 | Информационная система | |
МИНИСТЕРСТВО ТРУДА И ЗАНЯТОСТИ НАСЕЛЕНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВСЕРОССИЙСКИЙ
ЦЕНТР ПРОИЗВОДИТЕЛЬНОСТИ
ОТДЕЛЕНИЕ ЦЕНТРАЛЬНОЕ БЮРО НОРМАТИВОВ ПО ТРУДУ
Утверждены
Постановлением Минтруда РФ
№ 12 от 12 мая 1992 г.
УКРУПНЕННЫЕ НОРМАТИВЫ
ВРЕМЕНИ
(НОРМЫ) НА РАБОТЫ ПО РЕМОНТУ
ТЕРМОПЛАСТАВТОМАТОВ
(по видам
ремонта)
Москва - 1992
Сборник содержит укрупненные нормативы времени (нормы) на капитальный и текущий ремонт термопластавтоматов.
Укрупненные нормативы (нормы) разработаны Государственным проектно-конструкторским и технологическим институтом по модернизации, автоматизации, ремонту металлорежущих станков и техническому обслуживанию металлообрабатывающего оборудования с программным управлением (ГПКТИ «Станкосервис») совместно с Центральным бюро нормативов по труду Всероссийского центра производительности Министерства труда и занятости населения Российской Федерации при участии нормативно-исследовательских организаций и предприятий станкопрома и химнефтемаша.
1. ОБЩАЯ ЧАСТЬ.
1.1. Укрупненные нормативы времени (нормы) на работы по ремонту термопластавтоматов (по видам ремонта) предназначены для нормирования труда слесарей-ремонтников, электромонтеров по ремонту и обслуживанию электрооборудования, занятых на работах по ремонту термопластавтоматов, при сдельной оплате труда и установлении нормированных заданий при повременной оплате. Укрупненные нормативы времени (нормы) рекомендуются для применения на различных предприятиях и в организациях независимо от их ведомственной подчиненности.
1.2. Укрупненные нормативы времени (нормы) на работы по ремонту термопластавтоматов могут быть использованы при внедрении бригадной формы организации и стимулирования труда в соответствии с «Методическими рекомендациями по нормированию труда рабочих в условиях коллективных форм его организации и стимулирования». М., «Экономика», 1987.
1.3. Настоящий сборник содержит укрупненные нормативы времени (нормы) на работы (по видам ремонта) по ремонту типовых представителей термопластавтоматов отечественных и импортных моделей. Отечественные модели ТПА: Д3325, Д3328-63, Д3130-125, Д3234, Д3237-500, ДА3270-1000, Д3136-1320, Д3243-2000.
Импортные модели ТПА: КУАСО 50/63, КУАСИ 220/50, КУАСИ 340/100, КУАСИ 1000/400, КУАСИ 1600/230, КУАСИ 5000/630, КУАСИ 9000/1000, КУАСИ 16000/1600.
Типовой состав работы
|
Вид ремонта |
Состав работы |
|
Капитальный ремонт |
Осмотр термопластавтомата и проверка на точность перед ремонтом. Полная подетальная разборка всех узлов и механизмов машины. Промывка, протирка, осмотр и замеры износа всех деталей машины. Составление полной дефектно-сметной ведомости. Ремонт-заделка выработанных мест, зачистка поверхностей от забоин и задиров, замена всех износившихся деталей и узлов или исправление их с доведением размеров до монтажных допусков. Монтаж отремонтированных деталей и узлов ТПА. Проведение испытаний ТПА и его регулировка. Проведение окрасочных работ. |
|
Текущей ремонт |
Частичная разборка ТПА. Подетальная разборка двух-трех узлов, подверженных наибольшему износу и загрязнению. Вскрытие крышек для внутреннего осмотра и промывки остальных узлов. Промывка и протирка деталей разобранных узлов. Осмотр деталей разобранных узлов, выявление деталей, требующих замены при ближайшем плановом ремонте. Замена деталей, которые не выдержат эксплуатации до очередного планового ремонта* Зачистка задиров, забоин, заусенцев на трущихся поверхностях. Сборка отремонтированных механизмов. Испытание машины на холостом ходу и под нагрузкой. |
1.4. В основу разработки укрупненных нормативов времени (норм) положены:
технологические процессы ремонта термопластавтоматов;
фотографии рабочего времени и результаты анализа организации труда и производства;
фотохронометражные наблюдения, проведенные нормативно-исследовательскими подразделениями предприятий;
общемашиностроительные нормативы времени на слесарные работы по ремонту оборудования;
единый тарифно-квалификационный справочник работ и профессий рабочих.
1.5. Величина укрупненных нормативов времени (норм), приведенная в настоящем сборнике, установлена на выполненный объем работ и выражена в человеко-часах на соответствующий вид ремонта.
Укрупненные нормативы времени (нормы) рассчитаны по формуле:
![]()
где Нвр. - укрупненный норматив времени (норма) на операцию, чел.-час.;
tоп. - оперативное время, которое при расчете норматива времени (нормы) по общемашиностроительным нормативам времени на слесарные работы по ремонту оборудования и хронометражным наблюдениям определяется как сумма нормативов (норм) оперативного времени на выполнение элементов (приема или комплекса приемов), входящих в операцию;
К - коэффициент, учитывающий сумму времени в процентах от оперативного времени (tоп.) на отдых и личные потребности; организационно-техническое обслуживание и подготовительно-заключительную работу - принимается 14 %;
аотл. - 5,5 %; аоб. - 4,5 %; апз - 4 % (на основании общемашиностроительных нормативов времени на слесарные работы по ремонту оборудования).
1.6. Разряды работ в настоящем сборнике указаны в соответствии с Единым тарифно-квалификационным справочником работ и профессий рабочих, вып. 1, утвержденным постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариатом ВЦСПС от 31/1-1985 г. № 31/3-30, и вып. 2, Раздел «Слесарные и слесарно-сборочные работы», утвержденным постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариатом ВЦСПС 16/1-1965 г. № 17/2-54.
При внесении поправок в тарифно-квалификационный справочник разряды работ, указанные в данном сборнике, должны соответственно изменяться.
1.7. Выполнение работ рабочими не тех разрядов, которые указаны в тарифно-квалификационном справочнике, а также недостатки в организации труда и производства не могут служить основанием для каких либо изменений укрупненных нормативов времени (норм).
1.8. В сборнике приведены укрупненные нормативы времени (нормы) по видам ремонта, которые следует использовать в том случае, если выполняется весь объем работ.
1.9. На работы, не предусмотренные сборником, устанавливаются местные нормы времени по аналогии с укрупненными нормативами времени (нормами).
1.10. До введения укрупненных нормативов времени (норм) необходимо привести организационно-технические условия в ремонтно-механических цехах и в цеховых ремонтных базах в соответствие с запроектированными в сборнике и осуществить производственный инструктаж рабочих.
1.11. При внедрении на предприятиях более совершенных, чем это предусмотрено в укрупненных нормативах времени (нормах) организации производства, труда, технологии работы, повышающих производительность труда рабочих, следует разрабатывать и вводить в установленном порядке методом технического нормирования местные технически обоснованные нормы, соответствующие более высокой производительности труда.
1.12. Коэффициент на слесарные и прочие работы (табл. 1) учитывающий состояние ремонтируемого оборудования (Кэксп.).
|
Средний коэффициент сменности эксплуатации оборудования |
Период работы оборудования в среднесерийном, мелкосерийном и единичном производстве, лет |
Период работы оборудования в массовом и крупносерийном производстве, лет |
||||||
|
7 |
12 |
20 |
свыше 20 |
7 |
12 |
20 |
свыше 20 |
|
|
Значение коэффициента на слесарные и прочие работы (Кэксп) |
||||||||
|
Менее 1,3 |
0,95 |
1,00 |
1,05 |
1,15 |
1,00 |
1,05 |
1,10 |
1,15 |
|
1,3 - 1,6 |
1,00 |
1,05 |
1,10 |
1,15 |
1,05 |
1,10 |
1,15 |
1,20 |
|
Свыше 1,6 |
1,05 |
1,10 |
1,15 |
1,20 |
1,10 |
1,15 |
1,20 |
1,25 |
1.13. Затраты времени на снятие ТПА с фундамента, транспортирование его в РМЦ для централизованного ремонта, монтаж на фундамент в нормах не предусмотрены.
2. ОРГАНИЗАЦИЯ ТРУДА
2.1. При ремонте ТПА применяется бригадная форма организации труда. Количественный состав бригады устанавливается исходя из трудоемкости планируемых работ, конструктивных особенностей ТПА (габариты, вес и т.д.) и времени простоя в ремонте. При наличии в цехе большого количества однотипного оборудования целесообразно практиковать специализацию бригад или специализацию рабочих в бригаде.
2.2. Выполнение работ, приведенных в сборнике, осуществляется по графикам планово-предупредительного ремонта. Перед ремонтом должна быть произведена технологическая, материальная и организационная подготовка. ТПА перед сдачей в ремонт должны быть очищены от грязи, протерты, продуты сжатым воздухом и отключены от коммуникаций силами цеха-заказчика.
2.3. Технологическая подготовка заключается в соответствии маршрутных технологических процессов разборки, ремонта и сборки ТПА, технологии изготовления и восстановления деталей.
2.4. Материальная подготовка ремонтных работ предусматривает своевременное получение или изготовление деталей, заменяющих изношенные; обеспечение ремонтной бригады инструментом, материалами и покупными комплектующими изделиями.
2.5. Организационная подготовка предусматривает своевременное проведение следующих мероприятий:
2.5.1. Подготовку рабочего места
2.5.2. Подготовку инструмента и приспособлений
2.5.3. Подготовку технической документации, запчастей и необходимых материалов
2.6. Поступившие в ремонт ТПА подвергаются осмотру для определения его состояния и комплектности, после чего составляется акт приемки его в ремонт.
2.7. Производственный инструктаж в процессе работы производит мастер при контрольных обходах рабочих мест.
Ремонтная бригада должна иметь постоянный состав на все время ремонта ТПА. Руководителем бригады назначается слесарь высокой квалификации, имеющий опыт по ремонту ТПА, который осуществляет руководство ремонтом и несет ответственность за качество и своевременность проведения ремонта.
2.8. Предусматривается узловой метод ремонта, как наиболее прогрессивный, когда продолжительность простоя ТПА в ремонте сокращается благодаря отдалению собственно ремонтных работ от разборочных и сборочных, т.е. ремонтные работы являются перекрываемыми разборочными и сборочными работами.
2.9. Ремонт ТПА осуществляется по технологической схеме, представленной на рис. 1.

Рис. 1. Общая схема технологического процесса ремонта термопластавтомата
3. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
3.1. Рабочее место должно удовлетворять следующим требованиям:
доступными подходами при выполнении ремонтных операций, исключающими затруднения при использовании технологической оснастки (передвижной верстак для размещения инструмента и технической документации, стеллажей для укладки запасных частей и снятых деталей) обеспечивающий минимальные затраты физических усилий.
Обеспечено необходимым для ремонта количеством исправных и испытанных стропов, чалочных приспособлений, инструмента, минимальным, но достаточным количеством запасных частей, исключающих непроизводительные затраты времени на поиск их в процессе работы. Использование стеллажей, позволяющих установить при разборке узлы и детали ТПА на удобную для выполнения работ высоту, а также обеспечивать сохранность деталей, узлов и обтирочного материала.
3.2. В целях повышения качества ремонтируемого оборудования и применения передовых методов и приемов труда, предусмотрена специализация рабочих мест на участке.
