 | Информационная система | |
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ЕН
|

Безопасность деревообрабатывающих станков
СТАНКИ ФУГОВАЛЬНО-РЕЙСМУСОВЫЕ
EN 861:2007
Safety of woodworking machines -
Surface planning and thicknessing machines
(IDT)
|
|
Москва Стандартинформ 2012 |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «Экспериментальный научно-исследовательский институт металлорежущих станков» (ОАО «ЭНИМС») на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 70 «Станки»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 28 сентября 2011 г. № 365-ст
4 Настоящий стандарт идентичен европейскому стандарту ЕН 861:2007 «Безопасность деревообрабатывающих станков. Станки фуговально-рейсмусовые» (EN 861:2007 «Safety of woodworking machines - Surface planning and thicknessing machines»).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных (региональных) стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА.
Введено также приложение ДБ «Перечень действующих национальных стандартов Российской Федерации, касающихся рейсмусовых и фуговальных станков»
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Введение
Настоящий стандарт разработан как идентичный с европейским стандартом ЕН 861:2007 «Безопасность деревообрабатывающих станков. Станки фуговально-рейсмусовые» (EN 861:2007 Safety of woodworking machines - Surface planning and thicknessing machines») и соответствует основным требованиям безопасности Директив Европейского союза и связанным с ними нормам EFTA.
Настоящий стандарт является стандартом типа С в соответствии с ЕН 12100-1, ЕН 12100-2 и ЕН 1070.
Настоящий стандарт рассматривает и определяет перечень основных видов опасностей, опасных ситуаций и опасных случаев, характерных при работе на фуговально-рейсмусовых станках, приведенный в разделе 4, и устанавливает требования безопасности и/или защитные меры по устранению опасностей и снижению рисков при эксплуатации этих станков, изложенные в разделе 5.
Настоящий стандарт также включает в себя информацию, которой производитель обязан обеспечить пользователя.
Настоящий стандарт предназначен для конструкторов, производителей, поставщиков и импортеров фуговально-рейсмусовых станков.
Требования безопасности к инструментам для деревообработки приведены в ЕН 847-1.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Безопасность деревообрабатывающих станков
СТАНКИ ФУГОВАЛЬНО-РЕЙСМУСОВЫЕ
Safety of woodworking machines. Surface planning and thicknessing machines
Дата введения-2012-07-01
1 Область применения
Настоящий стандарт распространяется на фуговально-рейсмусовые станки со встроенным механизмом подачи в режиме рейсмусования, со съемным механизмом подачи или без него - в режиме фугования, с неподвижно закрепленными опорами ножевого вала и с ручной загрузкой и выгрузкой обрабатываемой заготовки (далее - станки). Настоящий стандарт определяет перечень основных видов опасностей, опасных ситуаций и опасных случаев при работе на этих станках и устанавливает требования безопасности и/или защитные меры по устранению опасностей и снижению рисков при эксплуатации стационарных и передвижных станков, предназначенных для обработки цельной древесины, древесно-стружечных и древесно-волокнистых плит и фанеры при использовании станков по назначению в соответствии с условиями изготовителя станков.
Настоящий стандарт не рассматривает опасности и защитные меры, характерные для станков, на которых может быть установлен сверлильно-пазовальный узел. Эти опасности и защитные меры приведены в ЕН 940.
Настоящий стандарт не распространяется на:
a) станки, устанавливаемые на верстаке или на столе, подобном верстаку, предназначенные для стационарного использования в работе и переноса их вручную одним человеком;
Примечание 1 - Переносные настольные электроприводные станки рассмотрены в ЕН 61029-1 совместно с ЕН 61029-2-3.
b) станки фуговально-рейсмусовые, в которых в режиме рейсмусования ножевой вал регулируется по высоте на толщину срезаемого слоя;
c) станки, в которых переход от режима фугования к режиму рейсмусования или наоборот достигается путем установки или демонтажа частей/узлов станка;
d) станки, у которых фугование и рейсмусование может быть выполнено одновременно за один проход, например, когда обрабатываемая заготовка проходит через последовательно расположенные нижний и верхний ножевой валы и обрабатывается с двух сторон.
Настоящий стандарт может быть применен к указанным выше фуговально-рейсмусовым станкам, изготовленным после даты его введения.
Примечание 2 - Станки, рассматриваемые в настоящем стандарте, приведены в Директиве по безопасности машин 98/37/ЕС (приложение IV, раздел А, пункт А.5).
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные (региональные) стандарты, обязательные для применения. При датированных ссылках последующие редакции международных (региональных) стандартов или изменения к ним действительны для настоящего стандарта только введением изменений к настоящему стандарту или путем подготовки новой редакции настоящего стандарта. При недатированных ссылках действительно последнее издание приведенного стандарта (включая изменения).
ЕН 294:1992 Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону (EN 294:1992, Safety of machinery - Safety distances to prevent danger zones from being reached by the upper limbs)
EH 847-1:2005 Инструменты для деревообработки. Требования безопасности. Часть 1. Фрезерные инструменты, дисковые пилы (EN 847-1:2005, Tools for woodworking - Safety requirements - Part 1: Milling tools, circular saw blades)
EH 940:2009 Безопасность деревообрабатывающих станков. Станки комбинированные деревообрабатывающие (EN 940:2009, Safety of woodworking machines - Combined woodworking machines)
EH 982:1996 Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика (EN 982:1996, Safety of machinery - Safety requirements for fluid power systems and their components - Hydraulics)
EH 983:1996 Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика (EN 983:1996, Safety of machinery - Safety requirements for fluid power systems and their components - Pneumatics)
EH 1005-2:2003 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами (EN 1005-2:2003, Safety of machinery - Human physical performance - Part 2: Manual handling of machinery and component parts of machinery)
EH 1005-4:2005 Безопасность машин. Физические возможности человека. Часть 4. Оценка поз и перемещений оператора относительно машины во время работы (EN 1005-4:2005, Safety of machinery - Human physical performance - Part 4: Evaluation of working postures and movements in relation to machinery)
EH 1037:1995 Безопасность машин. Предотвращение неожиданного пуска (EN 1037:1995, Safety of machinery - Prevention of unexpected start-up)
EH 1088:1995 Безопасность машин. Блокировочные устройства, связанные с ограждениями. Принципы конструирования и выбора (EN 1088:1995, Safety of machinery - Interlocking devices associated with guards - Principles for design and selection)
EH 50178:1997 Оборудование для силовых электроустановок с электронной технологической оснасткой (EN 50178:1997, Electronic equipment for use in power installations)
EH 50370-1:2005 Электромагнитная совместимость (EMC). Стандартные изделия для установки на станках. Часть 1. Излучение (EN 50370-1:2005, Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 1: Emission)
EH 50370-2:2003 Электромагнитная совместимость (EMC). Стандартные изделия для установки на станках. Часть 2. Защищенность (EN 50370-2:2003, Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 2: Immunity)
EH 60204-1:2006 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования (МЭК 60204-1:2005, модифицированный) (EN 60204-1:2006, Safety of machinery - Electrical equipment of machines - Part 1: General requirements (IEC 60204-1:2005, modified))
EH 60439-1:1999 Аппаратура коммутационная и механизмы управления низковольтные комплетные. Часть 1. Узлы, подвергаемые полным или частичным типовым испытаниям (МЭК 60439-1:1999) (EN 60439-1:1999, Low-voltage switchgear and controlgear assemblies - Part 1: Type-tested and partially type-tested assemblies (IEC 60439-1:1999))
EH 60529:1991 Степени защиты, обеспечиваемые оболочками (код IP) (МЭК 60529:1989) (EN 60529:1991, Degrees of protection provided by enclosures (IP code) (IEC 60529:1989))
EH 61496-1:2004 Безопасность машин. Электрочувствительное защитное оборудование. Часть 1. Общие требования и испытания (МЭК 61496-1:2004, модифицированный) (EN 61496-1:2004, Safety of machinery- Electro-sensitive protective equipment - Part 1: General requirements and tests (IEC 61496-1:2004, modified)
EH 61508-3:2001 Безопасность машин. Функциональная надежность электрических, электронных, программируемых электронных систем, связанных с обеспечением безопасности. Часть 3. Требования к программному обеспечению (МЭК 61508-3:1998 + Поправка 1999) (EN 61508-3:2001, Functional safety of electrical/electronic/programmable electronic safety-related systems - Part 3: Software requirements (IEC 61508-3:1998 + Corrigendum 1999)
EH 62061:2005 Безопасность машин. Функциональная надежность электрических, электронных и программируемых электронных систем контроля, связанных с обеспечением безопасности (МЭК 62061:2005) (EN 62061:2005, Safety of machinery - Functional safety of safety-related electrical, electronic and programmable electronic control systems (IEC 62061:2005))
EH ИСО 3743-1:1995 Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для малых перемещаемых источников шума в реверберационных полях. Часть 1. Сравнительный метод для твердостенных испытательных камер (ИСО 3743-1:1994) (EN ISO 3743-1:1995, Acoustics - Determination of sound power levels of noise sources - Engineering methods for small, movable sources in reverberant fields - Part 1: Comparison for hard-walled test rooms (ISO 3743-1:1994))
EH ИСО 3743-2:1996 Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для малых перемещаемых источников шума в реверберационных полях. Часть 2. Методы испытаний для специальных реверберационных камер (ИСО 3743-2:1994) (EN ISO 3743-2:1996, Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering methods for small, movable sources in reverberant fields - Part 2: Methods for special reverberation test rooms (ISO 3743-2:1994))
EH ИСО 3744:1995 Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью (ИСО 3744:1994) (EN ISO 3744:1995, Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering method in an essentially free field over a reflecting plane (ISO 3744:1994))
EH ИСО 3745:2003 Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Точные методы для заглушённых и полузаглушенных камер (ИСО 3745:2003) (EN ISO 3745:2003, Acoustics - Determination of sound power levels of noise sources using sound pressure - Precision methods for anechoic and hemianechoic rooms (ISO 3745:2003))
EH ИСО 3746:1995 Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью (ИСО 3746:1995) (EN ISO 3746:1995, Acoustics - Determination of sound power levels of noise sources using sound pressure - Survey method using an enveloping measurement surface over a reflecting plane (ISO 3746:1995))
EH ИСО 4871:1996 Акустика. Декларация и контроль значений уровня шумовых характеристик машин и оборудования (ИСО 4871:1996) (EN ISO 4871:1996, Acoustics - Declaration and verification of noise emission values of machinery and equipment (ISO 4871:1996))
EH ИСО 9614-1:1995 Акустика. Определение уровня звуковой мощности источников шума на основе интенсивности звука. Часть 1. Измерение в дискретных точках (ИСО 9614-1:1993) (EN ISO 9614-1:1995, Acoustics - Determination of sound power levels of noise sources using sound intensity - Part 1: Measurement at discrete points (ISO 9614:1993))
EH ИСО 11202:1995 Акустика. Уровень шума машин и оборудования. Измерение уровней звукового давления на рабочем месте и в других контрольных точках. Метод измерения на рабочем месте (ИСО 11202:1995) (EN ISO 11202:1995, Acoustics - Noise emitted by machinery and equipment - Measurement of emission sound pressure levels at a workstation and at other specified positions - Survey method in situ (ISO 11202:1995))
EH ИСО 11204:1995 Акустика. Уровень шума машин и оборудования. Измерение уровней звукового давления на рабочем месте и в других контрольных точках. Метод с коррекцией на окружающую среду (ИСО 11204:1995) (EN ISO 11204:1995, Acoustics - Noise emitted by machinery and equipment - Measurement of emission sound pressure levels at a work station and at other specified positions- Method requiring environmental corrections (ISO 11204:1995))
EH ИСО 11688-1:1998 Акустика. Практические рекомендации по проектированию машин и оборудования с уменьшенным уровнем производимого шума. Часть 1. Планирование (ИСО/ТО 11688-1:1995) (EN ISO 11688-1:1998, Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 1: Planning (ISO/TR 11688:1995))
EH ИСО 12100-1:2003 Безопасность машин. Основные понятия, общие принципы конструирования. Часть 1. Основные термины, методология (ИСО 12100-1:2003) (EN ISO 12100-1:2003, Safety of machinery - Basic concepts, general principles for design - Part 1: Basic terminology, methodology (ISO 12100-1:2003))
EH ИСО 12100-2:2003 Безопасность машин. Основные понятия, общие принципы конструирования. Часть 2. Технические принципы (ИСО 12100-2:2003) (EN ISO 12100-2:2003, Safety of machinery - Basic concepts, general principles for design - Part 2: Technical principles (ISO 12100-2:2003))
EH ИСО 13849-1:2006 Безопасность машин. Элементы системы управления, связанные с обеспечением безопасности. Часть 1. Общие принципы для проектирования (ИСО 13849-1:2006) (EN ISO 13849-1:2006, Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design (ISO 13849-1:2006))
EH ИСО 13849-2:2003 Безопасность машин. Элементы системы управления, связанные с обеспечением безопасности. Часть 2. Приемочные испытания (ИСО 13849-2:2003) (EN ISO 13849-2:2003, Safety of machinery - Safety-related parts of control systems - Part 2: Validation (ISO 13849-2:2003))
ИСО 7568:1996 Деревообрабатывающие станки. Рейсмусовые станки с вращающимся ножевым валом для односторонней обработки. Номенклатура и условия приемки (ISO 7568:1996, Woodworking machines - Thickness planning machines with rotary cutterblock for one-side dressing - Nomenclature and acceptance conditions)
ИСО 7960:1995 Шумы, распространяющиеся по воздуху при работе станков. Условия эксплуатации деревообрабатывающих станков (ISO 7960:1995, Airborne noise emitted by machine tools - Operating conditions for woodworking machines)
ГД 22.4 C4:2004 Силовые кабели номинальным напряжением до 450/750 В включительно с изоляцией из сшитого полиэтилена. Часть 4. Провода и гибкие кабели (HD 22.4 S4:2004, Cables of rated voltages up to and including 450/750 V and having crosslinked insulation - Part 4: Cords and flexibles cables)
3 Термины и определения
3.1 Общие положения
В настоящем стандарте применены термины и определения по ЕН ИСО 12100-1, а также следующие термины с соответствующими определениями.
3.2 Основные термины и определения
3.2.1 станок фуговально-рейсмусовый (surface planning and thicknessing machine): Комбинированный станок, предназначенный для последовательного выполнения двух операций: фугования обрабатываемой заготовки с передачей ее на следующую операцию - рейсмусование отдельным для каждой операции ножевым валом, вращающимся вокруг горизонтальной оси. Ножевой вал является составным инструментом цилиндрической формы, оснащенным плоскими ножами с горизонтальной режущей кромкой, которые режут в процессе вращения (см. также описание составного инструмента по ЕН 847-1, пункты 3.1 и 3.5).
