 | Информационная система | |
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
НАДЕЖНОСТЬ В
ТЕХНИКЕ.
ТЕХНОЛОГИЧЕСКИЕ СИСТЕМЫ.
ОТРАБОТКА НА НАДЕЖНОСТЬ
РД 50-581-85
Москва
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1986
РАЗРАБОТАНЫ Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛИ
А.И. Кубарев, В.Л. Аршакуни (руководители темы), В.В. Устинов, Ю.Д. Литвиненко (ответственные исполнители), Н.Б. Калиновская, Л.И. Потапова, М.В. Журцев, Ю.И. Хардин, В.П. Колодочкин, Л.А. Пищулин, В.А. Астахов, В.А. Зарецкий, Ю.С. Коротков, В.А. Погорельский, Ю.С. Солдатов, А.С. Харламов, В.Г. Телегин, Л.В. Сергеев, А.Ф. Климов, Г.Н. Передкова, С.А. Занозин, В.Ф. Порхалов, В.С. Стародубов, Г.Д. Григорьян, Г.А. Оборский, В.В. Матвеев, Д.Л. Блюменкранц, Ю.Н. Свиридов
ВНЕСЕНЫ Государственным комитетом СССР по стандартам
Начальник Управления машиностроения Л.Л. Акинфиев
УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 13 декабря 1985 г. № 3956
РУКОВОДЯЩИЙ НОРМАТИВНЫЙ ДОКУМЕНТ
|
Надежность
в технике. Технологические системы. |
РД 50-581-85 |
Утверждены Постановлением Госстандарта от 13.12.85 № 3956, срок введения установлен с
Настоящие методические указания устанавливают правила и методы отработки на надежность технологических систем (ТС), операций и процессов производства или ремонта продукции отраслей машиностроения и приборостроения.
Термины и определения - по ГОСТ 27.004-85, ГОСТ 27.002-83, ГОСТ 14.004-83 и ГОСТ 3.1109-82.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Отработка на надежность ТС процессов (операций) должна проводиться с целью обеспечения выпуска продукции установленного объема в течение заданной наработки (периода эксплуатации) ТС с регламентированными показателями качества при соблюдении нормативов затрат материальных, трудовых и энергетических ресурсов.
1.2. Номенклатуру ТС, подлежащих отработке на надежность, составляют в зависимости от вида изготовляемой продукции и условий производства.
1.2.1. В номенклатуру вновь проектируемых ТС, подлежащих отработке на надежность, в первую очередь, следует включать:
ТС, предназначенные для изготовления продукции, имеющей важнейшее народно-хозяйственное значение;
ТС, отказы которых могут привести к невыполнению государственного плана, значительному материальному ущербу, нарушению требований техники безопасности или требований охраны окружающей среды.
1.2.2. Номенклатуру действующих ТС, подлежащих отработке на надежность, следует составлять из числа указанных в п. 1.2.1., для которых в течение рассматриваемого (отчетного) промежутка времени имели место простои оборудования, дефекты изготовляемой продукции, нарушения технологической дисциплины, невыполнение установленных заданий по объему выпуска годной продукции или требований к затратам материальных, трудовых или энергетических ресурсов.
1.2.2.1. Необходимость согласования с представителем заказчика номенклатуры ТС, предназначенных для изготовления изделий по заказам Министерства обороны и подлежащих отработке на надежность, определяется представителем заказчика.
1.3. Состав работ по отработке на надежность вновь проектируемых и действующих ТС - соответственно, по разделам 2 и 3.
1.3.1. Отработку на надежность вновь проектируемых ТС следует проводить организации - разработчику ТП.
1.3.2. Отработку на надежность действующих ТС следует проводить организации, их эксплуатирующей.
1.4. Требования к надежности ТС следует устанавливать в отраслевой нормативно-технической документации (НТД) и (или) технической документации предприятия, включая техническое задание (ТЗ) на проектирование ТС, инструкции по эксплуатации ТС и т.д.
1.5. Номенклатуру нормируемых показателей безотказности, долговечности, ремонтопригодности и сохраняемости технологических комплексов следует устанавливать по соответствующему стандарту Системы показателей качества продукции (например, для металлорежущего оборудования - по ГОСТ 4.93-83, для автоматических линий механической обработки - по ГОСТ 4.130-85 и т.д.), а при отсутствии последнего - по ГОСТ 27.003-83.
Рекомендации по выбору номенклатуры дополнительных показателей надежности, отражающих специфику ТС, и по определению их численных значений представлены в справочном приложении 1.
1.5.1. Показатели надежности ТС процессов должны быть взаимно увязаны с показателями надежности ТС операций в соответствии с ГОСТ 27.202-83 и ГОСТ 27.204-83.
1.5.2. Методы оценки показателей надежности - по ГОСТ 27.202-83 - ГОСТ 27.204-83.
1.5.3. При контроле показателей надежности ТС по альтернативному признаку оценку показателей следует производить по ГОСТ 27.410-83.
1.6. Подготовку исходной информации для проведения отработки на надежность ТС следует производить с учетом требований ГОСТ 14.408-83, ГОСТ 14.413-80, ГОСТ 14.301-83.
1.7. Организацию работ по отработке на надежность ТС, номенклатуру показателей и формы документов-носителей информации о надежности ТС следует регламентировать в отраслевой НТД или технической документации предприятия.
1.8. Необходимость согласования с представителем заказчика состава и результатов работ по отработке на надежность ТС, предназначенных для изготовления изделий по заказам Министерства обороны, определяется представителем заказчика.
1.9. Результаты работ по отработке на надежность ТС следует регистрировать в техническом отчете и (или) картах информации о надежности ТС.
Примечание. Карты информации о надежности ТС относятся к вспомогательным документам Единой система технологической документации (ЕСТД). Состав карт информации о надежности ТС и их содержание регламентируют в отраслевой НТД или технической документации предприятия.
2. ОТРАБОТКА НА НАДЕЖНОСТЬ ВНОВЬ ПРОЕКТИРУЕМЫХ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ ПРОЦЕССОВ
2.1. Отработка на надежность вновь проектируемых ТС должна производиться на этапах разработки ТП, регламентированных в ГОСТ 14.301-83.
2.2. Состав работ по отработке на надежность, следует устанавливать из числа работ, указанных в табл. 1. При этом отдельные виды работ могут не производиться.
2.3. При составлении технологического маршрута следует выбирать средства технологического оснащения из условия обеспечения требуемой производительности ТС и качества изготовляемой продукции в течение всего срока ее выпуска с учетом принятой системы их технического обслуживания, ремонтов и замен и предусматривать необходимый объем структурного, функционального и временного резервирования ТС.
2.4. При разработке технологических операций (ТО) следует устанавливать требования к следующим характеристикам:
качеству материалов, заготовок и полуфабрикатов;
периодичности подналадок оборудования;
стойкости инструмента;
методам и средствам контроля;
квалификации исполнителей;
параметрам окружающей среды;
величинам (нормам) затрачиваемых ресурсов, определяющим качество изготовляемой продукции и др.
Указанные требования следует регламентировать в маршрутных и операционных картах, технологических чертежах и инструкциях.
2.5. Размерный анализ вновь проектируемых ТП следует проводить для ТП изготовления деталей с целью:
определения номинальных размеров составляющих звеньев технологических размерных цепей и корректировки ТП;
расчета коэффициентов запаса точности для замыкающих звеньев.
2.5.1. Методы расчета размерных цепей - по ГОСТ 16320-80 и ГОСТ 19415-74.
Таблица 1
|
Этапы разработки и внедрения ТП |
Виды работ по отработке на надежность ТС |
Основные документы, используемые при выполнении работ по отработке на надежность ТС |
Документы, в которых регистрируются результаты работ по отработке на надежность ТС |
|
|
1. |
Анализ исходных данных для разработки технологического процесса |
Подготовка данных о надежности ТС-аналогов |
ГОСТ 14.408-83, ГОСТ 14.413-80, ГОСТ 14.301-83, ГОСТ 14.303-73, отраслевая НТД и стандарты предприятия, регламентирующие порядок сбора и обработки информации о надежности ТС, технические условия на СТО |
Таблицы исходных данных |
|
2. |
Составление технологического маршрута. Разработка технологических операций |
Размерный анализ ТП. изготовления деталей Анализ точности технологических операций Анализ производительности ТС процессов |
ГОСТ 16.307-74, ГОСТ 27.202-83, ГОСТ 16320-80, ГОСТ 19415-74, ГОСТ 19416-74, методики размерного анализа ТП, анализа точности ТО, анализа производительности ТС |
Технический отчет, карты информации о надежности ТС |
|
3. |
Нормирование технологического процесса |
Оценка и контроль надежности ТС |
ГОСТ 27.202-83, ГОСТ 27.203-83, ГОСТ 27.204-83, отраслевая НТД и стандарты предприятия, регламентирующие показатели надежности ТС и методы их оценки |
Карты информации о надежности ТС, операционные карты ТП |
|
4. |
Расчет экономической эффективности технологического процесса |
Анализ ТС по комплексным показателям надежности и эффективности |
Методика анализа ТС по комплексным показателям надежности к эффективности |
Технический отчет, карты информации о надежности ТС |
|
5. |
Передача в производство разработанного ТП |
Контроль выполнения требований к надежности ТС разработанного ТП по результатам изготовления и испытания изделий (головной или контрольной серий) |
ГОСТ 27.410-83, ГОСТ 14.003-74 |
Акт приемки ТП |
Примечание. В таблице указаны этапы разработки ТП по ГОСТ 14.301-83 и внедрения по ГОСТ 14.003-74, связанные с проведением отработки на надежность.
2.5.2. Методика размерного анализа ТП дана в справочном приложении 2.
2.6. Анализ точности технологических операций следует приводить с целью выявления основных факторов, влияющих на точность операции и установления требований к этим факторам.
2.6.1. Методика анализа ТО для вновь проектируемых ТП дана в справочном приложении 3.
2.7. Анализ производительности ТС процессов следует производить с целью определения оптимального состава и объема резервирования ТС.
2.7.1. Методика анализа производительности ТС процессов дана в справочном приложении 4.
2.8. Анализ ТС по комплексным показателям надежности и эффективности следует проводить с целью:
оценки влияния ТС операций и ТС отдельных процессов на надежность ТС изготовления изделия в целом с учетом зависимости между отказами на последовательно выполняемых операциях;
принятия решений о необходимости повышения надежности ТС и составляющих ТС операций.
2.8.1. Методика анализа ТС по комплексным показателям надежности и эффективности дана в справочном приложении 5.
2.9. В зависимости от результатов работ по отработке на надежность на этапах 3 - 5 табл. 1 следует переходить к выполнению очередного этапа или пересматривать решения, принятые на предыдущих этапах.
3. ОТРАБОТКА НА НАДЕЖНОСТЬ ДЕЙСТВУЮЩИХ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ ПРОЦЕССОВ
3.1. Состав работ по отработке на надежность действующих ТС следует устанавливать из числа работ, указанных в табл. 2. При этом отдельные виды работ могут не производиться.
3.2. Для ТС, признанных работоспособными (в случае, когда значения всех нормируемых показателей надежности соответствуют установленным требованиям), работы по п. 2 - 4 табл. 2 не производятся.
3.3. Анализ надежности ТС по параметрам качества изготовляемой продукции, производительности и затрачиваемых ресурсов может содержать:
размерный анализ ТП изготовления деталей;
анализ точности ТО;
определение периодичности подналадки оборудования;
анализ результатов контроля технологической дисциплины;
анализ производительности ТС;
анализ ТС по комплексным показателям надежности и эффективности;
анализ расхода ресурсов и др.
