 | Информационная система | |
ГОСТ 7097-78
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
СТАНКИ ФУГОВАЛЬНЫЕ
НОРМЫ ТОЧНОСТИ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 21.04.78 № 1062
3. Стандарт полностью соответствует СТ СЭВ 4379-83
4. Стандарт соответствует международному стандарту ИСО 7571-86
5. ВЗАМЕН ГОСТ 7097-66
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
|
Проверка 2.1 |
|
|
Вводная часть |
7. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
8. ИЗДАНИЕ (апрель 2002 г.) с Изменениями № 1, 2, утвержденными в сентябре 1984 г., ноябре 1989 г. (ИУС 12-84, 2-90)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Деревообрабатывающее оборудование СТАНКИ ФУГОВАЛЬНЫЕ Нормы точности Woodworking equipment. Jointing machines. Standards of accuracy |
ГОСТ |
Дата введения 01.01.81
Настоящий стандарт распространяется на фуговальные односторонние и двухсторонние станки с ручной и механической подачей.
Общие условия испытания станков на точность - по ГОСТ 25338.
Стандарт устанавливает нормы точности станков, изготовляемых для нужд народного хозяйства и экспорта.
Стандарт полностью соответствует СТ СЭВ 4379-83.
(Измененная редакция, Изм. № 1).
1. ПРОВЕРКА ТОЧНОСТИ СТАНКА
Проверка 1.1. Плоскостность рабочей поверхности столов
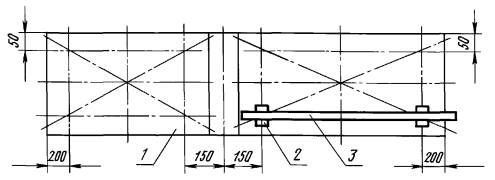
Допуск для столов длиной:
до 1000 мм..................................................................... 0,20 мм
св. 1000 до 1500 мм...................................................... 0,25 мм
Выпуклость не допускается.
Метод проверки
На рабочую поверхность столов 1 в заданном сечении на двух опорах 2 одинаковой высоты устанавливают поверочную линейку 3.
В каждом сечении расстояние между линейкой и проверяемой поверхностью измеряют плоскопараллельными концевыми мерами длины и щупом.
Отклонение определяют как наибольший из полученных результатов измерений.
Проверка 1.2. Параллельность рабочих поверхностей столов
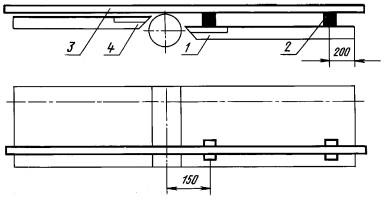
Допуск 0,10 мм при общей длине столов L £ 1250 мм,
0,25 мм при общей длине столов 1250 мм < L £ 2500 мм,
0,40 мм при общей длине столов L > 2500 мм.
(Измененная редакция, Изм. № 2).
Метод проверки
На рабочую поверхность переднего стола 1 в крайнем нижнем (верхнем) его положении в заданном сечении на двух опорах 2 одинаковой высоты устанавливают поверочную линейку 3 так, чтобы ее другой конец нависал над рабочей поверхностью заднего стола 4.
Проверку производят в двух сечениях по ширине стола в верхнем и нижнем его положении.
Расстояние между поверочной линейкой и рабочей поверхностью заднего стола измеряют щупом в двух сечениях по длине стола.
Отклонение определяют как наибольшую разность результатов измерений в каждом сечении по ширине стола в каждом его положении.
Проверка 1.3. Плоскостность рабочей поверхности направляющей линейки
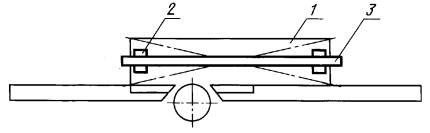
Допуск 0,15 мм на длине до 1000 мм и 0,2 мм на длине свыше 1000 мм.
Выпуклость не допускается.
Метод проверки
На рабочую поверхность направляющей линейки 1 в заданном сечении на двух опорах 2 одинаковой высоты устанавливают поверочную линейку 3.
В каждом сечении расстояние между линейкой и проверяемой поверхностью измеряют плоскопараллельными концевыми мерами длины и щупом.
Отклонение определяют как наибольший из полученных результатов измерений.
Для двухсторонних станков производят проверку передней и задней направляющей линеек.
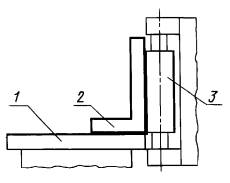
Проверка 1.4. Перпендикулярность рабочей поверхности направляющей линейки к рабочей поверхности заднего стола

