 | Информационная система | |
Технический комитет по стандартизации
«Трубопроводная арматура и сильфоны» (ТК 259)
Закрытое акционерное общество
«Научно-производственная фирма
«Центральное конструкторское бюро арматуростроения»

СТАНДАРТ ЦКБА
СТ ЦКБА 103-2011
Арматура трубопроводная
ПАССИВИРОВАНИЕ
ЗАГОТОВОК, ОТЛИВОК,
УЗЛОВ И ДЕТАЛЕЙ ИЗ КОРРОЗИОННОСТОЙКИХ
СТАЛЕЙ И СПЛАВОВ
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»)
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом от «13» 07.2011 г. № 44
3 СОГЛАСОВАН Техническим комитетом по стандартизации «Трубопроводная арматура и сильфоны» (ТК 259)
4 РАЗРАБОТАН НА ОСНОВЕ РД 302-07-19-92 «Пассивирование заготовок, отливок, узлов и деталей трубопроводной арматуры из коррозионностойких сталей и сплавов. Типовые технологические процессы»
СОДЕРЖАНИЕ
СТ ЦКБА 103-2011
|
СТАНДАРТ ЦКБА |
|
Арматура трубопроводная ПАССИВИРОВАНИЕ
ЗАГОТОВОК, ОТЛИВОК, |
Дата введения 01.01.2012
1 Область применения
Настоящий стандарт распространяется на процессы химического пассивирования и травления заготовок, отливок, деталей и узлов трубопроводной арматуры, изготовленных из коррозионностойких сталей и сплавов и устанавливает последовательность выполнения и параметры основных технологических операций, входящих в процесс химического пассивирования в зависимости от вида и материала заготовок, деталей и узлов, а также требования, предъявляемые к качеству обработанной поверхности, способы приготовления и корректировки растворов, меры, обеспечивающие экологическую безопасность применяемой технологии.
2 Нормативные ссылки
ГОСТ 12.3.008-75 Система стандартов безопасности труда. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности
ГОСТ 12.1.014-84 Система стандартов безопасности труда. Метод измерения концентраций вредных веществ индикаторными трубками
ГОСТ 12.1.016-79 Система стандартов безопасности труда. Воздух рабочей зоны. Требования к методикам измерения концентраций вредных веществ
ГОСТ 12.1.019-79 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 201-76 Тринатрийфосфат. Технические условия
ГОСТ 701-89 Кислота азотная концентрированная. Технические условия
ГОСТ 2263-79 Натр едкий технический. Технические условия
ГОСТ 2768-84 Ацетон технический. Технические условия
ГОСТ 5100-85 Сода кальцинированная техническая. Технические условия
ГОСТ 6552-80 Реактивы. Кислота ортофосфорная. Технические условия
ГОСТ 9179-77 Известь строительная. Технические условия
ГОСТ 10484-78 Реактивы. Кислота фтористоводородная. Технические условия
ГОСТ 12966-85 Алюминия сульфат технический очищенный. Технические условия
ГОСТ 13078-81 Стекло натриевое жидкое. Технические условия
ГОСТ 17299-78 Спирт этиловый технический. Технические условия
ГОСТ 23844-79 Хладон 113. Технические условия
ТУ 38.401-67-108-92 Нефрасы С2-80/120 и С3-80/120. Технические условия
3 Общие положения
3.1 Химическое пассивирование поверхности заготовок, деталей и узлов арматуры, изготовленных из коррозионностойких сталей и сплавов производится с целью:
- очистки поверхности от окалины, окислов;
- улучшения внешнего вида, осветления поверхности;
- повышения коррозионной стойкости;
- выявления дефектов отливок, сварных швов и наплавленного металла.
Процесс пассивирования заключается в растворении химическим способом вкраплений частиц углеродистого материала после удаления окалины механическим способом и в формировании тонкой защитной пленки на поверхностях коррозионностойкого материала, либо в размягчении окалины химическим способом с последующим ее удалением неметаллическими щетками.
3.2 Химическое пассивирование назначается в том случае, когда конструкция детали или узла обеспечивает полное удаление остатков кислоты при последующей промывке. При наличии в деталях и узлах карманов, узких каналов, глухих гладких и резьбовых отверстий, не позволяющих полностью удалить остатки кислоты, а также на сборках трубопроводов (труба, штуцер, гайка), имеющих разные марки сталей, химическая обработка, включая операции травления и пассивирования, не производится.
