 | Информационная система | |
Технический
комитет по стандартизации
«Трубопроводная арматура и сильфоны» (ТК 259)
Закрытое
акционерное общество «Научно-производственная фирма
«Центральное конструкторское бюро арматуростроения»
|
|
|
СТАНДАРТ ЦКБА |

СТ ЦКБА 110-2013
Арматура трубопроводная
САЛЬНИК С ПЛАВКИМ МЕТАЛЛИЧЕСКИМ
УПЛОТНЕНИЕМ
Конструкции и основные размеры.
Технические требования
Санкт-Петербург
2013
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»)
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом от «16» декабря 2013 г. № 67
3 СОГЛАСОВАН Техническим комитетом по стандартизации «Трубопроводная арматура и сильфоны» (ТК 259)
4 РАЗРАБОТАН на основе РД РТМ 26-07-252-82 «Жидкометаллические уплотнения штоков задвижек для паровых и водяных сред»
Содержание
|
Арматура трубопроводная САЛЬНИК
С ПЛАВКИМ МЕТАЛЛИЧЕСКИМ Конструкция и основные размеры. Технические требования |
Дата введения - 01.01.2014 г.
1 Область применения
Настоящий стандарт распространяется на трубопроводную арматуру и устанавливает конструкцию, основные размеры, технические требования и методы контроля качества сальника с плавким металлическим уплотнением для штоков арматуры, работающей на жидких и газообразных средах с давлением до 20 МПа (до 200 кгс/см2), температурой от 200 °С до 500 °С, химически стойких к материалам сальника.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования.
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности.
ГОСТ 12.2.007.9-93 Безопасность электротермического оборудования. Часть 1. Общие требования.
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация.
ГОСТ 166-89 Штангенциркули. Технические условия.
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки.
ГОСТ 17299-78 Спирт этиловый технический. Технические условия.
ГОСТ 18175-78 Бронзы безоловянные, обрабатываемые давлением. Марки.
ГОСТ 19250-73 Флюсы паяльные. Классификация.
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения.
СТ ЦКБА 034-2006 Арматура трубопроводная. Уплотнения сальниковые. Нормы герметичности.
СТ ЦКБА 037-2006 Арматура трубопроводная. Узлы сальниковые. Конструкция и основные размеры. Технические требования.
ТУ 48-8-9-7-85 Пудра бронзовая БПК.
ТУ 2573-005-50187417-03 Набивки уплотнительные безасбестовые Графлекс.
ТУ 5728-002-50187417-03 Уплотнительные сальниковые кольца КГФ из графитового материала «Графлекс».
3 Конструкция и основные размеры
3.1 Сальник с плавким металлическим уплотнением (СПМУ) предназначен для обеспечения герметизации штока арматуры относительно внешней среды за счёт применения легкоплавкого наполнителя, который в условиях эксплуатации арматуры при рабочей температуре находится в расплавленном состоянии. Герметичность обеспечивается силами поверхностного натяжения наполнителя.
3.2 Конструкция СПМУ должна соответствовать рисунку 1.
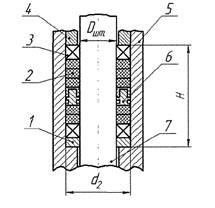
1 - втулка
поднабивочная; 2 - кольцо уплотнительное КГФ (5 шт.);
3 - кольцо антиэкструзионное (2 шт.); 4 - втулка нажимная;
5 - камера сальника; 6 - плавкое уплотнение; 7 - шток.
Рисунок 1 - Конструкция СПМУ
3.3 Втулки (позиции 1 и 4) должны соответствовать СТ ЦКБА 037.
3.4 Кольца (позиции 2 и 3) должны иметь квадратное сечение и диаметры, равные номинальным диаметрам штока (позиция 7) и камеры (позиция 5).
3.5 Камера (коробка) сальника (позиция 5) должна соответствовать СТ ЦКБА 037
3.6 Высота Н СПМУ до обжатия равна сумме высот колец и плавкого уплотнения.
3.7 Конструкция и размеры плавкого уплотнения должны соответствовать рисунку 2 и таблице 1.

