 | Информационная система | |
|
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

ФИТИНГИ ИЗ МЕДИ
И МЕДНЫХ СПЛАВОВ
ДЛЯ СОЕДИНЕНИЯ МЕДНЫХ ТРУБ
СПОСОБОМ ПРЕССОВАНИЯ
Технические условия
|
|
Москва Стандартинформ 2009 |

Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1. РАЗРАБОТАН Техническим комитетом по стандартизации ТК 106 «Цветметпрокат», Научно-исследовательским, проектным и конструкторским институтом сплавов и обработки цветных металлов «Открытое акционерное общество «Институт Цветметобработка»
2. ВНЕСЕН Техническим комитетом по стандартизации ТК 106 «Цветметпрокат»
3. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 августа 2008 г. № 171-ст
4. ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
ГОСТ Р 52948-2008
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ФИТИНГИ ИЗ
МЕДИ И МЕДНЫХ СПЛАВОВ ДЛЯ СОЕДИНЕНИЯ МЕДНЫХ ТРУБ Технические условия Fittings from
copper and copper alloys with compression ends for use with copper tubes. |
Дата введения - 2009-07-01
1. Область применения
Настоящий стандарт распространяется на фитинги из меди и медных сплавов, предназначенные для соединения способом прессования медных труб, изготовленных по ГОСТ Р 52318, и устанавливает требования к пресс-соединениям, используемым при монтаже трубопроводов в системах: питьевого водоснабжения, холодного и горячего водоснабжения, водяного (парового) отопления, канализации, водоочистных сооружений, газоснабжения, а также в нагревательных и охлаждающих системах.
Стандарт устанавливает допустимые эксплуатационные температуры, максимальное эксплуатационное давление, сортамент, технические требования, правила приемки, методы контроля и испытаний, маркировку и упаковку фитингов.
2. Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52318-2005 Трубы медные круглого сечения для воды и газа. Технические условия
ГОСТ Р 52922-2008 Фитинги из меди и медных сплавов для соединения медных труб способом капиллярной пайки. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 269-66 Резина. Общие требования к проведению физико-механических испытаний
ГОСТ 270-75 Резина. Метод определения упругопрочностных свойств при растяжении
ГОСТ 613-79 Бронзы оловянные литейные. Марки
ГОСТ 859-2001 Медь. Марки
ГОСТ 1953.1-79 Бронзы оловянные. Методы определения меди
ГОСТ 1953.2-79 Бронзы оловянные. Методы определения свинца
ГОСТ 1953.3-79 Бронзы оловянные. Методы определения олова
ГОСТ 1953.4-79 Бронзы оловянные. Методы определения фосфора
ГОСТ 1953.5-79 Бронзы оловянные. Методы определения никеля
ГОСТ 1953.6-79 Бронзы оловянные. Методы определения цинка
ГОСТ 1953.7-79 Бронзы оловянные. Методы определения железа
ГОСТ 1953.8-79 Бронзы оловянные. Методы определения алюминия
ГОСТ 1953.9-79 Бронзы оловянные. Методы определения кремния
ГОСТ 1953.10-79 Бронзы оловянные. Методы определения сурьмы
ГОСТ 1953.11-79 Бронзы оловянные. Методы определения висмута
ГОСТ 1953.12-79 Бронзы оловянные. Методы определения серы
ГОСТ 1953.13-79 Бронзы оловянные. Метод определения марганца
ГОСТ 1953.14-79 Бронзы оловянные. Метод определения магния
ГОСТ 1953.15-79 Бронзы оловянные. Методы определения мышьяка
ГОСТ 1953.16-79 Бронзы оловянные. Метод определения титана
ГОСТ 2768-84 Ацетон технический. Технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4461-77 Кислота азотная. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ ИСО 7323-96 Каучук и невулканизованная резиновая смесь. Определение показателей
ГОСТ 9557-87 Поддон плоский деревянный размером 800´1200 мм. Технические условия
ГОСТ 9717.1-82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотоэлектрической регистрацией спектра
ГОСТ 9717.2-82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектра
ГОСТ 9717.3-82 Медь. Метод спектрального анализа по оксидным стандартным образцам
ГОСТ 10198-91 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 12082-82 Обрешетки дощатые для грузов массой до 500 кг. Общие технические условия
ГОСТ 13938.1-78 Медь. Методы определения меди
ГОСТ 13938.2-78 Медь. Методы определения серы
ГОСТ 13938.3-78 Медь. Метод определения фосфора
ГОСТ 13938.4-78 Медь. Методы определения железа
ГОСТ 13938.5-78 Медь. Методы определения цинка
ГОСТ 13938.6-78 Медь. Методы определения никеля
ГОСТ 13938.7-78 Медь. Методы определения свинца
ГОСТ 13938.8-78 Медь. Методы определения олова
ГОСТ 13938.9-78 Медь. Методы определения серебра
ГОСТ 13938.10-78 Медь. Методы определения сурьмы
ГОСТ 13938.11-78 Медь. Метод определения мышьяка
ГОСТ 13938.12-78 Медь. Методы определения висмута
ГОСТ 13938.13-93 Медь. Методы определения кислорода
ГОСТ 13938.15-88 Медь. Методы определения хрома и кадмия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15102-75 Контейнер универсальный металлический закрытый номинальной массой брутто 5,0 т. Технические условия
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18829-73 Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Технические условия
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22225-76 Контейнеры универсальные массой брутто 0,625 и 1,25 т. Технические условия
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25086-87 Цветные металлы и их сплавы. Общие требования к методам анализа
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ Р 52901-2007 Картон гофрированный для упаковки продукции. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. № 1).
3. Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 фитинг: Устройство в трубопроводной системе, предназначенное для соединения труб между собой или с другим компонентом этой системы.
3.2 пресс-фитинг: Фитинг, один из концов которого обеспечивает пресс-соединение.
3.3 пресс-соединение: Соединение фитинга с уплотнительным элементом на конце и трубы, подвергнутое радиальному сжатию с помощью пресс-инструмента.
3.4 номинальный диаметр: Номинальный диаметр конца фитинга, выраженный как номинальный наружный диаметр присоединяемой трубы.
3.5 пресс-инструмент: Специальное механическое устройство, обеспечивающее необходимое радиальное сжатие конца фитинга и присоединяемой трубы.
3.6 горючий газ: Горючий газ, который является газообразным при 15 °C и давлении 0,1013 МПа. По соображениям безопасности горючий газ обычно содержит пахнущие добавки и обозначается как отопительный, природный и сжиженный газы.
3.7 максимальное эксплуатационное давление; МЭД: Максимальное эксплуатационное давление, при котором трубопровод может работать в нормальных условиях.
4. Сортамент
4.1. Минимальное поперечное сечение в любой части фитинга должно быть не менее теоретически рассчитанного поперечного сечения для минимальных диаметров, указанных в таблице 1.
Таблица 1
В миллиметрах
|
Минимальный диаметр C |
|
|
6,0 |
4,0 |
|
8,0 |
6,0 |
|
10,0 |
7,0 |
|
12,0 |
9,0 |
|
14,0 |
10,0 |
|
14,7 |
11,0 |
|
15,0 |
11,0 |
|
17,0 |
13,0 |
|
18,0 |
14,0 |
|
21,0 |
18,0 |
|
22,0 |
18,0 |
|
25,0 |
21,0 |
|
27,4 |
23,0 |
|
28,0 |
23,0 |
|
34,0 |
29,0 |
|
35,0 |
29,0 |
|
40,0 |
35,0 |
|
40,5 |
36,0 |
|
42,0 |
36,0 |
|
53,6 |
47,0 |
|
54,0 |
47,0 |
|
64,0 |
55,0 |
|
66,7 |
57,0 |
|
70,0 |
60,0 |
|
76,1 |
65,0 |
|
80,0 |
68,0 |
|
88,9 |
76,0 |
|
108,0 |
92,0 |
4.2. Для фитингов с разными диаметрами минимальный диаметр берется для каждого.
4.3. Номинальный диаметр и минимальная толщина стенки трубы по ГОСТ Р 52318 для соединения фитингов способом прессования приведены в таблице 2.
Таблица 2
|
Минимальная толщина стенки трубы |
|||||||||
|
0,6 |
0,7 |
0,8 |
0,9 |
1,0 |
1,1 |
1,2 |
1,5 |
2,0 |
|
|
6,0 |
X |
||||||||
|
8,0 |
X |
||||||||
|
10,0 |
X |
||||||||
|
12,0 |
X |
||||||||
|
14,0 |
X |
||||||||
|
14,7 |
X |
||||||||
|
15,0 |
X |
||||||||
|
17,0 |
X |
||||||||
|
18,0 |
X |
||||||||
|
21,0 |
X |
||||||||
|
22,0 |
X |
||||||||
|
25,0 |
X |
||||||||
|
27,4 |
X |
||||||||
|
28,0 |
X |
||||||||
|
34,0 |
X |
||||||||
|
35,0 |
X |
||||||||
|
40,0 |
X |
||||||||
|
40,5 |
X |
||||||||
|
42,0 |
X |
||||||||
|
53,6 |
X |
||||||||
|
54,0 |
X |
||||||||
|
64,0 |
X |
||||||||
|
66,7 |
X |
||||||||
|
70,0 |
X |
||||||||
|
76,1 |
X |
||||||||
|
80,0 |
X |
||||||||
|
88,9 |
X |
||||||||
|
108,0 |
X |
||||||||
4.4. Концы фитингов изготовляют с упорами для ограничения ввода трубы. Для специальных целей допускается изготовлять фитинги без упоров.