3.3 В зависимости от назначения изделий, типа узлов и деталей, марки материала, из которых они изготовлены, устанавливается вид химической обработки по одному из режимов, рекомендуемых настоящим стандартом.
3.4 Необходимость химической обработки деталей и узлов арматуры должна быть указана в чертежах. В технических требованиях чертежа делается запись, например:
«Покрытие Хим. пас. по режиму I по СТ ЦКБА 103-2011».
При использовании химической обработки для осветления, травления и пр. в литейном, кузнечно-штамповочном, сварочном и сильфонном производстве в технологической документации должна быть произведена аналогичная запись.
3.5 Перед термообработкой, сваркой и другими операциями, связанными с нагревом, детали, подлежащие химическому пассивированию, с целью предотвращения образования трудноудаляемой окалины и пригаров, необходимо очистить от смазки и прочих жировых загрязнений.
4 Химическое пассивирование деталей и узлов арматуры
4.1 Режимы химического пассивирования деталей и узлов арматуры
4.1.1 Пассивирование производится по следующим режимам:
- режим I - для деталей и узлов арматуры из коррозионно-стойких сталей;
- режим II - для деталей арматуры, предназначенной для спецпродуктов;
- режим III - для сильфонных сборок с многослойными сильфонами;
- режим IV - для сильфонных сборок с однослойными сильфонами.
4.2 Режим I. Химическое пассивирование деталей и узлов арматуры из коррозионностойких сталей
4.2.1 Химическому пассивированию по режиму I подвергаются литые, кованные, штампованные и сварные заготовки, детали и узлы арматуры, изготовленные из сталей следующих марок 10Х18Н9Л, 12Х18Н9ТЛ, 12Х18Н12М3ТЛ, 16Х18Н12С4ТЮЛ, 07Х20Н25М3Д2ТЛ, 05Х18АН5ФЛ, 12X17, 14Х17Н2, 07Х16Н4Б, 07Х21Г7АН5, 08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т, 10Х18Н9, 12Х18Н9, 15Х18Н12С4ТЮ, Х32Н8, 06ХН28МДТ, 10Х17Н13М3Т, сплава ХН60ВТ, а также детали из указанных марок с наплавками стеллитом ВЗК, ПрВ3К, ЦН2, ЦН-6М, ЦН-6Л, ЦН-12М, УОНИ-13/Н1-БК, ЭЛ3-НВ1, 06Х20Н10М3Д3С4Л.
4.2.2 Детали, сборки и заготовки, включая отливки, поковки, штамповки подвергаются обработке по технологической схеме, указанной на рисунке 1.
4.2.3 Механическая очистка включает в себя дробеметную и дробеструйную обработку кругами и крацщетками.
Дробеметная обработка производится в дробеметных камерах. Очистка производится литой дробью марки ДЧЛ. В дробеструйных аппаратах используется металлическая дробь или металлический песок различных фракций от 0,15 до 1,00 мм.
Зернистость дроби и давление воздуха в дробеструйных аппаратах выбирают в зависимости от толщины стенок обрабатываемых деталей и состояния поверхности.

Рисунок 1 - Технологическая схема химического пассивирования по режиму I
Резьбу и другие поверхности, не подлежащие механической очистке, изолируют при помощи резиновых насадок и колец.
Интервал времени между дробеметной (дробеструйной) обработкой и последующей пассивацией не должен превышать более 8 часов.
При использовании для механической очистки нержавеющих материалов (дробь, крацщетки), при условии полной очистки от окалины заготовок, деталей и узлов, допускается операции химической пассивации не производить.
Обезжиривание производится химическим или электрохимическим способом путем погружения деталей в ванну с щелочным раствором следующего состава:
- натр едкий по ГОСТ 2263 - 50 - 70 г/л;
- сода кальцинированная по ГОСТ 5100 - 30 - 40 г/л;
- тринатрийфосфат по ГОСТ 201 - 15 - 20 г/л;
- жидкое стекло натриевое по ГОСТ 13078 - 5 г/л.
Температура раствора - от 50 °С до 70 °С;
Время выдержки - от 15 до 20 мин.
