 | Информационная система | |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ВНУТРИШЛИФОВАЛЬНЫЕ
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ.
НОРМЫ ТОЧНОСТИ
ГОСТ 25-90
(СТ СЭВ 5940-87)
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАНКИ ВНУТРИШЛИФОВАЛЬНЫЕ Основные параметры и размеры. Нормы точности Internal
grinding machines. Basic parameters and |
ГОСТ 25-90 (CT СЭВ 5940-87) |
Дата введения 01.07.91
Настоящий стандарт распространяется на внутришлифовальные станки общего назначения, в том числе на станки с ЧПУ, с горизонтальной осью шпинделя бабки изделия, с наибольшим диаметром шлифуемого отверстия до 1000 мм (с наибольшим диаметром устанавливаемой заготовки до 1600 мм), классов точности П, В и А, изготовляемые для нужд народного хозяйства и экспорта.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры станков должны соответствовать указанным на черт. 1 и в табл. 1.
d - наибольший диаметр шлифуемого отверстия; d1 - диаметр отверстия шлифовальной бабки под гильзу внутришлифовального шпинделя; D - наибольший диаметр устанавливаемой заготовки; D1 - наибольший диаметр устанавливаемой заготовки в кожухе; L - наибольшая длина устанавливаемой заготовки (без люнета)
Черт. 1
Примечание. Чертеж не определяет конструкцию станка.
Таблица 1
мм
|
d1, не менее |
D |
D1, не менее |
L, не менее |
Условный размер конца шпинделя бабки изделия по ГОСТ 12595, не менее |
|
|
80 |
80 |
200 |
160 |
80 |
4 |
|
200 |
100 |
400 |
250 |
200 |
6 |
|
500 |
125 |
800 |
630 |
400 |
8 |
|
1000 |
150 |
1600 |
1200 |
500 |
11 |
Примечания:
1. Размер d допускается увеличивать по ряду Ra 10 по ГОСТ 6636.
2. Размер d1 не распространяется на станки с внутришлифовальным шпинделем с встроенным электро- или пневмоприводом; допускается увеличивать d1 по ряду Ra 10 по ГОСТ 6636.
3. Числовые значения D1, L принимаются из ряда Ra 40 по ГОСТ 6636.
2. ТОЧНОСТЬ СТАНКА
2.1. Общие требования к испытаниям станков на точность - по ГОСТ 8.
2.2. Перед проверкой станок выверяется по
уровню в продольном и поперечном направлениях с допуском ![]() .
.
2.3. Схемы и способы измерений геометрических параметров - по ГОСТ 22267 и настоящему стандарту.
Допускается применение проверок и средств измерений, отличающихся от указанных (в частности - с применением автоматизирующих устройств), при условии обеспечения требуемой точности измерения и достоверности определения проверяемых параметров точности в соответствии с ГОСТ 8.
2.4. Нормы точности поставляемых со станком внутришлифовальных шпинделей со встроенным приводом - по ГОСТ 14177, а с вынесенным приводом - по ГОСТ 27855.
2.5. Допуски при проверках точности станков не должны превышать значений, указанных в пп. 2.6 - 2.17.
2.6. Прямолинейность перемещения стола на длине хода 300 мм (на любом участке):
2.6.1. в вертикальной плоскости;
2.6.2. в горизонтальной плоскости.
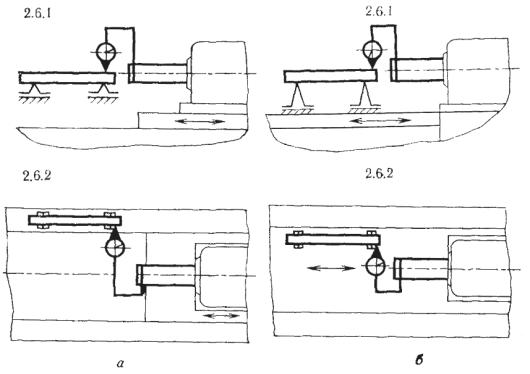
Черт. 2
Таблица 2
Измерения - по ГОСТ 22267, разд. 3, методы 1а и 1б (черт. 2).