Рисунок 2 - Конструкция плавкого уплотнения
Таблица 1 - Размеры плавкого уплотнения
Размеры в миллиметрах
|
Диаметр штока Dшт. |
d1 Н9 |
d2 H9 |
d3 |
d4 |
|
26 |
26 |
42 |
30 |
38 |
|
28 |
28 |
32 |
40 |
|
|
30 |
30 |
46 |
34 |
42 |
|
32 |
32 |
52 |
36 |
48 |
|
36 |
36 |
56 |
40 |
52 |
|
40 |
40 |
60 |
44 |
56 |
|
44 |
44 |
64 |
48 |
60 |
|
48 |
48 |
68 |
52 |
64 |
|
50 |
50 |
70 |
54 |
66 |
|
55 |
55 |
80 |
60 |
74 |
|
60 |
60 |
85 |
66 |
80 |
|
70 |
70 |
95 |
76 |
90 |
|
80 |
80 |
105 |
86 |
100 |
|
90 |
90 |
115 |
96 |
110 |
|
100 |
100 |
125 |
108 |
120 |
3.8 Предельные отклонения диаметра штока (позиция 7, рисунок 1) в зоне контакта с сальниковой камерой - f9.
3.9 Неуказанные в настоящем стандарте предельные отклонения размеров обработанных поверхностей Н14, h14, ± IT15/2.
3.10 Шероховатость цилиндрической поверхности штока (позиция 7, рисунок 1), соприкасающейся с СПМУ, должна быть не более Ra 0,4 мкм. Раковины, следы коррозии не допускаются.
3.11 Шероховатость внутренней цилиндрической поверхности камеры сальника (позиция 5, рисунок 1) должна быть не более Ra 6,3 мкм, втулки поднабивочной (позиция 1, рисунок 1) - не более Ra 0,4 мкм.
3.12 Шероховатость поверхностей, не указанная в настоящем стандарте - по конструкторской документации (КД).
3.13 Допуски соосности и симметричности - по 10-й степени точности ГОСТ 24643.
4 Материалы деталей СПМУ
4.1 Легкоплавкий наполнитель (позиция 1, рисунок 2) состоит из:
- сплава Вуда (Cd-12,5 %; Pb-25 %; Bi-50 %; Sn-12,5 % от массы);
- порошка безоловянной бронзы БрАЖМц 10-3-1,5 по ГОСТ 18175 или пудры бронзовой по ТУ 48-8-9-7-85.
4.2 Основание плавкого уплотнения (позиция 2, рисунок 2) изготавливают из стали 08Х18Н10Т, 12Х18Н9Т, 0Х18Н9Т, 12Х18Н10Т по ГОСТ 5632.
4.3 Антиэкструзионные кольца (позиция 3, рисунок 1) изготавливаются из набивки марки «Графлекс Н6500» по ТУ 2573-005-50187417-03.
4.4 Кольца уплотнительные (позиция 2, рисунок 1) изготавливаются по ТУ 5728-002-50187417-03, тип КГФ-Д.
5 Технические требования
5.1 СПМУ следует изготавливать по рабочим чертежам, выполненным в соответствии с требованиями настоящего стандарта.
5.2 Технологический процесс приготовления легкоплавкого наполнителя выполняется в следующей последовательности:
а) расплавить компоненты сплава Вуда при температуре (400 ± 10) °С;
б) перемешать до получения однородной смеси;
в) смочить порошок (пудру) бронзы низкотемпературным флюсом с кислотным активатором по ГОСТ 19250 (9 % ортофосфорной кислоты, 45,5 % этилового спирта, 45,5 % воды);
г) перемешать порошковую бронзу (пудру) со сплавом Вуда при температуре (250 ± 10) °С до получения однородной массы. Весовая концентрация порошка бронзы (пудры) в наполнителе должна составлять от 35 % до 57 %.
5.3 Для изготовления плавкого уплотнения наполнитель следует напрессовать на основание в прессформе при температуре 250 °С давлением от 15 до 16 Мпа (от 150 до 160 кгс/см2) с последующим охлаждением под нагрузкой до температуры от 30 °С до 40 °С.
