 | Информационная система | |
РУКОВОДЯЩИЙ ДОКУМЕНТ
ПО СТАНДАРТИЗАЦИИ
СОЕДИНЕНИЯ СВАРНЫЕ
СТАЦИОНАРНЫХ ПАРОВЫХ,
ГАЗОВЫХ И ГИДРАВЛИЧЕСКИХ
ТУРБИН. ПРАВИЛА КОНТРОЛЯ И
НОРМЫ ОЦЕНКИ КАЧЕСТВА
РД 24.020.11-93
ТЕХНИЧЕСКИЙ КОМИТЕТ ПО СТАНДАРТИЗАЦИИ 244
«ОБОРУДОВАНИЕ ЭНЕРГЕТИЧЕСКОЕ СТАЦИОНАРНОЕ»
1993
ЛИТЕРАТУРА
1. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды.
Госпроматомнадзор СССР 1991.
2. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.
Госгортехнадзор СССР 1990.
3. АСМИ «Котлы и сосуды под давлением» секция VIII.
4. Нейрпик «Сварочный стандарт 028-300. Сварка. Определение и контроль» часть UW. Требования для сосудов под давлением, и сваркой.
5. Финский стандарт СФС 2379. Сварка. Сварные соединения стальных конструкций.
Классификация 1983.
6. РТМ 108.020-26.77. Турбины паровые, газовые и гидравлические. Основные положения по контролю качества сварных соединений.
7. РД 2730.940.103-92. Котлы паровые и водогрейные, трубопроводы пара и горячей воды. Сварные соединения, контроль качества.
8. РД 34.15.027-89. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций.
|
Руководителям предприятий и организаций /по списку/ «Об утверждении РД» |
1. Межгосударственным Техническим комитетом по стандартизации «Оборудование энергетическое стационарное» /ТК 244/ утвержден РД 24.020.11-93 Соединения сварные стационарных паровых, газовых и гидравлических турбин. Правила контроля и нормы оценки качества.
Срок введения с 01.09.93
Срок первой проверки 01.07.98
2. Прошу обеспечить соблюдение обязательных требований РД 24.020.11-93.
|
Главный научный сотрудник - заместитель генерального директора, председатель ТК 244, ц.т.н., профессор |
Л.П. Сафонов |
|
Заведующий отделом стандартизации и сертификации энергооборудования НПО ЦКТИ, ответственный секретарь ТК 244 |
Г.В. Абашкин |
ПРЕДИСЛОВИЕ
1. РАЗРАБОТАН ТК 244 «Оборудование энергетическое стационарное». Подкомитет 8 «Материалы и полуфабрикаты для энергооборудования».
Председатель А.А. Чижик.
2. РАЗРАБОТЧИКИ:
В.Н. Земзин, А.А. Ланин, З.К. Титинер.
3. ВНЕСЕН секретариатом ТК 244 «Оборудование энергетическое стационарное».
Ответственный секретарь Г.В. Абашкин.
4. УТВЕРЖДЕН ТК 244 «Оборудование энергетическое стационарное».
Председатель Л.П. Сафонов.
5. ВВЕДЕН ВПЕРВЫЕ.
6. СРОК первой проверки - 01.07.98.
РУКОВОДЯЩИЙ ДОКУМЕНТ ПО СТАНДАРТИЗАЦИИ
|
СОЕДИНЕНИЯ СВАРНЫЕ СТАЦИОНАРНЫХ ПАРОВЫХ, ГАЗОВЫХ И ГИДРАВЛИЧЕСКИХ ТУРБИН. ПРАВИЛА КОНТРОЛЯ И НОРМЫ ОЦЕНКИ КАЧЕСТВА |
Введен впервые |
|
УТВЕРЖДАЮ Главный научный сотрудник - заместитель генерального директора НПО ЦКТИ, председатель ТК 244 Л.П. Сафонов «22» июня 1993 г. Дата введения 1993, сентябрь, 01 |
1. ОБЛАСТЬ ПРИМЕНЕНИЯ.
Настоящий руководящий документ /РД/ распространяется на сварные соединения:
- стационарных паровых турбин;
- газовых турбин /газотурбинных установок/;
- гидравлических турбин,
выполненными способами сварки, приведенными в ГОСТ 19521.
РД распространяется на продукцию, изготавливаемую для нужд народного хозяйства России, а также поставляемую на экспорт.
РД устанавливает обязательные требования к:
- методам и объемам контроля;
- нормам оценки качества сварных соединений указанного оборудования.
РД не распространяется на сварные соединения роторов и диафрагм стационарных паровых турбин, изделий из чугуна, цветных металлов и сплавов, а также на уплотнительные и направляющие поверхности арматуры.
Положения данного РД в части требований к качеству продукции и работ, обеспечивающих их безопасность для жизни, здоровья людей и имущества, охраны окружающей среды, и также единство методов их контроля, подлежат обязательному применению органами управления, предприятиями и объединениями предприятий, организациями и объединениями организаций турбостроения России.
2. НОРМАТИВНЫЕ ССЫЛКИ НА ДОКУМЕНТЫ.
ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединений.
ГОСТ 2.316-68 Правила нанесения на чертежах надписей, технических требований и таблиц.
ГОСТ 3.1502-74 ЕСТД. Правила оформления документов на технический контроль.
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий.
ГОСТ 8.002-86 ГСИ. Государственный надзор и ведомственный контроль за средствами измерений. Основные положения.
ГОСТ 8.326-78 ГСИ. Метрологическое обеспечение разработки, изготовления и эксплуатации нестандартизированных средств измерений. Основные положения
ГОСТ 3242-79 Соединения сварные. Методы контроля качества.
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств.
ГОСТ 7122-81 Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод.
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 16504-81 Качество продукции. Контроль и испытания. Основные термины и определения.
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля.
ГОСТ 24522-80 Контроль неразрушающий капиллярный. Термины и определения.
ОСТ 108.020.127-82 Изделия энергетического машиностроения. Нормы и правила гидравлических испытаний.
ОСТ 108.004-101-80 Контроль неразрушающий. Люминесцентный, цветной и люминесцентно-цветной методы. Основные положения.
ОСТ 108.004-109-80 Швы сварных соединений энергооборудования АЭС. Методика магнитопорошкового контроля.
3. ОБЩИЕ ТРЕБОВАНИЯ.
3.1. Согласно ГОСТ 3242 - применение метода или комплекса методов контроля для обнаружения дефектов сварных соединений при техническом контроле конструкций на всех стадиях ее изготовления, модернизации и ремонта зависит от требований, предъявляемых к сварным соединениям в технической документации на конструкцию.
Методы и объемы контроля, нормы оценки качества сварных соединений стационарных паровых турбин, газовых турбин /газотурбинных установок/ и гидравлических турбин должны соответствовать приведенным в данном РД и указываться в технической /конструкторско-технологической/ документации на конструкцию.
Техническая документация должна разрабатываться в соответствии с требованиями стандартов ЕСКД и ЕСТД /см. раздел 2 РД/.
3.2. Конструкторская документация /КД/ на паровые, газовые и гидравлические турбины должна быть разработана с учетом необходимости контроля сварных соединений в соответствии с требованиями настоящего РД.
Расположение и конструкция сварных соединений должны обеспечивать возможность проведения контроля их качества установленными методами при монтаже, ремонте и в период эксплуатации.
Возможность проведения контроля, объемы проведения контроля сварных соединений различными методами при разработке КД должны быть согласованы со службами технического контроля и главного сварщика.
3.3. Контроль сварных соединений следует проводить по производственной контрольной документации /инструкциям, технологическим картам контроля и др., в дальнейшем именуемым ПКД/, которая должна быть разработана применительно к конкретным сварным изделиям с учетом требований настоящего РД, КД, а также специфики производства и особенностей конструкции контролируемых изделий. ПКД должна включать содержание и порядок выполнения всех подготовительных и контрольных операций.
Допускается объединение ПКД с производственно-технологической документацией /ПТД/. Форма и комплектность ПКД и ПТД должны соответствовать требованиям ЕСКД и ЕСТД.
3.4. Все предусмотренные настоящим РД и ПКД контрольные операции должны быть обеспечены необходимыми средствами контроля.
3.5. Контроль сварных соединений по настоящему РД должно проводить предприятие, выполнявшее операции сварки.
Допускается проведение контроля специалистами других организаций, привлеченными указанным предприятием при условии, что привлекаемые организации и специалисты имеют разрешения /удостоверения/ на право контроля сварных соединений соответствующими методами, оформленные в установленном порядке.
3.6. Сроки выполнения контрольных операций и выдача заключений по результатам контроля должны быть предусмотрены в производственном цикле изготовления и должны обеспечивать возможность своевременного выявления и исправления дефектов до последующего укрупнения сборочных единиц, препятствующего исправлению /или замене/ дефектных сварных соединений или затрудняющего контроль их качества после исправления.
3.7. Сварные соединения, входящие в сборочные единицы турбин и поставляемые по кооперации заводами других отраслей, должны контролироваться поставщиком в соответствии с требованиями настоящего РД и КД.
3.8. Контроль качества сварных соединений и оформление документации на изделия, подведомственные Госгортехнадзору России, должен производиться в соответствии с требованиями правил Госгортехнадзора.
Степень соответствия требований настоящего РД по контролю качества сварных соединений с требованиями «Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды» и «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением» утвержденных Госгортехнадзором, приведена в приложении А.
3.9. Сварные соединения турбин и сосудов, поставляемых на экспорт, должны контролироваться в соответствии с требованиями настоящих РД, КД и ПКД, согласованных с инозаказчиком и с учетом дополнительных его требований.
Степень соответствия требований по контролю качества сварных соединений, принятых в настоящих РД с требованиями VIII части кода АСМИ и стандарта № 028-300 фирмы «Нейрпик» приведена в приложении А.
3.10. При несоответствии требованиям настоящего РД и КД на изделие или ПКД, сварные соединения подлежат исправлению или замене /при невозможности исправления/.
В отдельных случаях для конкретных сварных соединений могут быть допущены обоснованные отступления от установленных требований.
3.11. Требования по безопасности при контроле качества сварных соединений должны определяться в зависимости от метода контроля по соответствующим стандартам ССБТ и должны быть отражены в ПКД и ПТД.
4. КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ.
4.1. Методы и объем контроля, а также нормы оценки качества определяются классом сварных соединений, устанавливаемым разработчиком КД.
4.2. Назначение класса сварных соединений /от 1 до 4/ должно производиться с учетом следующих критериев:
- температуры эксплуатации, вида и интенсивности нагружения и коэффициента прочности сварного соединения;
- требований безопасности /степени катастрофичности при возможном разрушении/;
- возможности ремонта;
- стоимости конструкции.
При проектировании и разработке рабочей документации допускается дифференциация классов сварных соединений в пределах сборочной единицы в зависимости от степени ответственности сварного соединения. Классы сварных соединений приведены в таблице 4.4.
4.3. Степень соответствия параметров определяющих выбор класса сварочных соединений, в настоящем РД с параметрами, определяющими класс /группу, категорию/ сварочных соединений в правилах Госгортехнадзора, части VIII кода АСМИ по сосудам и стандарте Д 028-300 фирмы «Нейрпик» приведена в приложении А.
Таблица 4.4.