На рис. 2 приведена планировка, разработанная на основе исходных данных технологических процессов; состава и габаритных размеров оборудования и оснастки; норм безопасности труда и санитарной гигиены.
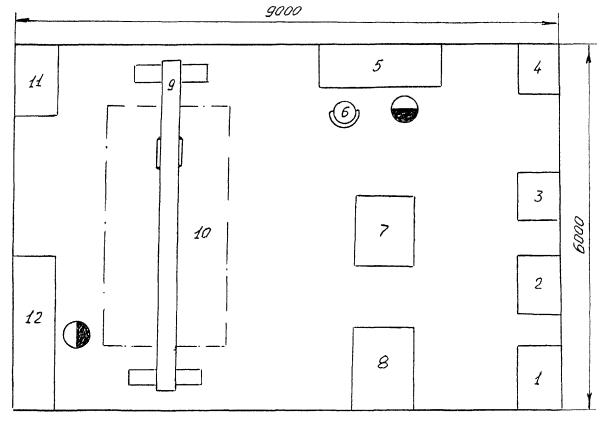
Рис. 2 Типовая планировка рабочего места слесарей по ремонту и техническому обслуживанию оборудования (ТПА)
1 - наждачное точило 3Б634, 2 - инструментальный шкаф, 3 - тумбочка бригадира, 4 - сверлильный станок 2Н125, 5 - стационарный верстак, 6 - стул, 7 - передвижной верстак, 8 - ванна, 9 - кран-балка, 10 - ремонтная площадка, 11 - стеллаж для хранения материалов и запасных частей, 12 - стол для разборки и сборки узлов.
3.3. Организация труда на рабочем месте должна удовлетворять требованиям охраны труда, техники безопасности и правилам промышленной санитарии и гигиены.
Одним из необходимых условий сохранения здоровья и высокопроизводительного труда является обеспечение чистоты воздуха и нормальных санитарно-гигиенических условий рабочего помещения. В воздухе рабочей зоны производственного помещения могут находиться предельно допустимые концентрации вредных веществ. Поэтому все закрытые помещения, где производится ремонт ТПА должны иметь возможность естественного проветривания, а там, где производятся сварочные работы или в воздухе содержатся испарения масел, моечных растворов, должна применяться принудительная вентиляция.
Немаловажное значение для производственного процесса имеет освещенность рабочих мест. Высокую рассеяность света, благоприятную для нормальных условий труда создает естественное освещение (окна в наружных стенах). Кроме того, при ремонте используется комбинированное освещение. Светильники располагаются так, чтобы луч света лампы хорошо освещал рабочее место и не слепил глаза рабочему.
Для освещения отдельных узлов и деталей применяются ручные переносные светильники или поворотные светильники на кронштейнах. Светильники имеют арматуру, предохраняющую глаза рабочих от ослепления, а сам светильник от механических повреждений. Освещенность производственных помещений и рабочих мест при люминесцентном освещении должна быть не менее 200 люкс. При ремонте в условиях загазованности и высоких температур рабочие должны пройти специальный инструктаж и иметь защитные приспособления (респиратор, противогаз и т.д.).
4. Характеристика оборудования, приспособлений и инструмента, применяемых при ремонте термопластавтоматов
|
Наименование оборудования, приспособления, инструмента |
Тип, модель, ГОСТ |
Примечание |
|
4.1. Оргоснастка |
|
|
|
Верстак слесарный |
СД 3701-07А |
Конструкция института «Оргстанкинпром» |
|
Инструментальный шкаф |
С3722-21 |
-»- |
|
Стул |
С3741-01 |
-»- |
|
Стол приемный |
СД3725-01 |
-»- |
|
Стеллаж |
СД3722-32 |
-»- |
|
Стол для сборки узлов |
СД3703-09 |
-»- |
|
Передвижной верстак |
СМ522-00-00 |
-»- |
|
4.2. Оборудование |
|
|
|
Кран-балка |
|
Грузоподъемность 0 = 1 т |
|
Ванна моечная |
КМ-8402 |
|
|
Наждачное точило |
3Б634 |
|
|
4.3. Приспособления |
|
|
|
Тиски слесарные |
|
|
|
Чалочное приспособление |
Нестандартное |
|
|
Специальное приспособление |
-»- |
|
|
4.4. Инструмент режущий |
|
|
|
Слесарно-сборочный, вспомогательный |
|
|
|
Напильники |
|
|
|
Метчики машинно-ручные |
ГОСТ 3256-78 |
|
|
Воротки |
|
|
|
Станок ножовочный |
МН-524-60 |
|
|
Полотна ножовочные |
|
|
|
Зубила слесарные |
- |
|
|
Электросверлильная машина |
С-480 |
|
|
Молотки слесарные |
|
|
|
Комплект ключей |
- |
|
|
Плоскогубцы |
ГОСТ 7236-86 |
|
|
Отвертки слесарно-монтажные |
|
|
|
Кернеры |
|
|
|
Шкурка шлифовальная |
|
|
|
Кусачки |
ГОСТ 7282-75 |
|
|
4.5. Инструмент мерительный и приборы |
|
|
|
Уровень слесарный |
ГОСТ 9392-75 |
|
|
Индикатор |
|
|
|
Микрометр |
|
|
|
Набор щупов № 1 |
ТУ2-034-225-87 |
|
|
Штангенциркуль |
ГОСТ 166-80 |
|
|
Плита поверочная |
|
|
|
Линейка поверочная |
ГОСТ 8026-75 |
|
|
Набор щупов |
ГОСТ 882-75 |
|
|
4.6. Вспомогательные материалы |
|
|
|
Керосин |
|
|
|
Масло индустриальное |
ГОСТ 20788-75 |
|
|
Растворитель |
Р4 ГОСТ 7827-74 |
|
|
Ветошь обтирочная |
|
|
5. НОРМАТИВНАЯ ЧАСТЬ
|
РЕМОНТ МЕХАНИЧЕСКОЙ ЧАСТИ ТЕРМОПЛАСТАВТОМАТА |
||||||||||||||||||
|
НАИМЕНОВАНИЕ ОПЕРАЦИИ И СОДЕРЖАНИЕ РАБОТЫ |
Вид ремонта |
Разряд работы |
Модель станка представителя |
|
|
|||||||||||||
|
Д3325 |
Д3328-63 |
Д3130-125 |
Д3234 |
Д3237-500 |
ДА3270-1000 |
Д3136-1320 |
Д3243-2000 |
КУАСИ 50/63 |
КУАСИ 220/50 |
КУАСИ 340/100 |
КУАСИ 1000/400 |
КУАСИ 1600/230 |
КУАСИ 5000/630 |
КУАСИ 9000/1000 |
КУАСИ 16000/160 |
|||
|
Норма времени на выполненный объем работы, чел/час |
||||||||||||||||||
|
5.1. ПОДГОТОВКА ТПА К РЕМОНТУ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Произвести осмотр ТПА до разборки. Выявить дефекты проверкой работы оборудования на точность, анализом записей в журнале механика и дежурных слесарей |
К |
4 |
1,0 |
1,10 |
1,15 |
1,20 |
1,30 |
1,30 |
1,40 |
1,60 |
1,0 |
1,10 |
1,20 |
1,50 |
2,0 |
2,20 |
2,20 |
2,50 |
|
Т |
|
0,35 |
0,38 |
0,40 |
0,42 |
0,45 |
0,45 |
0,49 |
0,56 |
0,35 |
0,38 |
0,42 |
0,53 |
0,70 |
0,77 |
0,77 |
0,88 |
|
|
5.2. Демонтаж, разборка ТПА на узлы и детали |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.2.1. Станина |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.2.1.1. Крышки монтажных окон Открепить замок, расшплинтовать и вынуть оси, снять крышки |
К |
2 |
0,18 |
0,21 |
0,21 |
0,26 |
0,24 |
0,40 |
0,40 |
0,60 |
0,15 |
0,19 |
0,24 |
0,40 |
0,46 |
0,65 |
0,70 |
0,90 |
|
Т |
|
0,06 |
0,07 |
0,07 |
0,09 |
0,08 |
0,14 |
0,14 |
0,21 |
0,05 |
0,07 |
0,08 |
0,14 |
0,16 |
0,23 |
0,25 |
0,80 |
|
|
5.2.1.2. Ограждения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Отвернуть гайки крепления дверок, снять дверки. Открепить и снять направляющие дверок |
к |
2 |
0,15 |
0,16 |
0,15 |
0,19 |
0,22 |
0,40 |
0,50 |
0,70 |
0,20 |
0,20 |
0,25 |
0,40 |
0,45 |
0,65 |
0,75 |
0,90 |
|
т |
|
0,05 |
0,06 |
0,05 |
0,07 |
0,08 |
0,14 |
0,17 |
0,25 |
0,07 |
0,07 |
0,09 |
0,14 |
0,16 |
0,22 |
0,26 |
0,32 |
|
|
Итого на узел станины |
к |
|
0,33 |
0,37 |
0,36 |
0,45 |
0,46 |
0,80 |
0,90 |
1,30 |
0,35 |
0,39 |
0,49 |
0,80 |
0,91 |
1,30 |
1,45 |
1,80 |
|
т |
|
0,11 |
0,13 |
0,12 |
0,16 |
0,16 |
0,28 |
0,31 |
0,46 |
0,12 |
0,14 |
0,17 |
0,28 |
0,32 |
0,45 |
0,51 |
0,63 |
|
|
5.2.2. Узел впрыска |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.2.2.1. Аккумуляторы Открыть кислородный вентиль, слить масло и разрядить аккумуляторы. Отвернуть накидные гайки и отсоединить кислородный вентиль от колодки, разобрать вентиль на детали. Вывернуть из колодки переходник и отсоединять аварийный клапан. Разобрать клапан на детали. Открепить манометр, кран манометра и угольник. Вывернуть болты крепления аккумуляторной установки к станине, снять хомуты. Отвернуть гайки крепления к каркасу, снять фланцы, застропить баллоны, вывести из отверстия каркаса и уложить баллоны на стеллаж |
К |
3 |
- |
- |
- |
1,05 |
1,05 |
1,50 |
2,10 |
3,30 |
- |
- |
- |
- |
- |
- |
- |
- |
|
Т |
|
- |
- |
- |
0,37 |
0,37 |
0,52 |
0,73 |
1,16 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
5.2.2.2. Материальный цилиндр Ослабить фиксаторы зажима пиноли, сдвинуть откидные зажимы призмы. Вывернуть стопорный винт из шпилевой муфты, сбить муфту в сторону материального цилиндра. Повернуть цилиндр, сбить шлицевую муфту. Вывернуть мундштук, переходник и рассекатель. Вынуть из цилиндра червяк. Застропить цилиндр, отвернуть гайку, вывернуть болт с поворотной цапфой и снять цилиндр |
К |
3 |
1,15 |
1,38 |
1,27 |
1,25 |
1,24 |
1,76 |
2,50 |
3,7 |
1,0 |
1,50 |
1,55 |
2,80 |
2,90 |
4,20 |
5,20 |
5,50 |
|
Т |
|
0,40 |
0,48 |
0,44 |
0,44 |
0,43 |
0,62 |
0,87 |
1,29 |
