 | Информационная система | |
РЕКОМЕНДАЦИЯ
КАЛИБРЫ РЕЗЬБОВЫЕ ЦИЛИНДРИЧЕСКИЕ
МЕТОДИКА КОНТРОЛЯ
МИ 1904-88
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
1989
РЕКОМЕНДАЦИИ ПО МЕТРОЛОГИИ
|
РЕКОМЕНДАЦИЯ Калибры
резьбовые цилиндрические. |
МИ 1904-88 |
Дата введения 01.05.89
Настоящая рекомендация распространяется на цилиндрические резьбовые калибры, выпускаемые из производства по ГОСТ 1623-89, ГОСТ 2533-88, ГОСТ 3199-84, ГОСТ 10071-79, ГОСТ 10278-81, ГОСТ 13798-68, ГОСТ 14747-88, ГОСТ 24997-81, ГОСТ 25578-83, ТУ 41.13.44-88, ТУ 41.13.46-88, ремонта и находящиеся в эксплуатации, и устанавливает методику их контроля.
Настоящую рекомендацию допускается применять и для контроля других цилиндрических резьбовых калибров с аналогичным профилем резьбы.
1. ОПЕРАЦИИ И СРЕДСТВА КОНТРОЛЯ
1.1. При проведении контроля должны быть выполнены операции и применены средства контроля, указанные в табл. 1.
Таблица 1
|
Номер пункта рекомендации |
Измерительные и вспомогательные средства контроля и их нормативно-технические характеристики |
Обязательность проведения операции при |
|||
|
выпуске из производства |
выпуске после ремонта |
эксплуатации и хранении |
|||
|
Внешний осмотр |
Лупа с увеличением в 2 - 3´ и 7 - 10´ по ГОСТ 25706-83 |
Да |
Да |
Да |
|
|
Определение шероховатости поверхности |
Образцы
шероховатости поверхности (сравнения) по ГОСТ 9378-75 или образцы
деталей с отклонением среднего значения Ra от номинального лупа с увеличением в 2 - 3´ и 7 - 10´ по ГОСТ 25706-83 |
Да |
Да |
Нет |
|
|
Определение наружного диаметра калибров-пробок |
Оптиметры: вертикальный типов ОВО-1 и ОВЭ-1 и горизонтальный типов ОГО-1 и ОГЭ-1; горизонтальный длиномер типов ИКУ-2, ИЗГ-5; вертикальный длиномер типа ДВО или ДВЭ и типа ИЗВ-5; оптико-механическая машина типа ИЗМ для измерения длин; предметный стол к оптико-механической машине для деталей массой до 60 кг; пружинные головки типов 1ИГП, 2ИГП, 5ИГП, 10ИГП, 1ИГПУ и 1ИГПР по ГОСТ 6933-81; пружинно-оптическая головка типа 05П по ГОСТ 10593-74; стойки типов C-I и С-II по ГОСТ 10197-70; измерительные наконечники типов НГП-8 и НГП-15 1-го класса по ГОСТ 11007-66; рычажные микрометры типов МР и МРИ по ГОСТ 4381-87; настольный микрометр со стрелочным отсчетным устройством типа МН-1; скобы с отсчетным устройством типа СР по ГОСТ 11098-75; микрометры типа МК по ГОСТ 6507-78; концевые плоскопараллельные меры длины 3-го класса точности по ГОСТ 9038-83 или 5-го разряда по МИ 1604-87; универсальный измерительный микроскоп типа УИМ; прибор двухкоординатный типа ДИП-1 |
Да |
Да |
Да |
|
|
Определение внутреннего диаметра калибров-пробок |
Универсальный измерительный микроскоп типа УИМ; инструментальный микроскоп типов БМИ и ММИ; прибор двухкоординатный типа ДИП-1; проекторы типов БП и ЧП |
Да |
Нет |
Нет |
|
|
Определение шага резьбы калибров-пробок |
Универсальный измерительный микроскоп типа УИМ; инструментальный микроскоп типов БМИ и ММИ; прибор двухкоординатный типа ДИП-1; повышенные центры типа СТ-2; измерительные ножи по ГОСТ 7013-67; специальное приспособление с шаровым наконечником (приложение 1); специальное приспособление с шаровым наконечником и риской (приложение 2); проектор типа БП; концевые плоскопараллельные меры длины 3-го класса точности по ГОСТ 9088-83 или 5-го разряда по МИ 1604-87; |
Да |
Да |
Нет |
|
|
Определение половины угла наклона боковой стороны резьбы калибров-пробок |
Универсальный измерительный микроскоп типа УИМ; прибор двухкоординатный типа ДИП-1; повышенные центры типа СТ-2; измерительные ножи по ГОСТ 7013-67; резьбовые специально заточенные ножи (приложение 3); лупа с увеличением в 7 - 10´ по ГОСТ 25706-83; инструментальный микроскоп типов БМИ и ММИ; накладной микроскоп типа НМР |
Да |
Да |
Нет |
|
|
Проверка прямолинейности боковых сторон профиля резьбы калибров-пробок |
Универсальный измерительный микроскоп типа УИМ; прибор двухкоординатный типа ДИП-1; повышенные центры типа СТ-2; резьбовые специально заточенные ножи (приложение 3); инструментальный микроскоп типов БМИ и ММИ |
Да |
Да |
Нет |
|
|
Проверка профиля калибров-пробок для круглой резьбы патронов электрических ламп |
Проекторы типов БП и ЧП; специальный шаблон (приложение 4) |
Да |
Нет |
Нет |
|
|
Определение среднего диаметра калибров-пробок |
Универсальный измерительный микроскоп типа УИМ; прибор двухкоординатный типа ДИП-1; оптиметры: вертикальный типов ОВО-1 и ОВЭ-1 и горизонтальный типов ОГО-1 и ОГЭ-1; горизонтальный длиномер типов ИКУ-2, ИЗГ-5; вертикальный длиномер типа ИЗВ-5; измерительный столик типа СТ-5; оптико-механическая машина для измерения длин; предметный стол к оптико-механической машине для деталей массой до 60 кг; пружинные головки типов 05ИГП, 05ИГПУ, 05ИГПР, 1ИГП, 1ИГПУ и 1ИГПР по ГОСТ 6933-81; пружинно-оптическая головка типа 05П по ГОСТ 10593-74; стойки типов C-I и С-II по ГОСТ 10197-70; измерительные наконечники типов НГЛ-1, НГЛ-3, НГП-8, НГП-15 1-го класса по ГОСТ 11007-66; настольный микрометр со стрелочным отсчетным устройством типа МН-1; рычажные микрометры типов МР и МРИ по ГОСТ 4381-87; скобы с отсчетным устройством типа СР по ГОСТ 11098-75; концевые плоскопараллельные меры длины 2-го и 3-го классов по ГОСТ 9038-83 или 4-го и 5-го разрядов по МИ 1604-87; измерительные проволочки и ролики по ГОСТ 2475-88; измерительные ножи по ГОСТ 7013-67; специальное приспособление с шаровым наконечником (приложение 1) |
Да |
Да |
Да |
|
|
Определение рабочей высоты профиля калибров-пробок НЕ, КПР-НЕ (3), К-И (6), ПР (34), СР, CP1, СР2 |
Инструментальный микроскоп типов БМИ и ММИ; прибор двухкоординатный типа ДИП-1; повышенные центры типа СТ-2; проектор типа БП; универсальный измерительный микроскоп типа УИМ; накладной микроскоп типа НМР |
Да |
Нет |
Нет |
|
|
Определение ширины выступов калибров-пробок, для труб колонкового геологоразведочного бурения и геологоразведочных бурильных труб ниппельного соединения |
Универсальный измерительный микроскоп типа УИМ; прибор двухкоординатный типа ДИП-1; повышенные центры типа СТ-2; измерительные ножи по ГОСТ 7013-97; инструментальный микроскоп типов БМИ и ММИ |
Да |
Да |
Да |
|
|
Проверка среднего диаметра калибров-колец |
Контрольные калибры-пробки: КПР-ПР, КПР-НЕ, КНЕ-ПР, КНЕ-НЕ; |
Да |
Да |
Нет |
|
|
У-ПР, У-НЕ, К-И, КИ-НЕ по ГОСТ 3199-84, ГОСТ 10071-79, ГОСТ 10278-81, ГОСТ 1623-61, ГОСТ 2533-88, ГОСТ 14747-88, ГОСТ 13798-68, ГОСТ 24997-81 |
Да |
Да |
Да |
||
|
Проверка ширины впадин калибров-колец для резьб труб колонкового геологоразведочного бурения и геологоразведочных бурильных труб ниппельного соединения |
Контрольные калибры-пробки: У-ПР, У-НЕ, К-И, КИ-НЕ по ТУ 41.13.44-88 и КРП-ПР, КПР-НЕ, КНЕ-ПР, КНЕ-НЕ, К-И, КИ-НЕ, КСП-ПР и КСП-НЕ по ТУ 41.13.46-88 |
Да |
Да |
Да |
|
|
Проверка профиля калибров-колец для круглой резьбы цоколей электрических ламп |
Универсальный измерительный микроскоп типа УИМ; прибор двухкоординатный типа ДИП-1; инструментальный микроскоп типов БМИ и ММИ; проектор типа БП; специальный шаблон (приложение 4) |
Да |
Нет |
Нет |
|
|
Проверка наружного диаметра калибров-колец |
Контрольные калибры-пробки: КПР-ПР, КНЕ-ПР, У-ПР и У-НЕ по ГОСТ 24997-81, ГОСТ 3199-84, ГОСТ 10071-79, ГОСТ 10278-81, ТУ 41.13.44-88, ТУ 41.13.46-88, ГОСТ 14747-88, ГОСТ 13798-68, ГОСТ 1623-61 |
Да |
Нет |
Нет |
|
|
Проверка внутреннего диаметра калибров-колец |
Плоскопараллельные концевые меры длины класса точности 2 по ГОСТ 9038-83 или 4-го разряда по МИ 1604-87; наборы принадлежностей к концевым мерам длины по ГОСТ 4119-76; калибры-пробки гладкие по ГОСТ 24851-81 ПР(11) и НЕ(12), рассчитанные по формулам ГОСТ 24853-81, исходя из допусков внутреннего диаметра калибров-колец по ГОСТ 24997-81 |
Да |
Да |
Да |
|
Примечание. Допускается применять средства контроля, не приведенные в табл. 1, но обеспечивающие контроль резьбовых калибров с требуемой точностью.
2. УСЛОВИЯ КОНТРОЛЯ И ПОДГОТОВКА К НЕМУ
2.1. При проведении контроля должны быть соблюдены условия:
2.1.1. Температура воздуха помещения, в котором проводят контроль калибров, должна быть 20 °С, с допускаемыми отклонениями, указанными в табл. 2.
2.1.2. Перед проведением контроля калибры должны быть промыты авиационным бензином по ГОСТ 1012-72 или бензином-растворителем по ГОСТ 443-76, протерты чистой хлопчатобумажной салфеткой и выдержаны в помещении, где проводят контроль на металлической плите или деревянном столе не менее срока, указанного в табл. 3.
Примечание. Время выдержки указано для случаев, когда температура калибров перед выдержкой отличается от температуры помещения не более чем на ±5 °С. При разности температур до ±10 °С выдержка должна быть увеличена в 1,5 раза.
2.3. Относительная влажность воздуха в помещении, где проводят проверку, не должна превышать 80 %.
Таблица 2
|
Рабочий калибр |
Контрольный калибр |
|||||
|
Допускаемое отклонение температуры, °С |
Допускаемое колебание температуры, °С |
Допускаемое отклонение температуры, °С |
Допускаемое колебание температуры, °С |
|||
|
в течение суток |
в течение часа |
в течение суток |
в течение часа |
|||
|
До 30 |
±8 |
4 |
0,4 |
±6 |
3 |
0,3 |
|
Св. 30 » 80 |
±6 |
3 |
0,3 |
±4 |
2 |
0,3 |
|
» 80 » 180 |
±4 |
2 |
0,3 |
±3 |
2 |
0,3 |
|
» 180 » 360 |
±4 |
2 |
0,3 |
±2 |
1 |
0,2 |
|
» 360 » 600 |
±3 |
1,5 |
0,2 |
±1,5 |
1 |
0,1 |
Таблица 3
|
Выдержка на металлической плите |
Выдержка на деревянном столе |
|||||
|
Рабочий калибр |
Контрольный калибр |
Рабочий калибр |
Контрольный калибр |
|||
|
Калибр-пробка |
Калибр-кольцо и калибр-скоба |
Калибр-пробка |
Калибр-кольцо и калибр-скоба |
|||
|
До 30 |
20 мин |
30 мин |
20 мин |
30 мин |
40 мин |
30 мин |
|
Св. 30 » 80 |
2 ч |
1 ч 30 мин |
2 ч 30 мин |
2 ч 30 мин |
2 ч |
3 ч |
|
» 80 » 180 |
3 ч 30 мин |
2 ч 30 мин |
5 ч |
5 ч |
3 ч 30 мин |
6 ч 30 мин |
|
» 180 » 360 |
5 ч 30 мин |
4 ч |
7 ч |
7 ч |
5 ч |
9 ч |
|
» 360 » 600 |
8 ч 30 мин |
4 ч |
10 ч |
10 ч |
5 ч |
12 ч |
3. ПРОВЕДЕНИЕ КОНТРОЛЯ
При проведении внешнего осмотра должно быть установлено соответствие калибров следующим требованиям.
На рабочих поверхностях калибров* не должно быть царапин, рисок, дробленостей, следов коррозии.
_____________
* На нерабочих поверхностях калибров допускаются царапины, забоины, неравномерность или частичное отсутствие хромового покрытия, наличие следов крепления, не нарушающих их эксплуатационных качеств.
При проверке калибров с шагом резьбы до 0,25 мм применяют лупы увеличением 7 - 10´, с шагом резьбы свыше 0,25 до 0,5 мм - 2 - 3´ и визуально при шаге резьбы свыше 0,5 мм.
Маркировка калибров должна быть четкой.
3.2. Определение шероховатости поверхности
Шероховатость поверхности калибров проверяют сравнением с образцами шероховатости поверхности или образцами деталей с применением лупы с увеличением в 7 - 10´ для калибров с шагом резьбы до 0,25 мм, увеличением в 2 - 3´ - свыше 0,25 до 0,5 мм и визуально при шаге резьбы свыше 0,5 мм.
Параметры шероховатости Ra не должны превышать значений, установленных в соответствующих стандартах на технические требования к калибрам.
3.3. Определение наружного диаметра калибров-пробок
3.3.1. Наружный диаметр калибров-пробок с полным числом витков определяют не менее чем в двух сечениях, перпендикулярных к оси. В одном из сечений диаметр измеряют в двух направлениях, расположенных приблизительно под углом 90°.
Наружный диаметр калибров-пробок с неполным числом витков измеряют в одном сечении в двух взаимно перпендикулярных направлениях.
Примечание. Наружный диаметр калибров-пробок, находящихся в эксплуатации, проверяют только у калибров-пробок вида ПР.
3.3.2. Средства и методы измерения наружного диаметра резьбовых калибров-пробок должны соответствовать указанным в табл. 4.
Таблица 4
|
Наименование калибра-пробки |
Наименование резьбы |
Диаметр калибра-пробки, мм |
|
|
Вертикальный оптиметр - методом сравнения с мерой или вертикальный длиномер - методом непосредственной оценки |
Контрольные рабочие и сортировочные |
Метрическая, дюймовая, трубная, трапецеидальная, упорная, упорная усиленная, круглая для санитарно-технической арматуры, геологоразведочных бурильных труб ниппельного соединения и труб колонкового геологоразведочного бурения |
Св. 3 до 180 |
|
Горизонтальный оптиметр - методом сравнения с мерой или горизонтальный длиномер - методом непосредственной оценки |
То же |
То же |
Св. 3 до 360 |
|
Измерительная машина со столом для деталей массой до 60 кг - методом непосредственной оценки |
Контрольные и рабочие |
» |
Св. 180 до 600 |
|
Пружинная или пружинно-оптическая головка с ценой деления 0,001 мм, 0,0006 мм - методом сравнения с мерой |
Контрольные, рабочие и сортировочные |
Метрическая, дюймовая, трубная, трапецеидальная, упорная, упорная усиленная, круглая для санитарно-технической арматуры, геологоразведочных бурильных труб ниппельного соединения и труб колонкового геологоразведочного бурения |
Св. 3 до 180 |
|
Настольный микрометр со стрелочным отсчетным устройством с веной деления 0,001 мм и измерительным усилием 0,5 Н (50 гс) - методом сравнения с мерой |
Контрольные, рабочие и сортировочные |
Метрическая |
От 0,25 до 3 |
|
Рычажные скобы с ценой деления 0,002 и 0,005 мм - методом сравнения с мерой |
Рабочие |
Метрическая, дюймовая, трубная, трапецеидальная, упорная, упорная усиленная, круглая для санитарно-технической арматуры, труб колонкового геологоразведочного бурения, геологоразведочных труб ниппельного соединения, круглая для цоколей и патронов электрических ламп |
Св. 6 до 150 |
|
Рычажные микрометры с ценой деления 0,002, 0,005 и 0,001 мм - методом непосредственной оценки |
То же |
То же |
Св. 6 до 600 |
|
Универсальный микроскоп, двухкоординатный прибор типа ДИП-1 - методом непосредственной оценки |
Контрольные, рабочие и сортировочные |
Метрическая, дюймовая, трубная, трапецеидальная, упорная, упорная усиленная, круглая для санитарно-технической арматуры, труб колонкового геологоразведочного бурения, геологоразведочных бурильных труб ниппельного соединения, круглая для цоколей и патронов электрических ламп |
От 0,25 до 250 |
3.3.3. Для определения наружного диаметра калибра-пробки методом сравнения с мерой применяют концевые меры 3-го класса или 5-го разряда. При измерениях на вертикальном и горизонтальном оптиметрах, и длиномерах на концевой измерительной машине и измерениях при помощи пружинных и пружинно-оптических головок используют плоские наконечники типа НГП-8 или НГП-15 1-го класса.
3.3.4. Наружный диаметр калибров-пробок размером до 3 мм измеряют на универсальном микроскопе при увеличении 50´. Правильность регулирования осветителя должна быть проконтролирована измерением аттестованного с точностью до 1 мкм гладкого цилиндрического калибра номинальным диаметром, близким к размеру проверяемого резьбового калибра. Результат измерения указанного калибра на микроскопе не должен отличаться от действительного значения его диаметра, измеренного контрольным методом, более чем на 2 мкм.
3.3.5. Отклонения наружного диаметра резьбовых калибров-пробок не должны выходить за пределы, указанные в соответствующих стандартах на проверяемые калибры.
3.3.6. Наружный диаметр калибров-пробок на двухкоординатном приборе типа ДИП-1 определяют в соответствии с руководством по его эксплуатации.
3.4. Определение внутреннего диаметра калибров-пробок
3.4.1. Внутренний диаметр калибров-пробок определяют на инструментальном или универсальном микроскопе, или на двухкоординатном приборе типа ДИП-1 проекционным методом, или на проекторе типа БП.
Пунктирную линию окулярной сетки микроскопа совмещают с линией, ограничивающей углубление внутреннего диаметра (черт. 1а), а для резьб с закругленной впадиной (кроме круглой резьбы для патронов электрических ламп, круглой резьбы санитарно-технической арматуры и трубной) с точками, в которых начинаются закругления профиля (черт. 1б). При измерении резьбы с закругленными впадинами необходим соответствующий наклон колонки, равный углу подъема резьбовой канавки, что следует учитывать при выборе микроскопа.