2.7. Осевое биение шпинделя бабки изделия
Черт. 3
Таблица 3
|
Наибольший диаметр D устанавливаемой заготовки, мм |
Допуск, мкм, для станков классов точности П, В, А |
||
|
П |
В |
А |
|
|
200 |
4 |
3 |
2 |
|
Св. 200 до 400 |
5 |
3 |
2 |
|
» 400 » 800 |
6 |
5 |
3 |
|
» 800 » 1600 |
8 |
6 |
4 |
Измерения - по ГОСТ 22267, разд. 17, метод 1 (черт. 3).
2.8. Торцовое биение опорного фланца шпинделя бабки изделия
Черт. 4
Допуск, мкм, для станков классов точности:
П ... 10
В ... 8
А ... 5
Измерения - по ГОСТ 22267, разд. 18, метод 1 (черт. 4).
Примечание. Точки контакта измерительного наконечника и проверяемой поверхности должны находиться не ближе 5 мм от края крепежных отверстий на этой поверхности.
2.9. Радиальное биение центрирующей поверхности шпинделя бабки изделия

Черт. 5
Допуск, мкм, для станков классов точности:
П ... 8
В ... 5
А ... 4
Измерения - по ГОСТ 22267, разд. 15, метод 1 (черт. 5).
При проверке станков класса точности А проверка осуществляется не менее чем на четырех последовательных оборотах.
2.10. Радиальное биение конического отверстия шпинделя бабки изделия:
Черт. 6
Таблица 4
|
Наибольший диаметр устанавливаемой заготовки, мм |
Номер пункта |
l, мм |
Допуск, мкм, для станков классов точности П, В, А |
|
200 |
- |
4 |
|
|
150 |
6 |
||
|
Св. 200 до 400 |
- |
5 |
|
|
200 |
8 |
||
|
» 400 » 800 |
- |
5 |
|
|
300 |
10 |
||
|
» 800 » 1600 |
- |
8 |
|
|
300 |
12 |
Измерения - по ГОСТ 22267, разд. 15, метод 2 (черт. 6).
2.11. Параллельность направления перемещения стола и оси шпинделя бабки изделия:
2.11.1. в вертикальной плоскости;
2.11.2. в горизонтальной плоскости (для станков с неповоротной бабкой изделия)
Черт. 7
Таблица 5
|
Наибольший диаметр устанавливаемой заготовки, мм |
Номер пункта |
l, мм |
Допуск, мкм, для станков классов точности |
|
|
П |
В, А |
|||
|
200 |
150 |
8 |
5 |
|
|
|
4 |
3 |
||
|
Св. 200 до 400 |
200 |
12 |
8 |
|
|
|
6 |
4 |
||
|
» 400 » 800 |
300 |
16 |
10 |
|
|
|
8 |
5 |
||
|
» 800 » 1600 |
300 |
20 |
12 |
|
|
|
10 |
6 |
||
Отклонение свободного конца оправки в сторону действия радиальной и тангенциальной составляющих силы резания на шпиндель бабки изделия не допускается.
Измерение - по ГОСТ 22267, разд. 6, методы 3а или 3б (с поворотом шпинделя вместе с оправкой), черт. 7.
Примечание. Для станков с поворотной бабкой проводится проверка лишь в вертикальной плоскости с предварительной установкой на «нуль» в горизонтальной плоскости.
2.12. Одновысотность оси шпинделя бабки изделия при повороте бабки вокруг ее вертикальной оси
Черт. 8
Таблица 6
|
Наибольший диаметр D устанавливаемой заготовки, мм |
l, мм |
Допуск, мкм, для станков классов точности П, В, А |
|
200 |
100 |
10 |
|
Св. 200 до 400 |
100 |
15 |
|
» 400 » 800 |
200 |
20 |
|
» 800 » 1600 |
200 |
25 |
Измерения - по ГОСТ 22267, разд. 23, метод 1 (черт. 8).
Измерения проводят:
I - при нулевом положении бабки;
II - при среднем положении бабки;
III - при крайнем положении бабки.
Если бабка шпинделя изделия поворачивается от нулевого положения в обе стороны, то проверка проводится также при повороте бабки в другую сторону.
2.13. Параллельность оси отверстия под внутришлифовальную головку направлению перемещения стола, проверяемая в вертикальной плоскости
Черт. 9
Допуск, мкм, на длине перемещения l = 100 мм, для станков классов точности:
П ... 10
В ... 8
А ... 6
Отклонение свободного конца оправки вверх не допускается.