0,35 |
0,53 |
0,54 |
0,98 |
1,02 |
4,47 |
1,82 |
1,93 |
|
|
5.2.2.3. Цилиндр прижима Отсоединить маслоотводные трубки, отсоединить и снять планку крепления штока цилиндра к передней плите. Отвернуть со штока гайку, отвернуть гайку на цилиндре и вынуть крышку с уплотнениями, шток с поршнем. Снять с поршня кольца. Отвернуть гайку и снять поршень со штока |
К |
3 |
0,80 |
0,95 |
1,40 |
1,36 |
2,34 |
2,40 |
2,45 |
4,0 |
1,0 |
1,50 |
1,62 |
3,10 |
3,15 |
4,85 |
5,40 |
6,20 |
|
Т |
|
0,28 |
0,33 |
0,49 |
0,48 |
0,82 |
0,84 |
0,86 |
1,4 |
0,35 |
0,52 |
0,57 |
1,08 |
1,10 |
1,70 |
1,89 |
2,17 |
|
|
5.2.2.4. Цилиндр впрыска Отсоединить маслоотводящие шланги, застропить цилиндр. Отвернуть гайки со шпилек, снять со шпилек цилиндр вместе с поршнем. Вынуть поршень со штоком. Снять со штока верхнюю тарелку, крышку с подшипниками, сбить подшипник. Снять поршневые кольца. Отвернуть крышку цилиндра, вынуть уплотнительное кольцо |
К |
3 |
1,90 |
2,10 |
1,80 |
1,75 |
2,66 |
3,20 |
3,40 |
4,80 |
1,10 |
1,70 |
1,90 |
3,20 |
3,20 |
5,95 |
6,60 |
7,40 |
|
Т |
|
0,66 |
0,74 |
0,63 |
0,61 |
0,93 |
1,12 |
1,19 |
1,68 |
0,38 |
0,60 |
0,67 |
1,12 |
1,12 |
2,08 |
2,31 |
2,59 |
|
|
5.2.2.5. Бункер Застропить, отвернуть болты крепления бункера к корпусу редуктора, снять бункер. Снять крышку, отвернуть болты, снять направляющую шибера и шибер, открепить и снять смотровое стекло |
К |
2 |
0,22 |
0,26 |
0,27 |
0,24 |
0,20 |
0,42 |
0,45 |
0,50 |
0,12 |
0,23 |
0,19 |
0,40 |
0,45 |
0,40 |
0,45 |
0,50 |
|
Т |
|
0,08 |
0,09 |
0,09 |
0,08 |
0,07 |
0,15 |
0,16 |
0,18 |
0,04 |
0,08 |
0,07 |
0,14 |
0,16 |
0,14 |
0,16 |
0,17 |
|
|
5.2.2.6. Гидродвигатель Отсоединить маслоотводящие шланги, открепить и снять гидродвигатель и переходник. Отвернуть и снять зубчатую муфту. Открепить и снять корпус наклонной, шайбы, снять сальник, упорный подшипник, спрессовать опорный подшипник, спрессовать вал с подшипником и ротором из корпуса ротора. Спрессовать с вала ротора подшипник, снять с вала обойму, ротор с поршнями, вынуть из ротора поршни |
К |
3 |
0,85 |
0,96 |
1,16 |
1,15 |
1,15 |
1,90 |
2,15 |
3,40 |
0,90 |
1,20 |
1,35 |
2,50 |
2,50 |
3,45 |
4,15 |
5,05 |
|
Т |
|
0,30 |
0,34 |
0,41 |
0,40 |
0,40 |
0,66 |
0,75 |
1,19 |
0,32 |
0,42 |
0,47 |
0,88 |
0,87 |
1,21 |
1,45 |
1,77 |
|
|
5.2.2.7. Редуктор Вывернуть болты из крышки и центральный болт из червяка. Снять крышку, вынуть манжеты. Снять фланец, сбить кольцо прижима. Отвернуть внутренние болты с противоположной крышки и снять крышку. Отвернуть гайку с червяка. Снять уплотнительное кольцо с подшипника. Выбить стакан вместе с подшипником, выбить опорный подшипник втулкой, сидящей на валу червяка и вывернуть червяк. Снять с вала винтовую шестерню. Застропить корпус редуктора, сдвинуть с направляющих и установить на стеллаже |
К |
3 |
1,60 |
1,86 |
1,96 |
1,90 |
2,90 |
3,50 |
3,90 |
5,20 |
1,20 |
1,80 |
2,35 |
3,50 |
3,40 |
5,95 |
7,35 |
8,50 |
|
т |
|
0,56 |
0,65 |
0,69 |
0,67 |
1,02 |
1,23 |
1,37 |
1,82 |
0,42 |
0,63 |
0,82 |
1,23 |
1,19 |
2,08 |
2,57 |
2,97 |
|
|
Итого на узел впрыска |
к |
|
6,52 |
7,51 |
7,86 |
8,70 |
11,54 |
14,68 |
16,95 |
24,90 |
5,32 |
7,93 |
8,96 |
15,50 |
15,60 |
24,80 |
29,15 |
33,15 |
|
т |
|
2,28 |
2,63 |
2,75 |
3,05 |
4,04 |
5,14 |
5,93 |
8,72 |
1,86 |
2,78 |
3,14 |
5,43 |
5,46 |
8,68 |
10,20 |
11,60 |
|
|
5.2.3. Узел смыкания |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.2.3.1. Цилиндры ускоренного хода Отсоединить маслопроводные трубки от цилиндра, вывернуть боковой штуцер. Отвернуть гайку крепления торцевого штуцера с уплотнительными кольцами. Застропить цилиндр, отвернуть гайку крепления штока цилиндра к подвижной плите, переместить подвижную плиту в сторону механизма впрыска. Отвернуть болты фланца крепления цилиндра к плите дожима, снять полукольца и снять цилиндр. Свернуть со штока две гайки, вынуть направляющую втулку, манжеты, втулку. Отвернуть болты крепления нажимной крышки уплотнения и вынуть поршень со штоком, отвернуть две круглых гайки, вынуть шток из поршня, снять с поршня чугунные кольца |
К |
3 |
- |
- |
- |
- |
- |
2,80 |
3,15 |
5,20 |
1,90 |
2,65 |
2,30 |
3,60 |
3,30 |
5,25 |
6,45 |
7,90 |
|
Т |
|
- |
- |
- |
- |
- |
0,98 |
1,10 |
1,82 |
0,66 |
0,93 |
0,80 |
1,26 |
1,15 |
1,84 |
2,26 |
2,77 |
|
|
5.2.3.2. Мультипликатор Застропить мультипликатор; отсоединить маслопроводящие трубки, отвернуть болты крепления мультипликатора к кронштейну. Отвернуть болты крепления нижнего фланца, снять фланец. Отвернуть болты крепления цилиндра высокого давления к корпусу и снять цилиндр. Вынуть из цилиндра втулку, манжеты, кольцо нажимное и опорное кольцо. Из цилиндра низкого давления вынуть шток с поршнем. Открепить и вынуть шток из поршня. Снять поршневые кольца. Из нижнего фланца вывернуть нажимную гайку, вынуть манжеты, кольцо опорное, кольцо нажимное, втулку |
К |
3 |
- |
- |
- |
0,57 |
0,63 |
1,06 |
1,65 |
2,30 |
- |
- |
- |
- |
- |
- |
- |
- |
|
Т |
|
- |
- |
- |
0,20 |
0,22 |
0,37 |
0,58 |
0,80 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
5.2.3.3. Цилиндр дожима Отвернуть круглые гайки на колоннах, застропить цилиндр. Сдвинуть колонны в сторону подвижной плиты. Отвернуть болты крепления штока к плите дожима, вывернуть болты крепления цилиндра к станине и снять цилиндр. Отвернуть болты крепления крышки цилиндра и спрессовать её. Отвернуть гайки крепления нажимного фланца уплотнительного узла и снять. Вынуть из цилиндра полый шток, вынуть уплотнительный узел полого штока. Отвернуть гайку крепления поршня к штоку и снять поршень. Снять поршневые кольца |
К |
3 |
1,50 |
1,70 |
3,45 |
1,52 |
1,72 |
2,38 |
2,35 |
4,40 |
1,40 |
2,20 |
1,80 |
2,60 |
2,65 |
4,75 |
5,80 |
6,30 |
|
т |
|
0,52 |
0,59 |
1,21 |
0,53 |
0,60 |
0,83 |
0,82 |
1,54 |
0,49 |
0,77 |
0,63 |
0,91 |
0,93 |
1,66 |
2,03 |
2,20 |
|
|
5.2.3.4. Цилиндр смыкания Отсоединить от цилиндра трубопровод подвода масла. Застропить цилиндр. Отвернуть гайку крепления крестовины к штоку цилиндра. Открепить и снять цилиндр. Отвернуть круглую гайку уплотнительного узла цилиндра, выдвинуть шток с поршнем, снять со штока стакан с манжетными уплотнителями. Вынуть манжеты из стакана, снять кольца с поршня. Отвернуть гайку и снять поршень со штока |
К |
3 |
0,85 |
0,90 |
2,40 |
1,25 |
2,30 |
2,45 |
2,70 |
4,10 |
1,30 |
1,85 |
2,40 |
2,60 |
3,15 |
4,65 |
4,85 |
5,90 |
|
Т |
|
0,30 |
0,31 |
0,84 |
0,44 |
0,80 |
0,86 |
0,94 |
1,43 |
0,46 |
0,65 |
0,84 |
0,91 |
1,10 |
1,63 |
1,70 |
2,06 |
|
|
5.2.3.5. Система смазки Отвернуть гайки и отсоединить трубки подачи масла к трущимся деталям. Отвернуть болты и гайки. Снять распределительный клапан. Отвернуть болты и снять плунжерный насос. Разобрать насос на детали |
К |
3 |
0,25 |
0,30 |
0,65 |
0,40 |
0,45 |
0,71 |
1,0 |
1,20 |
0,40 |
0,45 |
0,65 |
0,70 |
0,65 |
1,10 |
1,26 |
1,50 |
|
Т |
|
0,09 |
0,11 |
0,23 |
0,14 |
0,16 |
0,25 |
0,35 |
0,42 |
0,14 |
0,16 |
0,23 |
0,24 |
0,23 |
0,39 |
0,44 |
0,52 |
|
|
5.2.3.6. Система рычагов Отвернуть стопорные болты гаек крепления кронштейнов рычагов. Отвернуть круглые гайки крепления кронштейна. Сдвинуть подвижную плиту в сторону материального цилиндра. Снять стопорное кольцо с пальца, соединяющего крестовину, вынуть палец. Снять стопорное кольцо и вынуть второй палец. Вынуть кронштейны и развести рычаги в стороны. Отвернуть гайки крепления распорной фигурной планки, сдвинуть в сторону материального цилиндра. Отвернуть гайки крепления штанг концевых выключателей. Застропить и снять поочередно с двух сторон рычажной механизм. Разобрать коленорычажный механизм на детали. (Снять стопорные кольца, вынуть пальцы, отвернуть масленки, выпрессовать из рычагов втулки). Снять разрезную шайбу и крестовину. Снять стопорные кольца, вынуть пальцы и снять серьги |