Черт. 1
Внутренний диаметр калибров-пробок до 100 мм может быть измерен на инструментальном микроскопе, до 150 мм - на проекторе типа БП, до 180 мм - на инструментальном микроскопе с повышенными центрами, до 250 мм - на универсальном микроскопе и двухкоординатном приборе типа ДИП-1 с повышенными центрами, от 200 до 400 мм - с применением накладного микроскопа типа НМР.
3.4.2. Если предел измерения примененных средств измерения недостаточен, допускается измерять высоту профиля вместо внутреннего диаметра, которую сравнивают со значением t2д, вычисленным по формуле
t2д = 1/2(dд - d1наиб), (1)
где dд - действительный размер наружного диаметра, мм;
d1наиб - наибольший предельный размер внутреннего диаметра калибра-пробки, мм.
Высота профиля не должна превышать расчетного значения.
3.4.3. Отклонения внутреннего диаметра резьбовых калибров-пробок не должны выходить за пределы, указанные в соответствующих стандартах на проверяемые калибры.
3.5. Определение шага резьбы калибров-пробок
3.5.1. Шаг резьбы калибров-пробок определяют между каждым витком по всей длине. Отклонения шага резьбы между двумя любыми витками не должны выходить за пределы, указанные в соответствующих стандартах на проверяемые калибры. У калибров-пробок с неснятыми заходными витками (шаг менее 1 мм) при измерении необходимо отступать на 1/2 витка от начала нарезанной части с каждой стороны.
3.5.2. Средства и методы измерения шага калибров-пробок должны соответствовать указанным в табл. 5.
Таблица 5
|
Метод измерения |
Наименование калибра-пробки |
Наименование резьбы |
Диаметр калибра-пробки, мм |
|
|
Универсальный микроскоп двухкоординатный прибор типа ДИП-1 |
Проекционный метод без применения контактных приспособлений |
Контрольные, рабочие и сортировочные |
Метрическая, дюймовая, трубная, круглая для цоколей и патронов электрических ламп, круглая для санитарно-технической арматуры |
От 0,25 до 250 |
|
Метод осевого сечения с использованием измерительных ножей |
То же |
Метрическая, дюймовая, трубная, трапецеидальная, упорная, упорная усиленная, круглая для санитарно-технической арматуры, труб колонкового геологоразведочного бурения и геологоразведочных бурильных труб ниппельного соединения с шагом свыше 0,5 мм и углом подъема до 7° |
Св. 3 до 250 |
|
|
Метод осевого сечения с использованием приспособления с шаровым наконечником |
Рабочие |
Трапецеидальная, упорная, упорная усиленная |
Св. 10 до 250 |
|
|
Метод осевого сечения с использованием приспособления с шаровым наконечником и риской |
То же |
То же |
Св. 160 до 230 |
|
|
Метод осевого сечения с использованием приспособлений с шаровыми наконечниками в установке по схеме черт. 5 |
Контрольные и рабочие |
Метрическая, трапецеидальная, упорная и упорная усиленная |
Св. 250 до 600 |
|
|
Инструментальный микроскоп типа ММИ |
Проекционный метод без применения контактных приспособлений |
Контрольные и рабочие |
Трапецеидальная с полем допуска 8с, упорная с полем допуска 8h, круглая для цоколей и патронов электрических ламп, труб колонкового геологоразведочного бурения и геологоразведочных бурильных труб ниппельного соединения |
От 5 до 60 |
|
Инструментальный микроскоп типа БМИ |
То же |
То же |
Трапецеидальная с полем допуска 8с, упорная с полем допуска 8h, упорная усиленная, круглая для цоколей и патронов электрических ламп, труб колонкового геологоразведочного бурения и геологоразведочных бурильных труб ниппельного соединения |
От 5 до 180 |
|
Метод осевого сечения с использованием измерительных ножей |
» |
Трапецеидальная, упорная, упорная усиленная, труб колонкового геологоразведочного бурения и геологоразведочных бурильных труб ниппельного соединения с углом подъема до 7° |
От 10 до 180 |
|
|
При помощи приспособления с шаровым наконечником |
Рабочие |
Трапецеидальная, упорная и упорная усиленная |
От 10 до 180 |
|
|
Проектор типа БП |
- |
То же |
Круглая для патронов и цоколей электрических ламп |
От 5 до 40 |
3.5.3. Проекционным методом и методом осевого сечения шаг измеряют по правым и левым сторонам профиля. За действительный размер шага на данном участке принимают среднеарифметическое результатов двух измерений.
При измерении шага проекционным методом без применения измерительных ножей пунктирную линию окулярной сетки микроскопа совмещают с боковой стороной профиля резьбы, а при измерении методом осевого сечения с использованием измерительных ножей - с риской ножа. Отсчеты проводят по продольной шкале микроскопа. При измерении шага на проекторе типа БП боковую сторону профиля резьбы совмещают с линией, нанесенной на экране проектора.
3.5.4. При измерении шага калибров-пробок на универсальном или инструментальном микроскопе проекционным методом без применения ножей колонку микроскопа необходимо наклонять на угол, равный углу подъема винтовой линии резьбы контролируемого калибра, что следует учитывать при выборе микроскопа.
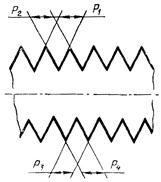
3.5.5. Шаг калибров-пробок диаметром менее 3 мм измеряют со стороны, обращенной к наблюдателю, и с противоположной стороны (черт. 2).
За действительный размер шага (Р) принимают среднеарифметическое результатов четырех измерений
![]() (2)
(2)
3.5.6. Шаг калибров-пробок трапецеидальных и упорных резьб измеряют специальным приспособлением с шаровым наконечником на универсальном или инструментальном микроскопе.
При измерении шарик вводят во впадину резьбы, а центральную пунктирную линию окулярной сетки микроскопа совмещают с краем шарика. Шаг определяют как расстояние между краями шариков по правой либо по левой стороне.
Диаметр шарика наконечника должен быть рассчитан так, чтобы при установке во впадины резьбы шарик касался рабочих частей профиля резьбы, а центр его находился вне впадины (черт. 3).
Черт. 2