Примечание - Обработка заготовки на станке осуществляется за счет встречной подачи.
При фуговании заготовка проходит сверху ножевого вала, расположенного между двумя фуговальными столами - загрузочным и приемным, используемыми для установки и обеспечения движения подачи заготовки, и при этом обрабатывается нижняя сторона заготовки. Загрузочный фуговальный стол регулируется по высоте.
При рейсмусовании оба фуговальных стола подняты. Заготовку устанавливают на рейсмусовый стол; расстояние между обрабатываемой поверхностью заготовки и диаметром резания ножевого вала регулируется за счет перемещения рейсмусового стола. Обрабатывается верхняя сторона заготовки.
3.2.2 стол рейсмусовый (thicknessing table): Стол, используемый для установки и подачи обрабатываемой заготовки в процессе рейсмусования, который может состоять из сочетания роликов, пластин или других неподвижных или подвижных механических элементов.
3.2.3 столы фуговальные (surface planning tables): Столы, расположенные впереди и позади ножевого вала, используемые для установки и обеспечения движения подачи по ним заготовки в процессе фугования нижней стороны заготовки.
3.2.4 встроенная подача (integrated feed): Механизм подачи обрабатываемой заготовки, который встроен в станок и на котором обрабатываемая заготовка удерживается и механически подается в процессе обработки.
3.2.5 загрузка фуговально-рейсмусового станка в режиме рейсмусования (loading of a surface planning and thicknessing machine in the thicknessing mode): Ручная установка обрабатываемой заготовки на рейсмусовом столе со стороны входа подачи в станок с последующей механической подачей заготовки встроенным механизмом подачи.
3.2.6 стационарный станок (stationary machine): Станок, предназначенный для установки и закрепления на полу рабочего помещения и неподвижный во время работы.
3.2.7 передвижной станок (displaceable machine): Станок, устанавливаемый на полу рабочего помещения, неподвижный во время работы и оборудованный устройством, обычно колесами, позволяющим передвигать его на другое место.
3.2.8 приспособление, обеспечивающее безопасность при ручной подаче заготовки (safety appliance): Дополнительное приспособление, не являющееся встроенной частью станка, помогающее оператору в безопасной подаче обрабатываемой заготовки в станках с ручной подачей, например толкатель для надвигания мелких обрабатываемых заготовок под вращающийся ножевой вал и для удаления заготовки из зоны резания после обработки.
3.2.9 съемный механизм подачи (demountable power feed unit): Механизм подачи, который устанавливается на станке таким образом, что его можно снять с рабочего места или повернуть в нерабочее положение без помощи вспомогательного инструмента.
3.2.10 отдача (kickback): Особая форма выброса в процессе обработки, выраженная в неконтролируемом резком движении обрабатываемой заготовки или ее частей против направления подачи заготовки в процессе обработки.
3.2.11 противовыбрасывающее устройство (anti-kickback device): Устройство, которое либо уменьшает вероятность отдачи, либо задерживает при отдаче движение обрабатываемой заготовки и ее частей, например противовыбрасывающее устройство, состоящее из качающихся элементов (например, зубчатых секторов), обеспечивающих при выбросе захват заготовки типа когтевой защиты.
3.2.12 время выбега (run-down time): Время от приведения в действие командного устройства остановки станка до полной остановки вращения ножевого вала.
3.2.13 время разгона (run-up time): Время от приведения в действие командного устройства пуска станка до достижения ножевым валом заданной частоты вращения.
3.2.14 информация поставщика (information from the supplier): Официальный бюллетень, материалы продаж, проспекты и другие документы, в которых изготовитель (или поставщик) либо декларирует любые характеристики и другие данные на продукцию, либо подтверждает соответствие продукции соответствующему стандарту.
3.2.15 место оператора (operator position): Место, на котором находится оператор при подаче заготовки в станок.
3.2.16 привод станка (machine actuator): Силовой механизм, используемый для приведения станка в действие.
3.2.17 электрическая система управления, связанная с обеспечением безопасности SRECS (safety related electrical control system SRECS): Электрическая часть системы управления, обеспечивающая безопасную работу станка, сбои в которой могут привести к возникновению опасной ситуации (см. ЕН 62061, пункт 3.2.4).
3.2.18 встроенное программное обеспечение (embedded software): Программное обеспечение, являющееся частью системы, поставляемой изготовителем, не доступное для изменения пользователем.
Примечание 1 - Встроенное программное обеспечение (см. ЕН 62061, пункт 3.2.47) называют также фирменным или системным программным обеспечением.
Примечание 2 - «Изготовитель» означает «изготовитель системы».
Пример - Система управления изменением частоты вращения ножевого вала.
3.2.19 прикладное программное обеспечение (application software): Специальное программное обеспечение, предназначенное для применения в системе SRECS, содержащее логические последовательности, пределы и выражения для управления соответствующими выходами, а также решения, необходимые для выполнения системой SRECS своих функций (см. ЕН 62061, пункт 3.2.46).
Пример - Программа для PLC, обеспечивающая работу станка.
3.2.20 часть системы управления, связанная с обеспечением безопасности (SRP(CS)) (safety related part of control system (SRP(CS)): Часть системы управления, которая реагирует на входные сигналы, генерирует выходящие сигналы, связанные с безопасностью, и выдает предупреждающие сигналы об опасности и/или управляющие сигналы, направленные на предотвращение опасности.
Примечание - Комбинация элементов системы управления, связанных с обеспечением безопасности, начинающаяся в точке возникновения сигнала, относящегося к безопасности (включая, например, кулачок или ролик позиционного выключателя), и заканчивающаяся элементами управления силовыми цепями (включая, например, контакты пускателя). Определение термина «элемент системы управления, связанный с обеспечением безопасности» см. в ЕН ИСО 13849-1 (пункт 3.1).
3.3 Основные узлы и детали станка
Основные узлы и детали станка и их наименования представлены на рисунках 1а), 1b) и 2.

Рисунок 1а) - Пример использования фуговально-рейсмусового станка при фуговании

Рисунок 1b) - Пример использования фуговально-рейсмусового станка при рейсмусовании
|
1 - загрузочный стол; 2 - приемный стол; 3 - наклоняемая направляющая линейка; 4 - ограждение ножевого вала мостового типа; 5 - ограждение ножевого вала за направляющей линейкой; 6 - панель управления; 7 - устройство регулировки загрузочного стола по высоте; 8 - устройство регулировки ограждения мостового типа; 9 - рейсмусовый стол; 10 - ограждение ножевого вала при рейсмусовании |
Рисунок 1 - Пример фуговально-рейсмусового станка

|
1 - противовыбрасывающее устройство из качающихся элементов; 2 - ограничительный упор для качающегося элемента; 3 - секционный подающий валец на входе подачи; 4 - приводной подающий валец на выходе подачи; 5 - ножевой вал; 6 - направление подачи |
Рисунок 2 - Продольный разрез фуговально-рейсмусового станка
Рабочие операции при работе станка в режиме фугования показаны на рисунке 3.
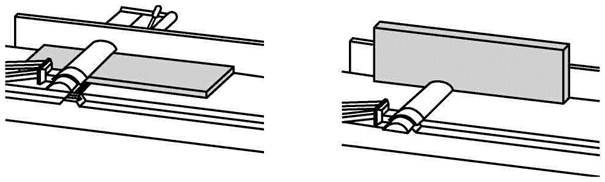
Рисунок 3 - Обработка плоскости (слева) и кромки (справа)
4 Перечень основных видов опасностей
В данном разделе рассмотрены основные виды опасностей, опасных ситуаций и опасных случаев (далее - основные опасности) в том порядке, в котором они перечислены в ЕН 1050 (приложение А), характерные по результатам оценки рисков для станков, указанных в разделе 1. В настоящем стандарте рассмотрены эти основные виды опасностей и установлены требования безопасности и/или защитные меры по устранению этих опасностей и снижению рисков, а также приведены ссылки на другие соответствующие стандарты (см. раздел 5).
В таблице 1 представлен перечень основных видов опасностей в соответствии с ЕН 1050 (приложение А) и указаны пункты ЕН ИСО 12100 (части 1 и 2) и настоящего стандарта, содержащие защитные меры по обеспечению безопасности и снижению рисков для станков, указанных в разделе 1.
Таблица 1 - Перечень основных видов опасностей
|
Раздел, пункт и наименование вида опасности по ЕН 1050 (приложение А) |
Обеспечение безопасности |
||
|
Пункт в ЕН ИСО 12100 |
Пункт в настоящем стандарте |
||
|
Часть 1 |
Часть 2 |
||
|
1 Механические опасности от воздействия: - элементов машины и заготовок в зависимости от: |
|||
|
а) формы |
4.2 |
4.2.1, 4.2.2, 5 |
|
|
b) относительного расположения |
|||
|
с) массы и устойчивости (потенциальной энергии элементов, которые могут сдвигаться под действием силы тяжести) |
|||
|
d) массы и скорости (кинетической энергии элементов при управляемом или неуправляемом движении) |
|||
|
е) неадекватной механической прочности; |
5.3.2, 5.3.3, 5.3.5, 5.3.6, 5.3.7, 5.3.8, 5.3.9, приложение А, приложение В, приложение Е |
||
|
- накопленной потенциальной энергии внутри машины: |
|||
|
f) упругими элементами (пружинами) |
4.2 |
4.10, 5.5.4 |
|
|
g) жидкостями и газами под давлением |
|||
|
1.1 Опасность раздавливания |
4.2.1 |
||
|
1.2 Опасность ранения |
|||
|
1.3 Опасность разрезания или разрыва |
|||
|
1.4 Опасность запутывания |
|||
|
1.5 Опасность затягивания или попадания в ловушку |
|||
|
1.6 Опасность удара |
|||
|
1.9 Опасность, обусловленная выбросом жидкости, находящейся под давлением |
4.2.1 |
4.10 |
|
|
2 Электрические опасности вследствие: |
|||
|
2.1 Контакта с токоведущими частями (прямой контакт) |
4.3 |
4.9, 5.5.4 |
|
|
2.2 Контакта с частями, которые в неисправном состоянии находятся под напряжением (косвенный контакт) |
4.3 |
4.9 |
|
|
4 Опасности от шума, выражающиеся в: |
|||
|
4.1 Потере слуха (глухоте), других физиологических расстройствах (например, в потере равновесия, ослаблении внимания) |
4.5 |
4.2.2, 5 |
|
|
4.2 Ухудшении восприятия речи, звуковых сигналов и т.п. |
|||
|
7 Опасности от материалов и веществ (и их составляющих), используемых или выделяемых машиной: |
|||
|
7.1 Опасности от контакта или вдыхания паров вредных жидкостей, газов, пыли, тумана, дыма |
4.8 |
4.3, перечисление b), 4.4 |
|
|
7.2 Опасности воспламенения или взрыва |
4.8 |
4.4 |
|
|
8 Опасности, возникающие от пренебрежения принципами эргономики при конструировании машины, от: |
|||
|
8.1 Вредных для здоровья поз, связанных с чрезмерным напряжением тела |
4.9 |
4.7, 4.8.2, 4.11.12, 5.5.5, 5.5.6 |
|
|
8.2 Несоответствия анатомическим возможностям рук и ног человека |
4.9 |
4.8.3 |
|
|
8.4 Неадекватного местного освещения |
4.8.6 |
||
|
8.6 Ошибок в поведении людей |
4.9 |
4.8, 4.11.8, 4.11.10, 5.5.2, 6 |
|
|
8.7 Неадекватной конструкции, расположения или опознания органов управления |
4.8.7, 4.11.8 |
||
|
8.8 Неадекватной конструкции, расположения средств отображения информации |
4.8.2, 6.2 |
||
|
9 Комбинация опасностей |
4.11 |
||
|
10 Неожиданные пуски, повороты, прокручивания (или любые подобные нештатные состояния) от: |
|||
|
10.1 Неполадок или повреждения систем управления |
4.11, 5.5.4 |
||
|
10.2 Возобновления энергоснабжения после его прерывания |
4.11.4 |
||
|
10.3 Внешнего воздействия на электрооборудование |
4.11.11 |
||
|
10.5 Неполадок и ошибок программно-математического обеспечения |
4.11.7 |
||
|
10.6 Ошибок оператора (вследствие несоответствия машины характеристикам и способностям человека) |
4.9 |
4.8, 4.11.8, 4.11.10, 5.5.2, 6 |
|
|
11 Невозможность остановки машины или остановки в желаемый момент |
4.11.1, 4.11.3, 5.5.2 |
||
|
13 Нарушение энергоснабжения |
4.11.1, 4.11.4 |
||
|
14 Сбои в системе управления |
4.11, 5.5.4 |
||
|
15 Ошибки монтажа |
4.9 |
4.7, 6.5 |
|
|
16 Разрушения в процессе работы |
4.2.2 |
4.3 |
5.3.2, 5.3.8, 5.3.9, приложение А, приложение В, приложение С |
|
17 Падение или выброс предметов или жидкостей |
4.2.2 |
4.3, 4.10 |
|
|
18 Потеря устойчивости, опрокидывание машины |
4.2.2 |
5.2.6 |
|
5 Требования безопасности и/или защитные меры
5.1 Общие положения
Станок должен соответствовать требованиям безопасности и/или защитным мерам, приведенным в настоящем разделе.
Примечание 1 - В отношении возможных, но неосновных опасностей, которые не рассмотрены в настоящем стандарте (например, острые кромки станины), проектирование станков следует осуществлять в соответствии с основными положениями ЕН ИСО 12100 (части 1 и 2).
Примечание 2 - Для принятия мер по снижению риска при проектировании следует руководствоваться ЕН ИСО 12100-2 (раздел 4), для принятия предохранительных мер - ЕН ИСО 12100-2 (раздел 5).
5.2 Органы управления
5.2.1 Безопасность и надежность систем управления
5.2.1.1 Общие положения
Настоящий стандарт устанавливает требования безопасности ко всей системе управления станком - от исходного органа управления (например, рукоятки, позиционного переключателя или датчика) до конечного исполнительного механизма станка (например, двигателя или тормозного устройства).