Условные обозначения фитингов включают:
- наименование, например, тройник, угольник, муфта и т.д.;
- номинальный диаметр - по диаметрам соединяемых труб. Фитинги, предназначенные для соединения труб одинакового диаметра, должны иметь в обозначении этот диаметр. Фитинги, предназначенные для соединения труб различного диаметра, обозначаются с указанием всех наружных диаметров соответствующих труб;
- марку меди или сплава;
- два цифробуквенных знака, определяющих конкретное предприятие-изготовитель, которое указывают в случае необходимости при оформлении заказы
При отсутствии цифробуквенных знаков ставиться - ХХ;
- кодовое базовое обозначение фитинга;
- тип конца фитинга. Для концов фитингов типов 2 и 3 указывается МЭД 0,1 или МЭД 0,5;
- фитинги, изготовленные без упора, - БУ;
- обозначение настоящего стандарта.
Примеры условных обозначений фитингов:
Фитинг в виде отвода с отверстиями под трубу диаметром 22 мм, из меди марки М1р, кодовое обозначение фитинга 5001а, для водоснабжения:
Отвод 22 М1р ХХ5001А тип 1 ГОСТ Р 52948-2008
Допускается в условном обозначении номинальный диаметр фитинга проставлять после базового кодового обозначения
Фитинг в виде отвода с отверстием 5001А, диаметром 22 мм:
Отвод М1р ХХ5001А22 ГОСТ Р 52948-2008.
(Измененная редакция, Изм. № 1).
5. Технические требования
5.1. Фитинги изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
5.2. Наименование и базовое кодовое обозначение фитингов, указанные в ГОСТ Р 52922, должны применяться к фитингам для соединения медных труб способом прессования.
(Измененная редакция, Изм. № 1).
5.3. Фитинги изготовляют: из меди марок М1р, М1ф и М2р по ГОСТ 859; марки Cu-DHP с химическим составом, указанным в таблице 3; из бронзы марки Бр05Ц5С5 по ГОСТ 613; из бронзы марки CuSn5Zn5Pb5-C с химическим составом, указанным в таблице 4.
Таблица 3 - Химический состав меди марки Cu-DHP
|
Предел |
Массовая доля элемента, % |
Плотность меди, г/см3 |
||
|
Медь + серебро, не менее |
Фосфор |
|||
|
Cu-DHP |
Мин. |
99,901) |
0,015 |
≈ 8,9 |
|
Макс. |
- |
0,040 |
||
|
______________ 1) Включая серебро до 0,015 % макс. |
||||
Таблица 4 - Химический состав бронзы марки CuSn5Zn5Pb5-C
|
Предел |
Массовая доля элемента, % |
|||||||||||
|
Медь |
Никель |
Фосфор |
Свинец |
Олово |
Цинк |
Алюминий |
Железо |
Сера |
Сурьма |
Кремний |
||
|
CuSn5Zn5Pb5-C |
Мин. |
83,0 |
- |
- |
4,0 |
4,0 |
4,0 |
- |
- |
- |
- |
- |
|
Макс. |
87,0 |
2,0 |
0,10 |
6,0 |
6,0 |
6,0 |
0,01 |
0,3 |
0,10 |
0,25 |
0,01 |
|
5.4. Все материалы, используемые для изготовления фитингов и соединительных частей, предназначенных для труб питьевого водоснабжения по настоящему стандарту, должны быть разрешены национальными органами здравоохранения.
5.5. Медь и медные сплавы являются материалами негорючими, пожаробезопасными и поэтому нет необходимости проводить испытание реакции на огонь.
5.6. Типы концов фитингов в зависимости от среды, в которой они используются, приведены в таблице 5.
Таблица 5
|
Используемая среда |
|
|
1 |
Вода |
|
2 |
Горючий газ |
|
3 |
Вода и горючий газ |
5.7. Эксплуатационная температура и максимальное эксплуатационное давление для пресс-соединений не должны превышать значений, указанных в таблицах 6 и 7 в соответствии с типом конца фитинга.
Таблица 6 - Эксплуатационная температура и максимальное эксплуатационное давление для концов фитингов типов 1 и 3 при контакте с водой
|
Максимальное эксплуатационное давление, МПа |
|
|
30 |
1,6 |
|
95 |
1,0 |
|
Примечания 1. Среднее давление должно определяться путем линейной интерполяции. 2. По согласованию потребителя с изготовителем допускается для определенных конструкций концов фитингов другие эксплуатационная температура и давление. 3. Фитинги должны выдерживать перепады температур до 110 °C и давления до 1,0 МПа. |
|
Таблица 7 - Эксплуатационная температура и максимальное эксплуатационное давление для концов фитингов типов 2 и 3 при контакте с газом
|
Максимальное эксплуатационное давление, МПа |
||
|
МЭД 0,5 |
МЭД 0,1 |
|
|
От -20 до +70 |
0,5 |
0,1 |
5.8. Наружная, внутренняя и торцевая поверхности фитингов должны быть без загрязнений, чистыми. Фитинги не должны иметь острых кромок, заусенцев, трещин, раковин и расслоений.
На поверхности фитингов допускаются отдельные незначительные вмятины, гофры, заусенцы от плоскости разъема штампов, не оказывающие влияния на монтаж и эксплуатацию трубопроводов.
5.9. Внутренняя поверхность медных фитингов не должна содержать углеродной пленки или углерода с уровнем, достаточным для образования такой пленки.
Максимальный общий уровень углерода не должен превышать 1 мг/дм2.
5.10. Торцевые поверхности фитингов должны быть перпендикулярны к осям проходов. Отклонение не должно превышать двух градусов.
5.11. Фитинги должны быть герметичными.
5.12. Пресс-соединение должно быть устойчивым к вытягиванию.
5.13. Пресс-соединение должно выдерживать циклические изменения температуры.
5.14. Пресс-соединение должно выдерживать эксплуатационную температуру.
5.15. Пресс-соединение должно выдерживать циклические изменения давления.
5.16. Пресс-соединение должно выдерживать вакуум.
5.17. Пресс-соединение должно выдерживать вибрацию.
5.18. Пресс-соединение должно быть устойчивым к статической изгибающей нагрузке.
5.19. Пресс-соединение должно быть устойчивым к высокой температуре.
5.20. Минимальная прочность на разрыв уплотнительных элементов для концов фитингов типов 1 и 3 должна быть не менее 20 Н.
Уплотнительные элементы для концов фитингов типов 1 и 3 должны соответствовать требованиям термогравиметрического анализа (ТГА).
5.21. При взаимодействии с озоном уплотнительных элементов концов фитингов типов 2 и 3 трещины не допускаются.
5.22. Уплотнительные элементы для концов фитингов типа 1 должны выдерживать испытание на установленный срок службы уплотнительного элемента.
6. Правила приемки
6.1. Фитинги принимают партиями. Партия должна состоять из фитингов одной марки, одного размера и должна быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- условное обозначение фитингов;
- количество фитингов в партии;
- номер партии;
- результаты испытаний (по требованию потребителя);
- массу партии.
Масса партии должна быть не более 300 кг.
6.2. Контролю наружной, внутренней поверхности и наличия маркировки подвергают каждый фитинг партии.
6.3. Для контроля номинального и минимального диаметров фитингов отбирают пять фитингов от партии.
6.4. Для контроля перпендикулярности торцевой поверхности к оси прохода отбирают три фитинга от партии.
6.5. Для контроля химического состава отбирают два фитинга от партии.
6.6. Испытание на герметичность и устойчивость на вытягивание проводят по плану изготовителя.
6.7. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяют на всю партию.
7. Методы контроля и испытаний
7.1. Фитинги, которые проходят контроль в соответствии с 5.11, должны быть соединены с медной трубой в соответствии с инструкциями изготовителя.
7.2. Контроль качества поверхности и маркировки фитингов проводят визуально, без применения увеличительных приборов.
7.3. Измерение толщины стенки фитингов проводят микрометром по ГОСТ 6507.
7.4. Измерение остальных размеров проводят штангенциркулем по ГОСТ 166.
7.5. Перпендикулярность торцевой поверхности к оси прохода контролируют специальным угломером, изготовленным по нормативным документам.
7.6. Контроль внутренней поверхности фитингов на наличие углеродной пленки проводят в соответствии с приложением А.
Определение остаточного содержания углерода на внутренней поверхности медных фитингов проводят в соответствии с приложением Б.
7.7. Испытание на герметичность проводят гидростатическим и пневматическим давлением.
При испытаниях на герметичность гидростатическим давлением в соответствии с параметрами, указанными в таблице 8, пресс-соединение не должно иметь признаков утечек.
Таблица 8 - Параметры испытаний гидростатическим давлением
|
Свободная длина трубы в испытательной сборке, мм, не менее |
Давление при испытании, МПа |
Продолжительность испытания, мин |
Число испытуемых образцов на размер |
||
|
1 |
100 |
2,4 ± 0,1 |
60 |
1 |
|
|
2 и 3 |
100 |
2,4 ± 0,1 |
60 |
1 |
При испытании на герметичность пневматическим давлением в соответствии с параметрами, указанными в таблице 9, пресс-соединение не должно иметь признаков утечек.
Таблица 9 - Параметры испытаний пневматическим давлением
|
Свободная длина трубы в испытательной сборке, мм, не менее |
Давление в первом испытании, МПа |
Давление во втором испытании, МПа |
Давление в третьем испытании, МПа |
Продолжительность испытания при каждом давлении, мин |
Число испытуемых образцов на размер |
Метод испытаний |
|
|
2 и 3 |
100 |
1,1´номинальное эксплуатационное давление (не менее 0,3) |
0,011 |
0,002 |
10 |
1 |
Приложение Г |
Испытание пневматическим давлением проводят при давлении не менее 0,5 МПа, при этом фитинги должны быть полностью погружены в воду. Испытание гидростатическим давлением проводят при давлении 2,4 МПа в соответствии с приложением Д.