Черт. 3
3.5.7. При измерении шага калибров-пробок диаметром 160 - 230 мм приспособлением с шаровым наконечником на последнем должна быть нанесена визирная риска.
При измерении шарик вводят во впадину резьбы, а центральную пунктирную линию окулярной сетки микроскопа совмещают с изображением риски поворотом приспособления вокруг центра шарика.
Шаг определяют как расстояние между рисками приспособления, введенного в измеряемые впадины резьбы.
3.5.8. При измерении шага калибров-пробок для круглой резьбы патронов электрических ламп пунктирную линию перекрестия окулярной сетки микроскопа или линию на экране проектора располагают под углом 35° - 40° к направлению, перпендикулярному к оси резьбы (черт. 4).
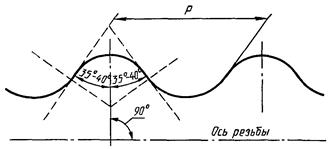
Черт. 4
Шаг определяют как расстояние между касательными к одноименным сторонам профиля круглой резьбы.
3.5.9. Шаг калибров-пробок диаметром свыше 250 мм измеряют при помощи двух приспособлений с шаровыми наконечниками, примененными в установке, схема которой представлена на черт. 5.

Черт. 5
Измерение проводят в последовательности, изложенной ниже. Калибр устанавливают в центрах или на призмах. На основании 1, снабженном пружинными прижимами, помещают приспособления с шаровыми наконечниками 2, основание прижимают боковой стороной к базовой поверхности направляющей планки 3, а шаровые наконечники приспособлений вводят во впадину резьбы, прижимая их к обеим сторонам профиля. Прилегание шаровых наконечников к сторонам профиля контролируют лупой с увеличением в 7 - 10´ или при помощи специально приспособленного визирного микроскопа. Базовая поверхность планки 3 должна быть перпендикулярна к оси резьбового калибра.
Основание 1 с закрепленными на нем приспособлениями переносят на стол универсального микроскопа и измеряют расстояние между центрами шаровых наконечников. Для обеспечения правильной установки основания 1 на столе микроскопа его прижимают боковой стороной к базовой плоскости, закрепляемой на столе направляющей планки. Базовая плоскость должна быть параллельна направлению поперечного перемещения микроскопа.
Отклонение от угла 90° базовой плоскости направляющей планки относительно осевой плоскости калибра не должно превышать ±1'.
Установка (см. черт. 5) может быть собрана на поверочной плите.
3.5.10. Шаг резьбы калибров-пробок на двухкоординатном приборе типа ДИП-1 определяют в соответствии с руководством по его эксплуатации.
3.6. Определение половины угла наклона боковой стороны резьбы калибров-пробок
3.6.1. Половину угла наклона боковой стороны резьбы у проходных калибров-пробок с числом полных витков не менее 5 определяют не менее чем на двух витках (среднем и одном из крайних), отступая на 1 виток. У калибров с неснятыми заходными участками витка (шаг менее 1 мм) при проверке необходимо отступать от каждого конца нарезанной части на 1/2 витка.
Половину угла наклона боковой стороны резьбы у непроходных калибров-пробок с числом полных витков менее 5 определяют на одном среднем витке.
Отклонения половины угла наклона боковой стороны резьбы от номинального значения не должны выходить за пределы, установленные соответствующими стандартами на проверяемые калибры.
3.6.2. Средства и методы измерения половины угла наклона боковой стороны резьбы калибров-пробок должны соответствовать указанным в табл. 6.
Таблица 6
|
Метод измерения |
Наименование калибра-пробки |
Наименование резьбы |
Диаметр калибра-пробки, мм |
|
|
Универсальный микроскоп, двухкоординатный прибор типа ДИП-1 |
Проекционный метод без применения измерительных ножей |
Контрольные, рабочие, сортировочные |
Метрическая, дюймовая, трубная, трапецеидальная, упорная, упорная усиленная, круглая для санитарно-технической арматуры, труб колонкового геологоразведочного бурения, геологоразведочных бурильных труб ниппельного соединения с углом подъема до 7° |
От 0,25 до 250 |
|
Метод осевого сечения с использованием измерительных ножей |
То же |
То же, резьбы с шагом св. 0,5 мм и углом подъема до 7° |
Св. 3 до 250 |
|
|
Метод осевого сечения с использованием специально заточенных измерительных ножей |
Контрольные и рабочие |
Трапецеидальная, упорная, упорная усиленная с углом подъема свыше 7° |
Св. 10 до 250 |
|
|
Метод осевого сечения с использованием измерительных ножей в установке по схеме черт. 7 |
Контрольные, рабочие |
Метрическая, трапецеидальная, упорная и упорная усиленная |
Св. 250 до 600 |
|
|
Инструментальный микроскоп |
Проекционный метод без применения измерительных ножей |
Контрольные, рабочие, сортировочные |
Метрическая, дюймовая, трубная, трапецеидальная, упорная, упорная усиленная, круглая для санитарно-технической арматуры, труб колонкового геологоразведочного бурения, геологоразведочных бурильных труб ниппельного соединения с углом подъема до 7° |
Св. 0,25 до 180 |
|
Метод осевого сечения с использованием измерительных ножей |
Контрольные, рабочие, сортировочные |
То же, резьбы с шагом св. 0,5 мм и углом подъема до 7° |
Св. 3 до 180 |
|
|
Метод осевого сечения с использованием измерительных ножей |
Контрольные и рабочие |
Трапецеидальная, упорная усиленная с углом подъема свыше 7°, упорная |
Св. 10 до 180 |
|
|
Накладной микроскоп |
Проекционный метод без применения измерительных ножей |
Контрольные, рабочие и сортировочные |
Метрическая, трапецеидальная, упорная усиленная с углом подъема до 7° |
Св. 200 до 400 |
3.6.3. При измерении половины угла наклона боковой стороны резьбы на универсальном или инструментальном микроскопе проекционным методом без применения ножей пунктирную линию окулярной сетки микроскопа совмещают с боковой стороной профиля резьбы, а при измерении методом осевого сечения с использованием измерительных ножей - с риской ножа. Отсчитывание проводят по угломерной шкале микроскопа.
3.6.4. При измерении половины угла наклона боковой стороны резьбы проекционным методом необходимо колонку микроскопа наклонять в соответствующую сторону на угол, равный углу подъема винтовой линии резьбы калибра по среднему диаметру, что следует учитывать при выборе микроскопа.
3.6.5. Половину угла наклона боковой стороны резьбы измеряют в одном осевом сечении с двух диаметрально противоположных сторон калибра-пробки (черт. 6).

Черт. 6
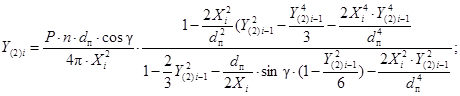
Действительные значения половины угла наклона боковой стороны резьбы в сечении, перпендикулярном к винтовой линии, подсчитывают по формулам:
 (3)
(3) (4)
(4)где ![]() , II, III, IV - значения половины угла
наклона боковой стороны резьбы, полученные в результате измерения, ... °.
, II, III, IV - значения половины угла
наклона боковой стороны резьбы, полученные в результате измерения, ... °.
Действительные значения половины угла наклона боковой стороны резьбы в осевом сечении вычисляют по формулам:
 (5)
(5) (6)
(6)где Y - угол подъема винтовой линии резьбы по среднему диаметру, ... °, вычисляемый по формуле
![]() (7)
(7)
где Р - шаг резьбы, мм;
d2 - средний диаметр, мм.
3.6.6. Для резьб с несимметричным профилем (упорной и упорной
усиленной) углы наклона боковых сторон резьбы измеряют и подсчитывают
аналогично, с той разницей, что определяют и подставляют в формулы (3), (4), (5) и (6) вместо ![]() прав - b, а
вместо
прав - b, а
вместо ![]() лев
- γ.
лев
- γ.
3.6.7. Для метрических резьб с шагом до 0,5 мм (включительно), а также для круглой резьбы санитарно-технической арматуры, значения угла - I, II, III, IV необходимо измерять не менее двух раз и подставлять в формулы (3) и (4) средние значения. Измерения необходимо выполнять при увеличении в 50´.
3.6.8. Половину угла наклона боковой стороны резьбы калибров-пробок диаметром более 250 мм определяют измерительными ножами, используемыми в установке, схема которой представлена на черт. 7.

