 | Информационная система | |
Открытое акционерное
общество
Научно-исследовательский и конструкторский институт
химического машиностроения
ОАО «НИИХИММАШ»
|
УТВЕРЖДАЮ |
|
Зам. Генерального директора ОАО «НИИХИММАШ», к.т.н. _______________ П.А. Харин _______________ 2008 г. |
СТО 00220256-014-2008
ИНСТРУКЦИЯ ПО УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ СТЫКОВЫХ,
УГЛОВЫХ
И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ХИМИЧЕСКОЙ АППАРАТУРЫ ИЗ
СТАЛЕЙ АУСТЕНИТНОГО И АУСТЕНИТНО-ФЕРРИТНОГО КЛАССОВ С
ТОЛЩИНОЙ СТЕНКИ от 4 до 30 мм
|
ОАО «НИИХИММАШ» |
|
|
|
Начальник отдела № 23, руководитель работы, к.т.н. |
|
В.А. Бобров |
|
Начальник сектора КД |
|
Л.В. Орлова |
|
Инженер-технолог 1 кат. |
|
В.Д. Мищук |
|
Инженер |
|
В.В. Волокитин |
|
Начальник отдела стандартизации и метрологии |
|
А.В. Смирнов |
ОАО «НИИХИММАШ»
2008
ПРЕДИСЛОВИЕ
1. Разработан Открытым Акционерным Обществом «Научно-исследовательский и конструкторский институт химического машиностроения», г. Москва
2. Взамен РД 26-01-128-2000
ОДОБРЕНО РОСТЕХНАДЗОРОМ
Письмо № 08-15/2296 от 17.06.09 г.
СОДЕРЖАНИЕ
|
Инструкция по ультразвуковому контролю стыковых, |
СТО 00220256-014-2008 |
Дата введения 01.08.2009
1. Область применения
Настоящий стандарт распространяется на методику ультразвукового контроля стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, предназначенных для применения в технологических установках химической, нефтехимической, нефтеперерабатывающей, нефтяной, газовой и других смежных отраслях промышленности, изготовленных из сталей аустенитного и аустенитно-ферритного классов марок 12Х18Н10Т, 10Х17Н13М2Т, 10Х17Н13МЗТ, 08Х22Н6Т, 08Х21Н6М2Т, 10Х17Н13М2Т, а также сталей зарубежного производства, например, стали 304, 304L, 321, 316 и других, близких по химсоставу указанных выше сталей, порядок его проведения, регистрацию дефектов и оценку качества сварных соединений.*
Данный стандарт может быть использован как при изготовлении, ремонте, реконструкции, монтаже, так и при техническом диагностировании, освидетельствовании и экспертизе промышленной безопасности оборудования.
Стандарт распространяется на доступные для контроля стыковые, угловые и тавровые сварные соединения, выполненные всеми видами автоматической, полуавтоматической, ручной электродуговой и аргонодуговой сварки, изготовленные в соответствии с ПБ 03-576-03, ПБ 03-584-03, ГОСТ Р 52630-2006, ОСТ 26-291-94, ГОСТ Р 50599-93, ОСТ 26.260.3-2001.
|
ОАО «НИИХИММАШ», |
|
Зарегистрировано № 258 2008-09-02 Зам. Генерального директора к.т.н. _______________ П.А. Харин |
_____________
* Допускается контроль сварных соединений не упомянутых выше сталей аустенитного и аустенитно-ферритного классов, если они отвечают всем требованиям, изложенным в тексте настоящего СТО.
Доступными для контроля считаются сварные соединения, имеющие околошовную зону, позволяющую перемещать преобразователь в пределах, обеспечивающих прозвучивание всего сечения шва центральным лучом.
Стандарт не распространяется на контроль швов сварных соединений тангенциальных патрубков с корпусом или днищем, угловых сварных швов с укрепляющим кольцом, сварных соединений с конструктивным (остающимся) непроваром между свариваемыми деталями, на контроль швов, выполненных сваркой с одной стороны без подкладных колец (планок).
2. Нормативные ссылки
В настоящем документе использованы нормативные ссылки на следующие стандарты, классификаторы, правила и руководящие документы:
|
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением |
|
|
Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных |
|
|
Система неразрушающего контроля. Аттестация персонала. |
|
|
Сосуды и аппараты стальные сварные. Общие технические условия. |
|
|
Сосуды и аппараты стальные сварные. Общие технические условия. |
|
|
Сварка в химическом машиностроении. Основные положения. |
|
|
Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации. |
|
|
Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. |
|
|
Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. |
|
|
SA-240 |
Сертификация теплостойкой толсто-тонколистовой Сr и Cr-Ni нержавеющей стали и полосовой стали для изготовления аппаратов высокого давления (ASTM США). |
|
Дефектоскопы ультразвуковые. Методы измерения основных параметров. |
|
|
Инструкция по визуальному и измерительному контролю. |
|
|
Методические указания по проведению диагностирования технического состояния и определению остаточного срока службы сосудов и аппаратов. |
|
|
Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля. |
|
|
Шероховатость поверхности. Параметры, характеристики и обозначения. |
|
|
ССБТ. Электробезопасность. Защитное заземление. Зануление. |
|
|
ССБТ. Шум. Общие требования безопасности. |
|
|
Межотраслевые правила по охране труда (правила безопасности) три эксплуатации электроустановок. |
|
|
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
|
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
|
Дуговая сварка в защитном газе. Соединения сварные. |
|
|
ГОСТ 23702-85 |
Контроль неразрушающий. Преобразователи ультразвуковые. Методы измерения основных параметров. |
Примечание. При пользовании настоящим стандартом целесообразно проверить действие указанных ссылочных нормативных документов. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный документ отменен без замены, то положение в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3. Основные положения
3.1. Стандарт устанавливает методику ручного ультразвукового контроля:
- стыковых сварных соединений в изделиях с толщиной стенки от 4 до 30 мм (плоских заготовок, кольцевых швов сосудов и аппаратов диаметром не менее 200 мм, продольных швов цилиндрических изделий диаметром не менее 400 мм, кольцевых швов труб, патрубков и других узлов, с наружным диаметром не менее 100 мм с двухсторонней сваркой или с односторонней сваркой с подкладным кольцом);*
- угловых и тавровых сварных соединений листовых цилиндрических конструкций, эллиптических, шаровых и других видов днищ, в зависимости от типа шва с толщиной стенки свариваемых элементов (деталей) от 4 до 30 мм с наружным диаметром корпуса (днища) не менее 400 мм и внутренним диаметром привариваемых люков, штуцеров, лазов и т.п. не менее 100 мм при отношении диаметра патрубка к диаметру корпуса не более 0,6.
_____________
* Данный СТО не распространяется на контроль трубопроводов (например, технологических и др.).
3.2. Объем контроля швов определяется в соответствии с требованиями ПБ 03-576-03, ПБ 03-584-03, ГОСТ Р 52630-2006, а также технических условий и другой технической документации, утвержденной в установленном порядке.
3.3. Ультразвуковой контроль обеспечивает выявление в сварных швах трещин, непроваров, пор, неметаллических включений и других без расшифровки характера дефектов, с указанием их количества, координат расположения, условной протяженности (в ряде случаев высоты).
3.4. Ультразвуковой контроль проводится при температуре окружающего воздуха от +5 до +40 °С. Температура шва и околошовной зоны при контроле должна быть в пределах от +5 до +50 °С.
3.5. Контроль следует проводить после полной термической обработки сварных швов, если она предусмотрена технологией и при положительных результатах визуально-измерительного контроля.
3.6. Участки швов, для которых расшифровка результатов ультразвукового контроля и оценка качества затруднительны, дополнительно проверяют просвечиванием рентгеновскими или гамма-лучами. При несовпадении результатов контроля в качестве арбитражного метода рекомендуется послойное вскрытие шва с последующим контролем цветным методом, а также визуальный и измерительный контроль.
3.7. Перечень недопустимых дефектов, объемы и методы контроля для разных групп сосудов представлены в Приложении Б (справочное). Содержание ферритной фазы и другая информация, необходимая дефектоскописту для принятия оперативного решения, представлена в приложениях А, Б и В.
3.8. Данный СТО может быть использован как при изготовлении, так и в процессе эксплуатации сосудов и аппаратов.
4. Организация ультразвукового контроля
4.1. Ультразвуковой контроль (УЗК) осуществляется работниками отдела (лаборатории, группы) неразрушающего контроля, действующей на основании Положения о подразделении неразрушающего контроля. Отдел (лаборатория) должен быть аттестован в установленном порядке.
4.2. К проведению ультразвукового контроля допускаются лица, прошедшие специальную теоретическую и практическую подготовку в соответствии с ПБ 03-440-02, имеющие квалификационные удостоверения на право проведения контроля и выдачу заключения о качестве сварных швов по результатам УЗК.
Кроме того, дополнительно дефектоскопист должен быть аттестован на право проведения ультразвукового контроля аппаратуры из стали аустенитного и аустенитно-ферритного класса в соответствии с настоящей инструкцией в НОАП «НИИХИММАШ» или других аттестационных центрах, имеющих право на проведение указанных работ. При перерыве в работе более одного года дефектоскописты лишаются права ведения контроля до повторной аттестации.
4.3. Ультразвуковой контроль должен проводиться двумя дефектоскопистами, один должен иметь квалификацию по УЗК не ниже II уровня.