Классы сварных соединений.
|
Вид турбин |
Условия работы |
Характеристика сварных соединений |
||
|
температура, °С |
давление в МПа, /кгс/см2/ |
|||
|
1 |
2 |
3 |
4 |
5 |
|
I. |
паровые |
более 450 |
независимо |
сварно-литые и сварно-кованные конструкции, паропроводы из легированных сталей |
|
до 450 |
более 8,0 /80/ |
|||
|
пожароопасная среда |
маслопроводы смазки и регулирования |
|||
|
газовые |
более 450 до 550 |
независимо /до 3,0 /30/ |
несущие конструкции сварнолитых цилиндров и сварокованных цилиндров |
|
|
более 550 до 800 |
независимо |
пламенные трубы, переходные патрубки, коллектора камер сгорания |
||
|
взрывоопасная и пожароопасная среды |
трубопроводы газа и жидкого топлива, маслопровод смазки и регулирования |
|||
|
гидравлические |
высокий уровень напряжений, вибрация и динамическое нагружение, риск хрупкого разрушения |
конструкции с уровнем рабочих напряжений более 0,5 конструкции не рассчитываемые на прочность, но подверженные высоким динамическим или вибрационным напряжениям |
||
|
пожароопасная среда |
маслопроводы смазки и регулирования |
|||
|
II. |
паровые |
более 350 |
до 8,0 /80/ |
конструкция из углеродистых сталей, к которым предъявляются повышенные требования |
|
до 450 |
более 4,0 /40/ |
|||
|
до 350 |
до 8,0 /80/ |
|||
|
газовые |
высокий уровень напряжений и тяжелые последствия от разрушения, но менее жесткие условия чем класса I |
узлы регулирования воздуховоды высокого давления, корпуса воздухоохладителя, выхлопные части |
||
|
гидравлические |
те же, что и соединения I класса, но менее жесткие |
сварные соединения, рассчитываемые на прочность с уровнем рабочих напряжений от 0,2 до 0,5 0,2, расположенные в зоне кавитационного или эррозионного износа. |
||
|
конструкции, проверка на плотность которых не может быть проведена обычными испытаниями /гидравлическим испытанием, методами смачивания керосином и др./. Конструкции, разрушение которых может привести к сложным ремонтам. |
||||
|
III. |
паровые |
более 250 до 350 |
до 4,0 /40/ |
конструкции из углеродистых сталей |
|
до 250 |
более 1,6 /16/ до 4,0 /40/ |
|||
|
повышенные требования, но менее жесткие, чем класса II |
выхлопные части |
|||
|
газовые |
более 250 до 350 |
до 1,6 /16/ |
вспомогательные аппараты, всасывающие патрубки, компрессоры, входной и выходной патрубки турбодетандера |
|
|
умеренные напряжения, тяжелые последствия от разрушения |
||||
|
гидравлические |
умеренный уровень напряжений |
Все типы сварных соединений |
||
|
IV. |
паровые |
до 250 |
до 1,6 /16/ |
конструкции из углеродистых сталей, не вошедшие в классы 1, 2 и 3 |
|
гидравлические |
низкий уровень напряженности |
конструкции, не вошедшие в классы 1, 2 и 3 |
||
|
газовые |
конструкции, не вошедшие в классы 1, 2 и 3 |
|||
5. ВИДЫ И МЕТОДЫ КОНТРОЛЯ.
5.1. Для обеспечения требуемого качества сварных соединений на всех стадиях изготовления турбин и сосудов применяются следующие виды контроля:
- контроль квалификации персонала;
- контроль допустимости применения используемых технологий сварки;
- контроль сборочно-сварочного и термического оборудования;
- входной контроль основных материалов / полуфабрикатов и сварочных материалов;
- операционный контроль;
- приемочный контроль /контроль готовых изданий/, включающий в себя неразрушающий контроль, контроль исправления дефектов и гидравлические испытания.
5.2. Контроль допустимости применения используемых технологий сварки проводят перед началом выполнения конкретных групп однотипных производственных сварных соединений путем проверки наличия соответствующих документов, подтверждающих возможность ее применения.
5.3. Неразрушающему контролю подвергают производственные сварные соединения. Для изделий, подведомственных Госгортехнадзору и по требованию Инозаказчика, неразрушающему контролю подвергают также контрольные сварные соединения, а также контрольные сварные швы.
5.4. Разрушающему контролю подвергаются контрольные сварные соединения и контрольные сварные швы, изготавливаемые для контроля изделий, подведомственных Госгортехнадзору, и по требованию Инозаказчика.
5.5. Для проведения неразрушающего контроля используют следующие методы:
- стилоскопирование;
- измерение твердости на поверхности шва;
- визуальный;
- измерительный;
- магнитопорошковый;
- капиллярный;
- травление;
- ультразвуковой;
- радиографический.
В случаях, оговоренных КД на изделие или ПКД, допускается применение других дополнительных методов приемочного контроля /магнитно-индукционный, вскрытием, обдувом сжатым воздухом, аммиаком, течеискателем и других/. Эти методы должны пройти производственную проверку в установленном на предприятии-изготовителе порядке.
5.6. Для проведения разрушающего контроля используют следующие виды испытаний и исследований;
- определение химического состава;
- механические испытания на растяжение, статический изгиб и ударную вязкость;
- металлографическое исследование;
- измерение твердости /на поперечных шлифах/;
- определение содержания ферритной фазы;
- испытание на межкристаллитную коррозию.
5.7. Необходимость и объем проведения контроля конкретных сварных соединений, каждым из методов по п.п. 5.5. - 5.6 определяются требованиями настоящего РД и КД на изделие.
6. ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ, СРЕДСТВАМ КОНТРОЛЯ И КВАЛИФИКАЦИИ ПЕРСОНАЛА.
6.1. Проверку состояния сборочно-сварочного и термического оборудования, аппаратуры и приспособлений следует проводить периодически по графику, составленному в соответствии с указаниями прилагаемых к ним правил технической эксплуатации, паспортов или инструкций.
6.1.1. Метрологическое обеспечение оборудования, аппаратуры, приборов и приспособлений должно осуществляться в соответствии с требованиями ГОСТ 8.002-86 и ГОСТ 8.326-78.
6.1.2. На каждом производственном участке или в цехе должны быть выделены лица, ответственные за состояние оборудования, аппаратуры, приборов и приспособлений.
6.2. Для контроля качества сварных соединений следует применять установки, аппаратуру, приборы, инструмент и дефектоскопические материалы /пленку, реактивы, порошки, суспензии и др./, предусмотренные стандартами или другими нормативно-техническими материалами /НТД/ на соответствующие методы контроля /или удовлетворяющие требованиям указанных стандартов и НТД/ и обеспечивающие требованиям настоящего РД, КД на изделие и ПКД к контролю сварных соединений турбин и сосудов соответствующими методами /в том числе и по чувствительности контроля/.
6.2.1. Проверку состояния установок, аппаратуры, приборов и инструмента следует проводить периодически по графику, составленному в соответствии с указаниями прилагаемых к ним правил технической эксплуатации, паспортов или инструкций. При этом контролю подлежат параметры, предусмотренные указанной документацией.
6.2.2. Метрологическое обеспечение средств контроля следует осуществлять в соответствии с требованиями ГОСТ 8.002-86 и ГОСТ 8.326-78.
6.2.3. Каждая партия дефектоскопических материалов должна быть проконтролирована:
- на допустимость применения контролируемого материала по условиям, предусмотренным НТД или техническими условиями /ТУ/ на контролируемый материал;
- на наличие сертификата /или заменяющего его документа/ с проверкой полноты приведенных в нем сведений и их соответствия требованиям стандарта или ТУ на контролируемый материал;
- на наличие на каждом упаковочном месте этикетки с проверкой полноты приведенных в ней сведений и их соответствия требованиям стандарта или ТУ на контролируемый материал;
- на отсутствие повреждений или порчи упаковки или самого материала;
- на соответствие срока годности.
При отсутствии сертификата /этикетки и др./ или неполноте сведений в нем данная партия дефектоскопических материалов может быть допущена к использованию только после контрольной проверки всех /или недостающих/ приемо-сдаточных характеристик, подлежащих обязательному контролю согласно требований стандарта или ТУ на материал контролируемой марки.
6.3. К выполнению сварных соединений и контролю их качества допускаются работники, имеющие документы, подтверждающие их квалификацию и допуск к выполнению соответствующих работ.
6.3.1. При контроле квалификации сварщиков проверке подлежат:
- наличие у сварщика удостоверения, выданного в соответствии с «Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР»;
- соответствие выполняемых сварных соединений видам сварочных работ, к которым допущен сварщик согласно удостоверения;
- срок действия удостоверения, выданного в порядке, установленном правилами Госгортехнадзора.
6.3.2. При контроле квалификации дефектоскопистов проверке подлежат:
- наличие у дефектоскописта удостоверения, выданного в порядке, установленном правилами Госгортехнадзора;
- соответствие метода контроля и области его применения указанных в удостоверении;
- срок действия удостоверения после последней проверки знаний и практических навыков.
6.3.3. При контроле квалификации руководящих и инженерно-технических работников, осуществляющих руководство работами по выполнению и контролю сварных соединений, проверке подлежат:
- наличие у работника удостоверения /или другого документа/, подтверждающего прохождение проверки знаний /аттестацию/;
- соответствие области действия удостоверения обязанностям и функциям, фактически выполняемым работником;
- срок действия удостоверения /или др. заменяющего его документа/ после последней проверки знаний.
6.3.4. Контроль по п.п. 6.3.1. - 6.3.3. должен проводиться представителем службы технического контроля или другой специально уполномоченной службы предприятия-изготовителя.
6.3.5. Контроль квалификации персонала, не указанного в п.п. 6.3.1. - 6.3.3 /в том числе сборщиков, нагревальщиков и термистов, а также контролеров и лаборантов, осуществляющих операционный и приемочный контроль/ проводится в порядке, установленном предприятием-изготовителем.
6.3.6. Работники, виновные в нарушениях установленных требований, по решению руководства предприятия /цеха/ должны отстраняться от проведения работ, связанных с выполнением или контролем сварных соединений.
7. ВХОДНОЙ КОНТРОЛЬ.
7.1. Контроль основного металла.
7.1.1. Входной контроль основных материалов /полуфабрикатов/ проводят в соответствии с указаниями настоящего РД, КД и ПКД. Контролю подлежат все партии основных материалов /листа, труб, поковок, отливок и др./, подлежащих сварке при изготовлении турбин и трубопроводов.
7.1.2. Контроль основных материалов включает проверку сопроводительной документации, сортамента /размеров/, маркировки и состояния поверхности материалов, а также их неразрушающий и разрушающий контроль.
7.1.3. При проверке сопроводительной документации каждая партия материалов должна быть проконтролирована на наличие сертификата /или заменяющего его документа/ с проверкой полноты приведенных в нем данных и их соответствия требованиям стандарта или ТУ на контролируемый материал.
7.1.4. При проверке сортамента /размеров/ полуфабрикатов контролируют соответствие фактических размеров, указанных в сертификате.
7.1.5. При проверке маркировки контролируют ее соответствие данным сертификата и требованиям стандарта или ТУ на контролируемый материал.
7.1.6. При проверке состояния поверхности материалов контролируют ее соответствие требованиям стандарта или технических условий на контролируемый материал.
7.1.7. Необходимость, методы и объемы неразрушающего контроля основных материалов устанавливаются КД и ПКД. При этом устанавливаемые методы контроля выбирают из числа предусмотренных стандартами или техническими условиями на контролируемый материал, а нормы оценки качества должны соответствовать регламентированным указанным стандартом или техническими условиями.
