 | Информационная система | |
ГОСТ 15834-77
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОВОЛОКА ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
А.М. Рытиков, И.А. Алексахин (руководитель темы)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 06.07.77 № 1693
Изменение № 3 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 7 от 26.04.95)
Зарегистрировано Техническим секретариатом МГС № 1621
За принятие проголосовали:
|
Наименование национального органа по стандартизации |
|
|
Республика Беларусь |
Госстандарт Беларуси |
|
Российская Федерация |
Госстандарт России |
|
Украина |
Госстандарт Украины |
3. ВЗАМЕН ГОСТ 15834-70
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
5. Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ПЕРЕИЗДАНИЕ (май 1999 г.) с Изменениями № 1, 2, 3, утвержденными в июне 1983 г., феврале 1988 г., январе 1996 г. (ИУС 9-83, 5-88, 3-96)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПРОВОЛОКА ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ Технические условия Wire of beryllium bronze. Technical conditions |
ГОСТ |
Дата введения 01.01.79
Настоящий стандарт распространяется на круглую проволоку из бериллиевой бронзы, применяемую в приборо- и машиностроении.
1. СОРТАМЕНТ
1.1. Диаметр проволоки и предельные отклонения по нему должны соответствовать указанным в табл. 1.
Таблица 1
мм
|
Предельное отклонение для проволоки точности изготовления |
||
|
повышенной |
нормальной |
|
|
0,06 0,08 |
-0,010 |
- |
|
0,10 0,12 0,16 0,20 0,25 0,30 |
-0,020 |
|
|
0,40 0,50 0,60 |
-0,025 |
-0,040 |
|
0,63 0,70 0,80 0,90 |
-0,030 |
-0,045 |
|
1,00 1,10 1,20 1,40 1,60 1,80 2,00 2,20 2,50 2,60 2,80 |
-0,040 |
-0,060 |
|
3,20 3,60 4,00 4,50 5,00 5,60 |
-0,048 |
-0,080 |
|
6,30 7,00 8,00 9,00 |
-0,058 |
-0,10 |
|
10,0 11,0 12,0 |
-0,070 |
-0,12 |
Примечания:
1. По требованию потребителя проволоку изготовляют высокой точности диаметрами 0,06 и 0,08 мм с предельным отклонением минус 0,008 мм; диаметрами 0,10 - 0,20 мм с предельным отклонением минус 0,010 мм; диаметрами 0,25 - 0,50 мм с предельным отклонением минус 0,016 мм.
2. По требованию потребителя изготовляют проволоку диаметром 0,13 мм высокой точности с предельным отклонением ±0,005 мм.
3. По требованию потребителя допускается изготовлять проволоку диаметрами: 0,15; 0,22; 0,35; 0,45; 0,55; 0,65; 1,30; 1,50; 1,70; 2,30; 2,40; 2,70; 3,00; 3,50; 3,80; 4,20; 4,25; 5,50; 6,00; 6,50; 7,50 мм с предельными отклонениями по ближайшему большему диаметру.
4. Теоретическая масса 1000 м проволоки приведена в приложении 1.
(Измененная редакция, Изм. № 1, 2, 3).
1.2. Овальность проволоки не должна превышать предельного отклонения по диаметру. По требованию предприятий электронной и часовой промышленности проволоку изготовляют с овальностью, не превышающей половины предельного отклонения по диаметру.
Пример условного обозначения
Условные обозначения проставляются по схеме:
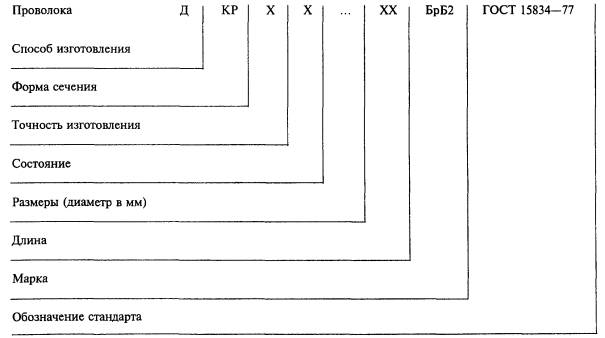
при следующих сокращениях:
способ изготовления:
холоднодеформированная - Д;
форма сечения: круглая - КР;
точность изготовления:
нормальная - Н,
повышенная - П,
высокая - В;
состояние: мягкая - М,
твердая - Т;
длина: на катушках - КТ,
в мотках, бухтах - БТ.