При химическом обезжиривании, удаление органических жиров и минеральных масел достигается благодаря наличию в щелочном растворе специально добавляемых эмульгаторов, таких как тринатрийфосфат, жидкое натриевое стекло - веществ, которые проникают между частицами загрязнений и металлом, отделяют их таким образом от поверхности детали и удерживают в виде устойчивой эмульсии. В растворе для электрохимического обезжиривания к действию эмульгаторов добавляется очень эффективное и интенсивное удаление загрязняющих частиц с поверхности детали пузырьками выделяющегося газа (водорода - при катодном процессе и кислорода при анодном). Надежное обезжиривание без эмульгаторов, даже при интенсивном газовыделении в электрохимическом процессе, практически невозможно.
Электрохимическое обезжиривание может производиться в ванне того же состава при плотности тока от 5 до 10 А/дм2, температуре от 60 °С до 70 °С.
Допускается использовать другие составы растворов, обеспечивающие полное обезжиривание обрабатываемой поверхности.
4.2.5 После обезжиривания детали необходимо промыть в горячей проточной воде при температуре от 70 °С до 90 °С, а затем в холодной проточной воде.
Минимальная продолжительность промывки - 20 с.
4.2.6 Пассивирование заготовок, деталей и узлов из выше перечисленных марок сталей производится в растворе кислоты азотной концентрированной по ГОСТ 701 - от 250 до 350 г/л.
Температура раствора - от 18 °С до 30 °С;
Время выдержки - от 0,5 до 2,0 часов (в зависимости от состояния поверхности).
4.2.8 После пассивирования и последующей нейтрализации детали тщательно промываются многократным погружением в ванну с холодной проточной водой (не менее трех раз), а затем промываются в ванне с горячей проточной водой при температуре от 60 °С до 90 °С.
4.2.9 Литые заготовки с трудноудаляемой окалиной из сталей марок 15Х18Н12С4ТЮ и 12X18Н9, а также заготовки из других сталей при неудовлетворительном состоянии поверхности после пассивирования проходят весь цикл обработки, начиная с дробеструйной, повторно.
На поверхностях, наплавленных твердыми износостойкими материалами, пассивирование следует производить до окончательной механической обработки (притирки).
4.2.11 Сушка производится одним из трех способов:
- на воздухе при комнатной температуре;
- в сушильном шкафу или калорифере при температуре от 50 °С до 80 °С;
- обдувкой теплым сжатым воздухом, очищенным от пыли, влаги и масла.
4.2.12 После сушки производится визуальный контроль состояния внешней поверхности обработанных заготовок, отливок деталей и узлов в соответствии с разделом 7 настоящего стандарта. При неудовлетворительном состоянии поверхности заготовок, деталей и узлов все технологические операции производятся повторно.
4.2.13 В тех случаях, когда удаление окалины механическим способом невозможно (чистовые детали после термообработки) следует производить травление в азотно-плавиковых растворах.
4.2.13.1 Травление обеспечивает химическое удаление окалины и окисных пленок после операций, связанных с термическим воздействием с образованием окислов (наплавки, сварки и термообработки).
4.2.13.2 Травлению подвергаются детали и узлы из сталей марок, перечисленных в 4.2.1 за исключением сталей с содержанием никеля менее 8 %, например 14Х17Н2, 12X17.
4.2.13.3 Технологическая схема процесса травления состоит из последовательно производимых операций, представленных на рисунке 2.
4.2.13.4 Операции химического обезжиривания и последующей промывки производится в соответствии с 4.2.4, 4.2.5.
4.2.13.5 Травление деталей и узлов производится в растворе следующего состава:
- кислота азотная концентрированная по ГОСТ 701 - от 150 до 250 г/л;
- кислота фтористоводородная по ГОСТ 10484 - от 50 до 80 г/л.
Температура раствора - от 18 °С до 30 °С.
Время выдержки - от 0,3 до 10 часов в зависимости от состояния поверхности металла и концентрации в ванне.
4.2.13.6 При обработке деталей, имеющих наплавки, необходимо учитывать требования, изложенные в 4.2.10.
4.2.13.7 Операция нейтрализации производится в соответствии с 4.2.7.