При испытании на герметичность пресс-соединение должно быть выполнено в соответствии с методикой изготовителя фитингов.
7.9. При испытании на устойчивость к вытягиванию в соответствии с параметрами, указанными в таблице 10, пресс-соединение должно выдерживать вытягивающую силу без повреждения пресс-соединения, которое не должно давать утечек после повторного испытания гидростатическим давлением.
Таблица 10 - Параметры испытаний на вытягивание
7.10. При испытании циклическими изменениями температуры в соответствии с параметрами, указанными в таблице 11, пресс-соединение не должно иметь признаков утечек.
Таблица 11 - Параметры испытания циклическими изменениями температуры
|
Размер фитинга, мм |
Температура входящей воды, °C |
Давление при испытании, МПа |
Продолжительность испытания, мин |
Испытание, циклы |
Скорость потока, м/с |
Метод испытания |
||
|
горячей |
холодной |
|||||||
|
1 и 3 |
От 6 до 54 |
93 ± 2 |
20 ± 5 |
1,0 ± 0,1 |
(15 ± 1) - горячая вода; |
5000 |
³ 0,5 |
Приложение Ж |
|
(15 ± 1) - холодная вода |
||||||||
|
1 и 3 |
От 64 до 108 |
(30 + 2) - горячая вода; |
2500 |
|||||
|
(30 + 2) - холодная вода |
||||||||
7.11. При испытании циклическим изменением температуры систем газоснабжения в соответствии с параметрами, указанными в таблице 12, фитинги должны показывать в начале и в конце испытания интенсивность утечки не более чем 10-5 атм · см3 · с-1.
Таблица 12 - Параметры испытания циклическими изменениями температуры систем газоснабжения
|
Размер фитинга |
Давление при испытании, МПа |
Температурные циклы |
Свободная длина трубы в испытательной сборке, мм, не менее |
Число образцов для каждого испытуемого диаметра |
Метод испытания |
|
|
2 и 3 |
Наименьший и наибольший диаметры для каждой обжимной формы (форма, даваемая обжимным зажимом фитингу) |
МЭД/Гелий |
5 циклов, состоящих из: 111 циклов от -10 °C до +50 °C (в пределах 1 ч 30 мин каждый) и 1 цикл от -20 °C до +50 °C (в пределах 1 ч 30 мин) |
200 |
3 |
Приложение И |
7.12. По согласованию потребителя с изготовителем допускается проводить испытания циклическими изменениями температуры систем газоснабжения с увеличенным количеством циклов испытаний в соответствии с параметрами, указанными в таблице 13. Пресс-соединение не должно иметь признаков утечек.
Таблица 13 - Параметры испытания циклическими изменениями температуры с увеличенным количеством циклов испытаний
|
Размер фитинга, мм |
Температура входящей воды, °C |
Давление при испытании, МПа |
Продолжительность испытания, мин |
Испытание, циклы |
Скорость потока, м/с |
Метод испытания |
|||
|
горячей |
холодной |
||||||||
|
Т1 |
Т2 |
||||||||
|
1 и 3 |
От 6 до 54 |
93 ± 2 |
110 ± 2 |
20 ± 5 |
1,0 ± 0,1 |
(15 ± 1) - горячая вода, |
6000 |
³ 0,5 |
Приложение К |
|
(15 ± 1) - холодная вода |
|||||||||
|
1 и 3 |
От 64 до 108 |
(30 ± 2) - горячая вода, |
3000 |
||||||
|
(30 ± 2) - холодная вода |
|||||||||
|
Примечание - Горячая входящая вода Т2 подается один раз на каждые 100 циклов при том же давлении и с той же длительностью, как Т1. |
|||||||||
7.13. При испытании эксплуатационной температурой в соответствии с параметрами, указанными в таблице 14, пресс-соединение не должно иметь признаков утечек.
Таблица 14 - Параметры испытаний эксплуатационной температурой
|
Температура, °C |
Число испытуемых образцов на размер |
Свободная длина трубы в испытательной сборке, мм, не менее |
Метод испытания |
||
|
высокая |
низкая |
||||
|
2 и 3 |
70 ± 2 |
-20 ± 2 |
1 |
100 |
|
7.14. При испытании циклическим изменением давления в соответствии с параметрами, указанными в таблице 15, пресс-соединение не должно иметь признаков утечек.
Таблица 15 - Параметры испытания циклическим изменением давления
|
Пределы давления, МПа |
Число циклов |
Частота циклов в минуту |
Число испытуемых образцов на размер |
Метод испытания |
||
|
нижний |
верхний |
|||||
|
1 и 3 |
0,1 ± 0,05 |
2,5 ± 0,05 |
10000 |
30 ± 5 |
3 |
Приложение М |
7.15. При испытании вакуумом в соответствии с параметрами, указанными в таблице 16, изменения в давлении по результатам испытаний должны быть не более 0,005 МПа.
Таблица 16 - Параметры испытания вакуумом
|
Давление при испытании, МПа |
Продолжительность испытания, мин |
Число испытуемых образцов на размер |
Метод испытания |
|
|
1 и 3 |
-0,08 ± 0,005 |
60 |
3 |
Приложение Н |
7.16. При испытании вибрацией в соответствии с параметрами, указанными в таблице 17, пресс-соединение не должно иметь признаков утечек.
Таблица 17 - Параметры испытания вибрацией
|
Давление при испытании, МПа |
Отклонение, мм |
Число циклов |
Частота циклов, Гц |
Число испытуемых образцов на размер |
Метод испытания |
|
|
1 и 3 |
1,5 ± 0,05 |
1 |
1000000 |
20 |
4 |
Приложение П |
|
2 и 3 |
Атмосферное |
7.17. При испытании статической изгибающей нагрузкой в соответствии с параметрами, указанными в таблице 18, пресс-соединение не должно иметь признаков утечек.
Таблица 18 - Статическая изгибающая нагрузка
|
Давление при испытании, МПа |
Испытательная нагрузка |
Максимальное отклонение трубы мягкого и полутвердого состояний, мм |
Продолжительность испытания, мин |
Число испытуемых образцов на размер |
Метод испытания |
|
|
2 и 3 |
0,3 |
Приложение Р |
100 |
60 |
1 |
7.18. При испытании высокой температурой в соответствии с параметрами, указанными в таблице 19, утечка для каждого пресс-соединения не должна превышать 30 дм3/ч (азот)
Изготовитель определяет давление для испытания.
Таблица 19 - Параметры высокотемпературных испытаний
|
Температура, °C |
Давление, МПа |
Уровень утечки на каждом конце, дм3/ч |
Продолжительность испытания, мин |
Метод испытания |
||
|
МЭД 0,5 |
МЭД 0,1 |
|||||
|
2 и 3 |
650 ± 10 |
0,5 ± 0,05 |
0,1 ± 0,05 |
30 |
30 |
Приложение С |
7.19. Отбор и подготовку проб для химического анализа проводят по ГОСТ 24231.
Анализ химического состава медных фитингов проводят по ГОСТ 13938.1 - ГОСТ 13938.13, ГОСТ 13938.15, ГОСТ 9717.1 - ГОСТ 9717.3.
При возникновении разногласий в оценке химического состава медных фитингов анализ проводят по ГОСТ 13938.1 - ГОСТ 13938.13, ГОСТ 13938.15.
Химический состав бронз определяют по ГОСТ 1953.1 - ГОСТ 1953.16, ГОСТ 25086.
Допускается на предприятии-изготовителе отбор проб проводить от расплавленного металла.
7.20. Испытание на прочность на разрыв уплотнительных элементов на концах фитингов типов 1 и 3 проводят по ГОСТ 270.
Для определения идентичности уплотнительных элементов на концах фитингов типов 1 и 3 проводят термогравиметрический анализ (ТГА) по ГОСТ ИСО 7323.
7.21. Испытание на устойчивость к озону уплотнительных элементов на концах фитингов типов 2 и 3 проводят по ГОСТ 269.
7.22. Испытание на долговечность уплотнительных элементов на концах фитингов типа 1 проводят по ГОСТ 18829.
7.23. Допускается изготовителю применять другие методы контроля и испытаний, обеспечивающие необходимую точность. При возникновении разногласий в определении показателей контроль и испытания проводят методами, указанными в настоящем стандарте.
7.24. Инструменты и зажимы, указанные изготовителем для обеспечения надежного соединения, должны быть использованы потребителем.
8. Маркировка, упаковка, транспортирование и хранение
8.1. На поверхности каждого фитинга должна быть нанесена маркировка с указанием номинального диаметра, товарного знака или наименования предприятия-изготовителя.
На фитингах типов 2 и 3, которые прошли испытания циклическим изменением температуры систем газоснабжения, должна быть нанесена маркировка GT с указанием максимального эксплуатационного и испытательного давлений.
На корпусе фитингов типов 2 и 3 должны быть нанесены несмываемой краской хорошо различимые цветовые метки желтого цвета, которые должны быть видны и после монтажа.
Уплотнительные элементы должны быть окрашены:
- для фитингов типа 1 - в черный цвет;
- для фитингов типов 2 и 3 - в желтый цвет.
В случае, когда фитинги используют для других сред, кроме воды и газа, уплотнительные элементы должны быть окрашены в серый цвет.