4.4. Работа каждого дефектоскописта проверяется путем повторного выборочного ультразвукового контроля не менее 5 % общей протяженности швов, проверенных им за смену. Работу дефектоскописта контролирует инженер лаборатории (отдела) неразрушающих методов контроля, имеющий II уровень квалификации. При обнаружении пропущенных дефектов сварные швы повторно контролируются полностью.
4.5. Ультразвуковой контроль проводится в цехе на специально отведенном участке или участке расположения контролируемых изделий при невозможности их транспортировки.
4.6. Участок, на котором проводится ультразвуковой контроль, должен быть удален от сварочных постов, защищен от лучистой энергии и расположен так, чтобы исключалась возможность попадания на контролируемую поверхность грязи, масел и пр.
На участке ультразвукового контроля должны быть:
- ультразвуковые дефектоскопы с комплектом преобразователей;
- подводка сети переменного тока частотой 50 Гц и напряжением 24, 36, и 220 В, кабель сетевого питания, заземляющая шина;
- при колебании напряжения в сети более ±10 % на участке необходимо иметь стабилизатор напряжения;
- специальные стандартные по ГОСТ 14782 и стандартные образцы предприятия для проверки и настройки дефектоскопов с преобразователями;
- набор слесарного и измерительного инструмента;
- контактная жидкость и обтирочный материал;
- подставка для дефектоскопа;
- мостки и лестницы для дефектоскопистов;
- стеллажи и шкафы для хранения дефектоскопов с комплектом преобразователей, образцов и материалов.
4.8. Для дефектоскопа с блоком памяти и автономным питанием (например, УИУ «Сканер») требования пункта 4.7 могут быть ограничены.
4.9. При контроле должны использоваться ультразвуковые импульсные дефектоскопы типа УИУ «Сканер», УД2-12 или другие отечественного и зарубежного производства, удовлетворяющие требованиям ГОСТ 14782 и настоящего стандарта.
4.10. Дефектоскопы должны быть укомплектованы типовыми стандартными наклонными преобразователями с углами ввода 70° и 65° по углеродистой стали см. таб. 1 и 2, а также прямыми и прямыми раздельно-совмещенными (PC) преобразователями.
4.11. В комплект аппаратуры для измерения и проверки основных параметров дефектоскопов (совместно с преобразователем) и контроля должны входить комплект стандартных образцов СО-1, СО-2А и СО-3А в соответствии с требованиями ГОСТ 14782, стандартные образцы предприятия (СОП) с искусственными отражателями: сегментными (рис. 1) или угловыми (рис. 2) для настройки предельной чувствительности и зоны контроля, например комплект образцов КСО, разработанных НИИхиммашем (рис. 1), а также вспомогательные приспособления и устройства для соблюдения основных параметров и снижения трудоемкости ультразвукового контроля.
СОП должны изготавливаться из той же марки стали, что и контролируемое изделие, а сварной шов образца необходимо выполнить по технологии сварки конкретного изделия с минимально допустимым содержанием ферритной фазы (автоматическая, ручная и т.п.), а искусственный отражатель выполняется на сварном шве по центральной оси сварного шва со снятым усилением.*
_____________
* Стандартные образцы по ГОСТ 14782 и СОП, должны быть изготовлены специализированной организацией в количестве и ассортименте Заказчика.
4.12. При использовании для контроля более пяти дефектоскопов, необходимо организовать специальный участок ремонта и проверки дефектоскопов и преобразователей.
4.13. Дефектоскопы и преобразователи, с помощью которых ведется контроль, должны подвергаться периодической поверке в соответствии с ГОСТ 23667 и ГОСТ 23702 с целью установления соответствия характеристик прибора паспортным данным. Чувствительность дефектоскопа в комплекте с преобразователями должны удовлетворять требованиям настоящей инструкции. Дефектоскопы поверяются не реже 1 раза в год и после каждого ремонта квалифицированными специалистами, результаты поверки заносятся в специальный журнал, форма которого определяется предприятием или организацией, эксплуатирующей дефектоскоп.
4.14. Организация УЗК сварных соединений сосудов и аппаратов при экспертизе промышленной безопасности (ЭПБ) или технической диагностике (ТД) должна проводиться в соответствии с программой, согласованной с Заказчиком (см. РД 03-421-01).
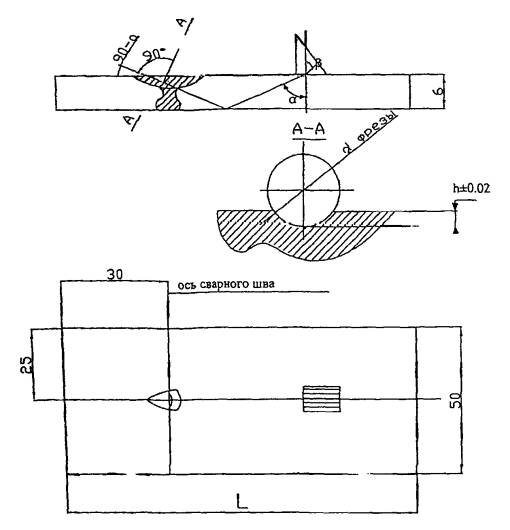
Рисунок 1. Стандартный образец
предприятия с сегментным отражателем для
настройки чувствительности, координат и зоны контроля дефектоскопа
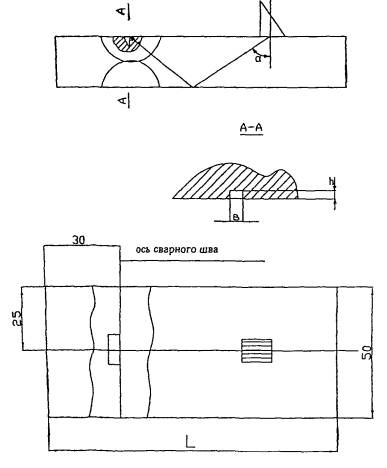
Рисунок 2. Стандартный образец предприятия с угловым отражателем для
настройки чувствительности, координат и зоны контроля дефектоскопа
5. Подготовка к контролю
5.1. Первичный контроль, а также контроль после устранения дефектов осуществляется на основании заявки или другой документации, подписанной соответствующими работниками служб предприятия. В документе на проведение контроля указывается номер чертежа, материал и его толщина, клеймо сварщика. Кроме того в нем должны быть сделаны записи о соответствии выполнения контроля сварного шва требованиям ПБ 03-584-03, ГОСТ Р 52630-2006 (а также положительных результатах визуально-измерительного контроля в соответствии с РД 03-606-03).*
_____________
* При отсутствии чертежа прикладывается эскиз сварного соединения с указанием размеров.
Подготовка к контролю состоит из следующих операций:
- визуально-измерительный контроль;
- выбор способа прозвучивания;
- подготовка поверхности изделия к прозвучиванию;
- определение величины относительного затухания ультразвуковых колебаний стыковых сварных соединений;
- определение содержания ферритной фазы;
- выбор параметров контроля.
- настройка дефектоскопа совместно с преобразователем.
5.2. Визуальный и измерительный контроль (ВИК) сварных соединений выполняется с целью выявления поверхностных дефектов. При проведении ВИК должно быть установлено соответствие состояния сварного шва и околошовной зоны требованиям настоящей инструкции, РД 03-606-03, ГОСТ 5264-80, ГОСТ 8713-79 или ГОСТ 14771-76.
5.2.1. Визуальному и измерительному контролю подлежат все сварные соединения сосудов и их элементов в целях выявления в них следующих дефектов:
- трещин всех видов и направлений;
- свищей и пористости наружной поверхности;
- подрезов;
- наплывов, прожогов, незаплавленных кратеров;
- смещения и совместного увода кромок свариваемых элементов свыше норм, предусматриваемых Правилами ПБ 03-576-03 и ГОСТ Р 52630-2006.
- несоответствие формы и размеров швов требованиям технической документации.
Более полный перечень недопустимых дефектов, а также нормы допустимых отдельных дефектов для различных толщин деталей представлены в Приложении Б (справочное).
5.2.2. Осмотр и измерения сварных соединений должны производиться с наружной и внутренней сторон по всей протяженности швов. В случае невозможности осмотра и измерения сварного соединения с двух сторон, его контроль должен производиться в порядке, предусмотренном автором проекта или программой работ, согласованной между заказчиком и исполнителем.
5.2.3. Сварной шов необходимо подразделить на участки и замаркировать так, чтобы однозначно устанавливать место дефекта по длине шва. Сварные швы с недопустимыми дефектами по результатам ВИК ультразвуковому контролю не допускаются. Особенности визуального и измерительного контроля при техническом диагностировании оборудования в процессе эксплуатации и подход к оценке норм браковки представлены в Приложении В (специальное).
5.2.4. Визуальный и измерительный контроль качества готовых сварных соединений выполняется с целью подтверждения качества их соответствия нормативной документации. Обычно при проведении ВИК в закрытых помещениях или внутри сосуда применяется местное и общее освещение. Местное освещение контролируемой поверхности должно составлять не менее 500 люкс, общее - 10 % от местного. Важное значение для обнаружения дефекта, выходящего на поверхность, является контраст изображения дефекта К
![]() ,
,
где ![]() - яркость фона, окружающего дефект, кд/м2
(кд-кандела-единица яркости в системе СИ);
- яркость фона, окружающего дефект, кд/м2
(кд-кандела-единица яркости в системе СИ); ![]() - яркость дефекта, кд/м2. Чем
больше величина значения К, тем лучше выявляется дефект.