К |
3 |
2,65 |
3,70 |
- |
- |
4,20 |
5,05 |
6,28 |
8,20 |
3,0 |
3,50 |
4,60 |
5,80 |
5,45 |
8,72 |
10,40 |
12,70 |
|
Т |
|
0,93 |
1,30 |
- |
- |
1,47 |
1,77 |
2,19 |
2,87 |
1,05 |
1,22 |
1,61 |
2,03 |
1,91 |
3,05 |
3,05 |
4,45 |
|
|
5.2.3.7. Плиты, колонны Ослабить стяжные болты и отвернуть с колонн круглые гайки и контргайки. Отвернуть болты крепления передней плиты к раме. Застропить неподвижную плиту, выдвинуть колонны из неподвижной плиты, снять неподвижную плиту. Застропить и поочередно снять колонны. Вывернуть стопера и выпрессовать втулки из плит |
К |
3 |
4,75 |
6,20 |
7,70 |
4,20 |
4,40 |
5,05 |
6,30 |
9,30 |
3,0 |
4,60 |
4,25 |
5,80 |
5,70 |
8,35 |
10,60 |
12,70 |
|
Т |
|
1,66 |
2,17 |
2,69 |
1,47 |
1,54 |
1,77 |
2,21 |
3,26 |
1,05 |
1,61 |
1,49 |
2,03 |
1,99 |
2,92 |
3,71 |
4,45 |
|
|
Итого на узел смыкания |
К |
|
10,0 |
12,80 |
14,20 |
7,94 |
13,70 |
19,50 |
23,41 |
34,70 |
11,00 |
15,25 |
16,0 |
21,10 |
20,90 |
32,82 |
39,36 |
47,0 |
|
т |
|
3,50 |
4,48 |
4,97 |
2,78 |
4,79 |
6,83 |
8,19 |
12,14 |
3,85 |
5,34 |
5,60 |
7,38 |
7,31 |
11,49 |
13,78 |
16,45 |
|
|
5.2.4. Гидроагрегат |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.2.4.1. Гидропанель Отсоединить трубопроводы от гидропанели, отсоединить от трубопроводов обратные напорные и редукционные клапана. Открепить и снять с панели дроссели, реверсивные распределители, подпорные золотники управления. Открепить и снять со станины золотник блокировки. Разобрать клапана на детали |
к |
3 |
4,20 |
4,90 |
5,30 |
4,70 |
6,80 |
8,20 |
10,60 |
15,40 |
4,30 |
4,85 |
4,90 |
8,80 |
9,50 |
13,40 |
15,80 |
18,60 |
|
т |
|
1,47 |
1,72 |
1,86 |
1,64 |
2,38 |
2,87 |
3,71 |
5,39 |
1,51 |
1,70 |
1,72 |
3,08 |
3,33 |
4,69 |
5,53 |
6,51 |
|
|
5.2.4.2. Насосная установка Отсоединить трубопроводы от насоса. Разъединить муфту, соединяющую насос с электродвигателем. Отвернуть болты крепления насоса к баку. Застропить насос за манжетный крюк и установить на стеллаж. Спрессовать втулочно-пальцевую муфту с вала насоса, выбить из гнезда шпонку. Отвернуть болты крепления корпуса насоса высокого давления к корпусу насоса низкого давления и разъединить их. Отвернуть болты крепления крышки подшипникового узла и вынуть вместе с валом и подшипником. Отвернуть болты крепления крышки насоса низкого давления и разъединить их. Отвернуть болты крепления крышки подшипникового узла и вынуть вместе с валом и подшипником. Отвернуть болты крепления крышки насоса низкого давления, снять крышку. Снять диск с шейкой, ротор с лопатками, плоский диск, три пружины. Выпрессовать из крышки подшипник. Из корпуса насоса высокого давления снять плоский диск, ротор с лопатками, диск с шейкой, статор. Выпрессовать подшипник, вынуть три пружины. Из крышки подшипника вынуть сальник. Вывернуть из корпуса насоса штуцер подвода и отвода масла, спрессовать с вала подшипник |
К |
3 |
3,62 |
4,54 |
5,40 |
4,65 |
7,10 |
9,60 |
10,85 |
18,70 |
5,0 |
5,90 |
7,50 |
10,40 |
10,20 |
18,65 |
25,20 |
29,60 |
|
Т |
|
1,27 |
1,59 |
1,89 |
1,63 |
2,49 |
3,36 |
3,80 |
6,55 |
1,75 |
2,06 |
2,62 |
3,64 |
3,57 |
6,53 |
8,82 |
10,36 |
|
|
5.2.4.3. Гидробак Гидронасосом с электрическим приводом откачать масло из бака. Открепить и отсоединить от гидробака трубопроводы. Отвернуть стопорные болты и выкатить бак из проема станины. Отвернуть болты, снять монтажные лючки |
К |
2 |
1,0 |
1,10 |
1,10 |
1,0 |
1,0 |
1,60 |
1,90 |
2,70 |
0,66 |
0,80 |
0,80 |
1,50 |
1,30 |
1,50 |
1,60 |
1,80 |
|
т |
|
0,35 |
0,38 |
0,38 |
0,35 |
0,35 |
0,56 |
0,66 |
0,94 |
0,23 |
0,28 |
0,28 |
0,52 |
0,45 |
0,52 |
0,56 |
0,63 |
|
|
Итого: на гидроагрегат |
к |
|
8,82 |
10,54 |
11,80 |
10,35 |
14,90 |
19,40 |
23,35 |
36,80 |
9,96 |
11,55 |
13,20 |
20,70 |
21,0 |
33,55 |
42,60 |
50,00 |
|
т |
|
3,09 |
3,69 |
4,13 |
3,62 |
5,22 |
6,79 |
8,17 |
12,88 |
3,49 |
4,04 |
4,62 |
7,24 |
7,35 |
11,74 |
14,91 |
17,50 |
|
|
5.2.5. Гидрокоммуникация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.2.5.1. Маслопровод Разъединить и снять с ТПА все маслоподводящие трубки |
к |
3 |
3,20 |
3,46 |
3,92 |
2,45 |
4,62 |
5,60 |
6,45 |
11,20 |
2,20 |
3,10 |
3,75 |
6,0 |
6,55 |
9,20 |
9,80 |
10,60 |
|
т |
|
1,12 |
1,21 |
1,37 |
0,86 |
1,62 |
1,96 |
2,26 |
3,92 |
0,77 |
1,08 |
1,31 |
2,10 |
2,29 |
3,22 |
3,43 |
3,71 |
|
|
5.2.5.2. Система охлаждения Отсоединить водопроводные трубы от раздаточной колонки и от холодильника масла. Открепить и снять раздаточную колонку вместе с запорной арматурой. Вывернуть вентиля и разобрать. Открепить и вынуть из бака холодильник |
к |
3 |
2,40 |
2,65 |
3,10 |
1,75 |
3,40 |
4,20 |
4,80 |
7,30 |
0,3 |
2,05 |
2,56 |
4,0 |
4,40 |
6,52 |
6,95 |
7,20 |
|
т |
|
0,84 |
0,93 |
1,09 |
0,61 |
1,19 |
1,47 |
1,68 |
2,56 |
0,10 |
0,72 |
0,90 |
1,40 |
1,54 |
2,28 |
2,43 |
2,52 |
|
|
5.2.5.3. Механизм загрузки Отсоединить трубопровод от загрузчика и от бункера. Открепить трубу от кронштейна, снять трубопровод. Снять дюритовый или гофрированный рукав |
К |
2 |
0,50 |
0,55 |
0,62 |
0,40 |
0,72 |
1,10 |
1,60 |
2,50 |
2,60 |
0,60 |
0,70 |
1,20 |
1,0 |
1,50 |
1,95 |
2,20 |
|
Т |
|
0,17 |
0,19 |
0,22 |
0,14 |
0,25 |
0,38 |
0,56 |
0,87 |
0,91 |
0,21 |
0,24 |
0,42 |
0,35 |
0,53 |
0,68 |
0,77 |
|
|
Итого на гидрокоммуникацию |
К |
|
6,10 |
6,66 |
7,64 |
4,60 |
8,74 |
10,90 |
12,85 |
21,00 |
5,10 |
5,75 |
7,01 |
11,20 |
11,95 |
17,22 |
18,70 |
20,00 |
|
Т |
|
2,13 |
2,33 |
2,68 |
1,61 |
3,06 |
3,81 |
4,50 |
7,35 |
1,78 |
2,01 |
2,45 |
3,92 |
4,18 |
6,03 |
6,54 |
7,00 |
|
|
5.5.3. Промывка деталей Уложить детали в тару, застропить и отправить на промывку. Промыть детали в моечной ванне, обдуть сжатым воздухом и протереть |
К |
|
3,68 |
4,87 |
5,20 |
5,35 |
6,40 |
6,60 |
7,27 |
8,55 |
3,5 |
3,90 |
4,85 |
6,77 |
7,35 |
8,25 |
9,80 |
11,20 |
|
Т |
|
1,29 |
1,71 |
1,82 |
1,87 |
2,24 |
2,31 |
2,55 |
2,99 |
1,22 |
1,36 |
1,70 |
2,37 |
2,57 |
3,24 |
3,43 |
3,92 |
|
|
5.4. Дефектация, контроль, сортировка деталей |
К |
4 |
5,45 |
6,12 |
6,78 |
7,15 |
8,20 |
8,44 |
9,65 |
11,80 |
5,30 |
5,85 |
6,30 |
6,95 |
8,48 |
11,35 |
12,80 |
13,60 |
|
Т |
|
1,91 |
2,14 |
2,38 |
2,50 |
2,87 |
2,96 |
3,38 |
4,13 |
1,86 |
2,05 |
2,20 |
2,43 |
2,97 |
3,97 |
4,48 |
4,76 |
|
|
Итого на слесарно-разборочные работы |
к |
|
41,90 |
49,97 |
54,99 |
45,74 |
65,24 |
81,62 |
95,78 |
140,65 |
41,53 |
51,72 |
58,01 |
84,52 |
88,19 |
132,49 |
156,06 |
179,20 |
|
т |
|
14,66 |
17,49 |
19,25 |
16,01 |
22,83 |
28,57 |
33,52 |
49,23 |
14,53 |
18,10 |
20,30 |
29,58 |
30,87 |
46,37 |
54,62 |
62,7 |
|
|
5. Ремонт термопластавтомата |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.5.1. Станина |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.5.1.1. Рама Разделать небольшие трещины по сварку, зачистить сварочный шов, шабрить направляющие |
К |
4 |
1,40 |
1,43 |
1,50 |
1,25 |
1,64 |
1,90 |
2,05 |
2,50 |
1,10 |
1,15 |
1,32 |
2,10 |
2,15 |
3,50 |
3,95 |
5,20 |
|
Т |
|
0,49 |
0,52 |
0,52 |
0,44 |
0,57 |
0,67 |
0,72 |
0,87 |
0,38 |
0,40 |
0,46 |
0,73 |
0,75 |
1,22 |
1,38 |
1,82 |
|
|
5.5.1.2. Крышки монтажных окон Отрихтовать крышки, отремонтировать или сменить замки крышек |
К |
2 |
0,63 |
0,80 |
0,76 |
0,55 |
0,63 |
0,86 |
1,20 |
1,48 |
0,42 |
0,46 |
0,53 |
0,80 |
0,86 |
1,22 |
1,70 |
2,32 |
|
Т |
|
0,22 |
0,28 |
0,27 |
0,19 |
0,22 |
0,30 |
0,42 |
0,52 |
0,15 |
0,16 |
0,19 |
0,28 |
0,30 |
0,43 |
0,59 |
0,81 |
|
|
5.5.1.3. Ограждение Отрихтовать дверки, сменить смотровое стекло, отрихтовать направляющую планку (трубу) |
К |
3 |
0,40 |
0,48 |
0,52 |
0,46 |
0,64 |
0,86 |
1,10 |
1,36 |
0,40 |
0,48 |
0,55 |
0,80 |
0,92 |