Таблица 2
|
Основные документы, используемые при выполнении работ |
Документы, в которых регистрируются результаты работ |
|
|
1. Оценка и контроль надежности ТС |
ГОСТ 27.202-83, ГОСТ 27.203-83, ГОСТ 27.204-83, отраслевая НТД и стандарты предприятия, регламентирующие показатели надежности ТС и методы их оценки |
Сводка показателей надежности ТС |
|
2. Анализ надежности ТС по параметрам производительности и качества изготовляемой продукции |
ГОСТ 16.307-74, ГОСТ 27.202-83, ГОСТ 16320-80, ГОСТ 19415-74, ГОСТ 19416-74, методики анализа точности ТО, производительности ТС, размерного анализа ТС, анализа ТС по комплексным показателям надежности и эффективности |
Карты информации о надежности ТС |
|
3. Разработка мероприятий по повышению надежности и эффективности ТС |
НТД и методические материалы по повышению надежности и эффективности ТС |
План мероприятий по повышению надежности и эффективности ТС |
|
4. Внедрение и контроль эффективности мероприятий |
ГОСТ 27.202-83, ГОСТ 27.204-83, ГОСТ 27.410-83, отраслевая НТД и стандарты предприятий |
Технический отчет. Сводка показателей надежности ТС |
Примечание. Перечень рекомендуемых нормативно-технических документов и методических материалов по повышению надежности и эффективности ТС дан в справочном приложении 7.
3.4. К числу возможных организационно-технических мероприятий по повышению надежности и эффективности ТС относятся:
уточнение номенклатуры и объема ЗИП на средства технологического оснащения;
определение оптимальных объемов межоперационных заделов и запасов предметов производства;
выбор оптимальных способов резервирования средств технологического оснащения;
составление алгоритмов управления ТС и перераспределения ресурсов на случай выхода из строя ее отдельных элементов;
оптимизация стратегий технического обслуживания и ремонта средств технологического оснащения;
уточнение требований к качеству материалов и заготовок;
мероприятия по повышению технологической дисциплины;
замена, модернизация или ремонт средств технологического оснащения;
изменение периодичности подналадок технологического оборудования и т.д.
3.5. Порядок внедрения и контроля эффективности мероприятий по повышению надежности ТС следует регламентировать в отраслевой НТД и стандартах предприятия.
ПРИЛОЖЕНИЕ 1
Справочное
РЕКОМЕНДАЦИИ ПО ВЫБОРУ НОМЕНКЛАТУРЫ И ОПРЕДЕЛЕНИЮ ЧИСЛЕННЫХ ЗНАЧЕНИЙ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
1. При отработке на надежность разрабатываемых и действующих ТС, а также при формировании производственной программы и оперативном управлении производством наряду с показателями безотказности, долговечности, ремонтопригодности и сохраняемости, выбираемыми по ГОСТ 27.003-83, используют также представленные в табл. 1 показатели, отражающие специфику ТС.
2. Для определения численных значений показателей надежности ТС, указанных в табл. 1 должны быть заданы:
критерии отказов и предельных состояний (для показателей 4 - 11 табл. 1);
интервал времени, за который определяется искомый показатель;
метод оценки или задания норм показателя надежности.
2.1. Критерии отказов и предельных состояний следует устанавливать в соответствии с видами неработоспособного состояния по табл. 2.
2.2. В зависимости от этапа разработки или эксплуатации и вида ТС показатели их надежности могут определяться за:
цикл функционирования ТС (интервал календарного времени от начала до окончания периодически повторяющегося процесса функционирования ТС);
период изготовления одной производственной партии (определение производственной партии - по ГОСТ 14.004-83);
период выполнения установленного задания (объема работ, серии изделий и т.п.);
определенный календарный промежуток времени;
срок службы ТС.
2.3. Методы оценки показателей надежности ТС выбирают в соответствии с ГОСТ 27.202-83 - ГОСТ 27.204-83.
2.3.1. Нормы показателей надежности ТС должны быть не ниже норм, установленных директивными документами, увязаны с нормами показателей надежности ТС более высокого уровня, в которую входит данная ТС, нормами показателей надежности средств технологического оснащения. Они также должны быть технико-экономически обоснованными или оптимальными с учетом занимаемой производственной площади, трудоемкости обслуживания ТС, производительности, качества изготовляемой продукции и расхода ресурсов и взаимоувязаны с периодичностью операций технического обслуживания и ремонта.
2.3.2. При регламентации показателей надежности ТС допускается задавать нормы дифференцированно по:
наработке (ресурсу, сроку службы), в течение которой значение параметров или показателей качества изготовляемой продукции соответствуют установленным требованиям;
наработке (ресурсу, сроку службы), в течение которой значение параметров производительности (ритм выпуска, номинальная или цикловая производительность и т.п.) соответствуют установленным требованиям;
ресурсу (сроку службы), в течение которого значения параметров материальных или стоимостных затрат на изготовление продукции соответствуют установленным требованиям.
2.3.3. Нормы показателей надежности устанавливают применительно к режимам и условиям эксплуатации ТС. Допускается выбирать несколько номинальных режимов и условий эксплуатации и устанавливать требования к надежности дифференцированно по каждому режиму и условиям эксплуатации.
Таблица 1
|
Обозначение |
Определение |
Условия применения |
|
|
Назначенная наработка до подналадки |
Tн |
Для ТС операций, выполняемых на автоматическом (полуавтоматическом) оборудовании |
|
|
Коэффициент точности |
Kт |
||
|
Коэффициент запаса точности |
Kз.т |
||
|
Вероятность выполнения задания по j-му параметру изготовляемой продукции (m параметрам) |
Pkj (Pk1...m) |
При выборе технологических маршрутов и режимов обработки в массовом и крупносерийном производстве в случае, если дефекты, возникающие при изготовлении изделий (деталей , узлов) могут привести к значительному материальному ущербу |
|
|
Вероятность выполнения задания по объему выпуска продукции i-го наименования (n наименований) |
Pзi (Pз1...n) |
При оперативном управлении массовым и крупносерийным производством |
|
|
Коэффициент выполнения задания по объему выпуска продукции i-го наименования |
Kв.зi |
|
|
|
Коэффициент выхода годной продукции |
Kв.г |
При оценке надежности ТС по параметрам изготовляемой продукции в массовом и серийном производстве |
|
|
Коэффициент сохранения производительности |
Kс.п |
Для ТС процессов с целью контроля средней производительности вновь проектируемых ТС и при формировании и корректировке производственных программ для действующих ТС |
|
|
Коэффициент расхода j-го вида материальных затрат |
Kр.рi |
Для ТС процессов и подразделений при оперативном управлении производством и анализе эффективности эксплуатации ТС |
|
|
Коэффициент потерь |
Kп |
Отношение потерь материальных ресурсов из-за отказов ТС в стоимостном выражении в расчете на единицу продукции к себестоимости изготовления продукции на данной ТС за рассматриваемый интервал времени |
Для ТС процессов и подразделений при оперативном управлении производством и анализе эффективности эксплуатации ТС |
|
Коэффициент использования |
Kи |
Для ТС операций при анализе эффективности эксплуатации ТС для ориентировочной оценки надежности действующих систем по данным, регистрируемым в процессе управления производством |
Таблица 2
|
Критерии отказов и предельных состояний |
|
|
Неработоспособное состояние по параметрам продукции |
Выход одного из показателей качества изготовляемой продукции за установленные пределы; выход параметров или режимов технологического процесса (операции) за установленные границы |
|
Неработоспособное состояние по производительности |
Снижение производительности (номинальной или цикловой) ниже установленного уровня; невыполнение производственного задания по объему изготовляемой продукции; прекращение функционирования ТС, обусловленное отказом средств технологического оснащения; превышение нормативных величин длительности простоя при восстановлении работоспособного (исправного) состояния, техническом обслуживании, смене инструмента, подналадке, переходе на изготовление новых объектов и т.д. |
|
Неработоспособное состояние по затратам |
Увеличение трудоемкости технического обслуживания и ремонта ТС сверх нормативного (технико-экономически обоснованного) значения; превышение установленных нормативов по трудоемкости изготовления продукции из-за неудовлетворительного состояния ТС, включая затраты, связанные с появлением и устранением брака; превышение установленных норм расхода материалов, инструмента, энергетических и других ресурсов |
ПРИЛОЖЕНИЕ 2
Справочное
МЕТОДИКА РАЗМЕРНОГО АНАЛИЗА ТП
1. При проведении размерного анализа ТП в качестве исходной информации используют следующие характеристики:
ωi - поле рассеяния i-го составляющего звена размерной цепи;
Тi - допуск на i-e составляющее звено;
ТΔ - допуск на замыкающее звено;
![]() - соответственно, верхнее и
нижнее предельные значения замыкающего звена.
- соответственно, верхнее и
нижнее предельные значения замыкающего звена.
2. Размерный анализ вновь проектируемого ТП проводят, как указано в п. 2.1 - 2.3.
2.1. Выбирают метод расчета размерных цепей: вероятностный метод или метод максимума-минимума.
Выбор метода расчета размерных цепей при размерном анализе ТП зависит от целей расчета, характера решаемых задач, наличия информации о законах рассеяния погрешностей, требуемой точности получаемых результатов и т.п.
Вероятностный метод расчета размерных цепей является предпочтительным, т.к. позволяет более объективно оценить уровень надежности ТС и решать задачи оптимизации ТП.
Метод максимума-минимума используют при отсутствии данных о законах рассеяния погрешностей звеньев, а также в случае больших запасов точности замыкающих звеньев.
2.2. Проводят размерный анализ для разработки операций.
Задачей размерного анализа, выполняемого на данном этапе, является определение размеров исходной заготовки и размеров, выполняемых на переходах предварительной обработки, обеспечивающих выполнение требований по точности для параметров, заданных в конструкторской документации.
Анализ проводят, как указано в п. 2.2.1 - 2.2.14.
2.2.1. Анализируют факторы, влияющие на погрешность каждого выполняемого на операции размера и задают допуск размера, верхнее и нижнее отклонения.
2.2.2. Для всех промежуточных припусков регламентируют предельные размеры.
2.2.3. Выявляют параметры деталей (размеры, заданные в конструкторской документации и припуски, регламентированные при разработке операции), получаемые как замыкающие звенья технологических цепей, составляют схемы размерных цепей и записывают уравнения цепей в соответствии с ГОСТ 16320-80.
В уравнение включают составляющие звенья с известными номинальными размерами и предельными отклонениями, а также неизвестные (определяемые звенья), у которых предельные отклонения заданы, а номинальный размер подлежит определению путем расчета размерных цепей. Определяемыми звеньями являются размеры, выдерживаемые при выполнении переходов предварительной обработки, а также технологические размеры, выдерживаемые при выполнении переходов окончательной обработки, но не заданные в конструкторской документации.
2.2.4. Из составленных размерных цепей выбирают цепь с одним определяемым размером и определяют поле рассеяния ωΔ замыкающего звена этой цепи по ГОСТ 19415-74 при вероятностном методе или по ГОСТ 16320-80 при методе максимума-минимума. При расчетах ωΔ принимают поле рассеяния погрешностей составляющих звеньев ωi равным полю допуска Ti, назначенному по п. 2.2.1.
2.2.5. Определяют запас точности замыкающего звена по формуле
где TΔ - допуск замыкающего размера.
Если окажется, что V < 0, то производят корректировку ТП.
2.2.6. Определяют средний размер замыкающего звена AиΔср, который используют как исходный для расчета цепи.
Расчетную формулу для определения AиΔср выбирают в зависимости от того, какое расположение поля рассеяния замыкающего звена относительно его поля допуска является предпочтительным.
Для того, чтобы поле допуска и поле рассеяния совпадали по нижним границам, расчет ведут по формуле
где ApΔmin - нижнее предельное значение замыкающего звена.
