3% несоответствующих изделий, на станке В - с 10% несоответствующих изделий.
Если объем партии 900 и объем выборки 80, оперативная характеристика показывает, что около 99% партий будут приняты и 1% - отклонены в партиях станка А, в то время как от станка В будут приняты 20% партий, а 80% - отклонены.
Следовательно, в целом (99% + 20%)/2 партий будут приняты, а именно около 60% партий, и (1% + 80%)/2 партий отклонены, т.е. около 40% партий.
Принятые партии имеют следующий средний процент несоответствующих изделий:
![]() несоответствующих
изделий.
несоответствующих
изделий.
Число проконтролированных изделий составит 160 шт. в час.
При объеме партии 1800 и объеме выборки 125 качество партий будет равно 0,5·(2,3% + 10%) = 6,15% несоответствующих изделий. На оперативной характеристике видно, что 50% партий будет принято и 50% отклонено. Число проконтролированных изделий составит 125 шт. в час.
Больший объем партий требует меньшего объема контроля, однако и требует своей цены. Вместо 60% принимаемых партий со средним качеством несоответствующих изделий 3,6% принимают 50% партий, и это приведет к 6,15% несоответствующих изделий в принятых партиях.
Низкая доля принимаемых партий приведет к тому, что изготовитель и контролер признают, что производство не дает требуемого качества, и необходимы действия по улучшению. Если оценка продукции на контроле изделий от каждого из двух станков проводилась отдельно, это облегчит поиск решения. Если продукция была смешана, проблема может быть не только в одном из двух станков.
В этом примере для наглядности качество изготовленных деталей на двух станках в третьем случае (2,3% и 10% несоответствующих изделий) сильно различается. При более близком качестве принцип остался бы неизменным.
На практике партия часто включает изделия из нескольких источников. Продукция может быть изготовлена с различными уровнями качества и долями изделий, включенных в партии от каждого источника, например детали, изготовленные на многопозиционных литейных формах, автоматическом многошпиндельном токарном станке или на нескольких аналогичных производственных линиях. Производство может быть организовано таким образом, что нелегко определить отдельные источники продукции без специальных мероприятий, которые могут быть связаны с затратами и неудобны. Кроме того, может потребоваться включать продукцию всех источников для того, чтобы получить партии требуемого объема.
Включение в партию изделий ряда различных источников, где процесс изготовления происходит с различным уровнем качества и поэтому не строго однородный, не влияет на оперативную характеристику, однако может привести к отклонению хорошей продукции (поскольку она была смешана с плохой) или приемке плохой продукции (так как она была смешана с хорошей), в то время как при отдельном контроле хорошая партия могла пройти приемку, а плохая нет.
Но если один или более источников имеет уровень качества значительно хуже, чем остальные, влияние незамедлительно проявится в доле приемки и будет необходимо провести анализ. Он должен выявить источник плохого качества. Если его нельзя исправить, он должен быть изолирован, и его продукцию следует контролировать отдельно.
Уровень контроля определяет зависимость между объемом партии и объемом выборки. Таблицы спланированы таким образом, что при большом объеме партии объем выборки больше объема выборки для небольшой партии. Однако он становится более непропорционален. Из большой партии выборка составляет меньшую долю, чем из малой.
В таблице I ГОСТ Р 50779.71 приведены три общих уровня контроля (I, II и III) и четыре специальных уровня (S-1, S-2, S-3 и S-4). Общие уровни контроля используют наиболее часто и оговаривают, что уровень контроля II будет использоваться всегда, когда не указан ни один из других уровней [10.1].
Уровню I соответствует объем выборки, который несколько меньше половины объема выборки на уровне контроля II, в то время как уровню III соответствует объем выборки, в полтора раза превышающий объем выборки уровня II.
Пример 20
Для объема партии из 600 единиц продукции объемы выборок для различных уровней контроля составляют как указано ниже:
|
Уровень контроля |
Код объема выборки |
Объем выборки (одноступенчатый контроль) |
|
I |
G |
32 |
|
II |
J |
80 |
|
III |
К |
125 |
Для некоторых AQL стрелки в таблице укажут на объемы выборок, отличные от этих.
Для полной таблицы долей объемов выборок от объемов партий необходимо учесть также и значения AQL по причине наличия стрелок в таблицах. Даже для заданного значения отношение недостаточно гладкое, так как используют только некоторые возможные объемы выборки, при этом необходимо допустить применение всех возможных объемов партий. В результате такая таблица может привести к путанице, а не к лучшему пониманию. Несмотря на это, сводка этого отношения приведена в таблице 5.
Таблица 5
Зависимость объема выборки и объема партии по трем общим уровням контроля
|
Объем выборки, % объема партии, не более (одноступенчатый выборочный нормальный контроль) |
Объем партии, не менее, для уровня |
||
|
I |
II |
III |
|
|
50 |
4 |
4 |
10 |
|
30 |
7 |
27 |
167 |
|
20 |
10 |
160 |
625 |
|
10 |
50 |
1250 |
2000 |
|
5 |
640 |
4000 |
6300 |
|
1 |
12500 |
50000 |
80000 |
Примечание: Рекомендуется рассматривать данную таблицу исключительно для демонстрации. Перечисленные объемы партий таковы, что все большие объемы отвечают требуемому условию. В большинстве случаев некоторые меньшие объемы партий также им отвечают, но в каждом случае объем партии на одно изделие меньше, чем тот, при котором эти условия не выполняются.
Специальные уровни контроля разработаны для ситуаций, когда объемы выборки должны быть малыми. Их не следует назначать до тщательной проверки последствий с точки зрения рисков выборочного контроля с помощью изучения кривой оперативной характеристики.
В ГОСТ Р 50779.71 установлено: «При назначении уровня контроля с S-1 по S-4 требуется осторожность, чтобы исключить применение значений AQL, несовместимых с этими уровнями контроля» [10.1]. Практически основная цель специальных уровней контроля - представить малые объемы выборки там, где это действительно необходимо. Например, коды объема выборки для S-1 не идут далее D, что эквивалентно одноступенчатой выборке из 8 изделий. Однако нет смысла устанавливать уровень S-1 в надежде на объем выборки 8 единиц или ниже, если AQL равен 0,10, чему соответствует минимальный объем выборки 125 единиц.
Объем информации о качестве процесса, полученный по результатам проверки выборок, зависит от абсолютного объема выборок, а не от единиц, контролируемых из партии. Объем выборки устанавливают в зависимости от объема партии по трем причинам:
а) при больших ставках принять правильное решение более важно. Правильное использование таблиц ведет к результату, когда партии, изготовленные при хорошем процессе, получают больше шансов быть принятыми по мере увеличения объема партий, в то время как партии, изготовленные при плохом процессе, в противоположность этому получают большую вероятность отклонения;
б) в большой партии можно позволить объем выборки, который был бы неэкономичен для малой партии. Например, объем выборки 80 из партии 1000 можно легко обосновать с экономической точки зрения, а выборка 80 из партии 100 будет относительно дорогостоящей вследствие того, что контролируется большая часть партии;
в) правильный случайный отбор выборки (по 2.25) более затруднителен, если объем выборки составляет малую долю объема партии.
3.6 Установление уровня контроля
При применении ГОСТ Р 50779.71 в ситуациях, для которых он планировался (длинная последовательность партий), необходимо до применения таблиц установить значения AQL и уровень контроля. Во многих случаях это необходимо сделать даже до постановки продукции на производство.
Установив AQL как качество, требуемое для среднего уровня процесса (п. 2.7), уровень контроля [10.1] рекомендуется назначать с учетом того, какому уровню качества должна соответствовать большая вероятность отклонения, если контролируется случайная партия такого качества. После этого выбирают уровень контроля, что даст оперативную характеристику, требуемую для этих целей, когда объем партии не выходит за обычно планируемые границы.
Если заданы AQL и LQ, можно найти оперативную характеристику из таблиц (таблица X), удовлетворяющую этим двум требованиям, и, следовательно, получить необходимый код объема выборки.
Потом можно найти уровень контроля (таблица I), который дает код объема выборки для интервала объемов партий, содержащего объем партии, планируемой для производства.
Пример 21
Выбран AQL, равный 1,5% несоответствующих единиц продукции, и желательно иметь, по меньшей мере, вероятность отклонения партии 80% с 6% несоответствующих единиц, если такая партия будет проверяться при нормальном контроле. На кривых ОХ в расширенных таблицах видно, что для кодов объемов выборки с А по J для AQL = 1,5 это требование не выполнено. Код объема выборки К почти полностью отвечает этим требованиям (фактическая вероятность отклонения партий с 6% несоответствующих единиц несколько ниже, чем 80%, но она достаточно близка для большинства практических целей). Коды с L по Р более соответствуют этим требованиям.
Пусть ожидаемый объем партий составляет 1000. Тогда уровень контроля III может быть установлен, поскольку это даст код К для объема партии 1000. Если на последующих этапах объем партии увеличен, установленный уровень контроля может привести к кодам, идущим после буквы К в алфавите. Это удовлетворительная ситуация, так как увеличение объема партии оказалось полезным для уменьшения рисков приемки плохих партий или отклонения хороших. С этой точки зрения отсутствует необходимость устанавливать верхнюю границу объема партии (хотя такая граница может потребоваться по другим причинам). Должна быть установлена нижняя граница, обеспечивающая неприменение кодов до буквы К в алфавите. Для уровня контроля III нижняя граница объема партии не должна быть менее 501 для обеспечения применения символа К.