Элементы системы управления станком, связанные с обеспечением безопасности, должны соответствовать требованиям ниже указанных категорий безопасности по ЕН ИСО 13849-1 в соответствии со следующими выполняемыми функциями:
- пуск: категория 1 или 3 (см. 5.2.3);
- рабочая остановка: категория 1 или 3 (см. 5.2.4);
- аварийная остановка: категория 1 или 3 (см. 5.2.5);
- блокировка: категория 1 (см. 5.2.3, 5.2.6, 5.3.7 и 5.3.8);
- блокировка со стопором защитного ограждения: категория 1 (см. 5.2.4, 5.2.5 и 5.3.7, 5.3.8);
- торможение: категория 1 или 2 (см. 5.3.4);
- предотвращение неожиданного пуска из-за сбоя подачи энергоснабжения: категория 1 или 3 (см. 5.2.6 и 5.2.7);
- отключение (освобождение) тормозной системы: категория В (см. 5.3.4.1, 5.3.4.2);
- выключение двигателя (если установлен механический тормоз и в определенных условиях): категория 1 (см. 5.3.4.1);
- блокировка подачи электропитания к изолированному штепсельному разъему съемного устройства подачи с ножевым валом: категория 1 (см. 5.2.3, 5.3.10);
- блокировка между двигателем привода механизма встроенной подачи и двигателем привода ножевого вала: категория 1 (см. 5.2.3);
- управление обратным ходом: категория 1 или 3 (см. 5.2.3, 5.3.6);
- регулировка механического перемещения фуговального стола(ов): категория В, 1 или 3 (см. 5.2.3, 5.3.6.2.1);
- регулировка механического перемещения рейсмусового стола: категория В, 1 или 3 (см. 5.2.3).
Согласно ЕН ИСО 13849-1 (пункт 6.3) является приемлемой любая комбинация элементов, связанных с обеспечением безопасности системы управления, имеющих различные категории, при которой достигается требуемый уровень безопасности.
Если приведена более чем одна категория, требуемые данные о необходимом ее типе следует указывать в соответствующих разделах.
Если требуется выполнение категории 1, то применение более высоких категорий 3 и 4 также обоснованно. Если требуется выполнение категории 2, то применение категорий 3 и 4 также обоснованно. Если требуется выполнение категории 3, то применение категории 4 также обоснованно.
Примечание - Информация о комбинациях элементов системы управления, связанных с обеспечением безопасности, с одинаковыми или различными категориями дана в ЕН ИСО 13849-1 (пункт 6.3).
Контроль: проверка соответствующих чертежей и/или схем и визуальный контроль станка.
5.2.1.2 Применение «успешно испытанных» компонентов
Компоненты считаются «успешно испытанными», если они выполнены по ЕН ИСО 13849-1 (пункт 6.2.4) (см. приложение F).
Примечание 1 - «Успешно испытанные» электрические компоненты перечислены в ЕН 13849-2 (таблица D.3).
Примечание 2 - Информация по оценке «успешно испытанных» компонентов, возможности исключения их неисправностей и т.п. дана в ЕН 13849-2.
Контроль: проверка соответствующих чертежей и/или схем и визуальный контроль станка.
5.2.1.3 Применение электронных компонентов
Если применяют электронные компоненты, должны быть выполнены требования, изложенные в приложении G.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
5.2.2 Расположение органов управления
Электрические командные устройства для пуска, рабочей остановки, аварийной остановки и механической регулировки стола (если имеется, см. 5.2.3) должны быть расположены либо:
a) на станке со стороны входа подачи в станок при рейсмусовании на высоте не менее 600 мм от пола и не менее 50 мм ниже уровня передней поверхности фуговального стола на стороне входа подачи при рейсмусовании или
b) на неподвижном или подвижном пульте управления, закрепленном на станке на загрузочной позиции, органы управления станком должны быть расположены на высоте не более 1800 мм от пола и находиться на расстоянии не более чем 650 мм от переднего края загрузочного стола. Передняя поверхность пульта управления не должна выступать за кромку загрузочного стола станка в сторону позиции оператора.
Дополнительное командное устройство для аварийной остановки, если требуется в соответствии с 5.2.5, должно быть установлено выше уровня пола не менее 600 мм на стороне выхода подачи при рейсмусовании.
Контроль: проверка соответствующих чертежей, измерение и визуальный контроль станка.
5.2.3 Пуск
Система управления должна быть спроектирована так, чтобы первоначальный или повторный пуск станка был возможен, только если установлены и приведены в рабочее состояние все защитные ограждения. Это достигается посредством блокирующих устройств, как описано в 5.3.7. Защитные ограждения без блокировки перед пуском должны быть отрегулированы [см. 6.3, перечисление h), 4)].
Первоначальный или повторный пуск должен быть возможен только посредством использования предназначенного для этих целей командного устройства управления пуском.
Для станков с электрическим приводом, кроме требований ЕН 60204-1 (пункт 9.2.5.2), необходимо выполнять следующие дополнительные требования:
- согласно настоящему стандарту термин «работа» означает вращение ножевого вала и/или включение встроенного механизма подачи и/или механизма регулировки стола по высоте;
- пуск двигателя привода встроенной подачи должен быть возможен только после набора двигателем привода ножевого вала полного числа оборотов, например, посредством задержки времени способом, не дающим погрешности (например, устройства емкостного типа), соответствующего требованиям категории 3 по ЕН ИСО 13849-1. Для станков с одним двигателем пуск двигателя привода встроенной подачи должен быть возможен только после приведения в действие двигателя привода ножевого вала;
- конструкция электрических цепей управления должна обеспечивать соблюдение требований последовательности пуска станка. Если используют устройство задержки времени пуска механизма подачи, то время задержки должно быть не менее времени разгона ножевого вала. Время задержки должно быть фиксированным, или устройство, регулирующее задержку времени, после установки времени задержки должно быть опломбировано.
Если предусмотрена механическая от электродвигателя регулировка по высоте фуговальных столов и/или рейсмусового стола по высоте, должно быть предусмотрено устройство управления возвратом стола(ов) в исходное положение (обратный ход).
Для станков с электронным управлением регулировкой перемещения по высоте фуговальных столов и/или рейсмусового стола необходимо соблюдать следующие требования:
- скорость перемещения стола(ов) не должна превышать 10 мм/с и командное пусковое устройство должно соответствовать категории В по ЕН ИСО 13849-1 либо
- регулировка стола(ов) должна осуществляться по команде оператора, например, нажимом кнопки, электрическая цепь управления которой выполнена по категории 1 или категории 3 в соответствии с ЕН ИСО 13849-1.
По окончании запрограммированной механической регулировки исполнительный механизм регулировки должен быть отключен. Для выполнения дополнительной регулировки должно быть необходимо новое включение.
Категория элементов электрических цепей управления (см. также 5.2.1) для первоначального или повторного пуска станка и для двигателя встроенного механизма подачи в соответствии с ЕН ИСО 13849-1 должна быть:
a) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
b) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Категория элементов электрических цепей управления обратным ходом (см. также 5.2.1) в соответствии с ЕН ИСО 13849-1 должна быть:
a) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
b) категории 3, если электрические цепи управления включают электронные компоненты. Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.4 Рабочая остановка
Станок должен быть снабжен системой управления рабочей остановкой, позволяющей надежно и безопасно осуществлять полную остановку как самого станка, так и съемного механизма подачи, если он установлен. Процесс рабочей остановки должен состоять из отключения от электропитания всех силовых приводов станка и включения тормозного устройства (если оно установлено, см. 5.3.4).
Категории системы управления рабочей остановкой в соответствии с ЕН 60204-1 (пункт 9.2.2) должны быть:
a) категории 1, если станок оснащен электрическим тормозным устройством, или
b) категории 0, если станок оснащен механическим тормозом, тормозным устройством или тормозное устройство не установлено.
Для системы управления рабочей остановкой по категории 1 последовательность остановки должна быть следующей:
1) одновременное отключение электропитания съемного механизма подачи, привода встроенного механизма подачи, если имеется отдельный двигатель, привода ножевого вала и механизма перемещения стола(ов) по высоте, если имеется электронное управление этим перемещением и включение тормозного устройства;
2) отключение электропитания тормозного устройства после полной остановки вращения ножевого вала, например, посредством задержки времени способом, не дающим погрешности, например устройством емкостного типа, соответствующим требованиям категории 3 по ЕН ИСО 13849-1.
Конструкция электрических цепей управления должна обеспечивать соблюдение последовательности отключения при рабочей остановке. Если используют устройство задержки времени, время задержки должно быть не менее времени торможения. Время задержки должно быть фиксированным, или устройство, регулирующее задержку времени, после установки времени задержки должно быть опломбировано.
Категория элементов электрических цепей управления (см. также 5.2.1) рабочей остановкой в соответствии с ЕН ИСО 13849-1 должна быть:
i) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
ii) категории 3, если электрические цепи управления включают в себя электронные компоненты.
На станках, предназначенных для использования съемного механизма подачи с отдельным штепсельным разъемом, должно быть предусмотрено устройство управления рабочей остановкой по категории 1 в соответствии с ЕН 60204-1 (пункт 9.2.2) только для съемного механизма подачи.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.5 Аварийная остановка
Устройство для аварийной остановки должно быть доступно с позиции оператора и расположено на стороне входа подачи в станок.
На станках с отдельным двигателем для привода встроенного механизма подачи и/или с рабочей шириной обработки более 500 мм и/или с использованием электронного управления для механизма перемещения рейсмусового стола по высоте должно быть предусмотрено второе устройство для аварийной остановки, расположенное на стороне выхода подачи из станка.
Если станок оснащен тормозным устройством с механическим управлением, без отдельного двигателя привода встроенного механизма подачи и/или без блокировки ограждения, функция аварийной остановки должна соответствовать категории 0 по ЕН ИСО 13850 (пункт 4.1.4), цепь управления аварийной остановкой (категории 0 по ЕН 60204-1 (пункт 9.2.2) и следует также выполнять требования EN 60204-1 (пункт 9.2.5.4.2).
Если станок оснащен электрическим тормозным устройством и/или имеет отдельный двигатель привода встроенного механизма подачи и/или блокировку ограждения, функция аварийной остановки должна соответствовать категории 1 по ЕН ИСО 13850 (пункт 4.1.4), цепь управления аварийной остановкой - категории 1 по ЕН 60204-1 (пункт 9.2.2) и следует также выполнять требования ЕН 60204-1 (пункт 9.2.5.4.2).
Устройства аварийной остановки согласно ЕН 60204-1 (пункт 10.7) при непосредственном воздействии на орган управления должны обладать плюсовым (положительным) размыканием.
Последовательность аварийной остановки должна быть такая же, как при рабочей остановке (см. 5.2.4).
Конструкция электрических цепей управления должна обеспечивать соблюдение требований последовательности отключения для аварийной остановки. Если используют устройство задержки времени, то время задержки должно быть не менее времени торможения. Время задержки должно быть фиксированным, или устройство, регулирующее задержку времени, после установки времени задержки должно быть опломбировано.
Категории элементов электрических цепей управления (см. также 5.2.1) аварийной остановкой по ЕН ИСО 13849-1 должны быть:
a) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
b) категории 3, если электрические цепи управления включают в себя электронные компоненты. Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.6 Нарушение энергоснабжения
В соответствии с ЕН 1037 восстановление подачи энергии после аварийного отключения не должно приводить к повторному пуску ни одного из приводов станка. Для станков с электрическим приводом это достигается, например, посредством обеспечения предохранительным устройством пониженного напряжения с предварительно установленным уровнем напряжения в соответствии с ЕН 60204-1 (пункт 7.5, абзацы 1 и 3).
Конструкцией станков, использующих пневматическую и/или гидравлическую энергию, во избежание опасных движений должно быть предусмотрено предотвращение самопроизвольного повторного пуска любого привода после восстановления подачи энергии.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.7 Сбои в цепи управления
При проектировании цепей управления кроме требований ЕН 1037 (раздел 6) следует руководствоваться следующим дополнительным требованием: цепи управления должны быть выполнены таким образом, чтобы разрыв в любом месте цепи (например, разрыв электропровода, трубы или шланга) не мог привести к потере функции безопасности станка, например самопроизвольному пуску станка, в соответствии с ЕН 60204-1, ЕН 982 и ЕН 983.
Требования к электрическим цепям управления см. в 5.2.1.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3 Защитные меры против механических опасностей
5.3.1 Устойчивость станка
Должна быть обеспечена возможность крепления стационарных станков к неподвижным частям рабочего помещения, например к полу. Крепление следует осуществлять, например, крепежными болтами через отверстия в станине или другими крепежными устройствами [см. также 6.3, перечисления f) и g)].
Если фуговальные столы поднимаются при рейсмусовании, они должны быть закреплены в поднятом положении, например, посредством пружины или устройства механического затвора.
Для передвижных станков устойчивость во время работы должна быть обеспечена, например, за счет тормозов для колес или устройств для подъема колес от пола.
Контроль: проверка соответствующих чертежей, визуальный контроль станка, а для передвижных станков - проведение испытания по приложению D.
5.3.2 Опасность поломки в течение работы
Для снижения вероятности поломки в течение работы должны быть выполнены требования 5.3.3, 5.3.5 и 5.3.6, для снижения последствий поломки в течение работы - требования 5.3.9.
Конструкция вальца(ов) подачи и прижимной балки(ок) (если предусмотрены) должна исключать их контакт с ножевым валом во время обработки.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.3.3 Конструкция держателя ножей и ножевого вала
Ножевой вал должен быть изготовлен в соответствии с ЕН 847-1 как сложный сборный инструмент цилиндрической формы и маркирован «MAN».
На станках, не имеющих устройства автоматического позиционирования ножей, должен быть предусмотрен шаблон для точного позиционирования ножей вручную.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.3.4 Торможение
5.3.4.1 Общие положения
Если время выбега ножевого вала без торможения превышает 10 с, должно быть предусмотрено автоматическое тормозное устройство ножевого вала. Время выбега ножевого вала с торможением должно быть менее 10 с.
На станки, оснащенные механическим тормозным устройством, требование ЕН 60204-1 (пункт 9.3.4, последний абзац) не распространяется, так как отключить тормозное устройство во время выбега ножевого вала (например, посредством задержки времени, способом, не дающим погрешности, например, устройством емкостного типа) невозможно.
Для электрических тормозных систем применение торможения противотоком не допускается.
Если в электрической системе торможения используют электронные компоненты, система управления торможением должна соответствовать требованиям категории 2 по ЕН ИСО 13849-1.
Систему управления торможением следует периодически подвергать испытаниям, например, посредством контроля времени выбега с торможением или контроля электрической цепи торможения в процессе пуска станка (краткое торможение). Испытание следует проводить:
a) независимо от системы управления торможением;
b) независимо от желания оператора;
c) не менее одного раза за производственную смену.
Результаты каждого испытания должны быть оформлены соответствующим образом. Отрицательный результат испытания должен быть зафиксирован. В случае повторения отрицательного результата испытания более трех раз подряд дальнейшая работа на станке должна быть запрещена.