1,45 |
1,76 |
2,30 |
|
Т |
|
0,14 |
0,17 |
0,18 |
0,16 |
0,23 |
0,30 |
0,38 |
0,48 |
0,14 |
0,17 |
0,19 |
0,28 |
0,33 |
0,51 |
0,62 |
0,81 |
|
|
Итого на узел станины |
К |
|
2,43 |
2,76 |
2,78 |
2,26 |
2,91 |
3,62 |
4,35 |
5,34 |
1,92 |
2,09 |
2,40 |
3,70 |
3,93 |
6,17 |
7,41 |
9,82 |
|
т |
|
0,85 |
0,97 |
0,97 |
0,79 |
1,02 |
1,27 |
1,52 |
1,87 |
0,67 |
0,73 |
0,84 |
1,29 |
1,38 |
2,16 |
2,59 |
3,44 |
|
|
5.5.2. Узел впрыска |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.5.2.1. Аккумуляторы Калибровать резьбу, притереть детали запорной арматуры, проверить на плотность |
к |
3 |
- |
- |
- |
2,20 |
2,0 |
2,65 |
2,85 |
4,0 |
- |
- |
- |
- |
- |
- |
- |
- |
|
т |
|
- |
- |
- |
0,77 |
0,70 |
0,93 |
1,00 |
1,40 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
5.5.2.2. Материальный цилиндр Зачистить задиры, заусенцы и забоины во всех деталях узла. Калибровать резьбу |
К |
4 |
1,60 |
1,70 |
1,98 |
2,56 |
2,34 |
2,76 |
3,20 |
4,76 |
1,96 |
2,21 |
2,73 |
4,35 |
4,20 |
6,76 |
7,86 |
9,76 |
|
Т |
|
0,56 |
0,59 |
0,69 |
0,90 |
0,82 |
0,97 |
1,12 |
1,67 |
0,69 |
0,77 |
0,95 |
1,52 |
1,47 |
2,36 |
2,75 |
3,42 |
|
|
5.5.2.3. Цилиндр прижима Зачистить задиры, заусенцы и забоины во всех деталях узла. Калибровать резьбовые отверстия, рассверлить отверстие, нарезать резьбу. Подогнать кольца по поршню. Смазать сопрягаемые детали |
К |
3 |
1,25 |
1,30 |
2,24 |
2,86 |
2,58 |
3,08 |
3,27 |
4,80 |
1,96 |
2,34 |
2,70 |
4,62 |
4,82 |
7,20 |
9,15 |
10,80 |
|
Т |
|
0,44 |
0,46 |
0,79 |
1,00 |
0,90 |
1,08 |
1,14 |
1,68 |
0,68 |
0,82 |
0,95 |
1,62 |
1,69 |
2,52 |
3,20 |
3,68 |
|
|
5.5.2.4. Цилиндр впрыска Зачистить задиры, заусенцы и забоины во всех деталях узла. Калибровать резьбовые отверстия, нарезать резьбу, подогнать кольца по поршню, смазать сопрягаемые детали |
к |
3 |
2,45 |
2,60 |
2,74 |
3,50 |
3,14 |
3,40 |
3,60 |
5,30 |
2,0 |
2,78 |
3,30 |
4,52 |
5,36 |
9,65 |
12,7 |
13,4 |
|
т |
|
0,86 |
0,91 |
0,96 |
1,22 |
1,10 |
1,19 |
1,26 |
1,86 |
0,70 |
0,97 |
1,16 |
1,58 |
1,88 |
3,38 |
4,45 |
4,69 |
|
|
5.5.2.5. Бункер Отрихтовать детали бункера, зачистить задиры, заусенцы и забоины. Сменить смотровое стекло |
К |
3 |
0,35 |
0,40 |
0,38 |
0,50 |
0,40 |
0,54 |
0,65 |
0,80 |
0,25 |
0,28 |
0,30 |
0,50 |
0,38 |
0,51 |
0,74 |
0,96 |
|
Т |
|
0,12 |
0,14 |
0,13 |
0,17 |
0,14 |
0,19 |
0,23 |
0,28 |
0,09 |
0,10 |
0,10 |
0,17 |
0,13 |
0,18 |
0,26 |
0,34 |
|
|
5.5.2.6. Гидродвигатель Притереть сопрягаемые детали, зачистить забоины и задиры на деталях узла. Калибровать резьбовые отверстия. Смазать детали. Очистить места соединений от старых прокладок |
К |
4 |
1,45 |
1,50 |
1,86 |
2,36 |
2,20 |
2,76 |
3,05 |
4,40 |
1,60 |
1,85 |
2,25 |
3,60 |
3,70 |
6,20 |
7,40 |
9,10 |
|
Т |
|
0,50 |
0,52 |
0,65 |
0,83 |
0,77 |
0,95 |
1,07 |
1,54 |
0,56 |
0,65 |
0,79 |
1,26 |
1,29 |
2,17 |
2,59 |
3,18 |
|
|
5.5.2.7. Редуктор Заменить подшипники, шестерни, валики и уплотнения. Смазать трущиеся детали. Калибровать резьбу. Очистить места соединения от грязи старых прокладок |
К |
4 |
2,65 |
2,80 |
3,10 |
3,96 |
4,67 |
5,20 |
5,84 |
7,50 |
2,10 |
3,30 |
3,90 |
4,90 |
6,25 |
10,77 |
13,60 |
15,20 |
|
Т |
|
0,93 |
0,98 |
1,09 |
1,39 |
1,64 |
1,82 |
2,04 |
2,62 |
0,73 |
1,16 |
1,36 |
1,72 |
2,19 |
3,77 |
4,76 |
5,32 |
|
|
Итого на узел впрыска |
к |
|
9,75 |
10,30 |
12,30 |
17,94 |
17,33 |
20,39 |
22,46 |
31,56 |
9,87 |
12,76 |
15,18 |
22,49 |
24,71 |
41,09 |
51,45 |
59,22 |
|
т |
|
3,41 |
3,60 |
4,31 |
6,28 |
6,07 |
7,13 |
7,86 |
11,05 |
3,45 |
4,47 |
5,31 |
7,87 |
8,65 |
14,38 |
18,01 |
20,73 |
|
|
5.5.3. Узел смыкания |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.3.1. Цилиндры ускоренного хода Зачистить задиры, заусенцы и забоины во всех деталях узла. Калибровать резьбу. Подогнать кольца по поршню. Смазать детали |
к |
3 |
- |
- |
- |
- |
- |
5,27 |
5,18 |
7,20 |
2,60 |
3,15 |
3,45 |
5,70 |
5,66 |
8,10 |
11,35 |
14,0 |
|
т |
|
- |
- |
- |
- |
- |
1,84 |
1,81 |
2,52 |
0,91 |
1,10 |
1,21 |
1,99 |
1,98 |
2,83 |
3,97 |
4,90 |
|
|
5.5.3.2. Мультипликатор Зачистить задиры и заусенцы в деталях. Калибровать резьбу. Подогнать кольца по поршню. Смазать сопрягаемые детали |
к |
3 |
- |
- |
- |
1,42 |
1,36 |
2,10 |
2,59 |
3,40 |
- |
- |
- |
- |
- |
- |
- |
- |
|
т |
|
- |
- |
- |
0,50 |
0,48 |
0,74 |
0,91 |
1,19 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
5.5.3.3. Цилиндр дожима Зачистить задиры, заусенцы и забоины во всех деталях узла. Калибровать резьбу. Подогнать кольца по поршню. Смазать сопрягаемые детали |
к |
3 |
2,28 |
2,50 |
4,66 |
3,84 |
3,56 |
4,12 |
4,95 |
6,70 |
2,15 |
2,46 |
2,68 |
4,40 |
4,50 |
6,70 |
9,20 |
11,40 |
|
т |
|
0,80 |
0,87 |
1,63 |
1,34 |
1,25 |
1,44 |
1,73 |
2,34 |
0,75 |
0,86 |
0,94 |
1,54 |
1,58 |
2,35 |
3,22 |
3,99 |
|
|
5.5.3.4. Цилиндр смыкания Зачистить заусенцы и задиры в деталях. Подогнать кольца по поршню. Калибровать резьбу. Смазать сопрягаемые детали |
к |
3 |
1,20 |
1,30 |
3,26 |
2,82 |
2,75 |
3,60 |
4,15 |
6,30 |
1,95 |
2,15 |
2,52 |
4,10 |
4,35 |
6,64 |
8,34 |
10,50 |
|
т |
|
0,42 |
0,46 |
1,14 |
0,99 |
0,96 |
1,26 |
1,45 |
2,21 |
0,68 |
0,75 |
0,88 |
1,44 |
1,52 |
2,32 |
2,92 |
3,67 |
|
|
5.5.3.5. Система смазки Притереть детали насоса, заменить негодные ниппели и штуцера. Калибровать резьбу |
к |
3 |
0,45 |
0,50 |
0,88 |
0,86 |
0,76 |
1,12 |
1,65 |
1,90 |
0,50 |
0,56 |
0,60 |
1,0 |
0,78 |
1,43 |
1,60 |
1,80 |
|
т |
|
0,16 |
0,17 |
0,31 |
0,30 |
0,26 |
0,39 |
0,58 |
0,66 |
0,18 |
0,20 |
0,21 |
0,35 |
0,27 |
0,50 |
0,56 |
0,63 |
|
|
5.5.3.6. Система рычагов Запрессовать втулки в отверстия рычагов, подогнать пальцы по втулкам, смазать сопрягаемые детали |
К |
4 |
4,25 |
5,40 |
- |
- |
7,45 |
8,80 |
9,90 |
15,0 |
4,20 |
4,82 |
5,43 |
9,0 |
9,10 |
15,20 |
18,80 |
22,70 |
|
Т |
|
1,49 |
1,89 |
- |
- |
2,61 |
3,08 |
3,47 |
5,25 |
1,47 |
1,69 |
1,92 |
3,15 |
3,18 |
5,32 |
6,58 |
7,95 |
|
|
5.5.3.7. Плиты, колонны Зачистить на поверхности плиты колонн задиры. Калибровать резьбу. Проверить прямолинейность плоскости плит, смазать сопрягаемые детали |
К |
3 |
5,95 |
7,20 |
10,35 |
9,80 |
8,90 |
9,16 |
11,40 |
15,70 |
4,45 |
5,15 |
5,77 |
9,40 |
9,25 |
14,70 |
16,60 |
18,50 |
|
Т |
|
2,08 |
2,52 |
3,62 |
3,43 |
3,11 |
3,21 |
3,99 |
5,50 |
1,56 |
1,80 |
2,02 |
3,29 |
3,24 |
5,15 |
5,81 |
6,47 |
|
|
Итого на узел смыкания |
к |
|
14,13 |
16,90 |
19,15 |
18,74 |
24,78 |
34,17 |
39,82 |
56,20 |
15,85 |
18,23 |
20,50 |
33,60 |
33,64 |
52,77 |
65,89 |
78,90 |
|
т |
|
4,95 |
5,91 |
6,70 |
6,56 |
8,67 |
11,96 |
13,94 |
19,67 |
5,55 |
6,40 |
7,18 |
11,76 |
11,77 |
18,47 |
23,06 |
27,61 |
|
|
5.5.4. Гидроагрегат |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.5.4.1. Гидропанель Притереть рабочие части клапанов. Испытать на плотность. Заменить уплотнения. Смазать рабочие поверхности клапанов |
к |
4 |
6,10 |
7,36 |
7,95 |
14,70 |
16,20 |
21,10 |
24,85 |
37,80 |
6,30 |
11,40 |
12,60 |
18,65 |
20,35 |
33,60 |
41,10 |
49,40 |
|
т |
|
2,14 |
2,58 |
2,78 |
5,14 |
5,67 |
7,39 |
8,70 |
13,23 |
2,21 |
3,99 |
4,41 |
6,53 |
7,12 |
11,76 |
14,38 |
17,29 |
|
|
5.5.4.2. Насосная установка Притереть рабочие поверхности деталей. Калибровать резьбу. Заменить негодные детали. Заменить уплотнения. Смазать детали насоса |
К |
4 |
5,75 |
6,90 |
8,10 |
16,42 |
21,18 |
26,20 |
29,50 |
39,60 |
7,20 |
17,40 |
19,10 |
25,30 |
31,70 |
41,70 |
48,80 |
56,0 |
|
Т |
|
2,01 |
2,41 |
2,84 |
5,75 |
7,41 |
9,17 |
10,32 |
13,86 |
2,52 |
6,09 |
6,68 |
8,85 |
11,10 |
14,59 |
17,08 |
19,60 |
|
|
5.5.4.3. Гидробак Разделать небольшие трещины под сварку. Зачистить швы после сварки. Очистить поверхности от старых прокладок. Проверить бак на отсутствие течи |
К |
3 |