7.1.8. Контроль по п. 7.1 должна проводить служба технического контроля предприятия-изготовителя совместно со службами, осуществляющими неразрушающий и разрушающий контроль.
7.2. Контроль сварочных материалов:
7.2.1. Контроль сварочных материалов включает:
- проверку сопроводительной документации;
- проверку упаковки, состояния и размеров материалов;
- контроль металла шва и металла наплавки.
7.2.2. Контроль сварочных материалов осуществляет предприятие, использующее контролируемые материалы для сварки и наплавки.
Контроль каждой партии сварочных материалов должен быть проведен до начала ее производственного использования.
7.2.3. Каждая партия сварочных материалов должна быть проконтролирована:
- на наличие сертификата /или другого сопроводительного документа/ с проверкой полноты приведенных в нем данных и их соответствия требований стандарта, технических условий или паспорта;
- на наличие на каждом упаковочном месте /ящике, пачке, коробке, мотке, баллоне и др./ этикеток, бирок или маркировки с проверкой соответствия указанных в них марки, сортамента и номера партии материала данного сертификата;
- на целость упаковки и самих материалов.
При отсутствии сертификата /этикетки и др./ или неполноте сведений в нем данная партия сварочных материалов может быть допущена к использованию только после контрольной проверки всех /или недостающих/ приемо-сдаточных характеристик, подлежащих обязательному контролю согласно требований стандарта или ТУ на материал контролируемой марки.
7.2.4. При проверке упаковки каждая партия материалов должна быть проконтролирована на отсутствие повреждений /порчи/ упаковки или самих материалов.
При обнаружении повреждений /или порчи упаковки, материалов/ вопрос о возможности полного или частичного использования контролируемой партии материалов решается службой главного сварщика.
7.2.5. При проверке состояния и размеров сварочных материалов следует контролировать:
- качество покрытия электродов;
- вид, состояние поверхности и диаметр сварочной проволоки;
- цвет, однородность и гранулометрический состав флюсов.
7.2.6. Перед использованием каждая партия покрытых электродов и флюсов должна быть прокалена в соответствии с требованиями стандарта, паспорта или ТУ и проконтролирована на содержание влаги в покрытии электрода и влажности флюса, если последнее требование содержится в ПТД.
7.2.7. Для изделий, подведомственных Госгортехнадзору, или по требованию Инозаказчика, контроль металла шва проводят на контрольных сварных швах.
8. ОПЕРАЦИОННЫЙ КОНТРОЛЬ.
8.1. Контроль подготовки деталей под сварку.
8.1.1. После выполнения подготовки под сварку деталей и сборочных единиц должны быть проконтролированы:
- форма, размеры и качество подготовки кромок;
- правильность выполнения переходов от одного сечения к другому для сварных соединений деталей разной номинальной толщины;
- маркировка деталей;
- другие характеристики и размеры, контроль которых предусмотрен ПКД или ПТД.
8.1.2. Кромки литых деталей, подлежащих сварке на ширине до 100 мм или в объемах, определяемых ПКД, должны быть подвергнуты контролю методами, предусмотренными для данного сварного соединения. Выявленные дефекты не должны превышать норм, установленных на отливки; а в зоне термического влияния - на ширине 20 мм, кроме того, и норм, предусмотренных настоящим РД для соответствующих сварных соединений.
8.1.3. Все проверяемые по п. 8.1.1 характеристики и размеры должны удовлетворять требованиям КД, ПКД и ПТД. Методы проверки должны соответствовать указанным в ПКД. Способ обработки свариваемых кромок должен соответствовать указанному в ПТД.
8.1.4. Сборочно-сварочные приспособления должны быть проверены на соответствие их основных параметров требованиям ПКД и ПТД.
8.2. Контроль сборки под сварку.
8.2.1. Все подготовленные под сварку детали в сборочные единицы перед допуском к сборке должны быть проконтролированы на наличие сопроводительной документации и/или штампов, маркировки, клейм, удостоверяющих положительные результаты контроля качества подготовки под сварку.
8.2.2. При сборке под сварку следует контролировать:
- материал собираемых деталей /по клеймам или другой маркировке/;
- состояние /отсутствие повреждений/ и чистоту поверхности /отсутствие окалины, ржавчины, масла в др. загрязнений/ свариваемых кромок и прилегающей к ним зоны;
- материал, форму, размеры и чистоту временных технологических креплений, если они предусмотрена ПТД;
- марку и диаметр используемых для прихватки /или приварки временных технологических креплений/ электродов или других присадочных материалов;
- температуру подогрева под прихватку временных технологических креплений;
- другие характеристики, контроль которых предусмотрен ПКД или ПТД.
8.2.3. В собранных под сварку сборочных единицах /изделиях/ следует контролировать:
- наличие клейма или документации, подтверждающей приемку изделия под сварку;
- правильность сборки под сварку и надежность крепления деталей в сборочно-сварочных приспособлениях;
- допуск сварщиков к выполнению прихваток;
- смещение кромок соединяемых элементов;
- соответствие геометрических размеров и взаимного расположения сборочных единиц требованиям КД на изделие;
- величину зазора между свариваемыми кромками;
- качество выполнения и зачистки прихваток, а также их количество, расположение и размеры;
- количество, расположение и качество приварки временных технологических креплений;
- другие характеристики, контроль которых предусмотрен ПКД или ПТД.
8.2.4. Результаты контроля по п. 8.2.1 - 8.2.4 должны удовлетворять требованиям КД, ПКД и ПТД на изделие. Методы проверки должны соответствовать указанным в ПКД и ПТД.
8.3. Контроль процессов сварки.
8.3.1. Перед началом сварки следует контролировать:
- наличие документации и/или маркировки, штампов, клейм, подтверждающих соответствие сборки установленным требованиям;
- рабочее состояние сварочного оборудования и контрольно-измерительной аппаратуры;
- соответствие марок, подлежащих использованию сварочных материалов, а также диаметров и сварочной проволоки требованиям ПТД;
- наличие документации /журналов, протоколов, извещений/, подтверждающей соответствие применяемых сварочных материалов /покрытых электродов и флюса/ установленным требованиям по влажности;
- наличие у сварщиков допуска к выполнению сварочных работ;
- чистоту подлежащих сварке кромок и прилегающих к ним поверхностей деталей;
- температуру предварительного подогрева в зоне сварных соединений /если она предусмотрена ПТД/ к моменту начала сварки и надежность ее контроля в процессе сварки;
- другие сведения и характеристики, контроль которых предусмотрен ПКД или ПТД.
8.3.2. Во время сварки подлежат контролю:
- температура сопутствующего подогрева, если таковой предусмотрен ПТД;
- качество заварки корневого шва /визуальным и измерительным контролем/;
- соответствие режимов сварки и последовательности заполнения разделки требованиям ПТД;
- качество зачистки выполненных валиков перед наложением последующих;
- контроль выборки корня шва, если КД и ПТД предусмотрена подварка корня шва;
- другие характеристики, контроль которых предусмотрен ПТД.
8.3.3. После окончания сварки подлежат контролю:
- условия охлаждения сварного соединения или его пребывания с момента окончания сварки до начала термической обработки, если они оговорены ПТД;
- наличие и расположение на сварном соединении клейм сварщика.
Клеймо должно располагаться на специально защищенной площадке размером 30×30 мм на расстоянии 80 ÷ 100 мм от края шва, если КД или ПТД не предусмотрены другие требования;
- размеры конструктивных элементов выполненного сварного соединения измерительным контролем;
- полноту удаления временных технологических креплений и швов их приварки.
8.3.4. Результаты контроля должны удовлетворять требованиям настоящего РД, КД и ПТД. Методы контроля должны соответствовать указанным в ПКД и ПТД. Выявленные при контроле отклонения должны быть своевременно устранены.
8.3.5. Сварные соединения, подлежащие термической обработке должны быть подвергнуты предварительному визуальному и измерительному контролю для обнаружения поверхностных дефектов /за исключением сварных соединений, охлаждение которых до проведения термической обработки не допускается/. Выявленные дефекты следует устранять до проведения термической обработки.
8.3.6. Контроль по настоящему подразделу должны осуществлять специально выделенные ответственные лица /мастера, контролеры службы технического контроля, бригадиры сварщиков или др./.
8.4. Контроль термической обработки сварных соединений.
8.4.1. До начала термической обработки мастер термического участка должен проверить:
- наличие сопроводительной документации или клейм, удостоверяющих соответствие выполненного сварного соединения требованиям КД, ПКД, ПТД;
- рабочее состояние термического оборудования и регистрирующих термопар, расположение и способы крепления термопар согласно требованиям ПКД и/или ПТД;
- возможность свободного расширения изделий и отсутствие деформаций изделия под действием собственного веса при проведении термической обработки.
8.4.2. В процессе термической обработки мастер термического участка контролирует и регистрирует соответствие фактических параметров ее режима /скорости или времени нагрева, температуры и продолжительности выдержки, скорости охлаждения, температуру выемки изделия из печи/ установленным ПТД.
8.4.3. После проведения термической обработки мастер термического участка предъявляет службе ОТК наличие на ленте самописца /в журнале, карте/ отметок /записей/, фиксирующих дату проведения обработки, номер садки и производственный шифр обработанного изделия /сборочной единицы/, а также другие данные, предусмотренные ПКД. Результаты контроля должны удовлетворять требованиям ПКД.
9. ПРИЕМОЧНЫЙ КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ.
9.1. Определения.
9.1.1. Номинальная толщина сваренных деталей - указанная в чертеже толщина основного металла деталей /без учета допусков/ в зоне, примыкающей к сварному шву.
9.1.2. Расчетная высота углового шва по ГОСТ 2601 - /расчетная высота двустороннего углового шва определяется как сумма расчетных высот двух частей, выполненных с разных сторон/.
9.1.3. Включение - обобщенное наименование пор, шлаковых и вольфрамовых включений.
9.1.4. Максимальный размер включения - наибольшее расстояние между двумя точками внешнего контура включения.
9.1.5. Максимальная ширина включения - наибольшее расстояние между двумя точками внешнего контура включения, измеренное в направлении, перпендикулярном максимальному размеру включения.
9.1.6. Включение одиночное - включение, минимальное расстояние от края которого до края любого другого соседнего включения не менее трехкратной максимальной ширины каждого из двух рассматриваемых включений, но не менее трехкратного максимального размера включения с меньшим значением этого показателя /из двух рассматриваемых/.
9.1.7. Скопление - два или несколько включений минимальное расстояние между краями которых менее установленных п. 9.1.6 для одиночных включений, но не менее максимальной ширины каждого из любых рассматриваемых соседних включений.
9.1.8. Внешний контур скопления - контур, ограниченный внешними краями включений, входящих в скопление, и касательными линиями, соединяющими указанные края.
9.1.9. Максимальный размер скопления - наибольшее расстояние между двумя точками внешнего контура скопления.
9.1.10. Максимальная ширина скопления - наибольшее расстояние между двумя точками внешнего контура скопления, измеренное в направлении, перпендикулярном максимальному размеру скопления.
9.1.11. Скопление одиночное - скопление, минимальное расстояние от внешнего контура которого до внешнего контура любого другого соседнего скопления или включения не менее трехкратной максимальной ширины каждого из двух рассматриваемых скоплений /или скопления и включения/, но не менее трехкратного максимального размера скопления /включения/ с меньшим значением этого показателя /из двух рассматриваемых/.