В порядке исключения из 5.2.1 простое тормозное устройство с электронным управлением (без использования программируемой логики) может быть выполнено по категории В по ЕН ИСО 13849-1, если вероятность сбоя (интенсивность отказов) в ответственном режиме (PFH) менее 3×10-6 ч-1.
Для расчета вероятности опасных ошибок для компонентов простого тормозного устройства с электронным управлением в случае работы в режиме PFH при отсутствии допусков на погрешности и данных по ресурсным испытаниям (категория В) должна быть использована процедура, описанная в ЕН ИСО 13849-1 (приложение D).
Контроль: измерение времени выбега без торможения и с торможением следует проводить в соответствии с приложением Н.
5.3.4.2 Отключение (освобождение) тормозного устройства
Если имеется система управления отключением (освобождением) тормозного устройства ножевого вала для возможности проворачивания его вручную и наладки, отключение (освобождение) тормозного устройства должно быть возможным только после полной остановки вращения ножевого вала, например, посредством задержки времени между управляющим действием на пускатель двигателя привода ножевого вала (выключение двигателя) и отключением (освобождением) тормозного устройства способом, не дающим погрешности, например устройством емкостного типа, соответствующего требованиям категории 3 по ЕН ИСО 13849-1. Исполнительный механизм отключения тормозного устройства должен быть сблокирован с двигателем привода ножевого вала таким образом, чтобы исключить пуск двигателя во время работы оператора с ножевым валом. Часть системы управления, связанная с обеспечением безопасности при отключении (освобождении) тормозного устройства, должна соответствовать категории 1 или 3 по ЕН ИСО 13849-1 (см. также 5.2.1).
Неожиданный повторный пуск станка должен быть исключен за счет выполнения следующих требований:
a) пуск станка должен быть возможен только после отключения тормозного устройства;
b) отключение тормозного устройства не должно приводить к повторному пуску станка.
Категория элементов электрических цепей управления функции блокировки (см. также пункт 5.2.1) должна быть 1 или 3 по ЕН ИСО 13849-1.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.5 Устройства, уменьшающие возможность или последствия отдачи
Станок должен быть снабжен противовыбрасывающим устройством из качающихся элементов (например, зубчатых секторов), перекрывающим полностью рабочую ширину станка. Противовыбрасывающее устройство должно соответствовать требованиям приложения С.
Качающиеся элементы противовыбрасывающего устройства должны быть сконструированы, изготовлены и установлены таким образом, чтобы были выполнены следующие требования:
a) они должны быть установлены перед подающим вальцом и расположены с внутренней стороны стола, если смотреть сверху;
b) они должны оказывать гасящее сопротивление не менее 15 Дж/см2 и иметь твердость поверхности не менее 100 НВ;
c) толщина качающегося элемента должна быть 8 - 15 мм для станков с рабочей шириной обработки не менее 260 мм и 3 - 8 мм - для станков с рабочей шириной обработки менее 260 мм;
d) радиус закругления конца качающегося элемента не должен превышать 0,3 мм;
e) угол α должен быть не менее 55° независимо от толщины обрабатываемых заготовок, для которых предназначен станок, угол β должен быть 32° - 45°, как показано на рисунке 4;

Стрелка указывает направление подачи
Рисунок 4 - качающиеся элементы (зубчатые секторы)
f) боковое смещение качающихся элементов противовыбрасывающего устройства, которые могут свободно двигаться, не должно превышать 1 % рабочей ширины обработки станка;
g) качающиеся элементы должны опускаться в исходное положение покоя под собственным весом, должны быть предусмотрены ограничители для предотвращения их вращения вокруг оси, при этом не ограничивающие возможность обработки на станке заготовок различной толщины в соответствии с паспортными данными станка;
h) в исходном положении покоя концы качающихся элементов должны быть ниже горизонтальной касательной к наружному диаметру окружности резания не менее чем на 2 мм;
i) недопустимо применение ограничительных упоров, при которых использование противовыбрасывающего устройства с качающимися элементами является неэффективным.
Контроль: проверка соответствующих чертежей, визуальный контроль станка, измерения, соответствующее функциональное испытание станка и выполнение испытания по приложению С.
Примечание - Для подтверждения упругости и твердости компонентов может быть использован сертификат изготовителя компонентов.
5.3.6 Столы и направляющие для обрабатываемой заготовки
5.3.6.1 Общие положения
Перемещаемые столы должны стопориться в рабочем положении (для рейсмусования и фугования) вручную, если их фиксация не осуществляется автоматически.
Переход от фугования к рейсмусованию и обратно должен проводиться без демонтажа узлов станка и без использования дополнительного инструмента (например, гаечного ключа).
Для подъема и опускания фуговальных столов, осуществляемых вручную, должны быть предусмотрены захваты или рукоятки. Наибольшее усилие при подъеме или опускании столов не должно превышать 300 Н. Для этого, если необходимо, должно быть предусмотрено уравновешивание столов за счет применения противовесов или пружинных/воздушных амортизаторов.
Если подъем и опускание фуговальных столов производятся механическим способом, скорость движения столов при этом должна быть ограничена так, чтобы время каждого перемещения было больше 5 с. Управление подъемом должно осуществляться с помощью соответствующего устройства, расположенного на станине, а управление обратным ходом (опусканием) стола(ов) (соответствующим устройством, расположенным на столе или на станине, при этом оно должно допускать обратное перемещение в 2 см для освобождения столов при опускании.
Категория элементов электрических цепей управления, связанных с обеспечением безопасности, при механическом подъеме и опускании фуговальных столов должна по ЕН ИСО 13849-1 соответствовать:
a) категории 1, если электрическая цепь управления выполнена по схеме соединения электропроводами с использованием контактной электроаппаратуры;
b) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.6.2 Столы для обрабатываемой заготовки
5.3.6.2.1 Фуговальные столы
Станок должен быть сконструирован таким образом, чтобы обработка на концах (краях) ножевого вала была невозможна.
Фуговальные столы станка должны соответствовать следующим требованиям:
a) регулировка перемещения приемного стола станка в вертикальном направлении должна обеспечивать положение стола по высоте ниже диаметра окружности резания на 1,1 мм;
b) в станках, предназначенных для снятия срезаемого слоя толщиной более 1 мм, должна быть предусмотрена регулировка перемещения загрузочного стола по высоте;
c) поверхность обоих столов, загрузочного и приемного, должна быть плоской и гладкой, не иметь уступов и трещин, препятствующих перемещению заготовки в процессе обработки;
d) если загрузочный стол снабжен устройством регулировки по высоте, он должен по всему диапазону регулирования перемещаться параллельно приемному столу. Диапазон регулирования должен быть таким, чтобы толщина срезаемого слоя не превышала 8 мм;
е) столы должны быть изготовлены из легкого сплава, чугуна или стали, имеющей наименьшую предельную прочность на растяжение 150 Н/мм2;
f) кромки стола должны быть прочными;
g) оба стола должны быть такими, чтобы:
1) расстояние d между кромками стола и диаметром окружности резания находилось в пределах (3 ± 2) мм независимо от установки столов по высоте (см. рисунок 5);
2) если стол или кромки стола имеют пазы (для снижения уровня шума), ширина паза не должна превышать 6 мм. Наименьшая толщина конца острой части кромки (зубца) должна быть не менее 1,5 мм (см. рисунок 6);
3) если стол или кромки стола имеют отверстия (для снижения уровня шума), то диаметр этих отверстий должен быть не более 6 мм;
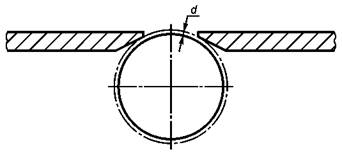
d - расстояние между кромками стола и диаметром окружности резания
Рисунок 5 - Расстояние между кромками стола и диаметром окружности резания

Рисунок 6 - Пример кромки стола с пазами
h) размеры стола должны соответствовать требованиям, приведенным в таблице 2.
Таблица 2 - Размеры стола
|
Рабочая ширина обработки w, мм |
Наименьшее расстояние между каждым краем стола (загрузочного и приемного) и вертикальной плоскостью, проходящей через ось вращения ножевого вала L, мм |
|
w ≤ 600 |
2 ∙ w |
|
w > 600 |
1200 |
i) если станок предназначен для использования съемного механизма подачи, который должен быть установлен на столе станка, его крепление не должно ограничивать перемещение направляющей линейки на всем диапазоне ее регулирования.
Контроль: проверка соответствующих чертежей, измерение, визуальный контроль станка, соответствующее функциональное испытание станка и испытание на прочность кромки фуговального стола по приложению В.
Примечание - Для подтверждения предельной прочности материала стола на растяжение могут быть использованы документы изготовителя.
5.3.6.2.2 Рейсмусовый стол
Поверхность рейсмусового стола должна быть плоской и гладкой, не иметь уступов и трещин, препятствующих перемещению заготовки в процессе обработки.
Для исключения контакта между столом, противовыбрасывающим устройством и ножевым валом в любой позиции должно быть предусмотрено механическое ограничение перемещения стола по высоте.
Устройство, предотвращающее пропуск в станок заготовок с превышением допустимых размеров по толщине, должно быть расположено на стороне входа подачи в станок.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка, измерение, проведение испытания по ИСО 7568 (G1) и соответствующее функциональное испытание станка.
5.3.6.3 Направляющие линейки для обрабатываемой заготовки
5.3.6.3.1 Направляющая линейка для обрабатываемой заготовки при фуговании
Станок должен быть оснащен регулируемой направляющей линейкой для использования при фуговании, которая должна отвечать следующим требованиям:
a) быть закреплена на станке, а на станках с рабочей шириной обработки больше 160 мм иметь возможность перемещаться поперек ножевого вала по всей ширине стола и по всей длине ножевого вала без применения дополнительного вспомогательного инструмента; в любом положении не должна касаться ножевого вала;
b) наклоняемая направляющая линейка в исходном положении должна быть установлена под углом 90° к поверхности стола и зафиксирована специальным концевым упором. Наибольший угол наклона линейки по направлению часовой стрелки от ее исходного положения, если смотреть со стороны входа подачи заготовки в станок, не должен превышать 45°. Наклон линейки в противоположную сторону не допускается;
c) свободное расстояние между наклоняемой направляющей линейкой и приемным столом перед направляющей линейкой не должно превышать 5 мм при любом наклоне направляющей линейки до 45°;
d) в любой позиции направляющая линейка после установки должна быть закреплена;
e) наименьшая высота и длина направляющей линейки в зависимости от полезной рабочей ширины обработки должны соответствовать значениям, приведенным в таблице 3.
Таблица 3 - Размеры направляющей линейки
|
Рабочая ширина обработки w, мм |
Наименьшая длина* направляющей линейки по обе стороны оси ножевого вала b, мм |
Высота направляющей линейки с, мм |
|
w ≤ 260 |
b ≥ 1,15W |
с ≥ 120 |
|
w > 260 |
550 |
с ≥ 150 |
|
* Длина направляющей линейки не должна превышать длину стола. |
||
f) зазор между поверхностью приемного стола и нижней поверхностью направляющей линейки не должен превышать 5 мм, если направляющая линейка находится в вертикальном положении, и 10 мм - в любом другом положении наклоняемой направляющей линейки;
g) для обработки тонких/узких заготовок должен быть предусмотрен встроенный вспомогательный упор, установленный, например, как откидной на направляющей линейке (см. рисунок 7), его высота должна быть 20 - 25 мм, ширина - не превышать 55 мм, длина - не менее длины направляющей линейки. Если вспомогательный упор установлен на направляющей линейке, конструкция крепления должна обеспечивать его надежную фиксацию в нерабочем положении и полностью исключать его самопроизвольное опускание под действием силы тяжести в рабочее положение, например, посредством установки стопорного устройства. Вспомогательный упор в любом положении не должен касаться ножевого вала.
Если конструкция станка предусматривает использование съемного механизма подачи, его крепление не должно ограничивать перемещение направляющей линейки на всем диапазоне ее регулирования.
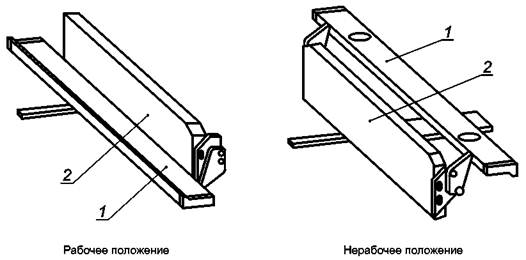
1 - встроенный вспомогательный упор; 2 - направляющая линейка
Рисунок 7 - Пример встроенного вспомогательного упора
Контроль: проверка соответствующих чертежей, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.6.3.2 Направляющие линейки для обрабатываемой заготовки при рейсмусовании
Рейсмусовый стол должен быть снабжен с обеих сторон боковыми направляющими линейками для ограничения размера обрабатываемой заготовки по ширине и удержания заготовки на столе.
Ширина стола между боковыми направляющими линейками не должна быть больше рабочей ширины обработки, а длина направляющих линеек должна быть равна расстоянию от устройства, ограничивающего толщину заготовок, до выходного подающего вальца.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
5.3.7 Предотвращение доступа к движущимся частям
5.3.7.1 Защита ножевого вала при фуговании
5.3.7.1.1 Общие положения
Ограждения ножевого вала перед и за направляющей линейкой должны быть выполнены таким образом, чтобы их нельзя было удалить со станка без помощи вспомогательного инструмента.
Доступ к ножевому валу ниже поверхности стола(ов) должен быть исключен посредством регулируемого перемещаемого ограждения, сблокированного с ножевым валом и механизмом подачи.
Категория элементов электрических цепей управления блокировкой (см. также 5.2.1) должна соответствовать по ЕН ИСО 13849-1:
a) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
b) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.1.2 Защита ножевого вала перед направляющей линейкой
Доступ к ножевому валу перед направляющей линейкой должен быть исключен за счет регулируемого ограждения, например, мостового типа (см. рисунок 8) с или без устройства автоматического управления, неподвижно закрепленного на станке, например на станине на стороне приемного стола.
