 | Информационная система | |
ГОСТ ИСО 12306-96
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
ИЗМЕРЕНИЕ
ТОЛЩИНЫ СТЕНОК
ТОНКОСТЕННЫХ ВКЛАДЫШЕЙ
И ТОНКОСТЕННЫХ СПЛОШНЫХ
И СВЕРТНЫХ ВТУЛОК
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (Протокол № 10 от 4 октября 1996 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Госстандарт Белоруссии |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдова стандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Украина |
Госстандарт Украины |
3 Настоящий стандарт представляет собой полный аутентичный текст международного стандарта ИСО 12306-94 «Подшипники скольжения. Измерение толщины стенок тонкостенных вкладышей и тонкостенных сплошных и свертных втулок»
4 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 28 мая 1997 г. № 196 межгосударственный стандарт ГОСТ ИСО 12306-96 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1998 г.
5 ВВЕДЕН ВПЕРВЫЕ
ГОСТ ИСО 12306-96
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
Измерение толщины стенок тонкостенных вкладышей и тонкостенных сплошных и свертных втулок
Plain bearings. Measurement of wall thickness of thin-walled half-bearings and thin-walled bushes
Дата введения 1998-01-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает методы контроля и измерительное оборудование, используемые для измерения общей толщины тонкостенных вкладышей и тонкостенных сплошных и свертных втулок в обработанном виде, в соответствии с ГОСТ ИСО 12301.
Настоящий стандарт не распространяется на термопластичные втулки.
Требования настоящего стандарта являются обязательными.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 27672-88 Подшипники скольжения. Втулки свертные. Размеры, допуски и методы контроля
ГОСТ 28341-89 (ИСО 6864-84) Подшипники скольжения. Тонкостенные фланцевые вкладыши. Размеры, допуски и методы контроля
ГОСТ 28342-89 (ИСО 3548-78) Подшипники скольжения. Тонкостенные вкладыши. Размеры, допуски и методы контроля
ГОСТ 29201-91 (ИСО 4379-93) Подшипники скольжения. Неразъемные втулки из медных сплавов. Размеры и допуски
ГОСТ ИСО 12301-95 Подшипники скольжения. Методы контроля геометрических показателей и показателей качества материалов
3 ОПРЕДЕЛЕНИЯ
В настоящем стандарте применяют следующий термин с соответствующим определением.
3.1 Общая толщина стенки stot: радиальное расстояние между противоположными точками измерения на поверхности внутреннего и наружного диаметров (рисунок 1).

Рисунок 1 - Общая толщина стенки
4 ОБОЗНАЧЕНИЯ
В настоящем стандарте применяют обозначения и единицы измерения в соответствии с таблицей 1.
Таблица 1 - Обозначения и единицы измерения
|
Параметр |
Единицы измерения СИ |
|
|
ac |
Расстояние до линии измерения |
мм |
|
В |
Ширина |
мм |
|
D0 |
Наружный диаметр |
мм |
|
Fpin |
Измерительная нагрузка |
Н |
|
п |
Количество образцов |
- |
|
stot |
Общая толщина |
мм |
|
и |
Погрешность измерения (доверительный уровень 95 %) |
мм |
|
uЕ |
Погрешность измерения измерительного оборудования |
мм |
|
Dx |
Разность между первым и вторым измерениями |
мм |
|
|
Среднее арифметическое Dх |
мм |
|
s |
Среднее квадратическое отклонение |
мм |
|
sDx |
Среднее квадратическое отклонение Dx |
мм |
5 ЦЕЛЬ КОНТРОЛЯ
Необходимо соблюдать допуски на толщину стенки по ГОСТ 27672, ГОСТ 28341, ГОСТ 28342 и ГОСТ 29201 для того, чтобы гарантировать заданный зазор подшипника и, следовательно, эффективность эксплуатации узла подшипника скольжения.
6 МЕТОДЫ КОНТРОЛЯ
6.1 Принцип измерения
Для определения минимальной толщины стенки калибровочная ось измерительной головки должна быть расположена в радиальном направлении и под прямым углом к наружной поверхности испытуемого образца.
Измеренные значения фиксируют путем единичного (отдельного) измерения или суммой измерений в соответствии с рисунком 2.