Способ нанесения маркировки должен обеспечивать ее надежную сохранность при транспортировании и эксплуатации у потребителя.
8.2. Фитинги упаковывают в полиэтиленовую пленку и укладывают в деревянные ящики или ящики из гофрированного картона.
Допускается упаковывать фитинги в ящики без упаковки в полиэтиленовую пленку.
В качестве тары и упаковочных материалов могут применяться:
- ящики по ГОСТ 2991, ГОСТ 10198;
- обрешетки деревянные по ГОСТ 12082;
- контейнеры по ГОСТ 15102, ГОСТ 22225;
- проволока по ГОСТ 3282;
- поддоны деревянные по ГОСТ 9557;
- лента по ГОСТ 3560;
- картон гофрированный по ГОСТ Р 52901;
- пленка полиэтиленовая по ГОСТ 10354.
Допускаются другие виды упаковки и упаковочных материалов, обеспечивающие сохранность фитингов при транспортировании, по нормативным документам.
(Измененная редакция, Изм. № 1).
8.3. Маркировка тары должна быть выполнена на этикетках, приклеенных на наружную сторону упаковочной тары, и должна содержать следующую информацию:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- условное обозначение фитингов;
- количество фитингов;
- номер партии;
- массу нетто партии.
8.4. Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционного знака «Беречь от влаги».
8.5. Упаковка фитингов, отправляемых в районы Крайнего Севера и приравненные к ним местности, - по ГОСТ 15846.
8.6. Укрупнение грузовых мест в транспортные пакеты проводят в соответствии с требованиями ГОСТ 26663.
Габаритные размеры пакетов - по ГОСТ 24597.
Средства крепления в транспортные пакеты - по ГОСТ 21650.
Максимальная допустимая масса грузового места - 5000 кг.
При транспортировании в крытых вагонах масса грузового места не должна превышать 1250 кг.
Пакетирование проводят на поддонах по ГОСТ 9557 или без поддонов с использованием брусков сечением не менее 50´50 мм с обвязкой проволокой диаметром не менее 3 мм или лентой размером не менее 0,3´30 мм или с использованием пакетируемых строп. Концы обвязочной проволоки соединяют скруткой в пять витков, ленты - в замок.
8.7. В каждый контейнер или ящик должен быть вложен упаковочный лист, содержащий:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- условное обозначение или номинальный диаметр фитингов, марка меди или сплава, кодовое обозначение фитинга, тип конца фитинга, обозначение настоящего стандарта;
- номер партии;
- штамп технического контроля или номер технического контролера;
- дату изготовления.
8.8. Фитинги транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
8.9. Фитинги должны храниться в крытых помещениях и должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства фитингов при хранении не изменяются.
9. Гарантии изготовителя
9.1. Изготовитель гарантирует соответствие фитингов требованиям настоящего стандарта при условии соблюдения потребителем условий транспортирования и хранения.
9.2. Гарантийный срок хранения - 1 год со дня изготовления.
9.3. По истечении гарантийного срока хранения фитинги перед применением должны быть проверены на соответствие их требованиям настоящего стандарта и при соответствии могут быть использованы потребителем по назначению.
Приложение А
(обязательное)
Испытание на наличие углеродной пленки
А.1. Подготовка образца для испытания
А.1.1. Площадь внутренней поверхности образца для испытания должна быть не менее 10 см2 или весь фитинг, площадь которого меньше.
Наружная поверхность образца для испытания должна быть чистой. Концы фитинга должны быть закрыты кислотостойкими заглушками, затем фитинг погружают в концентрированную азотную кислоту по ГОСТ 4461 для травления наружной поверхности, после чего образец промывают проточной водой, затем дистиллированной водой и просушивают на воздухе.
А.1.2. Если в качестве образца используют целый фитинг, его разрезают на две части вдоль предварительно очищенной пилой и обезжиривают обе половинки, погружая в ацетон по ГОСТ 2768.
Если образцом для испытания является часть фитинга, то его обезжиривают путем погружения в ацетон, не разрезая.
А.2. Проведение испытания
А.2.1. Обезжиренный образец размещают внутренней поверхностью вверх в небольшой посуде с плоским дном из стекла или белого фарфора и приливают 25 %-ный (v/v) раствор азотной кислоты в таком количестве, чтобы образец был полностью погружен в раствор при температуре окружающей среды.
А.2.2. Когда кислота окрасится в голубой цвет, образец вынимают и промывают дистиллированной водой, смывая в кислоту любые частицы, прилипшие к образцу.
А.3. Результаты испытания
А.3.1. Изучение пленки, образовавшейся на поверхности кислоты, осуществляют с помощью микроскопа при десятикратном увеличении.
При первом просмотре можно определить наличие пленки или частиц на поверхности раствора кислоты. Если ничего не обнаружено или обнаружены отдельные редкие мелкие частицы, испытание выдержано.
Если на поверхности раствора кислоты явно видна плавающая пленка, - это может быть пленка углерода или окиси.
Чтобы точно определить химический состав пленки - углерод или окись углерода, кислоту с пленкой необходимо довести до кипения и кипятить медленно в течение приблизительно 5 мин до растворения любых слоев окисла.
Если пленка исчезла или остались только редкие мелкие частицы, испытание выдержано. Если пленка осталась без изменений, то это углерод, и следовательно, испытание не выдержано.
Приложение Б
(обязательное)
Определение остаточного содержания углерода на внутренней поверхности медных фитингов
Определение остаточного содержания углерода на внутренней поверхности медных фитингов проводят методом сгорания.
Б.1. Основной принцип
Б.1.1. Сгорание углерода, присутствующего на внутренней поверхности образцов фитингов, проводят при заданной температуре и при заданном расходе кислорода. Настоящий метод включает сгорание углерода и три способа измерения образовавшейся двуокиси углерода (углекислого газа).
Определяют остаточное содержание углерода или общее содержание углерода, или остаточное и общее содержание углерода.
Потенциальное содержание углерода определяют путем вычитания остаточного содержания углерода из общего содержания углерода.
Б.2. Подготовка образцов к испытанию
Б.2.1. С целью определения содержания углерода выполняют операции, последовательность которых определена в Б.2.1.1, способ А или Б, и (или) в Б.2.1.2.
Б.2.1.1. Остаточное содержание углерода:
Способ А:
- отбирают образцы (Б.2.2);
- очищают внутреннюю поверхность образцов (Б.2.3);
- очищают наружную поверхность образцов (Б.2.4);
- разрезают образцы (Б.2.5).
Способ Б:
- отбирают образцы (Б.2.2);
- очищают наружную поверхность образца (Б.2.4);
- очищают внутреннюю поверхность образца (Б.2.3);
- разрезают образцы (Б.2.5).
Б.2.1.2. Общее содержание углерода:
- отбирают образцы (Б.2.2);
- очищают наружную поверхность образцов (Б.2.4);
- разрезают образцы (Б.2.5).
Б.2.2. Отбор образцов для испытания
Б.2.2.1. Отбирают достаточное количество фитингов из партии, чтобы иметь возможность отрезать от них образцы для испытания, имеющие минимальную общую внутреннюю площадь поверхности 10 см2. При необходимости используют несколько фитингов из одной и той же партии для составления требуемой минимальной площади.
Б.2.3. Очистка внутренней поверхности образца
Б.2.3.1. Погружают образец в ванну с органическим растворителем аналитического вида или хлорпроизводным углеводородов, например трихлорэтиленом или трихлорэтаном, на 5 мин при комнатной температуре или на 2 мин в кипящий раствор. В случае разногласий используют трихлорэтилен или трихлорэтан.
Погружают образец не менее чем на 30 с во вторую ванну с аналогичным раствором.
Вынимают образцы из ванны и размещают их вертикально над камерой испарения или в печи (термостате) до тех пор, пока раствор полностью не испарится. По мере загрязнения раствор в обеих ваннах периодически обновляют.
Б.2.4. Очистка наружной поверхности образца
Б.2.4.1. Наружная поверхность образца фитинга, предназначенного для испытания, должна быть чистой.
Для очистки наружной поверхности образца используют химический метод.
Б.2.4.2. Химический метод очистки
Б.2.4.2.1. Все концы образца фитинга должны быть закрыты кислотостойкими заглушками.
Образец фитинга с заглушками помещают в 50 %-ный (v/v) раствор азотной кислоты и выдерживают его не менее 30 с, после чего образец промывают проточной водой, затем дистиллированной водой, в конце опускают на 2 - 3 мин в ванну с дистиллированной водой температурой не менее 80 °C. Образец вынимают и просушивают на воздухе. Раствор азотной кислоты периодически обновляют. Очищенный образец не должен иметь контакта с руками или углеродосодержащим веществом.
Б.2.5. Резка образцов для испытания
Б.2.5.1. Готовят образцы для испытания и хранят до проведения испытания в незагрязненной среде, например в эксикаторе, содержащем поддоны гидроокиси натрия.
Образцом для испытания могут быть:
- один полный фитинг;
- часть фитинга;
- несколько фитингов.
Определяют площадь внутренней поверхности образца, которая должна быть не менее 10 см2:
а) путем вычисления по формуле
S = p · d · L, (Б.1)
где d - внутренний диаметр фитинга, мм;
L - длина фитинга, мм.
Этот метод применяют при прямом соединении;
б) путем взвешивания
![]() (Б.2)
(Б.2)
где m - масса образца, кг;
ρ - плотность материала, кг/м3;
t - средняя толщина стенки, мм;
в) путем сличения
При этом используют пропускающую свет окулярную сетку (шкалу), имеющую квадратный профиль известной площади.
