ГОСУДАРСТВЕННЫЙ
СТАНДАРТ СОЮЗА ССР
СВАРКА, ПАЙКА И ТЕРМИЧЕСКАЯ
РЕЗКА МЕТАЛЛОВ
ЧАСТЬ 3
ГОСТ 14771-76*
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
1991
ГОСУДАРСТВЕННЫЙ
СТАНДАРТ СОЮЗА ССР
|
ДУГОВАЯ
СВАРКА В ЗАЩИТНОМ ГАЗЕ. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и
размеры
Gas-shielded arc
welding. Welded joints. Main types, design elements and dimensions
|
ГОСТ 14771-76*
|
Срок действия с 01.07.77 до 01.07.92
1. Настоящий стандарт
устанавливает основные типы, конструктивные элементы и размеры сварных соединений
из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых
дуговой сваркой в защитном газе.
Стандарт не устанавливает
основные типы, конструктивные элементы и размеры сварных соединений стальных
трубопроводов по ГОСТ
16037-80.
2. В стандарте приняты следующие
обозначения способов сварки:
ИН - в инертных газах
неплавящимся электродом без присадочного металла;
ИНп - в инертных газах
неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их
смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его
смеси с кислородом плавящимся электродом.
3. Основные типы сварных
соединений должны соответствовать указанным в табл.
1.
5. При выполнении корня
многослойного шва способом сварки, отличным от основного способа, которым
производится заполнение разделки кромок, значения конструктивных элементов
сварного соединения необходимо выбирать по основному способу сварки. При этом
обозначение способа сварки следует производить дробью, в числителе которой
дается обозначение способа сварки корня шва, а в знаменателе - обозначение
основного способа сварки.
6. Для сварных соединений С12,
С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для
соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более,
выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Таблица 48
мм
|
Толщина тонкой детали
|
Разность толщин деталей
|
|
2 - 3
|
1
|
|
4 - 30
|
2
|
|
32 - 40
|
4
|
|
Св. 40
|
6
|
7. Сварка встык деталей неодинаковой
толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как
деталей одинаковой толщины; конструктивные элементы подготовленных кромок и
размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного
перехода от одной детали к другой допускается наклонное расположение
поверхности шва (черт. 1).
Черт. 1.
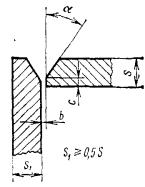
При разнице в толщине
свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1 должен быть
сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3.
При этом конструктивные элементы подготовленных кромок и размеры сварного шва
следует выбирать по меньшей толщине.
Черт. 2.
Черт. 3.
8. Размер и предельные
отклонения катета углового шва К и K1 должны быть установлены при проектировании. При
этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм
включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной
свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального
значения приведены в приложении
4.
(Измененная редакция, Изм. №
3).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или
вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом
вогнутость не должна приводить к уменьшению значения катета Кп
(черт. 4), установленного при проектировании.
Черт. 4.
Примечание. Катетом Кn является катет наибольшего
прямоугольного треугольника, вписанного во внешнюю часть углового шва. При
симметричном шве за катет Кn принимается любой из равных
катетов, при несимметричном шве - меньший.
(Измененная редакция, Изм. №
3).
12. Допускается перед сваркой
смещение кромок относительно друг друга не более:
0,2s мм - для
деталей толщиной до 4 мм;
0,1s + 0,5 мм - для деталей толщиной 5
- 25 мм;
3 мм - для деталей толщиной 25 -
50 мм;
0,04s + 1,0 мм - для деталей толщиной 50
- 100 мм;
0,01s + 4,0 мм, но не более 6 мм - для
деталей толщиной более 100 мм.
13. При сварке в
углекислом газе электродной проволокой диаметром 0,8 - 1,4 мм допускается
применять основные типы сварных соединений и их конструктивные элементы по ГОСТ
5264-80.
14. Минимальные значения катетов
угловых швов приведены в приложении 1.
15. При применении сварки в
углекислом газе взамен ручной дуговой сварки катет расчетного углового шва
может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе
электродной проволокой, обеспечивающей получение металла шва с более высоким
временным сопротивлением разрыву, чем у основного металла, катет расчетного
углового шва может быть уменьшен до значений, приведенных в рекомендуемом приложении 3.
14 - 16. (Введены
дополнительно, Изм. № 1).
17. В стыковых, тавровых и
угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях,
допускается увеличение номинального значения размера b до 4 мм. При этом соответственно
может быть увеличена ширина шва е, е1.
18. Допускается в местах
перекрытия сварных швов и в местах исправления дефектов увеличение размеров
швов до 30 % номинального значения.
19. При подготовке кромок с
применением ручного инструмента предельные отклонения угла скоса кромок могут
быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е,
e1.