Пример 22
Выбран AQL = 0,4% несоответствующих единиц продукции. Для партий объемом 10000 необходимо иметь вероятность отклонения партии не менее 95% при нормальном контроле, если партия содержит 1% несоответствующих изделий.
По кривым ОХ для AQL = 0,40% находим, что даже код R не выполняет это требование. Следует ответить на вопрос, действительно ли важно это требование. Если это так, тогда можно только ужесточить AQL. При ужесточении до 0,25% несоответствующих единиц находим, что для кода объема выборки R данное требование выполнено.
Между тем ни один из уровней контроля в таблице I не дает символ R для партий объемом 10000 единиц. Необходимо установить символ R непосредственно вместо указания уровня контроля.
Следует отметить, что предлагаемые уровни контроля не являются единственно возможными, и в некоторых случаях должны быть назначены «специальные» уровни контроля для особого случая. Конкретный пример такого «специального» уровня заключается в необходимости иметь постоянный код объема выборки независимо от объемов партий, если, например, требуется определенная фиксированная кривая оперативной характеристики как в примере 21.
На начальной стадии производства или при отсутствии данных о качестве прошлого производства может потребоваться сплошной контроль на период времени, необходимый для установления возможностей производства по качеству.
С другой стороны, если используют процедуру выборочного контроля, можно рекомендовать назначить самый высокий уровень контроля, который стал бы экономичным и эффективным в начале производства. После того можно уменьшить уровень контроля, если данные о качестве среднего процесса говорят о том, что риск потребителя на этом новом уровне является допустимым. Следует отметить, что выбор более низкого уровня контроля увеличивает риск потребителя для предельного качества LQ в большей мере, чем влияет на вероятность приемки, когда поставляемое качество равно или лучше AQL.
Примером другого применения более чем одного уровня контроля является ситуация, когда таблицы используют для одной и той же продукции различные контролирующие организации, например основной подрядчик и субподрядчик или изготовитель и правительственный инспекционный орган. Один и тот же AQL рекомендуется использовать как тому, так и другому и применять к одним и тем же признакам продукции. Однако потребитель может потребовать от контролера и изготовителя использовать более высокий уровень контроля, чем применяемый на приемке. Для такого типа ситуаций используют другие процедуры выборочного контроля, но они не являются предметом настоящего стандарта.
Низкий уровень контроля можно также использовать по экономическим соображениям или при разрушающих выборочных испытаниях. Контролер затем должен проверять итог каждой выборки (избегая сокращения контроля) и регулярно подсчитывать оценку среднего процесса. Если среднее процесса протоколировано в виде контрольной карты (ГОСТ Р 50779.42), то будет видно, соблюдены ли требования к качеству. Хотя не всегда можно учитывать данные о прошлом производстве, информация будет полезна для проведения мероприятий по улучшению в будущем.
Один из доводов против низкого уровня контроля состоит в том, что предельное качество, при, например, риске потребителя 10% слишком высокое по сравнению с AQL. Если существуют данные о качестве последней непрерывной серии партий, то может быть обнаружено, что суммарная выборка эквивалентна выборке для плана с более высоким уровнем контроля, и, возможно, следующему по алфавиту коду объема выборки, для которого риск потребителя при предельном качестве LQ более приемлем. Если после этого суммарные результаты сравнить с этим новым планом, решения о приемке и отклонении партий, которые были приняты ранее, могут быть изменены.
Пример 23
Внешняя контролирующая организация в настоящий момент проверяет качество выхода процессов производителей А и В. Предлагается применить контроль с AQL = 1% несоответствующих единиц вместо имевшего место сплошного контроля.
Производитель А изготовляет партии, включающие приблизительно 4000 изделий, с уровнем процесса 0,8% несоответствующих единиц. В редких случаях выявляют партии, содержащие до 4% несоответствующих единиц.
Для облегчения выбора уровня контроля изучают оперативные характеристики для общих уровней контроля I, II и III (рисунок 6). Решено, что требуется большая гарантия, чем обеспечиваемая планом уровня контроля II (n = 200, Ас = 5, Re = 6), для защиты от приемки партий с 4% несоответствующих единиц. Соответственно выбирается уровень III и план с n = 315, Ас = 7, Re = 8. Вероятность приемки для входного качества 4% несоответствующих единиц изменяется с 19% для уровня II до 7% при плане уровня контроля III.
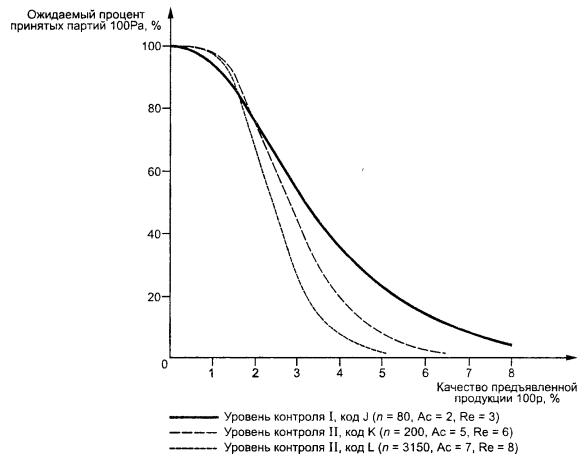
Рисунок 6 - Сравнение оперативных характеристик для назначения уровня контроля (AQL = 1% несоответствующих единиц при нормальном контроле)
Производитель В изготовляет партии одинакового объема (примерно 3500 изделий), но располагает данными о более высоком качестве. Истинное среднее процесса меняется от 0,4 до 1,7% несоответствующих изделий.
На рисунке 6 видно, что кривые оперативных характеристик имеют очень небольшие практические различия для кодов J, L и М, приведенных в таблице I для уровня контроля I, II и III соответственно для входного качества 1,7% несоответствующих единиц. Поэтому устанавливают уровень контроля I, который позволяет в последующем сэкономить количество контролируемых единиц выборки. Рекомендуется предусмотреть стимулирующий фактор для мотивации изготовителя к экономии затрат на контроль.
3.7 Предпочтительные AQL
В таблицах ГОСТ Р 50779.71 приведены 26 значений AQL от 0,010 (т.е. одного несоответствующего изделия на 10000 единиц продукции) до 1000 (т.е. 1000 несоответствий на 100 единиц продукции или в среднем 10 несоответствий на 1 единицу). Все эти 26 значений AQL выбирают таким образом, что каждое из них примерно в 1,5 раза больше по сравнению с предыдущим (среднее отношение фактически составляет корень пятой степени из 10 или 1,585).
Если AQL, установленный для контроля любой заданной продукции, является одним из предпочтительных AQL, то могут быть применены таблицы. Если он не входит в их число, таблицы не должны применяться [5.3]. В этих условиях необходимо обратиться к тому, кто устанавливал AQL, для проверки удовлетворительности предпочтительного значения AQL. Если это не так, тогда план контроля строят специально для конкретного требуемого AQL (п. 3.8).
Не следует часто использовать очень большие значения AQL (100 и более), поскольку они соответствуют ситуации, когда продукция, каждое изделие которой содержит несоответствия, может быть рассмотрена как удовлетворительная. Это возможно при незначительном характере несоответствий и сложной единице продукции, например, изделия в сборе.
Пример 24
При контроле ткани в качестве единицы продукции можно взять видимую площадь ткани. При контроле малозначительных изъянов допускается в среднем четыре изъяна на 1 м2. В данном случае можно назначить AQL, равный 400 несоответствиям на 100 м2.
В целях облегчения организации контроля рекомендуется использовать предпочтительные значения AQL всегда, когда это возможно. Система ГОСТ Р 50779.71 позволяет строить планы контроля и для других значений AQL в соответствии со схемой ГОСТ Р 50779.71.
Таблица 6 предлагает сводку, где все значения объемов выборок и AQL выражены через одну переменную n, т.е. объем выборки для одноступенчатого плана контроля. Если выбрано значение n, то предлагается серия планов для данного объема выборки и различных AQL с соответствующими планами двух- и многоступенчатого контроля.
Таблица 6
Сводная таблица выборочных планов для нормального и усиленного контроля в стандарте ГОСТ Р 50779.71
|
Объем выборки |
Суммарный объем выборки |
Приемлемый уровень качества (при нормальном контроле) |
||||||||||||||||||||||||
|
12,5/n |
50/n |
80/n |
125/n |
200/n |
315/n |
- |
500/n |
- |
800/n |
- |
1250/n |
|||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
Одноступенчатый |
п |
п |
0 |
1 |
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
18 |
19 |
21 |
22 |
|
Двухступенчатый |
0,63n |
0,63n |
* |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
3 |
7 |
5 |
9 |
6 |
10 |
7 |
11 |
9 |
14 |
11 |
16 |
|
|
0,63n |
1,26n |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
9 |
11 |
12 |
12 |
13 |
15 |
16 |
18 |
19 |
23 |
24 |
26 |
27 |
|||
|
Многоступенчатый |
0,25n |
0,25n |
* |
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
4 |
0 |
5 |
0 |
6 |
1 |
7 |
1 |
8 |
2 |
9 |
|
|
0,25n |
0,50n |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
1 |
6 |
2 |
7 |
3 |
8 |
3 |
9 |
4 |
10 |
6 |
12 |
7 |
14 |
|||
|
0,25n |
0,75n |
0 |
2 |
1 |
4 |
1 |
4 |
2 |
6 |
3 |
8 |
4 |
9 |
6 |
10 |
7 |
12 |
8 |
13 |
11 |
17 |
13 |
19 |
|||
|
0,25n |
n |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
10 |
6 |
11 |
8 |
13 |
10 |
15 |
12 |
17 |
16 |
22 |
19 |
25 |
|||
|
0,25n |
1,25n |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
7 |
11 |
9 |
12 |
11 |
15 |
14 |
17 |
17 |
20 |
22 |
25 |
25 |
29 |
|||
|
0,25n |
1,50n |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
10 |
12 |
12 |
14 |
14 |
17 |
18 |
20 |
21 |
23 |
27 |
29 |
31 |
33 |
|||
|
0,25n |
1,75n |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
13 |
14 |
14 |
15 |
18 |
19 |
21 |
22 |
25 |
26 |
32 |
33 |
37 |
38 |
|||
|
|
20/n |
80/n |
125/n |
200/n |
315/n |
- |
500/n |
- |
800/n |
- |
1250/n |
- |
||||||||||||||
|
Приемлемый уровень качества (при усиленном контроле) |
||||||||||||||||||||||||||
|
* Рекомендуется одноступенчатый выборочный контроль. |
||||||||||||||||||||||||||
Пример 25
Установлен AQL = 2% и требуется ряд выборочных планов для одноступенчатого контроля (как нормального, так и усиленного). Взглянув на колонку для приемочного числа 0, найдем значение AQL, равное 12,5/n для нормального контроля. Приняв 12,5/n равным 2 (т.е. 2% несоответствующих единиц), получим п = 6,25 Округляя до ближайшего целого, получим п = 6.
