 | Информационная система | |
ГОСТ 30674-99
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БЛОКИ ОКОННЫЕ
ИЗ ПОЛИВИНИЛХЛОРИДНЫХ ПРОФИЛЕЙ
Технические условия
МЕЖГОСУДАРСТВЕННАЯ
НАУЧНО-ТЕХНИЧЕСКАЯ КОМИССИЯ
ПО СТАНДАРТИЗАЦИИ, ТЕХНИЧЕСКОМУ НОРМИРОВАНИЮ
И СЕРТИФИКАЦИИ В СТРОИТЕЛЬСТВЕ (МНТКС)
Москва
Предисловие
1 РАЗРАБОТАН Управлением стандартизации, технического нормирования и сертификации Госстроя России с участием фирмы ЗАО «КБЕ Оконные технологии», НИУПЦ «Межрегиональный институт окна» и ГП Центр методологии нормирования и стандартизации в строительстве Госстроя России
ВНЕСЕН Госстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и сертификации в строительстве (МНТКС) 2 декабря 1999 г.
За принятие проголосовали
|
Наименование государства |
Наименование органа государственного управления строительством |
|
Республика Армения |
Министерство градостроительства Республики Армения |
|
Республика Казахстан |
Комитет по делам строительства Министерства энергетики, индустрии и торговли Республики Казахстан |
|
Кыргызская Республика |
Государственная инспекция по архитектуре и строительству при Правительстве Кыргызской Республики |
|
Республика Молдова |
Министерство развития территорий, строительства и коммунального хозяйства Республики Молдова |
|
Российская Федерация |
Госстрой России |
|
Республика Таджикистан |
Комитет по делам архитектуры и строительства Республики Таджикистан |
|
Республика Узбекистан |
Государственный комитет строительства, архитектуры и жилищной политики Узбекистана |
3 ВВЕДЕН ВПЕРВЫЕ
4 ВВЕДЕН В ДЕЙСТВИЕ с 1 января 2001 г. в качестве государственного стандарта Российской Федерации постановлением Госстроя России от 06.05.2000 г. №37
СОДЕРЖАНИЕ
ГОСТ 30674-99
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БЛОКИ ОКОННЫЕ
ИЗ ПОЛИВИНИЛХЛОРИДНЫХ ПРОФИЛЕЙ
Технические условия
WINDOWS
OF POLYVINYLCHLORIDE PROFILES
Specifications
Дата введения 2001-01-01
1 Область применения
Настоящий стандарт распространяется на оконные и балконные дверные блоки из поливинилхлоридных профилей по ГОСТ 30673 одинарной конструкции со стеклопакетами (далее - оконные блоки или изделия) для зданий и сооружений различного назначения.
Допускается распространение требований стандарта на изделия, остекленные листовым стеклом и предназначенные для применения в неотапливаемых помещениях.
Стандарт не распространяется на мансардные оконные блоки, изделия с раздвижным открыванием створок, а также на оконные блоки специального назначения в части дополнительных требований к пожаробезопасности, защиты от взлома и т.д.
Область применения конкретных марок изделий устанавливают в зависимости от условий эксплуатации, в соответствии с действующими строительными нормами и правилами, с учетом требований ГОСТ 23166 и настоящего стандарта.
Требования настоящего стандарта являются обязательными (кроме оговоренных в тексте как рекомендуемые или справочные).
Стандарт может быть применен для сертификации изделий.