4.2.13.8 Промывочная операция после травления и нейтрализации производится многократным погружением в ванну с холодной водой.
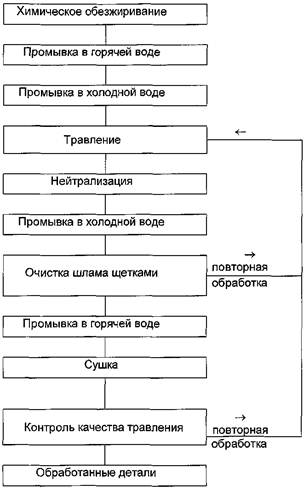
Рисунок 2 - Технологическая схема процесса травления
4.2.13.9 Окалина, размягчения в процессе травления, травильный шлам с поверхности удаляются тщательной очисткой неметаллическими щетками и смывом водой.
Если в результате очистки щетками не удается удалить окалину и шлам, то необходимо повторно обработать детали в растворе травления.
4.2.13.10 Промывка после очистки шлама производится в горячей проточной воде при температуре от 70 °С до 90 °С.
4.2.13.11 Сушка производится в соответствии с 4.2.11.
4.2.13.12. Контрольные операции производятся в соответствии с 4.2.12.
4.2.13.13 После травления в азотно-плавиковом растворе пассивирование допускается не производить.
4.3 Режим II. Химическое пассивирование деталей арматуры, предназначенной для спецпродуктов
4.3.1 Химическому пассивированию по режиму II подвергаются изделия в собранном виде из сталей марок 08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т и 14Х17Н2, предназначенные для работы в среде со спецпродуктами (типа 030 и амидола).
Химическое пассивирование по режиму II обеспечивает тщательную очистку от масел, продуктов окисления стали (пленок, окалины и др.) и придает ей каталитическую инертность при работе со спецпродуктами.
4.3.2 Перед химическим пассивированием сварные швы и околошовные зоны деталей подвергаются механической очистке с целью полного удаления окалины и остатков флюса.
4.3.3 Детали и узлы, входящие в состав арматуры, предназначенной для работы со спецпродуктами, перед пассивированием по режиму II должны быть полностью химически обработаны по режиму I, а сильфонные сборки (в зависимости от типа сильфонов) - по режиму III или IV настоящего стандарта.
4.3.4 Химическое пассивирование по режиму II включает в себя операции, указанные на рисунке 3.
4.3.5 При сборке рабочие поверхности деталей арматуры должны быть защищены от загрязнений; с этой целью необходимо обеспечить чистоту рабочего места, инструмента, используемой ветоши и пр.
4.3.6 Для обезжиривания собранные изделия заливаются хладоном с выдержкой в течение от 10 до 15 минут. Вместо хладона для обезжиривания арматуры, предназначенной для работы в среде, содержащей продукт 030 допускается применять ацетон, для сред с амидолом - бензин «Калоша».

Рисунок 3 - Технологическая схема химического пассивирования по режиму II
4.3.7 После слива растворителя производится сушка арматуры продувкой теплым фильтрованным воздухом (температура от 50 °С до 60 °С) до полного удаления растворителя.
4.3.8 Пассивирование арматуры для сред, содержащих продукт 030, представляет собой операцию промывки собранной и обезжиренной арматуры 30 %-ным раствором спецпродукта. Пассивирование производится непосредственно перед началом эксплуатации арматуры.
После сборки и обезжиривания арматура для работы в средах, содержащих амидол, не пассивируется из-за токсичности и взрывоопасности продукта. Пассивирование производится амидолом только в составе агрегата или системы, на которых она установлена.
4.3.9 Для предохранения внутренних полостей арматуры от загрязнений при транспортировке и хранении ее, патрубки должны быть закрыты заглушками в соответствии с конструкторской документацией.
4.4 Режим III. Химическое пассивирование сильфонных сборок с многослойными сильфонами
4.4.1 Химическому пассивированию по режиму III подвергаются наружные поверхности сборок с многослойными сильфонами, имеющие детали из коррозионностойких сталей марок 08X18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, 10Х17Н13М3Т, ХН60ВТ.
Цель обработки - повысить коррозионную стойкость деталей путем удаления с их поверхности следов углеродистой стали от металлических крацщеток и режущего инструмента и образования пассивной пленки.