Черт. 7
Измерения проводят в последовательности, изложенной ниже. Калибр устанавливают в центрах. На основание 1 помещают и прижимают к нему измерительный нож 2, основание прижимают боковой стороной к базовой поверхности направляющей планки 3, а лезвие ножа подводят вплотную к боковой стороне профиля резьбы. Правильность установки ножа контролируют лупой с увеличением в 7 - 10´ или специально приспособленным микроскопом. Основание 1 вместе с закрепленным на нем ножом переносят на стол универсального или инструментального микроскопа. На столе микроскопа закрепляют направляющую планку, базовая плоскость которой должна быть параллельна направлению поперечного перемещения. Отклонение от угла 90° базовой плоскости направляющей планки относительно осевой плоскости калибра не должно превышать ±1¢. Основание 1 прижимают боковой поверхностью к базовой плоскости направляющей планки, пунктирную линию окулярной сетки наводят на лезвие ножа и по угловой шкале окулярной головки отсчитывают показание, соответствующее действительному значению половины угла наклона боковой стороны резьбы проверяемого калибра-пробки.
3.6.9. При определении половины угла наклона боковой стороны резьбы калибров-пробок с углами подъема резьбы более 7° применяют ножи, у которых угол заточки не менее угла подъема резьбы.
Линию касания лезвия ножа со стороной профиля при значительных углах подъема наблюдают при помощи лупы с увеличением в 7 - 10´, а нить окулярной сетки микроскопа наводят на риску ножа.
3.6.10. При определении половины угла наклона боковой стороны резьбы калибров-пробок с применением накладного микроскопа типа НМР, последний устанавливают на калибр при помощи опорных шариковых наконечников. Углы измеряют на микроскопе типа НМР так же, как и на универсальном или инструментальном микроскопе.
3.6.11. Половину угла наклона боковой стороны резьбы калибров-пробок на двухкоординатном приборе типа ДИП-1 определяют в соответствии с руководством по его эксплуатации.
3.7. Проверка прямолинейности боковых сторон профиля резьбы калибров-пробок
Проверку прямолинейности боковых сторон профиля резьбы калибров-пробок проводят при помощи универсального или инструментального микроскопов при увеличении 30´ или на двухкоординатном приборе типа ДИП-1 не менее чем на двух витках путем совмещения пунктирной нити угломерной головки со стороной профиля резьбы калибра.
Прямолинейность, боковых сторон профиля резьбы калибров-пробок с углом подъема 7° проверяют проекционным методом без ножей.
Прямолинейность боковых сторон профиля калибров упорных и трапецеидальных резьб с углом подъема более 7° проверяют методом осевого сечения при помощи специально заточенных ножей. При проверке колонка микроскопа должна быть наклонена в соответствующую сторону на угол подъема резьбы. В этом случае следует применять микроскоп с наклоняемой колонкой.
3.7.1. Отклонения соответствующих участков боковых сторон профиля калибров-пробок от прямолинейности при увеличении в 30´ не должны наблюдаться.
3.8. Проверка профиля калибров-пробок круглой резьбы электрических ламп
3.8.1. Правильность профиля калибров-пробок для круглой резьбы патронов электрических ламп проверяют на проекторе при увеличении 50´ не менее чем на трех витках (среднем и двух крайних) с использованием специальных вычерченных в масштабе шаблонов (приложение 4).
3.8.2. При проверке радиуса кривизны выступа калибров-пробок совмещают линию выступов резьбы шаблона с изображением вершин нескольких выступов резьбы калибра-пробки на экране проектора и, перемещая при помощи стола калибр вдоль своей оси, добиваются, чтобы линия, ограничивающая профиль выступа, разместилась симметрично относительно прямой А-А.
Изображение линии, ограничивающей профиль выступа, не должно выходить за пределы заштрихованного поля, ограниченного окружностями радиусами R и R + D, где R - номинальное значение радиуса кривизны профиля, мм, а D - допустимое отклонение радиуса кривизны от его номинального значения, мм.
Допустимые отклонения радиусов кривизны выступов резьбы калибров-пробок (по наружному диаметру) приведены в табл. 7.
3.8.3. При той же установке калибра-пробки и шаблона на проекторе наблюдают сопряжение и взаимное расположение линий (окружностей), ограничивающих выступы и впадины резьбы.
Линия, ограничивающая профиль резьбы, должна представлять собой плавную кривую. Участки линии, ограничивающие впадины резьбы, не должны пересекать боковые прямолинейные участки пунктирной линии шаблона.
Таблица 7
|
Радиус кривизны, мм |
Допустимое отклонение радиусов кривизны от номинального значения, мм |
|
|
Е5 |
0,293 |
0,03 |
|
Е10 |
0,531 |
0,04 |
|
Е14 |
0,822 |
0,04 |
|
Е27 |
1,025 |
0,06 |
|
Е40 |
1,850 |
0,10 |
3.9. Определение среднего диаметра резьбовых калибров-пробок
3.9.1. Средний диаметр проходных калибров-пробок с числом полных витков не менее 7 определяют в трех диаметральных сечениях: на концах рабочего участка и в середине. У проходных калибров-пробок с числом полных витков от 4 до 7 средний диаметр измеряют в двух диаметральных сечениях: на конце у заходного витка и в середине. У непроходных калибров-пробок с числом полных витков менее 5 средний диаметр измеряют в одном сечении. Для всех калибров-пробок в каждом сечении диаметр измеряют не менее чем в двух диаметральных направлениях, расположенных под углом 90°.
Отклонения среднего диаметра от номинального значения не должны выходить за пределы, установленные соответствующими стандартами на проверяемые калибры.
3.9.2. Средства и методы определения среднего диаметра калибров-пробок должны соответствовать указанным в табл. 8.
Примечание. Средний диаметр калибров-пробок ПР, У-ПР, НЕ, К-И для круглой резьбы санитарно-технической арматуры и калибров-пробок НЕ, К-И для упорной усиленной резьбы измерять предпочтительно на универсальных микроскопах или двухкоординатном приборе типа ДИП-1 методом осевого сечения с использованием измерительных ножей.
3.9.3. Определение среднего диаметра калибров-пробок методом трех проволочек
3.9.3.1. Для определения среднего диаметра калибров-пробок методом трех проволочек во впадины резьбы закладывают три проволочки равного диаметра и измеряют размер М (черт. 8). Диаметры проволочек и роликов выбирают в зависимости от типа и шага резьбы по ГОСТ 2475-62 и приложению 5.
При измерении среднего диаметра калибров-пробок с шагом резьбы менее 0,5 мм вторая и третья проволочки, работающие в паре, могут быть заложены не в соседние впадины. В этом случае они должны располагаться симметрично относительно оси первой проволочки (черт. 8б).
3.9.3.2. При определении размера М на горизонтальном длиномере или оптико-механической измерительной машине применяют ленточные наконечники НГЛ-1 при шаге до 4 мм и наконечники НГЛ-3 при шаге более 4 мм, при этом калибры-пробки диаметром до 10 мм вставляют в ручку, которую укрепляют в горизонтальном положении на столе.
Таблица 8
|
Метод измерения |
Класс точности применяемых проволочек по ГОСТ 2475-62 |
Разряд применяемых концевых мер по МИ 1604-87 |
Наименование калибра-пробки |
Наименование резьбы |
Диаметр калибра-пробки, мм |
|
|
Вертикальный контактный интерферометр (измерительное усилие 50 гс/0,5Н) |
Метод трех проволочек |
0 |
4 |
Контрольные |
Метрические |
0,25 - 0,9 |
|
1 |
5 |
Рабочие |
» |
0,25 - 0,9 |
||
|
Горизонтальный контактный интерферометр (измерительное усиление 50 гс/0,5Н) |
То же |
0 |
4 |
Контрольные |
» |
0,25 - 0,9 |
|
1 |
5 |
Рабочие |
» |
0,25 - 0,9 |
||
|
Пружинная головка с ценой деления 0,0005 и 0,001 мм (измерительное усиление 50 гс/0,5Н) |
» |
0 |
4 |
Контрольные |
» |
0,25 - 0,9 |
|
1 |
5 |
Рабочие |
» |
0,25 - 0,9 |
||
|
Вертикальный оптиметр, пружинная или пружинно-оптическая головка |
0 |
4 |
Контрольные и сортировочные |
Метрическая, дюймовая, трапецеидальная, упорная, упорная усиленная, круглая для санитарно-технической арматуры и трубная |
1 - 30 |
|
|
Метод одной проволочки |
1 |
5 |
Рабочие |
То же |
1 - 30 |
|
|
Вертикальный оптиметр, пружинная или пружинно-оптическая головка |
То же |
1 |
5 |
Контрольные КПР-НЕ, К-И, СР, рабочие НЕ |
» |
Св. 30 до 180 |
|
Вертикальный оптиметр, пружинная или пружинно-оптическая головка |
» |
1 |
5 |
Рабочие НЕ |
» |
Св. 6 до 180 |
|
Вертикальный длиномер |
Метод трех проволочек |
0 |
- |
Контрольные и сортировочные |
Метрическая, дюймовая, трапецеидальная, упорная, упорная усиленная, круглая для санитарно-технической арматуры и трубная |
Св. 6 до 30 |
|
1 |
- |
То же |
Св. 30 до 80 |
|||
|
1 |
- |
Рабочие |
От 1 до 80 |
|||
|
Метод одной проволочки |
1 |
- |
Контрольные КПР-НЕ, К-И и СР |
То же |
Св. 30 до 100 |
|
|
1 |
- |
Рабочие НЕ |
» |
Св. 6 до 100 |
||
|
1 |
5 |
Контрольные КПР-НЕ, К-И, СР, рабочие НЕ |
» |
Св. 100 до 250 |
||
|
Горизонтальный оптиметр |
Метод трех проволочек |
0 |
4 |
Контрольные |
» |
От 1 до 30 |
|
1 |
5 |
То же |
» |
Св. 30 до 360 |
||
|
1 |
5 |
Рабочие |
» |
От 1 до 360 |
||
|
Метод двух проволочек |
0 |
4 |
Контрольные КПР-НЕ, К-И и СР |
» |
От 1 до 30 |
|
|
1 |
5 |
То же |
» |
Св. 30 до 100 |
||
|
1 |
5 |
Рабочие НЕ и СР |
Метрическая, дюймовая, трапецеидальная, упорная, упорная усиленная, круглая для санитарно-технической арматуры и трубная |
От 1 до 100 |
||
|
Горизонтальный длиномер |
Метод трех проволочек |
0 |
4 |
Контрольные |
То же |
От 1 до 30 |
|
1 |
- |
Контрольные и сортировочные |
» |
Св. 30 до 100 |
||
|
1 |
5 |
Контрольные и рабочие |
» |
Св. 100 до 400 |
||
|
1 |
- |
Рабочие |
» |
От 1 до 100 |
||
|
Горизонтальный длиномер |
Метод двух проволочек |
0 |
4 |
Контрольные КПР-НЕ, К-И и СР |
» |
От 1 до 30 |
|
1 |
- |
То же |
» |
Св. 30 до 100 |
||
|
0 |
4 |
» |
Метрическая, дюймовая, упорная, упорная усиленная, круглая для санитарно-технической арматуры и трубная |
Св. 30 до 360 |
||
|
1 |
5 |
То же |
То же |
Св. 30 до 100 |
||
|
1 |
- |
Рабочие НЕ |
» |
От 1 до 100 |
||
|
Настольный микрометр со стрелочным отсчетным устройством и с ценой деления 0,001 мм (измерительное усилие 50 гс/0,5Н) |
Метод трех проволочек |
1 |
5 |
Рабочие |
Метрическая |
От 0,25 до 3 |
|
Измерительная машина |
Метод трех проволочек |
0 |
4 |
Контрольные и сортировочные |
Метрическая, дюймовая, трапецеидальная, упорная, упорная усиленная, круглая для санитарно-технической арматуры и трубная |
От 1 до 30 |
|
Измерительная машина |
Метод трех проволочек |
1 |
5 |
То же |
То же |
От 30 до 120 |
|
1 |
» |
» |
Св. 120 до 360 |
|||
|
1 |
- |
Рабочие |
От 1 до 360 |
|||
|
Измерительная машина со столом для деталей массой до 60 кг |
Метод одной и трех проволочек |
1 |
- |
Контрольные, рабочие |
Метрическая, дюймовая, трапецеидальная, упорная, упорная усиленная и трубная |
Св. 360 до 600 |
|
Рычажная скоба с ценой деления 0,002 и 0,005 мм |
Метод одной и трех проволочек |
1 |
5 |
Рабочие |
То же, с шагом не менее 1,5 мм |
Св. 30 до 150 |
|
Рычажный микрометр с ценой деления 0,002 и 0,005 мм |
То же |
1 |
5 |
То же |
То же |
Св. 30 до 200 |
|
Универсальный микроскоп, двухкоординатный прибор типа ДИП-1 |
Специальными приспособлениями с шаровыми наконечниками |
- |
- |
Контрольные, рабочие |
Трапецеидальная, упорная, упорная усиленная |
Св. 10 до 100 |
|
Метод осевого сечения с использованием измерительных ножей |
- |
- |
Контрольные и сортировочные |
Метрическая, дюймовая, трубная, круглая для санитарно-технической арматуры, трапецеидальная с шагом более 0,5 мм с углом подъема до 7° |
Св. 10 до 100 |
|
|
Приспособлениями с шаровыми наконечниками |
- |
- |
То же |
Трапецеидальная, упорная, упорная усиленная |
Св. 30 до 200 |
|
|
Метод осевого сечения с использованием измерительных ножей |
- |
- |
- |
Метрическая, трубная, дюймовая и трапецеидальная с шагом более 0,5 мм и углом подъема до 7° |
Св. 30 до 200 |