1,58 |
1,64 |
1,72 |
3,40 |
3,80 |
4,06 |
4,95 |
6,20 |
1,10 |
1,25 |
1,76 |
3,20 |
2,95 |
2,76 |
3,82 |
4,73 |
|
Т |
|
0,55 |
0,57 |
0,60 |
1,19 |
1,33 |
1,42 |
1,73 |
2,17 |
0,38 |
0,44 |
0,62 |
1,12 |
1,03 |
0,97 |
1,34 |
1,65 |
|
|
Итого на узел гидроагрегата |
к |
|
13,43 |
15,90 |
17,77 |
34,52 |
41,18 |
51,36 |
59,30 |
83,60 |
14,60 |
30,05 |
33,46 |
47,15 |
55,0 |
78,06 |
93,72 |
110,10 |
|
т |
|
4,70 |
5,56 |
6,22 |
12,08 |
14,41 |
17,98 |
20,75 |
29,26 |
5,11 |
10,52 |
11,71 |
16,50 |
19,25 |
27,32 |
32,80 |
38,54 |
|
|
5.5.6. Гидрокоммуникация 5.5.5.1. Маслопривод После заварки трещин, зачистить швы. При обнаружении негодных ниппелей и соединений отрезать ниппель от трубопровода. После приварки нового, зачистить сварной шов. При незначительной выработке посадочного места в штуцерах, для соединения с ниппелем полного прилегания. При срыве грани в соединительных штуцерах, после наварки, зачистить швы. При замене штуцеров с развальцованных труб - отрезать, развальцованную часть - заменить. Произвести гидравлические испытания |
К |
3 |
3,92 |
4,26 |
4,81 |
3,94 |
4,28 |
9,50 |
11,20 |
17,30 |
2,96 |
3,54 |
4,86 |
6,54 |
7,74 |
13,10 |
18,46 |
22,32 |
|
Т |
|
1,37 |
1,49 |
1,68 |
1,38 |
1,50 |
3,33 |
3,92 |
6,06 |
1,04 |
1,24 |
1,70 |
2,29 |
2,71 |
4,59 |
6,46 |
7,81 |
|
|
5.5.5.2. Система охлаждения Промыть, протравить, промыть и продуть сжатым воздухом холодильник. Притереть детали запорной арматуры. При необходимости заменить ниппели на трубопроводах. Калибровать резьбу |
К |
3 |
2,85 |
3,30 |
3,76 |
2,65 |
2,80 |
5,74 |
7,10 |
10,70 |
0,50 |
2,36 |
3,26 |
4,42 |
5,10 |
9,12 |
12,70 |
14,80 |
|
Т |
|
1,00 |
1,16 |
1,32 |
0,93 |
0,98 |
2,01 |
2,49 |
3,74 |
0,17 |
0,82 |
1,14 |
1,55 |
1,78 |
3,19 |
4,45 |
5,18 |
|
|
5.5.5.3. Механизм загрузки Продуть сжатым воздухом трубопровод. После сварки трещин, зачистить сварные швы. Заменить соединительные рукава |
К |
3 |
0,58 |
0,65 |
0,75 |
0,62 |
0,94 |
1,90 |
2,35 |
4,0 |
3,40 |
0,65 |
0,90 |
1,20 |
1,22 |
1,96 |
2,14 |
3,0 |
|
Т |
|
0,20 |
0,23 |
0,26 |
0,21 |
0,33 |
0,66 |
0,82 |
1,40 |
1,19 |
0,23 |
0,32 |
0,42 |
0,43 |
0,68 |
0,75 |
1,05 |
|
|
Итого на узел гидрокоммуникаций |
К |
|
7,35 |
8,21 |
9,32 |
7,21 |
8,02 |
17,14 |
20,65 |
32,0 |
6,86 |
6,55 |
9,02 |
12,16 |
14,06 |
24,18 |
33,30 |
40,12 |
|
т |
|
2,57 |
2,88 |
3,26 |
2,52 |
2,81 |
6,00 |
7,23 |
11,20 |
2,40 |
2,29 |
3,16 |
4,26 |
4,92 |
8,46 |
11,66 |
14,04 |
|
|
Итого на ремонтно-восстановительные работы |
к |
|
47,09 |
54,07 |
61,32 |
80,67 |
94,22 |
126,68 |
146,58 |
208,70 |
49,1 |
69,74 |
30,56 |
119,10 |
131,34 |
202,27 |
251,77 |
298,16 |
|
т |
|
16,48 |
18,92 |
21,46 |
28,23 |
32,98 |
44,34 |
51,30 |
73,05 |
17,18 |
24,41 |
28,20 |
41,68 |
45,97 |
70,79 |
88,12 |
104,36 |
|
|
5.6. Сборка и монтаж термопластавтомата |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.6.1. Гидрокоммуникация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.6.1.1. Механизм загрузки Установить на трубы дюритовые рукава и закрепить хомутами. Подсоединить трубу к бункеру и загрузчику. Укрепить трубу на кронштейне станины |
К |
3 |
0,62 |
0,74 |
0,83 |
0,72 |
0,96 |
1,85 |
2,26 |
3,40 |
0,60 |
0,76 |
1,0 |
1,82 |
1,90 |
2,26 |
2,64 |
3,3 |
|
Т |
|
0,22 |
0,26 |
0,29 |
0,25 |
0,33 |
0,65 |
0,79 |
1,19 |
0,21 |
0,27 |
0,35 |
0,64 |
0,67 |
0,79 |
0,92 |
1,1 |
|
|
5.6.1.2. Система охлаждения Ввести в бак змеевик, пропустить ниппелями в отверстия, проложить кольцо, закрепить предварительно контргайкой. Установить прокладку и фланец, закрепить болтами. Собрать вентиля, завернуть в раздаточную колонку, подсоединить трубопроводы к холодильнику и раздаточной колонке |
к |
3 |
3,14 |
3,72 |
4,17 |
3,06 |
4,20 |
5,40 |
6,25 |
13,0 |
0,70 |
2,72 |
3,60 |
5,85 |
5,95 |
10,25 |
13,46 |
16,80 |
|
т |
|
1,10 |
1,30 |
1,46 |
1,07 |
1,47 |
1,89 |
2,19 |
4,55 |
0,25 |
0,95 |
1,26 |
2,05 |
2,08 |
3,59 |
4,71 |
5,88 |
|
|
5.6.1.3. Маслопровод Собрать на ТПА все маслонесущие механизмы и трубопровода |
к |
3 |
4,15 |
4,70 |
5,30 |
3,78 |
4,65 |
9,60 |
11,10 |
14,80 |
3,10 |
3,92 |
5,40 |
8,60 |
8,70 |
14,70 |
17,25 |
19,90 |
|
т |
|
1,45 |
1,65 |
1,85 |
1,33 |
1,63 |
3,36 |
3,88 |
5,18 |
1,08 |
1,37 |
1,89 |
3,01 |
3,04 |
5,14 |
6,04 |
6,96 |
|
|
Итого на гидрокоммуникацию |
к |
|
7,91 |
9,16 |
10,30 |
7,56 |
9,81 |
16,85 |
19,61 |
31,2 |
4,40 |
7,40 |
10,0 |
16,27 |
16,55 |
27,01 |
33,35 |
40,3 |
|
т |
|
2,77 |
3,21 |
3,60 |
2,65 |
3,43 |
5,90 |
6,86 |
10,92 |
1,54 |
2,59 |
3,50 |
5,70 |
5,79 |
9,52 |
11,67 |
14,00 |
|
|
5.6.2. Гидроагрегат |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.6.2.1. Гидробак Установить и закрепить монтажные лючки. Установить бак в проем станины, подсоединить трубопроводы, закрепить бак. Наполнить до уровня бак маслом гидронасосом с электрическим приводом |
К |
3 |
1,72 |
1,84 |
1,86 |
2,0 |
1,88 |
2,40 |
2,85 |
3,80 |
1,26 |
0,64 |
0,85 |
2,10 |
1,70 |
2,00 |
2,20 |
2,60 |
|
Т |
|
0,60 |
0,64 |
0,65 |
0,70 |
0,66 |
0,84 |
1,00 |
1,33 |
0,44 |
0,22 |
0,30 |
0,73 |
0,60 |
0,70 |
0,77 |
0,91 |
|
|
5.6.2.2. Насосная установка Запрессовать подшипник на вал. Ввернуть штуцера в корпус насоса, установить в крышку подшипника сальник. Установить в корпус насоса высокого давления пружины, подшипник, статор, диск с шейкой, ротор с лопатками, плоский диск. В корпус насоса низкого давления: запрессовать в крышку подшипник, установить пружины, плоский диск, ротор с лопатками, диск с шейкой. Установить крышку и закрепить болтами. Установить в корпус вал с подшипником, установить и закрепить крышку подшипника. Соединить и закрепить болтами корпус насоса высокого и низкого давления. Напрессовать на вал ступочно-пальцевую муфту. Установить насос на испытательный стенд и закрепить. Подсоединить к насосу трубопроводы, произвести испытания согласно ТУ. Открепить насос со стенда и установить на гидробак |
К |
4 |
6,12 |
7,66 |
9.35 |
9,90 |
11,50 |
14,45 |
16,60 |
21,20 |
7,60 |
9,15 |
11,60 |
16,20 |
20,40 |
26,65 |
31,85 |
34,4 |
|
Т |
|
2,14 |
2,68 |
3,28 |
3,47 |
4,03 |
5,06 |
5,81 |
7,42 |
2,66 |
3,20 |
4,06 |
5,67 |
7,14 |
9,33 |
11,15 |
12,04 |
|
|
5.6.2.3. Гидропанель Подобрать детали гидропанели. Собрать реверсивные золотники, подпорные золотники, золотники-управления. Установить на корпус гидропанели и закрепить. Подсоединить трубопровод. К трубопроводам подсоединить напорные, обратные и редукционные клапана. Собрать и закрепить на станине золотник блокировки, подсоединить трубопровод |
К |
5 |
7,25 |
8,30 |
8,75 |
8,70 |
8,10 |
12,10 |
14,65 |
21,90 |
6,40 |
5,94 |
7,75 |
13,20 |
13,60 |
18,40 |
22,50 |
25,50 |
|
Т |
|
2,54 |
2,91 |
3,06 |
3,04 |
2,83 |
4,23 |
5,13 |
7,66 |
2,24 |
2,08 |
2,71 |
4,62 |
4,76 |
6,44 |
7,87 |
8,92 |
|
|
Итого на гидроагрегат |
К |
|
15,09 |
17,80 |
19,96 |
20,60 |
21,48 |
28,95 |
34,10 |
46,90 |
15,26 |
15,73 |
20,20 |
31,50 |
35,70 |
47,05 |
56,55 |
62,50 |
|
Т |
|
5,28 |
6,23 |
6,99 |
7,21 |
7,52 |
10,13 |
11,94 |
16,41 |
5,34 |
5,50 |
7,07 |
11,02 |
12,50 |
16,47 |
19,79 |
21,87 |
|
|
5.6.3. Узел смыкания |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.6.3.1. Цилиндр дожима Установить на поршень чугунные кольца. Запрессовать шток в поршень, закрепить гайкой и застопорить. Установить шток с поршнем в цилиндр, установить в цилиндр уплотнительный узел. Установить на шпильки нажимной фланец и закрепить гайками. Установить резиновое кольцо, крышку цилиндра и закрепить болтами. После испытания цилиндра на стенде, установить на раме термопластавтомата и закрепить болтами |
К |
4 |
3,20 |
3,50 |
6,90 |
4,85 |
4,62 |
5,10 |
6,15 |
8,60 |
2,65 |
1,80 |
3,20 |
4,80 |
5,40 |
9,74 |