Для того, чтобы поле допуска и поле рассеяния совпадали по верхним границам, используют формулу
где ApΔmax - верхнее предельное значение замыкающего звена.
Для того, чтобы обеспечить совпадение середины поля допуска с серединой доля рассеяния используют формулу
AиΔср = (ApΔmin + ApΔmax)/2. (4)
2.2.7. Определяют средние размеры известных составляющих звеньев по формуле
где Ai - номинальный размер i-го звена;
Δвi, Δнi - его верхнее и нижнее предельные отклонения.
2.2.8. Находят средний размер определяемого звена по формуле
где xопр, xi - передаточные отношения, соответственно, определяемого и i-го звена по ГОСТ 16320-80;
m - количество звеньев размерной цепи.
2.2.9. Определяют номинальный размер определяемого звена по формуле
где ![]() - верхнее и нижнее
предельные отклонения определяемого звена.
- верхнее и нижнее
предельные отклонения определяемого звена.
2.2.10. Округляют (в случае необходимости) полученное значение номинального размера Аопр и получают округленное значение Аокр. При округлении руководствуются следующими правилами.
Если при расчете цепи исходный размер AиΔср замыкающего звена определен по формуле (2), то округление номинальных размеров увеличивающих звеньев необходимо производить в сторону увеличения, а уменьшающих - в сторону уменьшения. Допустимое изменение размера при округлении не более V - запаса точности замыкающего звена, определенного по п. 2.2.5.
Если при расчете цепи размер AиΔср определен по формуле (3), то округление номинальных размеров увеличивающих звеньев необходимо производить в сторону уменьшения, а уменьшающих - в сторону увеличения. Допустимое изменение размера при округлении не более V.
Если при расчете цепи размер AиΔср определен по формуле (4), то округление номинального размера возможно в любую сторону. Допустимое изменение размера не более V/2.
2.2.11. Определяют величину внесенной при округлении коррекции размера по формуле
2.2.12. Проверяют условие
или
в зависимости от принятого правила округления по п. 2.2.10. Если условие (9) или (10) не выполняется, отказываются от округления или производят корректировку ТП.
2.2.13. Округленный номинальный размер с принятыми при разработке операции предельными отклонениями заносят в технологические документы и используют как известный размер при расчете других размерных цепей.
2.2.14. Повторяют п. 2.2.4 - 2.2.13 для всех размерных цепей, составленных по п. 2.2.3.
2.3. Проводят размерный анализ разработанного ТП.
Задачей размерного анализа разработанного ТП является определение регламентируемых значений коэффициентов запаса точности по нижней и верхней границе замыкающих звеньев (параметров, заданных в КД) KнV и KвV.
Анализ проводят, как указано в п. 2.3.1 - 2.3.7.
2.3.1. Определяют координату середины поля рассеяния замыкающего звена ΔωΔ в соответствии с ГОСТ 19415-74 (при вероятностном методе) или с ГОСТ 16320-80 (при методе максимума-минимума).
2.3.2. Определяют исполнительный номинальный размер замыкающего звена А'Δном = АΔ в соответствии с ГОСТ 16320-80, используя уравнение размерной цепи.
2.3.3. Определяют исполнительные средний А'Δср, наименьший А'Δmin и наибольший А'Δmax размеры замыкающего звена по формулам:
2.3.4. Определяют коэффициенты запаса точности KнV по нижней и KвV верхней границе поля допуска по формулам
где ТΔ - допуск замыкающего звена
TΔ = ApΔmax - ApΔmin.
2.3.5. В случае, если задано нормативное значение коэффициента точности Kpт, определяют для замыкающего звена:
Если Kpт < KTΔ, то производят корректировку ТП. Если Kpт ≥ KTΔ, то выполняют п. 2.3.6.
2.3.6. Регламентируют полученные значения KнV и KвV карте информации о надежности ТП.
2.3.7. Повторяют п. 2.3.1 - 2.3.6 для всех замыкающих звеньев размерных цепей, составленных по п. 2.2.3.
2.4. Пример. Определить номинальный размер A1 составляющего звена технологической размерной цепи по чертежу и рассчитать коэффициенты запаса по нижней и верхней границе замыкающего звена KнV и KвV.
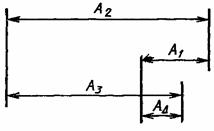
Исходные данные:
АΔ - замыкающее звено размерной цепи (цементированный слой после механической обработки);
АpΔmin = 0,7 мм; АpΔmax = 1,3 мм;
А2 и A3 - линейные размеры до и после механической обработки цементированной поверхности;
А3 = 85,32-0,22; A3 = 85-0,087;
A1 - цементированный слой до механической обработки;
Δвi = +0,1; Δнi =-0,1;
законы рассеяния погрешностей размеров неизвестны;
нормативные значения коэффициентов точности не заданы.
2.4.1. Расчет номинального размера звена Ai производим в соответствии с п. 2.2.3 - 2.2.12.
Записываем уравнение размерной цепи, приведенной на черт. 1, в соответствии с ГОСТ 16320-80
AΔ = A1 - A2 - A3.
Так как данных о законах рассеяния погрешностей нет, то в соответствии с п. 2.1. принимаем для расчета цепи метод максимума-минимума и определяем ωΔ в соответствии с п. 2.2.4 по формуле
![]() = 0,2 + 0,22 + 0,887
= 0,507 мм
= 0,2 + 0,22 + 0,887
= 0,507 мм
Определяем запас точности замыкающего звена по п. 2.2.5
V = 0,6 - 0,507=0,093 мм.
Так как V > 0, то корректировка ТП не требуется.
Определяем средний размер замыкающего звена для расчета цепи в соответствии с п. 2.2.6, из условия совпадения середины поля допуска с серединой поля рассеяния
AиΔср = (0,7 + 1,3)/2 = 1 мм.
Определяем средние размеры известных составляющих звеньев по п. 2.2.7.
А2ср = 85,32 + (0 - 0,22)/2 = 85,21 мм;
А3ср = 85 + (0 - 0,087)/2= 84,9565 мм.
Определяем средний размер составляющего звена А1ср = Aопр в соответствии с п. 2.2.8
![]() = 1 + 85,21 - 81,9535
= 1,2535 мм.
= 1 + 85,21 - 81,9535
= 1,2535 мм.
Определяем искомый номинальный размер A1 = Aопр по п. 2.2.9
Aопр = 1,2535 - (+0,1 - 0,1)/2 = 1,2535 мм.
Округляем полученное значение по п. 2.2.10 и принимаем
Аокр = 1,3 мм.
Определяем величину Kокр по п. 2.2.11
Kокр = 1,3 - 1,2535 = 0,0465 мм.
Проверяем условие Kокр ≤ V/2 по п. 2.2.12
V/2 = 0,093/2 =0,0165 мм, т.е. Kокр = V/2.
Так как условие выполняется, то корректировка ТП не требуется.
2.4.2. Расчет коэффициентов KнV и KвV производим в соответствии с п. 2.3.1 - 2.3.4.
Определяем координату середины поля рассеяния ΔωΔ в соответствии с ГОСТ 16320-80 по формуле
![]() = 0 + 0,11 - 0,044 = 0,0663 мм.
= 0 + 0,11 - 0,044 = 0,0663 мм.
Определяем исполнительный номинальный размер замыкающего звена по п. 2.3.2
![]() = 1,3 - 85,32 + 85 = 0,98 мм.
= 1,3 - 85,32 + 85 = 0,98 мм.
Определяем исполнительные средний, наименьший и наибольший размеры замыкающего звена по п. 2.3.3
А'Δср = 0,98 + 0,066 = 1,046,
А'Δmin = 1,046 - 0,507/2 = 0,792,
А'Δmax = 1,046 + 0,507/2 = 1,299.
Определяем коэффициенты KнV и KвV по п. 2.3.4
KнV = (0,792 - 0,7)/0,6 = 0,153.
KвV = (1,3 - 1,299)/0,6 = 0,002.
Установленные значения коэффициентов KнV и KвV следует записать в карту информации о надежности ТП и использовать как нормативные при отработке на надежность действующего ТП.
3. Размерный анализ действующего ТП проводят, как указано в п. 3.1 - 3.6.
3.1. Выбирают метод расчета размерных цепей: или использовавшийся ранее при проектировании ТП или, в общем случае, по п. 2.1.
3.2. Составляют номенклатуру параметров операций, для которых проводится размерный анализ.
При составлении номенклатуры следует учитывать результаты анализа ТП по критериям надежности и эффективности.
3.3. По каждому рассматриваемому параметру составляют схему технологической размерной цепи.
3.4. Для составляющих звеньев цепи оценивают по ГОСТ 19416-74
фактические величины полей рассеяния ![]() .
.
3.4.1. В случае использования вероятностного метода расчета
определяют дополнительно
значения коэффициентов ![]() и
и ![]() .
.
3.5. Определяют фактические значения коэффициентов запаса ![]() и
и ![]() по ГОСТ 19415-74, полагая
по ГОСТ 19415-74, полагая ![]() ,
, ![]()
![]()
3.6. Проверяют условие
 (
(3.6.1. Если условие (17) выполняется, то точность ТП по рассматриваемому параметру следует считать удовлетворительной. В противном случае, разрабатывают мероприятия по повышению точности.
ПРИЛОЖЕНИЕ 3
Справочное
МЕТОДИКА АНАЛИЗА ТОЧНОСТИ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
1. Анализ точности ТО проводят для операций, на которых формируются параметры, определяющие эксплуатационные свойства продукции.
2. Анализ точности ТО может включать:
определение точностных характеристик (параметров точности) ТС;
анализ факторов, определяющих точностные характеристики ТС;
оценку точности ТС;
расчет допусков на настройку автоматического оборудования;
выбор метода регулирования ТП и статистического метода приемочного контроля;
определение контрольных границ для параметров ТС.
2.1. Определение точностных характеристик производят:
в соответствии с ГОСТ 27.202-83 (определение полей рассеяния, центров рассеяния и средних квадратических отклонений контролируемых параметров);
в соответствии с ГОСТ 19415-74 и ГОСТ 19416-74 (определение коэффициентов относительной асимметрии и относительного рассеяния контролируемых параметров).
2.2. Анализ факторов, определяющих точностные характеристики ТС и степени их влияния производят методами корреляционного и регрессионного анализа и методами теории планирования эксперимента.
2.3. Оценку точности ТО следует проводить в соответствии с ГОСТ 27.202-83.
2.4. Методы расчета допусков на настройку - по ГОСТ 16.308-75.
2.5. Выбор метода регулирования ТП и статистического метода приемочного контроля - по ГОСТ 23853-79.
2.6. Определение контрольных границ параметров ТС.
2.6.1. При определении контрольных границ параметра ТС в составе исходных данных используют:
ωi - составляющая погрешности контролируемого параметра изделия, обусловленная действием i-го основного фактора и соответствующая размаху его варьирования (размах варьирования фактора - по ГОСТ 24026-80);
Т - допуск на контролируемый параметр изделия;
Kт - регламентированное значение коэффициента точности для контролируемого параметра изделия по ГОСТ 27.202-83.
2.6.2. Расчет контрольных границ параметров проектируемой ТС проводят, как указано в п. 2.6.2.1 - 2.6.2.5.
2.6.2.1. Определяют верхнее и нижнее предельные значения параметра ТС Хв и Хн, обеспечивающие заданные свойства (параметры) изделия.
2.6.2.2. Анализируют основные факторы, определяющие точность обработки изделия.
К числу основных факторов относят:
параметры элементов технологического комплекса (технологический комплекс - по ГОСТ 27.004-85);
физико-механические и химические свойства предметов производства;
параметры и свойства рабочей среды (состав смазочно-охлаждающей жидкости, запыленность воздуха и т.д.) и др.