9.1.12. Группа включений - два или несколько включений, минимальное расстояние между краями которых менее максимальной ширины хотя бы одного из двух рассматриваемых соседних включений. Внешний контур группы включений ограничивается внешними краями включений, входящих в рассматриваемую группу, и касательными линиями, соединяющими указанные края. При оценке качества сварных соединений группа включений рассматривается как одно сплошное включение.
9.1.13. Включения одиночные протяженные - включения, /при радиографическом контроле/ максимальный размер которых превышает допустимый максимальный размер одиночных включений, а допустимость устанавливается только в зависимости от размеров и количества без учета их площади при подсчете суммарной приведенной площади и без включения их количества в общее количество одиночных включений и скоплений.
9.1.14. Приведенная площадь включения или скопления - произведение максимального размера включения /скопления/ на его максимальную ширину /учитывается для одиночных включений и одиночных скоплений при радиографическом контроле/.
9.1.15. Суммарная приведенная площадь включений и скоплений /при радиографическом контроле/ - сумма приведенных площадей отдельных одиночных включений и скоплений /при радиографическом контроле/.
9.1.16. Индикаторный след - окрашенный пенетрантом участок /пятно/ поверхности сварного соединения или наплавленного металла в зоне расположения несплошности /при капиллярном контроле/.
9.1.17. Индикаторный след округлый - индикаторный след с отношением его максимального размера к максимальной ширине не более трех /при капиллярном контроле/.
9.1.18. Индикаторный след удлиненный - индикаторный след с отношением его максимального размера к максимальной ширине более трех /при капиллярном контроле/.
9.1.19. Индикаторный след одиночный - индикаторный след, минимальное расстояние от края которого до края любого другого соседнего индикаторного следа не менее максимальной ширины каждого из двух рассматриваемых индикаторных следов, но не менее максимального размера индикаторного следа с меньшим значением того показателя /из двух рассматриваемых/ /при капиллярном контроле/.
9.2. Общие требования.
9.2.1. Методы и объем приемочного контроля должны гарантировать выявление недопустимых дефектов, высокое качество и надежность сварных изделий в эксплуатации. Они должны соответствовать требованиям настоящего РД, КД и ПКД.
9.2.2. В зависимости от предусмотренного объема неразрушающий контроль подразделяется на сплошной и выборочный.
Сплошной контроль производится по всей протяженности каждого сварного соединения.
Выборочному контролю подвергают отдельные участки сварных соединений или отдельные сварные соединения в соответствии с требованиями и указаниями документов п. 9.2.1. Участки проведения выборочного контроля устанавливаются согласно требованиям ПТД и службы технического контроля.
9.2.3. Указание категории контроля приводится в КД и ПКД в соответствии с указаниями настоящего РД условным обозначением типа К I а, б, в, г, д...
где К - контроль сварных соединений,
I - класс сварного соединения,
а, б, в, г, д - методы контроля, в том числе:
а - визуальный и измерительный контроль,
б - магнитопорошковый контроль,
в - радиографический контроль,
г - ультразвуковой контроль,
д - стилоскопирование металла шва,
е - капиллярный контроль,
ж - метод технологической пробы,
з - металлографическое исследование,
о - гидравлическое испытание,
р - стилоскопирование,
о - контроль твердости металла шва,
т - испытание сварного соединения на статическое растяжение,
у - испытание сварного соединения на загиб,
ф - испытание металла шва на ударный изгиб.
В случаях, оговоренных КД, допускается применение других методов контроля:
и - магнитно-индукционный метод,
к - контроль керосином,
л - обдув сжатым воздухом,
м - пневматическое испытание,
н - контроль аммиаком,
п - метод испытания течеискателем.
Указание категории контроля сварного соединения помещается под линией-выноской в соответствии с ГОСТ 2.312, например, КI а, б, в, г... ГОСТ 5264.
В технических требованиях или таблице швов на чертеж должна проводится ссылка на настоящие РД.
9.2.4. Если в изделии все сварные соединения относятся к одной категории контроля и контролируются одними и теми же методами, то это указывается в технических требованиях, в остальных случаях категория контроля проставляется в КД на каждом сварном соединении.
9.2.5. При неразрушающем контроле сварных соединений, выполненных дуговой или электронно-лучевой сваркой контролируемая зона должна включать весь объем /поверхность/ металла шва и примыкающих к нему участков основного металла шириной не менее 5 мм при номинальной толщине сваренных деталей до 5 мм включительно:
- не менее номинальной толщины сваренных деталей при ее значениях свыше 5 мм до 20 мм включительно;
- не менее 20 мм при номинальной толщине сваренных деталей свыше 20 мм.
Для электрошлаковых сварных соединений контролируемая зона должна включать весь объем /поверхность/ сварного шва и примыкающий участок основного металла шириной не менее 50 мм на каждую сторону.
При технической невозможности соблюдения указанных требований из-за конструктивных особенностей сварного изделия, допускается уменьшение ширины контролируемых участков основного металла до максимального возможной величины. При этом уменьшенная ширина указанных участков устанавливается в ПКД отдельно для каждого метода контроля и во всех случаях должна включать зоны термического влияния.
9.2.6. В случае обнаружения недопустимых дефектов при выборочном контроле сварных соединений каким-либо неразрушающим методом, проводят сплошной контроль тем же методом всех сварных соединений, в которых выявлены недопустимые дефекты.
9.2.7. Неразрушающий контроль сварных соединений, подлежащих термической обработке, следует проводить после ее выполнения.
Если сварные соединения подлежат радиографическому и ультразвуковому контролю, допускается проведение радиографического контроля до проведения термической обработки с обязательным проведением сплошного ультразвукового контроля после ее выполнения.
9.2.8. Если сварное соединение подлежит механической обработке с удалением части шва, неразрушающий контроль должен быть проведен после ее выполнения. Допускается проведение неразрушающего контроля /ультразвукового или радиографического/ до окончательной механической обработки в зоне расположения сварного соединения, если суммарный припуск для указанной обработки не превышает 20 % номинальной толщины сваренных деталей. При этом чувствительность контроля и нормы оценки качества должны соответствовать установленным для окончательной номинальной толщины сваренных деталей.
9.2.9. Последовательность проведения неразрушающего контроля различными методами определяется указаниями ПКД. Визуальный и измерительный контроль, а также стилоскопирование и испытание твердости металла шва должны предшествовать контролю другими методами.
9.2.10. При технической невозможности проведения предусмотренного КД и ПКД радиографического или ультразвукового контроля конкретных сварных изделий или их отдельных участков, допускается взаимная замена контроля указанными методами. При невозможности проведения как ультразвукового, так и радиографического контроля, допускается их замена послойным визуальным контролем в процессе выполнения сварных швов и последующим капиллярным или магнитопорошковым контролем /или контролем твердости/ сварных соединений после их выполнения. При невозможности проведения предусмотренного контроля на отдельных участках, указанные замены допускаются только для этих участков.
9.3. Выбор метода и объема приемочного контроля.
Выбор метода и объема применения приемочного контроля сварных соединений в зависимости от их класса должен проводиться с учетом следующих основных положений:
9.3.1. Сплошному визуальному контролю следует подвергать все классы сварных соединений.
9.3.2. Сплошному измерительному контролю подвергаются сварные соединения 1, 2 и 3 классов. Сварные соединения 4 класса подлежат выборочному измерительному контролю.
9.3.3. Сплошному ультразвуковому или радиографическому контролю следует подвергать сварные соединения 1 класса, а 2 класса - выборочному контролю в объеме 50 %, протяженность каждого сварного шва. Выбор метода ультразвукового или радиографического контроля или обоих одновременно определяется типом сварного соединения, маркой свариваемой стали и номинальной толщиной сварного шва. Места пересечения сварных швов соединений 2 класса подлежат сплошному радиографическому или ультразвуковому контролю /по 150 мм от точки пересечения в каждую сторону/.
9.3.4. Стилоскопированию подлежат сварные соединения теплоустойчивых, высокохромистых и аустенитных сталей, всех классов соединений в объеме не менее трех на сварной узел.
9.3.5. Выборочному контролю методом испытания на твердость следует подвергать сварные соединения теплоустойчивых сталей, выполненные дуговой сваркой и прошедшие термическую обработку в объеме не менее 3 сварных соединений из каждой садки печи. Контроль твердости металла шва следует проводить на сварных соединениях наибольшей номинальной толщины.
Испытание твердости металла шва сварных соединений, не несущих силовую нагрузку допускается не проводить.
9.3.6. Сплошному капиллярному контролю сварных соединений 1 и 2 классов подлежат сварные соединения из аустенитных сталей при толщине деталей свыше 25 мм, а также сварные соединения сталей разного структурного класса /аустенитной и перлитной/.
Допускается замена капиллярного контроля травлением.
9.3.7. Сплошному магнитопорошковому контролю подлежат сварные соединения деталей из теплоустойчивых хромомолибденовых и хромомолибденованадиевых сталей, а также из высокохромистых мартенситных сталей. В остальных случаях необходимость и объем магнитопорошкового контроля сварных соединений устанавливается КД.
Допускается замена магнитопорошкового контроля капиллярным контролем или контролем травлением.
9.3.8. Необходимость и объем проведения механических испытаний и металлографических исследований сварных соединений, а также гидравлических испытаний сварных сборочных единиц /узлов/ и изделий определяются требованиями КД, для конструкций, подведомственных Госгортехнадзору, требованиями Правил Госгортехнадзора, а поставляемых на экспорт - требованиями Инозаказчика.
9.4. Нормы оценки качества сварных соединений.
9.4.1. Общие положения.
9.4.1.1. Нормы оценки качества должны соответствовать требованиям и указаниям данного раздела и приведены ПТД на изделие.
Использованные в настоящем подразделе термины и определения приведены в подразделе 9.1.
9.4.1.2. Нормы оценки качества принимают по следующим размерным показателям /РП/.
По номинальной толщине сваренных деталей для стыковых сварных соединений деталей одинаковой толщины /при предварительной обработке концов деталей путем расточки, раздачи, калибровки или обжатия - по номинальной толщине сваренных деталей в зоне обработки/;
По номинальной толщине более тонкой детали - для стыковых соединений деталей разной номинальной толщины /при предварительной обработке конца более тонкой детали - по ее номинальной толщине в зоне обработки/;
По расчетной высоте шва - для стыковых, угловых и тавровых сварных соединений с неполным проплавлением;
По расчетной высоте углового шва - для угловых, тавровых и нахлесточных сварных соединений /для угловых, тавровых и нахлесточных сварных соединений с полным проплавлением за РП допускается принять толщину более тонкой детали/;
По удвоенной номинальной толщине более тонкой детали /из двух сваренных/ - для торцевых сварных соединений /кроме соединений вварки труб в трубные доски/;
По номинальной толщине стенки труб - для сварных соединений вварки труб и трубные доски.
При радиографическом контроле сварных соединений через две стенки нормы оценки качества следует применять по тому же РП, что и при контроле через одну стенку.
9.4.1.3. Протяженность /длина, периметр/ сварных соединений определяется по наружной поверхности сваренных деталей у краев шва /для соединений штуцеров, а также угловых и тавровых соединений по наружной поверхности привариваемой детали у края углового шва/.