Примеры условных обозначений
Проволоки повышенной точности изготовления, твердой, диаметром 0,30 мм, на катушках:
Проволока ДКРПТ 0,30 КТ БрБ2 ГОСТ 15834-77
То же, нормальной точности изготовления, мягкой, диаметром 6,3 мм, в мотках:
Проволока ДКРНМ 6,3 БТ БрБ2 ГОСТ 15834-77
(Измененная редакция, Изм. № 1, 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволоку изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из бронзы марки БрБ2 с химическим составом по ГОСТ 18175.
(Измененная редакция, Изм. № 1).
2.2. По состоянию материала проволоку изготовляют мягкой (закаленной) и твердой (холоднодеформированной после закалки).
2.3. Поверхность проволоки должна быть чистой и гладкой, без трещин. Не допускаются поверхностные плены, риски, раковины, пузыри, вмятины глубиной, превышающей (после контрольной зачистки) предельные отклонения по диаметру.
Допускаются на поверхности проволоки покраснения, потемнения, цвета побежалости. Допускается определять качество поверхности по образцам, согласованным с потребителем.
(Измененная редакция, Изм. № 1, 2, 3).
2.4. Излом проволоки должен быть плотным и однородным без посторонних включений, расслоений, трещин и пустот.
2.5. Механические свойства проволоки в мягком (закаленном) и твердом (холоднодеформированном после закалки) состояниях должны соответствовать указанным в табл. 2.
Таблица 2
|
Временное сопротивление sв, кгс/мм2 (МПа), проволоки |
Относительное удлинение после разрыва d, %, при расчетной длине образца проволоки 100 мм |
|||
|
мягкой |
твердой |
мягкой |
твердой |
|
|
От 0,06 до 0,08 |
35 - 70 (343 - 686) |
95 - 140 (931 - 1372) |
15 - 60 |
- |
|
» 0,10 » 0,50 |
40 - 65 (392 - 637) |
95 - 140 (931 - 1372) |
20 - 60 |
- |
|
» 0,55 » 1,00 |
40 - 65 (392 - 637) |
85 - 130 (833 - 1274) |
20 - 60 |
- |
|
» 1,10 » 5,00 |
40 - 65 (392 - 637) |
75 - 120 (735 - 1176) |
25 - 60 |
- |
|
» 5,50 » 12,00 |
40 - 60 (392 - 588) |
75 - 110 (735 - 1078) |
30 - 60 |
- |
Примечания:
1. (Исключен, Изм. № 1).
2. Физико-химические свойства проволоки приведены в приложении 2.
2.6. Проволока должна быть подвергнута испытанию для определения способности к дисперсионному твердению.
Механические свойства образцов проволоки, подвергнутых дисперсионному твердению из мягкого и твердого состояния, должны соответствовать указанным в табл. 3.
Таблица 3*
* Табл. 4. (Исключена, Изм. № 2).
|
Временное сопротивление dв, кгс/мм2 (МПа), проволоки |
Относительное удлинение после разрыва d, %, при расчетной длине образца проволоки 100 мм |
|||
|
мягкой |
твердой |
мягкой |
твердой |
|
|
От 0,06 до 0,90 |
110 - 150 (1078 - 1470) |
Не менее 120 (1176) |
- |
Не менее 1,0 |
|
» 1,00 » 12,00 |
110 - 160 (1078 - 1568) |
Не менее 120 (1176) |
- |
Не менее 1,0 |
Примечания:
1. (Исключен, Изм. № 1).
2. Режимы термической обработки образцов приведены в приложении 3.
3. По требованию потребителя временное сопротивление твердой проволоки должно быть не менее 133 (1303) кгс/мм2 (МПа).
2.5, 2.6. (Измененная редакция, Изм. № 1, 2).