4.4.2 Сварные швы на сильфонных сборках, поступающих на химическую обработку, не должны иметь трещин, наплывов, прожогов, незаверенных кратеров, подрезов, пор и шлаковых включений.
4.4.3 Химическая обработка сильфонных сборок должна производиться так, чтобы гарантировать внутренние полости от попадания химических растворов.
4.4.4 Технологическая схема обработки деталей по режиму III состоит из последовательно производимых операций, указанных на рисунке 4.
4.4.5 Операции химического обезжиривания производятся в соответствии 4.2.4.
При использовании для обезжиривания горячего щелочного раствора следует учитывать, что на верхних фланцах сильфонных сборок, которые не подвергаются обработке во избежание попадания в сильфоны используемых щелочных растворов, может выкристаллизовываться белый налет щелочи, который впоследствии должен быть удален протиркой ветошью, смоченной раствором фосфорной кислоты в спирте (200 мл фосфорной кислоты на литр этилового спирта).
4.4.6 Операция промывки после обезжиривания производятся в соответствии с 4.2.5.
4.4.7 Травление производится в растворе, содержащем от 150 до 200 г/л фосфорной кислоты при температуре от 70 °С до 80 °С, продолжительность травления от 15 до 25 минут.
4.4.8 После травления сильфонные сборки подвергаются промывке в холодной проточной воде с обработкой волосяными щетками.
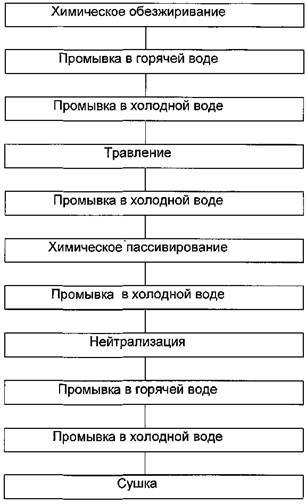
Рисунок 4 - Технологическая схема обработки деталей по режиму III
4.4.9 Пассивирование производится в растворе, содержащем от 200 до 300 г/л азотной кислоты по ГОСТ 701, при температуре от 18 °С до 30 °С в течение 20 минут.
4.4.10 После пассивирования сильфонные сборки промываются в холодной проточной воде.
4.4.12 По окончании нейтрализации сборки промываются в горячей проточной воде со встряхиванием, температура воды - от 70 °С до 90 °С.
4.4.13 Промывка в холодной проточной воде производится путем многократного (не менее трех раз) погружения сильфонной сборки в ванну до нейтральной реакции промывной воды, оставшейся на поверхности сильфонных сборок, по универсальной индикаторной бумаге.
При использовании для промывочных операций воды хозяйственно-питьевого и промышленного водоснабжения или природной жесткой воды с общей жесткостью (сумма временной и постоянной жесткости) свыше 1,5 мг-экв/л (до 40 мг окиси кальция в литре воды) детали перед сушкой должны промываться в конденсате или дистиллированной воде с температурой от 80 °С до 100 °С, время выдержки - 0,5 минут.
Допускается сушку производить в калорифере при температуре от 50 °С до 80 °С с последующей протиркой сильфонов бязью.
4.5 Режим IV. Химическое пассивирование сильфонных сборок с однослойными сильфонами.
4.5.1 Химической обработке по режиму IV подвергаются наружные поверхности сильфонных сборок с однослойными сильфонами, в том числе имеющие швы, выполненные короткоимпульсной контактной сваркой.
4.5.2 Сильфонные сборки, обрабатываемые по режиму IV, должны быть предохранены от попадания во внутренние полости всех используемых растворов.
4.5.3 Технологическая схема обработки по режиму IV состоит из последовательно производимых операций, указанных на рисунке 5.
4.5.4 Операция обезжиривания производится в соответствии с 4.2.4.

Рисунок 5 - Схема обработки сильфонных сборок по режиму IV
4.5.5 Промывка после обезжиривания производится в соответствии с 4.2.5.
4.5.6 Химическое пассивирование сильфонных сборок с однослойными сильфонами производится в растворе, содержащем 300 г/л азотной кислоты, при температуре от 15 °С до 25 °С в течение 3 часов.
4.5.7 После пассивирования сборки промываются в холодной проточной воде.