Это ограждение должно отвечать следующим требованиям:
a) быть регулируемым без применения дополнительного инструмента;
b) быть регулируемым вручную или автоматически так, чтобы зазор по горизонтали между направляющей линейкой и ограждением не превышал 6 мм, и закрывать рабочую часть ножевого вала по всей длине перед направляющей линейкой независимо от положения направляющей линейки и столов (см. 5.4.5);
c) мост ограждения должен иметь выпуклую или плоскую форму и обеспечивать оператору возможность вручную удерживать обрабатываемую заготовку в течение всего процесса обработки (см. рисунок 8). Верхняя поверхность ограждения должна быть гладкой, без выступающих частей;
d) нижняя поверхность ограждения должна быть выполнена так, чтобы она не касалась ножевого вала даже тогда, когда ограждение прижато к поверхности стола;
e) конструкция ограждения должна позволять замену ножей без демонтажа ограждения;
f) мост должен быть прочным на удар и сжатие;
g) должно быть изготовлено из материалов, гарантирующих, что в случае его соприкосновения с ножевым валом ни ограждение, ни ножевой вал не будут разрушены (например, клееная фанера, легкий сплав);
h) должно стопориться без помощи вспомогательного инструмента в любом положении при горизонтальном перемещении и оставаться неподвижным в застопоренном положении при воздействии на него горизонтального усилия до 80 Н, прилагаемого перед направляющей линейкой;
i) должно быть регулируемым по высоте в пределах от 0 до 75 мм над уровнем загрузочного стола, причем регулировка должна быть бесступенчатой, и оно должно автоматически возвращаться в исходное положение (например, посредством пружины);
j) в нижнем положении ограждение по всему диапазону регулирования:
1) должно закрывать всю площадь между двумя вертикальными плоскостями, перпендикулярными к кромкам стола, на их максимально возможном расстоянии друг от друга;
2) должно закрывать площадь между двумя кромками стола плюс по 5 мм со стороны входа в станок и со стороны выхода из станка;
3) кромка ограждения со стороны загрузочного стола должна быть не выше 2 мм над верхней поверхностью заготовки (см. рисунок 8);
4) кромка ограждения со стороны приемного стола должна быть не выше 4 мм над верхней поверхностью заготовки (см. рисунок 8);
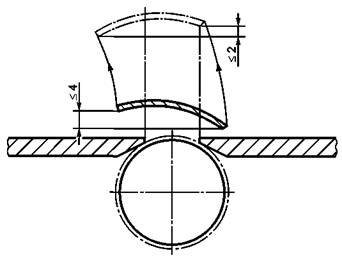
Рисунок 8 - Пример ограждения мостового типа
k) устройства регулировки ограждения должны быть доступны с позиции оператора и должны располагаться не дальше 1 м от оси ножевого вала;
l) нижняя поверхность ограждения должна быть выполнена так, чтобы она не являлась препятствием для прохождения заготовки через станок;
m) ограждение не должно возвышаться над станиной станка более чем на 550 мм;
n) наибольшая ширина моста ограждения должна быть:
1) 100 мм - при длине ножевого вала не более 350 мм;
2) 120 мм - при длине ножевого вала более 350 мм;
о) автоматически регулируемое (саморегулируемое) ограждение рабочей части ножевого вала, например, мостового типа (см. рисунок 8) должно быть оборудовано со стороны загрузки нагружающим устройством с горизонтальным усилием 15 - 30 Н, обеспечивающим саморегулирование необходимого положения ограждения при прохождении обрабатываемой заготовки.
Для обеспечения равномерной подачи обрабатываемой заготовки с требуемым усилием нагружающее устройство должно:
- быть закреплено на ограждении;
- отстоять не более чем на 30 мм от направляющей линейки и от стола, как показано на рис. 9, либо
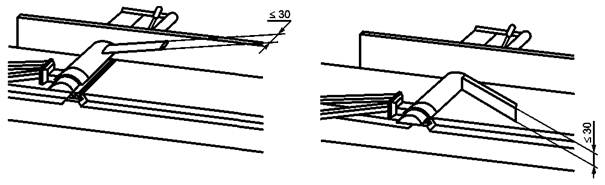
Рисунок 9 - Примеры нагружающих устройств
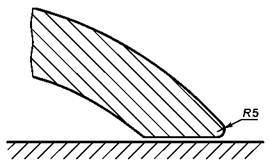
- иметь конструкцию кромки ограждения со стороны загрузки с размерами, указанными на рисунке 10 или 11.
|
|
|
|
Рисунок 10 - Вариант 1: конструкция кромки ограждения со стороны загрузки |
Рисунок 11 - Вариант 2: конструкция кромки ограждения со стороны загрузки |

Требования к ограждениям в соответствии с эргономическими аспектами приведены в 5.4.5.
Контроль: проверка соответствующих чертежей, визуальный контроль станка, измерения, соответствующее функциональное испытание станка и проведение испытаний, описанных в приложении А (А.1, А.2, А.3).
5.3.7.1.3 Защита ножевого вала сзади направляющей линейки
Доступ к ножевому валу сзади направляющей линейки должен быть исключен за счет неподвижного ограждения, закрепленного на задней стороне направляющей линейки или на кронштейне крепления направляющей линейки.
Неподвижное ограждение должно:
a) передвигаться вместе с направляющей линейкой;
b) закрывать ножевой вал по всей длине и диаметру сзади линейки при любом положении направляющей линейки;
c) не соприкасаться с ножами ножевого вала;
d) любой зазор между линейкой и неподвижным ограждением сзади направляющей линейки, вызванный, например, наклоном направляющей линейки, должен соответствовать ЕН 294 (таблица 4).
Контроль: проверка соответствующих чертежей, измерения, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.2 Защита ножевого вала и механизма подачи при рейсмусовании
Доступ к движущимся частям станка (какими являются ножевой вал и механизм подачи), за исключением входа и выхода из станка, должен быть исключен за счет установки неподвижного(ых) ограждения(й) или при необходимости частого (более одного раза в смену) доступа, например для замены ножей, проведения технического обслуживания перемещаемого(ых) ограждения(й).
Это/эти ограждение(я) должно быть сблокировано с приводами ножевого вала и механизма подачи. Если это перемещаемое ограждение находится сверху станка, оно должно быть постоянно в открытом положении.
Это/эти ограждение(я) должно соответствовать требованиям 5.3.9.
Блокирующие устройства должны соответствовать требованиям ЕН 1088.
Элементы электрических цепей управления блокировкой (см. также 5.2.1) по ЕН ИСО 13849-1 должны соответствовать:
a) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
b) категории 3, если электрические цепи управления включают в себя электронные компоненты. Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.8 Защита приводов
Доступ ко всем приводным механизмам [например, ножевого вала, механизма подачи обрабатываемой заготовки, механизма механической регулировки вертикального перемещения стола(ов) (если имеется)] должен быть исключен за счет:
а) неподвижных ограждений или
b) перемещаемых ограждений, сблокированных с приводным механизмом, если требуется частый (более одного раза в смену) доступ к ним для проведения технического обслуживания и наладки, например, более одного раза в смену.
Элементы электрических цепей управления блокировкой (см. также 5.2.1) по ЕН ИСО 13849-1 должны соответствовать:
1) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
2) категории 3, если электрические цепи управления включают в себя электронные компоненты. Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.9 Характеристики материалов защитных ограждений ножевого вала
Для изготовления защитных ограждений ножевого вала следует использовать следующие материалы:
a) сталь с пределом прочности на разрыв не менее 350 Н/мм2 и толщиной стенки не менее 1,5 мм;
b) легкий сплав с характеристиками, указанными в таблице 4;
Таблица 4 - Толщина стенки и прочность на разрыв защитных ограждений из легких сплавов
|
Предел прочности на разрыв, Н/мм2 |
Наименьшая толщина стенки, мм |
|
180 |
5 |
|
240 |
4 |
|
300 |
3 |
c) поликарбонат с толщиной стенки не менее 3 мм или другой пластик с такой же толщиной стенки, обеспечивающий ударную прочность не хуже поликарбоната (например, полиэтилен, полиэстер, поливинилхлорид, полиметилметакрилат);
d) литейный чугун с пределом прочности на разрыв 200 Н/ мм2 и толщиной стенки не менее 5 мм. Контроль: проверка соответствующих чертежей, измерения, а при использовании материалов с другими свойствами, чем представленные выше, - испытание этих материалов по приложению Е.
Примечание - Для подтверждения предела прочности материалов на разрыв могут быть использованы документы изготовителя этих материалов.
5.3.10 Приспособления, обеспечивающие безопасность при ручной подаче заготовок
На всех станках с ручной подачей заготовки должны быть предусмотрены дополнительные приспособления для подачи заготовки под ножевой вал [например, толкающий шток с рукояткой (см. рисунок 12)]. Конструкция станка должна обеспечивать возможность применения ручного толкателя (см. также 3.2.8). Толкатели следует изготавливать из пластмассы, дерева или клееной фанеры.

1 - рукоятка ручного толкателя
Рисунок 12 - Пример ручного толкателя
5.3.11 Съемный механизм подачи
Крепление съемного механизма подачи, если предусмотрен, должно быть на задней стороне станка (см. также 5.3.6.3.1).
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.4 Защитные меры против немеханических опасностей
5.4.1 Воспламенение
Для снижения риска воспламенения должны быть соблюдены требования 5.4.3 и 5.4.4 [см. также 6.3, перечисление h), 4)].
Должны быть выполнены требования 5.3.6.2.1 [перечисление g), 1)] для предотвращения искрового разряда вследствие контакта режущих ножей с кромками стола.
Контроль: проверка соответствующих чертежей, визуальный контроль и соответствующее функциональное испытание станка.
5.4.2 Шум
5.4.2.1 Снижение шума на стадии проектирования
При проектировании станков следует учитывать информацию и проводить технические мероприятия по снижению шума, содержащиеся в ЕН ИСО 11688-1. Следует также использовать информацию, содержащуюся в ЕН ИСО 11688-2. Основным источником шума станка является вращающийся ножевой вал.
5.4.2.2 Измерение уровня шума
Производственные условия для измерения уровня шума станка должны соответствовать требованиям ИСО 7960 (приложения В и С).
Условия монтажа и работы станка должны быть идентичными при измерении уровней звукового давления на рабочем месте и уровней звуковой мощности.
Для станков, к которым требования ИСО 7960 (приложение В или С) неприменимы, например, по положению направляющей линейки, ширине обработки и глубине резания, в отчете об испытании должны быть подробно указаны условия монтажа и эксплуатации станка.
Уровни звуковой мощности должны быть измерены по методу огибающей поверхности измерения согласно ЕН ИСО 3746 при соблюдении следующих условий:
a) показатель акустических условий окружающей среды К2А должен быть не более 4 дБ;
b) разница между фоновым уровнем звука и уровнем звука, издаваемого станком, в каждой точке измерения должна быть не менее 6 дБ.
Формулу корректировки этой разницы следует применять и для разницы, равной 10 дБ, согласно ЕН ИСО 3746 (пункт 8.2);
c) огибающая поверхность измерения в форме прямоугольного параллелепипеда должна быть использована только для измерения на расстоянии 1,0 м от базовой поверхности измерения (источника звука);
d) дополнительное устройство должно быть включено в базовую поверхность, если расстояние от станка до дополнительного устройства меньше 2,0 м;
e) должно быть исключено время измерения, а именно 30 с, требуемое по ЕН ИСО 3746 (пункт 7.5.3);
f) погрешность метода измерения не должна превышать 3 дБ;
g) число точек измерения (позиций микрофона) согласно ИСО 7960 (приложение В или С) должно быть равным 9.
Там, где оборудование и методы измерения применяют в зависимости от типа станка, уровни звуковой мощности можно измерять с более высокой степенью точности, используя метод измерения по ЕН ИСО 3743-1, ЕН ИСО 3743-2, ЕН ИСО 3744 и ЕН ИСО 3745.
Для определения уровня звуковой мощности по методу интенсивности звука допускается по взаимной договоренности между потребителем и поставщиком использовать метод по ЕН ИСО 9614-1.
Уровень звукового давления на рабочем месте должен быть измерен в соответствии с ЕН ИСО 11202 при соблюдении следующих условий:
1) показатель акустических условий окружающей среды K2A или локальный показатель акустических условий окружающей среды на рабочем месте K3А должен быть не более 4 дБ;
2) разница между уровнем звука постороннего шума и уровнем звука на рабочем месте должна быть равной или больше 6 дБ;
3) локальный показатель акустических условий окружающей среды K3А следует рассчитывать в соответствии с ЕН ИСО 11204 (приложение А, пункт 2) и измерять по методу, установленному в ЕН ИСО 3746, вместо метода, описанного в ЕН ИСО 11202, или в соответствии с ЕН ИСО 3743-1, ЕН ИСО 3743-2, ЕН ИСО 3744, или ЕН ИСО 3745, если был использован метод измерения по одному из этих стандартов.
На основании проведенных измерений должна быть оформлена декларация по шуму [см. пункт 6.3, перечисление m)].
5.4.3 Удаление стружки и пыли
Должны быть приняты меры для удаления стружки и пыли от станка путем установки вытяжного кожуха с возможностью последующего подключения станка к системе сбора и удаления стружки и пыли.
Чтобы быть уверенным, что удаляемые от станка пыль и стружка далее транспортируются к вытяжной системе, при конструировании приемных всасывающих элементов, труб, направляющих элементов и т.п. должна быть обеспечена скорость потока воздуха в отсасывающей системе: 20 м/с - для сухой стружки и 28 м/с - для влажной стружки (содержание влаги не менее 18 %).
Меры по защите от статического электричества см. в 5.4.10.
Примечание - Для уменьшения выброса пыли следует соблюдать требования к вытяжной системе, приведенные в таблице 5.
Таблица 5 - Требования к вытяжной системе для обеспечения снижения выброса пыли
|
Основные характеристики. Рабочая ширина обработки w, мм |
Наименьший диаметр отсасывающего патрубка, мм |
Наименьшая скорость движения потока воздуха, м/с |
Наименьший объем воздуха, м3/ч |
|
w ≤ 300 |
100 |
20 |
565 |
|
300 < w ≤ 520 |
120 |
20 |
815 |
|
w > 520 |
140 |
20 |
1110 |
См. также требования 6.3 [перечисления k) и l)].
Контроль: проверка соответствующих чертежей, визуальный контроль и функциональные испытания станка, подключенного к вытяжной системе. Станок следует привести в действие (вытяжная система для удаления стружки и пыли выключена). С помощью дыма, поданного в отсасывающий патрубок, измеряют скорость воздушного потока, падения давления на входе в вытяжную систему до выхода из нее и шумовые характеристики по ИСО 7960 (приложения В и С).
5.4.4 Электрооборудование
Для обеспечения электробезопасности должны быть выполнены требования ЕН 60204-1, если в настоящем стандарте не установлены другие требования.
В первую очередь, должны быть выполнены требования следующих разделов ЕН 60204-1:
- раздел 6 - защита от поражения электрическим током;
- раздел 7 - защита оборудования;
- раздел 8 - эквипотенциальные соединения;
- раздел 12 - кабели и провода;
- раздел 13 - монтаж электропроводки;
- раздел 14 - электродвигатели и сопутствующее оборудование.