9.4.1.4. Число и суммарная приведенная площадь одиночных включений и скоплений, выявленных применяемыми методами неразрушающего контроля, не должна превышать значений, указанных в настоящих нормах, на любом участке сварного соединения длиной 100 мм. Для сварных соединений протяженностью менее 100 мм нормы по числу суммарной приведенной площади одиночных включений и скоплений уменьшают пропорционально уменьшению протяженности контролируемого соединения. Если при этом получается дробная величина, то она округляется до ближайшего целого числа.
9.4.2. Визуальный и измерительный контроль.
9.4.2.1. При визуальном и измерительном контроле не допускаются:
- трещины всех видов и направлений;
- непровары /несплавления/ между основными металлом и швом, а также между валиками шва;
- непровары;
- наплывы, натеки и брызги металла;
- незаваренные кратера;
- свищи;
- прожоги;
- скопления и неодиночные включения вне зависимости от их размеров;
- отклонения размеров шва сверх установленной нормы.
Для сварных соединений 2 и 3 классов допускаются местные подрезы глубиной до 0,5 мм, а для соединений 4 класса глубиной до 1 мм. Для сварных соединений 1 класса подрезы не допускаются.
Дефект считается местным, если его длина составляет не более 25 % от длины проверяемого участка.
9.4.2.2. Нормы допустимых дефектов, выявленных при визуальном и измерительном контроле, приведены в табл. 9.1. - 9.5.
Таблица 9.1 - нормы на допустимую высоту /глубину/ углубления между валиками и чешуйчатости их поверхности.
Размеры в мм
|
Максимально допустимая высота /глубина/ углублений между валиками и чешуйчатости их поверхности |
|
|
до 5 включ. |
0,5 |
|
свыше 5 до 7 включ. |
0,7 |
|
-»- 7 до 10 » |
1,0 |
|
-»- 10 |
1,2 |
Таблица 9.2 - нормы допустимой выпуклости стыкового шва с наружной стороны, мм
|
Размерный показатель сварного соединения |
Выпуклость, мм |
|
до 10 включ. |
0,5 - 2,0 |
|
свыше 10 до 20 включ. |
0,5 - 2,0 |
|
свыше 20 включ. |
0,5 - 4,0 |
Таблица 9.3 - нормы допустимой выпуклости корня шва, односторонних швов, выполненных дуговой сваркой без применения подкладных колец и подварки корня шва с внутренней стороны, мм
|
Номинальный внутренний диаметр сваренных труб |
Допустимая максимальная выпуклость корня шва, мм |
|
до 25 включ. |
1,5 |
|
свыше 25 до 150 включ. |
2,0 |
|
свыше 150 |
2,5 |
|
Примечание: Для односторонних швов но цилиндрических деталей нормы допустимой выпуклости корня шва устанавливаются КД и/или ПКД. |
|
Таблица 9.4 - нормы допустимой вогнутости корня шва
Размеры в мм
|
Размерный параметр сварного соединения |
Допустимая максимальная высота /глубина/ вогнутости корня шва |
|
от 2,0 до 2,8 включ. |
0,4 |
|
от 2,8 до 4,0 включ. |
0,6 |
|
от 4,0 до 6,0 -»- |
0,8 |
|
от 6,0 до 8,0 -»- |
1,0 |
|
от 8,0 до 12,0 -»- |
1,2 |
|
свыше 12,0 |
1,5 |
Таблица 9.5 - нормы допустимости одиночных поверхностных включений
|
Размерный показатель сварного соединения, мм |
Допустимый максимальный размер одиночного поверхностного включения, мм |
Максимально допустимое количество одиночных поверхностных включений, шт. |
|
до 5 включ. |
0,6 |
3 |
|
св. 5 до 8 включ. |
1,0 |
4 |
|
» 8 » 10 » |
1,2 |
5 |
|
» 10 » 15 » |
1,5 |
5 |
|
» 15 » 40 » |
2,0 |
6 |
|
» 40 » 100 » |
2,5 |
7 |
|
» 100 |
2,5 |
8 |
|
Примечания: 1. Включения с максимальным размером до 0,5 мм включительно допускается не учитывать как при подсчете количества одиночных включений так и при рассмотрении расстояний между ними. 2. Любую совокупность включений, которая может быть вписана в квадрат с размером стороны, не превышающим значения максимально допустимого размера одиночного включения, допускается рассматривать как одно сплошное включение. |
||
9.4.2.3. Результаты внешнего и измерительного контроля считаются удовлетворительными, если в сварных соединениях отсутствуют недопустимые дефекты, предусмотренные п. 9.4.2.1, а размеры и число допустимых дефектов и отклонений от геометрической формы сварных швов не превышают значений, указанных в таблицах 9.1 - 9.5.
9.4.3. Стилоскопирование.
9.4.3.1. Стилоскопирование следует проводить на начищенной до металлического блеска поверхности шва. Выполнение стилоскопирования металла шва следует осуществлять с помощью переносных стилоскопов.
9.4.3.2. При стилоскопировании металла шва должно быть проверено наличие, отсутствие и ориентировочное содержание основных легирующих элементов в зависимости от марки использованных сварочных материалов.
9.4.3.3. При неудовлетворительных результатах контроля повторяют стилоскопирование металла шва того же сварного соединения на удвоенном числе участков, при неудовлетворительных результатах повторного стилоскопирования хотя бы на одном сварном соединении, стилоскопированию подлежат все сварные соединения, входящие в контрольную группу /при выборочном контроле/. Во всех случаях получения неудовлетворительных результатов стилоскопирования допускается отбор проб /стружки/ с поверхности контролируемого шва и проведение их химического анализа, результаты которого считаются окончательными.
9.4.4. Измерение твердости металла шва.
9.4.4.1. Контроль твердости шва следует выполнять в соответствии с требованиями ГОСТ 6996-66 переносными твердомерами на зашлифованных до металлического блеска участках его поверхности. На каждом контролируемом сварном шве замеры твердости следует выполнять не менее чем на трех участках /по одному замеру на каждом участке/.
9.4.4.2. Качество сварного соединения считается удовлетворительным, если результаты испытания твердости металла шва соответствуют нормам, приведенным в табл. 9.6.
Таблица 9.6 - нормы твердости металла шва
|
Допустимые значения твердости металла шва НВ при толщине стенки, мм |
||
|
до 20 |
свыше 20 |
|
|
09Х1М |
135 - 225 |
135 - 215 |
|
09Х1МФ |
140 - 230 |
140 - 220 |
|
12Х11НВМФ 12Х11НМФ |
180 - 280 |
180 - 270 |
|
Примечание: При местной термической обработке допускается увеличение верхнего значения твердости на 5 %. |
||
9.4.4.3. При неудовлетворительных результатах измерения твердости металла шва допускается его повторный контроль с утроенным числом замеров /на том же сварном соединении/. При неудовлетворительных результатах повторного контроля испытанию твердости подлежат все сварные соединения контролируемой группы.
9.4.4.4. При завышенных значениях твердости металла шва сварные соединения должны быть подвергнуты дополнительному отпуску, после которого испытание твердости металла шва проводят вновь.
9.4.5. Капиллярный контроль.
9.4.5.1. Капиллярный контроль сварных соединений следует проводить в соответствии с требованиями ГОСТ 18442-, ОCT 108.004-101, настоящего РД и действующих на предприятии методических инструкций по капиллярному контролю.
9.4.5.2. При контроле сварного соединения индикаторные следы с максимальным размером менее 1,5 мм допускается не учитывать вне зависимости от размерного показателя контролируемого сварочного соединения.
Удлиненные индикаторные следы не допускаются.
Наибольший размер округлого индикаторного следа не должен превышать 4,8 мм вне зависимости от размерного показателя сварного соединения.
Четыре и более округлых индикаторных следов, расположенных в линию и отделенных друг от друга на расстоянии не более 1,6 мм, не допускаются.
Контроль выполняется по второму классу чувствительности согласно ГОСТ 18442-.
9.4.6. Магнитопорошковый контроль.
9.4.6.1. Магнитопорошковый контроль следует проводить в соответствии с требованиями ГОСТ 21105-, ОСТ 108.004-109, настоящего РД и действующих на предприятии методических инструкций по магнитопорошковому контролю.
9.4.6.2. Нормы оценки качества при магнитопорошковом контроле должны соответствовать нормам для капиллярного контроля /п. 9.4.5.2/. Контроль выполняется по условному уровню чувствительности РБ согласно ГОСТ 21105-.
9.4.7. Радиографический контроль.
9.4.7.1. Радиографический контроль следует проводить в соответствии с требованиями ГОСТ 7512 по второму классу чувствительности.
9.4.7.2. Качество сварного соединения считается удовлетворительным, если на радиографическом снимке не будут зафиксированы трещины, непровары, несплавления, прожоги, свищи, а размер, число и суммарная площадь одиночных включений и скоплений не превышают норм, приведенных в табл. 9.7.
9.4.7.3. Видимые на радиографических снимках включения с максимальным размером менее значений, указанных в графе «минимальный допустимый размер включения», в таблице 9.7 при оценке качества сварных соединений не учитываются как при подсчете количества включений и их суммарной приведенной площади, так и при рассмотрении расстояний между включениями /скоплениями/.
9.4.7.4. Любую совокупность включений, которая может быть вписана в прямоугольник с размером сторон, не превышающими значений допустимого максимального размера и допустимой максимальной ширины одиночного протяженного включения, допускается рассматривать как одно сплошное протяженное включение.
9.4.7.5. Любую совокупность включений, которая может быть вписана в квадрат с размерами стороны, не превышающими значения допустимого максимального размера одиночного включения, допускается рассматривать, как одно сплошное одиночное включение.
9.4.7.6. При отсутствии одиночных протяженных включений или при их количестве менее допустимого по нормам табл. 9.7, вместо них могут быть допущены в соответствующем количестве /эквивалентной площади/ одиночные включения или одиночные скопления допустимых размеров без их учета при подсчете суммарной приведенной площади одиночных включений и скоплений.