2.7. При испытании на навивку проволока не должна давать трещин и расслоений.
2.8. На образцах, вырезанных вдоль направления деформации, после дисперсионного твердения должно быть равномерное распределение включений g-фазы, устанавливаемое по образцам, согласованным в установленном порядке.
Средняя величина зерна проволоки в мягком состоянии не должна превышать 50 мкм.
2.9. Масса отрезка проволоки в мотке (на катушке) приведена в приложении 4.
Количество мотков (катушек) пониженной массы не должно быть более 10 % массы партии.
(Измененная редакция, Изм. № 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Проволоку принимают партиями. Партия должна состоять из проволоки одного диаметра, одной точности изготовления, одного состояния материала и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
результаты механических испытаний и испытаний на навивку (по требованию потребителя);
количество грузовых мест;
массу нетто проволоки;
номер партии.
Масса партии должна быть не более 500 кг.
3.2. Для определения химического состава отбирают два мотка или две катушки от партии. На предприятии-изготовителе допускается проводить проверку химического состава на пробе, взятой от расплавленного металла.
3.1, 3.2. (Измененная редакция, Изм. № 1).
3.3. Для контроля размеров и качества поверхности проволоки применяют одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18242, с приемочным уровнем дефектности 2,5 %. План выборочного контроля приведен в табл. 5. Отбор проволоки в выборку осуществляют «вслепую» (методом наибольшей объективности) по ГОСТ 18321.
Таблица 5
|
Количество контролируемых мотков (катушек), шт. |
Браковочное число |
|
|
6 - 50 |
5 |
1 |
|
51 - 150 |
20 |
2 |
|
151 - 280 |
32 |
3 |
|
281 - 500 |
50 |
4 |
|
501 - 1200 |
80 |
6 |
|
1201 - 3200 |
125 |
8 |
Примечание. Если объем партии не превышает пяти мотков (катушек), проводят сплошной контроль.
Партия считается годной, если число мотков (катушек) с результатами измерений, не соответствующими требованиям табл. 1 и п. 2.3, менее браковочного числа, приведенного в табл. 5.
При получении неудовлетворительных результатов изготовитель проводит сплошной контроль.
По требованию потребителя контролю внешнего вида и размеров проволоки подвергают каждый моток (катушку).
Допускается изготовителю контролировать качество поверхности и размеры проволоки в процессе производства.
(Измененная редакция, Изм. № 2, 3).
3.4. Для проверки качества излома, механических свойств, микроструктуры и для испытания на навивку отбирают три мотка или катушки проволоки. Испытание на навивку проводят по требованию потребителя.
3.5. Для определения средней величины зерна отбирают три мотка или катушки проволоки от партии.
Среднюю величину зерна определяют на проволоке диаметром 1,0 - 12,0 мм по требованию потребителя.
3.4, 3.5. (Измененная редакция, Изм. № 1).
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей (кроме качества поверхности и размеров) по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. № 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр внешнего вида проволоки производят без применения увеличительных приборов. Дефекты, обнаруженные на поверхности проволоки, зачищают до полного исчезновения. За величину дефекта принимают разность диаметров проволоки в месте зачистки и рядом с ним.
(Измененная редакция, Изм. № 3).
4.2. Определение диаметра проволоки и овальности производят не менее чем в двух местах в двух взаимно перпендикулярных направлениях одного и того же сечения проволоки микрометром по ГОСТ 4381 и ГОСТ 6507 или другими средствами измерений, обеспечивающими необходимую точность.
Контроль размеров проволоки проводят с заданной вероятностью 97,5 %.
(Измененная редакция, Изм. № 2, 3).
4.3. Проверку глубины дефектов поверхности производят по мере необходимости контрольной зачисткой. При этом проволоку в месте дефекта зачищают шлифовальной шкуркой или другими средствами до видимого исчезновения дефекта, после чего измеряют диаметр проволоки в месте зачистки.
4.4. Проверку качества излома производят на проволоке диаметром от 2,0 до 12,00 мм. Для получения излома проволоку надрезают на глубину, не превышающую 1/3 ее диаметра, и отламывают по надрезу. Осмотр излома проводят без применения увеличительных приборов. Проверку проводят на трех образцах, отобранных от одной катушки (или мотка).