Электрические распределительные щитки и шкафы не должны подвергаться опасности повреждения. Доступ к находящимся под напряжением частям должен быть закрыт по ЕН 60204-1 (пункт 6.2.2).
Риск возгорания на станке не рассматривается, если силовые электрические цепи выполнены по ЕН 60204-1 (пункт 7.2.2).
Степень защиты всех электропроводящих частей, кроме станины, и непосредственно оболочек всех электрических частей должна быть, как минимум, IP 54 по ЕН 60529.
Питающий силовой кабель для передвижных станков (если предусмотрен) должен соответствовать, как минимум, типу Г0 7 по ГД 22.4 С4.
Испытания защищенных соединительных электрических цепей следует проводить по ЕН 60204-1 (пункт 18.2), а функциональные испытания - по ЕН 60204-1 (пункт 18.6).
Контроль: проверка соответствующих чертежей, схем, визуальный контроль станка. Испытания защищенных электрических соединительных цепей по ЕН 60204-1 (пункты 18.2 и 18.6) и соответствующие функциональные испытания станка.
Примечание - Для подтверждения характеристик электрических компонентов могут быть использованы документы их изготовителя.
5.4.5 Эргономика и обслуживание станка
Чтобы обеспечить снижение усталости оператора во время работы, станки и их органы управления должны быть сконструированы согласно эргономическим принципам ЕН 1005-4.
При переналадке станка на рейсмусование наибольшее усилие, необходимое для подъема или опускания в исходное положение фуговальных столов, не должно превышать 300 Н.
Высота фуговальных столов должна быть 750 - 900 мм над уровнем пола.
Усилие, необходимое для перемещения ограждения рабочей части ножевого вала перед направляющей линейкой, не должно превышать 5 Н.
Наибольший угол поворота рукоятки для регулировки ограждения рабочей части ножевого вала по высоте не должен превышать 35°, усилие на рукоятке не должно превышать 35 Н.
Конструкция частей станка, вес которых превышает 25 кг, в соответствии с ЕН 1005-2 должна предусматривать возможность применения подъемных устройств.
Если на станке установлен указатель толщины срезаемого слоя при фуговании или толщины обрабатываемой детали при рейсмусовании, шкалы этих указателей должны быть выполнены и расположены так, чтобы их показания были четко видны, например, посредством установки лупы.
Наибольшие усилие и крутящий момент для регулировки стола по высоте должны быть 35 Н и 2,5 Нм соответственно.
Резервуары для гидравлических жидкостей, приборы для сжатого воздуха и масленки должны быть расположены и ориентированы таким образом, чтобы был обеспечен свободный доступ к наливным и сливным патрубкам.
Контроль: проверка соответствующих чертежей и/или схем, измерения и визуальный контроль станка.
5.4.6 Пневматика
Станки, оснащенные пневматическим оборудованием, должны соответствовать требованиям ЕН 983.
Также см. 5.2.6, 6.1, 6.2, перечисления f) и g), и 6.3, перечисление r).
Контроль: проверка соответствующих чертежей и/или схем и визуальный контроль станка.
5.4.7 Гидравлика
Станки, оснащенные гидравлическим оборудованием, должны соответствовать требованиям ЕН 982.
Также см. 5.2.6, 5.4.9, 6.1, 6.2, перечисления f) и g), и 6.3, перечисление r).
Контроль: проверка соответствующих чертежей и/или схем и визуальный контроль станка.
5.4.8 Электромагнитная совместимость
Для обеспечения безопасной работы станок должен иметь надежную защиту от электромагнитных помех в соответствии с ЕН 60439-1, ЕН 50370-1 и ЕН 50370-2.
Примечание - Можно гарантировать, что станки, электрические компоненты которых маркированы «СЕ», и электропроводка отвечают требованиям, указанным в документации изготовителя, надежно защищены от внешних электромагнитных воздействий.
При использовании электронных компонентов следует руководствоваться требованиями приложения G.
Контроль: проверка соответствующих чертежей и/или схем и визуальный контроль станка.
5.4.9 Отключение энергоснабжения
Для отключения станка от электроснабжения должно быть предусмотрено устройство, размыкающее цепь подачи электроэнергии (главный силовой выключатель), которое должно соответствовать требованиям ЕН 60204-1 (пункт 5.3).
Если станок оснащен электрическим тормозным устройством, главный электрический силовой выключатель должен:
a) быть оборудован устройством блокировки, после срабатывания которого выключатель можно включить только вручную, или
b) не должен быть расположен на той же стороне станка или пульта управления, на которой расположены органы управления пуском и остановкой.
Если используется пневматическая энергия, то применение быстродействующих отключающих устройств согласно ЕН 983 без запирающих устройств в соответствии с ЕН 1037 (пункт 5.2) допускается, только если станок (или его соответствующая часть) в любое время легко доступен для оператора, производящего работы на станке.
Если станок имеет гидравлическую систему, то отключение от энергоснабжения должно происходить:
1) посредством отключения электропитания приводного электродвигателя гидравлической системы в соответствии с ЕН 60204-1 (пункт 5.3) либо
2) посредством использования отключающего устройства, например вентиля с механическим защелкиванием в позиции выключения в соответствии с ЕН 982.
Если остаточная энергия накапливается, например, в резервуаре высокого давления или трубопроводе, должны быть предусмотрены устройства для сброса накопленного остаточного давления, например, посредством вентиля, но не путем разборки трубных соединений.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.4.10 Статическое электричество
Если станок оснащен гибкими шлангами для отсоса пыли и стружки, шланги для снятия статического электричества должны быть заземлены или выполнены из антистатических материалов.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.4.11 Техническое обслуживание
Станок должен быть сконструирован так, чтобы по мере необходимости можно было проводить техническое обслуживание после отключения станка от всех источников энергии [см. также 6.3, перечисления j), n) и o)].
Станок должен иметь гладкие поверхности для облегчения очистки от стружки и пыли вакуумным очистителем. Если очистка от стружки и пыли требует открывания перемещаемых ограждений, такие ограждения должны соответствовать требованиям 5.3.7.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
6 Информация для пользователя
6.1 Общие положения
Следует соблюдать основные положения ЕН ИСО 12100-2 (раздел 6) и выполнять требования ЕН 847-1 (раздел 8).
Должна быть представлена информация по отрицательным результатам испытания системы торможения.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
6.2 Маркировка
Следует соблюдать основные положения ЕН ИСО 12100-2 (пункт 6.4).
Приведенная ниже информация должна быть легко читаема и несмываема в течение всего срока эксплуатации станка, нанесена непосредственно на станок гравировкой или травлением, либо наклеиванием этикеток или использованием самоклеющихся табличек, либо фирменных табличек, закрепленных на станке, например, посредством заклепок или шурупов, и должна содержать следующую информацию:
a) наименование и адрес изготовителя станка;
b) год изготовления станка;
c) серию или тип станка;
d) серийный номер или идентификационный номер станка;
e) основные характеристики электротехнического оборудования (напряжение, частота, мощность и т.п.) в соответствии с ЕН 60204-1 (пункт 16.4);
f) номинальное давление для пневматических/гидравлических цепей, если имеется пневматическая/ гидравлическая система;
g) если установлены пневматические/гидравлические силовые выключатели, их функции, схемы размещения и рабочее положение должны быть даны, например, на фирменной табличке или в виде пиктограммы.
Если на станке, имеющем пневматическую/гидравлическую систему, подача и отключение от источников подачи пневматической/гидравлической энергии осуществляется не посредством главного электрического силового выключателя, то рядом с главным силовым выключателем должна быть нанесена маркировка, предупреждающая о том, что пневматическая/гидравлическая подача энергии осуществляется независимо от подачи электроэнергии.
Фирменные таблички или пиктограммы с обозначением номинального давления и размыкающего устройства (если оно установлено) должны быть размещены вблизи места установки соответствующего выключателя станка.
Предупреждающие таблички должны быть выполнены на языке той страны, где будет эксплуатироваться станок, в противном случае следует использовать пиктограммы.
Если применяются графические символы, относящиеся к работе приводов, они должны соответствовать требованиям ЕН 61310-1 (таблица 6).
Если станок оборудован мерными шкалами, они должны соответствовать требованиям ЕН 894-2.
Обозначение инструмента должно соответствовать требованиям ЕН 847-1.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
6.3 Руководство по эксплуатации
Кроме основных положений ЕН ИСО 12100-2 (пункт 6.5), в руководстве по эксплуатации должна содержаться следующая информация:
a) повторение информации, указанной на маркировке станка, пиктограмм и другой информации в соответствии с 6.1 и 6.2;
b) описание работы станка по назначению;
c) предупреждение о возможных остаточных рисках: пыль, шум, соприкосновение с ножевым валом на входе и выходе операции, отдача и выброс;
d) инструкция по безопасной эксплуатации станка в соответствии с ЕН ИСО 12100-2 [пункт 6.5.1, перечисление d)];
e) серии, типы и размеры вставных ножей, предназначенных для установки на ножевом вале станка, с указанием мер предосторожности при работе с острыми кромками ножей;
f) инструкция по креплению стационарного станка к полу при необходимости;
g) инструкция по перемещению вручную и креплению передвижного станка во время работы;
h) предупреждение об ответственности операторов за надлежащую эксплуатацию, монтаж и техническое обслуживание станка, включая соблюдение следующих мер безопасности:
1) остановка станка, если он временно остается без надзора;
2) гарантия того, что пол вокруг станка ровный и свободный от отходов обрабатываемых материалов, например стружки и т.п.;
3) устранение повреждений станка, включая повреждения ограждения или ножевого вала, сразу после их обнаружения;
4) обеспечение безопасного технического обслуживания, регулярного удаления стружки и пыли и чистки станка во избежание риска возгорания;
5) порядок наладки станка на операцию рейсмусования;
6) обеспечение безопасности при ручной подаче заготовки в процессе резания;
7) использование вспомогательного упора на направляющей линейке при фуговании плоскости и кромок тонких/узких заготовок;
8) соблюдение основных правил по установке и эксплуатации станка, включая рекомендации по использованию и регулировке перемещаемого ограждения мостового типа и направляющих устройств для обрабатываемой заготовки;
9) соблюдение правил отключения станка от источника энергии;
10) обеспечение правильной установки, позиционирования и крепления вставных ножей, обращая особое внимание на максимальную величину выступающей части ножей и оптимальный крутящий момент для ножей, закрепленных винтами;
11) проверка перед началом работы надежности крепления направляющей линейки на рабочей позиции;
12) выбор оптимальной формы и правильное использование приспособления, обеспечивающего безопасность при ручной подаче обрабатываемой заготовки;
13) правильный выбор и использование соответствующих зажимных приспособлений для обработки нестандартных заготовок;
14) использование оператором средств индивидуальной защиты, например, для защиты глаз и ушей в соответствии с заводскими требованиями техники безопасности;
i) указание о необходимости адекватного общего и местного освещения;
j) требования к монтажу и техническому обслуживанию, включая перечень узлов, которые должны проходить регулярную проверку и указания по частоте и методам проведения этих проверок, в том числе порядок проверок:
1) аварийной остановки путем соответствующего функционального испытания;
2) блокировки перемещаемых ограждений путем поочередного открывания каждого ограждения для того, чтобы убедиться в остановке станка при открывании ограждения и невозможности включения станка при открытом положении любого ограждения;
3) работы тормозного устройства через соответствующее функциональное испытание, чтобы удостовериться, что ножевой вал останавливается в установленное время, а если станок оборудован механическим тормозным устройством, чтобы убедиться, что оно приведено в действие после срабатывания устройства защиты от перегрузки;
4) состояния качающихся элементов противовыбрасывающего устройства, например, не повреждена ли контактная поверхность качающихся элементов после удара, возвращаются ли качающиеся элементы в исходное положение свободно под действием собственного веса;
5) указания о том, что станок не должен эксплуатироваться, пока не будут выполнены все вышеуказанные условия;
k) указание о том, что станок может эксплуатироваться только после подключения к эффективной системе удаления стружки и пыли.
Примечание - Рабочие характеристики стационарных установок для удаления стружки и пыли приведены в ЕН 12779;
l) основные требования к вытяжным установкам для удаления стружки и пыли, к которым должен быть подсоединен станок, включая:
- наименьший объем отсасываемого воздуха, м3/ч;
- наименьшее падение давления на каждом выходном присоединительном патрубке при рекомендуемой скорости воздушного потока;
- наименьшую скорость воздушного потока в вытяжном трубопроводе, м/с;
- наименьшие размеры поперечного сечения и характерные особенности каждого присоединительного патрубка;
m) декларация по шуму, издаваемому станком, фактические значения акустических характеристик или значения, основанные на базе замеров, проведенных на аналогичном механизме, измеренные по методам, приведенным в 5.4.2.2:
А - фактическое значение уровня звукового давления на рабочих местах;
А - фактическое значение уровня звуковой мощности, издаваемой станком.
Декларация должна включать в себя информацию об использованных методах измерения шума и рабочих условиях во время проведения испытания, а также значения связанной с этим методом погрешности K, используя при этом форму записи со сдвоенными числами в соответствии с ЕН ИСО 4871, такими как:
- 4 дБ при использовании ЕН ИСО 3746 и ЕН ИСО 11202;
- 2 дБ при использовании ЕН ИСО 3743-1 или ЕН ИСО 3743-2, или ЕН ИСО 3744;
- 1 дБ при использовании ЕН ИСО 3745.
Например, для корректированного уровня звуковой мощности LWA = 93 дБ (измеренное значение), погрешность K = 4 дБ для измерений, которые проводились в соответствии с ЕН ИСО 3746.
Проверку точности заявленных значений уровня шума следует проводить с использованием того же самого метода измерения и тех же условий эксплуатации, которые приведены в декларации.
Декларация по шуму должна сопровождаться следующим заявлением:
«Приведенные данные отражают предельные значения уровня шума, но не обязательно являются безопасными рабочими уровнями. Несмотря на то, что существует соотношение между уровнями излучения и уровнем звукового давления, они не могут быть надежно использованы для определения, требуются или нет дополнительные меры предосторожности.