Аналогичным образом колонка для приемочного числа 1 дает AQL = 50/n. Приняв 50/n = 2, получим n = 25. Другие колонки можно аналогично использовать для получения следующих планов:
Объем выборки Ac Re
6 0 1
25 1 2
40 2 3
63 3 4
100 5 6
158 7 8
250 10 11
400 14 15
625 21 22
Для усиленного контроля используется нижняя шкала AQL в таблице 6:
Объем выборки Ac Re
10 0 1
40 1 2
63 2 3
100 3 4
158 5 6
250 8 9
400 12 13
625 18 19
Пример 26
Требуются двух- и многоступенчатые планы контроля, соответствующие объему выборки 100 (Ас = 5, Re = 6), найденному в примере 25 для нормального контроля.
В колонке находим приемочное число 5 с п = 100 или получаем:
Объем выборки Суммарный объем выборки Ac Re
63 63 2 5
63 126 6 7
Объем выборки Суммарный объем выборки Ac Re
25 25 # 4
25 50 1 5
25 75 2 6
25 100 3 7
25 125 5 8
25 150 7 9
25 175 9 10
При данном подходе не обеспечивается дополнительная информация, такая как предельные числа для ослабленного контроля, поэтому отклонения от предпочтительных AQL не должны стать обычной практикой.
3.9 Установление AQL
Введение в концепцию AQL, взгляд изготовителя и потребителя на AQL в зависимости от их требований и последствий использования изделия, а также ряд недостатков при назначении AQL содержит 2.6.
Также необходимо учитывать, сколько компонентов содержится в конечном оборудовании. Если решено, что качество части оборудования с тремя самостоятельными и равнозначными компонентами не должно превышать 10% несоответствующих изделий, тогда каждый из этих трех компонентов может включать 3,5% несоответствующих изделий и будет отвечать требованию, в то время как если бы оно содержало 10 компонентов, процент несоответствующих изделий не должен быть более 1% по каждому компоненту.
При условии, что компоненты соответствуют или не соответствуют требованиям, независимо используют формулу, где k - число компонентов в агрегате, X - AQL для агрегата и х - AQL для отдельных компонентов. Тогда по закону умножения вероятностей следует, что
![]() .
.
Значение X не учитывает несоответствия, которые могут возникнуть из-за недостатков процесса сборки. В данных условиях изготовитель может выбрать AQL, который может показаться наиболее приемлемым для каждого компонента, затем вычислить планируемое качество всего изделия, в то время как потребитель может пожелать установить AQL для всего изделия и после того рассчитать планируемое качество компонентов. Второй подход может быть более обоснованным, поскольку именно работа всего изделия имеет реальное значение. Но вместе с тем это требует больших затрат, поскольку практически всегда ведет к более жестким AQL.
По результатам оценки произведенного и допустимого уровня качества в прошлом можно ориентировочно определить ожидаемый уровень качества, цену потребителя и производственные методы. Там, где есть новое изделие и отсутствуют данные о качестве прошлого производства, во многих случаях можно найти другие аналогичные изделия, которые дадут необходимую информацию. Особенно полезными могут быть расчеты среднего уровня прошлого процесса. Идея учета прошлого качества не должна рассматриваться таким образом, что прошлые уровни качества незыблемы и всегда достаточно хороши. Стоимость производства несоответствующего изделия практически равна стоимости производства соответствующего, и снижение процента несоответствующих изделий зачастую означает снижение стоимости производства. Это просто один из факторов, который должен быть учтен при оценке допустимого AQL.
Само по себе назначение AQL не дает гарантий потребителю, что партии плохого качества не будут приняты, так как, во-первых, AQL соотносится со средним, поэтому ряд партий может быть хуже, чем AQL, а средний уровень будет лучше AQL. Во-вторых, если среднее качество несколько хуже AQL, возможно несколько партий пройдут приемку до переключения на усиленный контроль и даже после переключения сохраняется возможность приемки некоторых партий. В целом можно ожидать, что потребитель получит продукцию со средним лучше AQL, поскольку в выборочные схемы встроен экономический стимул, основанный на том, что изготовитель может позволить себе иметь только малую долю партий, не прошедших приемку, и будет вынужден предпринять действия по улучшению качества производства, если эта доля будет высока.
На практике большинство изготовителей предпринимают меры для того, чтобы средний уровень процесса не превышал установленного AQL, как только происходит относительно частое отклонение партий. В любом случае защита потребителя зависит от нижней части оперативной характеристики так же, как и от верхней, с которой связан AQL, и это можно регулировать с учетом предельного качества в любом предлагаемом плане.
Необязательно рассматривать AQL как основу принципа выбора, служащую источником всех других характеристик. Всегда существует возможность, при необходимости, войти в выборочные таблицы «через черный вход», выбирая план на основе другого критерия и находя AQL для получения необходимого результата. В данном случае AQL является удобным показателем, стимулирующим использование типовых таблиц, и представляет ценность в качестве ответа на вопрос, в котором заинтересован производитель: с каким качеством должна быть изготовлена продукция, чтобы обеспечить наибольшую приемку партий?
При использовании метода «черного хода» основа выбора может лежать либо в нижней точке кривой, что рассматривается как наиболее важный момент, либо в некотором экономическом критерии. Возможно самый простой экономический критерий, который был предложен, заключается в проведении оценки равнозатратной точки; т.е. когда качество партий такое, что если бы партия была принята, то затраты на устранение недостатков, связанных с принятыми несоответствующими изделиями, были бы точно такими же, как и затраты, связанные с отклонением партии.
Если равнозатратное качество можно оценить, то можно выбрать план, для которого 50% партий планируется для приемки не потому, что это необходимо (по определению, если предлагается конкретное качество, не всегда интересно, какое отношение к этому имеет план контроля), а потому, что он обеспечивает более чем 50%-ную вероятность приемки партий лучшего качества и более чем 50%-ную вероятность отклонения партий худшего качества по сравнению с равнозатратным.
В конечном итоге необходимо выбрать одно из значений AQL, по мере возможности из таблиц составить специальный план.
3.10 Составление выборочного плана по таблицам ГОСТ Р 50779.71
До составления плана выборочного контроля из таблиц необходимо знать следующие пять исходных данных:
а) приемлемый уровень качества или AQL (2.6);
б) уровень контроля (3.5);
Примечание: Перечисления а) и б) устанавливаются для конкретной продукции при заключении контракта и не изменяются на протяжении всего его срока действия;
в) вид контроля (нормальный, усиленный или ослабленный); определяется на основе изучения результатов контроля нескольких предыдущих партий (3.11 - 3.14). На данный момент введено предположение, что выбран нормальный контроль;
г) тип плана контроля (одноступенчатый, двухступенчатый или многоступенчатый); на данный момент введено предположение, что используется одноступенчатый контроль;
д) объем партии.
Пример 27
Предположим, что AQL равен 1,0, уровень контроля II и объем партии 2500.
Необходимо выбрать код объема выборки (как правило, обозначаемый просто кодовой буквой). Для объема партии 2500 и уровня контроля II из таблицы I берем код К.
В соответствующей таблице (таблица II-А) находим объем выборки для одноступенчатого контроля, равный 125.
Значения AQL для контроля в нормальном режиме приводят в верхней части таблицы. Под значением 1,0 указаны числа 3 и 4 под заголовком Ac, Re.
Требуемый план включает:
объем выборки n = 125;
приемочное число Ас = 3:
браковочное число Re = 4.
Вместо этого можно воспользоваться расширенной таблицей Х-К-2.
Снова находим объем выборки 125; в колонке для AQL, равного 1,0 находим, что приемочные и браковочные числа равны, как и прежде, 3 и 4.
Пример 28
Предположим, что AQL равен 0,40, уровень контроля I и объем партии 230. Из таблицы I находим код Е.
С помощью основной таблицы II-А находим: что план для кода Е и AQL = 0,40 отсутствует, но нисходящая стрелка указывает вместо этого на букву G, и получаем требуемый план:
объем выборки n = 32;
приемочное число Ас = 0;
браковочное число Re = 1.