Таблица 9.7 - НОРМЫ ДОПУСТИМОСТИ ОДИНОЧНЫХ ВКЛЮЧЕНИЙ И СКОПЛЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ПРИ РАДИОГРАФИЧЕСКОМ КОНТРОЛЕ
|
Минимальный фиксируемый размер включения, мм |
Одиночные включения и скопления |
Одиночные протяженные включения |
||||||
|
допустимый максимальный размер, мм |
условие допустимости на участке длиной 100 мм |
допустимые |
допустимое количество на длине 100 мм |
|||||
|
включения |
скопления |
допустимое кол-во, шт. |
допустимая суммарная приведенная площадь, мм2 |
максимальный размер, мм |
максимальная ширина, мм |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
от 2 до 3 |
0,20 |
0,6 |
1,0 |
12 |
2,0 |
5,0 |
0,6 |
2 |
|
от 3 до 4 |
0,20 |
0,8 |
1,2 |
12 |
3,5 |
5,0 |
0,8 |
2 |
|
от 4 до 5 |
0,20 |
1,0 |
1,5 |
13 |
5,0 |
5,0 |
1,0 |
2 |
|
от 5 до 6,5 |
0,20 |
1,2 |
2,0 |
13 |
6,0 |
5,0 |
1,2 |
3 |
|
от 6,5 до 8 |
0,20 |
1,5 |
2,5 |
13 |
8,0 |
5,0 |
1,5 |
3 |
|
от 8 до 10 |
0,30 |
1,5 |
2,5 |
14 |
10,0 |
5,0 |
1,5 |
3 |
|
от 10 до 12 |
0,30 |
2,0 |
3,0 |
14 |
12,0 |
6,0 |
2,0 |
3 |
|
от 12 до 14 |
0,40 |
2,0 |
3,0 |
15 |
14,0 |
6,0 |
2,0 |
3 |
|
от 14 до 18 |
0,40 |
2,5 |
3,5 |
15 |
16,0 |
6,0 |
2,5 |
3 |
|
от 18 до 22 |
0,50 |
3,0 |
4,0 |
16 |
20,0 |
7,0 |
3,0 |
3 |
|
от 22 до 24 |
0,50 |
3,0 |
4,5 |
16 |
25,0 |
7,0 |
3,0 |
3 |
|
от 24 до 28 |
0,60 |
3,0 |
4,5 |
18 |
25,0 |
8,0 |
3,0 |
3 |
|
от 28 до 32 |
0,60 |
3,5 |
5,0 |
18 |
31,0 |
8,0 |
3,5 |
3 |
|
от 32 до 35 |
0,60 |
3,5 |
5,0 |
20 |
35,0 |
9,0 |
3,5 |
3 |
|
от 35 до 38 |
0,75 |
3,5 |
5,0 |
20 |
35,0 |
9,0 |
3,5 |
3 |
|
от 38 до 44 |
0,75 |
4,0 |
6,0 |
21 |
41,0 |
10 |
4,0 |
3 |
|
от 44 до 50 |
0,75 |
4,0 |
6,0 |
22 |
47,0 |
11 |
4,0 |
3 |
|
от 50 до 60 |
1,0 |
4,0 |
6,0 |
23 |
55,0 |
12 |
4,0 |
4 |
|
от 60 до 70 |
1,0 |
4,0 |
6,0 |
24 |
65,0 |
13 |
4,0 |
4 |
|
от 70 до 85 |
1,25 |
5,0 |
7,0 |
25 |
78,0 |
14 |
5,0 |
4 |
|
от 85 до 100 |
1,50 |
5,0 |
7,0 |
26 |
92,0 |
14 |
5,0 |
4 |
|
от 100 |
2,0 |
5,0 |
8,0 |
27 |
115,0 |
14 |
5,0 |
4 |
9.4.7.7. При контроле сварных соединений с неполным проплавлением или остающимися остальными подкладками /в т.ч. с подкладными кольцами или на «усе»/ видимые на радиографических снимках конструктивные зазоры /в т.ч. заполненные затекшим шлаком или металлом/ браковочным признаком не считаются.
9.4.8. Ультразвуковой контроль.
9.4.8.1. Ультразвуковой контроль сварных соединений следует проводить в соответствии с требованиями ГОСТ 14782 настоящего РД, и действующих на предприятии методических указаний /в т.ч. инструкций/ по ультразвуковому контролю.
9.4.8.2. Стыковые сварные соединения деталей из хромомолибденовых сталей толщиной свыше 45 мм, деталей из хромомолибденованадиевых сталей толщиной свыше 36 мм и деталей из высокохромистых сталей толщиной свыше 20 мм следует подвергать дополнительному сплошному контролю на поперечные трещины /с продольной ориентацией преобразователя относительно оси шва/.
9.4.8.3. Качество сварного соединения по результатам ультразвукового контроля /с размерным показателем свыше 5 мм/ считается удовлетворительным при одновременном соблюдении следующих условий:
- выявленные несплошности не являются протяженными /условная протяженность несплошности не должна превышать условную протяженность соответствующего эталонного отражателя/;
- выявленные несплошности являются одиночными /расстояние по поверхности сканирования между двумя соседними несплошностями должно быть не менее условной протяженности несплошности с большим значением этого показателя/;
- эквивалентные площади и количество выявленных одиночных несплошностей не должно превышать норм табл. 9.8.
- поперечные трещины отсутствуют.
Таблица 9.8 - нормы допустимости одиночных несплошностей при ультразвуковом контроле сварных соединений
|
Эквивалентная площадь одиночных несплошностей, мм2 |
Максимально допустимое количество фиксируемых одиночных несплошностей на длине 100 мм, шт. |
|||
|
фиксируемая /минимальная/ |
максимально допустимая |
|||
|
от 5,5 до 10 вкл. |
2,8 |
5 |
7 |
|
|
св. 10 до 20 вкл. |
3,0 |
6 |
8 |
|
|
» 20 » 40 » |
3,5 |
7 |
9 |
|
|
» 40 » 60 » |
3,0 |
10 |
10 |
|
|
» 60 » 80 » |
5,0 |
13 |
11 |
|
|
» 80 » 100 » |
7,0 |
18 |
11 |
|
|
» 100 |
10,0 |
20 |
12 |
|
9.4.9. Гидравлические испытания.
9.4.9.1. Гидравлические испытания следует проводить в соответствии с требованиями Правил Госгортехнадзора России, ОСТ 108.020.127 и КД на изделие.
9.4.9.2. При гидравлических испытаниях осмотру подлежат все сварные соединения сборочной единицы изделия.
9.4.10. Механические испытания.
9.4.10.1. Необходимость и объем проведения механических испытаний металла шва и сварных соединений определяются требованиями КД и ПКД, а для конструкций подведомственных Госгортехнадзору требованиями Правил Госгортехнадзора. Условия выполнения контрольных сварных соединений должны соответствовать требованиям подраздела 7.2.
9.4.10.2. Механические испытания металла шва и сварных соединений следует проводить в соответствии с требованиями ГОСТ 6996-66, с учетом указаний Правил Госгортехнадзора, если сварные соединения ему подведомственны. Проводятся механические испытания на растяжение, ударный изгиб и загиб.
Общий результат механических испытаний считается удовлетворительным при положительных результатах всех видов испытаний.
9.4.10.3. Показатели временного сопротивления, предела текучести, относительного сужения, относительного удлинения металла шва, временного сопротивления и угла загиба сварного соединения должны соответствовать требованиям КД и ПКД, а для конструкций, подведомственных Госгортехнадзору, требованиями Правил Госгортехнадзора.
9.4.11. Металлографическое исследование.
9.4.11.1. Металлографическое исследование проводится на шлифах, вырезанных из контрольных сварных швов, наплавок и сварных соединений в соответствии с требованиями КД и ПКД, а для конструкций подведомственных Госгортехнадзору согласно Правилам Госгортехнадзора.
9.4.11.2. Качество выполненного сварного соединения при металлографическом исследовании считается удовлетворительным при выполнении следующих условий:
- на шлифах отсутствуют недопустимые дефекты согласно п. 9.4.2.1;
- количество и величина допустимых дефектов не превышает указанных в табл. 9.1 - 9.5 и 9.7.
10. КОНТРОЛЬ ИСПРАВЛЕНИЯ ДЕФЕКТОВ.
10.1. Контроль исправления дефектов сварных соединений, а также подлежащих заварке дефектов основного металла, проводится в соответствии с требованиями НТД на типовые способы заварки и ПТД на изделие.
10.2. При исправлении дефектов следует контролировать соблюдение требований НТД и ПТД в части:
Необходимости проведения термической обработки детали или изделия и ее режима до начала исправления дефектов;
Способа удаления дефектов;
Максимальной глубины выборок, углов их наклона и плавности сопряжения выборок с поверхностью детали, остающейся минимальной толщины металла под выборкой;
Качества подготовки поверхности выборок под контроль полноты удаления дефектов;
Применяемых для заварки способов сварки и сварочных материалов;
Режимов сверки, а также необходимости и температуры предварительного и сопутствующего подогрева при заварке выборок;
Необходимости, вида и режима термической обработки изделия после заварки дефектов.
10.3. Участки, исправленные без заварки выборок, а также подготовленные под заварку подлежат визуальному к магнитопорошковому или капиллярному контролю /или контролю травлением/. Указанный контроль следует проводить по всей поверхности выборок и примыкающим к ним поверхностям сварного шва и основного металла шириной не менее 10 мм.
Если изделие перед заваркой подлежит обязательной термической обработке, то контроль выборок производится дважды, до и после термической обработки.
10.4. Все исправленные участки заварки после термической обработки /если она предусмотрена требованиями НТД и ПТД/ подлежат сплошному контролю теми же способами, что и при выполнении аналогичных сварных соединений. Контролируемая зона должна включать место заварки выборки и примыкающие к ней участки основного металла или шва шириной не менее 20 мм.
10.5. При вырезке дефектных сварных соединений с последующей вваркой вставок /отрезков труб/ предварительно проверяют марку стали /по клейму/, типоразмер и длину вставки. Последующий операционный и приемочный контроль проводят как для вновь выполненного сварного соединения.
11. ОТЧЕТНАЯ ДОКУМЕНТАЦИЯ ПО КОНТРОЛЮ.
11.1. Результаты контроля сварных соединений по настоящему РД должны быть зафиксированы в соответствующей отчетной документации /журналах, протоколах, извещениях, актах в др./.
Результаты операционного контроля в случаях, предусмотренных ПКД, допускается фиксировать путем клеймения, маркировки штампов /при положительных результатах контроля/.
11.2. Отчетная документация по контролю сварных соединений должна оформляться соответствующими службами предприятия-изготовителя турбин, ответственными за проведение и достоверность результатов, закрепленных за ними видов контроля.
11.3. Конкретные формы отчетной документации по каждому виду контроля устанавливаются предприятием, осуществляющим выполнение и контроль качества сварных соединений турбин при их изготовлении.
11.4. Во всех случаях в отчетной документации должны быть конкретно указаны объект, метод, объем, чувствительность и результаты контроля, а также его исполнители и дата проведения.
11.5. Ответственность за правильное и своевременное оформление контрольной документации возлагается на руководителя службы технического контроля, который обязан проводить периодическую проверку правильности ведения указанной документации на всех участках.
11.6. Все документы по контролю сварных соединений должны храниться не менее 5 лет.
ПРИЛОЖЕНИЕ А
/Справочное/
СОПОСТАВЛЕНИЕ ТРЕБОВАНИЙ ПРАВИЛ КОНТРОЛЯ И НОРМ ОЦЕНКИ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ РД 24.020.11-93, ПРАВИЛ ГОСГОРТЕХНАДЗОРА И КОДА АСМИ, ЧАСТИ VIII
1. ОБЩИЕ ПОЛОЖЕНИЯ
Настоящее приложение устанавливает степень соответствия требований к контролю сварных соединений данного РД с аналогичными требованиями правил Госгортехнадзора по трубопроводам и сосудам /1, 2/ и когда АСМИ части VIII /3/. Рассматриваются также выборочно и аналогичные требования французского стандарта 028-300 фирмы «Нейрпик» /4/ и финского стандарта СФС 2379 /5/.
Рассмотрены требования сравниваемых нормативных документов в части:
- деления сварных соединений по классам;
- требований к контролю подготовки производства;
- методов и объема применения разных методов контроля;
- норм оценки качества.
2. КЛАССЫ /КАТЕГОРИИ/ СВАРНЫХ СОЕДИНЕНИЙ
Классы сварных соединений паровых, газовых и гидравлических турбин настоящего РД, определяющие методы, объемы и нормы оценки качества при контроле приняты с учетом требований, содержащихся в правилах Госгортехнадзора на трубопроводы и сосуды, а также кода АСМИ части VIII, стандарта 028-300 фирмы «Нейрпик» и финского стандарта СФС 2379. При выборе класса учитываются параметры эксплуатации /температура и давление/, условия нагружения /характер нагружения и его уровень/ требования безопасности, возможности ремонта и стоимости изготовления конструкции /табл. 1/.