4.5.8 Операции нейтрализации, последующей промывки, сушки выполняются в соответствии с пунктами 4.4.11 - 4.4.14.
5 Оборудование для химической обработки деталей и узлов арматуры
5.1 Для подготовительных операций, операций промывки и нейтрализации используется типовое для гальванических участков оборудование. Процессы ведутся в стационарных ваннах.
5.2 Ванны для процессов пассивирования, травления в азотно-плавиковой смеси должны быть оснащены бортовыми отсосами из нержавеющей стали или винипласта.
5.3 Для проведения полного комплекса операций на участке должна быть площадка для шланговой промывки, монтажные столы, сушильные шкафы или калориферы.
5.4 Участок должен быть оснащен подъемно-транспортным оборудованием (кран-балки, тельферы) и другими средствами механизации.
6 Контроль и корректирование растворов
6.1 Применяемые реактивы должны удовлетворять требованиям следующих стандартов:
- кислота азотная (концентрированная) - по ГОСТ 701;
- кислота ортофосфорная термическая - по ГОСТ 6552;
- кислота фтористоводородная - по ГОСТ 10484;
- сода кальцинирования техническая - по ГОСТ 5100;
- натр едкий технический - по ГОСТ 2263;
- тринатрийфосфат - по ГОСТ 201;
- стекло натриевое жидкое - по ГОСТ 13078;
- спирт этиловый технический - по ГОСТ 17299;
- хладон 113 - по ГОСТ 23844;
- бензин «Калоша» - по ТУ 38.401-67-108-92;
- ацетон - по ГОСТ 2768;
- известь строительная - по ГОСТ 9179;
- алюминия сульфат технический - по ГОСТ 12966.
6.2 Применяемый при обезжиривании щелочной раствор при длительном использовании подвергается химическому анализу на основные компоненты не реже 1 раза в две недели. Если концентрация не соответствует предложенному составу, то раствор корректируют.
6.3 Анализ травильных и пассивирующих растворов производится не реже 1 раза в неделю на основные составные компоненты и наличие ионов железа. Накопление железа отрицательно сказывается на качестве отделки обрабатываемых деталей - появляются темные окисные пленки и затравы. При накоплении железа 20 г/л и более (в пересчете на металлическое) - раствор следует сменить.
6.4 Корректирование растворов производится по данным химического анализа путем добавления недостающих компонентов. При уменьшении содержания в растворах травления и пассивирования азотной кислоты возникает опасность точечного травления поверхности деталей.
6.5 Не реже 1 раза в сутки корректируется рН нейтрализующего раствора. Раствор пригоден для дальнейшего использования при рН не менее 6.
7 Технические требования к качеству обрабатываемой поверхности
7.1 Пассивные пленки должны быть бесцветными.
7.2 На поверхности химически обработанных деталей не допускаются:
а) следы неотмытых солей;
б) растравливание поверхности деталей;
в) непрозрачные окрашенные окисные пленки;
г) продукты коррозии;
д) остатки окалины, кроме указанных в 7.3.
7.3 На поверхности химически обработанных деталей допускаются:
а) следы механической обработки деталей;
б) незначительные риски, забоины, царапины и другие повреждения поверхности, которые имелись до пассивации;
в) цвета побежалости различных оттенков в зоне сварки и местах гибки;
г) светлые матовые пятна в местах удаления продуктов коррозии;
е) остатки окалины в виде отдельных черных точек или их скопления на поверхности металла, не удаляемые механическим складыванием стальной иглой.
7.4 Пассивированные детали контролируются визуально по состоянию поверхности и внешнему виду.
8 Обезвреживание отработанных растворов пассивирования, травления и промывных сточных вод
8.1 Отработанные растворы пассивирования, промывные сточные воды и другие отработанные растворы, не содержащие фтор-ионы, обрабатываются по стандартной технологии, принятой для реагентной очистки.
Вышеуказанные растворы и промывные воды следует подщелачивать (10 %-ным раствором кальцинированной соды или от 5 %-ным до 10 %-ным раствором извести) до значений рН = 9,5 - 9,7. При этом кислота, содержащаяся в растворах, нейтрализуется, а растворенные тяжелые металлы выпадают в осадок, который оседает в отстойниках.