2.6.2.3. Определяют расчетное значение суммарной погрешности по рассматриваемому параметру ТС с использованием метода элементарных погрешностей по ГОСТ 27.202-83.
2.6.2.4. В случае, если задано нормативное значение коэффициента точности Kт по контролируемому параметру, определяют его расчетное значение Kт.ф по ГОСТ 27.202-83 и проверяют условие:
Если условие (1) выполняется, ТС считают удовлетворяющей требованиям точности. В противном случае, производят корректировку ТП с целью уменьшения влияния составляющих погрешностей.
2.6.2.5. Рассчитывают верхнюю и нижнюю контрольные границы:
![]() (3)
(3)
и записывают их в технологической документации (технологических инструкциях, операционных картах, картах информации о надежности ТС и т.д.).
2.6.3. Пример. Провести для вновь проектируемой ТС анализ контрольных границ температуры нагрева зубчатого колеса при науглероживании в шахтной печи из условия обеспечения твердости поверхностного слоя HRC 54...62.
2.6.3.1. Исходные данные. В соответствии с нормативами указанная твердость поверхностного слоя обеспечивается при температуре нагрева детали от 1010 до 1050 °С.
В состав основных факторов, определяющих заданную температуру нагрева входят:
собственная погрешность термопары ω1 = 7,72 °С;
собственная погрешность измерительного прибора (потенциометра) ω2 = 2 °С;
погрешность термопары за счет изменения температуры окружающего воздуха ω3 = 3 °С;
погрешность считывания показаний потенциометра ω4 = 1 °С;
перепад температур в рабочем пространстве печи ω5 = 20 °С;
погрешности распределены по нормальному закону.
Дальнейший анализ проводим в соответствии с п. 2.6.2.3 - 2.6.2.5.
2.6.3.2. Определяем суммарную погрешность δΣ.
Выражение для расчета б2 в соответствии с ГОСТ 27.202-83 имеет вид
![]() (4)
(4)
где λ1...λ5 - коэффициенты относительного рассеяния по ГОСТ 19415-74;
K - коэффициент риска, выбираемый в зависимости от принятого риска Р, связанного со значением функции Лапласа Ф(K) формулой
Определяем значения коэффициентов λ1...λ5 для нормально распределенных погрешностей ω1...ω5 в соответствии с ГОСТ 19415-74:
λ1 = λ2 =... = λ5 = 0,111. (6)
Принимаем в соответствии с ГОСТ 27.202-83 риск Р = 0,1 % и определяем значение коэффициента K в соответствии с выражением (5):
Определяем с учетом (6) и (7) суммарную погрешность δΣ
![]() = 23,85 °С (8)
= 23,85 °С (8)
2.6.3.3. Принимаем Kт = 1 (так как нормативное значение не задано) и рассчитываем контрольные границы по выражениям (2) и (3)
Хкв = 1050 - 23,85/(2 · 1) ≈ 1038,1 °С,
Хкн = 1010 + 23,85/(2 · 1) ≈ 1021,9 °С.
ПРИЛОЖЕНИЕ 4
Справочное
МЕТОДИКА АНАЛИЗА ПРОИЗВОДИТЕЛЬНОСТИ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
1. Общие положения
1.1. Анализ производительности ТС проводится с целью обеспечения требуемой производительности путем выбора основных и резервных единиц технологического оборудования и организации межоперационных накопителей.
Методика анализа производительности содержит методику оптимизации структуры ТС и методику расчета коэффициента сохранения производительности.
1.2. При проведении анализа производительности ТС с поточной организацией производства используют следующие исходные данные:
m - количество операций, составляющих ТС;
Kгi - коэффициент готовности единицы оборудования, выполняющего i-ю операцию (i = 1, 2..., m),
tштi - штучное время на i-й операции;
Соi - стоимость единицы оборудования, выполняющего i-ю операцию;
tн - норма времени восстановления работоспособного состояния оборудования данной ТС;
Vmaxi - максимальный объем накопителя или максимальное количество предметов производства, которое может накапливаться на выходе ТС i-й операции в качестве межоперационного задела;
N1 - количество предметов производства, которое может быть размещено на 1 м2 накопителя;
С1 - стоимость 1 м2 производственной площади.
Примечания:
1. Операции должны быть пронумерованы в последовательности их выполнения.
2. Для вновь проектируемых ТС величину tв допускается определять по выражению
![]()
где tвi - среднее время восстановления, оборудования, выполняющего i-ю операцию.
2. Методика оптимизации структуры ТС
Оптимизацию структуры ТС, обеспечивающей требуемую производительность Qтр, производят как указано в п. 2.1 - 2.7.
2.1. Определяют начальные (минимальные) значения количества оборудования, выполняющего i-ю операцию из условия обеспечения ею требуемой производительности Qтр
 (
(где [х] - символ целой части от величины х (наибольшее целое число, не превосходящее х).
2.2. Определяют номинальную производительность ТС (при отсутствии отказов)
 (2)
(2)
2.3. Определяют среднюю производительность ТС с минимальной структурой (без резервирования оборудования и накопителей)
и проверяют условие
2.4. В случае, если условие (5) не выполняется, то в структуре ТС предусматривают дополнительные элементы: межоперационные накопители и (или) резервное технологическое оборудование.
Выбор оптимальной избыточной структуры ТС производится путем интеграционной многошаговой процедуры. При этом на каждом шаге рассматривают три варианта повышения средней производительности ТС:
введение межоперационных накопителей по п. 2.4.1;
резервирование оборудования на операции, лимитирующей производительность ТС («узкое место») по п. 2.4.2;
введение дополнительного оборудования по критерию локальной эффективности (на уровне операций) по п. 2.4.3.
2.4.1. Организация межоперационных накопителей.
Оптимальную структуру межоперационных накопителей (количество накопителей, их объемы и место расположения) определяют по п. 2.4.1.1. - 2.4.1.3.
2.4.1.1. Выбирают вариант структуры межоперационных накопителей.
На первом шаге оптимизации структуры ТС выбирают 1-й вариант реализации накопителей по табл. 1.
Таблица 1
Оптимальные варианты реализации накопителей
|
Количество накопителей в структуре ТС N |
Код накопителя d |
|
|
1 |
1 |
1. |
|
2 |
1 |
2. |
|
3 |
3 |
1.2.1. |
|
4 |
3 |
1.3.1. |
|
5 |
3 |
2.3.2. |
|
6 |
7 |
1.2.1.3.1.2.1. |
Примечание. Код накопителей имеет N разрядов. Каждый j-й разряд кода соответствует порядковому номеру накопителя (по ходу технологического процесса), а стоящая в нем цифра dj связана с оптимальным объемом j-го накопителя Vоптj, выражением
Vотрj = dj · 60 · Qн · tв. (6)
Если на предыдущем шаге оптимизации был реализован i-й вариант структуры накопителей, то в соответствии с табл. 1 выбирают (i + 1)-й вариант.
2.4.1.2. Определяют номера операций, после которых организуют накопители. При N = 1 ТС принимают за один исходный участок с жесткой связью и делят его на два участка, между которыми организуют накопитель. При N > 1 каждый полученный в предыдущих вариантах участок делят в свою очередь еще на два участка и т.д. Номер nc операции, после которой ставят накопитель, определяют из условия равных потерь производительности участков по соотношению
где na и nв - номера первой и последней операции исходного участка.
или из выражения
где

При N = 1 полагают nа = 1 и nв = m.
2.4.1.3. Ранжируют номера операций, после которых организуются накопители, в порядке возрастания и обозначают их символами Sj (j = 1, N) и определяют объем каждого j-го накопителя по выражению
 (9)
(9)
2.4.1.5. Определяют среднюю производительность ТС по формуле
где Kс.п - коэффициент сохранения производительности, вычисляемый в соответствии с п. 3 данного приложения.
2.4.2. Резервирование оборудования на операции, лимитирующей производительность ТС («узкое место»).
2.4.2.1. Дополнительная единица оборудования вводится на k-й операции. Номер k этой операции выбирают из условия
 (
(В этом случае среднюю производительность ТС определяют по формуле
 (12)
(12)
2.4.3. Резервирование оборудования по критерию локальной эффективности.
2.4.3.1. Дополнительная единица оборудования вводится на l-й операции, номер которой определяют из условия
В этом случае среднюю производительность ТС определяют по формуле
![]()
Примечание. Если в предыдущих вариантах оптимизации были реализованы накопители, то при выполнении п. 2.4.2 на 2.4.3 среднюю производительность определяют в соответствии с п. 2.4.1.31 по формуле (10), полагая при этом, что Kгi = l (i = k, l).
2.5. Определяют эффективность каждого из рассматриваемых в п. 2.4.1 - 2.4.3 вариантов
где ΔQср = Qср - Qmin - приращение средней производительности ТС;
 (16)
(16)
V", V' - сумма объемов накопителей, реализованных на данном и предыдущем шагах оптимизации соответственно.
2.6. Реализуют вариант, который обеспечивает максимальную эффективность
и проверяют условие обеспечения требуемой производительности
2.7. В случае, если условие (18) не выполняется, совершают следующий шаг оптимизации структуры ТС, т.е. вновь повторяют п. 2.2 - 2.6 настоящей методики. При этом, в случае, если на предыдущем шаге на i-й операции (i = k, l) было введено дополнительное оборудование, то перед выполнением п. 2.2 полагают Kтi = 1 и ni = ni + 1.
3. Методика расчета коэффициента сохранения производительности ТС
3.1. Для расчета коэффициента сохранения производительности ТС наряду с исходными данными, указанными в п. 1.2, используют следующие данные:
N - количество накопителей, которые делят ТС на N + 1 участок с жесткой связью;
Si - номер операции,
после которой установлен накопитель ![]() ;
;
Vi - объемы накопителя
![]() ;
;
ε - требуемая точность расчета.
3.2. При проведении расчетов используют следующие обозначения:
![]() - коэффициент сохранения производительности i-го участка с
учетом вынужденных простоев (наложенных потерь) из-за отказов только предыдущих
участков;
- коэффициент сохранения производительности i-го участка с
учетом вынужденных простоев (наложенных потерь) из-за отказов только предыдущих
участков;
![]() - коэффициент
сохранения производительности i-го участка с учетом вынужденных простоев (наложенных потерь)
из-за отказов только следующих участков;
- коэффициент
сохранения производительности i-го участка с учетом вынужденных простоев (наложенных потерь)
из-за отказов только следующих участков;
P1Vi - отношение времени работы i-го участка (заполнение i-го накопителя) во время простоя (i + 1)-го участка к продолжительности этого простоя.
Р0Vi - отношение времени работы i-го участка (за счет (i - 1)-го накопителя) во время простоя (i - 1)-го участка к продолжительности этого простоя.
3.3. Определяют вспомогательные величины по п. 3.3.1 - 3.3.2.
3.3.1. Рассчитывают коэффициенты готовности каждого i-го участка
при этом полагают S0 = 0, SN+1 = m.
3.3.2. Рассчитывают относительный объем каждого i-го накопителя
3.4. Определяют коэффициент сохранения производительности в зависимости от значения величины N по п. 3.4.1 или п. 3.4.2.
3.4.1. При N = 1 коэффициент сохранения производительности определяют по формуле
Kc.п = K2(K1 + (1 - K1) · PoV), (21)
где
 (
(3.4.2. При N > 1 коэффициент сохранения производительности ТС определяют путем последовательных приближений по реккурентным формулам, указанным в п. 3.4.2.1 - 3.4.2.5.