2 Нормативные ссылки
В настоящем документе приведены ссылки на следующие стандарты:
ГОСТ 9.303-84 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 111-90 Стекло листовое. Технические условия
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 538-88 Изделия замочные и скобяные. Общие технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9416-83 Уровни строительные. Технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 23166-99 Блоки оконные. Общие технические условия
ГОСТ 24033-80 Окна и балконные двери деревянные. Методы механических испытаний
ГОСТ 24866-99 Стеклопакеты клееные строительного назначения. Технические условия
ГОСТ 26433.0-85 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Общие положения
ГОСТ 26433.1-89 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Элементы заводского изготовления
ГОСТ 26602.1-99 Блоки оконные и дверные. Методы определения сопротивления теплопередаче
ГОСТ 26602.2-99 Блоки оконные и дверные. Методы определения воздухо- и водопроницаемости
ГОСТ 26602.3-99 Блоки оконные и дверные. Метод определения звукоизоляции
ГОСТ 26602.4-99 Блоки оконные и дверные. Метод определения общего коэффициента пропускания света
ГОСТ 30673-99 Профили поливинилхлоридные для оконных и дверных блоков. Технические условия
3 Термины и определения
Термины и определения, применяемые в настоящем стандарте, приведены в ГОСТ 23166. Термины, отражающие специфику конструкции оконных блоков из поливинилхлоридных профилей (далее - ПВХ профили), а также определения их основных функциональных зон, деталей и размеров даны в приложении А.
4 Классификация и условное обозначение
4.1 Изделия классифицируют по ГОСТ 23166, а также по вариантам конструктивного исполнения и виду отделки лицевых поверхностей ПВХ профилей.
По вариантам конструктивного исполнения ПВХ профилей оконные блоки подразделяют на изделия с одно-, двух-, трех-, четырех и более камерными профилями.
По виду отделки лицевых поверхностей изделия подразделяют на:
белого цвета, окрашенные в массе;
отделанные декоративной пленкой (ламинированные);
с коэкструдированным лицевым покрытием.
4.2 Условное обозначение изделий принимают по ГОСТ 23166 с указанием обозначения настоящего стандарта.
4.3 Для изделий, выпускаемых по индивидуальным заказам, допускается принимать следующую структуру условного обозначения:
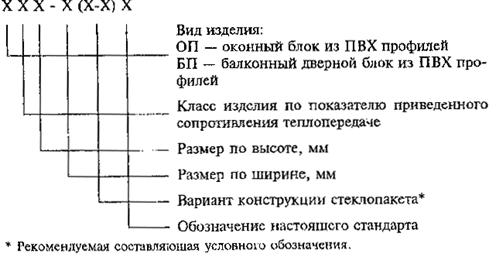
Пример условного обозначения - ОП В2 1840-1220 (4М1-16Аr-К4) ГОСТ 30674-99 - оконный блок из ПВХ профилей - ОП, класс изделия по показателю приведенного сопротивления теплопередаче - В2, высотой 1840 мм, шириной 1220 мм, с конструкцией стеклопакета: наружное стекло толщиной 4 мм марки М1 по ГОСТ 111, межстекольное расстояние 16 мм, заполненное аргоном, внутреннее стекло толщиной 4 мм с твердым теплоотражающим покрытием, в соответствии с настоящим стандартом.
В случае применения изделий морозостойкого исполнения к обозначению вида изделия добавляют букву «М».
При оформлении заказа на изготовление (поставку) индивидуальных изделий рекомендуется указывать вариант конструктивного решения, включая описание конструкции профилей и стеклопакетов, чертеж с указанием схемы открывания, типа оконных приборов, требования к внешнему виду и другие требования по согласованию изготовителя с заказчиком.
5 Технические требования
5.1 Общие положения
5.1.1 Изделия должны соответствовать требованиям настоящего стандарта, ГОСТ 23166 и изготавливаться по конструкторской и технологической документации, утвержденной в установленном порядке.
Рекомендуемый состав документации на изготовление оконных блоков приведен в приложении Б.
5.1.2 Изделия состоят из рамочных элементов, сваренных из ПВХ профилей, усиленных стальными вкладышами.
Импосты закрепляют в рамочных элементах при помощи механических соединений или сварки.
Конструкция изделий (кроме предназначенных для неотапливаемых помещений) должна включать в себя не менее двух рядов уплотняющих прокладок в притворах.
Примеры конструктивных решений основных узлов соединений (притворов) створок и коробок различных оконных систем приведены на рисунках 1-3.