Как и в большинстве сопоставляемых нормативных материалов сварные соединения делятся на четыре класса по степени ответственности сварных соединений, причем первый класс предъявляет наиболее жесткие требования к их качеству и полноте контроля.
Для каждого из вида турбин параметры и условия нагружения, определяющие их класс отличаются друг от друга, однако требования к методам и объему контроля, а также нормам оценки качества являются общими.
Параметры, определяющие выбор класса паровых турбин полностью соответствуют, учитывая идентичные условия эксплуатации, параметрам, определяющим выбор категории трубопроводов в правилах Госгортехнадзора устройства и безопасной эксплуатации трубопроводов пара и горячей воды.
Параметры, определяющие выбор класса сварных соединений газовых турбин соответствуют принятым на заводе-изготовителе. Они качественно сопоставимы с параметрами, определяющими класс сварных соединений паровых турбин, отличаясь от них более высокой температурой эксплуатации и меньшим давлением для каждого из классов.
Параметры, определяющие выбор класса сварных соединений гидравлических турбин в наибольшей степени соответствуют требованиям стандарта 028-300 «Сварные соединения. Классификация и контроль» фирмы «Нейрпик», который в свою очередь соответствует требованиям части VIII кода АСМИ «Сосуды давления».
Параметры, определяющие выбор класса /категории/ в различных отечественных и зарубежных нормативных материалах существенно отличаются друг от друга /табл. 1/. Поэтому сопоставление их между собой может быть только качественным. Так если в отечественных правилах Госгортехнадзора по трубопроводам и сосудам выбор категории /группы/ сварного соединения определяется рабочими параметрами /температурой и давлением/, то в стандартах фирмы «Нейрпик» деление на классы производится по характеру и интенсивности нагружения.
В коде АСМИ /часть VIII - сосуды/ в отличие от ранее приведенных, выбор категории сосуда определяется лишь местом расположения соединения в сосуде, которое косвенно определяет и условия его нагружения.
К категориям А относятся наиболее продольные сварные соединения обечаек, соединительных камер, переходных элементов и штуцеров, а также поперечные сварные соединения обечаек с сферическими днищами и любые соединения самих днищ.
Категория В включает поперечные сварные соединения обечаек, соединительных камер, штуцеров или элементов различного диаметра.
Категория С объединяет сварные соединения фланцы, трубные доски или плоские днища с обечайками, а к категории Д относятся соединения камер и штуцеров с обечайками, сферическими элементами, днищами или плоскими корпусами.
Дополнительно к классификации сварных соединений по категориям вводится понятие типа соединения /1 - 5/. К типу 1 относятся стыковые соединения с гарантированным полным проплавлением, к типу 2 - стыковые соединения с остающимися подкладными кольцами или полосами, к типу 3 односторонние стыковые соединения без подкладных колец, к типу 4 - двухсторонние угловые соединения и к типу 5 - односторонние угловые соединения.
Отличающейся от других является классификация сварных соединений финского стандарта СФС 2379 /табл. 1/. Она определяется как характеристиками нагружения, так и квалификацией сварщика в условиями выполнения сварочных работ. Для несущих конструкций преимущественно со статической нагрузкой рекомендуется, как правило, класс WC.
Для конструкций с повышенным ущербом от возможного разрушения выбирается класс WB. При усталостном нагружении в зависимости от его интенсивности может выбираться класс WА, WB или WC.
В большинстве нормативных документов к классу 1 с наиболее высокими требованиями к объему контроля относятся сварные соединения при наличии взрывоопасных сред /в данном случае сварные соединения трубопроводов газа и жидкого топлива, маслопроводы смазки и регулирования/.
3. ТРЕБОВАНИЯ К ПОДГОТОВКЕ ПРОИЗВОДСТВА, ВХОДНОМУ И ОПЕРАЦИОННОМУ КОНТРОЛЮ
При составлении данного РД учтены основные требования правил Котлонадзора и зарубежных нормативных материалов /в первую очередь части VIII кода АСМИ/ в части контроля подготовки производства, входного и операционного контроля.
В соответствии с требованиями правил Госгортехнадзора и части VIII кода АСМИ контроль подготовки производства включает следующие разделы:
- контроль допустимости применения используемых технологий сварки и производственную их аттестацию;
- контроль сварочного и термического оборудования, аппаратуры и приспособлений;
- контроль установок аппаратуры и дефектоскопических материалов для контроля сварных соединений;
- контроль квалификации сварщиков;
- контроль квалификации операторов-дефектоскопистов;
- контроль квалификации инженерно-технических работников, осуществляющий руководство работами по выполнению и контролю сварных соединений.
Требования к входному контролю предусматривают:
- контроль основных материалов /полуфабрикатов/;
- контроль сварочных материалов.
Требования к операционному контролю предусматривают:
- контроль подготовки деталей под сварку;
- контроль сборки под сварку;
- контроль процессов сварки, включающий контроль подогрева при сварке;
- контроль термической обработки сварных соединений.
Содержащиеся в РД требования к контролю подготовки производства, входному и операционному контролю сварных соединений соответствуют аналогичным требованиям правил Госгортехнадзора и части VIII кода АСМИ.
4. МЕТОДЫ И ОБЪЕМ ПРИЕМОЧНОГО КОНТРОЛЯ
Методы неразрушающего и разрушающего контроля настоящего РД полностью соответствуют методам, регламентированным правилами Госгортехнадзора и зарубежных стандартов. Основными методами неразрушающего контроля являются визуальный, измерительный, ультразвуковой, рентгенографический, капиллярный и магнитопорошковый. Основные различия по применению методов с регламентацией ультразвукового и рентгенографического методов.
В отечественной практике преимущественно используется ультразвуковой контроль; рентгенографический согласно правилам Госгортехнадзора применяется наравне с ультразвуковым преимущественно при толщине стенки менее 15 мм. В отличие от этого кодом АСМИ в качестве основного регламентируется рентгенографический контроль; ультразвуковой же допускается к применению вместо рентгенографического при окончательном контроле сварных соединений сосудов в тех случаях, когда результаты радиографического контроля не могут быть должным образом интерпретированы. Указывается, что отсутствие оборудования для радиографического контроля не может служить основанием для замены этого вида контроля ультразвуковым /статья UW - IIав7/. Отмечается, что ультразвуковой контроль после проведения радиографического обязателен для электрошлаковых и электроннолучевых сварных соединений /статья UW-II и UW-IIe/.
В отличие от этого стандартом фирмы «Нейрпик» регламентируется в качестве основного ультразвуковой контроль взамен рентгенографического по требованиям кода АСМИ. Другие методы неразрушающего контроля и, в первую очередь, магнитопорошковый и капиллярный идентичны по применению в отечественной в зарубежной практике. Новых методов контроля в зарубежных нормативных материалах по сравнению с отечественными нет.
Объем контроля сварных соединений различными методами, принятый в настоящем РД по основным классам, соответствует принятым в отечественных и зарубежных нормативных материалах. Визуальный контроль является обязательным для всех классов сварных соединений.
Сплошной измерительный контроль в настоящем РД и стандарте фирмы «Нейрпик» обязателен для соединений 1, 2 и 3 классов, для соединений 4 класса он принят выборочным. В остальных нормативных документах регламентируется сплошной измерительный контроль для всех классов сварных соединений.
Объем ультразвукового и радиографического контроля при общей направленности его снижения при переходе от первого к четвертому классу соединений в деталях для различных нормативных документах заметно отличается. В настоящем РД сплошному контролю подлежат сварные соединения 1 класса, для класса 2 регламентируется выборочный контроль /при условии сплошного контроля мест пересечения сварных швов/, а соединения 3 и 4 класса радиографическому и ультразвуковому контролю не подлежат. В правилах Госгортехнадзора по сосудам сплошному ультразвуковому или радиографическому контролю подлежат сварные соединения 1 и 2 группы, для 3 группы регламентируется выборочный контроль не менее 50 %, а для четвертой не менее 25 %. В правилах Госгортехнадзора по трубопроводам сплошному контролю этими методами подлежат продольные сварные соединения всех категорий, все стыковые сварные соединения 1 и 2 категорий с толщиной стенки более 15 мм, все поперечные стыковые сварные соединения 1 категории с наружным диаметром 200 мм и более при толщине стенки менее 15 мм, угловые сварные соединения деталей и элементов с внутренним диаметром привариваемых штуцеров более 100 мм. Остальные сварные соединения подлежат выборочному контролю, объем которого изменяется от 20 % для поперечных сварных стыков 1 в 2 категорий при диаметре менее 200 мм до 3 % поперечных сварных соединений 4 категории.
Объем радиографического и ультразвукового контроля в части VIII кода АСМИ также определяется степенью ответственности сварного соединения, зависит от категории, типа соединения и совпадает с требованиями настоящего РД. Сплошному контролю подлежат:
- стыковые соединения обечаек и днищ с толщиной стенки более 38 мм;
- стыковые соединения штуцеров, соединительных камер и других элементов /за исключением швов категории В и С при диаметре менее 254 мм и толщине стенки менее 25 мм/;
- соединения категорий А и Д типа 1;
- места пересечения швов.
Выборочному радиографическому и ультразвуковому контролю подвергаются сварные соединения всех категорий, рассчитанных с уменьшенным коэффициентом прочности, значения которого приведены для разных типов швов в графе /в/ таблицы UW - 12 /3/. В графе /С/ этой таблицы даны значения φ при котором сварные соединения могут не подвергаться рентгенографическому контролю.
Стандартом фирмы «Нейрпик» сплошному ультразвуковому или радиографическому контролю регламентируется подвергать сварные соединения первого класса, а выборочному второго. Сварные соединения третьего класса подлежат лишь внутреннему выборочному контролю у изготовителя в объеме не менее 10 %. Во всех случаях сплошному контролю сварных соединений 2 и 3 классов подлежат пересечения сварных швов. Сварные соединения 4 класса этим видам контроля не подвергаются.
Требования к объему применения других методов неразрушающего контроля в отечественных и зарубежных нормативных документах регламентированы заметно менее определенно. Так в правилах Госгортехнадзора по трубопроводам отмечается необходимость использования магнитопорошковой или капиллярной дефектоскопии лишь при контроле участков отремонтированных с применением сварки. В правилах по сосудам указывается на необходимость использования этих методов в тех случаях, если это предусмотрено НТД. В коде АСМИ регламентируется /UW - 50/ использование капиллярного или магнитопорошкового методов, для исследования сварных соединений сосудов, подвергающихся пневматическому испытанию. Стандартом фирмы «Нейрпик» применение этих методов контроля для сварных соединений 1 и 2 классов определяется требованиями БИД спецификации для 2 класса проводится контроль в объеме не менее 50 %, а 4 класса вводится по необходимости.
5. НОРМЫ ОЦЕНКИ КАЧЕСТВА
Нормы оценки качества в различных нормативных документах регламентируются по разному. В проекте новых правил Госгортехнадзора по трубопроводам и в коде АСМИ они не зависят от класса /категории/ сварного соединения, разным является лишь объем контроля. В отличие от этого стандартам фирмы «Нейрпик» при сохранении этого требования для дефектов, выявленных другими методами контроля зависит от класса качества сварного соединения. В финском стандарте /5/ нормы допустимых дефектов зависят от класса сварного соединения. В рассматриваемом РД нормы оценки качества не зависят от класса качества сварного соединения и идентичны нормам, принятым в новых правилах Госгортехнадзора по котлам и трубопроводам.