Черт. 8
Проволочки подвешивают на кронштейне, укрепленном на пинольной трубке.
Калибры-пробки диаметром 10 - 60 мм закрепляют в вертикальных центрах, имеющихся в комплекте прибора. Калибры-пробки диаметром более 60 мм устанавливают и закрепляют на столе так, чтобы ось резьбы располагалась вертикально. В этом случае проволочки при закладке во впадины резьбы располагают горизонтально.
3.9.3.3. При измерении среднего диаметра калибров-пробок на вертикальном оптиметре, вертикальном оптическом длиномере и при помощи пружинной или пружинно-оптической головки применяют плоский наконечник НГП-8. Отклонение от параллельности рабочей поверхности стола указанных приборов и измерительной поверхности наконечника не должна превышать 0,0005 мм на длине, равной диаметру наконечника.
Калибр-пробку укладывают на двух проволочках на притертую к столу прибора концевую меру размером 8 - 10 мм так, чтобы проволочки расположились параллельно короткому ребру меры. Третью проволочку укладывают сверху во впадину резьбы калибра. Плоскость наконечника прибора должна касаться верхней проволочки. В результате измерения определяют размер М. Используемая в качестве подкладки концевая мера должна быть по отклонению от плоскопараллельности не ниже 3-го класса точности по ГОСТ 9038-83.
При измерении на вертикальном оптиметре вместо подкладки может быть использован специальный столик типа СТ-5 с плоской измерительной поверхностью диаметром 8 мм.
Калибры-пробки диаметром до 0,9 мм измеряют на приборах с измерительным усилием 50 гс (0,5 Н).
3.9.3.4. Размер среднего диаметра калибров-пробок для метрической, трубной, дюймовой и трапецеидальной резьб по измеренному значению М подсчитывают по формуле
 (8)
(8)где dп - номинальное значение диаметра проволочек, мм;
Р - номинальное значение шага резьбы, мм;
a - номинальное значение угла профиля резьбы, ... °;
М - результат измерения, мм;
С - суммарная поправка, мм.
После подстановки соответствующего значения угла профиля формула (8) принимает вед для метрической резьбы
d2 = M - 3dп + 0,8660P + C; (9)
для дюймовой и трубной резьб
d2 = M - 3,1657dп + 0,9605P + C; (10)
для трапецеидальной резьбы
d2 = М - 4,8637dп + l,8660P + C (11)
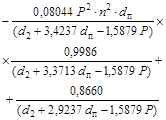
3.9.3.5. Размер среднего диаметра калибров-пробок для упорной и упорной усиленной резьб по измеренному значению М подсчитывают по формуле
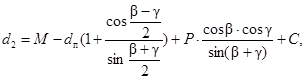 (12)
(12)
где γ и b - номинальные значения углов наклона боковых сторон профиля резьбы (черт. 9), ... °.

Черт. 9
После подстановки соответствующих значений g и b формула (12) принимает вид для упорной резьбы
d2 = M - 4,4236dп + 1,5879Р + С; (13)
для упорной усиленной
d2 = M - 3,2953dп + 0,9502P + C. (14)
3.9.3.6. Суммарную поправку С определяют по формуле
С = C1 + C3 + C4 + C5, (15)
где С1 - поправка, учитывающая действительное отклонение угла профиля Da или углов наклона сторон профиля Db и Dγ (отклонение действительного значения от номинального). Вводится только при пользовании проволочками непредпочтительного диаметра;
С3 - поправка, учитывающая действительное отклонение диаметров проволочек Ddп. Вводится только при пользовании проволочками, не соответствующими по классу требованиям табл. 8;
С4 - поправка, учитывающая расположение проволочек под углом к оси резьбы, отличающимся от 90° на значение угла подъема резьбовой канавки;
С5 - поправка, учитывающая контактные деформации проволочек, наконечника и калибров под действием измерительного усилия.
Формулы для вычисления поправок С1, С3, С4 приведены в табл. 9. Сумма поправок С4 + С5 для метрической и поправка С5 для трапецеидальной резьб приведены в приложении 6.
Значения поправок для метрической резьбы, приведенные в приложении 6, могут быть использованы для дюймовой и трубной резьб, имеющих диаметры и шаги, близкие к соответствующей метрической резьбе. Значения поправок, приведенных для трапецеидальной резьбы, могут быть использованы при аналогичных условиях для упорной резьбы.
3.9.3.7. Поправку С4 для симметричных резьб с углом подъема более 7° подсчитывают методом последовательных приближений по формулам:
 (16)
(16)Таблица 9
|
Наименование резьбы |
|||
|
Метрическая |
Дюймовая и трубная |
Трапецеидальная |
|
|
С1 |
(0,5dп - 0,3Р)×Da |
(0,6dп - 0,35Р)×Da |
(2,1dп - 1,1Р)×Da |
|
С3 |
|
|
|
|
С4 (для углов подъема резьбы до 7°) |
|
|
|


Продолжение табл. 9
|
Обозначение поправки |
Наименование резьбы |
|
|
Упорная |
Упорная усиленная |
|
|
С1 |
(1,8dп - P)Db + (1,6dп - 0,7Р)Dγ |
(0,9dп - 0,5P)Db + (0,6dп - 0,3Р)Dγ |
|
С3 |
|
|
|
С4 |
|
|

Примечания:
1. В формулах для подсчета С1: dп и Р - в миллиметрах, Da, Db и Dγ - в угловых минутах, результат - в микрометрах.
2. В формулах для подсчета поправки С3: Dd¢п, Dd²п и Dd¢²п - действительные отклонения диаметров первой, второй и третьей проволочек - в микрометрах, результат - в микрометрах.
3. В формулах для подсчета поправки С4: Р, d2, dп - в миллиметрах, п - число заходов резьбы, результат - в миллиметрах.
 (17)
(17)С4 = -(Хп - Х1), (18)
где Xi и Yi - результаты соответствующих приближений;
X1 и Хп - результаты первого и последнего приближений соответственно.
Первое приближение X1 и Y1 вычисляют по формулам:
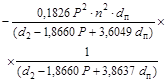
 (19)
(19)
 (20)
(20)
Второе приближение получают при подстановке полученных значений в формулы (16) и (17).
Вычисления проводят до тех пор, пока результат последнего приближения окажется равным результату предыдущего приближения.
В приложении 7 дан пример расчета по приведенной методике.
3.9.3.8. Поправку С4 для несимметричных резьб с углом подъема более 7° подсчитывают методом последовательных приближений по формулам:
 (21)
(21)
 (22)
(22)
 (23)
(23)
C4 = -2(Xn - X1). (24)
Первые приближения X1, X(1)1 и X(2)1 вычисляют по формулам:
![]() (25)
(25)
![]() (26)
(26)
![]() (27)
(27)
3.9.3.9. Для резьб с симметричным профилем предпочтительные диаметры проволочек (dп), при которых отклонения угла профиля резьбы не оказывают влияния на точность измерения среднего диаметра, подсчитывают по формуле
 (28)
(28)
Для резьб с несимметричным профилем исключить влияние отклонений обоих углов наклона боковой стороны резьбы на результаты измерения среднего диаметра выбором соответствующего значения диаметра проволочек не представляется возможным. Для упорной резьбы, например, применяют проволочки и ролики такого диаметра, чтобы исключить влияние отклонений угла наклона b = 30°. В этом случае диаметр проволочек равен
dп = 0,5431P. (29)
Для упорной усиленной резьбы b = 45°, g = 3° предпочтительный диаметр проволочек равен
dп = 0,5983Р. (30)
3.9.4. Определение среднего диаметра калибров-пробок методом двух проволочек
3.9.4.1. Для определения среднего диаметра калибров-пробок методом двух проволочек во впадины резьбы укладывают две проволочки равного диаметра и измеряют размер Т (черт. 10).