5.4 Плавкое уплотнение после изготовления следует промыть этиловым спиртом по ГОСТ 17299 до полного удаления остатков флюса.
5.5 Поверхности штока и камеры сальника перед сборкой обезжириваются этиловым спиртом по ГОСТ 17299.
5.6 Монтаж СПМУ производят в соответствии с рисунком 1 в следующем порядке:
- устанавливаются втулка поднабивочная (позиция 1), нижнее кольцо (позиция 3), нижние кольца (позиция 2) и обжимаются посредством технологической втулки давлением 30 МПа (300 кгс/см2);
- устанавливаются плавкое уплотнение (позиция 6), верхние кольца (позиция 2) и верхнее кольцо (позиция 3) и обжимаются посредством втулки нажимной (позиция 4) давлением 30 МПа (300 кгс/см2). Обжатие осуществляется равномерно, не допускается перекосов.
5.7 После монтажа СПМУ производится до пяти реверсивных перемещений штока на ход затвора с последующим обжатием уплотнения давлением 30 Мпа (300 кгс/см2).
5.8 После установки арматуры на эксплуатацию и разогрева до установившейся рабочей температуры производится, при необходимости, подтяжка СПМУ давлением 30 МПа (300 кгс/см2).
5.9 При температуре в зоне плавкого уплотнения ниже 100 °С допускается наработка подряд не более 10 циклов перемещений штока.
5.10 СПМУ обеспечивает герметичность относительно внешней среды по I классу герметичности по СТ ЦКБА 034.
6 Требования безопасности
Персонал, изготавливающий СПМУ, должен пройти инструктаж по технике безопасности, соблюдать требования ГОСТ 12.1.004, ГОСТ 12.1.007, ГОСТ 12.2.007.9, ГОСТ 12.4.011 и изучить инструкцию по производству и монтажу уплотнений.
7 Правила приёмки
7.1 Приёмка и контроль качества СПМУ должны проводиться отделом технического контроля (ОТК) предприятия-изготовителя СПМУ согласно требованиям КД, НД и ТД.
7.2 Для проверки соответствия СПМУ требованиям настоящего стандарта устанавливаются следующие виды контроля и испытаний:
- визуальный;
- измерительный;
- на герметичность относительно внешней среды.
8 Методы контроля
8.1 При визуальном контроле проверяют внешний вид СПМУ, состояние уплотнительных поверхностей. Наличие раковин, трещин, сколов на уплотнительных поверхностях плавкого уплотнения не допускается. Допускаются следы плавкого наполнителя в канавках основания.
8.2 При измерительном контроле проверяются размеры плавкого уплотнения с помощью штангенциркуля по ГОСТ 166 с ценой деления 0,1 мм. Диаметры уплотнительных поверхностей обеспечиваются пресс-формой и подтверждаются контролем её размеров.
8.3 Испытания на герметичность СПМУ относительно внешней среды производятся на изделии в сборе в соответствии с ТУ на конкретное изделие. Утечки не допускаются.
8.4 Проверку колец (позиции 2 и 3, рисунок 1) осуществляют в соответствии с ТУ 5728-002-50187417-03 и ТУ 2573-005-50187417-03.
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в документе |
№ документа |
Вход. № сопроводит. документа и дата |
Подпись |
Дата |
|||
|
измененных |
замененных |
новых |
аннулированных |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Генеральный директор |
_____________ (подпись) |
B.П. Дыдычкин |
|
Заместитель генерального директора - директор по научной работе |
_____________ (подпись) |
Ю.И. Тарасьев |
|
Заместитель директора |
_____________ (подпись) |
C.Н. Дунаевский |
|
Начальник отдела 112 |
_____________ (подпись) |
А.Ю. Калинин |
|
Заместитель начальника отдела 112 |
_____________ (подпись) |
О.И. Фёдоров |
|
Исполнители: |
|
|
|
Ведущий инженер отдела 121 |
_____________ (подпись) |
Т.И. Шнуровская |
|
Инженер отдела 112 |
_____________ (подпись) |
Д.А. Фисюк |
|
|
|
|
|
Согласовано: |
|
|
|
Председатель ТК 259 |
_____________ (подпись) |
М.И. Власов |