12,40 |
14,60 |
|
Т |
|
1,12 |
1,22 |
2,41 |
1,70 |
1,62 |
1,78 |
2,15 |
3,01 |
0,93 |
0,63 |
1,12 |
1,68 |
1,89 |
3,41 |
4,43 |
5,11 |
|
|
5.6.3.2. Плиты, колонны Запрессовать в плиты втулки и застопорить. Установить на подвижную плиту стержень и закрепить. Установить на плиту дожима гидроцилиндр и опорную крышку, закрепить. Поочередно установить на неподвижной плите колонны. Установить на колонны подвижную плиту и плиту дожима. Навернуть на колонны круглые гайки со стороны неподвижной плиты. Застопорить и установить плиты с колоннами на раму ТПА, предварительно сдвинув колонны в сторону неподвижной плиты. Закрепить неподвижную плиту на раме. Сдвинуть колонны в сторону цилиндра дожима, навернуть круглые гайки. Произвести проверку на технологическую точность путем замеров на параллельность рабочих плоскостей подвижной и неподвижной плит, на перпендикулярность хода подвижной плиты к плоскости неподвижной плиты. Застопорить колонные гайки стяжными болтами |
К |
4 |
8,62 |
10,4 |
12,86 |
12,60 |
12,82 |
13,20 |
13,40 |
18,70 |
5,30 |
4,15 |
8,60 |
10,12 |
11,80 |
17,60 |
23,60 |
28,10 |
|
Т |
|
3,02 |
3,64 |
4,50 |
4,41 |
4,49 |
4,62 |
4,69 |
6,54 |
1,85 |
1,45 |
2,38 |
3,54 |
4,13 |
6,16 |
8,26 |
9,84 |
|
|
5.6.3.3. Система рычагов Подобрать детали коленорычажного механизма. Соединить рычаги с крестовиной, установить в отверстие пальцы и застопорить кольцами. Ввернуть в пальцы масленки. Поочередно установить рычажной механизм на регулировочной плите, закрепив кронштейны гайками. Установить в фигурную планку и крестовину направляющие и закрепить направляющие. Соединить крестовину со штоком цилиндра смыкания и закрепить гайкой. Соединить рычажной механизм с подвижной плитой закрепить кронштейны гайками, застопорить гайки болтами |
к |
4 |
6,92 |
7,60 |
- |
- |
8,50 |
11,20 |
12,20 |
17,65 |
5,40 |
4,15 |
6,40 |
10,10 |
10,80 |
15,60 |
20,35 |
24,15 |
|
т |
|
2,43 |
2,66 |
- |
- |
2,97 |
3,92 |
4,27 |
6,18 |
1,89 |
1,45 |
2,24 |
3,53 |
3,78 |
5,46 |
7,12 |
8,45 |
|
|
5.6.3.4. Система смазки Собрать плунжерный насос и установить на станине. Установить распределительные клапана и соединить трубочками с трущимися деталями |
К |
3 |
0,65 |
0,70 |
1,26 |
1,15 |
1,0 |
1,30 |
1,75 |
2,10 |
0,60 |
0,44 |
0,82 |
1,20 |
1,25 |
1,70 |
1,95 |
2,30 |
|
Т |
|
0,22 |
0,24 |
0,44 |
0,40 |
0,35 |
0,45 |
0,61 |
0,73 |
0,21 |
0,16 |
0,29 |
0,42 |
0,44 |
0,60 |
0,68 |
0,80 |
|
|
5.6.3.5. Цилиндр смыкания Установить шток в поршень и закрепить гайкой. Установить на поршень кольца. Установить шток с поршнем в цилиндр. Вставить в стакан манжетные уплотнения и установить в цилиндр. Ввернуть и поджать круглой гайкой манжетное уплотнение. После испытания цилиндра на стенде застропить его и соединить с регулировочной плитой, закрепить цилиндр. Подсоединить к цилиндру трубопровод подвода масла |
К |
4 |
1,65 |
1,90 |
4,65 |
3,60 |
3,45 |
4,72 |
5,15 |
8,0 |
2,40 |
1,73 |
2,90 |
4,50 |
5,0 |
8,72 |
10,44 |
73,0 |
|
Т |
|
0,58 |
0,67 |
1,63 |
1,26 |
1,21 |
1,65 |
1,80 |
2,80 |
0,84 |
0,61 |
1,01 |
1,58 |
1,75 |
3,05 |
3,66 |
4,5 |
|
|
5.6.3.6. Мультипликатор Установить в нижний фланец втулку, кольцо нажимное, кольцо опорное, манжеты, ввернуть нажимную гайку. Запрессовать шток в поршень. Установить на поршень кольца. Установить шток с поршнем в цилиндр низкого давления. В цилиндр высокого давления установить опорное кольцо, кольцо нажимное, манжеты, втулку. Соединить цилиндр высокого давления с цилиндром низкого давления и закрепить болтами с гайками. Установить и закрепить фланец цилиндра низкого давления. Произвести гидравлические испытания на стенде. Застропить мультипликатор, установить на кронштейн и закрепить болтами |
К |
4 |
- |
- |
- |
1,85 |
1,70 |
2,50 |
3,30 |
4,20 |
- |
- |
- |
- |
- |
- |
- |
- |
|
Т |
|
- |
- |
- |
0,65 |
0,59 |
0,88 |
1,16 |
1,47 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
5.6.3.7. Цилиндры ускоренного хода Установить шток в поршень и закрепить гайками. Установить на поршень кольца. Установить шток с поршнем в цилиндр. Установить нажимную крышку и закрепить болтами. Вставить в цилиндр втулку, манжеты, направляющую втулку. Ввернуть в цилиндр две гайки и поджать манжетный узел. Испытать цилиндры на стенде. Застропить цилиндры и установить в отверстия плиты дожима. Установить полукольца и фланцы, ввернуть болты и закрепить цилиндры. Переместить подвижную плиту в сторону плиты дожима до совмещения со штоком, вставить хвостовик штока в отверстие неподвижной плиты и закрепить гайкой и контргайкой. Установить уплотнительное кольцо, торцовый штуцер и закрепить круглой гайкой. Ввернуть боковой штуцер. Подсоединить к цилиндрам маслоподводящие и сливные трубы |
К |
4 |
- |
- |
- |
- |
- |
5,36 |
6,15 |
8,70 |
3,30 |
2,15 |
4,15 |
6,30 |
6,75 |
8,46 |
9,43 |
11,5 |
|
Т |
|
- |
- |
- |
- |
- |
1,88 |
2,15 |
3,05 |
1,16 |
0,75 |
1,45 |
2,21 |
2,36 |
2,96 |
3,30 |
4,03 |
|
|
Итого на узел смыкания |
к |
|
21,04 |
24,10 |
25,67 |
24,05 |
32,09 |
43,38 |
43,10 |
67,95 |
19,65 |
14,42 |
24,27 |
37,02 |
41,00 |
61,82 |
78,17 |
93,65 |
|
т |
|
7,36 |
8,43 |
8,98 |
8,43 |
11,23 |
15,18 |
16,83 |
23,78 |
6,88 |
5,05 |
8,49 |
12,96 |
14,35 |
21,64 |
27,36 |
32,78 |
|
|
5.6.4. Сборка узла впрыска |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.6.4.1. Редуктор Установить на вал винтовую шестерню. Вставить в отверстие корпуса редуктора червяк и ввести в зацепление с шестерней. Установить на вал червяка втулку, подшипник и стакан подшипника. Поставить уплотнительное кольцо, навернуть на вал червяка гайку. Установить крышку и завернуть внутренние болты с противоположной стороны. Установить кольцо прижима и напрессовать большой фланец. Установить манжеты и крышку. Ввернуть центральный болт в червяк. Установить крышку и закрепить болтами. Застропить редуктор. Подвести к направляющим и сдвинуть по ним до рабочего положения |
К |
4 |
2,95 |
3,20 |
3,46 |
4,34 |
4,20 |
5,40 |
6,25 |
9,30 |
2,30 |
3,48 |
4,22 |
4,40 |
4,60 |
9,50 |
12,35 |
14,60 |
|
Т |
|
1,03 |
1,12 |
1,21 |
1,52 |
1,47 |
1,89 |
2,19 |
3,25 |
0,80 |
1,22 |
1,48 |
1,54 |
1,61 |
3,32 |
4,32 |
5,11 |
|
|
5.6.4.2. Гидродвигатель Установить в ротор поршни. Установить на вал ротор с поршнями, обойму, напрессовать подшипник. Запрессовать вал с подшипником и ротором в корпус ротора. Установить опорный подшипник, упорный подшипник, сальник. Установить корпус с наклонной шайбой и закрепить. Напрессовать на вал зубчатую муфту. Установить на шпильки редуктора переходник, гидродвигатель в сборе и закрепить гайками. Подсоединить маслоподводящие шланги |
К |
4 |
1,36 |
1,50 |
1,90 |
2,60 |
2,46 |
3,24 |
3,80 |
5,50 |
1,60 |
2,0 |
2,40 |
4,10 |
3,88 |
6,44 |
8,66 |
9,84 |
|
Т |
|
0,48 |
0,52 |
0,67 |
0,91 |
0,86 |
1,13 |
1,33 |
1,92 |
0,56 |
0,70 |
0,84 |
1,43 |
1,36 |
2,25 |
3,03 |
3,44 |
|
|
5.6.4.3. Бункер Установить смотровое стекло. Закрепить винтами направляющую шибера, вставить шибер. Застропить бункер, установить на корпус редуктора до совмещения отверстий, ввернуть болты и закрепить бункер |
К |
3 |
0,38 |
0,40 |
0,38 |
0,54 |
0,39 |
0,60 |
0,80 |
0,96 |
0,25 |
0,28 |
0,32 |
0,60 |
0,65 |
0,59 |
0,71 |
0,96 |
|
Т |
|
0,13 |
0,14 |
0,13 |
0,19 |
0,14 |
0,21 |
0,28 |
0,34 |
0,09 |
0,10 |
0,11 |
0,21 |
0,23 |
0,21 |
0,25 |
0,34 |
|
|
5.6.4.4. Цилиндр впрыска Установить в проточку цилиндра уплотнительное резиновое кольцо, завернуть крышку. Установить на шток подшипник, крышку подшипника, верхнюю тарелку. Установить на поршень кольца. Установить в цилиндр поршень со штоком. Застропить цилиндр, установить на шпильки корпуса редуктора и закрепить гайками. Подсоединить маслоподводящие шланги |