Черт. 10
3.9.4.2. При определении размера Т на горизонтальном оптиметре, горизонтальном длиномере или оптико-механической измерительной машине калибр-пробку располагают так, чтобы ее ось была расположена горизонтально и перпендикулярно к измерительной оси прибора. При этом применяют ленточный наконечник НГЛ-1 или НГЛ-3.
3.9.4.3. Средний диаметр калибров-пробок для метрической, трубной, дюймовой и трапецеидальной резьб по измеренному значению Т подсчитывают по формуле
 (31)
(31)
После подстановки соответствующего угла a формула (32) принимает вид
для метрической резьбы
для дюймовой и трубной резьб
![]() (33)
(33)
для трапецеидальной резьбы
![]() (34)
(34)
3.9.4.4. Средний диаметр калибра для упорной и упорной усиленной резьб по измеренному значению Т подсчитывают по формуле
 (35)
(35)После подстановки соответствующих значений b и g формула (35) принимает вид для упорной резьбы
![]() ; (36)
; (36)
для упорной усиленной резьбы
![]() . (37)
. (37)
3.9.4.5. Суммарную поправку С подсчитывают по формуле (16).
Все составляющие суммарной поправки, кроме поправки С3, определяют по формулам табл. 9.
Поправку (С3) определяют по формуле
где K - коэффициент, равный 1,5 для метрической резьбы; 1,6 - для дюймовой и трубной; 2,4 - трапецеидальной; 2,2 - для упорной; 1,6 - для упорной усиленной;
Dd¢п; Dd²п - действительные отклонения диаметров проволочек, мкм.
3.9.5. Определение среднего диаметра калибров-пробок методом одной проволочки
3.9.5.1. Для определения среднего диаметра калибров-пробок методом одной проволочки во впадину резьбы закладывают одну проволочку и измеряют размер Q (черт. 11).
3.9.5.2. При измерении среднего диаметра калибров-пробок на вертикальном оптиметре, на вертикальном оптическом длиномере и при помощи пружинной и пружинно-оптической головки применяют плоский наконечник НГП-8.
Отклонение от параллельности рабочей поверхности стола и измерительной поверхности наконечника не должно превышать 0,0005 мм. При измерении среднего диаметра на оптико-механической измерительной машине с применением специального стола для тяжелых изделий калибр-пробку устанавливают так, чтобы ось была вертикальна, при этом также используют плоские наконечники диаметром 8 мм.

Черт. 11
Измерения среднего диаметра с применением рычажной скобы или рычажного микрометра проводят при установке калибра на металлической плите или деревянном столе.
Для исключения влияния на результат измерения относительно биения по наружному и среднему диаметрам размер Q определяют дважды - Q1 и Q2, поворачивая калибр на 180°.
3.9.5.3. Средний диаметр калибра-пробки для метрической, трубной, дюймовой и трапецеидальной резьб по измеренным значениям (Q1 и Q2) подсчитывают по формулам:
 (40)
(40)где Q1 и Q2 - результаты двух измерений размера Q при повороте калибра на 180°;
d - действительный размер наружного диаметра, измеренный с точностью не ниже точности измерения размеров Q1 и Q2, мм.
После подстановки соответствующего значения угла профиля формула (40) принимает вид для метрической резьбы
d2 = 2Qcp - d - 3dп + 0,8660×P + C; (41)
для дюймовой и трубной резьб
d2 = 2Qcp - d - 3,1657dп + 0,9605×P + C; (42)
для трапецеидальной резьбы
d2 = 2Qcp - d - 4,8637dп + 1,8660×P + C. (43)
3.9.5.4. Средний диаметр калибра-пробки для упорной и упорной усиленной резьб по измеренным значениям Q1 и Q2 подсчитывают по формуле
 (44)
(44)где Qcp определяют по формуле (39).
После подстановки соответствующих значений b и g формула (44) принимает вид
для упорной резьбы
d2 = 2Qcp - d - 4,4236dп + 1,5879×P + C; (45)
для упорной усиленной
d2 = 2Qcp - d - 3,2953dп + 0,9502×P + C. (46)
3.9.5.5. Суммарную поправку С подсчитывают по формуле (15).
Все составляющие суммарной поправки, кроме поправки С3 подсчитывают по формулам табл. 9.
Поправку (С3) определяют по формуле
С3 = K × Ddп, (47)
где K - коэффициент, имеющий те же значения, что в формуле (38);
Ddп - действительное отклонение диаметра проволочки, мкм.
3.9.6. Определение среднего диаметра калибров-пробок на универсальном микроскопе или на двухкоординатном приборе типа ДИП-1
3.9.6.1. При измерении среднего диаметра калибров-пробок для трапецеидальной, упорной и упорной усиленной резьб на универсальном микроскопе или двухкоординатном приборе типа ДИП-1 применяют специальные приспособления с шаровыми наконечниками (см. приложение 1). Диаметры наконечников dш должны быть аттестованы с необходимой точностью и, по возможности, соответствовать диаметрам проволочек и роликов, приведенных в приложении 5.
Диафрагма микроскопа должна быть установлена так, чтобы диаметр шарового наконечника, измеренный на микроскопе, отличался от его действительного значения не более чем на 1 мкм.
Приспособления устанавливают на микроскопе и измеряют размер N (черт. 12). Для исключения влияния на результат измерения неперпендикулярности оси резьбы к направлению измерения размер N определяют дважды (N1 и N2) с перестановкой одного из приспособлений.

Черт. 12
3.9.6.2. Средний диаметр калибров-пробок для трапецеидальной резьбы по измеренным значениям N1 и N2 подсчитывают по формулам:
![]() (48)
(48)
 (49)
(49)После подстановки значения a = 30° формула (49) принимает вид
d2 = Nср - 2,8637dш + 1,8660Р + С, (50)
где dш - номинальное значение диаметра шарового наконечника, мм.
3.9.6.3. Средний диаметр для упорной и упорной усиленной резьб по измеренным значениям N1 и N2 подсчитывают по формуле
 (51)
(51)где Ncp - определяют по формуле (48).
После подстановки соответствующих значений β и γ формула (51) принимает вид
для упорной резьбы
d2 = Nср - 2,4236dш + 1,5879Р + С, (52)
для упорной усиленной резьбы
d2 = Nср - 1,2953dш + 0,9502Р + С. (53)
3.9.6.4. Суммарную поправку С подсчитывают по формуле (15).
Все составляющие суммарной поправки, кроме поправки С3, подсчитывают по формулам табл. 9.
Поправку С3 определяют по формулам:
для трапецеидальной резьбы
C3 = -1,4(Dd¢ш + Dd²ш); (54)
для упорной резьбы
C3 = -1,2(Dd¢ш + Dd²ш); (55)
для упорной усиленной резьбы
C3 = -0,6(Dd¢ш + Dd²ш); (56)
где Dd¢ш и Dd²ш - действительные отклонения диаметров шаровых наконечников, мкм.
3.9.6.5. При измерении среднего диаметра калибров-пробок для метрической, трубной, круглой санитарно-технической арматуры, дюймовой и трапецеидальной резьб на универсальном микроскопе при помощи измерительных ножей калибр устанавливают в центрах микроскопа. Ножи подводятся к сторонам витка вплотную. Соответствующая пунктирная нить окулярной сетки совмещается с риской ножа так, чтобы точка перекрестия нитей приходилась примерно на середину стороны профиля резьбы. Измерение проводят по правым и левым сторонам профиля (черт. 13).

Черт. 13
3.9.6.6. Действительный размер среднего диаметра по измеренным значениям (d2прав и d2лев) определяют по формуле
![]() (57)
(57)
где Е - поправка, учитывающая действительные отклонения расстояния от лезвия измерительного ножа до оси штриха;
С2 - поправка, учитывающая действительное отклонение шага DР.
Значение поправки (Е) определяют по формуле
 (58)
(58)
где Dl1, Dl2, Dl3, Dl4 - действительные отклонения расстояния от лезвия до штриха для всех ножей, применяемых для измерения;
a - номинальное значение угла профиля резьбы, ... °.
Значение поправки (С2) определяют по формулам:
для метрической резьбы
С2 = -0,9DР; (58а)
для дюймовой и трубной резьб
С2 = -1,0DР; (58б)
для трапецеидальной резьбы
С2 = -1,9DР. (58в)
3.9.7. Калибры-пробки, находящиеся в эксплуатации, ввиду неравномерности износа их по резьбовой поверхности, допускаются к применению при условии соблюдения норм, приведенных в приложении 8.
3.9.8. Средний диаметр калибров-пробок на приборе двухкоординатном типа ДИП-1 определяют в соответствии с руководством по его эксплуатации.
3.10.1. Рабочую высоту профиля калибров-пробок НЕ, КПР-НЕ(3), К-И(6), ПР(34), СР, СР1, СР2 определяют на инструментальном и универсальном микроскопе или на двухкоординатном приборе типа ДИП-1, проекторе или при помощи накладного микроскопа по правым и левым сторонам профиля.
3.10.2. Высота укороченного профиля калибров-пробок не должна выходить за пределы, установленные соответствующими стандартами на проверяемые калибры.
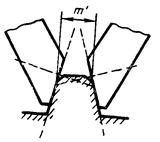
Черт. 14
3.11.1. Ширину выступов (m¢) калибров-пробок для резьбы труб колонкового геологоразведочного бурения и геологоразведочных бурильных труб ниппельного соединения определяют на универсальном или инструментальном микроскопе или двухкоординатном приборе типа ДИП-1 методом осевого сечения при помощи измерительных ножей (черт. 14).
3.11.2. Действительную ширину выступа (т), соответствующую номинальному значению диаметра резьбы калибра, подсчитывают по формуле
![]() (59)
(59)
где т¢ - ширина выступа, измеренная по наружному диаметру калибра-пробки, мм;
dд - действительный наружный диаметр проверяемого калибра, мм;
dном - номинальный диаметр резьбы калибра, мм.
После подстановки значения a = 10° формула (59) принимает вид
т = т¢ + 0,088(dд - dном). (60)
3.11.3. Отклонения ширины выступа от номинального значения не должны выходить за пределы, установленные ТУ 41.13.44-88, ТУ 41.13.46-88.
3.12. Проверка среднего диаметра калибров-колец
3.12.1. Средний диаметр калибров-колец проверяют в соответствии с указаниями по применению контрольных калибров-пробок, приведенных в соответствующих стандартах на проверяемые калибры - ГОСТ 1623-61, ГОСТ 2533-88, ГОСТ 3199-84, ГОСТ 10071-79, ГОСТ 10278-81, ГОСТ 13798-68, ГОСТ 14747-88, ГОСТ 24997-81.
3.13.1. Ширину впадин калибров-колец контролируют в соответствии с указаниями по применению контрольных калибров-пробок, приведенных в ТУ 41.13.44-88, ТУ 41.13.46-88.
3.14. Проверка профиля калибров-колец для круглой резьбы цоколей электрических ламп
3.14.1. Проверка профиля калибров-колец для круглой резьбы цоколей электрических ламп осуществляется путем проверки профиля резьбообразующего инструмента, используемого при окончательной обработке рабочей поверхности калибров-колец.
Проверка выполняется с использованием методов и средств, указанных в п. 3.8.
В отличие от калибров-пробок у резьбообразующего инструмента проверяют радиус кривизны впадин резьбового профиля (по внутреннему диаметру), т.е. при проверке совмещают линию выступов резьбы шаблона с изображением дна нескольких впадин.
Изображение линии, ограничивающей профиль впадины, не должно выходить за пределы заштрихованного поля шаблона.
3.14.2. При той же установке резьбообразующего инструмента и шаблона на проекторе наблюдают сопряжение и взаимное расположение линий (окружностей), ограничивающих выступы и впадины резьбы.
Линия, ограничивающая профили резьбы, должна представлять собой плавную кривую. Участки линии, ограничивающие выступы резьбы, не должны пересекать боковые прямолинейные участки пунктирной линии шаблона.
3.15. Проверка наружного диаметра калибров-колец
3.15.1. Наружный диаметр калибров-колец ПР и НЕ для всех резьб, кроме круглой для цоколей электрических ламп, проверяют в процессе контроля или припасовки по калибрам-пробкам КПР-ПР, КНЕ-ПР, У-ПР и У-НЕ.
3.15.2. Наружный диаметр калибров-колец для цоколей электрических ламп в процессе изготовления проверяют специальными контрольными калибрами-пробками КПР-ПР и КПР-НЕ. Калибр-кольцо должно свинчиваться с контрольными калибрами КПР-ПР и не свинчиваться с КПР-НЕ.
Допускается частичное ввинчивание контрольных калибров КПР-НЕ в калибр-кольцо, но не более чем на один оборот. В эксплуатации износ калибров-колец по наружному диаметру проверяют контрольным калибром-пробкой К-И. Контрольный калибр-пробка К-И не должен ввинчиваться в калибр-кольцо. Допускается частичное ввинчивание контрольного калибра К-И в калибр-кольцо, но при этом резьба контрольного калибра К-И не должна выходить с противоположной ввинчиванию стороны калибра-кольца. Технические требования к контрольным калибрам КПР-ПР, КПР-НЕ и К-И приведены в приложении 9.
3.16. Проверка внутреннего диаметра калибров-колец
3.16.1. Внутренний диаметр калибров-колец проверяют гладкими калибрами-пробками или блоками концевых мер с боковиками. Внутренний диаметр калибров-колец НЕ, кроме СП-HE по ТУ 41.13.44-88, ТУ 41.13.46-88, в эксплуатации не определяют.
Отклонения внутреннего диаметра калибров-колец от номинального значения не должны выходить за пределы, установленные соответствующими стандартами на проверяемые калибры.
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
4.1. Положительные результаты контроля калибров при выпуске их из производства и после ремонта оформляются органами технического контроля предприятия-изготовителя в установленном порядке.
4.2. Положительные результаты контроля калибров, находящихся в эксплуатации, оформляются ведомственной метрологической или другими службами по принятой на предприятии системе.
4.3. При отрицательных результатах контроля при выпуске из производства калибры запрещают к выпуску и применению по принятой на предприятии системе.
При отрицательных результатах контроля калибров, находящихся в эксплуатации, не подлежащие ремонту калибры изымают из обращения и применения, а отремонтированные - подвергают повторному контролю после ремонта.
ПРИЛОЖЕНИЕ 1
Справочное
ПРИСПОСОБЛЕНИЕ С ШАРОВЫМ НАКОНЕЧНИКОМ