Из расширенных таблиц можно взять таблицу Х-Е-2, но она не имеет колонки для AQL = 0,40. Символ вращающегося треугольника соответствует значениям AQL менее 1,0. Треугольник отсылает к примечанию: «используйте ближайший последующий код объема выборки, для которого установлены приемочные и браковочные числа». Если этот треугольник представить стрелкой, то она укажет направление, где находится необходимая таблица. Так вы находите F, где снова AQL = 0,40 отсутствует, и так до буквы G, что приведет к тому же плану, как и ранее.
Важно не забывать, что если треугольник или последовательность треугольников направляет пользователя с одной страницы расширенных таблиц на другую или стрелка направляет с одного ряда главных таблиц на другой, требуемый объем выборки соответствует объему, указанному на новой странице или в новом ряду, а не на первоначальной странице или ряде [10.3].
Восходящие стрелки и треугольники имеют аналогичное значение. Они относятся к случаям, когда значение AQL отсутствует в расширенных таблицах для кодов таблицы I, и символ означает: «используйте ближайший последующий код объема выборки, для которого имеются приемочные и браковочные числа». Треугольники снова указывают направление, где имеются требуемые таблицы.
Пример 29
Предположим, что AQL равно 0,015, уровень контроля III и объем партии 120. По таблице I находим букву G, но в таблице стрелка (или серия треугольников) направляет на букву Р до того, как будет найден план. Требуемый план имеет объем выборки 800, что превышает объем партии.
В этом случае всю партию 120 рассматривают как выборку. Приемочные и браковочные числа остаются неизменными: 0 и 1.
В ГОСТ Р 50779.71 установлено, что значение AQL, менее или равное 10, выражает либо процент несоответствующих единиц, либо число несоответствий на 100 единиц, в то время как значение более 10 выражает исключительно число несоответствий на 100 единиц [3.5]. Необходимо принять решение о применении несоответствий или несоответствующих единиц для конкретного случая. Далее следует определить AQL с учетом этого решения. Для этих целей примеры 26 - 28 недостаточно полные, поскольку значения AQL установлены в виде чисел без учета классификации, как было и для приемочных и браковочных чисел, что лишено практического смысла. Эти примеры приведены для наглядности.
Пример 30
В примере 27 AQL равно 1,0, и выборочный план имеет следующий вид:
объем выборки n = 125;
приемочное число Ас = 3;
браковочное число Re = 4.
Необходимо уточнить, задан AQL для процента несоответствующих единиц, или для числа несоответствий на 100 единиц.
При AQL = 1,0% несоответствующих единиц план контроля будет следующим:
объем выборки n = 125 изделий;
приемочное число Ас = 3 несоответствующие единицы;
браковочное число Re = 4 несоответствующие единицы.
Если AQL = 1 несоответствие на 100 единиц продукции, то план контроля будет следующим:
объем выборки n = 125 изделий;
приемочное число Ас = 3 несоответствия;
браковочное число Re = 4 несоответствия.
Как видно из таблиц, использованы одни и те же планы контроля.
Следует помнить, что AQL является разграничительной линией на шкале качества, отделяющей хорошее качество от плохого с точки зрения статистического приемочного контроля. Если установлен AQL для конкретного вида продукции, наиболее предпочтительно было бы иметь систему, с помощью которой партии качеством лучше AQL принимались и отклонялись, если качество хуже AQL, т.е. иметь кривую оперативной характеристики, которая спускается вертикально при AQL, как показано на рисунке 7. Это не может быть достигнуто ни при одном плане контроля, поэтому кривая оперативной характеристики опускается более полого, чем по вертикали.
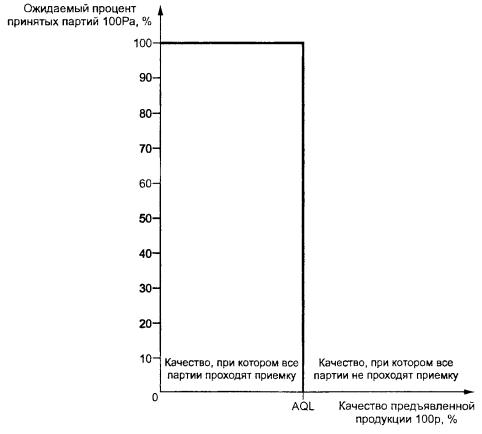
Рисунок 7 - Идеальная кривая оперативной характеристики
Итак, данная кривая пересекает идеальную вертикальную линию только в одной точке. Чтобы узнать, в какой точке она должна ее пересечь, возможно решение, при котором кривая будет пересекать вертикальную прямую близко к нижней части графика, как на рисунке 8. Выборочный план, который позволяет это сделать, имеет преимущество по защите потребителя, поскольку любая из предъявленных партий с качеством хуже AQL будет иметь высокую вероятность отклонения. Но такое решение не устраивает изготовителя. У него может не быть претензий, касающихся отношения большинства партий с качеством хуже AQL, но есть обоснованные претензии при поставке партий, качество которых лучше AQL, но большая часть из них отклоняется. Для случая, описанного на рисунке 8, только одна партия из пяти может пройти приемку, если доля несоответствующих единиц будет составлять только половину AQL, и менее половины партий могут пройти приемку даже если доля несоответствующих единиц меньше, чем четверть AQL. Это не устраивает изготовителя, поскольку он вынужден изготовлять продукцию значительно лучшего качества, чем действительно требуется. Это значительно увеличивает цену продукции, а также ухудшает отношения между изготовителем и контролирующим органом.
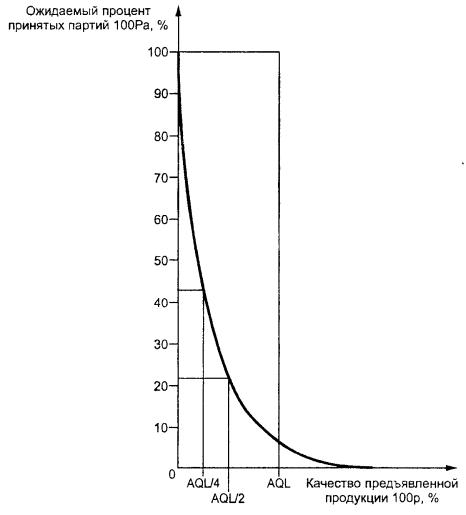
Рисунок 8 - Оперативная характеристика для плана выборочного контроля, имеющего высокую вероятность отклонения любой партии с качеством хуже AQL
При другом решении кривая будет пересекать вертикальную линию в верхней части графика (рисунок 9). Такая ситуация устраивает изготовителя, так как если он изготовляет партии с качеством таким же или лучше AQL, то они практически всегда будут приняты. В этом случае не защищены интересы потребителя, поскольку при поставке партии с качеством хуже AQL могут быть большие шансы их приемки. На рисунке 9 показано, что при проценте несоответствующих единиц 2AQL 60% таких партий прошли бы приемку.
Если объем выборки относительно мал для необходимого AQL, то такая высокая гарантия для изготовителя приведет к слишком большому риску для потребителя.
Для небольших приемочных чисел низкая вероятность приемки партий с уровнем AQL допустима. На рисунке 10 представлены кривые ОХ для AQL = 1% несоответствующих единиц с максимальными и минимальными объемами выборок, установленными для этого AQL. Изготовитель имеет больше гарантий при большем объеме выборки, чем при малом, если качество хорошее, но так как убывающая кривая имеет более крутую форму, потребитель в этом случае также имеет лучшую защиту.
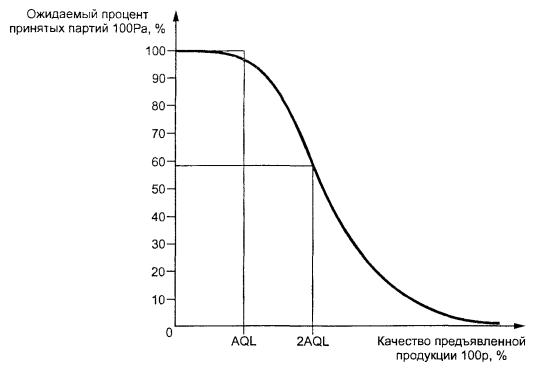
Рисунок 9 - Оперативная характеристика для плана выборочного контроля, имеющего высокую вероятность приемки при любой партии с качеством лучше AQL
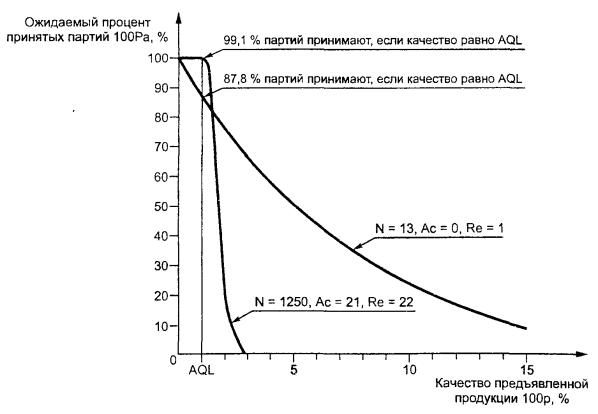
Рисунок 10 - Оперативные характеристики для двух выборочных планов нормального контроля для AQL = l,0% несоответствующих единиц
Контроль в нормальном режиме предназначен для защиты изготовителя от высокой доли отклоняемых партий, когда качество лучше AQL. Тогда нормальный контроль имеет кривые ОХ, которые пересекают вертикальную прямую AQL в верхней части, но точный уровень точки пересечения меняется от плана к плану в зависимости от значения «объем выборки, умноженный на AQL», или от значения приемочного числа.