8.2 При использовании травильных растворов на основе фтористоводородной кислоты, требуются дополнительные меры, уменьшающие сброс фтор-ионов в сточные воды.
8.2.1 В технологическую цепь необходимо включить ванну улавливания после ванны травления, которая позволит в несколько раз снизить концентрацию фтор-ионов в промывных водах.
8.2.2 Обезвреживание отработанных травильных растворов и растворов ванны улавливания производится известью до значения рН = 10,5 - 11,0 обрабатываемого раствора. Далее производится отстаивание растворов, после чего остаточная концентрация фтор-ионов составляет от 20 до 40 мг/л.
8.2.3 Дальнейшее снижение содержания концентрации фтор-ионов в обезвреженных растворах и в промывных сточных водах до значений ПДК (от 0,2 до 1,0 мг/л в зависимости от региональных требований) достигается за счет разбавления стоков другими сточными водами.
8.2.4 При отсутствии возможности разбавления фторосодержащих стоков для дальнейшего понижения концентрации фтор-ионов используется дополнительная обработка сточных вод раствором трикальцийфосфата (Са3(РO4)2) - 500 мг/л или раствором сернокислого алюминия (Al2(SO4)3) от 350 до 400 мг/л.
8.2.5 Время перемешивания сточной воды с раствором трикальцийфосфата составляет 15 минут, а с раствором сернокислого алюминия - 1,5 часа. Время отстаивания в первом случае - 1,0 час, во втором случае - 1,5 часа, а величина рН 6 - 7,5 в обоих случаях.
8.2.6 Для обезвреживания наиболее концентрированных растворов травления на первом этапе обезвреживания следует использовать известь - пушонку или 20 %-ный раствор известкового молока.
8.3 Осадки, полученные при обезвреживании отработанных растворов и промывных вод, подлежат обезвоживанию вместе с другими гальваническими осадками и захоронению в специально отведенных для этого местах.
9 Требования безопасности
9.1 Требования безопасности при проведении процесса химической обработки заготовок, отливок, узлов и деталей трубопроводной арматуры - в соответствии с ГОСТ 12.3.008.
9.2 При работе с компонентами травильных и пассивирующих растворов, растворов для обезжиривания, необходимо выполнять требования безопасности, изложенные в НД на применяемые вещества, приведенные в 6.1.
Все химические реагенты, требуют особого обращения и специальных средств защиты. Производственный персонал должен постоянно получать необходимую информацию о применяемых химических реагентах, рисках при работе и мерах защиты, а также пройти специальное обучение и инструктаж с отметками в журнале регистрации инструктажа на рабочем месте до выполнения работ.
9.3 Рабочие, занятые на работах по химической обработке, должны быть обеспечены средствами защиты согласно ГОСТ 12.4.011.
9.4 При работе с электрическими приборами необходимо соблюдать требования ГОСТ 12.1.019.
9.5 Работы по обезвреживанию отработанных растворов пассивирования, травления и промывных сточных вод согласно разделу 8 настоящего стандарта.
9.6 Анализ проб воздуха на содержание вредных веществ следует производить по методикам, разработанным в соответствии с ГОСТ 12.1.014 и ГОСТ 12.1.016.
9.7 Выбросы воздуха после сушки должны соответствовать ГОСТ 17.2.3.02.
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в документе |
№ документа |
Вход. № сопроводит. документа и дата |
Подпись |
Дата |
|||
|
Измененных |
Замененных |
новых |
аннулированных |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Генеральный директор ЗАО «НПФ «ЦКБА» |
В.П. Дыдычкин |
|
|
Заместитель генерального директора - директор по научной работе |
Ю.И. Тарасьев |
|
|
Заместитель генерального директора - главный конструктор |
В.В. Ширяев |
|
|
Заместитель директора - начальник технического отдела |
С.Н. Дунаевский |
|
|
Начальник научно-исследовательской лаборатории материаловедения и технологии изготовления |
Е.С. Семенова |
|
|
Исполнитель: Зам. нач. научно-исследовательской лаборатории материаловедения и технологии изготовления |
Т.Е. Журкович |
|
|
СОГЛАСОВАНО: Председатель ТК 259 |
М.И. Власов |
|
|
Начальник 1024 ВП МО РФ |
Г.Г. Гусев |