Черт. 15
1. Требования к шаровому наконечнику - по ГОСТ 3722-81 для степени точности 0
2 Крепление шарового наконечника к оправке допускается любым способом, исключающим нарушение его геометрии или механических свойств.
3. Размер сечения оправки не регламентируется
4. Размер dш выбирается в зависимости от ширины впадины контролируемой резьбы.
ПРИЛОЖЕНИЕ 2
Справочное
ПРИСПОСОБЛЕНИЕ С ШАРОВЫМ НАКОНЕЧНИКОМ И РИСКОЙ

Черт. 16
1. Требования к шаровому наконечнику - по ГОСТ 3722-81 для степени точности 0.
2. Ширина визирной риски - (0,006 ± 0,001) мм.
3. Крепление шарового наконечника к оправке допускается любым способом, исключающим нарушение его геометрии или механических свойств.
4. Размер сечения оправки не регламентируется
5. Размер dш выбирается в зависимости от ширины впадины контролируемой резьбы
ПРИЛОЖЕНИЕ 3
Справочное
СПЕЦИАЛЬНО ЗАТОЧЕННЫЙ РЕЗЬБОВОЙ НОЖ
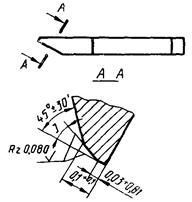
Черт. 17
Требования к остальным геометрическим параметрам и механическим свойствам - по ГОСТ 7013-67.
ПРИЛОЖЕНИЕ 4
Справочное