Как видно из таблицы 7, если «объем выборки, умноженный на AQL» не менее 200, изготовитель получает 98%-ную гарантию приемки своей партии с качеством, равным AQL, и еще большую гарантию для качества лучше AQL.
Таблица 7
Ожидаемый процент принятых партий с качеством, равным AQL, при нормальном одноступенчатом выборочном контроле
|
AQL × (объем выборки) (примерно) |
Приемочное число |
Ожидаемый процент принятых партий |
|
12,5 |
0 |
88,1 |
|
50 |
1 |
90,9 |
|
80 |
2 |
95,3 |
|
125 |
3 |
96,1 |
|
200 |
5 |
98,3 |
|
315 |
7 |
98,4 |
|
500 |
10 |
98,5 |
|
800 |
14 |
98,3 |
|
1250 |
21 |
99,0 |
|
2000 |
30 |
98,7 |
|
3150 |
44 |
98,5 |
Примечание: Цифры в первой колонке приблизительны, поскольку невозможно задать значение «AQL × (объем выборки)» точно неизменным по диагонали таблицы II-А. В итоге цифры в третьей колонке имеют примерные значения, но истинное число очень близко к приведенной здесь аппроксимации.
При усиленном контроле требуемый план берется из таблиц практически аналогичным образом, за исключением того, что таблицу II-В используют вместо таблицы II-А при применении главных таблиц. Когда применяют расширенные таблицы (таблица X), соответствующая колонка таблицы находится через нахождение значения AQL из нижней части таблицы вместо верхней ее части.
Можно обнаружить, что усиленный план имеет тот же объем выборки, что и соответствующий нормальный план контроля, но меньшее приемочное число. Тем не менее, если приемочное число при нормальном контроле равно 1, смена на 0 приведет к необоснованной степени усиления контроля, а если приемочное число при нормальном контроле равно 0, то меньшего числа нет. В этих двух случаях усиление контроля достигается сохранением приемочного числа таким же, как и для нормального контроля, но увеличивается объем выборки.
Кривые ОХ для усиленного контроля не показаны на графике, чтобы избежать чрезмерного перенасыщения диаграмм. Вероятности приемки приведены в таблице X. Кроме того, часто планы усиленного контроля для одного AQL совпадают с планами нормального контроля для другого AQL. Им соответствует одна и та же кривая ОХ. Не нужно забывать, что карты, используемые для обозначения кривых, строят на значениях AQL для нормального контроля.
Пример 31
Предположим, что AQL равен 1,0, уровень контроля II и объем партии 2500.
Из таблицы I находим код К. С помощью таблицы Х-К-2, получаем план усиленного контроля:
объем выборки n = 125 изделий;
приемочное число Ас = 2 несоответствующие единицы;
браковочное число Re = 3 несоответствующие единицы.
Это тот же план, что и план нормального контроля для кода К и AQL = 0,65. Используют кривую оперативной характеристики для 0,65 в карте К.
3.13 Правила переключения (пример)
Нормальный и усиленный контроль были введены в 2.9. В последующих двух подпунктах продолжалось рассмотрение нормального и усиленного контроля, их предназначения и правил пользования таблицами для нахождения соответствующих выборочных планов. Правила переключения, на основе которых принимается решение о переключении с нормального на усиленный контроль и обратно [9.3], или приостановка контроля, если суммарное число партий, отклоненных при первом предъявлении на усиленном контроле достигает 5 [9.4], рассматривались в 2.11. Настоящий пункт содержит пример действия правил переключений в соответствии с ГОСТ Р 50779.71.
Пример 32
Продукцию поставляют партиями по 4000 единиц. AQL равен 1,5% несоответствующих изделий, уровень контроля III. Используют одноступенчатый выборочный контроль. Таблица I дает код объема выборки М, получаем требуемый план контроля:
При нормальном контроле При усиленном контроле
Объем выборки 315 315
Приемочное число 10 8
Браковочное число 11 9
В таблице 8 приведены результаты контроля первых 25 партий. Обычно нормальный контроль применяют в начале технологического процесса. Отклонение партий №4 и №10 не требует переключения на усиленный контроль, так как правило 2 из 5 не было выполнено, но отклонение партии №12, идущей за партией №10, требует переключения на усиленный контроль, начиная с партии №13. Партия №21 была принята пятой подряд партией на усиленном контроле, поэтому нормальный контроль возобновлен для партии № 22.
Таблица 8
Результаты гипотетического процесса контроля 25 партий
|
Объем партии |
Объем выборки |
Ac |
Re |
Несоответствующие единицы |
Приемлемость |
Последующие действия |
|
|
1 |
4000 |
315 |
10 |
11 |
7 |
А |
Продолжайте нормальный контроль |
|
2 |
4000 |
315 |
10 |
11 |
2 |
А |
То же |
|
3 |
4000 |
315 |
10 |
11 |
4 |
А |
« |
|
4 |
4000 |
315 |
10 |
11 |
11 |
N |
« |
|
5 |
4000 |
315 |
10 |
11 |
9 |
А |
« |
|
6 |
4000 |
315 |
10 |
11 |
4 |
А |
« |
|
7 |
4000 |
315 |
10 |
11 |
7 |
А |
« |
|
8 |
4000 |
315 |
10 |
11 |
3 |
А |
« |
|
9 |
4000 |
315 |
10 |
11 |
2 |
А |
« |
|
10 |
4000 |
315 |
10 |
11 |
12 |
N |
« |
|
11 |
4000 |
315 |
10 |
11 |
8 |
А |
« |
|
12 |
4000 |
315 |
10 |
11 |
11 |
N |
Перейти к усиленному контролю |
|
13 |
4000 |
315 |
8 |
9 |
7 |
А |
Продолжайте усиленный контроль |
|
14 |
4000 |
315 |
8 |
9 |
8 |
А |
То же |
|
15 |
4000 |
315 |
8 |
9 |
4 |
А |
« |
|
16 |
4000 |
315 |
8 |
9 |
9 |
N |
« |
|
17 |
4000 |
315 |
8 |
9 |
3 |
А |
« |
|
18 |
4000 |
315 |
8 |
9 |
5 |
А |
« |
|
19 |
4000 |
315 |
8 |
9 |
2 |
А |
« |
|
20 |
4000 |
315 |
8 |
9 |
7 |
А |
« |
|
21 |
4000 |
315 |
8 |
9 |
6 |
А |
Вернуться к нормальному контролю |
|
22 |
4000 |
315 |
10 |
11 |
7 |
А |
Продолжайте нормальный контроль |
|
23 |
4000 |
315 |
10 |
11 |
2 |
А |
То же |
|
24 |
4000 |
315 |
10 |
11 |
5 |
А |
« |
|
25 |
4000 |
315 |
10 |
11 |
3 |
А |
« |
|
Примечания: 1. AQL = 1,5% несоответствующих единиц продукции, уровень контроля III (пример 32). 2. А - приемлемая партия, N - неприемлемая партия. |
|||||||
3.14 Методы снижения рисков, связанных с выборкой
Выборочный контроль всегда связан с рисками как приемки продукции низкого качества, так и отклонения продукции высокого качества, но эти риски должны быть допустимыми при условии, что AQL и уровень контроля выбраны правильно.
Если поставщик или потребитель считают, что в каком-либо конкретном случае их риск завышен, можно проверить правильность выбора AQL и уровня контроля. Предполагается, что они назначены верно.
Изготовитель заинтересован в снижении риска в тех случаях, когда качество будет лучше AQL (он не может уменьшить риск другим способом). Потребителя риски будут особенно интересовать в тех случаях, когда качество будет хуже, так как если качество лучше AQL, он получает требуемое качество.
Для снижения рисков каждой из сторон можно использовать три метода.
Первый метод - улучшение производства. Может показаться, что этот путь очевиден, но при обсуждении выборочных планов, кривых ОХ, правил переключения и т.д. можно забыть об элементарном правиле, по которому при низком проценте несоответствующих единиц потребитель заведомо получает то, что ему требуется, а для изготовителя достигается высокая вероятность приемки.
Второй метод применим только в частном случае при приемочном числе, равном 0. Планы с нулевым приемочным числом имеют такие пологие кривые ОХ, что большие риски неизбежны.
По этой причине ГОСТ Р 50779.71 допускает применение альтернативного способа в тех случаях, когда таблицы ведут к нулевому приемочному числу (при одобрении уполномоченного органа). При этом используют планы для того же AQL, но с приемочным числом 1 вместо 0 [10.3]. Потребуется примерно вчетверо больший объем выборки по сравнению с тем, что требуется при нулевом приемочном числе. Но риски обеих сторон сильно снижаются, что зачастую оправдывает эти затраты.
Затраты можно несколько сократить использованием двухступенчатого и многоступенчатого контроля (2.20 и 2.21). Эти альтернативы доступны, когда приемочное число равно 1 или более. Возможен последовательный контроль, но он не является предметом настоящего стандарта.
Третий метод рассматривает возможность увеличения объема партии. Если объем партии увеличен достаточно, чтобы изменить код и увеличить объем выборки, это приведет к снижению рисков сторон, поскольку большему объему выборки соответствует более изогнутая кривая, и таблицы составлены так, что эта кривая будет выше прежней кривой для большинства точек с качеством лучше AQL и ниже в большинстве точек, где качество хуже AQL. Нельзя составить таблицы, сохранив эти свойства без потери других необходимых свойств. На рисунке 11 видно, что, например, четыре плана нормального контроля соответствуют AQL = 1,5%. Для качества лучше AQL видно, что чем больше выборка, тем выше доля принятых партий, в то время как для качества хуже AQL при максимальной выборке больше всего партий отклоняется, а при минимальной выборке отклоняется меньше всего (желательно, чтобы план максимально часто отклонял партии, когда качество хуже AQL).