Сравнение требований к допускаемым дефектам и отклонением размеров сварных соединений принятое в различных нормативных документах приведено на рис. 1 - 5.
Западание между валиками /рис. 1/ регламентируется лишь в отечественных нормах. Принятые в РД значения соответствуют величинам, установленным ранее в PТМ 108-020-26-77 /6/ и более жесткие, чем в новых правилах Госгортехнадзора. Зарубежными нормами этот параметр не фиксируется.
Выпуклость наружной стороны стыкового шва /рис. 2/ принята в соответствии с РД 34.15.027-89 /7/. В правилах Госгортехнадзора этот критерий оценки не регламентируется, указывается лишь, что он определяется КД. Требования в коде АСМИ по величине выпуклости шва до толщины детали 50 мм, более жесткие, чем принятые в РД, от 50 - 70 мм соответствуют РД, а при толщине более 76 мм менее жесткие. В стандарте «Нейрпик» и финском стандарте выпуклость шва определяется не толщиной стенки, а шириной наружной поверхности разделки. Максимальные значения выпуклости более регламентированных РД и составляют 5 мм для соединений 1 класса и 6 мм для остальных классов.
На рис. 3 приведены допускаемые величины выпуклости корня шва при сварке без подкладных колец и подварки корня шва. Принятые в РД значения соответствуют установленным правилам Госгортехнадзора для котлов и трубопроводов, они жестче ранее регламентированных РТМ 108-020-26-77, особенно для соединений 2, 3 и 4 классов. В коде АСМИ это требование не оговаривается. Стандартом «Нейрпик» предписана максимальная его величина 3 мм для соединений 1 класса, 4 мм для соединений 2 и 3 классов и 5 мм для соединений 4 класса.
Допускаемая величина вогнутости корня шва /рис. 4/ принята в соответствии с РД 2730.940.103-92 и правилами Госгортехнадзора. В коде ACMИ эта величина численно не оговаривается, отмечено лишь /UW-/35o/, что вогнутость корня шва кольцевого соединения допускается, если общая толщина шва /с учетом его выпуклости/ не менее толщины соединения детали, а контур вогнутости плавный. Кодом «Нейрпик» вогнутость корня шва для соединений первого класса не допускается, 2 и 3 классов должна быть не более 0,5 мм, а 4 класс менее 1 мм.
Типы недопустимых дефектов, выявляемых при разных методах контроля /п. 9.4.2.1/ в целом соответствуют требованиям отечественных и зарубежных нормативных материалов. В отличие от требований правил Госгортехнадзора, которыми подрезы не допускаются, в РД для соединений 2 - 4 классов подрезы допускаются, что соответствует требованиям стандарта фирмы «Нейрпик» и финского стандарта.
Предельные размеры одиночных поверхностных включений, принятые в РД /табл. 7.5/ приняты в соответствии с требованиями новых правил Госгортехнадзора по трубопроводам. По их предельной величине они менее принятых в РТМ 108.020.26-77, по количеству больше.
На рис. 5 приведены нормы допустимости округлых одиночных включений и скоплений в сварных соединениях при радиографическом контроле. Принятые в РД они соответствуют значениям, принятым в правилах Госгортехнадзора. Они несколько жестче указанных в РТМ 108.020.26-77 и заметно жестче данных норм в коде АСМИ и стандарте «Нейрпик».
Требования РД в части минимального фиксируемого размера включений также жестче, чем в коде АСМИ и стандарте «Нейрпик». Аналогичное положение и с нормами на одиночные удлиненные /протяженные/ включения /рис. 6/.
Сравнения норм допустимости скоплений включений настоящего РД с зарубежными стандартами выполнить непосредственно не удается. В РД, так же как и в Правилах Госгортехнадзора, указывается предельный размер скопления, в то время как в зарубежных стандартах указывается лишь максимальный размер включения, а расположение включений на радиограммах определяется прилагаемыми картами.
Нормы допустимости дефектов при радиографическом и ультразвуковом методах контроля приняты в соответствии с Правилами Госгортехнадзора, при магнитопорошковом и капиллярном методах контроля нормы приняты в соответствии с частью VIII кода АСМИ.
Таблица 1
ТРЕБОВАНИЯ К ВЫБОРУ КЛАССА СВАРНЫХ СОЕДИНЕНИЙ
|
Класс /категория, группа/ |
Вид турбин |
РД |
Правила Госгортехнадзора по трубопроводам |
Правила Госгортехнадзора по сосудам |
Стандарт 028-300 фирмы «Нейрпик» |
Финский стандарт СФС 2379 |
||||
|
температура °С |
давление МПа /кгс/см2/ |
температура /°С/ |
давление МПа /кгс/см2/ |
температура °С |
давление МПа /кгс/см2/ |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
I |
паровые |
более 450 |
независимо |
более 450 |
независимо |
взрывоопасная или пожароопасная среда |
Основные несущие сварные соединения с высоким уровнем напряжений и усталостной нагрузки |
Класс А, соединения с высоким уровнем вибрационных напряжений |
||
|
до 450 |
более 8,0 /80/ |
до 450 |
более 8,0 /80/ |
давление свыше 0,07 /0,7/ |
||||||
|
пожароопасная среда |
||||||||||
|
газовые |
более 550 |
более 3,0 /30/ |
||||||||
|
взрывоопасная и пожароопасная среда |
||||||||||
|
гидравлические |
высокий уровень напряжений, вибрация и динамические нагружения, риск хрупкого разрушения |
|||||||||
|
II |
паровые |
более 350 до 450 |
до 8,0 /80/ |
более 350 до 450 |
до 8,0 /80/ |
до -70 более 400 |
до 2,5 /25/ |
Основные несущие сварные соединения, но менее жесткие условия их эксплуатации, чем класса I |
Класс В, сварные соединения, выполненные квалифицированным сварщиком в благоприятных цеховых и монтажных условиях без последующей обработки |
|
|
до 350 |
более 4,0 /40/ до 8,0 /80/ |
до 350 |
более 4,0 /40/ до 8,0 /80/ |
ниже -70 более 200 |
более 2,5 /25/ до 4,0 /40/ |
|||||
|
газовые |
до 550 |
до 3,0 /30/ |
ниже 40 более 200 |
более 4,0 /40/ до 5,0 /50/ |
||||||
|
высокий уровень напряжений и тяжелые последствия от разрушения |
независимо |
более 5,0 /50/ |
||||||||
|
гидравлические |
высокий уровень напряжений и тяжелые последствия от разрушения, но менее жесткие условия, чем класса I |
|||||||||
|
III |
паровые |
более 350 |
до 4,0 /40/ |
более 250 до 350 |
до 4,0 /40/ |
от -70 до -20 от 200 до 400 |
до 1,6 /16/ |
Стыковые и угловые соединения с неполным проплавлением |
Класс С. Сварные соединения, выполненные квалифицированным сварщиком в обычных цеховых и монтажных условиях |
|
|
до 250 |
более 1,6 /16/ до 4,0 /40/ |
от -70 до 400 |
более 1,6 /16/ до 2,5 /25/ |
|||||||
|
газовые |
умеренный уровень напряжений, тяжелые последствия разрушения |
от -70 до 200 |
более 2,5 /25/ до 4,0 /40/ |
|||||||
|
гидравлические |
умеренный уровень напряжений |
от -40 до 200 |
более 4,0 /40/ до 5,0 /50/ |
|||||||
|
IV |
паровые |
до 250 |
до 1,6 |
более 115 до 250 |
более 0,07 /0,7/ до 1,6 /16/ |
от -20 до 200 |
до 1,6 |
Все другие соединения с низким уровнем напряжения |
Класс Д. Сварные соединения с малым риском разрушения и с малым вредом от повреждения |
|
|
газовые |
все другие соединения с низким уровнем напряжения |
|||||||||
|
гидравлические |
||||||||||
ЗАПАДАНИЯ МЕЖДУ ВАЛИКАМИ
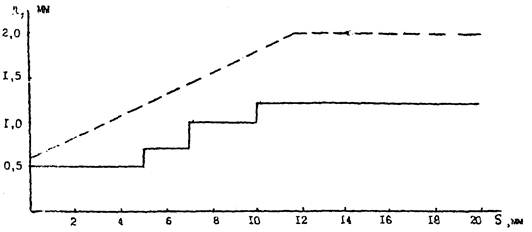
![]() - РД
- РД
![]() -
правила Госгортехнадзора
-
правила Госгортехнадзора
Рис. 1
ВЫПУКЛОСТЬ СТЫКОВОГО ШВА
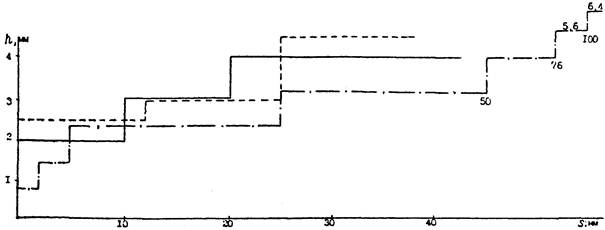
![]() - РД
- РД
![]() - стандарт ISO
- стандарт ISO
![]() -
код АСМИ
-
код АСМИ
ВЫПУКЛОСТЬ КОРНЯ ШВА
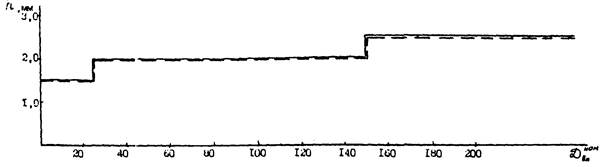
Рис. 3
ВОГНУТОСТЬ КОРНЯ ШВА
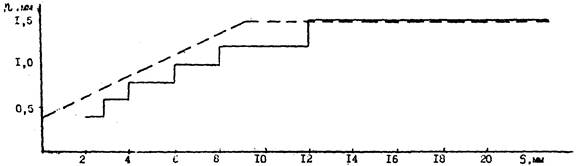
Рис. 4
ОДИНОЧНЫЕ ОКРУГЛЫЕ ВКЛЮЧЕНИЯ

![]() - РД
- РД
![]() - правила Госгортехнадзора
- правила Госгортехнадзора
![]() -
код АСМИ ч. VIII
-
код АСМИ ч. VIII
Рис. 5
ОДИНОЧНЫЕ ПРОТЯЖЕННЫЕ ВКЛЮЧЕНИЯ
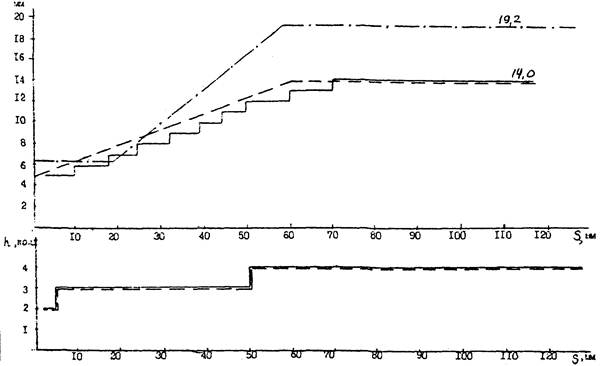
![]() - РД
- РД
![]() - правила Госгортехнадзора
- правила Госгортехнадзора
![]() -
код АСМИ ч. VIII
-
код АСМИ ч. VIII
Рис. 6
СОДЕРЖАНИЕ