Черт. 18
1. Шаблон вычерчивают на кальке тушью или нарезают в виде сетки на любом листовом материале с матовой светлой поверхностью.
2. Длина штрихов составляет (5 ± 0,5) мм.
3. Расстояние между штрихами равно (1,5 ± 0,3) мм.
4. Ширина штриховой линии составляет (0,2 ± 0,05) мм.
ПРИЛОЖЕНИЕ 5
Обязательное
НАЗНАЧЕНИЕ ПРОВОЛОЧЕК И РОЛИКОВ ДЛЯ КОНТРОЛЯ ДЮЙМОВОЙ И УПОРНОЙ УСИЛЕННОЙ РЕЗЬБ
Таблица 10
|
Обозначение типа проволочек по ГОСТ 2475-62 |
Диаметр проволочек и роликов, мм |
Вид резьбы |
|
|
дюймовая a = 55° |
упорная усиленная |
||
|
число шагов на длине 25,4 мм |
шаг, мм |
||
|
П-А |
0,596 |
24 |
- |
|
0,716 |
20 |
- |
|
|
0,795 |
18 |
- |
|
|
П-Б |
0,895 |
18 |
- |
|
1,023 |
14 |
- |
|
|
1,193 |
12 |
- |
|
|
1,302 |
11 |
- |
|
|
1,432 |
10 |
- |
|
|
П-В |
1,591 |
9 |
- |
|
1,790 |
8 |
- |
|
|
2,045 |
7 |
- |
|
|
2,387 |
6 |
5 |
|
|
2,864 |
5 |
5; 6* |
|
|
3,182 |
41/2 |
- |
|
|
3,579 |
4 |
6 |
|
|
3,666 |
- |
8* |
|
|
4,091 |
31/2 |
- |
|
|
4,406 |
31/4 |
- |
|
|
4,773 |
3 |
8, 10 |
|
|
Ш |
5,493 |
- |
12* |
|
6,212 |
- |
10 |
|
|
6,585 |
- |
12; 16 |
|
|
8,767 |
- |
16 |
|
|
10,353 |
- |
20* |
|
|
12,423 |
- |
20 |
|
|
13,133 |
- |
24 |
|
|
20,706 |
- |
32 |
|
|
24,287 |
- |
40 |
|
___________
* Предназначены для измерения калибров-пробок с укороченным профилем
Примечания:
1 При измерении упорной усиленной резьбы необходимо учитывать влияние отклонений угла профиля на результат измерения.
2 При измерении среднего диаметра круглой резьбы санитарно-технической арматуры применяют проволочки диаметром 1,302 мм.
ПРИЛОЖЕНИЕ 6
Справочное
Таблица 11
С4 + С5 для метрической резьбы при измерительном усилии 0,5 Н (50 гс)
|
Диаметр и шаг резьбы, мм |
Поправка, мкм |
Диаметр и шаг резьбы, мм |
Поправка, мкм |
|
0,25´0,075 |
1,3 |
0,55´0,125 |
1,0 |
|
0,3´0,08 |
1,2 |
0,6´0,15 |
0,7 |
|
0,35´0,09 |
1,2 |
0,7´0,175 |
0,6 |
|
0,4´0,1 |
1,1 |
0,8´0,2 |
0,4 |
|
0,45´0,1 |
1,1 |
0,9´0,225 |
0,3 |
|
0,5´0,126 |
0,9 |
Таблица 12
C4 + C5 для метрической резьбы при измерительном усилии 200 гс (2Н)
|
Диаметр резьбы, мм |
Сумма поправок, мкм, для шага резьбы, мм |
|||||||||||||||||||||||
|
0,2 |
0,25 |
0,3 |
0,35 |
0,4 |
0,45 |
0,5 |
0,6 |
0,7 |
0,75 |
0,8 |
1,0 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
5,5 |
6 |
|
|
1 |
+0,9 |
+0,7 |
||||||||||||||||||||||
|
1,1 |
+0,9 |
+0,8 |
||||||||||||||||||||||
|
1,2 |
+0,9 |
+1 |
||||||||||||||||||||||
|
1,4 |
+1 |
+0,6 |
||||||||||||||||||||||
|
1,6 |
+1 |
+0,4 |
||||||||||||||||||||||
|
1,8 |
+1 |
+0,5 |
||||||||||||||||||||||
|
2,0 |
+1 |
+0,3 |
||||||||||||||||||||||
|
2,2 |
+1 |
+0,1 |
||||||||||||||||||||||
|
2,5 |
+0,7 |
+0,3 |
||||||||||||||||||||||
|
3,0 |
+0,7 |
+0,3 |
||||||||||||||||||||||
|
3,5 |
+0,7 |
0 |
||||||||||||||||||||||
|
4,0 |
+0,3 |
-0,2 |
||||||||||||||||||||||
|
4,5 |
+0,3 |
-0,2 |
||||||||||||||||||||||
|
5 |
+0,4 |
-0,2 |
||||||||||||||||||||||
|
5,5 |
+0,4 |
|||||||||||||||||||||||
|
6 |
+0,4 |
+0,2 |
-0,6 |
|||||||||||||||||||||
|
7 |
+0,4 |
+0,3 |
-0,3 |
|||||||||||||||||||||
|
8 |
+0,4 |
+0,4 |
-0,1 |
-0,8 |
||||||||||||||||||||
|
9 |
+0,4 |
+0,4 |
+0,1 |
-0,5 |
||||||||||||||||||||
|
10 |
+0,5 |
+0,4 |
+0,2 |
-0,2 |
-1,1 |
|||||||||||||||||||
|
11 |
+0,5 |
+0,4 |
+0,2 |
-0,8 |
||||||||||||||||||||
|
12 |
+0,4 |
+0,3 |
+0,2 |
-0,6 |
-1,3 |
|||||||||||||||||||
|
14 |
+0,5 |
+0,4 |
+0,3 |
+0,1 |
-0,2 |
-1,5 |
||||||||||||||||||
|
15 |
+0,3 |
-0,1 |
||||||||||||||||||||||
|
16 |
+0,5 |
+0,5 |
+0,3 |
0 |
-1,0 |
|||||||||||||||||||
|
17 |
+0,4 |
0 |
||||||||||||||||||||||
|
18 |
+0,5 |
+0,5 |
+0,4 |
+0,1 |
-0,7 |
-1,9 |
||||||||||||||||||
|
23 |
+0,5 |
+0,5 |
+0,4 |
+0,2 |
-0,5 |
-1,4 |
||||||||||||||||||
|
22 |
+0,5 |
+0,5 |
+0,4 |
+0,2 |
-0,6 |
-1,1 |
||||||||||||||||||
|
24 |
+0,4 |
+0,4 |
+0,2 |
-0,2 |
-1,9 |
|||||||||||||||||||
|
25 |
+0,4 |
+0,2 |
-0,1 |
|||||||||||||||||||||
|
26 |
+0,2 |
|||||||||||||||||||||||
|
27 |
+0,4 |
+0,4 |
+0,2 |
0 |
-1,4 |
|||||||||||||||||||
|
28 |
+0,4 |
+0,2 |
0 |
|||||||||||||||||||||
|
30 |
+0,4 |
+0,4 |
+0,2 |
0 |
-1,1 |
-2,0 |
||||||||||||||||||
|
32 |
+0,2 |
0 |
||||||||||||||||||||||
|
33 |
+0,4 |
+0,2 |
+0,1 |
-0,8 |
-1,6 |
|||||||||||||||||||
|
35 |
+0,2 |
|||||||||||||||||||||||
|
36 |
+0,4 |
+0,2 |
+0,1 |
-0,6 |
-2,1 |
|||||||||||||||||||
|
38 |
+0,2 |
|||||||||||||||||||||||
|
39 |
+0,4 |
+0,3 |
+0,2 |
-0,5 |
-1,7 |
|||||||||||||||||||
|
40 |
+0,3 |
+0,2 |
-0,4 |
|||||||||||||||||||||
|
42 |
+0,4 |
+0,3 |
+0,2 |
-0,4 |
-1,4 |
-2,2 |
||||||||||||||||||
|
45 |
+0,4 |
+0,3 |
+0,2 |
-0,3 |
-1,2 |
-2,0 |
||||||||||||||||||
|
48 |
+0,4 |
+0,3 |
+0,2 |
-0,2 |
-1,0 |
-2,4 |
||||||||||||||||||
|
50 |
+0,3 |
+0,2 |
-0,2 |
|||||||||||||||||||||
|
52 |
+0,4 |
+0,3 |
+0,2 |
-0,2 |
-0,8 |
-2,1 |
||||||||||||||||||
|
55 |
+0,3 |
+0,2 |
-0,2 |
-0,7 |
||||||||||||||||||||
|
56 |
+0,4 |
+0,3 |
+0,3 |
-0,1 |
-0,6 |
-2,5 |
||||||||||||||||||
|
58 |
+0,3 |
+0,3 |
-0,1 |
-0,6 |
||||||||||||||||||||
|
60 |
+0,4 |
+0,3 |
+0,3 |
-0,1 |
-0,5 |
-2,2 |
||||||||||||||||||
|
62 |
+0,3 |
+0,3 |
-0,1 |
-0,5 |
||||||||||||||||||||
|
64 |
+0,4 |
+0,3 |
+0,3 |
0 |
-0,4 |
-2,7 |
||||||||||||||||||
|
65 |
+0,3 |
+0,3 |
0 |
-0,4 |
||||||||||||||||||||
|
66 |
+0,4 |
+0,3 |
+0,3 |
0 |
-0,3 |
-2,2 |
||||||||||||||||||
|
73 |
+0,3 |
+0,3 |
0 |
-0,3 |
-1,9 |
|||||||||||||||||||
|
72 |
+0,4 |
+0,3 |
+0,3 |
0 |
-0,2 |
-1,7 |
||||||||||||||||||
|
75 |
+0,3 |
+0,3 |
0 |
-0,1 |
||||||||||||||||||||
|
76 |
+0,3 |
+0,3 |
+0,3 |
+0,1 |
0 |
-1,6 |
||||||||||||||||||
|
76 |
+0,3 |
|||||||||||||||||||||||
|
80 |
+0,3 |
+0,3 |
+0,3 |
+0,1 |
+0,1 |
-1,4 |
||||||||||||||||||
|
82 |
+0,2 |
|||||||||||||||||||||||
|
86 |
+0,2 |
+0,2 |
+0,1 |
+0,1 |
-1,2 |
|||||||||||||||||||
|
90 |
+0,2 |
+0,2 |
+0,1 |
-1,0 |
||||||||||||||||||||
|
95 |
+0,2 |
+0,2 |
+0,2 |
+0,1 |
-0,9 |
|||||||||||||||||||
|
100 |
+0,2 |
+0,2 |
+0,2 |
+0,2 |
-0,8 |
|||||||||||||||||||
Примечание. Допускается не учитывать поправки С4 + С5, если они составляют менее 15 % допуска на изготовление калибра.
Таблица 13
С5 для трапецеидальной резьбы при измерительном усилии 200 гс (2Н)
|
Диаметр резьбы, мм |
Поправка, мкм, для шага резьбы, мм |
|||||||||
|
1,5 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
8 |
+1,5 |
+1,6 |
||||||||
|
9 |
+1,4 |
+1,5 |
||||||||
|
10 |
+1,3 |
+1,4 |
+1,5 |
|||||||
|
11 |
+1,4 |
+1,5 |
||||||||
|
12 |
+1,3 |
+1,4 |
||||||||
|
14 |
+1,3 |
+1,3 |
||||||||
|
16 |
+1,2 |
+1,2 |
||||||||
|
18 |
+1,2 |
+1,2 |
||||||||
|
20 |
+1,1 |
+1,1 |
||||||||
|
22 |
+1,1 |
+1,1 |
+1,0 |
+0,8 |
||||||
|
24 |
+1,0 |
+1,0 |
+1,0 |
+0,7 |
||||||
|
26 |
+1,0 |
+1,0 |
+0,9 |
+0,7 |
||||||
|
28 |
+1,0 |
+1,0 |
+0,9 |
+0,7 |
||||||
|
30 |
+1,0 |
+0,7 |
+0,6 |
|||||||
|
32 |
+1,0 |
+0,7 |
+0,5 |
|||||||
|
34 |
+1,0 |
+0,7 |
+0,5 |
|||||||
|
36 |
+1,0 |
+0,7 |
+0,5 |
|||||||
|
38 |
+0,9 |
+0,7 |
+0,7 |
+0,5 |
||||||
|
40 |
+0,9 |
+0,7 |
+0,7 |
+0,5 |
||||||
|
42 |
+0,9 |
+0,7 |
+0,7 |
+0,5 |
||||||
|
44 |
+0,9 |
+0,7 |
+0,5 |
|||||||
|
46 |
+0,9 |
+0,5 |
||||||||
|
48 |
+0,9 |
+0,5 |
||||||||
|
50 |
+0,8 |
+0,5 |
||||||||
|
52 |
+0,8 |
+0,5 |
||||||||
|
55 |
+0,8 |
+0,5 |
+0,5 |
|||||||
|
60 |
+0,8 |
+0,5 |
+0,5 |
|||||||
|
65 |
+0,7 |
+0,4 |
||||||||
|
70 |
+0,7 |
+0,4 |
||||||||
|
75 |
+0,7 |
+0,4 |
||||||||
|
80 |
+0,6 |
+0,4 |
||||||||
ПРИЛОЖЕНИЕ 7
Справочное
Необходимо подсчитать поправку С4 для
трапецеидальной двухзаходной резьбы Tт 40´2 (Р10)×d2 = 35 мм; ![]() = 15°; Р
= 10 мм; n = 2 захода.
= 15°; Р
= 10 мм; n = 2 захода.
Угол подъема витка составляет
![]() Y =
10°.
Y =
10°.
1-е приближение
![]()
![]()
2-е приближение


3-е приближение


4-е приближение

Поскольку 3-е и 4-е приближения дают практически одинаковые результаты, то можно этим ограничиться.
Поправка С4 в этом случае равна
С4 = -(36,6302 - 36,3400) = -0,2902 мм.
Для сопоставления вычислим эту поправку по формуле из табл. 9.
![]()
Как видно из сопоставления результатов, формула табл. 9 дает для данного случая ошибку, равную 7 мкм.
ПРИЛОЖЕНИЕ 8
Справочное
ДОПУСТИМЫЙ ИЗНОС РЕЗЬБОВЫХ КАЛИБРОВ-ПРОБОК В ЭКСПЛУАТАЦИИ
Таблица 14
|
Проверяемый элемент и условия работы калибров пробок |
Чертеж |
Допустимый износ в эксплуатации |
|
Резьбовой проходной калибр-пробка контролирует сквозное или глухое отверстие, длина которого больше длины резьбы калибра. Калибр-пробка ввинчивается полностью |
|
Резьбовой калибр-пробка считается изношенным, если средний диаметр его выходит за установленные стандартом пределы износа на 1/5 длины резьбы, начиная от витка с полным профилем. Резьбовой калибр-пробка считается изношенным, если средний его диаметр выходит за установленные стандартом пределы износа на 1/10 длины с обеих сторон |
|
Резьбовой проходной калибр-пробка контролирует глухое отверстие, длина которого меньше длины резьбы калибра. Калибр-пробка ввинчивается частично Резьбовой проходной калибр-пробка контролирует сквозное отверстие, длина которого меньше длины резьбы калибра. |
|
Резьбовой калибр-пробка считается изношенным, если средний диаметр его выходит за установленные стандартом пределы износа на 1/5 длины работающей зоны резьбы. Резьбовой калибр-пробка может быть оставлен в эксплуатации до тех пор, пока в пределах 80 % длины свинчивания изделий износ его еще не вышел из установленного стандартом предела. |
|
Резьбовой калибр-пробка непроходная. Калибр-пробка не ввинчивается |
Допустимый износ среднего диаметра калибра-пробок НЕ должен быть в пределах норм, предусмотренных в стандартах на проверяемые калибры |


ПРИЛОЖЕНИЕ 9
Рекомендуемое
1 Размеры и рекомендуемые отклонения элементов резьбы калибров приведены на черт. 19 и в табл. 15.
Таблица 15
мм
|
КПР ПР |
КПР НЕ |
КИ |
КПР ПР КПР НЕ КИ |
|||||||||
|
d |
d1, не более |
P |
R, не более |
d |
||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
новых |
изношенных |
|||||||||||
|
Е5 |
5,302 |
-0,005 |
-0,008 |
5,332 |
-0,005 |
5,342 |
-0,005 |
4,72 |
1,000 |
±0,01 |
0,22 |
0,6 |
|
Е10 |
9,502 |
-0,006 |
-0,010 |
9,533 |
-0,006 |
9,543 |
-0,006 |
8,46 |
1,814 |
±0,01 |
0,45 |
1,0 |
|
Е14 |
13,862 |
-0,006 |
-0,012 |
13,893 |
-0,006 |
13,903 |
-0,006 |
12,23 |
2,822 |
±0,01 |
0,75 |
1,5 |
|
Е27 |
26,423 |
-0,008 |
-0,015 |
26,454 |
-0,008 |
26,464 |
-0,008 |
24,17 |
3,629 |
±0,01 |
0,90 |
1,9 |
|
Е40 |
39,474 |
-0,010 |
-0,020 |
39,505 |
-0,010 |
39,565 |
-0,010 |
35,80 |
6,350 |
±0,01 |
1,70 |
3,2 |

Черт. 19
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНА И ВНЕСЕНА Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
И.А. Медовой, Г.С. Кудинова, Н.В. Казмина
2. УТВЕРЖДЕНА ВНИИизмерения от 25.04.88
3. ЗАРЕГИСТРИРОВАНА ВНИИМС
4. ВЗАМЕН ГОСТ 8.128-74
СОДЕРЖАНИЕ