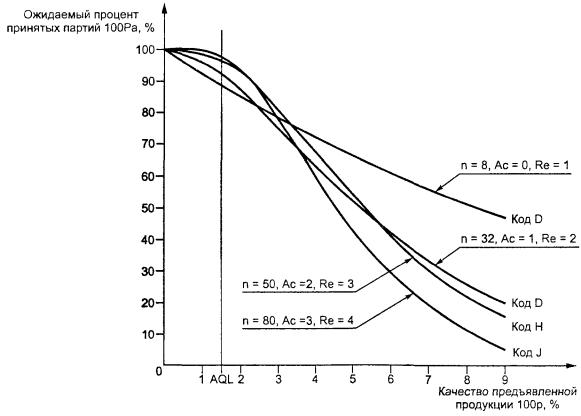
Рисунок 11 - Четыре одноступенчатых выборочных плана для AQL = 1,5% несоответствующих единиц при нормальном контроле
Увеличение объемов партии для обеспечения лучшей защиты при контроле может обсуждаться, поскольку не всегда просто или разумно изменить объем партии. Он должен быть увязан с длительностью технологического процесса, объемом продукции, который можно одновременно обработать, транспортными трудностями, проблемами складирования и т.д. При всех прочих условиях увеличение объема партии может быть полезным с точки зрения изготовителя. Более подробное обсуждение объема партии в 3.4.
При изучении высоты кривых на рисунке 11 в точках в два, три, четыре раза больше AQL следует помнить, что кривые показывают только участок картины (участок нормального контроля). Практически для всех планов нормального контроля по ГОСТ Р 50779.71 ожидаемый процент принятых партий при качестве вдвое хуже AQL составляет менее 80%. Такая доля приемки всегда будет приводить к усиленному контролю.
Этот прием не всегда оправдан, но стороны могут обсудить выбор плана непосредственно на основе кривых ОХ.
Иногда имеются данные, свидетельствующие о том, что качество производственного процесса систематически лучше AQL. Там, где это происходит и есть основания предположить, что качество производства будет и далее оставаться хорошим, отсутствует необходимость в выборочном плане, отделяющем хорошие партии от плохих, поскольку все партии будут с высоким качеством. В этом случае нельзя полностью отказаться от контроля, поскольку необходимо сохранить возможность получения сигнала о том, что качество процесса снижается.
В этих условиях можно сэкономить значительные средства при использовании выборочных планов ослабленного контроля, которые имеют объемы выборки 2/5 от объема соответствующего плана нормального контроля (за исключением случаев, где нормальный контроль проводят с объемом выборки меньше 5. В этих случаях эта доля составляет более 2/5, поскольку ослабленный контроль всегда требует объем выборки минимум 2 единицы).
Можно предположить, что способ сокращения объема выборки может заключаться в использовании кода объема выборки, предшествующего по алфавиту. В действительности это приведет к сокращению объема выборки, но может сократить ожидаемую долю принятых партий с качеством, равным AQL. Поскольку такой результат очевидно неудовлетворителен, необходима специальная таблица для ослабленного контроля (II-С в главных таблицах).
Следует иметь в виду, что вводить ослабленный контроль необязательно. Усиленный контроль используют в случае, если того требуют правила переключения, и это важно для схемы контроля, в то время как ослабленный контроль полностью зависит от выбора. Даже если необходимые условия правила переключения соблюдены, потребитель не обязан его вводить, пока он этого не пожелает или это не установлено в контракте.
Правила переключения [9.3.3] предназначены для гарантии того, что ослабленный контроль не будет введен, пока контролируемое качество не будет действительно высоким и иметь тенденцию к сохранению. Для определения возможности использования ослабленного контроля необходимо сравнить историю качества предыдущего процесса с предельным числом, взятым из таблицы VIII.
Пример 33
Продукция для контроля изготовлена в следующих условиях: AQL = 10% несоответствующих единиц продукции, объем партий 4000 изделий, уровень контроля I при одноступенчатом выборочном контроле.
План нормального контроля включает:
объем выборки п = 80 единиц;
приемочное число Ас = 14 несоответствующих единиц;
браковочное число Re = 15 несоответствующих единиц.
Этому плану соответствует код J.
В таблице 9 приведены гипотетические результаты процесса контроля. В начале таблицы применяется нормальный контроль в виде блока из более длительной последовательности, поэтому номера партий не начинаются с единицы. Результаты контроля хорошие, все партии приняты с числом несоответствующих изделий в каждой выборке ниже приемочного числа. После контроля выборки из партии 51 контролер принимает решение узнать, возможен ли теперь ослабленный контроль. Общее число несоответствующих единиц, выявленных в выборках из последних десяти партий, равно 70. Число изделий в выборках из последних десяти партий составляет 800. Для 800 и AQL = 10 в таблице VIII находим, что предельное число равно 68. Получаемый результат 70 слишком завышен и ослабленный контроль проводить нельзя.
Таблица 9
Результаты гипотетического процесса контроля 15 партий
|
Объем партии |
Объем выборки |
Ac |
Re |
Несоответствующие единицы |
Приемлемость |
Последующие действия |
|
|
41 |
4000 |
80 |
14 |
15 |
7 |
А |
Продолжать нормальный контроль |
|
42 |
4000 |
80 |
14 |
15 |
5 |
А |
То же |
|
43 |
4000 |
80 |
14 |
15 |
7 |
А |
« |
|
44 |
4000 |
80 |
14 |
15 |
6 |
А |
« |
|
45 |
4000 |
80 |
14 |
15 |
9 |
А |
« |
|
46 |
4000 |
80 |
14 |
15 |
7 |
А |
« |
|
47 |
4000 |
80 |
14 |
15 |
9 |
А |
Продолжать нормальный контроль |
|
48 |
4000 |
80 |
14 |
15 |
8 |
А |
То же |
|
49 |
4000 |
80 |
14 |
15 |
6 |
А |
« |
|
50 |
4000 |
80 |
14 |
15 |
5 |
А |
« |
|
51 |
4000 |
80 |
14 |
15 |
8 |
А |
« |
|
52 |
4000 |
80 |
14 |
15 |
4 |
А |
« |
|
53 |
4000 |
80 |
14 |
15 |
3 |
А |
« |
|
54 |
4000 |
80 |
14 |
15 |
1 |
А |
« |
|
55 |
4000 |
80 |
14 |
15 |
3 |
А |
Переключение на ослабленный контроль |
Примечание: AQL = 1,5% несоответствующих единиц продукции, уровень контроля III (пример 32); А - приемлемая партия.
После получения хороших результатов из следующих четырех партий контролер принимает решение перейти к ослабленному контролю после 55-й партии. Число несоответствующих изделий в выборках из последних 10 партий сейчас составляет только 54, что как раз меньше предельного числа. Сейчас ослабленный контроль можно проводить при условии, что предыдущие 10 партий были приняты при нормальном контроле (что имеет место в данном случае) и при условии, что производство устойчиво.
«Устойчивость» заключается в том, что производство не должно прерываться для подтверждения высокого качества, потому что данные о качестве процесса в предыдущих партиях хорошие. Точный смысл в каждом конкретном случае зависит от технического обоснования, учитывающего факторы изменчивости, которые могут влиять на качество продукции.
Поскольку ослабленный контроль необязателен, нормальный контроль восстанавливают, если производство принимает нерегулярный характер или характеризуется задержками, или другие условия могут этого потребовать. Возвращение к нормальному контролю необходимо, если партия не принята на ослабленном контроле.
Для планов ослабленного контроля характерна нетрадиционная особенность - разрыв между приемочными и браковочными числами. По правилам, если контролируемое число несоответствующих единиц меньше или равно приемочному числу, партию принимают и продолжают ослабленный контроль (при условии, что другие условия не требуют нормального контроля). При равенстве или превышении браковочного числа партию отклоняют и со следующей партии возобновляют нормальный контроль. Но если результат контроля оказывается между приемочным и браковочным числами, партию принимают, но должен быть возобновлен нормальный контроль [11.1.4].
Объемы выборок для ослабленного контроля будут соответствовать тем же сериям чисел, что и для нормального контроля, но будут установлены двумя стадиями ниже, что снова приводит к постоянству по диагоналям.
Кривые ОХ для ослабленного контроля не приведены по двум причинам. Первая заключается в том, что на глаз воспринимается вся кривая, в то время как ее правая часть по большей части относительна, поскольку ослабленный контроль допускается, если только процент несоответствующих единиц по последним данным меньше AQL, и имеются веские основания полагать, что хорошее качество будет продолжаться.
Вторая причина заключается в том, что вертикальная ось соответствует «ожидаемому проценту принятых партий», что не оправдано для ослабленного контроля, поскольку возобновляется нормальный контроль как только какая-либо партия будет отклонена.
Иногда в таблице VII стоит знак «*». Это означает, что число единиц выборки из последних 10 партий не является веским основанием для ослабленного контроля, и может потребоваться проверка более 10 партий, прежде чем число будет получено в таблице. Из таблицы видно, что первое число, которое будет найдено в этих условиях, всегда 0, поэтому эта процедура оправдана только тогда, когда не было замечено ни одного несоответствия в выборках из более чем 10 последовательных партий.