а) Единичное (отдельное) измерение с помощью контакта (механический/электронный калибр)

б) Сумма измерений с помощью контакт/ неконтакт (электронный/ пневматический калибр)
Рисунок 2 - Принцип измерения толщины стенки
Наличие смазочных отверстий, масляных карманов, масляных канавок, отметок или специальных фасок может потребовать отклонения от линий и точек измерения, оговоренных ниже, и подлежит отдельному согласованию.
Любую толщину стенок, не соответствующую заданным значениям вследствие производственного процесса из-за деформации основы вкладыша (втулки) в месте маркировки или в местах свертных втулок, не несущих нагрузку, определяют отдельно.
6.2 Метод линейного измерения по окружности
Непрерывное измерение толщины стенки по окружности проводят по линиям измерения М в соответствии с рисунком 3 и таблицей 2.
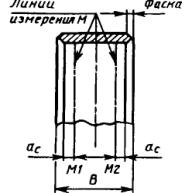
Рисунок 3 - Положение линий измерения
Таблица 2 - Расстояния ac до линии измерения
|
Расстояние до линии измерения* ас |
Число линий измерения М |
|
|
В £ 15 |
В/2 |
1 |
|
15 < В £ 50 |
4 |
2 |
|
50 < B £ 90 |
6 и В/2 |
3 |
|
В > 90 |
8 и В/2 |
3 |
|
* Каждое расстояние до линии измерения ас задается от начала поверхности скольжения |
||
6.3 Метод линейного измерения в осевом направлении
Непрерывное измерение толщины стенки в осевом направлении проводят по линиям измерения М в соответствии с рисунками 4 и 5 для ширины В £ 50 мм и наружного диаметра D0 £ 150 мм.
При значениях В > 50 мм и D0 > 150 мм метод измерения подлежит согласованию между изготовителем и заказчиком.
6.3.1 Вкладыши (рисунок 4)
Рисунок 4 - Трехлинейная схема измерения для вкладышей при D0 £ 150 мм
6.3.2 Втулки (рисунок 5)
Данный метод измерения может быть использован для неразъемных и свертных втулок шлифованного или калиброванного типа.
Рисунок 5 - Трехлинейная схема измерения для неразъемных или свертных втулок при D0 £ 150 мм
6.4 Метод точечного измерения
Последовательное измерение по точкам толщины стенки проводят в соответствии с рисунками 6 - 8 для ширины B £ 90 мм и наружного диаметра D0 £ 150 мм.
При значениях В > 90 мм и D0 > 150 мм метод измерения подлежит согласованию между изготовителем и заказчиком.
Расстояние до линии измерения ас определяют по таблице 2.
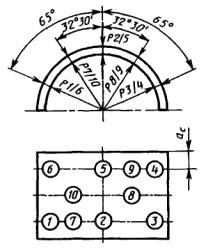
6.4.1 Вкладыши (рисунки 6 - 8)
6.4.2 Втулки (рисунок 9)
Данный метод измерения может быть использован для неразъемных и свертных втулок шлифованного или калиброванного типа.

![]() - точка измерения
Р
- точка измерения
Р
Рисунок 6 - Шеститочечная схема измерения для вкладышей при B £ 50 мм и D0 £ 80 мм