Допускается применять неразрушающие методы контроля.
(Измененная редакция, Изм. № 1).
4.5. Испытание проволоки на растяжение проводят по ГОСТ 10446 на образцах с расчетной длиной 100 мм.
Испытание проводят на трех образцах.
4.6. Испытание проволоки на навивку проводят по ГОСТ 10447 путем навивки 10 витков проволоки на цилиндрическую оправку, диаметр которой равен двойному диаметру проволоки, но не менее 1 мм. Испытание проводят на трех образцах.
4.7. Измерение средней величины зерна проводят на микрошлифах продольного сечения по ГОСТ 21073.0 - ГОСТ 21073.4. Средняя величина зерна должна быть не крупнее 5-го номера при 100-кратном увеличении на трех образцах.
(Измененная редакция, Изм. № 2).
4.8. Химический состав проволоки определяют по ГОСТ 15027.1 - ГОСТ 15027.3, ГОСТ 15027.5 - ГОСТ 15027.7, ГОСТ 15027.13 или другими методами, не уступающими по точности указанным в стандартах. При возникновении разногласий в оценке химического состава проволоки из бериллиевой бронзы анализ проводят по ГОСТ 15027.1 - ГОСТ 15027.3, ГОСТ 15027.5 - ГОСТ 15027.7, ГОСТ 15027.13.
Для анализа химического состава от каждого отобранного мотка или катушки вырезают по одному образцу. Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231.
(Измененная редакция, Изм. № 1, 3).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Проволоку диаметром менее 0,5 мм наматывают на катушки, а диаметром 0,5 мм и более свертывают в мотки.
По требованию потребителя мягкую проволоку диаметром от 0,5 до 1,0 мм включительно наматывают на катушки.
(Измененная редакция, Изм. № 1).
5.2. Проволока должна быть свернута в мотки или намотана на катушки правильными неперепутанными рядами, без резких изгибов. Концы проволоки на катушках прочно закрепляют.
5.3. Каждый моток или каждая катушка должны состоять из одного отрезка проволоки без сростков, скруток и узлов.
5.4. Каждый моток проволоки должен быть перевязан проволокой диаметром не менее 0,5 мм по ГОСТ 3282 не менее чем в двух местах, симметрично по окружности мотка, со скруткой проволоки не менее трех витков.
5.5. Мотки проволоки одной партии должны быть связаны в бухты массой не более 80 кг. Каждая бухта должна быть прочно перевязана проволокой диаметром не менее 1 мм по ГОСТ 3282 не менее чем в трех местах, равномерно по окружности бухты, с прокладкой из бумаги по ГОСТ 8828 или ГОСТ 8273 в местах перевязки, со скруткой проволоки не менее пяти витков.
5.6. Каждую бухту или моток, если он не связан в бухту, снабжают металлическим или фанерным ярлыком, а каждую катушку - этикеткой.
На ярлыке или этикетке должны быть указаны:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
номер партии;
штамп технического контроля.
5.4 - 5.6. (Измененная редакция, Изм. № 1).
5.7. Проволоку диаметром 1,0 мм и менее упаковывают в деревянные ящики типа I или II по ГОСТ 2991 или деревянные ящики и разборные металлические ящичные поддоны по нормативно-технической документации в соответствии с требованиями ГОСТ 2991 и ГОСТ 9570, выстланные бумагой по ГОСТ 8273, ГОСТ 8828 или картоном по ГОСТ 7376, ГОСТ 9421.
По согласованию изготовителя с потребителем допускается применять другие ящики и другие перевязочные и упаковочные материалы, по прочности не уступающие перечисленным выше и обеспечивающие сохранность качества продукции.
(Измененная редакция, Изм. № 2, 3).