Допуск 0,1 мм на длине измерения 100 мм.
(Измененная редакция, Изм. № 2).
Метод проверки
На рабочей поверхности заднего стола 1 устанавливают поверочный угольник 2 так, чтобы его другая рабочая поверхность касалась рабочей поверхности направляющей линейки 3, установленной в любое крайнее положение.
Просвет между проверяемой поверхностью и рабочей поверхностью поверочного угольника измеряют щупом.
Отклонение определяют как наибольшую величину просвета.
Для двухсторонних станков производят проверку передней и задней направляющей линеек.
Проверка 1.5. Параллельность рабочих поверхностей направляющих линеек (для двухсторонних станков)
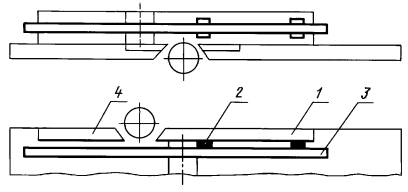
Допуск 0,20 мм на длине задней линейки 1000 мм (наклон рабочих поверхностей направляющих линеек в сторону вертикального ножевого вала не допускается).
Метод проверки
На рабочую поверхность передней направляющей линейки 1 в крайнем правом (левом) ее положении на двух опорах 2 одинаковой высоты устанавливают поверочную линейку 3 так, чтобы ее другой конец нависал над рабочей поверхностью задней направляющей линейки 4.
Расстояние между поверочной линейкой и рабочей поверхностью задней направляющей линейки измеряют щупом в двух сечениях по длине в крайнем правом и левом положении передней линейки.
Отклонение определяют как наибольшую разность результатов измерений для каждого положения передней направляющей линейки.
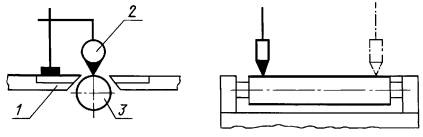
Проверка 1.6. Параллельность образующей цилиндрической поверхности ножевого вала и рабочей поверхности заднего стола
Допуск для ножевого вала длиной:
до 400 мм...............................0,10 мм
св. 400 до 630 мм..........................0,15 мм
Метод проверки
На рабочую поверхность заднего стола 1 устанавливают показывающий измерительный прибор 2 так, чтобы его измерительный наконечник касался образующей цилиндрической поверхности ножевого вала 3 и был перпендикулярен ей в плоскости измерения.
Измерения производят в двух крайних сечениях по длине ножевого вала в двух его положениях при повороте на 180°.
Отклонение определяют как наибольшую алгебраическую разность результатов измерений в двух крайних сечениях по длине вала в двух его положениях.
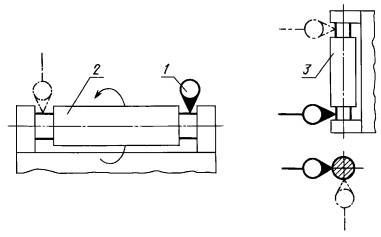
Проверка 1.7. Радиальное биение ножевых валов
Допуск 0,03 мм.
Метод проверки
На рабочую поверхность заднего стола устанавливают показывающий измерительный прибор 1 так, чтобы его измерительный наконечник касался образующей цилиндрической поверхности шейки горизонтального ножевого вала 2 и был перпендикулярен ей в плоскости измерения.
Измерения производят на двух шейках ножевого вала.
Биение определяют как наибольшую величину алгебраической разности показаний измерительного прибора в каждом положении.
Для двухсторонних станков аналогичную проверку производят для вертикального ножевого вала 3.
Проверка 1.8. Перпендикулярность образующей цилиндрической поверхности вертикального ножевого вала к рабочей поверхности стола (для двухсторонних станков)
Допуск 0,05 мм на длине измерения 100 мм.
Метод проверки
На рабочую поверхность заднего стола 1 устанавливают поверочный угольник 2 так, чтобы его другая рабочая поверхностью касалась образующей цилиндрической поверхности вертикального ножевого вала 3.
Просвет между образующей цилиндрической поверхности вертикального ножевого вала и рабочей поверхностью поверочного угольника измеряют щупом.
Отклонение определяют как наибольшую величину просвета на длине измерения.
(Измененная редакция, Изм. № 1).
2. ПРОВЕРКА СТАНКА В РАБОТЕ
Для проверки станка в работе используют заготовки из древесины любой породы абсолютной влажностью не выше 15 % размерами 1000´100´50 мм.
При скорости подачи 10 - 12 м/мин и толщине снимаемого слоя 2 мм обрабатывают пласть и кромку заготовки.
Проверка 2.1. Плоскостность и шероховатость обработанной на станке заготовки

Допуск 0,15 мм на длине 1000 м.
Шероховатость обработанной поверхности должна быть не ниже 8-го класса по ГОСТ 7016.
Метод проверки
На обработанные поверхности 1 устанавливают поверочную линейку 2 в продольном и диагональных направлениях.
Просвет между рабочей поверхностью поверочной линейки и проверяемой поверхностью измеряют щупом. В каждом направлении определяют наибольшую величину просвета.
Отклонение определяют как наибольший из полученных результатов. Шероховатость обработанных поверхностей определяют профилометром, профилографом или по эталону.
Измерения не производят на участках длиной 20 мм от торцев.
Проверка 2.2. Перпендикулярность обработанных поверхностей заготовки

Допуск 0,1 мм на длине 100 мм.
Метод проверки
К обработанным на станке пласти и кромке 1 в заданных сечениях прикладывают поверочный угольник 2.
Просвет между рабочей поверхностью поверочного угольника и проверяемой поверхностью измеряют щупом.
Отклонение определяют как наибольшую величину просвета в каждом сечении.
(Измененная редакция, Изм. № 1).
СОДЕРЖАНИЕ