- яркость дефекта, кд/м2. Чем
больше величина значения К, тем лучше выявляется дефект.
На основании изложенного подготовление к ВИК должно заключаться в следующем:
- для местного освещения следует использовать фонарь, обеспечивающий величину освещенности контролируемой поверхности листа не хуже 500 люкс;
- перед проведением визуального контроля освещенность следует измерять люксметром. Если контроль выполняется на специально оборудованном участке цеха, то измерение освещенности можно проводить периодически;
- для обнаружения и измерения величины раскрытия дефектов поверхности рекомендуется использовать лупы с измерительной шкалой и ее подсветкой. Увеличение должно быть 3-х и 5-ти кратным. Цена деления шкалы - не хуже 0,1 мм;
- подлежащая контролю наружная поверхность должна рассматриваться под углом более 30° к плоскости объекта контроля и с расстояния до 600 мм;
- для создания хорошего контраста изображения дефекта с фоном и уверенного обнаружения дефекта обязательными являются выполнения рекомендаций данного пункта инструкции;
- в сомнительных случаях для обнаружения поверхностных дефектов визуальный контроль необходимо дополнить применением других методов контроля, например, цветного;
- результаты визуального контроля оформляются актом и при обнаружении недопустимых дефектов на дефектограмме (фотографии), которая должна прилагаться к упомянутому акту (или хранится в памяти других носителей информации);
- другие сведения, касающиеся оценки качества применяемого оборудования и оформления результатов ВИК приведены в справочном Приложении В.
5.2.5. Оценку качества сварных соединений по результатам ВИК при изготовлении сосудов и аппаратов проводят в соответствии с ГОСТ Р 52630-2006.
5.2.6. Оценку качества сварных соединений по результатам ВИК при проведении экспертизы промышленной безопасности или технической диагностики проводят в соответствии с рекомендациями, изложенными в приложении В.
5.3. Выбор способа прозвучивания зависит от толщины металла, ширины валика усиления шва, характера и расположения возможных дефектов и доступа к сварному шву. Выбирают такой способ прозвучивания, который позволяет центральным лучом обеспечить контроль всего наплавленного металла (табл. 1, 2). Контроль околошовной зоны основного металла в пределах перемещения преобразователя на отсутствие расслоений следует проводить, если он предусмотрен нормативно-технической документацией на контроль и если такой контроль до сварки не проводился.
5.4. Поверхность околошовной зоны на расстоянии "Д" в обе стороны от усиления шва должна быть очищена от брызг металла, отслаивающейся окалины, грязи и краски. Расстояние "Д" ориентировочно определяется по табл. 1, 2 или по формуле:
Д = L + 20 мм,
где L - протяженность зоны перемещения преобразователя.
Максимальная протяженность зоны перемещения преобразователя при контроле продольных и кольцевых сварных соединений определяется по формуле:
Таблица 1
|
Угол ввода преобразователя, град |
Рабочая частота, МГц |
Стрела преобразователя, мм |
Способ прозвучивания стыковых швов*** |
Зона перемещения преобразователя, мм |
Зона зачистки, мм |
Предельная чувствительность, мм2 |
|||
|
Углерод. сталь** |
Нерж. сталь* |
Площадь сегментного отражателя, мм2 |
Размеры углового отражателя h´b, мм2 |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
4 |
70 |
63 |
2.5 |
9 |
Однократно и двукратно отраженным лучом |
0-80 |
100 |
2.0 |
1,5´2,7 |
|
6 |
70 |
63 |
2.5 |
9 |
0-80 |
100 |
2.0 |
1,5´2,7 |
|
|
8 |
70 |
63 |
2.5 |
9 |
0-80 |
100 |
3.0 |
2,0´3,0 |
|
|
10 |
70 |
63 |
2.5 |
9 |
Прямым и однократно отраженным лучом |
0-90 |
110 |
3.0 |
2,0´3,0 |
|
12 |
65 |
60 |
2.5 |
10 |
0-90 |
110 |
4.0 |
2,0´3,5 |
|
|
16 |
65 |
60 |
2.5 |
10 |
0-100 |
120 |
4.0 |
2,0´3,5 |
|
|
20 |
65 |
60 |
2.5 |
10 |
0-100 |
120 |
5.0 |
2,0´4,5 |
|
|
22 |
65 |
60 |
2.5 |
10 |
0-100 |
120 |
5.0 |
2,0´4,5 |
|
|
24-30 |
65 |
60 |
2.5 |
10 |
0-130 |
150 |
6.0 |
2,0´5,0 |
|
Примечание: * - Угол ввода преобразователя рассчитан, исходя из значения скорости ультразвуковых поперечных волн, равной 3100 м/с; 3100 м/с - средняя статистическая скорость поперечных ультразвуковых волн в сварном шве, выполненном по технологии сварки согласно ОСТ 26.260.3-2001. Если сварное соединение выполнено по другой технологии, то в этом случае рекомендуется предварительно измерить скорость в сварном шве. Под средней статистической скоростью понимается усредненное значение скорости ультразвука в околошовной зоне и сварном шве, например, измеренной на СОПе без учета времени прохождения УЗК в преобразователе.
** - Углы соответствуют стандартным преобразователям.
*** - Способы прозвучивания других типов швов указаны в п. 7.
Таблица 2
|
Угол ввода преобразователя, град |
Рабочая частота, МГц |
Стрела преобразователя, мм |
Способ прозвучивания стыковых швов*** |
Зона перемещения преобразователя, мм |
Зона зачистки, мм |
Предельная чувствительность, мм2 |
|||
|
Углерод. сталь** |
Нерж. сталь* |
Площадь сегментного отражателя, мм2 |
Размеры углового отражателя h´b, мм2 |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
4 |
70 |
66 |
5.0 |
8 |
Однократно и двукратно отраженным лучом |
0-80 |
100 |
1.6 |
1,5´2,0 |
|
6 |
70 |
66 |
5.0 |
8 |
0-80 |
100 |
1.6 |
1,5´2,0 |
|
|
8 |
70 |
66 |
5.0 |
8 |
0-80 |
100 |
2.0 |
1,8´2,0 |
|
|
10 |
70 |
66 |
2.5 |
9 |
Прямым и однократно отраженным лучом |
0-90 |
110 |
2.0 |
1,8´2,0 |
|
12 |
65 |
61 |
2.5 |
10 |
0-90 |
110 |
3.0 |
1,8´3,0 |
|
|
16 |
65 |
61 |
2.5 |
10 |
0-100 |
120 |
3.0 |
1,8´3,0 |
|
|
20 |
65 |
61 |
2.5 |
10 |
0-100 |
120 |
4.0 |
2,0´3,5 |
|
|
22 |
65 |
61 |
2.5 |
10 |
0-100 |
120 |
4.0 |
2,0´3,5 |
|
|
24-30 |
65 |
61 |
2.5 |
10 |
0-130 |
150 |
5.0 |
2,0´4,5 |
|
Примечание: * - Угол ввода преобразователя рассчитан, исходя из значения скорости ультразвуковых поперечных волн, равной 3180 м/с. 3180 м/с - средняя статистическая скорость поперечных ультразвуковых волн в сварном шве, выполненном по технологии сварки согласно ОСТ 26.260.3-2001.
Если сварное соединение выполнено по другой технологии, то в этом случае рекомендуется предварительно измерить скорость в сварном шве.
** - Углы соответствуют стандартным преобразователям.
*** - Способ прозвучивания других типов швов указан в п. 7.
![]()
где
m - число отражений;
n - стрела преобразователя;
d - толщина контролируемого изделия;
a - угол ввода ультразвукового луча.
5.4.1. Допускается вести контроль по поверхности проката без механической обработки при условии удаления брызг металла с поверхности околошовной зоны.
Поверхность не должна иметь вмятин, неровностей, забоин и т.п. Для зачистки поверхности контроля рекомендуется применять металлические щетки, зубила и шлифмашинки с абразивными кругами.
При механической обработке сварного соединения шероховатость должна быть не более Rz 40 по ГОСТ 2789. Для измерения шероховатости поверхности, например, методом сравнения, применяются специальные шаблоны шероховатости. Шов должен быть предъявлен оператору полностью подготовленным к контролю. Зачистка поверхности в обязанности оператора не входит. При контроле сварных швов без усиления зачищается как поверхность шва, так и околошовная зона. При отсутствии усиления сварного шва его границы выявляются путем химического травления.
5.4.2. Для достижения необходимого акустического контакта между поверхностью изделия и преобразователем зону контроля покрывают смазкой. В качестве смазки может быть использовано трансформаторное масло или глицерин. Для изделий, имеющих большую кривизну поверхности, рекомендуется более густая смазка, например, автолы различных марок. Рекомендуется контактная смазка на основе полиакриламида, а также на основе карбометилцеллюлозы, которые приведены в СТО 00220256-005-2005.
5.5. Перед контролем в лаборатории необходимо изучить требования нормативно-технической документации на контроль оборудования, настоящей инструкции и настроить дефектоскоп.
5.5.1. При проверке преобразователей определению подлежат следующие параметры:
- точка выхода ультразвукового луча и стрела преобразователя (n);
- угол ввода ультразвукового луча в металл (a).