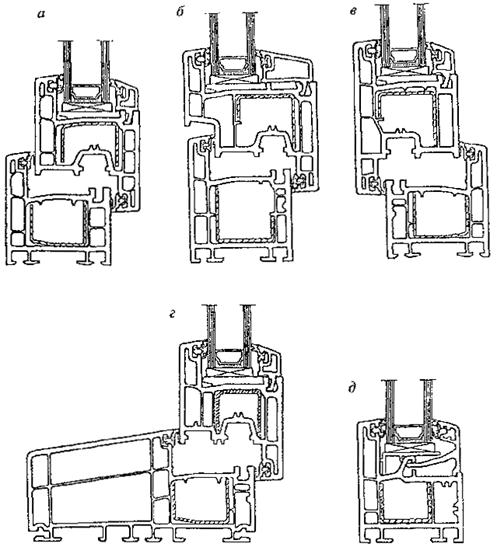
а - оконная система из трехкамерных профилей; б - оконная система с четырехкамерной створкой и трехкамерной коробкой (расположение наружных стенок створок и коробок в одной плоскости); в - оконная система из трехкамерных профилей (открывание наружу); г - оконная система из многокамерных профилей с расширенной коробкой; д - оконная система с остекленной коробкой
Рисунок 1 - Узлы основных притворов с внутренним и наружным уплотнениями
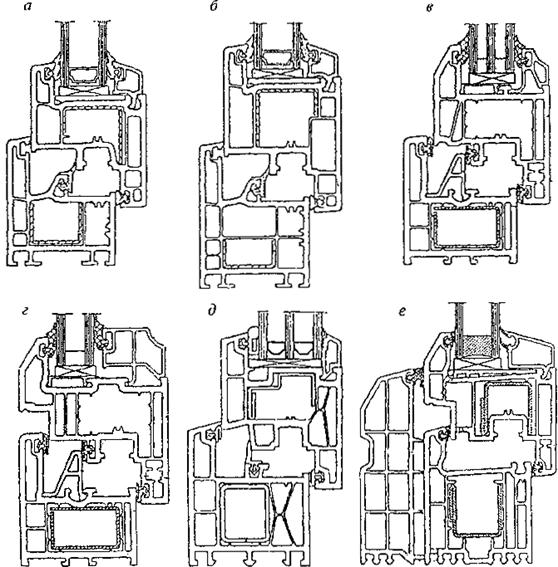
а, б - оконные системы из трехкамерных профилей со средним и внутренним уплотнениями; в - оконная система с четырехкамерной створкой и трехкамерной коробкой, с наружным, средним и внутренним уплотнениями; г - оконная система с многокамерной створкой и трехкамерной коробкой с наружным, средним и внутренним уплотнениями (расположение лицевых наружных стенок створок и коробок в одной плоскости); д - оконная система с четырехкамерными створкой и коробкой с наружным, средним и внутренним уплотнениями; е - оконная система с четырехкамерной створкой и многокамерной составной коробкой с наружным средним и внутренним уплотнениями
Рисунок 2 - Узлы основных притворов с различными видами уплотнений
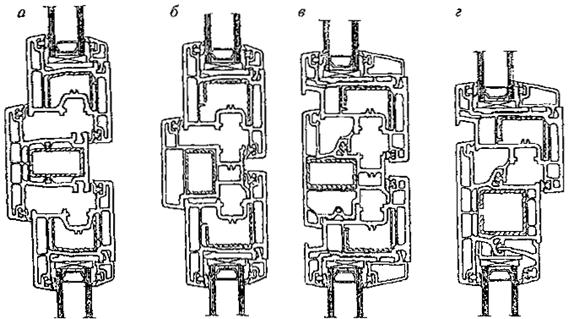
а - импостной притвор оконной системы с наружным и внутренним уплотнениями; б - штульповой (безимпостный) притвор оконной системы с наружным и внутренним уплотнениями; в - штульповой (безимпостный) притвор оконной системы со средним и внутренним уплотнениями; г - импостный притвор неоткрывающихся и открывающихся элементов оконной системы со средним и внутренним уплотнениями
Рисунок 3 - Узлы импостного и штульпового притворов
5.1.3 Конструкция изделий для жилых помещений должна предусматривать проветривание помещений при помощи форточек, фрамуг, створок с поворотно-откидным (откидным) регулируемым открыванием или вентиляционных клапанов.