Пример 34
В таблице 10 продолжен пример из таблицы 9, где 20 партий с №56 по №75 были приняты при ослабленном контроле. Из таблицы II-С получаем план ослабленного контроля:
объем выборки n = 32 единиц;
приемочное число Ас = 7 несоответствующих единиц;
браковочное число Re = 10 несоответствующих единиц.
Таблица 10
Десять партий из гипотетического процесса контроля
|
Объем партии |
Объем выборки |
Ac |
Re |
Несоответствующие изделия |
Приемлемость |
Последующие действия |
|
|
76 |
4000 |
32 |
7 |
10 |
5 |
А |
Продолжать ослабленный контроль |
|
77 |
4000 |
32 |
7 |
10 |
2 |
А |
То же |
|
78 |
4000 |
32 |
7 |
10 |
7 |
А |
« |
|
79 |
4000 |
32 |
7 |
10 |
3 |
А |
« |
|
80 |
4000 |
32 |
7 |
10 |
1 |
А |
« |
|
81 |
4000 |
32 |
7 |
10 |
4 |
А |
« |
|
82 |
4000 |
32 |
7 |
10 |
9 |
А |
Восстановление нормального контроля |
|
83 |
4000 |
80 |
14 |
15 |
17 |
N |
Продолжать нормальный контроль |
|
84 |
4000 |
80 |
14 |
15 |
12 |
А |
То же |
|
85 |
4000 |
80 |
14 |
15 |
15 |
N |
Переключение на усиленный контроль |
Примечание: AQL = 10% несоответствующих единиц продукции, уровень контроля I (пример 34); А - приемлемая партия, N - неприемлемая партия.
В каждой выборке до партии № 81 включительно было обнаружено не более 7 несоответствующих изделий, и ослабленный контроль продолжался, но обнаружение 9 несоответствующих изделий в партии № 82 требует возобновления нормального контроля, даже если партия принята. Усиленный контроль должен быть применен спустя три партии ввиду того, что партии №№ 83 и 85 из последних пяти на нормальном контроле отклонены. Поскольку ослабленный контроль не обязателен, контролер может возобновить нормальный контроль уже с партии № 79, выявив 14 несоответствующих единиц из 96 в выборках из партий №№ 76, 77, 78, откуда следует, что уровень хуже 10%.
Если уровень качества изготовителя лучше AQL, можно использовать и другие процедуры контроля, кроме ослабленного. В некоторых случаях рекомендуется проводить контроль с пропуском партий (ГОСТ Р 50779.73). Если качество процесса изготовителя удовлетворительное и уровень качества значительно лучше AQL, применим косвенный контроль. При этом заказчик может заменить свой приемочный выборочный контроль результатами контроля изготовителя.
3.16 Двух- и многоступенчатый контроль
Двух- и многоступенчатые планы выборочного контроля выбирают аналогично одноступенчатым планам, но применяют таблицы III и IV главных таблиц вместо таблицы II или соответствующие части расширенных таблиц X.
При использовании расширенных таблиц необходимо внимательно выбирать правильные объемы выборки, поскольку там приводят только суммарные объемы. При этом все планы контроля имеют общее свойство, согласно которому все последовательные выборки равны объему для первой выборки. Это правило легко запомнить.
Если соответствующий одноступенчатый план контроля имеет приемочное число 0, а объем выборки 2, двухступенчатый план не применим. Если одноступенчатый план контроля имеет приемочное число 0, а объем выборки 2, 3 или 5, то многоступенчатый план не применим. В качестве альтернативы можно использовать одноступенчатый, двух- и многоступенчатый планы контроля для следующих больших объемов выборки, имеющихся для требуемого AQL.
Пример 35
При AQL, равном 0,40, и коде G в таблице III-A имеется звездочка. Можно использовать таблицу II-А, тогда получим план, для которого:
объем выборки n = 32 единицы;
приемочное число Ас = 0 несоответствующих единиц;
браковочное число Re = 1 несоответствующая единица или получить в колонке 0,40 таблиц III-A следующий план двухступенчатого контроля с кодом К:
выборка Первая выборка Вторая выборка Объединенная
Объем выборки 80 80 160
Приемочное число 0 1 -
Браковочное число 2 2 -
При использовании расширенных таблиц существуют те же альтернативы.
Для двух- и многоступенчатого ослабленного контроля результат, попадающий между приемочным и браковочным числами по любой выборке, кроме последней, означает, что последующая выборка необходима как при нормальном, так и при усиленном контроле. Но теперь существует также разрыв между последними приемочным и браковочным числами. Попадание результата в этот разрыв означает, что партия должна быть принята, а нормальный контроль возобновлен, как и при ослабленном одноступенчатом контроле.
В таблице IX приведены кривые «средних объемов выборки» для двухступенчатого и многоступенчатого контроля, которые могут быть использованы для определения того, будет ли экономия от применения двух- и многоступенчатого контроля вместо одноступенчатого оправданной [12.5].
Кривые классифицируют по приемочному числу одноступенчатого контроля и являются приближенными до некоторой степени, поэтому они не могут применяться в точности для всех различных планов контроля. Горизонтальная шкала каждой кривой выражается в единицах «n долей несоответствующих единиц продукции», где n соответствует объему выборки конкретного выборочного плана. В любом конкретном случае эта шкала может быть поделена на n для получения шкалы долей несоответствующих единиц.
Вертикальная шкала отражает значение n. Прямая в верхней части каждого графика показывает объем одноступенчатого плана, и эффективность планов двух- и многоступенчатого контроля может быть оценена по их кривым в сравнении с этой верхней прямой.
При проведении выборочного контроля ожидается, что большую часть времени будет действовать нормальный контроль для продукции с качеством лучше AQL. В этих условиях необходимые части этих кривых лежат слева по стрелкам на базовой прямой. Графики, не имеющие стрелок, соответствуют приемочным числам, используемым только при усиленном контроле. Если одноступенчатый план контроля имеет приемочное число 1, то многоступенчатый план чаще всего оказывается менее эффективным по сравнению с двухступенчатым. Оказалось невозможным избежать недостатков без потери других полезных качеств таблиц. В этих условиях предпочтителен двухступенчатый контроль, если не имеется достаточно веских оснований, кроме среднего объема выборки, для использования многоступенчатого плана.
Таблица IX предполагает, что усечение контроля, как описано в 2.22, не проводят.
Пример 36
Используют одноступенчатый выборочный план для кода К и AQL 2,5% несоответствующих единиц продукции, а именно:
объем выборки n = 125 единиц;
приемочное число Ас = 7 несоответствующих единиц;
браковочное число Re = 8 несоответствующих единиц.
Рассматривается возможность перехода на двух- и многоступенчатый контроль.
Искомый график в таблице IX обозначен Ас = 7, что является приемочным числом. При необходимости нижняя шкала может быть поделена на 125 (объем выборки) и умножена на 100 для получения шкалы процента несоответствующих единиц продукции. Числа 3, 6, 9 и 12 становятся 2,4; 4,8; 7,2 и 9,6 % несоответствующих единиц продукции. Как правило, можно от этого отказаться для нахождения искомой информации.
По аналогии шкала по левой стороне таблицы может быть 0,25; 0,5 и 0,75 от 125, если необходимо.
В частности, на примере кривых видно, что:
а) двухступенчатый план всегда имеет меньший средний объем, чем одноступенчатый, и многоступенчатый план всегда имеет меньшее среднее, чем двухступенчатый;
б) при абсолютном качестве объем выборки при двухступенчатом контроле составляет примерно 2/3 одноступенчатого, многоступенчатый - около 1/4 одноступенчатого;
в) в точке AQL эти соотношения выросли до 7/10 и 6/10 соответственно;
г) максимально среднее значение объема контроля двухступенчатого плана несколько выше 9/10 одноступенчатого, максимальное среднее значение для многоступенчатого плана несколько выше 8/10 одноступенчатого.
3.17 Предельное качество и отдельная партия
Схема контроля ГОСТ Р 50779.71 предполагает, что контролируется серия партий, и поэтому особое значение придается верхним значениям кривой ОХ. Тем не менее там, где продукция поставляется одной отдельной партией или минимальной последовательностью партий, нижние значения кривой также важны, так как они указывают на вероятность приемки единичной партии низкого качества, если она предъявляется на контроль среди ряда партий.
Именно для этих случаев предназначены таблицы VI-A, VI-B, VII-A и VII-B [12.6]. Таблицы VI-A и VII-A выражают предельное качество в проценте несоответствующих единиц продукции, а таблицы VI-B и VII-B - в числе несоответствий на 100 единиц продукции. В этом случае необходимо разделить те и другие, поскольку именно нижние значения кривой дают в некотором роде различные ответы.
Табличные значения включают LQ10 и LQ5 (2.8), индексы обозначают риск потребителя, выраженный в процентах несоответствующих единиц продукции. Значения в таблицах LQ можно также взять из табличных кривых ОХ в расширенных таблицах, однако более удобно иметь их объединенную картину.
Таблицы распространяются на одноступенчатый контроль, но рисунки можно применять примерно также и к эквивалентным планам двух- и многоступенчатого контроля.
Пример 37
На контроле отдельная партия. Решено, что потребуется высокая вероятность приемки, если качество продукции в партии 1% несоответствующих единиц продукции, но должна быть только 10%-ная вероятность приемки, если это качество будет более, чем 4% несоответствующих единиц продукции. При этих условиях требуется наименьший объем выборки из этих таблиц.