5.5.2. Точка выхода ультразвукового луча и стрела преобразователя (n) определяются по стандартному образцу СО-3А. Точка выхода ультразвукового луча расположена против центра полуокружности образца при установке преобразователя в положение, при котором амплитуда эхо-сигнала от цилиндрической наружной поверхности максимальна. Положение точки выхода наносится на боковой поверхности преобразователя. После проверки на преобразователе должно быть нанесено новое найденное положение точки выхода луча. Положение метки, соответствующей точке выхода ультразвукового луча, не должно отличаться от действительного более, чем на ±1 мм. Стрела преобразователя (n) представляет собой расстояние от точки выхода акустической оси ультразвукового луча до передней грани преобразователя. Определение стрелы преобразователя производится 1 раз в смену.
5.5.3. Проверка угла ввода по стандартному образцу СО-2А должна производиться не реже 1 раза в смену, так как в связи с изнашиванием призмы преобразователя угол ввода луча в металл может изменяться.
5.5.4. При настройке дефектоскопа совместно с преобразователем необходимо:
- установить и подключить дефектоскоп с преобразователем и проверить их работоспособность;
- настроить глубиномерное устройство;
- установить зону контроля;
- установить чувствительность контроля;
- определить мертвую зону;
- проверить разрешающую способность.
Проверка работоспособности дефектоскопа и настройка параметров контроля производится согласно руководства по эксплуатации на дефектоскоп и в соответствии ГОСТ 14782.
5.6. Ультразвуковой контроль сварных швов проводится по режимам, зависящим от особенностей структуры металла шва и околошовной зоны.
5.6.1. Структурное состояние металла стыкового шва и околошовной зоны оцениваются в дБ путем измерения величины относительного затухания ультразвуковых колебаний
![]() ,
,
где: Аосн, Асв - величины амплитуд сигналов при прохождении ультразвуковых колебаний в основном металле и металле шва.
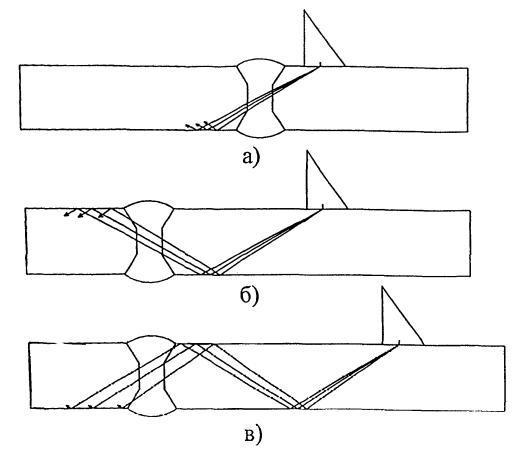
5.6.2. Относительное затухание определяется зеркально-теневым методом однократно или многократно отраженным пучком УЗК двумя преобразователями с углом ввода 70° или 65° на частоте 5.0 или 2.5 МГц прибором, снабженным аттенюатором. Кратность отражений выбирается таким образом, чтобы ультразвуковой лучек (луч) проходил через максимальную ширину поперечного сечения шва (рис. 3).
5.6.3. При прозвучивании необходимо преобразователи установить так, чтобы получить на экране электронно-лучевой трубки сигнал максимальной амплитуды. Расстояние "L" между преобразователями может быть определено расчетным путем по формуле
![]()
где: d - толщина металла;
a - угол ввода луча.
Замеры амплитуд сигналов проводят на трех участках на каждом метре шва и основного металла.
Определяют разность ![]() ,
,
где ![]() - средняя
амплитуда сигналов при прохождении ультразвуковых колебаний в основном металле;
- средняя
амплитуда сигналов при прохождении ультразвуковых колебаний в основном металле;
![]() - средняя амплитуда сигналов в сварном шве;
- средняя амплитуда сигналов в сварном шве;
i - 1, 2, 3 - номер измерения.
5.6.4. При настройке параметров УЗК допускается применение АРД-номограмм с обязательным учетом величины относительного затухания, угла ввода ультразвукового луча в сварном соединении и средней статистической скорости ультразвуковых колебаний.
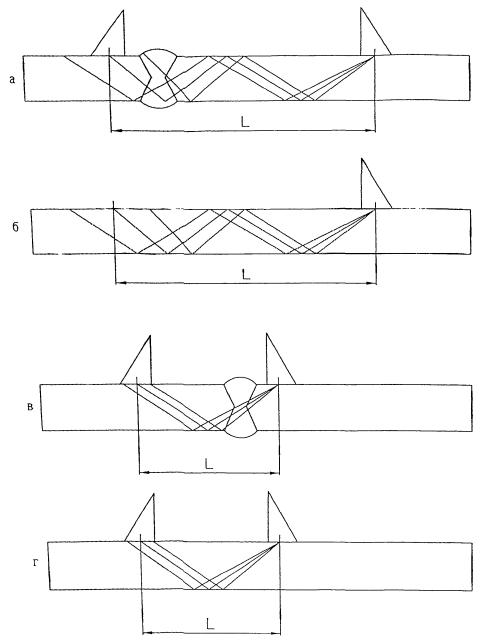
Рисунок 3. Схемы контроля для определения величины относительного
затухания DА ультразвуковых колебаний в зависимости от вида сварного шва:
а, в - в металле шва; б, г - в основном металле
5.7. На акустические свойства сварного шва оказывает влияние содержание в нем ферритной фазы, т.к. главной особенностью совместной кристаллизации двух фаз в сварочной ванне является измельчение и дезориентация структуры металла шва, что изменяет затухание ультразвуковых колебаний [2, 5].
5.7.1. Измерение содержания ферритной фазы проводится ферритометрами, на 3 - 5 участках сварного шва по его центральной оси в соответствии с инструкцией по эксплуатации прибора.
5.7.2. Для измерения содержания ферритной фазы рекомендуются ферритометры пондеромоторного типа ФА-5 с высокой степенью локальности, разработанные НИИХИММАШ, ферритометры локальные МК-2Ф с накладным электромагнитным преобразователем, разработанные НПФ "АВЭК", г. Екатеринбург и др.
5.8.1. Если относительное затухание DА £ 8 ДБ, то выбор параметров контроля производится в соответствии с табл. 2.
При значениях относительного затухания от 9 до 15 ДБ параметры контроля выбираются по табл. 1.
5.8.2. Зависимость относительного затухания от содержания ферритной фазы а в сварном шве представлены на рис. 4.
Измерения проводились поперечными волнами на частоте 2,5 МГц. Образцы сварных соединений толщиной от 8 до 20 мм имели сегментные отражатели с площадью отражаемой поверхности 2,0 и 2, 5 мм2.
Из рисунка видно, что сварные швы с содержанием ферритной фазы от 0 до 3 % являются не дефектоскопичными.
5.8.3. Дефектоскопичность и параметры контроля (п. 5.8) угловых и тавровых сварных соединений определяются в соответствии с графиком рис. 4, в зависимости только от содержания ферритной фазы в сварных швах, измеренного согласно п. 5.7 настоящего стандарта, при этом измерение содержания ферритной фазы в указанных швах целесообразно проводить преобразователями карандашного типа. Измерив среднее значение содержания ферритной фазы дефектоскопист по графику, проведенному на рис. 4 определяет значение относительного затухания и затем в соответствии с п. 5.8 устанавливает параметры контроля шва (см. приложение А).
5.8.4. Образцы для настройки чувствительности дефектоскопа, а также СО-2А и СО-3А должны быть изготовлены и аттестованы в установленном порядке.
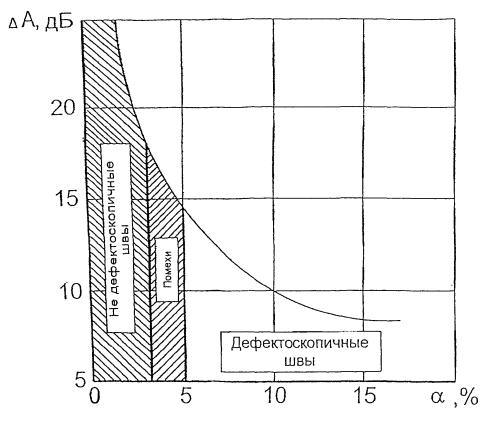
Рисунок 4. 3ависимость относительного затухания ультразвуковых
колебаний DА
от содержания ферритной фазы а в сварном шве стали 12Х18Н10Т
6. Методика контроля стыковых сварных соединений*
_____________
* Методика ВИК приведена в пункте 5 и Приложении В.
6.1. Стыковые сварные соединения толщиной от 4 до 30 мм контролируются с двух сторон сварного шва с наружной или внутренней поверхности изделия. Схемы прозвучивания швов указаны в таблицах № 1 и № 2. На рис. 5 указаны схемы прозвучивания прямым, однократно отраженным и двукратно отраженным лучами.
6.2. Для выявления дефектов типа поперечных трещин, ориентированных в плоскости, перпендикулярной оси шва, сварной шов необходимо дополнительно проконтролировать при чувствительности, повышенной на 6 дБ от предельной, перемещая преобразователь вдоль каждой из сторон шва под углом 10 - 30° к его оси (рис. 6) без изменений расстояния от усиления шва, но с обязательным разворотом преобразователя вокруг его центральной оси на угол 5 - 10°. Места сопряжений кольцевых и продольных сварных швов контролируют по схеме, представленной на рис. 7.
6.3. При контроле сварных соединений, имеющих различную толщину свариваемых листов, один из которых имеет скос от кромки прозвучивание со стороны листа с меньшей толщиной производят прямым и однократно отраженным лучом, а со стороны листа с переменной толщиной проводят прямым лучом со стороны листа, не имеющего скоса (рис. 8а). При наличии скоса от кромки у обоих листов или скоса с двух сторон листа ультразвуковой контроль не производится. Схема определения величины амплитуды сигнала при прохождении УЗК через металл шва представлена на рис. 8б. Амплитуда сигнала в основном металле определяется путем её измерения на листе изделия меньшей толщины.