Разрезают отобранный образец для испытания вдоль его продольной оси и сплющивают его между зажимными губками клещей из алюминия или других материалов на основе алюминия, предварительно обезжиренных трихлорэтиленом или трихлорэтаном. Материалы, из которых сделаны зажимы, не должны загрязнять образец углеродосодержащими веществами.
Размещают пропускающую свет окулярную сетку (шкалу) в тесном контакте с внутренней поверхностью образца для испытания. Рассчитывают количество квадратов, относящихся к поверхности для достижения приближенного значения площади внутренней поверхности разреза (профиля, участка). Может быть проведено несколько разрезов (профилей, участков) для создания соответствующей (достаточной) площади испытания.
Б.2.5.2. Фитинги диаметрами, не превышающими диаметр печи
Очищенные образцы при необходимости разрезают, чтобы площадь внутренней поверхности была не менее 10 см2.
Б.2.5.3. Фитинги диаметрами, превышающими диаметр печи
Если диаметр печи менее диаметра фитинга, используют следующие методы:
- метод сплющивания
Если образец для испытания площадью внутренней поверхности не менее 10 см2, то образец сплющивают. Операцию сплющивания проводят между зажимными губками клещей из алюминия или других материалов на основе алюминия, предварительно обезжиренных трихлорэтиленом или трихлорэтаном;
- метод продольной резки
Отбирают участок (профиль, разрез) фитинга, фитинг целиком или несколько фитингов, чтобы площадь внутренней поверхности была не менее 10 см2.
Используя обезжиренное лезвие пилы, разрезают образец продольно на две половинки. Сгибают каждую половинку образца таким образом, чтобы ее можно было продольно поместить в печь. Согнуть половинки образца можно с помощью зажимных губок из алюминия или других материалов на основе алюминия, предварительно обезжиренных трихлорэтиленом или трихлорэтаном. Материалы, из которых сделаны зажимы, не должны загрязнять образец углеродосодержащими веществами.
Б.3. Метод сгорания для продукции, содержащей углерод
Б.3.1. Сгорание проводят в кварцевой трубе в токе кислорода, имеющем минимальную степень чистоты 99,995 %.
Устройство сгорания состоит из:
а) системы для подачи кислорода и очистки, которая может гарантировать степень чистоты 99,995 %. Эта система обычно включает:
1) камеру предварительной очистки (первичное горение), включающую кварцевую трубу, заполненную окисью меди, в которой должна поддерживаться температура от 450 °C до 500 °C;
2) уловитель для Н2O;
3) уловитель для СO2;
б) промежуточной камеры для испытуемого образца;
в) камеры для сжигания с трубой из кварца и трубчатой печи (примерно 600 мм длиной), в которой должна поддерживаться температура не менее 750 °C.
Б.4. Методы определения содержания углерода
Б.4.1. Существуют три основных метода определения содержания углерода:
- метод с использованием гидроокиси тетрабутиламмония (Б.4.2);
- метод определения путем измерения дифференциальной электропроводности (Б.4.3);
- метод определения путем спектрометрии поглощения инфракрасных лучей (Б.4.4).
Могут быть использованы другие методы (например кулонометрический метод), если их чувствительность не менее указанных.
В каждом случае поправка холостого опыта должна быть определена в соответствии с Б.4.5.
Б.4.2. Метод с использованием гидроокиси тетрабутиламмония
Б.4.2.1. Метод включает поглощение образовавшейся двуокиси углерода (углекислого газа) раствором этаноламина, нейтрализацию кислотности, полученной в итоге, стандартным (метановым) раствором гидроокиси тетрабутиламмония и определение содержания углерода.
Точность результатов измерений - ± 0,01 мг/дм2.
Б.4.3. Метод определения путем измерения дифференциальной электропроводности
Б.4.3.1. Метод заключается в измерении разницы электропроводности раствора гидроокиси натрия до и после поглощения образовавшейся двуокиси углерода (углекислого газа).
Точность результатов измерений - ± 0,02 мг/дм2.
Б.4.4. Метод определения путем спектрометрии поглощения инфракрасных лучей
Б.4.4.1. Настоящий метод заключается в прямом (непосредственном) определении содержания углерода путем автоматического анализа поглощения инфракрасных лучей образовавшейся двуокиси углерода (углекислого газа).
Устройство обычно включает механизм сгорания, описанный в разделе Б.3.
Точность результатов измерений - ± 0,01 мг/дм2.
Б.4.5. Определение поправки холостого опыта
Б.4.5.1. Поправка холостого опыта должна быть определена в начале или в процессе испытаний.
Поправка холостого опыта, выраженная в миллиграммах на квадратный дециметр, должна быть вычтена из индивидуальных измерений каждого образца для испытания.
Подготовка образца:
- отрезают образец для испытания такой длины, чтобы его внутренняя площадь поверхности была не менее 10 см2;
- полностью опускают образец в ванну с 50 %-ным (v/v) раствором азотной кислоты и выдерживают его не менее 30 с, чтобы он был протравлен и с внутренней, и с наружной стороны;
- вынимают образец для испытания из ванны, используя щипцы, и промывают его под проточной водой, затем под дистиллированной водой и в конце опускают на 2 - 3 мин в ванну с дистиллированной водой температурой не менее 80 °C и высушивают на воздухе;
- образец хранят в эксикаторе, содержащем поддоны гидроокиси натрия, до проведения измерений;
- определяют площадь внутренней поверхности образца умножением среднего внутреннего диаметра на длину образца, измеренных с точностью до 0,1 мм;
- используют метод определения содержания углерода, отобранный для измерения в соответствии с Б.4.2, Б.4.3 или Б.4.4.
Поправка холостого опыта - это среднее значение, полученное для двух образцов.
При удовлетворительной подготовке поправки холостого опыта получается не более 0,02 мг/дм2. Если получены большие поправки, то должна быть выяснена и устранена причина появления несоответствия.
Б.5. Результаты
Б.5.1. Какой бы метод не использовался, содержание углерода должно быть выражено в миллиграммах на квадратный дециметр как среднеарифметическое значение результатов, полученных при испытании двух образцов.
Б.6. Контроль точности
Б.6.1. Аппаратура должна проверяться в начале испытания, а затем не менее одного раза в день при непрерывном применении с использованием стандартных образцов. В случаях использования спектрометра поглощения инфракрасных лучей проверка может проводиться с использованием окиси углерода в соответствии с инструкциями производителя. При использовании спектрометра поглощения инфракрасных лучей аппаратура для испытания должна проверяться не менее двух раз в год.
Приложение
В
(обязательное)
В.1. Область применения
В настоящем приложении определяется метод испытания на герметичность сборных соединений при воздействии внутреннего гидростатического давления.
В.2. Сущность метода
Испытуемые один или несколько фитингов в соединении подвергают воздействию определенного постоянного давления воды в течение всего времени испытания.
В.3. Аппаратура
В.3.1. Манометр или другой откалиброванный прибор для измерения давления.
Примечание - Рекомендуется использовать контрольный манометр для калибровки прибора.
В.3.2. Нагнетательный насос, способный создавать и поддерживать необходимое давление воды в течение всего времени испытания.
Примечание - Давление можно создавать отдельно для каждого изделия или одновременно для нескольких изделий, собранных воедино.
В.3.3. Соединение нагнетательного насоса с испытуемым изделием должно быть герметичным в течение всего времени испытания.
В.4. Испытательный образец
Испытательный образец должен состоять из фитинга или фитингов, соединенных с трубой длиной не менее 100 мм. Свободный конец трубы должен быть оснащен торцевой заглушкой.
Испытательный образец и аппаратура, на которой проводят контроль фитингов, должны быть расположены, как указано на рисунке В.1.

1 - манометр для измерения
давления; 2 - нагнетательный насос; 3 - соединение насоса; 4
- труба;
5 - испытуемый фитинг
Рисунок
В.1 - Схема расположения испытательного образца и аппаратуры для испытаний на
герметичность
соединений при воздействии внутреннего гидростатического давления
В.5. Проведение испытания
Испытательный образец присоединяют к нагнетательному насосу. Перед испытанием воздух из испытательного образца должен быть вытеснен наполняющей рабочей жидкостью (водой). Постепенно поднимают давление и поддерживают его в течение всего времени испытания.
Испытательный образец считается выдержавшим испытание, если при испытании не будет визуально обнаружено течи рабочей жидкости.
Для фитингов типов 2 и 3 испытание на герметичность проводят в соответствии с приложением Г и таблицей 9.
Приложение Г
(обязательное)
Метод испытания
на герметичность соединений с медными трубами
под внутренним давлением воздуха
Г.1. Область применения
В настоящем приложении определяется метод испытания на герметичность соединений с медными трубами при воздействии внутреннего давления воздуха.
Г.2. Сущность метода
Испытательный образец, состоящий из одного или нескольких фитингов в соединении, подвергают воздействию определенного постоянного внутреннего давления воздуха в течение всего времени испытания.
Г.3. Аппаратура
Г.3.1. Манометр или другой откалиброванный прибор для измерения давления.
Примечание - Рекомендуется использовать контрольный манометр для калибровки прибора.
Г.3.2. Нагнетательный насос, способный создавать и поддерживать необходимое давление в соответствии с таблицей 9 в течение всего времени испытания.
Примечание - Давление можно нагнетать отдельно в каждое изделие или же одновременно на несколько изделий различных размеров, собранных воедино.
Г.3.3. Соединение нагнетательного насоса с испытуемым изделием должно быть герметичным в течение всего времени испытания.
Г.4. Испытательный образец
Испытательный образец должен состоять из фитинга или фитингов, соединенных с трубой длиной не менее 100 мм. Свободный конец трубы должен быть оснащен торцевой заглушкой.