17 - 19. (Введены
дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ
1
Рекомендуемое
мм
|
Предел текучести
свариваемой стали, МПа
|
Минимальный катет углового
шва для толщины более толстого из свариваемых элементов
|
|
от 3
до 4
|
св. 4
до 5
|
св. 5
до 10
|
св. 10 до 16
|
св. 16 до 22
|
св. 22 до 32
|
св. 32 до 40
|
св. 40 до 80
|
|
До 400
|
3
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Св. 400 до 450
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
Примечание. Минимальное значение катета не должно превышать 1,2
толщины более тонкого элемента.
(Введено дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
мм
|
Катет углового шва для
способов сварки
|
|
Ручная дуговая
|
В углекислом газе проволокой
марки Св-08Г2С диаметром от 1,4 до 2,0 мм взамен электродов типа
|
В углекислом газе
проволокой марки Св-08Г2С диаметром от 0,8 до 1,2 мм взамен электродов типа
|
|
Э42А и Э42
|
Э46А и Э46
|
Э50А и Э50
|
Э42А и Э42
|
Э46А и Э46
|
|
4
|
3
|
3
|
3
|
4
|
4
|
|
5
|
3
|
4
|
4
|
4
|
5
|
|
6
|
4
|
4
|
5
|
5
|
6
|
|
7
|
5
|
5
|
6
|
6
|
7
|
|
8
|
5
|
6
|
6
|
7
|
8
|
|
9
|
6
|
7
|
7
|
8
|
8
|
|
10
|
7
|
7
|
8
|
9
|
9
|
|
11
|
7
|
8
|
10
|
9
|
10
|
|
12
|
8
|
10
|
12
|
10
|
11
|
|
13
|
10
|
12
|
13
|
11
|
12
|
|
14
|
10
|
13
|
14
|
12
|
13
|
|
15
|
13
|
14
|
15
|
13
|
14
|
|
16
|
14
|
15
|
16
|
14
|
15
|
|
17
|
14
|
16
|
17
|
14
|
16
|
|
18
|
15
|
17
|
18
|
15
|
17
|
|
19
|
16
|
18
|
19
|
16
|
18
|
|
20
|
17
|
19
|
20
|
17
|
19
|
Примечание. Приведенные данные не распространяются на
соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой
полярности тока.
(Введено дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 3
Рекомендуемое
мм
|
Катет углового шва для отношения
временного сопротивления разрыву металла шва к временному сопротивлению
разрыву основного металла
|
|
1,0
|
1,1
|
1,2
|
1,3
|
1,4
|
|
4
|
4
|
4
|
3
|
3
|
|
5
|
5
|
4
|
4
|
4
|
|
6
|
6
|
5
|
5
|
4
|
|
7
|
7
|
6
|
6
|
5
|
|
8
|
7
|
7
|
6
|
6
|
|
9
|
8
|
8
|
7
|
7
|
|
10
|
9
|
9
|
8
|
7
|
|
11
|
10
|
9
|
9
|
8
|
|
12
|
11
|
10
|
9
|
9
|
|
13
|
12
|
11
|
10
|
9
|
|
14
|
13
|
12
|
11
|
10
|
|
15
|
14
|
13
|
12
|
11
|
|
16
|
15
|
14
|
13
|
12
|
|
17
|
16
|
14
|
13
|
12
|
|
18
|
17
|
15
|
14
|
13
|
|
19
|
17
|
16
|
15
|
14
|
|
20
|
18
|
17
|
16
|
14
|
(Введено дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 4
Рекомендуемое
мм
|
Номинальный размер катета
углового шва
|
Предельные отклонения
размера катета углового шва номинального значения
|
|
До 5 включ.
|
+ 1,0
- 0,5
|
|
Св. 5 до 8 включ.
|
+ 2,0
- 1,0
|
|
Св. 8 до 12 включ.
|
+ 2,5
- 1,5
|
|
Св. 12
|
+ 3,0
- 2,0
|
(Введено дополнительно, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН
научно-производственным объединением ЦНИИТМАШ.
ИСПОЛНИТЕЛИ
М. М. Борисенко
(руководитель темы); В. Д. Ходаков; Е. Г. Старченко.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ
Постановлением Государственного комитета стандартов Совета Министров СССР от
28.07.76 № 1826.
3. Срок проверки 1990 г. Периодичность
проверки 5 лет.
4. Стандарт соответствует TGL 14905/03 в части формы и
содержания таблиц сварных соединений.
5. ВЗАМЕН ГОСТ 14771-69.
6. ССЫЛОЧНЫЕ
НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ.
|
Обозначение НТД, на
который дана ссылка
|
Номер пункта
|
|
ГОСТ
5264-80
|
13
|
7. ПЕРЕИЗДАНИЕ с
Изменениями № 1, 2, 3, утвержденными в марте 1982 г., декабре 1986 г., январе
1989 г. (ИУС 6-82, 3-87, 4-89).