К |
4 |
2,55 |
2,70 |
2,82 |
3,83 |
3,67 |
5,30 |
6,35 |
8,0 |
2,15 |
2,95 |
3,55 |
5,10 |
5,60 |
9,05 |
11,62 |
12,20 |
|
Т |
|
0,89 |
0,94 |
0,99 |
1,34 |
1,28 |
1,86 |
2,22 |
2,80 |
0,75 |
1,03 |
1,24 |
1,79 |
1,96 |
3,17 |
4,07 |
4,21 |
|
|
5.6.4.5. Цилиндр прижима Запрессовать шток в поршень. Установить на поршень кольца. Установить шток с поршнем в цилиндре. Собрать уплотнительный узел и вставить в крышку. Установить уплотнительный узел в цилиндр и закрепить нажимной гайкой, навернуть на шток гайку. Установить цилиндр между неподвижной плитой и корпусом редуктора. Закрепить цилиндр болтами к неподвижной плите и фасонной планкой к корпусу редуктора. Подсоединить к цилиндру маслоподводящие трубки |
К |
4 |
1,20 |
1,30 |
2,30 |
3,15 |
2,96 |
4,32 |
5,10 |
6,50 |
2,0 |
2,36 |
2,78 |
4,48 |
4,58 |
7,42 |
9,81 |
11,20 |
|
т |
|
0,42 |
0,46 |
0,80 |
1,10 |
1,04 |
1,51 |
1,78 |
2,28 |
0,70 |
0,83 |
0,97 |
1,57 |
1,60 |
2,60 |
3,43 |
3,92 |
|
|
5.6.4.6. Материальный цилиндр Установить в цилиндр червяк. Ввернуть в цилиндр рассекатель, переходник и мундштук. Застропить цилиндр и установить в отверстие поворотной цапфы и закрепить круглой гайкой. Установить на хвостовик червяка шлицевую муфту. Повернуть цилиндр до совмещения с продольной осью ТПА. Легкими ударами медного молотка сбить на хвостовик вала редуктора до совмещения отверстий под опорный винт. Ввернуть в шлицевую муфту стопорный винт и законтрить проволокой. Установить болты поворотной цапфы. Подвести к цилиндру откидные зажимы призмы. Проверить и установить соосность инжекционной и прессовой частей. Закрепить призму и затянуть фиксаторы зажима пиноли |
К |
4 |
1,50 |
1,70 |
2,76 |
3,15 |
2,90 |
4,0 |
4,45 |
6,0 |
1,90 |
2,18 |
2,62 |
4,54 |
4,24 |
7,70 |
8,85 |
10,20 |
|
Т |
|
0,53 |
0,60 |
0,97 |
1,10 |
1,02 |
1,40 |
1,56 |
2,10 |
0,67 |
0,76 |
0,92 |
1,59 |
1,48 |
2,69 |
3,10 |
3,57 |
|
|
5.6.4.7. Аккумуляторы Подготовить детали узла к сборке. Укрепить к каркасу фланец шпильками и гайками. Установить каркас в горизонтальное положение. Застропить баллон горизонтально в разъем каркаса, закрепить хомутами. Завернуть трубу в отверстие колодки, в выточку на колодке поставить прокладку, завернуть в колодку шпильки. Одеть на штуцер фланец и завернуть штуцер в баллон. Установить колодку с трубой на штуцер, одев фланец на шпильки и навернуть гайки. Укрепить на каркас угольник болтами. К угольнику укрепить кран манометра. Укрепить к кронштейну вентиль, ввернуть в колодки переходники, ввернув в них вентили кислородные для зарядки азотом и для спуска масла. Настроить аварийный клапан на рабочее давление и после настройки запломбировать. Ввернуть штуцера в отверстие колодки. Испытать аккумуляторную установку. Установить аккумуляторную установку на станину, укрепить винтами, а хомут для крепления баллона укрепить шпильками и гайками |
К |
3 |
- |
- |
- |
2,30 |
2,30 |
3,15 |
3,85 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
- |
|
т |
|
- |
- |
- |
0,81 |
0,80 |
1,10 |
1,35 |
1,75 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
Итого на узел впрыска |
к |
|
9,94 |
10,80 |
13,62 |
19,91 |
18,88 |
26,01 |
30,60 |
41,26 |
10,20 |
13,25 |
15,89 |
23,22 |
23,55 |
40,70 |
52,0 |
59,0 |
|
т |
|
3,48 |
3,78 |
4,77 |
6,97 |
6,61 |
9,10 |
10,71 |
14,44 |
3,57 |
4,64 |
5,56 |
8,15 |
8,24 |
14,24 |
18,20 |
20,65 |
|
|
5.6.5. Сборка станины |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.6.5.1. Ограждение Установить и закрепить винтами на плитах направляющие дверок. Установить переднюю дверку и привернуть ограничитель. Установить верхние и задние дверки и закрепить болтами |
к |
2 |
0,35 |
0,42 |
0,46 |
0,48 |
0,45 |
0,64 |
0,78 |
0,95 |
0,46 |
0,44 |
0,49 |
0,62 |
0,64 |
0,98 |
1,24 |
1,52 |
|
т |
|
0,12 |
0,15 |
0,16 |
0,17 |
0,16 |
0,22 |
0,27 |
0,33 |
0,16 |
0,16 |
0,17 |
0,21 |
0,22 |
0,34 |
0,44 |
0,53 |
|
|
5.6.5.2. Крышки монтажных окон Установить крышки в окна рамы петлями в пазы петель, вставить оси зашплинтовать. Закрыть дверки, проконтролировать запирание замка |
к |
3 |
0,40 |
0,45 |
0,40 |
0,56 |
0,44 |
0,67 |
0,78 |
0,92 |
0,30 |
0,41 |
0,44 |
0,62 |
0,64 |
1,0 |
1,35 |
1,60 |
|
т |
|
0,14 |
0,16 |
0,16 |
0,19 |
0,15 |
0,24 |
0,28 |
0,33 |
0,11 |
0,14 |
0,16 |
0,22 |
0,23 |
0,36 |
0,47 |
0,56 |
|
|
Итого на узел станины |
к |
|
0,75 |
0,87 |
0,92 |
1,04 |
0,89 |
1,31 |
1,56 |
1,87 |
0,76 |
0,85 |
0,93 |
1,24 |
1,28 |
1,98 |
2,59 |
3,12 |
|
т |
|
0,26 |
0,31 |
0,32 |
0,36 |
0,31 |
0,46 |
0,55 |
0,66 |
0,27 |
0,30 |
0,33 |
0,43 |
0,45 |
0,69 |
0,91 |
1,09 |
|
|
Итого на слесарно-сборочные работы |
к |
|
54,73 |
62,73 |
70,47 |
73,16 |
83,15 |
116,5 |
133,97 |
189,16 |
50,27 |
51,65 |
71,29 |
109,25 |
118,08 |
178,76 |
222,66 |
258,27 |
|
т |
|
19,15 |
21,96 |
24,66 |
25,61 |
29,10 |
40,77 |
46,89 |
66,21 |
17,60 |
18,08 |
24,95 |
38,24 |
41,33 |
62,57 |
77,93 |
90,39 |
|
|
5.7. Испытание и регулировка |
к |
5 |
11,0 |
12,0 |
14,0 |
15,0 |
17,0 |
19,5 |
21,0 |
31,0 |
8,0 |
14,0 |
16,0 |
22,0 |
24,0 |
37,0 |
41,0 |
49,0 |
|
т |
|
3,85 |
4,20 |
4,90 |
5,25 |
5,95 |
6,82 |
7,35 |
10,85 |
2,80 |
4,90 |
5,60 |
7,70 |
8,40 |
12,95 |
14,35 |
17,15 |
|
|
5.8. Окрасочные работы |
к |
3 |
4,80 |
5,60 |
6,35 |
7,0 |
8,20 |
9,60 |
10,20 |
12,25 |
4,75 |
6,62 |
7,20 |
8,44 |
9,15 |
12,40 |
15,82 |
18,20 |
|
Итого на термопластавтомат |
К |
|
159,52 |
184,37 |
207,13 |
221,57 |
267,81 |
353,90 |
407,53 |
581,78 |
153,65 |
193,73 |
233,06 |
343,31 |
370,76 |
562,92 |
688,31 |
802,88 |
|
Т |
|
54,14 |
62,57 |
70,27 |
75,10 |
90,86 |
120,50 |
139,06 |
199,34 |
52,11 |
65,49 |
79,05 |
117,20 |
126,57 |
192,68 |
235,02 |
274,64 |
|
|
5.9.1. Демонтаж электрооборудования |
К |
3 |
8,46 |
9,28 |
10,62 |
9,43 |
12,40 |
14,09 |
14,61 |
20,79 |
8,56 |
12,77 |
13,33 |
13,88 |
15,60 |
18,81 |
24,45 |
25,95 |
|
т |
|
2,53 |
2,79 |
3,19 |
2,83 |
3,72 |
4,23 |
4,38 |
6,24 |
2,56 |
3,83 |
4,00 |
4,18 |
4,68 |
5,64 |
7,33 |
7,78 |
|
|
5.9.2. Ремонт электрооборудования |
к |
4 |
16,89 |
18,57 |
21,22 |
18,89 |
24,83 |
28,18 |
29,23 |
41,58 |
17,09 |
25,54 |
26,68 |
27,76 |
31,24 |
37,62 |
48,92 |
51,90 |
|
т |
|
5,07 |
5,57 |
6,36 |
5,65 |
7,45 |
8,45 |
8,77 |
12,47 |
5,13 |
7,66 |
8,00 |
8,32 |
9,38 |
11,29 |
14,68 |
15,57 |
|
|
5.9.3. Общий монтаж электрооборудования |
к |
4 |
20,99 |
23,09 |
26,36 |
23,49 |
30,83 |
35,01 |
36,32 |
51,66 |
21,23 |
31,78 |
33,12 |
34,48 |
38,78 |
46,74 |
60,76 |
64,49 |
|
т |
|
6,30 |
6,93 |
7,91 |
7,05 |
9,25 |
10,50 |
10,90 |
15,50 |
6,37 |
9,52 |
9,94 |
19,34 |
11,63 |
14,02 |
18,23 |
19,35 |
|
|
5.9.4. Контроль, регулировка электрооборудования |
к |
5 |
4,86 |
5,36 |
6,10 |
5,43 |
7,14 |
8,12 |
8,44 |
11,97 |
4,92 |
7,36 |
7,67 |
7,98 |
8,98 |
10,83 |
14,07 |
14,96 |
|
т |
|
1,46 |
1,60 |
1,83 |
1,65 |
2,14 |
2,44 |
2,53 |
3,59 |
1,48 |
2,21 |
2,30 |
2,39 |
2,69 |
3,29 |
4,22 |
4,49 |
|
|
Итого на ремонт электрической части термопластавтомата |
к |
|
51,20 |
56,30 |
64,30 |
57,20 |
75,20 |
85,40 |
88,60 |
126,0 |
51,80 |
77,40 |
80,80 |
84,10 |
94,60 |
114,0 |
148,20 |
157,30 |
|
т |
|
15,36 |
18,89 |
19,29 |
17,16 |
22,56 |
25,62 |
26,58 |
37,80 |
15,54 |
23,22 |
24,24 |
25,23 |
28,38 |
34,20 |
44,46 |
47,19 |
|
|
При проведении всех видов ремонта ТПА с системой УЧПУ производится проверка электронной части и обкатка в системе «Станок – УЧПУ» |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Как типовой, ремонт электронной части не производится, а в процессе выявления неисправностей их устраняют |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.10.1. Проверка электронной части ТПА |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|