3.4.2.1. Определяют начальные приближения (j = 1) величин ![]() по формуле
по формуле
 (
(3.4.2.2. Определяют приближенные значения ![]() j-й итерации (на первом шаге полагают j = 1) последовательно от i = N до i = 2, применяя формулы (25) - (27)
j-й итерации (на первом шаге полагают j = 1) последовательно от i = N до i = 2, применяя формулы (25) - (27)
 (25)
(25)
где ![]()
 (
(3.4.2.3. Рассчитывают приближенные значения величин ![]() следующей (j + 1)-й итерации,
используя полученные в предыдущей итерации значения
следующей (j + 1)-й итерации,
используя полученные в предыдущей итерации значения ![]() и последовательно от i = 2 до i = N + 1, применяя формулы (28) - (30)
и последовательно от i = 2 до i = N + 1, применяя формулы (28) - (30)
 (28)
(28)
где ![]()
 (
(3.4.2.4. Проверяют условие
![]() (31)
(31)
В случае, если условие (31) не выполняется, то производят следующий шаг приближений в соответствии с п. 3.4.2.2. - 3.4.2.4.
3.4.2.5. В случае, если условие (31) выполняется, то полагают
4. Пример. Определить оптимальный состав оборудования и объемы межоперационных заделов, обеспечивающих требуемую производительность ТС
Qтр = 3,6 шт./мин.
4.1. Исходные данные:
норма времени восстановления работоспособного состояния оборудования 1 ч;
стоимость 1 м2 производственной площади C1 = 800 руб.;
количество предметов производства (деталей), которое может быть размещено на 1 м2 накопителя, N1 = 200 шт.
Остальные исходные данные представлены в табл. 2.
Таблица 2
|
Штучное время tшт.i, мин |
Коэффициент готовности Kгi |
Максимальный объем накопления Vmaxi, шт. |
Стоимость единицы оборудования C0i, тыс. руб. |
|
|
1 |
0,594 |
0,991 |
2000 |
82,426 |
|
2 |
0,199 |
0,989 |
2000 |
3,064 |
|
3 |
0,500 |
0,991 |
2000 |
78,330 |
|
4 |
0,220 |
0984 |
2000 |
1,875 |
|
5 |
0,199 |
0,989 |
2000 |
3,064 |
|
6 |
0,257 |
0,983 |
2000 |
10,000 |
|
7 |
0,162 |
0,983 |
2000 |
1,042 |
|
8 |
0,120 |
0,989 |
2000 |
13,061 |
|
9 |
0,154 |
0,989 |
2000 |
1,860 |
4.2. Решение
4.2.1. Составляем вариант структуры ТС по п. 2.1. методики и выбираем начальные значения количества оборудования по условию (1). Результаты сведены в табл. 3.
Таблица 3
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
Количество единиц оборудования ni |
3 |
1 |
2 |
1 |
1 |
1 |
1 |
1 |
1 |
4.2.2. Определяем номинальную производительность ТС по формуле (2)
4.2.3. Определяем среднюю производительность ТС с минимальной структурой по формулам (3) и (4)
Qmin = Qн · Kгi = ![]() = 3,89 · 0,893 = 3,48
шт./мин.
= 3,89 · 0,893 = 3,48
шт./мин.
Qmin = 3,48 < Qтр = 3,6 шт./мин.
Условие не выполняется и поэтому выбираем оптимальный способ повышения производительности ТС.
4.2.5. Вводим накопитель в соответствии с первым вариантом табл. 1 (N = 1, d1 = l).
4.2.6. Определяем по выражению (7) номер операции, после которой целесообразно создать межоперационный задел. Такой операцией является 5-я, так как
![]()
![]()
4.2.7. Определяем объем накопителя, который необходимо поставить после 5-й операции, по выражениям (6) и (9).
V1 = Vопт1 = 60 · Qн · tв · d1 = 60 · 3,89 · 4,4 · 1 = 1027 шт.
4.2.8. Производим расчет коэффициента сохранения производительности в соответствии с п. 3.3 для ТС с одним накопителем (N = 1), объемом V1 = 1027 шт., установленным после 5-й (S1 = 5) операции.
4.2.8.1. Определяем коэффициенты готовности участков, на которые накопитель делит ТС, по формуле (19)
![]()
![]()
4.2.8.2. Определяем относительный объем накопителя по формуле (20).
![]()
4.2.8.3. Так как N = 1, то расчет коэффициента сохранения производительности производим в соответствии с п. 3.4.1.
4.2.8.3.1. Определяем значение величины q по формуле (23)
![]()
4.2.8.3.2. Определяем значение величины PoV1 по формуле (22), так как q = 1, то
![]()
4.2.8.3.3. Определяем коэффициент сохранения производительности по формуле (21)
Kс.п = 0,945[0,945 + (1 - 0,945) · 0,5]= 0,919.
4.2.9. Определяем среднюю производительность ТС с учетом введения накопителя после 5-й операции по формуле (10)
Qср = Qн ·Kс.п = 3,89 · 0,919 = 3,57 шт./мин.
4.2.10. Рассматриваем вариант резервирования оборудования на k-й операции, лимитирующей производительность ТС, в соответствии с условием (11)
Этому условию удовлетворяет 6-я операция.
4.2.10.1. Определяем среднюю производительность ТС после резервирования оборудования на 6-й операции по формуле (12)
Qср = 3,92 · 0,908= 3,56 шт./мин.
4.2.11. Рассматриваем вариант резервирования оборудования на l-й операции, для которой выполняется условие (13):
![]()
Этому условию удовлетворяет 7-я операция.
4.2.11.1. Определяем среднюю производительность ТС после резервирования оборудования на 7-й операции по формуле (14)
Qср = 3,89 · 0,908=3,53 шт./мин.
4.2.12. Определяем эффективность рассматриваемых вариантов по п. 2.5. Результаты расчетов сведены в табл. 4.
Таблица 4
|
Расчетная величина |
Номер варианта |
|||
|
наименование |
обозначение |
1 |
2 |
3 |
|
Затраты |
C, руб. |
4108 |
10000 |
1042 |
|
Приращение производительности |
ΔQср, шт./мин |
0,09 |
0,08 |
0,05 |
|
Эффективность |
Э, шт./мин. руб. |
2,2 · 10-5 |
0,8 · 10-5 |
4,8 · 10-5 |
4.2.13. Реализуем как наиболее эффективный вариант резервирования оборудования на 7-й операции, который, однако, еще не обеспечивает требуемой производительности. Поэтому в соответствии с п. 2.7.1 полагаем Kг7 = 1 и n7 = 2, после чего вновь производим анализ по п. 2.2 - 2.6 методики.
4.2.14. В результате повторного выполнения п. 2.2 - 2.6 следует, что повышение производительности ТС может быть обеспечено путем:
создания накопителя объемом 1027 шт. после 4-й операции;
резервирования оборудования на 6-й операции;
резервирования оборудования на 4-й операции.
4.2.15. Определяем эффективность рассматриваемых вариантов.
Результаты расчетов сведены в табл. 5.
Таблица 5
|
Номер варианта |
||||
|
наименование |
обозначение |
1 |
2 |
3 |
|
Затраты |
C, руб. |
4108 |
10000 |
1875 |
|
Приращение производительности |
ΔQср, шт./мин. |
0,142 |
0,09 |
0,06 |
|
Эффективность |
Э, шт./мин. руб. |
3,45 · 10-5 |
0,9 · 10-5 |
3,2 · 10-5 |
4.2.16. Реализуем наиболее эффективный вариант - создание накопителя после 4-й операции, который обеспечивает Qср = 3,62 > Qтр = 3,6.
Таким образом оптимальная структура ТС должна содержать резервное оборудование на 7-й операции и накопитель на 1027 деталей после 4-й операции.
ПРИЛОЖЕНИЕ 5
Справочное
МЕТОДИКА АНАЛИЗА НАДЕЖНОСТИ ТС ПО КОМПЛЕКСНЫМ ПОКАЗАТЕЛЯМ НАДЕЖНОСТИ И ЭФФЕКТИВНОСТИ
1. Порядок проведения анализа вновь проектируемых ТС
1.1. Выбирают показатель, характеризующий надежность ТС процесса изготовления изделия в целом, по табл. 1.
Таблица 1
|
Наименование показателя |
Обозначение |
Определение |
Условия применения |
|
Коэффициент потерь |
Kп |
В общем случае |
|
|
Вероятность выполнения задания ТС по параметрам изготовляемой продукции |
Р1...n |
В случае преобладания потерь из-за отказов по параметрам изготовляемой продукции |
|
|
Вероятность выполнения задания по объему выпуска продукции |
Р3 |
В случае преобладания потерь из-за отказов по производительности ТС |
1.2. Определяют численное значение показателя расчетным методом как указано в п. 4.
Для ТС, у которых значение показателя соответствует установленным требованиям, работы по п. 1.4 и 1.5 не производятся.
1.3. Проводят симплификацию (исключение отдельных ТС процессов и операций, не оказывающих значимого влияния на надежность ТС процесса изготовления изделия) структурной схемы ТС процесса как указано в п. 5.
1.4. Анализируют влияние значимых элементов структурной схемы на надежность ТС процесса изготовления изделия в целом и принимают решение о разработке мероприятий по повышению их надежности.
2. Порядок проведения анализа действующих ТС
2.1. Выбирают показатель, характеризующий надежность ТС процесса изготовления изделия в целом, по табл. 1.
2.2. Оценивают значение выбранного показателя для ТС процесса изготовления изделия в целом регистрационными методами как указано в п. 4.
Для ТС, у которых значение показателя, рассчитанное по п. 2.2, соответствует установленным требованиям, работы по п. 2.3 - 2.5 не производятся.
2.3. Составляют структурную схему ТС процесса изготовления изделия на уровне ТС процессов изготовления сборочных единиц и деталей как указано в п. 3.
2.4. Проводят симплификацию структурной схемы как указано в п. 5.
2.5. Анализируют влияние значимых элементов структурной схемы на надежность ТС процесса изготовления изделия в целом и принимают решение о разработке мероприятий по повышению их надежности.
2.5.1. При разработке мероприятий, в случае необходимости, детализируют структурную схему до уровня ТС операций как указано в п. 3, проводят ее анализ и оценку значимости элементов (операций) по п. 5.
3. Составление структурной схемы ТС процесса
3.1. Структурная схема ТС процесса (черт. 1) должна содержать основные элементы ТС процесса изготовления изделия (составляющие ТС процессов изготовления деталей и сборочных единиц или ТС операций), расположенные к последовательности выполнения ТП с учетом взаимных связей.
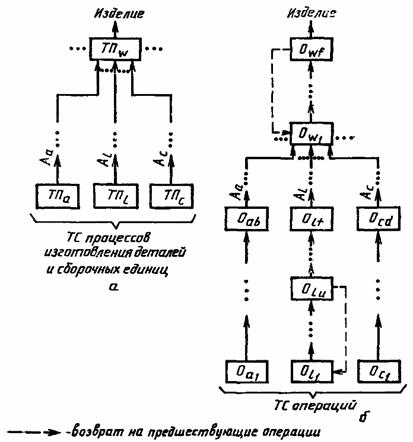
Черт. 1. Структурная схема ТС процесса изготовления изделия:
а - на уровне ТС процессов изготовления деталей и сборочных единиц; б - на уровне ТС операций; Al - l-я деталь; ТПl - ТС процесса обработки l-й детали; ТПω - ТС процесса сборки ω-й сборочной единицы (изделия); Оlu - ТС u-й операции обработки l-й детали (l = 1 ... t)
3.2. Для составления структурной схемы ТС в качестве исходных материалов используют:
чертежи изделия и входящих в него сборочных единиц и деталей;
маршрутно-материальные ведомости;
технологическую документацию на детали и сборочные единицы по ГОСТ 3.1102-74.