6.4. Допускается проводить ультразвуковой контроль сварных соединений с односторонним доступом к сварному шву, если выявление внутренних дефектов недоступно для рентгено-гаммаграфирования или других методов контроля.
а - контроль прямым лучом;
б - контроль однократно отраженным лучом;
в - контроль двукратно отраженным лучом.
Рисунок 5. Схема прозвучивания сварных соединений прямым,
однократно отраженным и двукратно отраженным лучами
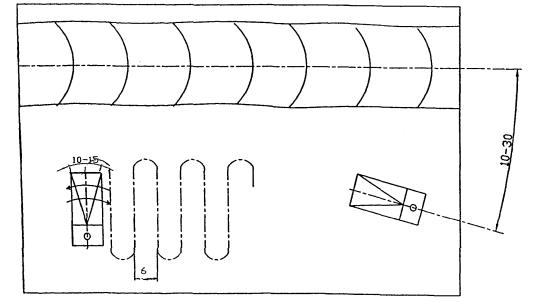
Рисунок 6. Схема перемещения преобразователя при контроле сварного шва
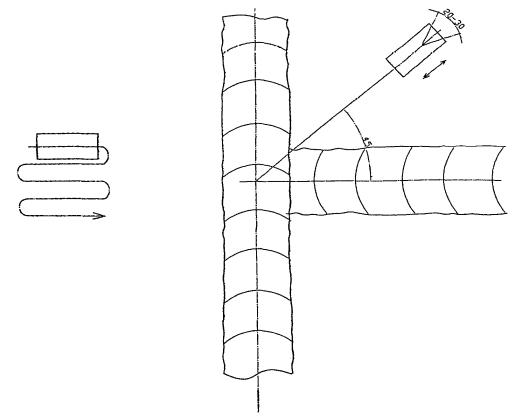
Рисунок 7. Схема контроля сопряжений кольцевых и продольных сварных швов
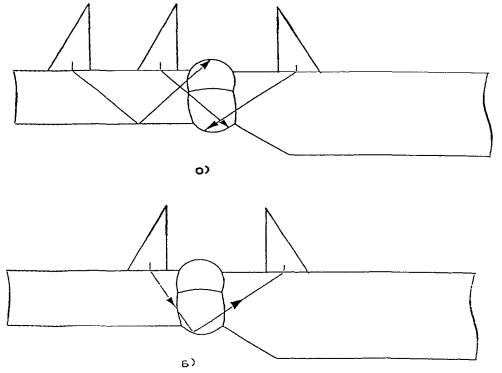
Рисунок 8. Схема ультразвукового контроля сварного соединения
с различной толщиной листов
7. Методика контроля угловых и тавровых сварных соединений
7.1. Для определения дефектоскопичности угловых и тавровых сварных соединений достаточно измерить содержание ферритной фазы в поверхностном слое сварных швов согласно п.п. 5.7 - 5.8 настоящего стандарта.*
_____________
* В большинстве случаев содержание феррита по сечению шва лежит в пределах ошибки измерения.
7.2. При контроле угловых (рис. 9) и тавровых (рис. 10) соединений могут применяться следующие схемы контроля:
- по наружной или внутренней поверхностям стенки углового соединения;
- по поверхностям полки или стенки таврового соединения.
Угловые и тавровые соединения сосудов и аппаратов следует контролировать, как правило, по наружной поверхности корпуса. Допускается проводить контроль по внутренней поверхности корпуса или патрубка.
Схема контроля выбирается в зависимости от расположения возможных дефектов, условия полного прозвучивания наплавленного металла шва и условий доступности контроля. Преимущественным должен быть контроль по наружной поверхности углового соединения (рис. 9а, б, в) и по наружной поверхности полки таврового соединения (рис. 10).
7.3. Контроль угловых и тавровых сварных соединений с плоскими стенками производится прямыми или прямыми раздельно-совмещенными и наклонными преобразователями с углами ввода 65° и 70°. Рабочая частота для прямых или прямых раздельно-совмещенных преобразователей должна быть 5,0 МГц.** Чувствительность и параметры контроля должны соответствовать данным приведенным в табл. 3.
Контроль углового или таврового соединения, если есть к ним доступ, производится в два приема: прямым преобразователем и наклонным преобразователем прямым и однократно отраженным лучами (рис. 9, 10).
_____________
** Допускается применение прямых или прямых раздельно-совмещенных преобразователей с частотой 2,5 МГц.
7.4 При контроле прямым преобразователем сварное соединение не должно находится в его мертвой зоне.
7.5 Настройку предельной чувствительности и определение мертвой зоны следует проводить по образцу с плоскодонными отверстиями (рис. 11).
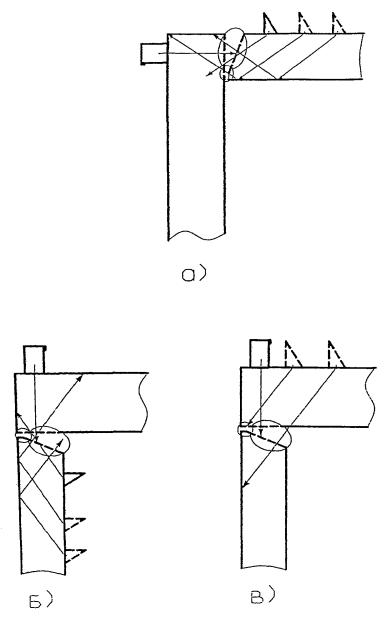
Рисунок 9. Схемы контроля угловых сварных соединений
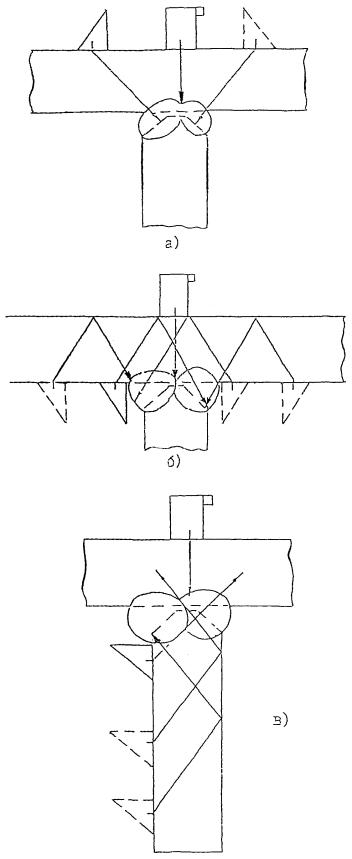
Рисунок 10. Схемы контроля тавровых сварных соединений
Таблица 3
|
Рабочая частота, МГц |
Вид искусственного отражателя |
Предельная чувствительность, мм2 |
Диаметр отверстия, мм |
|||
|
Ферритная фаза, % |
Ферритная фаза, % |
|||||
|
a > 5,0 |
a = 3 ¸ 5 |
a > 5,0 |
a = 3 ¸ 5 |
|||
|
4,0-6,0 |
5,0 |
Отверстие с плоским дном |
1,6 |
2,0 |
1,4 |
1,6 |
|
8,0-10,0 |
5,0 |
- //- // - // - |
2,0 |
3,0 |
1,6 |
1,9 |
|
12,0-18,0 |
5,0 |
- //- // - // - |
3,0 |
4,0 |
1,9 |
2,2 |
|
20,0-22,0 |
5,0 |
- //- // - // - |
4,0 |
5,0 |
2,2 |
2,5 |
|
24,0-30,0 |
5,0 |
- //- // - // - |
5,0 |
6,0 |
2,5 |
2,7 |
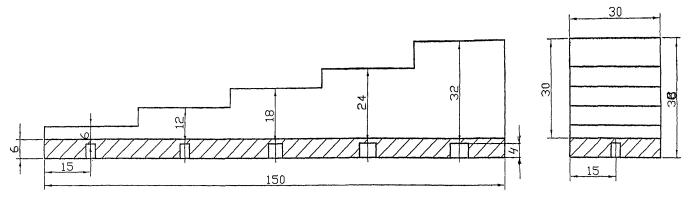
Рис. 11. Стандартный образец предприятия (СОП) с плоскодонными
отверстиями,
выполненными в наплавленном металле.
Толщина наплавленного
металла составляет 6,0 мм. Диаметр отверстия выбирается из таблицы № 3
в зависимости от толщины контролируемого металла и содержания ферритной фазы.
8. Оценка качества сварных швов по результатам ультразвукового контроля*
_____________
* Оценка результатов ВИК приведены в п. 5 и Приложении В.
8.1. Для оценки качества сварных швов измеряются следующие характеристики выявленных дефектов:
- амплитуда отраженного сигнала от дефекта;
- координаты расположения дефекта;
- условная протяженность дефекта или дефектной зоны вдоль шва, (а при необходимости, например, при технической диагностике также условная высота);
- условное расстояние между дефектами;
- количество дефектов на определенной длине шва.
Указанные характеристики определяют при заданной предельной чувствительности дефектоскопа, при которой амплитуда эхо-сигнала от контрольного отражателя равна 50 % от размера экрана дефектоскопа.
8.2. Амплитуда сигнала от дефекта измеряется величиной импульса на экране в % и величиной ослабления импульса в дБ до ориентировочного уровня 50 % от высоты экрана дефектоскопа.