Испытательный образец и аппаратура, на которой проводят контроль фитингов, должны быть расположены, как указано на рисунке Г.1.

1 - манометр для измерения давления;
2 - нагнетательный насос; 3 - соединение насоса; 4 -
труба;
5 - испытуемый фитинг; 6 - емкость с водой; а - размеры (таблица 9)
Рисунок
Г.1 - Схема расположения испытательного образца и аппаратуры для испытаний на
герметичность
соединений при воздействии внутреннего давления воздуха
Г.5. Проведение испытания
Присоединяют испытательный образец к нагнетательному насосу. Поднимают первое давление испытания и поддерживают его в течение всего времени испытаний в соответствии с таблицей 9.
Проверяют соединения испытательного образца на подтеки.
Повторяют испытания при втором и третьем значениях давления, указанных в таблице 9.
Приложение Д
(обязательное)
Д.1. Область применения
В настоящем приложении определяется метод испытания на герметичность литых фитингов или фитингов, изготовленных сваркой или пайкой из нескольких частей, под воздействием внутреннего давления.
Д.2. Сущность метода
Испытуемые образцы в течение определенного периода времени подвергают воздействию определенного внутреннего давления: пневматического, когда фитинги полностью погружены в воду, либо гидростатического давления воды.
Д.3. Аппаратура
Д.3.1. Манометр или другой откалиброванный прибор для измерения давления.
Примечание - Рекомендуется использовать контрольный манометр для калибровки прибора.
Д.3.2. Нагнетательный насос, способный создавать и поддерживать необходимое давление в соответствии с 7.8 в течение всего времени испытаний.
Д.3.3. Соединение нагнетательного насоса с испытуемым образцом должно быть герметичным в течение всего времени испытания.
Д.4. Испытуемый образец
Испытуемый образец должен состоять из механически обработанного фитинга, подлежащего испытанию, не соединенного с другими компонентами.
Испытуемый образец и аппаратура должны быть расположены, как указано на рисунке Д.1.

1 - манометр для измерения
давления; 2 - нагнетательный насос; 3 - соединение; 4 -
испытуемый фитинг;
5 - торцевое уплотнительное устройство; 6 - бак для
пневматического испытания
Рисунок
Д.1 - Типовое расположение аппаратуры для проведения испытания под внутренним
давлением
для литых фитингов или фитингов, изготовленных сваркой или пайкой из нескольких
частей
Д.5. Проведение испытания
Применяют следующее внутреннее давление: пневматическое давление 0,5 МПа в течение 5 с, гидростатическое давление 2,4 МПа в течение 5 мин или любое другое испытание под давлением аналогичного действия.
В течение всего испытания проверяют фитинг на утечки.
Приложение Е
(обязательное)
Метод испытания на вытягивание соединений с медными трубами
Е.1. Область применения
В настоящем приложении определяется метод испытания сборных соединений на аксиальное усилие растяжения.
Е.2. Сущность метода
Испытательный образец, состоящий из одного фитинга, собранного с двумя отрезками трубы, помещают под аксиальное усилие растяжения на определенный период времени, затем проводят испытание на герметичность. Отдельно должны быть также собраны различные типы фитингов с трубами.
Е.3. Аппаратура
Установка должна состоять из средств, позволяющих постепенно увеличивать усилие и затем поддерживать постоянное продольное усилие на период испытаний. Точность при подаче усилия должна быть более 5 %. Типовое расположение установки показано на рисунке Е.1.

1 - труба; 2 - испытуемый фитинг; а - прикладываемая сила (таблица Е.1); b - размеры (Е.4)
Рисунок Е.1 - Расположение установки для испытания на вытягивание
Отдельно должен быть также собран испытательный образец, состоящий из фитинга или фитингов различных размеров и типов, соединенных с трубой длиной не менее 100 мм.
Е.5. Проведение испытания
Надежно закрепляют испытательный образец в установке и постепенно увеличивают усилие с интервалами не менее чем 30 с, как указано в таблице Е.1. Удерживают изделие при постоянном усилии в течение 1 ч.
Таблица Е.1 - Усилие растяжения
|
Сила F, Н |
|
|
6 - 16 |
600 |
|
18 |
611 |
|
21 |
831 |
|
22 |
913 |
|
25 |
1179 |
|
27,4 |
1415 |
|
28 |
1478 |
|
34 |
2179 |
|
35 |
2310 |
|
40 |
3016 |
|
40,5 |
3092 |
|
42 |
3326 |
|
53,6 |
5416 |
|
54 |
5497 |
|
64 |
7721 |
|
66,7 |
8386 |
|
70 |
9236 |
|
76,1 |
10916 |
|
80 |
12064 |
|
88,9 |
14897 |
|
108 |
21986 |
Для размеров до 16 мм включительно сила F основана на необходимой для разрыва соединений силе. Для размеров более 16 мм силу F вычисляют по формуле
![]() (E.1)
(E.1)
где F - сила, Н;
dn - диаметр трубы, мм;
pD - максимальное расчетное давление 1,6 МПа;
Sf - фактор прочности - 1,5.
Приложение Ж
(обязательное)
Метод испытания соединений с медными трубами на устойчивость к термоциклированию
Ж.1. Область применения
В настоящем приложении определяется метод испытания соединений с медными трубами на устойчивость к термоциклированию.
Ж.2. Сущность метода
Испытательный образец, состоящий из трубы и фитингов, подвергается термоциклированию посредством попеременного пропускания холодной и горячей воды определенной температуры и давления, с последующим испытанием при воздействии внутреннего гидростатического давления. Далее испытательный образец проверяют на наличие подтеков.
Ж.3. Аппаратура
Ж.3.1. Приборы попеременной циркуляции горячей и холодной воды через испытуемую сборку.
Примечание - Оборудование попеременной циркуляции должно быть способным менять холодный и горячий источники воды за определенный промежуток времени.
Ж.3.2. Приборы регулирования давления воды в испытательном образце.
Ж.3.3. Приборы измерения температуры воды на входе и выходе испытательного образца.
Ж.3.4. Насос, способный создать давление, приведенное в таблице 11.
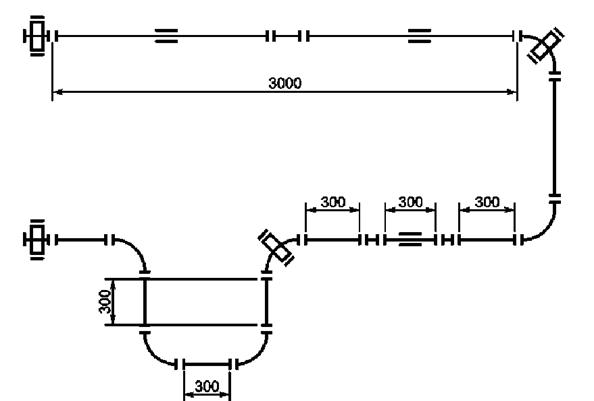
Ж.4. Испытательный образец
Испытательный образец должен состоять из медной трубы и фитингов, собранных и зафиксированных в соответствии с инструкциями изготовителя, как указано на рисунке Ж.1 для размеров до 54 мм включительно, и рисунке Ж.2 - для размеров более 64 мм.
Обозначения:
![]() -
колено;
-
колено;
![]() -
труба с направляющей;
-
труба с направляющей;
![]() -
труба;
-
труба;
![]() -
соединительная вставка с опорой;
-
соединительная вставка с опорой;
![]() -
колено с опорой
-
колено с опорой
Рисунок Ж.1 - Испытательный образец для систем с трубами диаметром £ 64 мм

Обозначения:
![]() -
труба с направляющей;
-
труба с направляющей;
![]() -
труба;
-
труба;
![]() - соединительная
вставка с опорой;
- соединительная
вставка с опорой;
![]() -
колено с опорой
-
колено с опорой
Рисунок Ж.2 - Испытательный образец для систем с трубами диаметром от 64 до 108 мм включительно
Общее количество концов фитинга должно быть не менее 20 и должно состоять из прямых участков и отводов, равных 90°.
Фитинги размером до 22 мм включительно с сочетанием размера, марки сплава и минимальной и максимальной толщин стенки труб по ГОСТ Р 52318 допускается располагать в одну испытуемую линию.
Испытуемая линия может включать столько комбинаций, сколько возможно, но не более трех размеров, с обеспечением всех условий испытания.
Для размеров более 22 мм фитинг каждого размера должен быть испытан в одной линии, но комбинация марки сплава и рекомендованные минимальная и максимальная толщины стенки должны быть испытаны в одной линии, как указано производителем.
Ж.5. Подготовка к испытанию
Подготавливают испытательный образец и заливают его водой так, чтобы вышел весь воздух.
Выдерживают испытательный образец попеременно под горячей и холодной водой при давлениях, указанных в таблице 11.
При первых пяти циклах следует подогнать детали соединений; воду отрегулировать так, чтобы измеряемый спад температуры горячей и холодной воды на входе и выходе сборки не превышал 5 °C.
Для размеров до 54 мм включительно температурный цикл от холодной воды к горячей и наоборот необходимо завершить в течение 1 мин при измерении температуры воды на входе.
Для размеров 64 мм и более температурный цикл от холодной воды к горячей и наоборот необходимо завершить в течение 5 мин.
По завершении термоциклирования испытательный образец следует подвергнуть испытанию гидростатическим давлением 1,6 МПа не более 15 мин при температуре окружающей среды.
Примечание - Испытание под гидростатическим давлением рекомендуется проводить на испытательном образце.