Факторы, оказывающие влияние на фактический уровень воздействия шума на работников, включают в себя характеристики рабочего помещения, другие источники шума и т.п., а именно: количество станков и других сопутствующих процессов. Допустимый уровень воздействия шума может также быть различным в зависимости от страны. Тем не менее указанная информация даст пользователю станка возможность наилучшим образом оценить риски и опасности»;
n) указание о запрещении проведения технического обслуживания станка, если станок не отключен от всех источников энергии;
o) инструкция по проведению технического обслуживания станка в соответствии с ЕН ИСО 12100-2 [пункт 6.5.1, перечисление е)], включая составление графика проведения работ;
р) указание об обязательном отключении станка от сети перед каждой сменой ножевого вала;
q) инструкция по безопасной очистке станка;
r) инструкция о методах безопасного удаления остаточной энергии после отключения станка, оснащенного пневматической/гидравлической системой (см. 5.4.9);
s) информация о том, что благоприятные по шуму условия эксплуатации станка могут быть достигнуты отделкой помещения, в котором должен быть установлен станок, шумопоглощающими материалами в соответствии с инструкцией изготовителя станка.
Контроль: проверка руководства по эксплуатации и соответствующих чертежей.
Приложение А
(обязательное)
А.1 Испытание на сжатие
Ограждение (например, ограждение мостового типа), расположенное на плоской поверхности стола, нагружают вертикальной силой F = 400 Н и с помощью щупа определяют величину зазора между нижней поверхностью ограждения и гладкой поверхностью стола на длине 75 мм.
Ограждение считается выдержавшим это испытание, если после него оно не имеет искривлений.
После этого следует перейти к испытаниям по А.2 и А.3.
А.2 Испытание на удар
Ограждение, расположенное на плоской поверхности стола, подвергают удару в результате падения груза массой 8 кг с высоты 500 мм.
Контактная поверхность груза для испытания должна быть выполнена из сосновой древесины размером 200×100 мм (200 мм в направлении оси ножевого вала). Поверхность груза, которая соприкасается с защитным ограждением, должна быть гладкой и иметь скошенные кромки.
Ограждение считается выдержавшим это испытание, если после него на ограждении не замечено никаких видимых повреждений.
А.3 Испытание на изгиб
Конец ограждения, расположенного на поверхности стола, нагружают силой F = 135 Н, перпендикулярной оси ножевого вала. Наибольшая величина упругой деформации f в ходе испытания не должна превышать значений, указанных на рисунке А.1.
После проведения этого испытания следует проверить ограждение на соответствие требованиям 5.3.7.1.2 и 5.4.5.
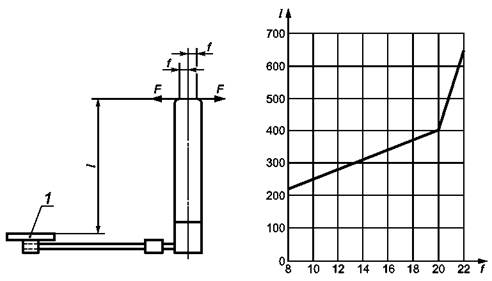
1 - крепление ограждения на станке; F - сила для испытания на изгиб, Н; f - упругая деформация, мм
Рисунок А.1 - Наибольшая величина упругой деформации ограждения при испытании ограждения мостового типа
Приложение В
(обязательное)
Методика испытания на прочность кромки фуговального стола
B.1 Общие положения
Испытание состоит из фугования испытательного образца в целях проверки прочности кромки или зубцов столов при воспроизведении процесса образования древесного скола.
B.2 Испытательный образец
Испытательный образец состоит из несущей плиты, как показано на рисунке В.2, в которой закреплены 10 вставок (нагелей) (см. рисунок В.1).
Несущая плита:
- мягкая древесина высшего качества;
- влажность 8 % - 14 %;
- размеры L×l×h = 800×90×90 мм;
- несущая плита обработана с четырех сторон.
Вставка:
- рифленый нагель из бука (см. рисунок В.1);
- диаметр 10 мм, длина 70 мм.
На нагеле перпендикулярно к его оси пропилены девять пазов прямоугольной формы глубиной 5 мм и шириной 3,2 мм на расстоянии 4 мм друг от друга. Нагели должны быть полностью углублены в глухие отверстия плиты таким образом, чтобы пазы нагеля были расположены, как показано на рисунке В.2.
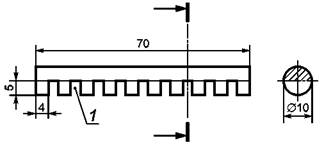
1 - девять пазов шириной 3,2 мм на расстоянии 4 мм друг от друга
Рисунок В.1 - Вставка (нагель)

1 - несущая плита; 2 - глухие отверстия для вставок; 3 - вставка (нагель);
4 - сторона плиты, на которой базируется заготовка; 5 - направление подачи
Рисунок В.2 - Испытательный образец в сборе
Перед началом испытания на кромках загрузочного и приемного столов необходимо выделить 10 точек, в которых следует проводить измерения после испытания, как показано на рисунке В.3. Эти точки должны быть отмечены. Если кромки стола выполнены в виде зубцов, точки измерения должны находиться в середине каждого зубца.
Для измерений следует пользоваться индикатором точностью 0,01 мм.
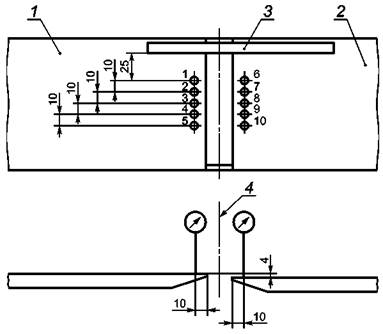
1 - приемный стол; 2 - загрузочный стол; 3 - направляющая линейка; 4 - ось ножевого вала
Рисунок В.3 - Точки измерения
В.4 Испытание
Перед началом испытания необходимо закрепить направляющую линейку в рабочем положении и измерить деформацию в каждой точке, как показано на рисунке В.3.
Загрузочный стол устанавливают на глубину резания 4 мм (или на возможную наибольшую глубину резания).
Испытание проводят с подачей (6 ± 2) м/мин.
Проводят фугование стороны, на которой виден нагель.
Фугование при этих условиях следует проводить 10 раз.
Затем следует провести измерения в точках, указанных на рисунке В.3, и полученные результаты сравнить с результатами измерений до испытания.
В.5 Результат
Кромки стола считаются выдержавшими это испытание, если деформация в точках измерения не будет превышать 0,2 мм и не будет установлено видимых повреждений кромок столов.
В отчете об испытаниях должны быть указаны:
- дата проведения испытания;
- изготовитель станка;
- тип станка;
- серийный номер станка;
- рабочая ширина обработки, мм;
- максимальная глубина резания, мм.
Таблица В.1 - Результат испытаний на прочность кромок столов
|
Кромка приемного стола |
Кромка загрузочного стола |
|||||||||
|
Точки измерения |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Измерение перед испытанием |
||||||||||
|
Измерение после испытания |
||||||||||
|
Деформация |
||||||||||
Примечание:
Приложение С
(обязательное)
Методика испытания противовыбрасывающего устройства
Это испытание следует проводить воздействием статической силы на противовыбрасывающее устройство.
Это испытание выполняют при неподвижном ножевом вале. Испытательное усилие следует прилагать в направлении, противоположном направлению подачи.
Испытательный образец шириной 60 мм, высотой D, определяемой техническими характеристиками станка, должен быть изготовлен из буковой древесины и предварительно простроган с обеих сторон.
Рейсмусовый стол станка должен быть установлен на высоте D + 1,5 мм, а испытательный образец помещен под противовыбрасывающее устройство в центре стола. Испытательное усилие F, величина которого зависит от ширины обработки (см. таблицу С.1), следует прилагать к испытательному образцу в течение 1 с.
Таблица С.1 - Испытательное усилие F в зависимости от ширины обработки W
|
Ширина обработки W, мм |
Испытательное усилие F, Н |
|
W < 260 |
300 |
|
W ≥ 260 |
500 |
Противовыбрасывающее устройство считается прошедшим испытание, если оно удерживает испытуемый образец и при этом само устройство и его элементы не деформируются.
Приложение D
(обязательное)
Методика испытания на устойчивость передвижных станков
D.1 Испытание на устойчивость в режиме фугования
Станок должен быть установлен в рабочее положение в режиме фугования на древесно-стружечную плиту, закрепленную на полу, колеса должны быть заторможены (если они снабжены тормозами) или подняты от пола (если имеется устройство для подъема колес от пола). Горизонтальное усилие F1 = 500 Н должно быть приложено по центру боковой поверхности фуговального стола на расстоянии менее 30 мм от ножевого вала в направлении, показанном на рисунке D.1.
Вслед за тем горизонтальное усилие F2 = 500 Н прикладывается в верхней части середины стороны загрузочного стола, а вертикальное усилие F3 = 500 Н прикладывается на расстоянии d = 30 мм от края загрузочного стола в направлении, указанном на рисунке D.1.

Рисунок D.1 - Испытание на устойчивость передвижных станков (установка при фуговании)
D.2 Испытание на устойчивость в режиме рейсмусования
Это испытание следует проводить после успешного испытания передвижного станка на устойчивость в режиме фугования. Станок должен быть переведен в рабочее положение в режиме рейсмусования.
Горизонтальное усилие F = 500 Н должно быть приложено по центру на расстоянии менее 30 мм от ножевого вала в направлении, показанном на рисунке D.2.
Во всех случаях станок не должен сдвигаться или опрокидываться.

1 - древесно-стружечная плита
Рисунок D.2 - Испытание на устойчивость передвижных станков (установка при рейсмусовании)
Приложение Е
(обязательное)
Методика испытания защитных ограждений на ударную прочность
Е.1 Общие положения
Настоящее приложение определяет метод испытания защитных ограждений на ударную прочность в целях снижения риска выброса из рабочей зоны частей инструмента или обрабатываемой заготовки.
Настоящее приложение применяют для испытания как ограждений, так и материалов, из которых они изготовлены.
Е.2 Метод испытания
Е.2.1 Общие положения
Этот метод испытания воспроизводит опасность при выбросе частей режущего инструмента или обрабатываемой заготовки. Испытание позволяет оценить противодействие/прочность ограждений и/или образцов материалов, из которых они изготовлены, против проникновения в них инородных тел или смещения их относительно станка в результате выброса из станка частей режущего инструмента или обрабатываемой заготовки.
Е.2.2 Испытательное оборудование
Испытательное оборудование состоит из приводного устройства, перемещаемого «снаряда», опоры для крепления объекта испытания, системы измерения и регистрации скорости перемещения «снаряда» с точностью ±5 %.
Е.2.3 Перемещаемый «снаряд» для испытания защитных ограждений
Перемещаемый «снаряд» представляет собой шар диаметром 8 мм, изготовленный из стали со следующими свойствами:
a) прочность на разрыв Rm = 560 - 690 Н/мм2;
b) предел текучести R0,2 ≥ 330 Н/мм2;
c) предельное удлинение на разрыв А ≥ 20 %;
d) твердость до 56+4 HRC на глубине не менее 0,5 мм.
Е.2.4 Объект испытания
Испытания должны проходить защитные ограждения и/или образцы материалов, применяемых для их изготовления. Крепление ограждения должно быть идентично креплению его на станке. Для испытаний материалов, из которых изготовлены ограждения, следует использовать образцы, закрепленные на рамке с отверстием размером 450×450 мм. Рамка должна быть достаточно жесткой. Крепление образца должно быть надежным.
Е.2.5 Порядок испытания
Испытание на ударную прочность следует проводить с использованием описанного в Е.2.3 «снаряда», перемещаемого со скоростью 70 м/с.
Направление удара должно быть перпендикулярным к испытуемой поверхности. Мишенью для перемещаемого «снаряда» должны быть наиболее слабые и неблагоприятные места на образце материала или на ограждении.
Е.3 Результаты
После окончания испытаний на ограждении или образцах материалов следует выявить следующие виды повреждений:
a) выпучивание/коробление (постоянная деформация без трещин);
b) начинающаяся трещина (видимая только на поверхности);
c) сквозная трещина (трещина, видимая насквозь);
d) проникновение (проникновение «снаряда» в объект испытания);
e) рамка с образцом сорвана с крепления;
f) защитное ограждение сорвано с опоры.
Е.4 Оценка
Защитное ограждение или образец материала считаются выдержавшими испытание, если на них нет сквозных трещин или проникновения в них «снаряда» и нет дополнительных повреждений по Е.3, перечисления е) и f).
Е.5 Отчет об испытании
Отчет об испытании должен содержать, как минимум, следующую информацию:
a) дату, место проведения испытания, наименование организации, проводившей испытание;
b) массу, размеры, скорость перемещаемого «снаряда»;
c) изготовитель станка, тип станка, наибольшую частоту вращения шпинделя;
d) конструкцию, материал и размеры объекта испытания;
e) способ крепления объекта испытания;
f) направление удара, точку попадания перемещаемым «снарядом»;
Е.6 Оборудование для испытания на ударную прочность
Оборудование для испытания на ударную прочность состоит из ствола, к которому прикреплен баллон сжатого воздуха (см. рисунок Е.1). Сжатый воздух через клапан подается в ствол импульсами, чтобы увеличить скорость перемещаемого «снаряда» в направлении объекта испытания.
1 - измеритель скорости; 2 - ствол; 3 - перемещаемый «снаряд»; 4 - пульт управления;
5 - баллон сжатого воздуха; 6 - объект испытания
Рисунок Е.1 - Пример оборудования для испытания на ударную прочность
Баллон сжатого воздуха заправляется от компрессора. Скорость перемещаемого «снаряда» регулируют с помощью изменения давления и объема воздуха.
Скорость перемещаемого «снаряда» измеряют на выходе из ствола соответствующим прибором, например бесконтактным датчиком или фотоэлементом.
Приложение F
(справочное)
Применение «успешно испытанных» компонентов
Для того чтобы считаться «успешно испытанными» компонентами в соответствии с ЕН ИСО 13849-1 (пункт 6.2.4), эти компоненты должны соответствовать требованиям следующих стандартов:
a) электрические компоненты - ЕН ИСО 13849-2 (таблицы D.1 - D.17) и, кроме того:
1) переключатели управления с принудительно размыкающимся действием, используемые как механически действующие позиционные датчики для блокировки ограждений и для переключателей, используемых во вспомогательных цепях, - ЕН 60947-5-1;
2) электромеханические контакторы и пускатели электродвигателей, используемые в силовых цепях, - ЕН 60947-4-1;
3) электропровода с резиновой изоляцией - ГД 22.1 С4;
4) электропровода с поливинилхлоридной (ПВХ) изоляцией, если эти провода дополнительно защищены от механических повреждений (например, внутри станин), - ГД 21.1 С4;
b) электрические цепи управления - ЕН 60204-1 (пункт 9.4.2.1, первые четыре перечисления) (см. также ЕН ИСО 13849-2, таблицы D.1 и D.2);
c) механические компоненты - ЕН ИСО 12100-2 (пункт 4.5), если один приводной механический элемент перемещает, например, другой элемент способами, описанными в этом стандарте;
d) механически действующие позиционные датчики блокировки ограждений - ЕН 1088 (пункты 5.2 и 5.3), если они приводятся в действие принудительным способом, и их расположение/крепление, а также конструкция/установка контактного кулачка соответствуют требованиям этого стандарта (см. также ЕН ИСО 13849-2, таблицы D.1 - D.5);
e) пневматические и гидравлические компоненты и системы - соответственно ЕН 983 и ЕН 982 (см. также ЕН ИСО 13849-2, таблицы В.1 - В.18 и С.1 - С.12).