Измерения - по ГОСТ 22267, разд. 6, методы 3а и 3, (черт. 9).
2.14. Соосность шпинделя бабки изделия и отверстия в шлифовальной бабке под внутришлифовальную головку в вертикальной плоскости
Черт. 10
Допуск 20 мкм на длине l = 100 мм.
Измерения - по ГОСТ 22267, разд. 14, метод 1 (черт. 10).
Шлифовальную бабку (или бабку изделия) устанавливают в поперечном направлении так, чтобы при повороте коленчатой оправки на 180° показания показывающего измерительного прибора в горизонтальной плоскости были одинаковы.
Для станков, у которых поперечное перемещение имеют и бабка изделия и шлифовальная бабка, проверку производят в нулевом положении обеих бабок.
Расстояние l0 от измерительного прибора до торца шпинделя бабки изделия должно быть указано в технических условиях на конкретную модель станка.
2.15. Параллельность оси отверстия под торцешлифовальный шпиндель (или оси торцешлифовального шпинделя) и траектории продольного перемещения стола, проверяемая в вертикальной и горизонтальной плоскостях
Черт. 11
Таблица 7
|
Наибольший диаметр D устанавливаемой заготовки, мм |
l, мм |
Допуск, мкм, для станков классов точности |
||
|
П |
В |
А |
||
|
200 |
100 |
5 |
3 |
2 |
|
Св. 200 до 400 |
100 |
6 |
4 |
3 |
|
» 400 » 800 |
200 |
8 |
5 |
3 |
|
» 800 » 1600 |
300 |
10 |
6 |
4 |
Отклонение свободного конца оправки в сторону действия радиальной и тангенциальной составляющих силы резания на шлифовальный круг не допускается.
Измерения - по ГОСТ 22267, разд. 6, метод 3а и 3б (черт. 11).
Примечание. Проверка не распространяется на навесные торцешлифовальные устройства, установленные на станке, и устройства, имеющие возможность регулирования положения оси шпинделя.
2.16. Прямолинейность и перпендикулярность плоскости перемещения бабки или головки для торцового шлифования периферией круга к оси шпинделя бабки изделия
![]() , но не
более 500 мм,
, но не
более 500 мм,
где D - наибольший диаметр устанавливаемой заготовки.
Черт. 12
Таблица 8
|
Наибольший диаметр D устанавливаемой заготовки, мм |
Допуск, мкм, для станков классов точности |
||
|
П |
В |
А |
|
|
200 |
4 |
3 |
2 |
|
Св. 200 до 400 |
5 |
3 |
2 |
|
» 400 » 800 |
6 |
4 |
3 |
|
» 800 » 1600 |
8 |
5 |
3 |
Примечание. При наличии в станке устройства для регулирования перпендикулярности измеряется только прямолинейность с уменьшением допускаемых отклонений по сравнению с указанными в таблице в 1,25 раз с округлением их с точностью до 0,5 мкм.
Измерения - по ГОСТ 22267, (разд. 9, метод 4 (с поворотом линейки), черт. 12.

Черт. 13
Допускаемый размах отклонений для всех станков 2 мкм.
Измерения - по ГОСТ 22267, разд. 25, метод 1 и приложение 9 (черт. 13).
Проверку производят по 6 раз из трех исходных
положений - на расстоянии ![]() ,
, ![]() и
и ![]() длины поперечного
перемещения бабки.
длины поперечного
перемещения бабки.
3. ТОЧНОСТЬ ОБРАЗЦА-ИЗДЕЛИЯ
3.1. Общие требования к образцам-изделиям - по ГОСТ 25443.
3.2. Материал образцов-изделий - сталь термически обработанная, твердость 60 ± 5 HRCэ.
3.3. Форма и размеры образцов-изделий - по черт. 14 и табл. 9.
d0 =(0,45 ... 0,5) × d
D0 = (0,9 ... 1,0) × d
Черт. 14
Таблица 9
мм
|
Наибольший диаметр D устанавливаемой заготовки |
l0 |
a0 |
|
200 |
(0,9 ... 1,0) × d |
- |
|
Св. 200 до 400 |
(0,6 ... 0,7) × d |
» 15 |
|
» 400 » 800 |
(0,45 ... 0,5) × d |
» 25 |
|
» 800 » 1600 |
(0,45 ... 0,5) × d |
» 50 |
Здесь d - наибольший диаметр шлифуемого отверстия.