3.3. С целью снижения трудоемкости анализа допускается производить упрощение структурной схемы ТС путем ее агрегатирования (объединения ТС отдельных операций или процессов).
3.3.1. Агрегатирование структурной схемы ТС включает:
объединение ТС последовательно выполняемых операций, повышение надежности которых невозможно или нецелесообразно с помощью располагаемых методов и средств в один элемент схемы;
представление ТС операций (процессов), относящихся к изготовлению однотипных унифицированных деталей или сборочных единиц (например, зубчатых колес), одним элементом на схеме.
3.4. Пример. Составить структурную схему ТС процесса изготовления редуктора на уровне операций.
3.4.1. Исходные данные.
Номенклатура отдельных ТС процессов изготовления деталей и сборочных единиц редуктора и основных составляющих их ТС операций приведена в табл. 2.
Таблица 2
|
ТС составляющих операций |
|||
|
наименование |
обозначение |
наименование |
обозначение |
|
Изготовление корпуса |
ТП1 |
Литейная |
О1,1* |
|
|
Обрубка литья |
О1,2* |
|
|
|
Продольно-фрезерная |
О1,3* |
|
|
Изготовление картера |
ТП2 |
Литейная |
О2,1* |
|
|
Обрубка литья |
О2,2* |
|
|
|
Продольно-фрезерная |
О2,3* |
|
|
Изготовление крышки |
ТП3 |
Литейная |
О3,1* |
|
|
Обрубка литья |
О3,2* |
|
|
|
Продольно-фрезерная |
О3,3* |
|
|
Обработка ведущего вала-шестерни |
ТП4 |
Термообработка |
О4,1* |
|
|
Гидрокопировальная |
О4,2* |
|
|
|
Зубофрезерная |
О4,3* |
|
|
Обработка промежуточного вала-шестерни |
ТП5 |
Термообработка |
О5,1* |
|
|
Гидрокопировальная |
О5,2* |
|
|
|
Зубофрезерная |
О5,3* |
|
|
Обработка зубчатого колеса промежуточного вала-шестерни |
ТП6 |
Токарно-винторезная |
О6,1* |
|
|
Зубодолбежная |
О6,2* |
|
|
|
Слесарная |
О6,3* |
|
|
Обработка зубчатого колеса ведомого вала |
ТП7 |
Токарно-винторезная |
О7,1* |
|
|
Зубодолбежная |
О7,2* |
|
|
|
Слесарная |
О7,3* |
|
|
Обработка ведомого вала |
ТП8 |
Токарно-винторезная |
О8,1* |
|
|
Кругло-шлифовальная |
О8,2* |
|
|
Сборка и обработка блок-картера |
ТП9 |
Сборочная |
О9,1* |
|
|
Горизонтально-расточная |
О9,2* |
|
|
Изготовление корпуса в сборе |
ТП10 |
Сборочная Радиально-сверлильная |
О10,1 О10,2 |
|
Сборка комплекта ведущего вала |
ТП11 |
Сборочная |
О11,1 |
|
Сборка комплекта промежуточного вала |
ТП12 |
Сборочная |
О12,1 |
|
Сборка комплекта ведомого вала |
ТП13 |
Сборочная |
О13,1 |
|
Общая сборка редуктора |
ТП14 |
Сборочная Обкатка |
О14,1 |
* Обозначены ТС операций, выполняемых по типовой технологии.
При фрезеровании сопрягаемых плоскостей корпуса, крышки и картера, а также при обкатке редуктора имеют место возвраты продукции на предшествующие операции для устранения выявленных скрытых дефектов (литейных раковин, течи масла и повышенного уровня шума).
3.4.2. Решение.
3.4.2.1. Анализируем ТП изготовления деталей и сборочных единиц.
На общую сборку редуктора (ТП14) поступают корпус в сборе и комплекты ведущего, промежуточного и ведомого валов, собранные, соответственно, в рамках технологических систем ТП10, ТП11, ТП12 и ТП13.
Корпус в сборе состоит из блок-картера, собранного и обработанного в ТП9 и крышки, изготовленной в ТП3. При этом блок-картер собирается из корпуса и картера, изготовленных, соответственно, в ТП1 и ТП2.
Комплект ведущего вала-шестерни собирается из собственно вала-шестерни, обработанного в ТП5, и покупных изделий (колец, подшипников и т.д.), ТС процессов изготовления которых не входят в структурную схему ТС процесса изготовления редуктора.
Комплекты промежуточного и ведомого валов собираются из шестерен, обработанных, соответственно, в ТП5 и ТП6 (для комплекта промежуточного вала) и ТП8 и ТП7 (для комплекта ведомого вала) и покупных изделий.
3.4.2.2. Составляем структурную схему ТС процесса изготовления редуктора на уровне ТС процессов изготовления деталей и сборочных единиц (черт. 2,а).
3.4.2.3. Детализируем структурную схему до уровня ТС операций (черт. 2,б).
3.4.2.4. Каждую из ТС операций, выполняемых по типовой технологии:
литейная (О1,1; О2,1; О3,1), обрубка литья (О1,2; О2,2; О3,2), термообработка (О4,1; О5,1), гидрокопировальная (О4,2; О5,2), зубофрезерная (О6,3; О5,3), токарно-винторезная (О6,1; О7,1), зубодолбежная (О6,2; О7,2) и слесарная (О6,3; О7,3) - представляем одним элементом и производим агрегатирование структурной схемы ТС (черт. 2,в).
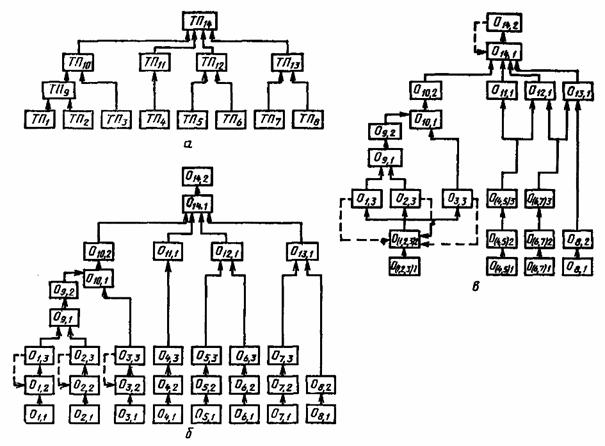
Черт. 2. Структурная схема ТС процесса изготовления редуктора:
а - на уровне ТС процессов изготовления деталей и сборочных единиц; б - на уровне ТС операций (до агрегатирования); в - на уровне ТС операций (после агрегатирования)
Обозначения элементов схемы соответствуют обозначениям на черт. 1,б. Так, например, О7,1 - ТС первой операции в составе ТС седьмого (по табл. 2) составляющего ТП. Первый индекс в скобках (например, О(4,5),2 означает, что ТС данной операции используется в составе ТС нескольких типовых ТП (в ТС 4-го и 5-го ТП по табл. 2).
4. Оценка численных значений показателей надежности ТС
Формулы для определения численных значений показателей регистрационными и расчетными методами приведены в табл. 3.
Таблица 3
|
Выражение для оценки показателя |
||
|
регистрационным методом |
расчетным методом |
|
|
Kп |
|
|
|
P1...n |
|
|
|
Р3 |
|
|
Примечания:
1. Наименования условных обозначений - по табл. 6.
2. Выражения для расчета величин В1j, B2j, B3j, характеризующих влияние отказов ТС составляющих j-х операций (процессов) на надежность ТС процесса изготовления изделия в целом, даны в табл. 4.
3. Промежутки времени n1 следует выбирать из числа принятых в системе оперативного планирования предприятия (смена, сутки, декада и т.д.) в зависимости от требуемой точности оценки по ГОСТ 11.010-81.
Таблица 4
|
Выражение для расчета величин В1j, B2j, B3j |
|
|
Kп |
|
|
P1...n |
где где (1 - P)μ,v = βμ,v(1 - Po)μ,v |
|
Р3 |
B3j = P3(Voj-1; toj-1) - P3(Voj, toj) |
Примечания:
1. Наименования условных обозначений - по табл. 6.
2. Оценку коэффициентов передачи дефектов Kп.д(vвi, Ek) и Kп.дi(vs, vs+1) производят по ГОСТ 27.202-83.
3. Оценку вероятностей выполнения задания P3(Voj-1; toj-1) и P3(Voj, toj) - производят по ГОСТ 27.204-83.
5. Симплификация структурной схемы ТС процесса
5.1. Симплификацию структурной схемы проводят путем разделения элементов на значимые и незначимые по критериям их влияния на надежность ТС процесса изготовления изделия в целом и исключения незначимых элементов, как указано в пп. 5.2 и 5.3.
5.2. Определяют численные значения величин B1j, В2j или B3j для j = 1 ... T.
5.2.1. Для действующих ТС процессов значения B1j - B3j определяют по выражениям в табл. 4 (в соответствии с выбранным для анализа показателем).
5.2.2. Для вновь проектируемых ТС процессов используют значения Bj, определяемые по п. 1.3.
5.2.3. При анализе надежности ТС по вероятности выполнения задания по параметрам изготовляемой продукции Р1...n дальнейшие работы проводят как указано в п. 5.4 - 5.8.
5.3. Задаются требуемой точностью оценки ε и исключают незначимые элементы структурной схемы ТП по одному из условий, выбираемому по табл. 5.
5.4. При анализе надежности ТС по вероятности выполнения задания по параметрам изготовляемой продукции Р1...n составляют схему формирования k-го эксплуатационного параметра по структурной схеме ТС на основании физических представлений о функционировании изделия с использованием методов функциональной взаимозаменяемости, методов теории технологической наследственности, методов размерного анализа по ГОСТ 16320-80.
5.4.1. При составлении схемы формирования эксплуатационного параметра, могут использоваться обозначения, принятые на черт. 3:
Ek - k-й эксплуатационный параметр;
5.4.2. В случае анализа надежности действующей ТС на уровне операций схему составляют путем детализации по значимым элементам схемы формирования рассматриваемого эксплуатационного параметра на уровне сборочных единиц и деталей.
5.5. Рассчитывают величины Dkμ,v по параметрам элементов, входящих в составленную схему, в соответствии с табл. 4.
5.6. Задаются требуемой точностью оценки ε (для проектируемых ТС) и исключают незначимые параметры элементов схемы формирования k-го эксплуатационного параметра изделия по одному из условий в табл. 5, в зависимости от области его применения.
Таблица 5
|
Условие значимости j-го элемента (параметра) схемы |
Область применения |
|
|
1 |
где En - количество элементов (параметров), для которых не выполняется данное условие
где N - количество элементов схемы |
При анализе проектируемых ТС |
|
2 |
где
где m - количество элементов схемы |
При анализе действующих ТС на уровне ТС процессов изготовления сборочных единиц и деталей |
|
3 |
где Rн - количество элементов (параметров), для которых не выполняется условие |
При анализе действующих ТС на уровне операций |
Примечание. Наименования условных обозначений - по табл. 6.