8.3. Условная протяженность дефекта или дефектной зоны измеряется длиной зоны перемещения преобразователя вдоль шва в обе стороны, в пределах которой эхо-сигнал от дефекта изменяется от своего максимального значения до уровня 3 - 5 мм.
8.4. Условное расстояние между дефектами измеряется между крайними положениями преобразователя, при которых была определена условная протяженность двух рядом расположенных дефектов.
8.5. При контроле необходимо различать точечные и протяженные дефекты. К точечным дефектам относятся такие дефекты, условная протяженность которых не превышает условной протяженности искусственного дефекта в СОП, определяемого на глубине, соответствующей глубине залегания дефекта в сварном шве изделия. К протяженным дефектам относятся такие дефекты, условная протяженность которых превышает условную протяженность искусственного дефекта в СОП, определяемого на глубине залегания дефекта в сварном шве изделия. Совокупность дефектов, условное расстояние между которыми не превышает условной протяженности точечного дефекта, следует отнести к цепочке дефектов. Фиксации подлежат все точечные дефекты амплитуда отраженного сигнала от которых равна или превышает 50 % от размера экрана дефектоскопа и протяженные дефекты, амплитуда сигнала которых превышает 25 % на экране дефектоскопа.
8.6. Для сосудов и аппаратов с общими техническими условиями изготовленных в соответствии с ГОСТ Р 52630-2006, ПБ 03-584-03 ОСТ 26-291-94 к недопустимым дефектам сварных швов по результатам ультразвукового контроля относятся:
- дефекты точечные (непротяженные), амплитуда сигнала от которых равна или более амплитуды сигнала от искусственного отражателя в СОП;
- протяженные дефекты, амплитуда сигналов от которых более 25 % амплитуды сигнала от искусственного отражателя в СОП;
- цепочки точечных дефектов, амплитуда эхо-сигналов от которых равна или более 50 % амплитуды сигнала от искусственного отражателя и суммарная условная протяженность которых превышает более чем в 1,5 раза толщину стенки изделия на участке, равном по длине десятикратной толщине стенки изделия.
8.7. Участки сварных швов, признанные по результатам ультразвукового контроля неудовлетворительными, подлежат исправлению, заварке и повторному контролю.
8.8. В необходимых случаях для получения дополнительной информации о дефектах может быть применен радиографический метод, метод послойного вскрытия соединения с обязательной цветной дефектоскопией, металлографический и другие методы контроля.
9. Оформление технической документации по результатам
ультразвукового контроля
9.1. Результаты ультразвукового контроля фиксируются в журнале контроля, а при необходимости - в карте контроля, в соответствии РД 03-421-01. Рекомендуемая схема контроля сварного шва штуцера или люка представлена на рис. 12. Карта контроля должна храниться как документ. В журнале контроля необходимо указать:
- тип сварного соединения, индекс (номер), присвоенный данному изделию и сварному соединению, длину проконтролированного участка;
- технические условия (стандарт), по которым проводился контроль;
- тип дефектоскопа, его номер;
- тип преобразователя, его номер;
- тип и номер СОП;
- частоту ультразвуковых колебаний;
- угол ввода ультразвукового луча;
- участки шва, которые не контролировались из-за отсутствия доступа к шву или по другим причинам;
- результаты контроля качества шва;
- дата контроля и подпись оператора;
Дополнительные сведения, подлежащие записи, оговариваются техническими условиями, утвержденными в установленном порядке.
9.2. При сокращенном описании результатов контроля каждую группу дефектов указывают отдельно и обозначают в следующей последовательности:
- буквой, определяющей качественно признак оценки допустимости дефекта по эквивалентной площади (амплитуда эхо-сигнала) и условной протяженности;
- буквой, определяющей условную протяженность дефекта, если она установлена;
- цифрой, определяющей наибольшую глубину залегания дефекта, мм;
- цифрой, определяющей условную протяженность дефекта, мм;
- цифрой, определяющей условную высоту дефекта, мм.
9.3. Для сокращения записи согласно ГОСТ 14782 применяют следующие обозначения:
А - дефект, эквивалентная площадь (амплитуда эхо-сигнала) и условная протяженность которого равны или менее допустимых значений;
Д - дефект, эквивалентная площадь (амплитуда эхо-сигнала) которого превышает допустимое значение;
Б - дефект, условная протяженность которого превышает допустимое значение;
В - группа дефектов, отстоящих друг от друга на расстояниях, не более установленной величины условной протяженности точечного дефекта;
Т - дефект, который обнаруживается при расположении преобразователя под углом к оси шва и не обнаруживается при расположении преобразователя перпендикулярно оси шва.
Сварные соединения, проверенные ультразвуком, маркируются личным клеймом оператора.
Исправленные дефектные места после контроля клеймятся дополнительно.
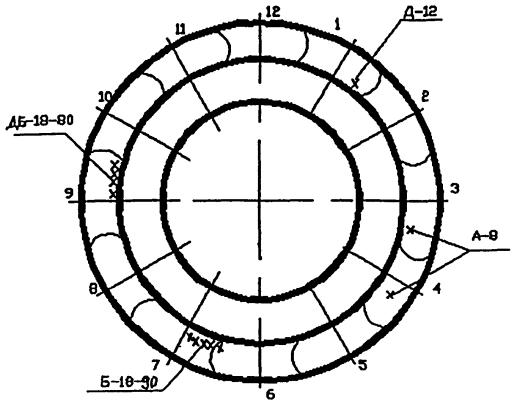
Вид шва по оси штуцера

Развертка шва
А-8 - два допустимых
точечных дефекта на глубине 8 мм (допустимые по
величине амплитуды эхо-сигнала);
Д-12 - недопустимый дефект
на глубине 12 мм (недопустимый по величине
амплитуды эхо-сигнала;
ДБ-18-80 - недопустимый
дефект типа Б на глубине 18 мм, протяженностью
80 мм (недопустимый по величине амплитуды эхо-сигнала и протяженности);
Б-18-90 - недопустимый
дефект типа Б на глубине 18 мм, протяженностью
90 мм ( недопустимый по протяженности).
Рисунок 12. Рекомендуемая схема контроля
9.4. В качестве документа результатов ультразвукового контроля сварного соединения может быть использована распечатка с принтера, полученная путем его прямого подключения к дефектоскопу или через внешнюю ЭВМ. При этом должны выполнятся требования пунктов 9.1 - 9.3.
10. Требования безопасности
10.1. При проведении работ по ультразвуковому контролю на дефектоскописта возможно воздействие следующих опасных и вредных производственных факторов:
- тока, подводимого для питания ультразвукового дефектоскопа;
- проникающие в кисть руки ультразвуковые колебания, применяемые для контроля металлов и сплавов;
- высокий уровень шумов и повышенная яркость света при сварке;
10.2. Электробезопасность при ультразвуковом контроле обеспечивается выполнением требований "Межотраслевых правил по охране труда (правила безопасности) при эксплуатации электроустановок" ПОТ Р М-016-2001.
10.3. Мероприятия по пожарной безопасности осуществляются в соответствии с требованиями типовых правил пожарной безопасности для промышленных предприятий.
10.4. К работе по ультразвуковому контролю допускаются лица, прошедшие инструктаж по правилам техники безопасности, о чем должна быть занесена запись в журнал, имеющие удостоверения по проверке знаний "Правил техники эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей", производственных инструкций предприятия. Дефектоскопист должен иметь удостоверение о проверке знаний правил промышленной безопасности согласно ПБ 03-440-02.
10.5. Подключение дефектоскопа к сети питания и отключение его производит дежурный электрик. На специально оборудованных постах подключение может производить дефектоскопист. Дефектоскопы необходимо подключать к малонагруженным электрическим (осветительным) линиям. Если это невозможно, дефектоскоп следует подключать через стабилизатор напряжения.
10.6. Перед каждым включением дефектоскопа оператор должен убедиться в надежности его заземления. Заземление дефектоскопа должно выполняться в соответствии с требованиями ГОСТ 12.1.030-81 "ССБТ Электробезопасность. Защитное заземление. Зануление".
Заземление ультразвуковых дефектоскопов должно осуществляться специальной жилой переносного провода, которая не должна одновременно служить проводником рабочего тока. В качестве заземляющего проводника следует использовать отдельно жилу в общей оболочке с фазным проводом, которая должна иметь одинаковое с ним сечение. Использовать нулевой провод для заземления запрещается. Жилы проводов и кабелей для заземления должны быть медными, гибкими, сечением не менее 2.5 мм2.
10.7. Запрещается вскрывать дефектоскоп и производить его ремонт во время контроля.
10.8. Контроль внутри сосудов (емкостей) должен проводиться дефектоскопами с автономным питанием напряжением до 12 В звеном из двух дефектоскопистов.
10.9. Штепсельные розетки для переносных электроприборов должны быть снабжены специальными контактами для присоединения заземляющего проводника.
При этом конструкция штепсельного соединения должна исключать возможность использования токоведущих контактов в качестве заземляющих. Соединение заземляющих контактов штепселя в розетки должно осуществляться до того, как войдут в соприкосновение токоведущие контакты, порядок отключения должен быть обратным.
10.10. Для предотвращения воздействия на дефектоскописта ультразвуковых колебаний при ультразвуковом контроле следует руководствоваться "Правилами безопасности и производственной санитарии для операторов ультразвуковой дефектоскопии", разработанными Московским научно-исследовательским институтом им. М.Ф. Владимирского, утвержденными Минздравом СССР 29 декабря 1980 г.