Для улучшения влажностного режима помещений рекомендуется применение в изделиях систем самовентиляции с помощью внутрипрофильных каналов, а также оконных блоков со встроенными регулируемыми и саморегулирующимися климатическими клапанами. Система внутрипрофильной канальной самовентиляции приведена в приложении В.
Для повышения звукоизоляционных характеристик изделия в режиме проветривания в оконные блоки могут устанавливаться шумозащитные клапаны.
5.1.4 Требования настоящего стандарта распространяются на оконные блоки с площадью, не превышающей 6 м2, при максимальной площади каждого открывающегося элемента 2,5 м2 для изделий белого цвета и 2,2 м2 - для изделий других цветов.
Расчетная масса створок (полотен) изделий белого цвета не должна превышать 80 кг, масса открывающихся элементов изделий других цветов - 60 кг.
Изготовление оконных блоков (створок) с площадью и массой, превышающими указанные значения, должно быть подтверждено результатами лабораторных испытаний или дополнительными прочностными расчетами согласно действующим строительным нормам с учетом требований ГОСТ 23166.
Допускаемое соотношение высоты и ширины открывающихся элементов конкретных марок изделий с учетом схемы открывания, типов применяемых профилей и оконных приборов, момента инерции усилительных вкладышей и веса створчатых элементов устанавливают в технической документации.
5.1.5 Изделия должны быть безопасными в эксплуатации и обслуживании. Условия безопасности применения изделий различных конструкций устанавливают в проектной документации (например, оконные блоки с подвесным открыванием створок не рекомендуется применять в детских учреждениях). Изделия должны быть рассчитаны на эксплуатационные нагрузки, включая ветровую нагрузку в соответствии с действующими строительными нормами.
5.1.6 Изделия (или материалы для их изготовления и комплектующие детали) должны иметь документы о санитарной безопасности, предусмотренные действующим законодательством и оформленные в установленном порядке.
5.2 Размеры и требования к предельным отклонениям
5.2.1 Габаритные размеры и архитектурные рисунки оконных блоков - в соответствии с ГОСТ 23166.
Номинальные размеры сечений профилей, усилительных вкладышей, комбинаций профилей устанавливают в технической документации на их изготовление.
5.2.2 Предельные отклонения номинальных габаритных
размеров изделии не должны превышать ![]() мм.
мм.
5.2.3 Предельные отклонения от номинальных размеров элементов изделий, зазоров в притворах и под наплавом, размеров расположения оконных приборов и петель не должны превышать значений, установленных в таблице 1.
Таблица 1
В миллиметрах
|
Размерный интервал |
Предельные отклонения номинальных размеров |
||||
|
внутренний размер коробок |
наружный размер створок |
зазор в притворе (фальцлюфт) |
зазор под наплавом |
размеры расположения приборов и петель |
|
|
До 1000 |
±1,0 |
-1,0 |
±1,5 |
+1,0 |
±1,0 |
|
От 1000 до 2000 |
+2,0 -1,0 |
±1,0 |
+1,0 -0,5 |
||
|
Св.2000 |
+2,0 -1,0 |
+ 1,0 -2,0 |
+1,5 -0,5 |
||
|
Примечания 1 Значения предельных отклонений установлены для температурного интервала проведения измерения - 16 - 24 °С. 2 Значения предельных отклонений размеров зазоров в притворах и под наплавом приведены для закрытых створок с установленными уплотняющими прокладками. |
|||||
Разность длин диагоналей прямоугольных рамочных элементов не должна превышать 2,0 мм при наибольшей длине стороны створки до 1400 мм и 3,0 мм - более 1400 мм.
5.2.4 Перепад лицевых поверхностей (провес) в сварных угловых и Т-образных соединениях смежных профилей коробок и створок, установка которых предусмотрена в одной плоскости, не должен превышать 0,7 мм, при механическом соединении импостов с профилями коробок, а также между собой - не более 1,0 мм.