Таблица 6
|
Наименование условных обозначений |
|
|
Cpj(t) |
Стоимость ремонта средств технологического оснащения, используемых на j-й операции (ТП) |
|
Cj Cyj |
Расчетная себестоимость изделия на j-й операции (ТП) Средняя стоимость устранения дефекта на j-й операции (ТП) |
|
Cm |
Расчетная себестоимость изготовления изделия по рассматриваемому ТП |
|
Тoj |
Среднее время восстановления работоспособного состояния ТС j-й операции (ТП) |
|
toj |
Заданное время выполнения задания на j-й операции (ТП) |
|
Voj(t) |
Объем задания по выпуску продукции на j-й операции (ТП) |
|
VНЧП(t) |
Объем НЧП, заданный для календарного промежутка времени t |
|
Пз.п(t) |
Потери, связанные с перерасходом заработной платы, на выполнение рассматриваемого ТП |
|
Пм(t) |
Потери, связанные с перерасходом материалов, используемых для выполнения рассматриваемого ТП |
|
Пк.и(t) |
Потери, связанные с перерасходом покупных комплектующих изделий, используемых при производстве продукции по рассматриваемому ТП |
|
Пв.р(t) |
Потери, связанные с внеплановым ремонтом средств технологического оснащения, используемых для выполнения рассматриваемого ТП |
|
n |
Количество параметров качества продукции (эксплуатационных параметров), изготовляемой по рассматриваемому ТП |
|
B1j, B2j, B3j |
Соответственно, составляющие показателей Kп, P1...n, P3, характеризующие влияние отказов ТС операций (процессов) на надежность ТС процесса изготовления изделия в целом |
|
Dkμ,v |
Составляющая показателя P1...n, характеризующая влияние отказов по v-му параметру μ-го элемента схемы формирования R-го эксплуатационного параметра изделия |
|
Dj |
Значение составляющей показателя P1...n, характеризующей влияние отказов по j-му параметру |
|
Pμ,v |
Вероятность выполнения требований по v-му параметру для μ-го элемента схемы |
|
Рoμ,v |
Вероятность выполнения требований по v-му параметру для μ-го элемента схемы без учета контрольной операции |
|
Aμ,v |
Количество путей передачи дефекта по v-му параметру на μ-й эксплуатационный параметр изделия |
|
i |
Индекс пути передачи дефекта |
|
bi |
Количество элементов в i-м пути передачи дефекта |
|
Kп.д(vbi, Ek) |
Коэффициент передачи дефекта от последнего элемента i-го пути на k-й эксплуатационный параметр |
|
Kп.д(vs, vs+1) |
Коэффициент передачи дефекта от s-го на (s + 1) элемент в i-м пути передачи дефекта |
|
βμ,v |
Вероятность приемки продукции, дефектной по v-му параметру (риск потребителя) |
|
αj |
Вероятность забракования годной продукции на j-й операции (ТП) (риск поставщика) |
|
Ps(Voj, toj) |
Вероятность выполнения задания по выпуску продукции объемом Vo за время to на j-й операции (ТП) |
|
Kбрj(t) |
Коэффициент брака на j-й операции (ТП) |
|
Kбl,j(t) |
Коэффициент возвратов с l-й на j-ю операцию (ТП) |
|
Lμ |
Количество параметров для μ-го элемента схемы |
|
n1, n2 |
Соответственно, общее число промежутков времени заданной продолжительности, на которых регистрировался объем выпуска продукции, и число этих промежутков, на которых задание выполнялось |
|
T |
Количество элементов схемы |
|
P'1...n |
Вероятность выполнения требований по эксплуатационным параметрам изделия при безотказном функционировании ТС процессов изготовления деталей и сборочных единиц по параметрам качества продукции |
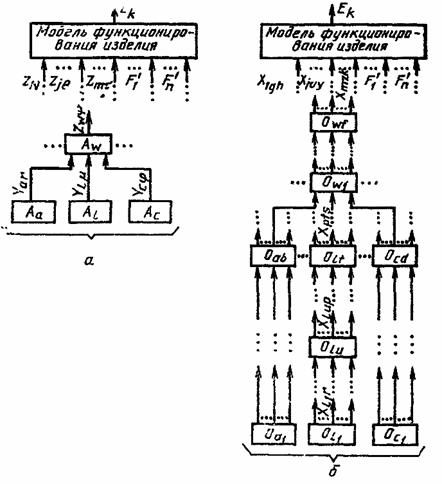
Черт. 3. Схема формирования k-го эксплуатационного параметра:
а - на уровне деталей и сборочных единиц; б - на уровне операций; F1...Fn - функциональные параметры, не зависящие от выполнения ТП; Al - l-я деталь; Ylμ - μ-й параметр l-й детали; Zωψ - ψ-й параметр ω-й сборочной единицы; Оlu - u-я операция обработки l-й детали (l = 1... t); Xlup - p-й параметр u-й операции обработки l-й детали
5.7. Повторяют п. 5.4 - 5.6 для каждого из оставшихся (n - 1) эксплуатационных параметров и определяют величину B2j в соответствии с табл. 4 для всех элементов структурной схемы ТС (по значимым параметрам элементов схем формирования эксплуатационных параметров).
5.8. Определяют значимые элементы структурной схемы ТС по условию
6. Пример. Провести анализ надежности действующей ТС процесса изготовления тягового электродвигателя постоянного тока.
При изготовлении электродвигателя преобладают потери, обусловленные несоответствием параметра «номинальная частота вращения якоря» установленным требованиям на контрольных испытаниях.
Коэффициент возвратов электродвигателей после контрольных испытаний по указанному эксплуатационному параметру Kв =0,121.
Схема формирования эксплуатационного параметра на уровне деталей в сборочных единиц приведена на черт. 4,а. Значения коэффициентов передачи дефектов указаны в скобках на линиях связи схемы.
Исходные данные для расчета надежности ТП приведены в табл. 7.
Требуемая точность оценки ε = 0,1.
6.2. Решение.
6.2.1. На основании исходных данных выбираем по табл. 1 показатель «вероятность выполнения задания ТС по параметрам изготовляемой продукции P1...n». В данном случае, этот показатель представляет собой вероятность выполнения требований НТД по номинальной частоте вращения якоря.
Pi = 1 - Kв = 1 - 0,121 = 0,879.
6.2.2. Рассчитываем величины Dkμ,v по параметрам элементов.
6.2.3. Выбираем по табл. 5 условие 2 для оценки значимости параметров элементов схемы (для случая анализа действующей ТС на уровне ТС изготовления сборочных единиц и деталей)
![]()
где Fj = Dj; ![]()
![]()
Результаты проверки указанного условия сведены в табл. 7.
6.2.3.1. Исключаем 19 параметров (отмеченных в табл. 7 знаком «-»), для которых данное условие не выполняется.
6.2.4. Проводим симплификацию схемы формирования эксплуатационного параметра на уровне сборочных единиц и деталей (см. черт. 4,б), исключая из дальнейшего рассмотрения 9 элементов (отмеченных в табл. 7 знаком «-») все параметры которых незначимы.
На схемах формирования эксплуатационного параметра после первой симплификации (черт. 4,б - 4,г) символам * отмечены величины обобщенных Kп.д, являющихся произведением коэффициентов передачи дефектов от рассматриваемого параметра до ближайшего значимого элемента по исключенному участку пути передачи дефекта. Например,
K*п.д(Y7,2, А7; Z3,1, A3) = Kп.д(Y7,2, А7; Z4,1, A4)× Kп.д(Z4,1, A4; Z3,1, A3) = 0,92 · 0,85 ≈ 0,78.
6.2.5. Детализируем схему до уровня операций (черт. 4,в) и рассчитываем величины Dkμ,v по параметрам элементов детализированной схемы по соответствующему выражению табл. 4.
Исходные данные и результаты расчетов приведены в табл. 8.
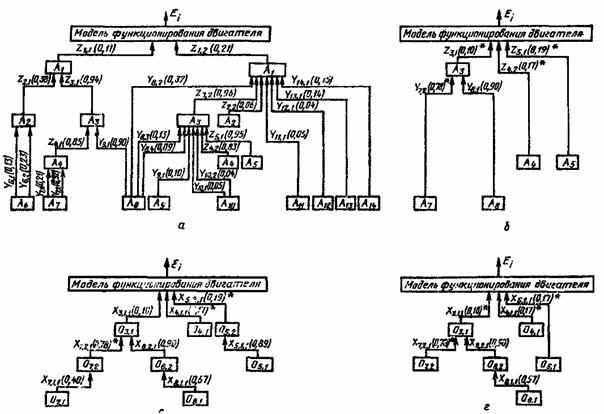
Черт. 4. Схема формирования эксплуатационного параметра двигателя:
а - на уровне сборочных единиц и деталей (до симплификации); б - на уровне сборочных единиц и деталей (после симплификации); в - на уровне операций (до симплификации); г - на уровне операций (после симплификации)
Таблица 7
|
Наименование сборочной единицы (детали) |
Обозначение параметра |
Содержание параметра |
Вероятность невыполнения требований 1 - Pμ,v |
Составляющая показателя надежности Dkμ,v · 104 |
Значимость параметра |
Значимость сборочной единицы (детали) |
|
|
А1 |
Электродвигатель |
Z1,1 |
Зазор между якорем и главными полюсами |
0,003 |
3,30 |
- |
- |
|
Z1,2 |
Смещение якоря относительно главных полюсов |
0,001 |
2,10 |
- |
- |
||
|
А2 |
Якорь |
Z2,1 |
Диаметр якоря |
0,007 |
2,98 |
- |
- |
|
Z2,2 |
Длина пакета железа |
0,007 |
0,88 |
- |
|||
|
А3 |
Индуктор |
Z3,1 |
Диаметр индуктора по полюсам |
0,136 |
140,62 |
+ |
+ |
|
Z3,2 |
Расстояние между торцами станины и полюса |
0,001 |
2,02 |
- |
|||
|
A4 |
Полюс главный |
Z4,1 |
Высота полюса |
0,003 |
2,64 |
- |
+ |
|
Z4,2 |
Расстояние от оси резьбового отверстия до торца полюса |
0,113 |
189,08 |
+ |
|||
|
А5 |
Пакет железа полюса |
Z5,1 |
Длина пакета |
0,101 |
193,44 |
+ |
+ |
|
А6 |
Лист якорный |
Y6,1 |
Смещение отверстия от номинального положения |
0,016 |
0,87 |
- |
- |
|
Y6,2 |
Диаметр листа |
0,014 |
1,35 |
- |
|||
|
A7 |
Лист полюсный |
Y7,1 |
Высота листа |
0,015 |
2,77 |
- |
+ |
|
Y7,2 |
Смещение окна от номинального положения |
0,124 |
100,26 |
+ |
|||
|
А8 |
Станина |
Y8,1 |
Диаметр отверстия под полюса |
0,145 |
134,94 |
+ |
+ |
|
Y8,2 |
Расстояние от оси отверстия под болт до торца |
0,001 |
2,69 |
- |
|||
|
Y8,3 |
Диаметр отверстия под болт |
0,007 |
1,84 |
- |
|||
|
Y8,4 |
Расстояние между отверстиями под болты |
0,008 |
1,45 |
- |
|||
|
А9 |
Болт |
Y9,1 |
Перепад среднего диаметра резьбы и диаметра ножки |
0,008 |
1,61 |
- |
- |
|
A10 |
Стержень |
Y10,1 |
Диаметр резьбового отверстия |
0,015 |
1,51 |
- |
- |
|
Y10,2 |
Расстояние между резьбовыми отверстиями |
0,006 |
0,48 |
- |
|||
|
A11 |
Обмоткодержатель |
Y11,1 |
Высота тумбы |
0,007 |
0,74 |
- |
- |
|
А12 |
Вал |
Y12,1 |
Расстояние от торца бурта до подшипникового торца |
0,016 |
1,34 |
- |
- |
|
А13 |
Щит |
Y13,1 |
Высота от торца фланца до торца тумбы |
0,006 |
1,76 |
- |
- |
|
А14 |
Крышка |
Y14,1 |
Высота замка |
0,007 |
2,21 |
- |
- |
Таблица 8
|
Обозначение операции |
Наименование операции |
Обозначение параметра |
Содержание параметра |
Вероятность невыполнения требований 1 - Рμ,v |
Составляющая показателя надежности Dkμ,v · 104 |
Значимость операции |
|
O3,1 |
Сборочная |
X3,1,1 |
Диаметр индуктора по полюсам |
0,136 |
140,62 |
+ |
|
O4,1 |
Сборочная |
X4,1,1 |
Расстояние от оси резьбового отверстия до торца полюса |
0,113 |
189,08 |
+ |
|
O5,1 |
Сборочная |
X5,1,1 |
Длина неопрессованного пакета |
0,102 |
172,48 |
+ |
|
O5,2 |
Прессовая |
X5,2,1 |
Длина пакета железа полюса |
0,009 |
17,10 |
- |
|
O7,1 |
Штамповочная (вырубка окна) |
X7,1,1 |
Высота окна листа |
0,058 |
10,10 |
- |
|
O7,2 |
Штамповочная (вырубка контура) |
X7,2,1 |
Смещение окна от номинального положения |
0,099 |
77,22 |
+ |
|
O8,1 |
Токарно-карусельная |
X8,1,1 |
Диаметр отверстия под полюса после чернового растачивания |
0,083 |
50,05 |
+ |
|
O8,2 |
Токарно-карусельная |
X8,2,1 |
Диаметр отверстия под полюса в станине |
0,089 |
80,10 |
+ |
6.2.6. Выбираем по табл. 5 условие 3 для оценки значимости параметров элементов схемы (для случая анализа действующих ТС на уровне операций)
![]()
где Fj = Dj; ![]()
![]()
![]()
Результаты проверки указанного условия сведены в табл. 8.
