 | Информационная система | |
|
|
УТВЕРЖДАЮ Генеральный
директор «25» ноября 2014 г. |
Изменение № 1
СТ
ЦКБА 084-2010 «Элементы трубопроводов.
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ ИЗ
ТИТАНОВЫХ СПЛАВОВ ДЛЯ ТРУБОПРОВОДОВ
АТОМНЫХ СТАНЦИЙ.
Общие технические требования»
Утверждено и введено в действие Приказом от «25» 11 2014 г. № 79
Дата введения: 2014.12.01
Листы: 5, 6, 43, 44, 48 заменить листами 5, 6, 43, 44, 48 с «изм. 1».
Приложение: листы 5, 6, 43, 44, 48.
Примечания
1 Разделы «Нормативные ссылки» и далее по тексту - актуализация нормативных документов.
|
Заместитель
генерального директора - |
Ю.И. Тарасьев |
|
|
|
|
Заместитель
генерального директора - |
В.А. Горелов |
|
|
|
|
Заместитель директора по научной работе |
С.Н. Дунаевский |
|
|
|
|
Начальник лаборатории 115 |
Е.С. Семенова |
|
|
|
|
Начальник технического отдела |
Т.Н. Венедиктова |
|
|
|
|
Исполнитель:
|
Г.М. Янчар |
|
|
|
|
СОГЛАСОВАНО:
|
М.И. Власов |
лист 5
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ 2.101-68 Единая система конструкторской документации. Виды изделий
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 12821-80 Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Конструкция и размеры
ГОСТ 14192-96 Маркировка грузов
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20700-75 Болты, шпильки, гайки и шайбы для фланцевых и анкерных соединений, пробки и хомуты с температурой среды от 0 °С до 650 °С. Технические условия
ГОСТ 23304-78 Болты, шпильки, гайки и шайбы для фланцевых соединений атомных энергетических установок. Технические требования. Приемка. Методы испытаний. Маркировка, упаковка, транспортирование и хранение
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 24634-81 Ящики деревянные для продукции, поставляемой для экспорта. Общие технические условия
ГОСТ Р 15.201-2000 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
НП-068-05 Трубопроводная арматура для атомных станций. Общие технические требования
НП-071-06 Правила оценки соответствия оборудования, комплектующих, материалов и полуфабрикатов, поставляемых на объекты использования атомной энергии
НП-001-97 (ПНАЭ Г-01-011-97) Общие положения обеспечения безопасности атомных станций. ОПБ-88/97
ОП-ПАС-2002 Часть 2. Оборудование и изделия ядерных установок с водным теплоносителем плавучих атомных станций. Сварка и наплавка. Основные положения
ОСТ 24.125.170-01 Детали и сборочные единицы опор, подвесок, стяжек для линзовых компенсаторов и приводов дистанционного управления арматурой трубопроводов ТЭС и АЭС. Общие технические условия
лист 6
ПК-КЯЭУ-2002 Часть 2. Оборудование и трубопроводы корабельных ядерных энергетических установок. Сварные соединения и наплавки. Правила контроля
ПНАЭ Г-7-002-86 Нормы расчета на прочность оборудования и трубопроводов атомных энергетических установок
ПНАЭ Г-7-008-89 Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок
РБ-089-14 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов атомных энергетических установок. Визуальный и измерительный контроль
РБ-090-14 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов атомных энергетических установок. Капиллярный контроль
СТ ЦКБА 010-2004 Арматура трубопроводная. Поковки, штамповки и заготовки из проката. Технические требования
СТ ЦКБА 015-2005 Арматура трубопроводная. Программа контроля качества арматуры атомных станций
СТ ЦКБА 018-2007 Арматура трубопроводная. Термическая обработка заготовок (деталей) из титана и титановых сплавов. Типовой технологический процесс
СТ ЦКБА 041-2008 Арматура трубопроводная. Входной контроль материалов, полуфабрикатов и комплектующих изделий
СТ ЦКБА 045-2009 Арматура трубопроводная. Сварка и наплавка деталей из титана и титановых сплавов. Технические требования и контроль качества
СТ ЦКБА 106-2011 «Арматура трубопроводная. Оксидирование деталей из титановых сплавов
3 Сокращения
3.1 В настоящем стандарте применены следующие сокращения:
АС - атомные станции;
АЭУ - атомная энергетическая установка;
ВСУ - встроенное сужающее устройство;
КД - конструкторская документация;
ОТК - отдел технического контроля ПД - проектная документация;
НД - нормативная документация;
ТД - технологическая документация;
лист 43
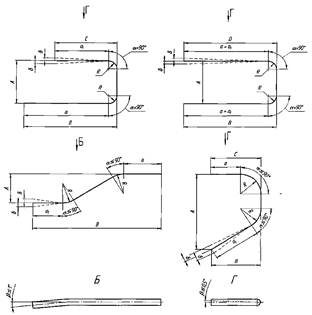
Рисунок 18 - Гибы труб вместо балкона
5.10 Требования по термической обработке деталей, сборочных единиц и трубопроводных блоков
5.10.1 Термообработка - по СТ ЦКБА 018. Применяемая при изготовлении деталей, сборочных единиц и блоков трубопроводов, работающих под давлением, термическая обработка подразделяется на:
- основную, в результате которой материал труб, листа, проката и других полуфабрикатов приобретает структуру и свойства, необходимые для обеспечения характеристик прочности, принятых при расчете, и регламентированные стандартами и техническими условиями на материалы и полуфабрикаты;
лист 44
- дополнительную (послеоперационную), необходимую в соответствующих случаях для восстановления свойств материала или снятия остаточных напряжений после технологических операций, выполненных на предприятии-изготовителе деталей и сборочных единиц трубопроводов.