5.2.5 В случае, если обработка сварного шва предусматривает выборку канавки, размер канавки на лицевых поверхностях не должен превышать 5 мм по ширине, глубина канавки должна быть в пределах 0,5 - 1,0 мм, а величина среза наружного угла сварного шва не должна превышать 3 мм по сварному шву.
5.2.6 Провисание открывающихся элементов (створок, полотен, форточек) в собранном изделии не должно превышать 1,5 мм на 1 м ширины.
5.2.7 Отклонение номинального размера расстояния между наплавами смежных закрытых створок не должно превышать 1,0 мм на 1 м длины притвора.
5.2.8 Отклонения от прямолинейности кромок деталей рамочных элементов не должны превышать 1 мм на 1 м длины на любом участке.
5.3 Характеристики
5.3.1 Основные эксплуатационные характеристики изделий с трехкамерными профилями коробок и створок приведены в таблице 2.
|
Наименование показателей |
Значение показателя |
|
|
Приведенное сопротивление теплопередаче, м2 °С/Вт, не менее: |
||
|
с однокамерным стеклопакетом |
||
|
4M1-16-4M1 |
0,35 |
|
|
4M1-16Ar-4M1 |
0,37 |
|
|
4M1-16-K4 |
0,54 |
|
|
4M1-l6-И4 |
0,58 |
|
|
4M1-16Ar-K4 |
0,59 |
|
|
4M1-16Аг-И4 |
0,63 |
|
|
с двухкамерным стеклопакетом; |
||
|
4M1-8-4 M1-8-4M1 |
0,49 |
|
|
4M1-10-4M1-10-4M1 |
0,51 |
|
|
4M1-10Ar-4M1-10Ar-4M1 |
0,54 |
|
|
4M1-12-4M1-12-4M1 |
0,53 |
|
|
4M1-12Ar-4M1-12Ar-4M1 |
0,56 |
|
|
с двухкамерным стеклопакетом с теплоотражающим покрытием |
||
|
4M1-8-4M1-8-K4 |
0,57 |
|
|
4M1-8-4M1-8-И4 |
0,61 |
|
|
4M1-8Ar-4M1-8Ar-K4 |
0,63 |
|
|
4M1-8Ar-4M1-8Ar-И4 |
0,65 |
|
|
4M1-12-4M1-12-K4 |
0,61 |
|
|
4M1-12-4M1-12-И4 |
0,66 |
|
|
4M1-12Ar-4M1-12Ar-K4 |
0,67 |
|
|
4M1-12Ar-4M1-12Ar-И4 |
0,72 |
|
|
Изоляция воздушного шума транспортного потока, дБА, не менее |
26 |
|
|
Класс звукоизоляции, не ниже |
Д |
|
|
Общий коэффициент светопропускания (справочное значение) |
0,35 - 0,60 |
|
|
Воздухопроницаемость при DР =100 Па, м3 /(ч×м2), не более |
17,0 |
|
|
Класс воздухо- и водопроницаемости, не ниже |
В |
|
|
Безотказность оконных приборов и петель, цикл «открывание-закрывание» |
По ГОСТ 23166 |
|
|
Долговечность, условных лет эксплуатации: |
||
|
ПВХ профилей |
20(40) |
|
|
стеклопакетов |
10(20) |
|
|
уплотняющих прокладок |
5(10) |
|
|
Примечания 1 Приведенное сопротивление теплопередаче непрозрачной части заполнения балконных дверных блоков должно быть не менее чем в 1,3 раза выше сопротивления теплопередаче прозрачной части изделий, но не ниже 0,8 м2 °С/Вт. Значения приведенного сопротивления теплопередаче комбинации профилей изделия не должны быть ниже этого показателя для стеклопакетов более чем на 15%. 2 Значения приведенного сопротивления теплопередаче установлены для изделий с отношением площади остекления к площади изделия, равным 0,7, и средней толщиной комбинации профилей 58 - 62 мм. 3 Срок ввода показателей долговечности, указанных в скобках, - 01.07.2002 г. |
||
Показатели приведенного сопротивления теплопередаче для изделий из профилей с другим числом камер и другой конструкцией стеклопакета принимают, исходя из результатов лабораторных испытаний.