5.8. Бухты или мотки проволоки диаметром более 1,0 мм должны быть обернуты в нетканый материал по нормативно-технической документации или другие виды упаковочных материалов, обеспечивающие сохранность продукции, кроме льняных и хлопчатобумажных тканей, и перевязаны проволокой диаметром не менее 1,0 мм по ГОСТ 3282 не менее чем в двух местах, симметрично по окружности мотка или бухты. Наружный диаметр бухты не должен превышать 1000 мм.
Масса грузового места не должна превышать 80 кг.
Упаковка продукции в районы Крайнего Севера и труднодоступные районы - по ГОСТ 15846.
(Измененная редакция, Изм. № 1, 2).
5.9. Укрупнение грузовых мест и формирование их в транспортные пакеты проводят по ГОСТ 24597, ГОСТ 26663 и ГОСТ 9078.
Масса пакетов не должна превышать 1250 кг.
Допускается укрупнение грузовых мест проводить без поддонов с применением деревянных брусков сечением не менее 50´50 мм с креплением каждого ряда ящиков проволокой диаметром не менее 3 мм по ГОСТ 3282 со скручиванием концов не менее пяти витков и бухт с применением пакетирующих обвязок из проволоки диаметром не менее 5 мм по ГОСТ 3282 со скручиванием концов не менее трех витков.
(Измененная редакция, Изм. № 1, 2, 3).
5.10. Проволоку диаметром 1,0 мм и менее допускается транспортировать в универсальных контейнерах по ГОСТ 20435 или по ГОСТ 22225 или металлических ящичных поддонах по нормативно-технической документации в соответствии с требованиями ГОСТ 9570 без упаковки в ящики, а проволоку диаметром более 1,00 мм в металлических ящичных поддонах - без упаковки в упаковочный материал.
Подготовка грузов к перевозке морским транспортом - по ГОСТ 26653.
(Измененная редакция, Изм. № 1, 2).
5.11. Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционного знака «Беречь от влаги». В каждый ящик должен быть вложен упаковочный лист, в котором указывают данные, приведенные в п. 5.6, а также массу брутто и нетто.
5.12. Проволоку транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, мелкими отправками.
5.11, 5.12. (Измененная редакция, Изм. № 1).
5.13. Проволока должна храниться в крытом помещении или под навесом, защищающим ее от атмосферных осадков, в условиях отсутствия контакта с активными химическими веществами.
При соблюдении указанных условий хранения потребительские свойства проволоки при хранении не изменяются.
(Измененная редакция, Изм. № 1, 3).
5.14. (Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ТЕОРЕТИЧЕСКАЯ МАССА 1000 м ПРОВОЛОКИ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ
|
Площадь поперечного сечения, мм2 |
Теоретическая масса 1000 м, кг |
Диаметр проволоки, мм |
Площадь поперечного сечения, мм2 |
Теоретическая масса 1000 м, кг |
|
|
0,06 |
0,003 |
0,023 |
2,00 |
3,141 |
25,756 |
|
0,08 |
0,005 |
0,041 |
2,20 |
3,799 |
31,155 |
|
0,10 |
0,008 |
0,064 |
2,30 |
4,153 |
34,052 |
|
0,12 |
0,011 |
0,093 |
2,40 |
4,522 |
37,077 |
|
0,14 |
0,015 |
0,126 |
2,50 |
4,906 |
40,231 |
|
0,15 |
0,018 |
0,145 |
2,60 |
5,307 |
43,514 |
|
0,16 |
0,020 |
0,165 |
2,70 |
5,723 |
46,926 |
|
0,20 |
0,031 |
0,257 |
2,80 |
6,154 |
50,466 |