6.2.6.1. Исключаем параметры, для которых данное условие не выполняется: Х5.2.1 и Х7.1.1.
6.2.7. Проводим симплификацию схемы формирования эксплуатационного параметра на уровне операций (черт. 4,г), исключая из дальнейшего рассмотрения две операции (отмеченные в табл. 8 знаком «-»), параметры которых незначимы.
6.2.8. Определяем значимые ТС операции по условию (1).
По данному условию значимыми являются ТС операций, для которых величины Dkμ,v отличаются от нуля, т.е. ТС операций, оставшихся в схеме формирования эксплуатационного параметра после последней симплификации:
О3,1 - сборка индуктора;
О4,1 - запрессовка стержня в полюс;
О5,1 - сборка пакета железа полюса;
О7,2 - штамповка контура полюсного листа;
О8,1 - черновое растачивание станины;
О8,2 - чистовое растачивание станины.
6.2.9. Анализируем влияние значимых ТС операций на надежность ТО процесса изготовления изделия в целом.
В соответствии с
результатами оценки значимости элементов структурной схемы необходимо
разработать мероприятия по повышению надежности ТС операций,
указанных в п. 6.2.8. При этом, в
первую очередь, целесообразно повышать надежность ТС операций, для которых
величина ![]() (определяющая степень влияния
ТС процесса изготовления изделия в целом) имеет наибольшее значение ТС
(операции О4,1; О5,1, О3,1 в табл. 8).
(определяющая степень влияния
ТС процесса изготовления изделия в целом) имеет наибольшее значение ТС
(операции О4,1; О5,1, О3,1 в табл. 8).
Анализ величин Dkμ,v по табл. 8 показывает, что в случае бездефектного изготовления продукции на операциях О4,1; О5,1, О3,1, вероятность выполнения требований по номинальной частоте вращения якоря может быть повышена до 0,950.
ПРИЛОЖЕНИЕ 6
Рекомендуемое
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ОФОРМЛЕНИЮ КАРТ ИНФОРМАЦИИ О НАДЕЖНОСТИ ТС
1. Карты информации о надежности ТС входят в состав вспомогательных документов Единой системы технологической документации (ЕСТД) по ГОСТ 3.1102-81 и предназначены для регистрации результатов отдельных работ по отработке на надежность ТС (размерного анализа ТП, определения контрольных границ параметров ТП, анализа производительности ТС и др.).
2. Карты информации о надежности ТС применяют при отработке на надежность ТС процессов изготовления особо важной продукции.
2.1. Состав карт и их содержание регламентируются отраслевой НТД или стандартами предприятия.
3. Карты информации о надежности ТС следует оформлять в виде текстовых технологических документов по ГОСТ 3.1104-81.
3.1. Оформление основных надписей в картах - по ГОСТ 3.1103-82.
4. Примеры форм карт информации о надежности ТС.
Карта размерного анализа ТП
|
|||||||||||||||
|
Составляющие звенья |
Замыкающие звенья |
|
|||||||||||||
|
Код, обозначение параметра |
Значение параметра |
Коэффициент ассиметрии αj |
Коэффициент рассеяния λj |
Поле рассеяния ωj |
Код, обозначение параметра |
Значения параметра |
Коэффициент точности |
Коэффициент запаса точности |
|
||||||
|
номинальное Аномj |
максимальное Amaxj |
минимальное Аminj |
|||||||||||||
|
номинальное АномΔ |
максимальное AmaxΔ |
минимальное АminΔ |
регламентированный Kт |
расчетный Kрт |
по верхней границе KвV |
по нижней границе KнV |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Основная надпись по ГОСТ 3.1103-82 |
|
||||||||||||||
Карта определения контрольных границ параметров ТС
|
Основная надпись по ГОСТ 3.1103-82 |
|||||||||
|
Основные факторы |
Параметр ТС |
||||||||
|
Наименование |
Код, обозначение |
Коэффициент рассеяния λi |
Поле рассеяния ωi |
Наименование |
Код, обозначение |
Предельные значения |
Контрольные границы |
||
|
верхнее Хв |
нижнее Хн |
верхняя Хкв |
нижняя Хкн |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Основная надпись по ГОСТ 3.1103-82 |
|||||||||
Карта анализа производительности ТС
|
Основная надпись по ГОСТ 3.1103-82 |
||||||||||||
|
№ п/п |
Наименование операции |
Код, обозначение операции |
Количество оборудования ni |
Наработка на отказ toj |
Среднее время восстановления tвj |
Коэффициент готовности Kгj |
Объем накопителя Vj |
Расчетная производительность операции |
Производительность ТС |
|||
|
расчетная |
требуемая Qтр |
|||||||||||
|
номинальная Qнj |
средняя Qсрj |
номинальная Qн |
средняя Qср |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Основная надпись по ГОСТ 3.1103-82 |
||||||||||||
ПРИЛОЖЕНИЕ 7
Справочное
ПЕРЕЧЕНЬ НОРМАТИВНО-ТЕХНИЧЕСКИХ ДОКУМЕНТОВ И МЕТОДИЧЕСКИХ МАТЕРИАЛОВ ПО ПОВЫШЕНИЮ НАДЕЖНОСТИ И ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
1. ГОСТ 16.307-74. Управление технологическими процессами. Контроль точности технологических процессов. Методы определения периодичности подналадки автоматического и полуавтоматического оборудования. - М.: Изд-во стандартов, 1974.
2. ГОСТ 16.308-75. Управление технологическими процессами. Контроль точности технологических процессов. Методы расчета допусков на настройку. - М.: Изд-во стандартов, 1975.
3. ГОСТ 19416-74. Цепи размерные. Методы корректировки допусков по результатам анализа точности технологических процессов. - М.: Изд-во стандартов, 1974.
4. ГОСТ 23502-79. Обеспечение надежности на этапе производства. Технологический прогон изделий бытового назначения. - М.: Изд-во стандартов, 1979.
5. ГОСТ 23853-79. Организация внедрения статистических методов анализа, регулирования технологических процессов и статистического приемочного контроля качества продукции. Основные положения. - М.: Изд-во стандартов, 1982.
6. ГОСТ 24660-81. Статистический приемочный контроль по альтернативному признаку на основе экономических показателей. - М.: Изд-во стандартов, 1981.
7. РДМУ 109-77. Методика выбора и оптимизации контролируемых параметров технологических процессов. - М.: Изд-во стандартов, 1977.
8. РДМУ 127-78. Методические указания по определению эффективности внедрения комплексных систем управления качеством продукции на промышленных предприятиях. - М.: Изд-во стандартов, 1978.
9. РНД 4-73. Прикладная математическая статистика. Анализ и оценка на ЭЦВМ регрессивных зависимостей. Методика. - М.: Изд-во стандартов, 1973.
10. РНД 7-73. Методика. Выбор средств механизации и автоматизации статистических методов регулирования и контроля качества. - М.: Изд-во стандартов, 1973.
11. РНД 16-74. Методика. Определение экономического ущерба от отказов. - М.: Изд-во стандартов, 1974.
12. РНД 22-74. Методика совершенствования системы технологической подготовки производства на основе внедрения ЕСТПП. Раздел 1. Разработка технического задания. - М.: Изд-во стандартов, 1974.
13. РД 50-174-80. Методические указания. ЕСТПП. Выбор оптимальной величины коэффициента закрепления операций Kз.о. для предприятий (цехов и участков предприятия) машино- и приборостроения. - М.: Изд-во стандартов, 1980.
14. РД 50-197-80. Методические указания. ЕСТПП. Правила проектирования и применения систем многостаночного обслуживания. - М.: Изд-во стандартов, 1980.
15. РД 50-269-81. ЕСТПП. Методы расчета экономической эффективности: Методические указания. - М.: Изд-во стандартов, 1981.
16. РД 50-297-82. ЕСТПП. Правила организации поточного производства: Методические указания. - М.: Изд-во стандартов, 1982.
17. Методические указания. ЕСТПП. Выбор и рациональное применение систем станочных приспособлений. - М.: Изд-во стандартов, 1979.
18. МР 7-81. Надежность в технике. Комплексные программы работ по обеспечению надежности изделий. Общие требования. - М.: ВНИИНМАШ, 1981.
19. МР 13-81. Надежность в технике. Технологические системы. Управление надежностью операций обработки на автоматическом металлорежущем оборудовании. - М.: ВНИИНМАШ, 1981.
20. МР 43-82. Цепи размерные. Расчет технологических размерных цепей. - М.: ВНИИНМАШ, 1982.
21. МР 48-82. Надежность в технике. Технологические системы. Методы оптимизации параметров последовательных систем. - М.: ВНИИНМАШ, 1982.
22. МР 66-82. Основные требования к организации производственных процессов изготовления изделий на предприятии. - М.: ВНИИНМАШ, 1982.
23. МР 92-83. Определение экономической эффективности повышения надежности выпускаемых машин. - М.: ВНИИНМАШ, 1983.
24. МР 106-84. САПР. Расчет припусков для механической обработки поверхностей деталей и определения размеров заготовок. - М.: ВНИИНМАШ, 1984.
25. МР 139-84. Методические рекомендации. Надежность в технике. Обеспечение надежности в процессе изготовления изделий. Общие требования. - М.: ВНИИНМАШ, 1984.
26. Межотраслевые методические рекомендации. Определение эффективности мероприятий по улучшению условий труда. - М.: НИИтруда, 1979.
27. Методические рекомендации. Качество продукции. Статистические методы управления качеством. Регулирование технологических процессов методом группировки. - М.: ВНИИНМАШ, 1978.
28. Методические рекомендации. Надежность в технике. Технологические системы. Методы определения периодичности замены режущего инструмента на автоматическом металлорежущем оборудовании. - М.: ВНИИНМАШ, 1979.
29. Методика анализа качества функционирования автоматизированных систем управления непрерывными технологическими процессами на этапе проектирования АСУ ТП. - М.: Изд-во стандартов, 1981.
30. Методика комплексной оптимизации планов контроля качества продукции поточного сборочного производства. - Горький; ВНИИНМАШ, Горьковский филиал, 1979.
31. Методика оптимизации периодичности замены технических устройств. - М.: ВНИИНМАШ, 1975.
СОДЕРЖАНИЕ