10.11. В шумных цехах необходимо использовать индивидуальные средства защиты. Уровень шума, создаваемого на рабочем месте оператора, не должен превышать допустимый ГОСТ 12.1.003-83.
10.12. По возможности рабочие места дефектоскопистов должны быть фиксированы. Если на расстоянии менее 10 м от места контроля производится сварка или другая работа, связанная с ярким освещением, необходимо установить ограничительные щиты.
10.13. Перед проведением дефектоскопии на высоте, в труднодоступных местах или внутри металлоконструкций дефектоскопист должен пройти дополнительный инструктаж по технике безопасности в этих условиях, а его работа должна контролироваться службой техники безопасности. Кроме того, дефектоскопист должен иметь удостоверение на право проведения работ на высоте.
10.14. На рабочем месте, расположенном на высоте, например, в полевых условиях при выполнении работ по диагностике или экспертизе промышленной безопасности, должны быть сооружены мостики или леса, обеспечивающие дефектоскописту удобный доступ к любому участку контролируемого изделия, при этом дефектоскопист должен пользоваться предохранительным поясом.
10.15. Категорически запрещается работа дефектоскопистов под подъемными механизмами, на неустойчивых шатких конструкциях и в местах, где возможно повреждение проводки электропитания.
10.16. Нарушивший правила техники безопасности должен быть отстранен от работы и вновь допущен к ней только после дополнительного инструктажа по технике безопасности.
10.17. Принадлежности, используемые дефектоскопистом: масленки, обтирочные материалы, ветошь и бумага, должны храниться в металлических ящиках.
10.18. Специалист по ультразвуковому контролю, поступающий на работу, должен пройти обязательный медицинский осмотр. Принятый на работу персонал должен проходить периодические (один раз в год) медицинские осмотры в соответствии с приказом Минздрава СССР № 400 от 30 мая 1960 г. и "Лечебно-профилактическими мероприятиями по улучшению состояния здоровья и условий труда операторов ультразвуковой дефектоскопии", утвержденными Минздравом СССР 15 марта 1976 г.
10.19. При работе на предприятиях химических, нефтехимических и других смежных отраслей промышленности необходимо выполнять требования по технике безопасности, установленные для данного предприятия.
Приложение А
(справочное)
Допускаемое содержание ферритной фазы при сварке коррозионностойких
сталей аустенитного и аустенитно-ферритного классов в металле шва
и наплавленном металле
Акустические свойства металла шва высоколегированных сталей аустенитного и аустенитно-ферритного классов: хромоникелевых, хромоникелемолибденовых, хромомарганцовистых и др., изменяются в зависимости от применяемого способа и стабильности режимов сварки, химического состава электродов и проволоки. В зависимости от условий сварки может быть получена сравнительно однородная мелкозернистая структура шва, обеспечивающая высокую чувствительность ультразвукового метода контроля, или неоднородная крупнозернистая при которой из-за резкого затухания УЗК и высокого уровня помех, соизмеримого с уровнем полезных сигналов, ультразвуковой контроль становится неэффективным.
Выделение феррита в процессе формирования сварного шва способствует образованию в нем более мелкой структуры.
С целью предотвращения охрупчивания металла шва сварочные материалы, предназначенные для выполнения сварных соединений, эксплуатирующихся при температуре свыше 350 °С, должны обеспечивать в металле шва или наплавки содержание ферритной фазы указанной в таблице № 1 согласно ОСТ 26.260.3-2001.
Таблица 1
|
Температура |
Содержание |
|
|
Св-07Х18Н9ТЮ |
до 350 |
не ограничивается |
|
Св-07Х19Н10Б |
|
|
|
Св-07Х25Н13 |
свыше 350 до 450 |
10 |
|
Св-07Х25Н12ТЮ |
|
|
|
Св-04Х19Н11М3 |
свыше 500 до550 |
8 |
|
Св-06Х19Н10М3Б |
|
|
|
Св-08Х19Н10М3Б |
|
|
|
Св-06Х19Н10М3Т |
свыше 550 |
6 |
|
Св-06Х19Н10М3ТБ |
|
|
|
Св-05Х20Н9БС |
до 350 |
не ограничивается |
|
|
свыше 350 до 450 |
10 |
|
Св-08Х20Н |
свыше 450 до 550 |
6 |
|
|
свыше 550 |
4 |
Приложение Б
(справочное)
Перечень недопустимых дефектов и объемы контроля
при ультразвуковой дефектоскопии.
В сварных соединениях не допускаются следующие поверхностные дефекты:
- трещины всех видов и направлений;
- свищи;
- подрезы;
- наплывы, прожоги и незаплавленные кратеры;
- смещение и совместный увод кромок свариваемых элементов свыше норм, предусмотренных настоящим стандартом;
- несоответствие формы и размеров швов требованиям стандартов, технических условий проекта;
- поры, выходящие за пределы норм, установленных таблицей 1;
- чешуйчатость поверхности и глубин впадин между валиками шва, превышающие допуск на усиление шва по высоте.
- допускаются местные подрезы в сосудах 3, 4-й и 5а, 5б групп, предназначенных для работы при температуре свыше 0 °С. При этом их глубина не должна превышать 5 % толщины стенки, но не более 0.5 мм, а протяженность 10 % длины шва.
Допускается в сварных соединениях из сталей и сплавов марок 03Х21Н21М4ГБ, 03Х28МДТ, 06Х28МДТ отдельные микронадрывы протяженностью не более 2 мм.
Для выявления внутренних дефектов сварных соединений следует применять методы неразрушающего контроля, в которых используют проникающие физические поля (ультразвуковой или радиографические).
Ультразвуковую дефектоскопию сварных соединений следует проводить в соответствии с ГОСТ 14782 и настоящего СТО.
Ультразвуковой метод контроля (радиографический или их сочетание) следует выбирать исходя из возможностей более достоверного (полного и точного) выявления дефектов с учетом условий эксплуатации (группа оборудования), методики контроля для данного вида сварных соединений сосуда (сборочных единиц, деталей), а также согласованного документа между заказчиком и исполнителем.
Таблица 1
|
Номинальная толщина |
Допустимый максимальный |
Допустимое число дефектов |
|
От 2 до 3 включ. |
0,5 |
3 |
|
Св. 3 до 4 включ. |
0,6 |
4 |
|
Св. 4 до 5 включ. |
0,7 |
4 |
|
Св. 5 до 6 включ. |
0,8 |
4 |
|
Св. 6 до 8 включ. |
1,0 |
5 |
|
Св. 8 до 10 включ. |
1,2 |
5 |
|
Св. 10 до 15 включ. |
1,5 |
5 |
|
Св. 15 до 20 включ. |
2,0 |
6 |
|
Св. 20 до 40 включ. |
2,5 |
7 |
|
Св. 40 |
2,5 |
8 |
Контролю подлежат:*
_____________
* Примечание. Данными, изложенными в справочном приложении Б, следует руководствоваться только для сварных соединений, указанных в настоящем СТО.
а) стыковые, угловые, тавровые сварные соединения, доступные для этого контроля в объеме не менее указанного в таблице 2;
б) места сопряжения (пересечений) сварных соединений;
в) сварные соединения внутренних и наружных устройств по указанию в проекте или технических условиях на сосуд (сборочную единицу, деталь);
г) сварные соединения элементов перлитного класса с элементами из сталей аустенитного класса в 100 %-ном объеме;
д) перекрываемые укрепляющими кольцами участки сварных швов корпуса, предварительно зачищенные заподлицо с наружной поверхности корпуса;
е) прилегающие к отверстию участки сварных
швов корпуса, на которых устанавливаются люки и штуцера, на длине равной ![]() (D - внутренний диаметр корпуса, S - толщина стенки корпуса в месте
расположения отверстия).
(D - внутренний диаметр корпуса, S - толщина стенки корпуса в месте
расположения отверстия).
Объем контроля ультразвуковым (или радиографическим) методом указан в таблице 2.
Таблица 2
|
Длина контролируемых сварных |
|
|
1,2 |
100 |
|
3 |
50 |
|
4, 5а |
25 |
|
5б |
10 |
1) Требование относится к каждому сварному соединению.
Примечания:
1. Контроль сварных соединений, в том числе и мест сопряжений сварных соединений, сосудов 5б группы или работающих без давления (под налив), ультразвуковым (или радиографическим) методом, допускается не проводить по усмотрению предприятия - изготовителя, если нет других указаний в проекте.
2. Контроль сварных швов опор следует проводить при наличии указания в проекте.
Места контроля сварных соединений сосудов 3, 4-й, 5а и 5б групп ультразвуковым или (радиографическим) методом должны быть указаны в технической документации на сосуд.
Перед контролем соответствующие участки сварных соединений должны быть так замаркированы, чтобы их можно было легко обнаружить на картах контроля (или радиографических) снимках.
При выявлении недопустимых дефектов в сварном соединении сосудов 3, 4, 5а и 5б групп подлежат обязательному контролю тем же методом все однотипные сварные соединения, выполненные данным сварщиком (оператором), по всей длине соединения.
При невозможности осуществления контроля сварных соединений ультразвуковым (или радиографическим) методом из-за их недоступности (ввиду конструктивных особенностей сосуда), ограниченности технических возможностей этих методов или по условиям техники безопасности или неэффективности (в частности, при наличии конструктивного зазора) контроль качества этих сварных соединений следует проводить по нормативному документу для контроля недоступных швов.