Приложение И
(обязательное)
И.1. Область применения
В настоящем приложении определяется метод испытания для подтверждения высокого уровня герметичности фитингов в соединении, оценки сопротивления фитингов в соединении суровым температурным условиям, ускорения старения фитингов.
Цель - обеспечить соответствие герметичности медных прессованных фитингов высокому уровню безопасности, необходимому для установки газопроводов внутри зданий.
И.2. Сущность метода
Испытательный образец подвергают ускоренному циклическому воздействию температуры. В начале и в конце испытания должны проводиться очень точные измерения герметичности (рисунок И.1).
И.3. Аппаратура
И.3.1. Климатическая камера, обеспечивающая циклирование температуры от минус 20 °C до плюс 50 °C.
И.3.2. Прижимная пробка, осуществляющая соединение испытательного образца с источником давления. Другой конец испытательного образца должен быть плотно закрыт.
Примечание - Если для соединения используют пайку твердым припоем, во время этой операции для фитингов должна применяться температурная защита, либо пайка твердым припоем должна осуществляться перед прессованием фитингов.
И.3.3. Гелиевый источник давления с регулятором давления.
И.3.4. Оборудование, позволяющее измерять общий объем утечки в испытательном образце, - вакуумная камера с гелиевым детектором.
И.3.5. Оборудование, позволяющее измерять местные утечки в испытательном образце, - местный гелиевый детектор (местные измерения).
И.3.6. Гелиевый детектор - масс-спектрометр, позволяющий осуществлять измерения в диапазоне:
- нижняя граница диапазона - 10-8 атм · см3 · с-1;
- высшая граница диапазона - 1 атм · см3 · с-1.
И.4. Испытательный образец
И.4.1. Подготовка испытательного образца
Испытательный образец должен состоять из фитинга, соединенного с двумя трубами. Длина труб должна быть не менее 200 мм. Каждый испытательный образец состоит из двух прижимных соединений (например соединительной муфты или колена).
Испытание должны пройти три образца для каждого крайнего диаметра (минимального и максимального) каждой прессованной формы (прессованная форма - это форма, придаваемая фитингу прижимным инструментом).
И.4.2. Соединение испытательного образца
Испытательный образец должен присоединяться с одной стороны к гелиевому источнику давления, а с другой - должен быть плотно закрыт.
Плотность соединений (прижимная пробка, колпачки) проверяют перед испытанием следующим способом:
- внутри испытательного образца создают вакуум при помощи насоса, который является частью масс-спектрометра;
- вокруг каждого испытательного образца распространяют гелий;
- измеряют содержание гелия внутри испытательного образца.
Если объем утечки составляет более 10-7 атм · см3 · с-1, соединения необходимо заменить.
И.5. Проведение испытания
И.5.1. Измерение общего количества утечки перед испытанием
Испытательный образец подвергают воздействию давления при помощи гелия при максимальном эксплуатационном давлении и помещают в вакуумную камеру. Через 15 мин содержание гелия в камере измеряют при помощи масс-спектрометра.
Допустимый уровень герметичности перед испытанием должен быть 10-5 атм · см3 · с-1.
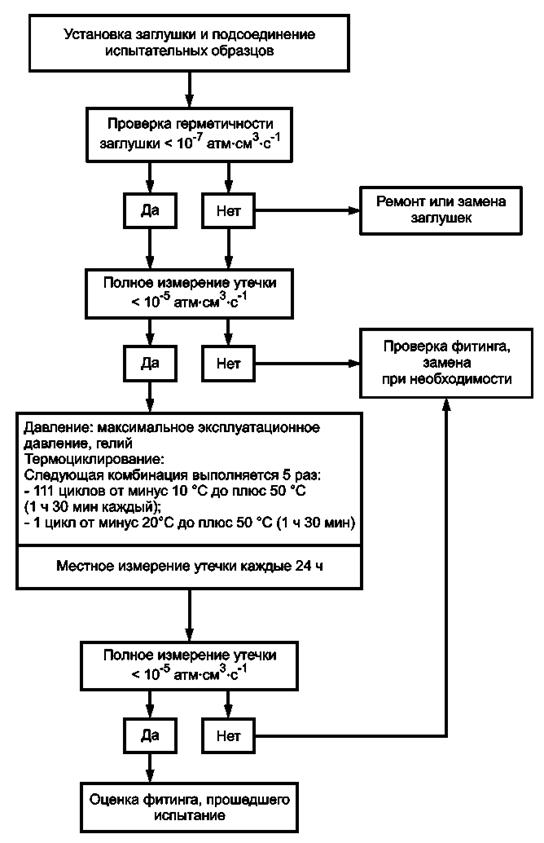
Рисунок И.1 - Испытание фитинга на герметичность
И.5.2. Испытание термоциклированием
Испытательный образец присоединяют к гелиевому источнику давления и подвергают воздействию максимального эксплуатационного давления, затем помещают в климатическую камеру и подвергают следующим циклам испытания в соответствии с рисунком И.2:
а) 111 циклов от минус 10 °C до плюс 50 °C (длительность - 1 ч 30 мин для каждого - 10 °C + 50 °C - 10 °C цикла);
б) 1 цикл от минус 20 °C до плюс 50 °C (длительность - 1 ч 30 мин.)
Такая комбинация фаз а) и б) осуществляется пять раз.

Обозначения:
![]() - местные
измерения герметичности каждые 24 ч;
- местные
измерения герметичности каждые 24 ч;
![]() - полное
измерение герметичности
- полное
измерение герметичности
Рисунок И.2 - Термоциклирование
И.5.3. Местные измерения утечки
Местные измерения объема утечки проводят при температуре окружающей среды каждые 24 ч в течение всего времени испытания с целью убедиться, что не произошло значительного увеличения утечки.
Температурные циклы временно приостанавливают для того, чтобы можно было осуществить измерения. Образцы находятся на месте под давлением, в то время как оператор осуществляет проверку при помощи гелиевого наконечника для местных измерений по всему участку герметизации. При возникновении такой ситуации неисправный фитинг должен быть извлечен из климатической камеры для проведения на нем полных измерений. В случае подтверждения значительной утечки необходимо прекратить испытания фитинга и повторно осуществить все циклы испытания.
И.5.4. Полное измерение утечки после испытания
После завершения циклов испытательный образец необходимо извлечь из климатической камеры. После этого испытательный образец помещают в вакуумную камеру и подвергают воздействию гелия при максимальном эксплуатационном давлении в то время, как в камере создается вакуум. Через 15 мин в камере измеряют содержание гелия при помощи масс-спектрометра.
И.5.5. Отчет об испытании
Отчет об испытании должен включать следующую информацию:
- количество и тип фитингов, прошедших испытание;
- диаметры труб;
- тип изоляции;
- тип использованного устройства (автоклав, масс-спектрометр);
- временно-температурную диаграмму испытания;
- вариации содержания гелия во время циклов и между двумя полными измерениями утечек;
- кривые, представляющие изменение во времени уровня герметичности, который измеряют методом местного измерения утечки для каждого фитинга;
- уровень герметичности до и после испытания для каждого фитинга.
Приложение К
(обязательное)
В настоящем приложении определяется метод прогнозирования долгой службы испытательного образца при помощи термоциклирования с увеличенным количеством циклов испытаний.
Методика, установка, испытательный образец, испытания такие же, как и в термоциклировании в приложении Ж, за исключением увеличения количества циклов с 5000 (2500 ч) до 6000 (3000 ч) и увеличения каждые 100 циклов температуры до 110 °C для симуляции временной неисправности системы в соответствии с таблицей 13.
Приложение Л
(обязательное)
Метод испытания соединений с медными трубами при эксплуатационной температуре
Л.1. Область применения
В настоящем приложении определяется метод испытания испытательного образца на изменения эксплуатационной температуры.
Л.2. Сущность метода
Испытательный образец подвергают воздействию различных температур в различные периоды времени.
Л.3. Аппаратура
Л.3.1. Прибор для нагрева испытательного образца до значений температуры, указанных в таблице 14 настоящего стандарта.
Л.3.2. Приборы охлаждения испытательного образца до температуры, указанной в таблице 14.
Л.4. Испытательный образец
Испытательный образец должен состоять из фитинга или фитингов, соединенных с соответствующей трубой минимальной длины, указанной в таблице 14. Свободный конец трубы должен быть закрыт заглушкой.
Испытательный образец должен быть расположен в соответствии с рисунком Л.1.

1 - соединение со стороны нагнетания давления; 2 - испытуемый фитинг; 3 - заглушка
Рисунок Л.1 - Испытательный образец
Л.5. Проведение испытания
Испытательный образец нагревают до температуры, указанной в таблице 14, охлаждают на воздухе до комнатной температуры с продолжительностью цикла в пределах 3 ч. Цикл повторяют шесть раз. Затем испытательный образец охлаждают до значений температуры, указанных в таблице 14, и выдерживают 24 ч. На воздухе испытательный образец доводят до температуры окружающей среды с продолжительностью цикла 27 ч. Продолжительность циклов приведена на рисунке Л.2.

Рисунок Л.2 - Продолжительность циклов
Затем проводят испытание на герметичность в соответствии с приложением Г и таблицей 9.
Приложение М
(обязательное)
Метод испытания соединений с медными трубами на циклическое изменение давления
М.1. Область применения
В настоящем приложении определяется метод испытания соединений с медными трубами на устойчивость к циклическому изменению давления.
М.2. Сущность метода
Испытательный образец подвергают воздействию циклического изменения давления до двух различных положительных пределов давлений воздуха или воды.