![]() - точка измерения Р
- точка измерения Р
Рисунок 7 - Десятиточечная схема измерения для вкладышей при В £ 50 мм и D0 £ 150 мм
![]() - точка измерения Р
- точка измерения Р
Рисунок 8 - Десятиточечная схема измерения для вкладышей при В £ 90 мм и D0 £ 150 мм
![]() - точка измерения Р
- точка измерения Р
Рисунок 9 - Трех- или шеститочечная схема измерения для неразъемных или свертных втулок при D0 £ 150 мм
7 ТРЕБОВАНИЯ К ИЗМЕРИТЕЛЬНОМУ ОБОРУДОВАНИЮ ПРИ КОНТАКТНОМ МЕТОДЕ
7.1 Радиус для измерения наружной поверхности
Радиус измерительного щупа измерительных головок, расположенных снаружи, должен составлять (1,5 ± 0,2) мм.
7.2 Радиус для измерения внутренней поверхности и измерительная нагрузка
Радиус измерительного щупа, расположенного напротив устройства, или измерительной головки на внутренней стороне и измерительную нагрузку определяют в зависимости от наружного диаметра подшипника D0 и материала подшипника в соответствии с таблицей 3.
Таблица 3 - Радиус для измерения внутренней поверхности и измерительная нагрузка
|
Радиус для измерения внутренней поверхности |
Измерительная нагрузка измерительного щупа* Fpin, Н |
||
|
Металл |
Пластик |
||
|
D0 £ 10 |
1,5 ± 0,2 |
1,5 ± 0,2 |
|
|
10 < D0 £ 25 |
3,0 ± 0,2 |
3,0 ± 0,2 |
0,6 - 2,0 |
|
25 < D0 £ 150 |
3,0 ± 0,2 |
5,0 ± 0,2 |
|
|
D0 < 150 |
5,0 ± 0,2 |
5,0 ± 0,2 |
|
|
* Для металлической или пластиковой внутренней поверхности |
|||
7.3 Характеристики точности
Выбор измерительного оборудования и измерительных щупов зависит от метода измерения и допуска на толщину стенки испытываемого образца.
Предельные погрешности измерения измерительного оборудования определяют по таблице 4.
Погрешность измерения определяют в соответствии с 8.1.
Таблица 4 - Предельные погрешности измерения для измерительного оборудования
|
Погрешность измерения измерительного оборудования uE |
|
|
D0 < 80 |
0,002 |
|
80 < D0 £ 150 |
0,003 |
|
150 < D0 £ 500 |
0,004 |
8 ПОВЕРКА ИЗМЕРИТЕЛЬНОГО ОБОРУДОВАНИЯ
Погрешности измерения измерительного оборудования поверяют в сроки, установленные заказчиком, с учетом типа оборудования и опыта предыдущих поверок.
8.1 Определение погрешности измерения и (приложение Б)
Измеряют двадцать четыре втулки или вкладыша дважды (после каждого ввода образца) при одинаковых условиях (тот же экспериментатор, то же измерительное оборудование, то же место контроля и те же интервалы времени).
По разности Dх между двумя измерениями, определяемыми с соответствующими знаками, вычисляют среднее квадратическое отклонение s (вычисляют на ЭВМ) по формуле
![]() (1)
(1)
При условии, что значения определяют из нормального распределения и что s рассматривается как достаточно точно оцененное значение для среднего квадратического отклонения s партии, случайную составляющую погрешности измерения и для отдельного результата, полученного с помощью данного измерительного инструмента, вычисляют (для доверительного уровня 95 %) по формуле
![]() (2)
(2)
Значение и сравнивают со значением uЕ.
ПРИЛОЖЕНИЕ А
(обязательное)
ОБОЗНАЧЕНИЕ МЕТОДА КОНТРОЛЯ НА РИСУНКАХ
Рисунок вкладыша должен включать схему измерения и указывать метод измерения: «точечное измерение» или «линейное измерение».
Рисунок втулки должен включать схему измерения и указывать метод измерения: «точечное измерение» или «линейное измерение».
В качестве контролируемого размера указывают или внутренний диаметр, или толщину стенки.
При нанесении размеров на рисунках необходимо учитывать следующее требование: на рисунке указывают наружный диаметр и толщину стенки или наружный диаметр и внутренний диаметр. Толщина стенки и внутренний диаметр не должны быть приведены вместе в качестве контролируемых размеров.
А.3 Неравная толщина стенки
Когда конструкция подшипника требует наличия неравной толщины стенки, это указывают в соответствии с рисунком А.1 вместе с соответствующим методом контроля согласно А.1 и А.2.
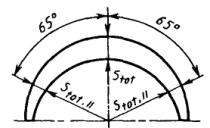
Рисунок А.1 - Нанесение размеров для неравной толщины стенки
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТИ ИЗМЕРЕНИЯ
Табуляцию результатов испытания для контроля толщины втулок или вкладышей с целью определения погрешности измерения и в соответствии с 8.1 приводят согласно таблице Б.1.
Таблица Б.1 - Результаты испытания В микрометрах
|
Первое измерение |
Второе измерение |
Разность Dх между первым и вторым измерением |
|
|
1 |
|
|
|
|
2 |
|
|
|
|
3 |
|
|
|
|
4 |
|
|
|
|
5 |
|
|
|
|
6 |
|
|
|
|
7 |
|
|
|
|
8 |
|
|
|
|
9 |
|
|
|
|
10 |
|
|
|
|
11 |
|
|
|
|
12 |
|
|
|
|
13 |
|
|
|
|
14 |
|
|
|
|
15 |
|
|
|
|
16 |
|
|
|
|
17 |
|
|
|
|
18 |
|
|
|
|
20 |
|
|
|
|
21 |
|
|
|
|
22 |
|
|
|
|
23 |
|
|
|
|
24 |
|
|
|
|
- |
- |
- |
sDх = |
|
|
|||
СОДЕРЖАНИЕ
|
7 Требования к измерительному оборудованию при контактном методе. 6 8 Поверка измерительного оборудования. 7 |
Ключевые слова: подшипники, подшипники скольжения, подшипниковые втулки, свертные втулки, неразъемные втулки, измерение толщины, измерительные инструменты, калибры