5.10.2 Для изготовления деталей, сборочных единиц и блоков трубопроводов должны применяться материалы и полуфабрикаты, прошедшие основную термическую обработку на предприятии-поставщике.
Вид основной термической обработки и режим ее устанавливаются стандартами или техническими условиями на материалы и полуфабрикаты.
5.10.3 Основная термическая обработка материала при изготовлении деталей трубопроводов является обязательной, если материалы и полуфабрикаты не подвергались необходимой термической обработке на предприятии-изготовителе этих материалов и полуфабрикатов.
5.10.4 Термическая обработка производится по технологическим процессам или инструкциям предприятия-изготовителя деталей и сборочных единиц.
Принятые в технологических процессах или инструкциях вид и режимы основной и дополнительной термообработки материала должны быть согласованы с головной материаловедческой организацией.
5.10.5 Необходимость предварительного и сопутствующего подогрева при сварке, вид и режимы-термической обработки сварных соединений устанавливаются технологическим процессом или инструкцией предприятия-изготовителя в соответствии с ОП-ПАС-2002 Часть 2.
5.11 Оксидирование - по СТ ЦКБА 106.
6 Комплектность
6.1 Поставка деталей, сборочных единиц и трубопроводных блоков производится комплексами.
Состав комплекса, включая запасные части, устанавливается монтажными чертежами или спецификациями, согласованными разработчиком проекта трубопровода с заказчиком и предприятием-изготовителем.
6.2 В состав поставочного комплекса включаются изделия, предназначенные для эксплуатации в составе одного или группы трубопроводов по следующей номенклатуре:
- детали и трубопроводные блоки, перечисленные в подразделе 4.1 настоящего стандарта;
лист 48
Для отводов и гнутых труб с номинальным наружным диаметром менее 108 мм при R/Dн ≥ 3,5 контроль толщины стенки допускается выполнять выборочно от партии.
Контролируемая партия должна состоять из гибов, согнутых из труб одного наружного диаметра, с одинаковой толщиной стенки, одной марки сплава, по одному режиму и при одной настройке (наладке) гибочного оборудования. Для контроля толщины стенки отбираются 5 % гибов от партии, но не менее двух. Количество гибов в партии должно быть не более 200.
8.4 Качество поверхности фасонных деталей, изготавливаемых методом гибки или штамповки из трубных и листовых заготовок, контролируется внешним осмотром и методом капиллярной дефектоскопии.
Капиллярный контроль проводят по унифицированной методике РБ-090-14, класс чувствительности II и по ГОСТ 18442.
8.5 Контроль шероховатости поверхности проводят профилометром или профилометром-профилографом непосредственно на изделии или на слепке.
Допускается применять как метод контроля параметров шероховатости по образцам, изготовленным на предприятии и аттестованным в установленном порядке.
Образцы должны соответствовать требованиям ГОСТ 9378. Допускается вместо образцов шероховатости применение аттестованных образцов деталей.
8.6 Контроль геометрических размеров проводят по унифицированной методике РБ-089-14.
Контроль размеров деталей, сборочных единиц и трубопроводных блоков проводят стандартизованными средствами измерения, предусмотренными технологическими процессами или инструкциями предприятия-изготовителя.
Допускается применение нестандартных средств измерения, прошедших метрологическую аттестацию и проверку в установленном порядке.
8.6.1 Контроль размеров диаметров по торцам цилиндрических и конических обечаек и деталей, изготовленных из электросварных труб, допускается производить измерением периметров с последующим пересчетом.
8.6.2 Излом К и смещение е поверхностей проверяют наложением линейки с вырезом в средней части по периметру сварного шва в соответствии с рисунком 11.
Величину излома замеряют на расстоянии не менее 200 мм от середины шва, смещение - в зоне, прилегающей к шву на расстоянии не более 20 мм. Глубина местных выборок вследствие зачистки около шовной зоны в размер смещения не включается.