М.3. Аппаратура
М.3.1. Прибор, нагнетающий и регулирующий давление воды в испытательном образце в высоких и низких пределах давления. Количество и частота циклов - в соответствии с таблицей 15.
М.3.2. Прибор, измеряющий давление воды в испытательном образце с точностью до ± 5 %.
Типовая компоновка установки испытаний показана на рисунке М.1

1 - электрическое управляющее
устройство; 2 - клапан; 3 - цилиндр сжатого воздуха; 4 -
вода; 5 - воздух;
6 - преобразователь давления; 7 - термостатируемая камера с водой
или воздухом; 8 - испытательный образец
Рисунок М.1 - Схема компоновки испытания
М.4. Испытательный образец
Испытательный образец должен состоять из труб и фитингов в количестве, указанном в таблице 15, соединенных в соответствии с инструкциями изготовителя. Свободная длина на каждой стороне фитинга или фитингов должна быть не менее 300 мм.
Примечание - Несколько фитингов различных размеров можно испытывать одновременно.
М.5. Проведение испытания
Каждый испытательный образец должен быть наполнен водой, и весь воздух необходимо удалить до начала испытания. Испытательный образец нагревают до необходимой температуры до начала испытания. Затем создают давление в испытательном образце. Количество и частота циклов - в соответствии с таблицей 15.
Если испытание проводится в воде, необходимо провести испытание на гидростатическое давление в соответствии с приложением В и таблицей 8.
Приложение Н
(обязательное)
Метод испытания на герметичность соединений с медными трубами под вакуумом
Н.1. Область применения
В настоящем приложении определяется метод испытания соединений с медными трубами на герметичность под вакуумом.
Н.2. Сущность метода
Испытательный образец помещают в вакуум на определенный промежуток времени, в течение которого соединения осматривают на предмет воздухонепроницаемости.
Н.3. Аппаратура
Н.3.1. Вакуумный насос, создающий вакуум в испытательном образце, в соответствии с таблицей 16.
Н.3.2. Измерительный прибор, измеряющий давление в испытательном образце с точностью до ± 0,001 МПа.
Н.3.3. Отсечной клапан для отсекания источника вакуума.
Н.3.4. Торцевая заглушка соответствующего размера и способа установки для свободного конца испытательного образца.
Н.3.5. Типовая компоновка испытания представлена на рисунке Н.1.

1 - манометр; 2 - конец вакуумного насоса; 3 - торцевая заглушка; 4 - испытуемое соединение; 5 - отсечной клапан
Рисунок Н.1 - Типовая компоновка испытания
Н.4. Испытательный образец
Испытательный образец должен состоять из труб и фитингов, соединенных в соответствии с инструкциями изготовителя.
Испытательный образец должен быть присоединен к вакуумному насосу через линию с отсечным клапаном.
Н.5. Проведение испытания
Температуру испытания поддерживают в пределах (23 ± 5) °C. Давление в испытательном образце снижают до значений, указанных в таблице 16. Записывают время достижения давления испытания и перекрывают отсечной клапан. Записывают увеличение давления за прошедшее время испытания, указанное в таблице 16, или до момента увеличения внутреннего давления.
Приложение П
(обязательное)
Метод испытания
соединений с медными трубами на устойчивость
к воздействию вибрации
П.1. Область применения
В настоящем приложении определяется метод испытания соединений с медными трубами на устойчивость к воздействию вибрации.
П.2. Сущность метода
Испытательный образец подвергают вибрации с определенным колебанием и временем. Для типов фитингов 1 и 3 испытательный образец должен быть под внутренним гидростатическим давлением.
П.3. Аппаратура
П.3.1. Привод, который создает колебания при помощи эксцентрикового диска с амплитудой ± 1,0 мм на свободном конце сборки и частотой вибрации (20 ± 2) Гц.
П.3.2. Для фитингов типа 1 прибор нагнетания давления создает в испытательном образце давление, указанное в таблице 17, и поддерживается это давление на период испытания.
П.3.3. Прибор, отсчитывающий пройденные циклы.
П.4. Испытательный образец
Испытательный образец должен состоять из отрезков медной трубы, как указано в таблице 17, четырех фитингов, двух отводов с углом 90° и двух прямых муфт, скомпонованных, как указано на рисунке П.1.
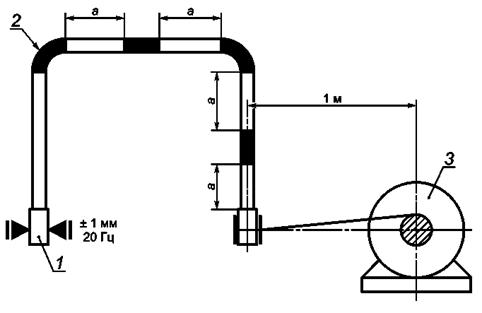
1 - закрепленный конец подачи воды
под давлением; 2 - испытательный образец; 3 - эксцентриковый
диск;
а - отрезки трубы длиной 200 мм
Рисунок П.1 - Типовая компоновка испытания на виброустойчивость
П.5. Проведение испытания
Испытательный образец должен быть установлен в соответствии с рисунком П.1. Для фитингов типа 1 в испытательном образце весь воздух должен быть вытеснен водой, а давление поднято до значений, указанных в таблице 17. В процессе испытания следует завершить количество циклов, как указано в таблице 17. Для фитингов типа 1 по завершении испытания концы фитингов проверяют на наличие подтеков. Для фитингов типа 2 проводят испытания на герметичность в соответствии с приложением Г и таблицей 9.
Приложение Р
(обязательное)
Метод испытания соединений на сопротивление изгибу при статической нагрузке
Р.1. Область применения
В настоящем приложении определяется метод испытания соединений для определения сопротивления изгибу при статической нагрузке.
Р.2. Сущность метода
Испытательный образец под давлением подвергают нагрузке определенной продолжительности, вызывающей определенное смещение.
Р.3. Аппаратура
Р.3.1. Средства для поддержки испытательного образца, не допускающие его проскальзывания.
Р.3.2. Средства приложения нагрузки к испытательному образцу.
Р.3.3. Насос, нагнетающий и поддерживающий необходимое давление в течение всего испытания, как указано в таблице 18.
Р.4. Испытательный образец
Испытательный образец должен состоять из медных труб и одного фитинга, расположенных так, как показано на рисунке Р.1.
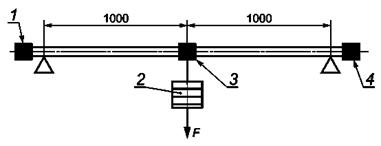
1 - пробка; 2 - вес; 3 - фитинг; 4 - подача
Рисунок Р.1 - Типовая организация испытания
Р.5. Проведение испытания
Подсоединяют образец для испытания к насосу, создающему давление, затем постепенно нагнетают давление и поддерживают его на всем протяжении испытания, как указано в таблице 18, затем прикладывают усилие, как указано в таблице Р.1. Для труб мягкого и полутвердого состояния максимальный прогиб трубы не должен превышать 100 мм.
Таблица Р.1 - Изгибающее усилие
|
Усилие F, Н |
|
|
6 |
20 |
|
8 |
40 |
|
10 |
60 |
|
12 |
80 |
|
14 |
100 |
|
14,7 |
107 |
|
15 |
110 |
|
16 |
120 |
|
18 |
140 |
|
21 |
170 |
|
22 |
180 |
|
25 |
210 |
|
27,4 |
234 |
|
28 |
240 |
|
34 |
300 |
|
35 |
310 |
|
40 |
360 |
|
40,5 |
365 |
|
42 |
380 |
|
53,6 |
496 |
|
54 |
500 |
|
64 |
600 |
|
66,7 |
627 |
|
70 |
660 |
|
76,1 |
720 |
|
80 |
760 |
|
88,9 |
850 |
|
108 |
1040 |
Усилие F вычисляют по формуле
F = Номинальный диаметр · 10 - 40. (Р.1)
Для фитингов типов 2 и 3 после испытания на сопротивление изгибу при статической нагрузке проводят испытание на герметичность в соответствии с приложением Г и таблицей 9.
Приложение С
(обязательное)
Метод испытания соединений на сопротивление высокой температуре
С.1. Область применения
В настоящем приложении определяется метод испытания соединений для определения сопротивления испытательного образца высокой температуре.
С.2. Сущность метода
Испытательный образец подвергают воздействию повышенной температуры под давлением в течение определенного периода времени. Измеряется объем просочившегося испытательного газа.
С.3. Аппаратура
С.3.1. Печь для получения и поддержания температуры испытания.
С.3.2. Средства измерения температуры.
С.3.3. Насос, нагнетающий и поддерживающий необходимое давление азота в течение всего испытания в соответствии с таблицей 19.
С.3.4. Средства измерения объема утечки, произошедшей за время проведения испытания.
С.4. Испытательный образец
Испытательный образец должен состоять из медной трубы и одного фитинга, как показано на рисунке С.1.

1 - соединение под давлением; 2 - испытательный фитинг; 3 - концевой упор
Рисунок С.1 - Расположение аппаратуры для высокотемпературного испытания
С.5. Проведение испытания
Подсоединяют испытательный образец к аппаратуре. Увеличивают температуру до значений, указанных в таблице 19, и поддерживают ее в течение всего времени испытания. Нагнетают давление при помощи азота и поддерживают давление в течение времени, указанного в таблице 19. Измеряют количество «просочившегося» газа. Максимальная утечка за все время испытания не должна превышать объем, указанный в таблице 19.
|
Ключевые слова: фитинги, медь, медные сплавы, медные трубы, пресс-соединение, сортамент, размеры, химический состав |