3.4. Условия чистового шлифования образцов-изделий перед их проверкой - по техническим условиям на конкретные модели станков, в которых должны быть указаны:
форма и размеры поверхностей для закрепления образца-изделия;
способ установки и закрепления образца-изделия;
тип и размеры шлифовального круга;
частота вращения шпинделя бабки изделия;
скорость вращения шлифовального круга;
скорость перемещения рабочего стола.
3.5. Допуски при проверках точности образцов-изделий не должны превышать значений, указанных в пп. 3.6 - 3.8.
3.6. Точность цилиндрической внутренней поверхности шлифованного образца-изделия:
3.6.1. Постоянство диаметра в продольном сечении
Таблица 10
|
Наибольший диаметр D устанавливаемой заготовки, мм |
Номер пункта |
Допуск, мкм, для станков классов точности |
||
|
П |
В |
А |
||
|
200 |
4,0 |
3,0 |
2,0 |
|
|
1,6 |
1,0 |
0,6 |
||
|
Св. 200 до 400 |
5,0 |
3,0 |
2,0 |
|
|
2,0 |
1,6 |
1,0 |
||
|
» 400 » 800 |
6,0 |
4,0 |
3,0 |
|
|
3,0 |
2,5 |
1,6 |
||
|
» 800 » 1600 |
8,0 |
6,0 |
4,0 |
|
|
4,0 |
3,0 |
2,5 |
||
Для станков класса точности П всех размеров, а также классов точности В и А с наибольшим диаметром устанавливаемой заготовки свыше 400 мм вместо измерения 3.6.2 может быть произведено измерение постоянства диаметров в поперечном сечении с увеличением в 1,6 раза допускаемых отклонений, указанных в табл. 10.
После чистового шлифования на проверяемом станке образца-изделия по черт. 14а или 14б производят вне станка его измерение с помощью средств для измерения диаметров по ГОСТ 25889.4 и кругломера по ГОСТ 25889.1.
Таблица 11
|
Наибольший диаметр D устанавливаемой заготовки, мм |
Допуск, мкм, для станков классов точности |
||
|
П |
В |
А |
|
|
200 |
5 |
3 |
2 |
|
Св. 200 до 400 |
6 |
4 |
3 |
|
» 400 » 800 |
8 |
5 |
3 |
|
» 800 » 1600 |
10 |
6 |
1 |
|
|
Выпуклость не допускается |
||
Образец-втулку с размерами, указанными на черт. 14б и в табл. 9, закрепляют (без люнета) на станке и обрабатывают его торцовую поверхность за одну установку с цилиндрической внутренней поверхностью.
После чистового шлифования торцовой поверхности проверяют вне станка ее плоскостность по ГОСТ 22267, разд. 4, метод. 2.
3.8. Шероховатость поверхности шлифованного образца-изделия:
3.8.1. Цилиндрической внутренней
3.8.2. Плоской торцовой (для станков со специальным устройством для торцового шлифования)
Таблица 12
|
Номер пункта |
Шероховатость Ra по ГОСТ 2789, не более, мкм, для станков классов точности |
||
|
П |
В |
А |
|
|
0,63 |
0,32 |
0,16 |
|
|
1,25 |
0,63 |
0,32 |
|
После чистового шлифования на проверяемом станке образцов-изделий по черт. 14а или 14б производят измерения параметра шероховатости с помощью универсальных измерительных средств для измерения шероховатости.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.Н. Байков, Ю.А. Архипов, Н.Ф. Хлебалин, В.Я. Черневич
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.01.90 № 98
3. Срок проверки - 1996 г., периодичность проверки - 5 лет
4. Стандарт соответствует СТ СЭВ 5940-87 в части типоразмерного ряда внутришлифовальных станков: 80; 200; 500 в соответствии со специализацией СССР
5. ВЗАМЕН ГОСТ 8616-80 и ГОСТ 25-80
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
СОДЕРЖАНИЕ