Приложение В
(специальное)
Особенности визуального и измерительного контроля при
техническом диагностировании оборудования в процессе
его эксплуатации и подход к оценке норм браковки.
При эксплуатации сосудов появляются новые дефекты, поэтому дефектоскопист должен учитывать рекомендации методических указаний, изложенных в РД 03-421-01 относительно технического диагностирования оборудования и экспертизе промышленной безопасности. Работы по подготовке сосуда к техническому диагностированию выполняется организацией - владельцем сосуда. Работы по подготовке сосуда завершаются оформлением акта о готовности сосуда и передачей акта специализированной организации, выполняющей техническое диагностирование. Работы по техническому диагностированию сосудов и аппаратов должны выполняться по программе, разрабатываемой на сосуд или группу сосудов на основании методических указаний с учетом требований норм и правил, предъявляемым к сосудам при их изготовлении.
Особое внимание следует обращать на проведение внутреннего и наружного осмотра.
Наружный и внутренний осмотр проводится с целью выявления дефектов, которые могли возникнуть, как в процессе его эксплуатации, так и при его изготовлении, транспортировке и монтаже. При осмотре защитные покрытия и изоляция подлежат удалению на участках поверхности сосуда, где имеются явные признаки нарушения их целостности. Необходимость удаления защитного покрытия и изоляции на других участках поверхности сосуда определяется специалистами организации, проводящей техническое диагностирование. Осмотру подлежат все доступные сварные соединения сосуда и его элементы в целях выявления в них следующих дефектов:
- трещин;
- свищей и пористости швов;
- подрезов, наплывов, прожогов, незаплавленных кратеров;
- смещений и уводов кромок стыкуемых элементов свыше норм, предусмотренных «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением», «Правилами проектирования, изготовления и приемки сосудов и аппаратов стальных сварных» и ГОСТ Р 52630-2006;
- несоответствий форм и размеров требованиям технической документации;
- деформаций поверхности сосуда (в виде вмятин, отдулин и т.п.).
Особое внимание следует обратить на состояние сварных соединений в зонах концентрации напряжений (местах приварки горловины люка и штуцеров обечайке и днищам, особенно в зонах входных и выходных штуцеров, на участках пересечения швов, в зонах сопряжений обечайки с днищами, места приварки опорных узлов и др.), а также возможного скопления конденсата на участках проведенного ранее ремонта.
Для сосудов из аустенитных сталей особое внимание при осмотре следует уделять местам возможного попадания на поверхность сосуда воды, паров и влажных газов ввиду возможного образования в этих местах коррозионных трещин.
При проведении осмотра в случае возникающих сомнений по классификации и размерам выявленных дефектов следует применять лупу 4 - 10 кратного увеличения, а также по усмотрению специалиста, выполняющего осмотр, любого из неразрушающих методов контроля.
Оценка выявленных при осмотре деформированных участков поверхности сосуда производится путем замера максимального прогиба и площади деформированного участка. Замер производится мерительным инструментом обеспечивающим погрешность ±1,0 мм.
При исследовании коррозионного состояния сосудов устанавливают:
- степень коррозионно-эрозионного поражения внешней и внутренней поверхности сосудов в результате эксплуатации;
- наличие (отсутствие) механических повреждений, дефектов, допущенных ранее при изготовлении сосуда, которые могут повлиять на дальнейшую безопасную эксплуатацию сосуда.
На теплообменном и другом оборудовании, где часто производится открывание и закрывание крышек, люков-лазов и т.п., необходимо осматривать крепеж на соответствие требованиям НТД.
При внутреннем осмотре определяют наличие (отсутствие) коррозионных трещин, язв, питтингов, сплошной коррозии на основном металле, сварных швах и околошовной зоне, в местах ремонта, застойных зонах, под осадком, в зоне скопления конденсата, где возможно возникновение щелевой коррозии.
Необходимость и объем демонтажа теплоизоляции определяется специалистами, проводящими обследование, с учетом требований РД 03-421-01.
Осмотру подлежат внешние опоры аппаратов, при этом необходимо проверять сварные швы приварки опор к корпусу аппарата.
Коррозионные механические дефекты оцениваются по глубине, площади и количеству на 1 дм2 (или 1 м2). Глубина проникновения коррозии определяется после удаления продуктов коррозии.
Скорость сплошной коррозии оценивается в соответствии с ГОСТ 9.908-85.
При обнаружении трещин коррозионного или механического характера эксплуатация сосуда должна быть прекращена. По результатам ВИК обследования составляется акт, в котором указывается дата, место обследования, регистрационный и заводской номер сосуда, обнаруженные дефекты, состояние поверхности, скорость коррозии конструкционных материалов.
Коррозионностойкие (нержавеющие) стали при высокой стойкости против сплошной, язвенной, щелевой и точечной (питтинговой) коррозии могут быть подвержены межкристаллитной коррозии (МКК). МКК характеризуется избирательным разрушением границ зерен металла и приводит к резкому снижению его прочности, МКК обычно появляется в зоне термического влияния сварных швов. В некоторых средах (азотная кислота, нитраты и т.п.) возможно проявление ножевой коррозии по линии сплавления сварного шва, которая является разновидностью МКК.
В растворах хлоридов, щелочах, ряде кислот при повышенных температурах (обычно выше 40 - 50 °С) нержавеющие стали подвержены коррозионному растрескиванию (КР). Наибольшая вероятность КР возникает в местах наибольших остаточных напряжений после сварки, штамповки, гибов и т.п.
Объем дефектоскопического контроля сварных соединений сосудов зависит от группы сосуда, от объема контроля, выполненного в процессе изготовления сосуда и в процессе его эксплуатации, и определяется в каждом конкретном случае специалистами (экспертами), проводящими диагностирование. Необходимо, чтобы объем полученной информации позволял достоверно судить о состоянии всех несущих элементов сосуда. Объем контроля сварных соединений определяется в процентах от общей длины сварных швов.
В случае обнаружения при осмотре сосуда локально деформированных участков (например: вмятин, выпучин, гофров и т.п.) деформированную зону и прилегающую к ней зону недеформированного металла шириной 100 - 150 мм по периметру следует подвергнуть контролю на отсутствие трещин с помощью ВИК или ЦД.
Дефектоскопии следует подвергать элементы оборудования или сварные соединения, качество металла которых вызывает сомнения.
При назначении выборочного (неполного) контроля сварных соединений следует учитывать, что участки пересечения продольных и кольцевых сварных швов обязательно должны быть включены в зоны контроля.
При технической невозможности осмотра внутренней или наружной поверхности сосуда объем контроля сварных соединений независимо от группы сосуда должен выполняться по программе, согласованной между Заказчиком и Исполнителем.
При обнаружении недопустимых дефектов в процессе исходного контроля сварных соединений объем контроля должен быть увеличен не менее чем вдвое. В первую очередь следует расширить зоны контроля сварных швов в местах обнаружения дефектов.
Замеры твердости основного металла и сварных соединений сосудов рекомендуется производить в следующих случаях:
- если показатель твердости является одной из определяющих характеристик свойств основного металла и сварных соединений по паспорту и в результате условий эксплуатации сосуда (температура, давление, среда) или в результате аварийной ситуации могли произойти необратимые изменения этого показателя;
- для оценки механических свойств по показателю твердости в случае необратимых изменений этих свойств в результате условий эксплуатации сосуда или в результате аварийной ситуации;
- для оценки механических свойств в случае необходимости идентификации основных и сварочных материалов при отсутствии сведений о них (например, при утрате и связанной с этим необходимостью восстановления паспорта сосуда), а также в случае необходимости идентификации импортных сталей рекомендуется применять также стилоскопы.
Инструменты для проведения исследований (краткий перечень)
Лупы, в том числе измерительные от 4 до 10 кратного увеличения по ГОСТ 25706-83.
Щупы № 2 - 4.
Нутромеры микрометрические по ГОСТ 10-88 и индикаторные по ГОСТ 868-82.
Шаблоны (типа УШС по ТУ 1021.338-83) радиусные и др.
Линейки измерительные металлические по ГОСТ 427-75.
Магниты металлические.
Измерительные металлические рулетки.
Зеркала, эндоскопы и бароскопы.
Стилоскопы и измерители твердости.
Лазерные нивелиры и дальномеры.
В отдельных случаях рекомендуется применять тепловизоры.
Библиография
1. Ермолов И.Н. "Сопоставление европейских и российских стандартов на УЗК сварных соединений". Доклад на международной конференции "Неразрушающий контроль и техническая диагностика в промышленности". Москва, апрель 2003 г.
3. Бобров В.А., Орлова Л.В. и др. «Методика и средства ультразвукового контроля для сварного химического и нефтехимического оборудования». Ж. «Химическое и нефтегазовое машиностроение», № 2, 2004 г.
4. Бобров В.Л. «Неразрушающие методы контроля при изготовлении и эксплуатации сосудов и аппаратов», Ж. «Химическое и нефтегазовое машиностроение», № 11, 2005 г.
6. Справочник. Неразрушающий контроль, том 1. Визуальный контроль, под ред. В.В. Клюева // М. «Машиностроение», 2006 г.
7. Справочник. Неразрушающий контроль, том 3. Ультразвуковой контроль, под ред. В.В. Клюева // М. «Машиностроение», 2004 г.
8. Терминологический словарь по промышленной безопасности // М. Госгортехнадзор России, 2004 г.