По таблице IV-A из колонки для AQL =1,0 ищем сверху вниз до нахождения числа, равного или меньше 4,0. Код М первый, удовлетворяющий этим условиям. Он имеет значение LQ, равное 3,7% несоответствующих единиц продукции и ссылку на расширенные таблицы. В результате получаем требуемый план и его оперативную характеристику, а именно:
объем выборки n = 315 единиц;
приемочное число Ас = 7 несоответствующих единиц;
браковочное число Re = 8 несоответствующих единиц.
В этой точке следует интерпретировать значение кривой ОХ. Значение LQ, равное 3,7% несоответствующих единиц продукции означает, что если партия имеет 3,7% несоответствующих единиц продукции, то она будет принята с 10%-ной вероятностью. Но это не означает, что имеется 10%-ная вероятность того, что партия будет иметь 3,7% несоответствующих единиц.
Как видим, значения предельного качества всегда выше AQL, в некоторых случаях намного выше, но различие между значениями LQ и AQL уменьшается по мере увеличения объема выборки.
При контроле отдельной партии в отличие от непрерывной серии партий значения LQ следует рассматривать как исключительно приблизительные при объеме выборки более 1/5 объема партии. В этих условиях реальное значение будет существенно меньше табличного.
В ГОСТ Р 50779.72 подробно описан метод контроля для партий, поступающих на контроль отдельно.
Объемы выборки для одноступенчатых планов, содержащиеся в ГОСТ Р 50779.71, представляют собой последовательность (как серия значений AQL), в которой каждое последующее значение в 1,585 раза больше предыдущего. Это означает, что «п значений AQL» примерно постоянно на диагоналях с нижней левой части до верхней правой в таблице II-А, которая ведет к самосогласованной таблице, если приемочные числа так же берутся постоянными по диагонали.
Это свойство было полезным при построении таблиц, а не при непосредственном их применении, но получившаяся модель не означает, что таблицы приводят к построению удобных обобщений и специальных номограмм или скользящих правил, которые могли быть полезны в некоторых случаях. В частности, смотри 3.21 и рисунки 12 и 13.

Рисунок 12 - Номограмма для метода отбора выборок, кода и объема выборки в ГОСТ Р 50779.71

Примечание: AQL можно умножить на 10, если объем выборки поделен на 10 и наоборот, аналогично для любой степени 10. Объем выборки должен быть округлен до ближайшего целого.
Рисунок 13 - Номограмма для AQL, объема выборки и приемочного числа ГОСТ Р 50799.71
Объемы выборок для двух- и многоступенчатого контроля (по 2.20 и 2.21) строят по той же схеме, но для данного кода объем двухступенчатой выборки отступает на один шаг для серии, сравнимой с одноступенчатым контролем, в то время как многоступенчатый объем выборки отступает на два шага по сравнению с двухступенчатым. Объемы выборки для ослабленного контроля всегда отступают на два шага по сравнению с соответствующим нормальным планом.
В итоге пять различных объемов выборки соответствуют любому данному коду объема выборки в зависимости от того, используется ли одноступенчатый, двухступенчатый, многоступенчатый план, и используется ли ослабленный контроль (по 3.15). Поэтому в качестве параметров таблиц использованы коды объемов выборки, а не сам объем выборки.
3.19 Оперативные характеристики
Расширенная таблица X в ГОСТ Р 50779.71 содержит как графики ОХ, так и табулированные значения: на основе которых построены графики.
Они применимы к одноступенчатому контролю, но кривые для двух- и многоступенчатых планов контроля будут примерно такими же [12.1].
Анализ оперативных характеристик, содержащихся в ГОСТ Р 50779.71, показывает, что если приемочное число равно 0, то верхнее значение кривой читается достаточно трудно. Существует тем не менее простая приближенная формула для вычисления этих верхних значений кривой при приемочном числе 0, которая достаточно точна для использования на практике независимо от объема выборки.
Ожидаемый процент принятых партий = 100 - n × (процент несоответствующих единиц продукции в предъявленных партиях).
Следует иметь в виду, что эта формула рассчитана только для приемочного числа 0, и только для верхних значений кривой, т.е. где ожидается приемка свыше 80% партий.
Пример 38
Предположим, что AQL = 0,40% несоответствующих единиц продукции, а код объема выборки G.
План контроля включает:
объем выборки n = 32 единицы;
приемочное число Ас = 0 несоответствующих единиц;
браковочное число Re = 1 несоответствующая единица.
Каков ожидаемый процент принятых партий при качестве, равном AQL?
Он равен
![]() .
.
Это значение практически равно точному значению 88,0%, которое рассчитано по формуле 100 (1-0,0040)32.
Пример 39
Каким должен быть процент несоответствующих единиц продукции в партиях для 95%-ной вероятности приемки партий для тех же данных?
По предыдущей формуле находим

Это значение близко к 0,160%, содержащимся в таблице X-G-1 в ГОСТ Р 50779.71.
3.20 Таблица AOQL (теоретические положения с 2.12)
В таблицах V-A и V-Б содержатся значения AOQL для планов нормального и усиленного одноступенчатого контроля. Они также приближенно применимы для эквивалентных двухступенчатых и многоступенчатых планов.
Если требуются более точные значения AOQL, то нужно умножить на поправочный коэффициент f который вычисляется:
а) при контроле процента несоответствующих единиц продукции:
![]() (для Ас>0)
(для Ас>0)
и
![]() (для Ас = 0),
(для Ас = 0),
где n - объем выборки;
N - объем партии;
б) при контроле числа несоответствий на 100 единиц продукции:
![]() (для любых Ас).
(для любых Ас).
Примечания:
1 Если поправочный коэффициент, независимо от случая применения, близок 1,00, его не учитывают, и табличные значения можно использовать без исправлений, в других случаях рекомендуется умножение на этот коэффициент.
2 В случае контроля числа несоответствий на 100 единиц продукции при Ас = 0 никакой коррекции не требуется.
Анализ таблицы V-Б показывает, что в верхней диагонали (где приемочное число равно 0), AOQL для усиленного контроля всегда близко к AQL. Если нужно сохранить эту зависимость между AQL и AOQL для усиленного контроля, то следует выбрать планы с приемочным числом 1 вместо 0.
Пример 40
Для объема выборки 400 AQL = 4,0% и уровня контроля II находим код Н. Из таблицы V-A для нормального контроля находим, что AOQL равен 6,3%, поэтому более точное значение равно
![]() несоответствующих единиц продукции.
несоответствующих единиц продукции.
Примечания:
1 Значения AOQL можно получить с помощью более сложных вычислений на основе гипергеометрического распределения. Для приведенного примера реальное значение AOQL равно 5,809%.
2 Для случая примера 40, если бы проводился контроль несоответствий на 100 единиц продукции вместо контроля процента несоответствующих единиц, то AOQL был бы равен
![]() (для Ас = 5).
(для Ас = 5).
При построении таблиц ГОСТ Р 50779.71 были использованы некоторые математические зависимости, позволяющие установить некоторые свойства таблиц в упрощенной форме, как видно из рисунков 12 и 13.
Эти диаграммы не заменяют таблиц, но они могут быть полезны при демонстрации зависимости между различными цифрами и в некоторых случаях помогают в предоставлении некоторой информации из таблиц в гораздо более сжатой форме.
Для пользования рисунком 12 предположим, что нужно узнать объемы выборки (для одноступенчатого и нормального контроля), соответствующие коду Н. Прямая, проходящая на диаграмме из точки Н слева по шкале к точке «одноступенчатый (нормальный или усиленный контроль)» в правой части шкалы, проходит в центре шкалы в точке 50, что соответствует требуемому объему выборки.
Примечание: Рекомендуется пользоваться краем линейки или растянутым куском хлопчатобумажной ткани для сохранения страницы, чистой для последующего использования.
По аналогии на рисунке 13, если нужно приемочное число для объема выборки 50 для AQL = 2,5, то его находим в точке пересечения прямой с центральной шкалой: 3 - для нормального контроля и 2 - для усиленного контроля.
ПРИЛОЖЕНИЕ А
(обязательное)
Взаимосвязь настоящего стандарта с ГОСТ Р 50779.30 и ГОСТ Р 50779.52
Настоящий стандарт основан на концепции AQL при выборе планов контроля в отличие от выборочной системы ГОСТ Р 50779.30 и ГОСТ Р 50779.52, основанной на групповом показателе качества партии продукции NQL.
В том случае, если при заключении контракта стороны (поставщик, потребитель, уполномоченная (третья) сторона) приняли решение о проведении статистического приемочного контроля по ГОСТ Р 50779.30, то область применения ГОСТ Р 50779.72 необходимо ограничить следующими условиями:
1) выборочный контроль проводится только одной стороной (поставщиком);
2) производятся и контролируются особые или отдельные партии;0
3) в силу ряда причин не представляется возможным использовать априорную информацию о возможностях поставщика отвечать требованиям потребителя;
4) отсутствуют долгосрочные взаимоотношения поставщика и потребителя;
5) имеется возможность использовать большие объемы выборки, а ГОСТ Р 50779.71 и ГОСТ Р 50779.73 необходимо ограничить следующими условиями:
1) выборочный контроль проводится только одной стороной (потребителем) или его представителем на территории поставщика;
2) контролируется непрерывная серия партий из продолжительного устойчивого производственного процесса;
3) контроль партий следует проводить в том же порядке, как они были изготовлены.
Ключевые слова: статистический анализ, управление качеством продукции, контроль по альтернативному признаку, выборочный контроль, таблицы планов выборочного контроля, допустимость