|
0,22 |
0,038 |
0,312 |
3,00 |
7,065 |
57,933 |
|
0,25 |
0,049 |
0,402 |
3,20 |
8,038 |
65,915 |
|
0,30 |
0,071 |
0,579 |
3,50 |
9,610 |
78,804 |
|
0,35 |
0,096 |
0,788 |
3,60 |
10,174 |
83,424 |
|
0,40 |
0,126 |
1,030 |
3,80 |
11,335 |
92,950 |
|
0,45 |
0,159 |
1,303 |
4,00 |
12,560 |
102,992 |
|
0,50 |
0,196 |
1,609 |
4,20 |
13,847 |
113,549 |
|
0,55 |
0,237 |
1,947 |
4,25 |
14,177 |
116,252 |
|
0,60 |
0,283 |
2,317 |
4,50 |
15,896 |
130,349 |
|
0,63 |
0,312 |
2,555 |
5,00 |
19,625 |
160,925 |
|
0,65 |
0,332 |
2,720 |
5,50 |
23,746 |
194,719 |
|
0,70 |
0,385 |
3,154 |
5,60 |
24,618 |
201,864 |
|
0,80 |
0,502 |
4,120 |
6,00 |
28,260 |
231,732 |
|
0,90 |
0,636 |
5,214 |
6,30 |
31,157 |
255,484 |
|
1,00 |
0,785 |
6,437 |
6,50 |
33,166 |
271,963 |
|
1,10 |
0,950 |
7,789 |
7,00 |
38,465 |
315,413 |
|
1,20 |
1,130 |
9,269 |
7,50 |
44,156 |
362,081 |
|
1,30 |
1,327 |
10,879 |
8,00 |
50,240 |
411,968 |
|
1,40 |
1,539 |
12,616 |
9,00 |
63,585 |
521,397 |
|
1,50 |
1,766 |
14,483 |
10,00 |
78,500 |
643,700 |
|
1,60 |
2,010 |
16,479 |
11,00 |
94,985 |
778,877 |
|
1,70 |
2,269 |
18,603 |
12,00 |
113,040 |
926,928 |
|
1,80 |
2,543 |
20,856 |
|
|
|
Примечание. При расчете теоретической массы проволоки плотность бронзы принята равной 8,2 г/см3.
ПРИЛОЖЕНИЕ 2
Справочное
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ПРОВОЛОКИ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ МАРКИ БрБ2
|
Норма для проволоки |
||||
|
мягкой |
твердой |
|||
|
без дисперсионного твердения |
после дисперсионного твердения |
без дисперсионного твердения |
после дисперсионного твердения |
|
|
Модуль нормальной упругости, кгс/мм2 (МПа) |
12000 (117600) |
13000 (127400) |
12000 (117600) |
13500 (132300) |
|
Предел упругости при растяжении s0,005, кгс/мм2 (МПа) |
20 (196) |
80 (784) |
60 (588) |
100 (980) |
|
Удельное электросопротивление, Ом×мм2/м |
0,10 |
0,07 |
0,20 |
0,08 |
|
Твердость по Виккерсу, кгс/мм2 (МПа) |
100 (980) |
320 (3136) |
180 (1764) |
360 (3528) |
|
Условный предел текучести s0,2, кгс/мм2 (МПа) |
24 (235) |
110 (1078) |
75 (735) |
140 (1372) |
ПРИЛОЖЕНИЕ 3
Обязательное
РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОБРАЗЦОВ, ИЗГОТОВЛЕННЫХ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ
1. Температура нагрева под закалку - (780 ± 10) °С, выдержка при температуре нагрева в течение 10 - 20 мин, затем быстрое охлаждение в воде.
2. Температура старения (дисперсионного твердения) - (320 ± 10) °С в течение 3 ч.
ПРИЛОЖЕНИЕ 3. (Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 4
Обязательное
|
Масса отрезка проволоки в мотке (катушке), кг, не менее |
Диаметр проволоки, мм |
Масса отрезка проволоки в мотке (катушке), кг, не менее |
|||
|
нормальная |
пониженная |
нормальная |
пониженная |
||
|
От 0,06 до 0,08 |
0,05 |
0,02 |
От 0,45 до 0,60 |
0,50 |
0,25 |
|
» 0,10 » 0,16 |
0,10 |
0,05 |
» 0,63 » 0,80 |
1,00 |
0,50 |
|
» 0,20 » 0,30 |
0,20 |
0,10 |
» 0,90 » 2,00 |
2,00 |
1,00 |
|
» 0,35 » 0,40 |
0,30 |
0,15 |
» 2,20 » 12,00 |
5,00 |
3,00 |
ПРИЛОЖЕНИЕ 4. (Введено дополнительно, Изм. № 2).
СОДЕРЖАНИЕ