Эти условия следует учитывать для всех компонентов, подвергающихся воздействию окружающей среды, например пыли и/или газов.
Примечание - Для исключения ошибок при оценке «успешно испытанных компонентов» следует руководствоваться ЕН ИСО 13849-2.
Приложение G
(обязательное)
Применение электронных компонентов
G.1 Общие положения
Для осуществления любой функции, связанной с обеспечением безопасности электронного оборудования, должны быть выполнены соответствующие требования ЕН ИСО 13849-1.
Для обеспечения безопасности работы станка следует использовать электронную систему управления SRECS. Элементы этой системы, связанные с обеспечением безопасности станка, в зависимости от выполняемых функций должны соответствовать категории 2, 3 или 4 по ЕН ИСО 13849-1.
Примечание 1 - Категории для функций, связанных с обеспечением безопасности станка, перечислены в 5.2.1.
Конструкция системы SRECS должна соответствовать высшей категории безопасности по ЕН ИСО 13849-1.
Если станок предназначен для различных режимов работы, система SRECS должна обеспечивать выполнение соответствующих требований безопасности для каждого режима работы.
Если система SRECS не является составной частью компонента, на который существует специальный стандарт, она должна быть выполнена с учетом требований окружающей среды по ЕН 50178 (пункты 6.1 и 6.2).
Если система SRECS, выполненная по категории 2, не является составной частью компонента, на который существует специальный стандарт, она должна соответствовать требованиям по электромагнитной совместимости для типа 2 по ЕН 61496-1.
Если система SRECS, выполненная по категории 3 или 4, не является составной частью компонента, на который существует специальный стандарт, она должна соответствовать требованиям по электромагнитной совместимости для типа 4 по ЕН 61496-1.
Примечание 2 - Требования по электромагнитной совместимости станка в целом приведены в 5.4.2.
Контроль: проверка соответствующих чертежей и/или схем, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
Примечание 3 - Для подтверждения характеристик компонентов могут быть использованы документы их изготовителей.
G.2 Конструкция системы SRECS
G.2.1 Компоненты системы
Компоненты системы SRECS (включая датчики, приводы, программируемые контроллеры, системы ЧПУ, логические регистраторы и т.д.) должны быть спроектированы и изготовлены в соответствии с требованиями соответствующих стандартов и ЕН ИСО 13849-1.
Эти компоненты должны быть выбраны, собраны, скомпонованы и установлены в соответствии с требованиями технической документации их изготовителей, включая инструкции по их применению и установке.
Программируемые логические контроллеры (PLC), соответствующие категории 3 или 4 по ЕН ИСО 13849-1, могут быть использованы в системах управления для выполнения функций, связанных с обеспечением безопасности, перечисленных в 5.2.1.
Примечание 1 - При применении программируемых логических контроллеров (PLC) следует учитывать, что общее время их реакции на входной сигнал может изменяться в определенных пределах. Время срабатывания PLC зависит, в первую очередь, от времени цикла программы. В критических ситуациях следует принимать в расчет удвоенное время цикла PLC, если для скорейшего отключения не используются сигналы тревоги или прерывания.
PLC, не соответствующие категории 3 или 4 по ЕН ИСО 13849-1, могут быть применены только как часть системы SRECS категории 3, например как один из каналов двухканальной системы или как контрольное устройство категории 2.
Контроль: проверка соответствия техническим требованиям путем контроля соответствующих чертежей и/или схем, расчетов и визуального контроля станка.
Примечание 2 - Для подтверждения характеристик компонентов могут быть использованы документы их изготовителей.
G.2.2 Программное обеспечение, связанное с безопасностью
G.2.2.1 Встроенное программное обеспечение
Встроенное программное обеспечение системы SRECS должно соответствовать требованиям ЕН 61508-3 (разделы 6 и 7).
Доступ к встроенному программному обеспечению должен быть закрыт.
Контроль: проверка соответствия техническим требованиям путем контроля соответствующих чертежей и/или схем, расчетов и визуальных наблюдений за станком.
Примечание - Для подтверждения характеристик компонентов встроенного программного обеспечения могут быть использованы документы их изготовителей.
G.2.2.2 Прикладное программное обеспечение
Программирование системы SRECS следует проводить в соответствии с инструкциями (техническим руководством) изготовителя компонентов.
Во избежание случайных изменений в программном обеспечении, относящемся к безопасности, это программное обеспечение должно быть четко отделено от функционального программного обеспечения (работы станка в целом).
Право вносить изменения в прикладное программное обеспечение системы SRECS должны иметь только специально уполномоченные лица. Если же предусмотрен доступ к программируемым функциям числового программного управления или системы SRECS во время работы или наладки (например, для остановки в заданной позиции, перемещения обрабатываемой заготовки), то должен быть исключен несанкционированный доступ к программируемым данным или программируемым функциям, связанным с безопасностью. В частности, производственному персоналу должно быть запрещено отключение функций безопасности с помощью встроенной и вызываемой прикладной программы, например, электрочувствительного защитного оборудования (ESPE), в котором использованы оптоэлектронные устройства (AOPD). Это может быть достигнуто путем использования пароля.
При дальнейшем совершенствовании прикладного программного обеспечения следует руководствоваться ЕН 61508-3 (разделы 6 и 7) или ЕН 62061 (пункт 6.11.3).
Примечание 1 - Эти требования к прикладному программному обеспечению можно выполнить посредством использования методов защитного программирования, структурного программирования, принципа модульного построения (так называемые логические/функциональные блоки, диаграммы последовательности и т.д.), повторным применением модулей программного обеспечения, которые отвечают вышеуказанным требованиям, зависящим от средств программирования системы SRECS.
Примечание 2 - Рекомендуется применять по возможности предварительно сертифицированные программные модули (например, для аварийной остановки), если таковые имеются.
Контроль: проверка соответствия техническим требованиям путем контроля соответствующих чертежей и/или схем, расчетов и визуального контроля станка.
G.2.2.3 Подтверждающая проверка
Система SRECS подлежит подтверждающей проверке, чтобы удостовериться, что все заданные функции безопасности станка выполняются. Эта проверка должна подтверждать правильность и четкость выполнения функций, связанных с обеспечением безопасности.
Подтверждающую проверку системы SRECS следует проводить в соответствии с ЕН ИСО 13849-2, например, путем проверки чертежей соответствующих схем и/или диаграмм, блок-схем процесса, моделирования ошибок, визуального контроля, измерений, подтверждения для заводских компонентов и соответствующих функциональных испытаний станка.
Примечание - Подтверждающая проверка включает в себя испытания и технические расчеты (например, анализ статики, динамики и ошибок). Результаты технических расчетов могут помочь в сокращении количества испытаний.
Приложение Н
(обязательное)
Методика испытания системы торможения
Н.1 Условия для всех видов испытаний
a) Ножевой вал должен быть установлен в соответствии с инструкцией изготовителя по использованию станка по назначению (например, натяжение ремня) [см. 6.3, перечисление h)];
b) перед началом испытаний ножевой вал должен вращаться не менее 15 мин на холостом ходу;
c) отклонение фактического числа оборотов ножевого вала от заданного не должно быть более ±10 %.
Н.2 Время выбега без торможения
Время выбега без торможения должно быть измерено следующим образом:
a) включить привод ножевого вала и дать ему возможность вращаться с заданным числом оборотов в течение 1 мин на холостом ходу;
b) отключить привод ножевого вала и измерить время выбега без торможения до полной остановки ножевого вала;
c) повторить операции по перечислениям a) и b) еще два раза.
Время выбега без торможения определяется как среднеарифметическое значение из трех произведенных измерений.
Н.3 Время выбега с торможением
Время выбега с торможением должно быть измерено следующим образом:
a) включить привод ножевого вала и дать ему возможность вращаться с заданным числом оборотов в течение 1 мин на холостом ходу;
b) отключить привод ножевого вала и измерить время выбега с торможением до полной остановки ножевого вала;
c) оставить ножевой вал в неподвижном состоянии в течение 1 мин;
d) повторно включить привод ножевого вала и дать ему возможность вращаться с заданным числом оборотов в течение 1 мин на холостом ходу;
e) операции по перечислениям b) - d) повторить еще девять раз.
Время выбега с торможением определяется как среднеарифметическое значение из десяти произведенных измерений.
Приложение ДА
(справочное)
Таблица ДА.1
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
ЕН 294:1992 |
MOD |
ГОСТ Р 51334-99 «Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону» |
|
ЕН 847-1:2005 |
MOD |
ГОСТ Р 52419-2005 «Фрезы насадные, оснащенные твердым сплавом, для обработки древесных материалов и пластиков. Технические условия» |
|
ЕН 982:1996 |
IDT |
ГОСТ 31177-2003 (ЕН 982:1996) «Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика» |
|
ЕН 983:1996 |
IDT |
ГОСТ 30869-2003 (ЕН 983:1996) «Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика» |
|
ЕН 1005-2:2003 |
IDT |
ГОСТ ЕН 1005-2-2005 «Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами» |
|
ЕН 1005-4:2005 |
- |
* |
|
ЕН 1037:1995 |
MOD |
ГОСТ Р 51343-99 «Безопасность машин. Предотвращение неожиданного пуска» |
|
ЕН 1088:1995 |
MOD |
ГОСТ Р 51345-99 «Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора» |
|
ЕН 50178:1997 |
- |
* |
|
ЕН 50370-1:2005 |
- |
* |
|
ЕН 50370-2:2003 |
- |
* |
|
ЕН 60204-1:2006 (МЭК 60204-1:2006) |
IDT |
ГОСТ Р МЭК 60204-1-2007 «Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования» |
|
ЕН 60439-1:1999 (МЭК 60439-1:1999) |
MOD |
ГОСТ Р 51321.1-2000 (МЭК 60439-1-92) «Устройства комплектные низковольтные распределения и управления. Часть 1. Устройства, испытанные полностью или частично. Общие технические требования и методы испытаний» |
|
ЕН 60529:1991 (МЭК 60529:1989) |
MOD |
ГОСТ 14254-96 (МЭК 529-89) «Степени защиты, обеспечиваемые оболочками (код IP)» |
|
ЕН 61496-1:2004 (МЭК 61496-1:2004, модифицированный) |
- |
* |
|
ЕН 61508-3:2001 (МЭК 61508-3:1998 + Поправка 1999) |
- |
* |
|
ЕН 62061:2005 |
- |
* |
|
ЕН ИСО 3743-1:1995 (ИСО 3743-1:1995) |
- |
* |
|
ЕН ИСО 3743-2:1996 (ИСО 3743-2-1996) |
- |
* |
|
ЕН ИСО 3744:1995 (ИСО 3744-1994) |
MOD |
ГОСТ Р 51401-99 (ИСО 3744-94) «Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью» |
|
ЕН ИСО 3745:2003 (ИСО 3745:2003) |
MOD |
ГОСТ 31273-2003 «Шум машин. Определение уровней звуковой мощности по звуковому давлению. Точные методы для заглушенных камер» |
|
ЕН ИСО 3746:1995 (ИСО 3746:1995) |
MOD |
ГОСТ Р 51402-99 (ИСО 3746-95) «Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью» |
|
ЕН ИСО 4871:1996 (ИСО 4871:1996) |
MOD |
ГОСТ 30691-2001 (ИСО 4871-96) «Шум машин. Заявление и контроль значений шумовых характеристик» |
|
ЕН ИСО 9614-1:1995 (ИСО 9614-1:1993) |
MOD |
ГОСТ 30457-97 (ИСО 9614-1-93) «Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Измерение в дискретных точках. Технический метод» |
|
ЕН ИСО 11202:1995 (ИСО 11202:1995) |
MOD |
ГОСТ 31169-2003 (ИСО 11202-95) «Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Ориентировочный метод измерений на месте установки» |
|
ЕН ИСО 11204:1995 (ИСО 11204:1995) |
MOD |
ГОСТ 30683-2000 (ИСО 11204-95) «Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Метод с коррекциями на акустические условия» |
|
ЕН ИСО 11688-1:1998 (ИСО/ТО 11688-1:1998) |
- |
* |
|
ЕН ИСО 12100-1:2003 (ИСО 12100-1:2003) |
IDT |
ГОСТ Р ИСО 12100-1-2007 «Безопасность машин. Основные понятия, общие принципы конструирования. Часть 1. Основные термины, методология» |
|
ЕН ИСО 12100-2:2003 (ИСО 12100-2:2003) |
IDT |
ГОСТ Р ИСО 12100-2-2007 «Безопасность машин. Основные понятия, общие принципы конструирования. Часть 2. Технические принципы» |
|
ЕН ИСО 13849-1:2006 (ИСО 13849-1:2006) |
IDT |
ГОСТ Р ИСО 13849-1-2003 «Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования» |
|
ЕН ИСО 13849-2:2003 (ИСО 13849:2003) |
- |
* |
|
ИСО 7568:1996 |
- |
* |
|
ИСО 7960:1995 |
- |
* |
|
ГД 22.4.S4:2004 |
- |
* |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного, европейского регионального стандарта. Перевод данного международного, европейского регионального стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. |
||
Приложение ДБ
(справочное)
Таблица ДБ.1
|
Обозначение национального стандарта |
Наименование национального стандарта |
|
Оборудование деревообрабатывающее. Требования безопасности к конструкции |
|
|
ССБТ Системы вентиляционные. Методы аэродинамических испытаний |
|
|
ССБТ Системы вентиляционные. Общие требования |
|
|
(СТ СЭВ 1578-79) |
Деревообрабатывающее оборудование. Станки фуговальные. Основные параметры |
|
Деревообрабатывающее оборудование. Станки фуговальные. Нормы точности |
|
|
(ИСО 7568-86) |
Деревообрабатывающее оборудование. Станки рейсмусовые. Основные параметры. Нормы точности и жесткости |
Библиография
Ключевые слова: деревообрабатывающие станки, фуговально-рейсмусовые станки, ручная подача, опасности, риски, обеспечение безопасности, ограждение, предотвращение несчастных случаев, конструкция, спецификация