5.3.2 Сопротивление действию статических нагрузок и усилий, прикладываемых к створкам для их открывания и закрывания, - по ГОСТ 23166.
5.3.3 Сварные угловые соединения с обработанными сварными швами створок шириной до 1000 мм должны выдерживать действие контрольной нагрузки, приложенной по схеме А рисунка 9, не менее:
750 Н - при высоте створки до 1300 мм;
800 Н - при высоте створки свыше 1300 до 1500 мм;
900 Н - при высоте створки свыше 1500 до 1800 мм;
1000 Н - при площади остекления створок 2,1 - 2,3 м2 и для обвязок дверных полотен.
Значение нагрузок при испытании прочности угловых соединений створок шириной свыше 1000 до 1200 мм увеличивают на 10 %.
Значение нагрузок при испытании прочности угловых соединений коробок по схеме А рисунка 9 - не менее 800 Н, по схеме Б - 1600 Н.
При испытаниях по схеме Б рисунка 9 угловые соединения должны выдерживать действие нагрузки, увеличенной в два раза.
5.3.4 Значения прочности угловых соединений рамочных элементов в случае применения профилей классов В и С по ГОСТ 30673 устанавливают в нормативной и конструкторской документации на эти виды изделий.
5.3.5 Внешний вид изделий: цвет, глянец, допустимые дефекты
поверхности ПВХ профилей (риски, царапины, усадочные раковины и др.) должен, соответствовать образцам-эталонам, утвержденным руководителем предприятия-изготовителя изделий.
Сварные швы не должны иметь поджогов, непроваренных участков, трещин. Изменение цвета ПВХ профилей в местах сварных швов после их зачистки не допускается.
5.3.6 Лицевые поверхности профилей створок и коробок изделий (кроме изогнутых) должны быть защищены самоклеющейся пленкой.
5.4 Требования к комплектующим деталям и их установке
5.4.1 Материалы и комплектующие детали, применяемые для изготовления оконных блоков, должны соответствовать требованиям стандартов, технических условий, технических свидетельств, утвержденных в установленном порядке.
5.4.2 Основные комплектующие детали изделий: ПВХ профили, стеклопакеты, уплотняющие прокладки, оконные приборы должны быть испытаны на долговечность (безотказность) в испытательных центрах, аккредитованных на право проведения таких испытаний.
5.5 Требования к ПВХ профилям
5.5.1 Поливинилхлоридные профили должны изготавливаться из жесткого непластифицированного, модифицированного на высокую ударную вязкость и стойкость к климатическим воздействиям поливинилхлорида, и отвечать требованиям ГОСТ 30673, а также техническим условиям на конкретные системы профилей, утвержденных в установленном порядке.
5.5.2 Изделия рекомендуется изготавливать из ПВХ профилей белого цвета, окрашенных в массе.
По согласованию потребителя и изготовителя допускается изготовление изделий из ПВХ профилей других цветов и видов отделки лицевых поверхностей. Применение окрашенных в массе цветных профилей без защитного декоративного покрытия на поверхностях, подверженных воздействию ультрафиолетовых лучей, не допускается.
5.5.3 Изогнутые профили не должны иметь отклонений от формы (коробление, волнистость), превышающих по ширине и высоте профиля (±1,5) мм. Рекомендуемый минимальный радиус гибки для белых ПВХ профилей следует принимать равным пятикратной ширине профиля, для других профилей - 5,5 ширины профиля.
5.6 Требования к остеклению, филенкам дверных полотен и уплотняющим прокладкам
5.6.1 Для остекления изделий применяют одно-двухкамерные стеклопакеты по ГОСТ 24866, стекло по ГОСТ 111, а также по нормативной документации на конкретные виды светопрозрачного заполнения оконных блоков.
В конструкциях стеклопакетов рекомендуется применять стекла с низкоэмиссионными теплоотражающими покрытиями. Для повышения теплозащитных характеристик стеклопакеты могут быть заполнены инертным газом.
5.6.2 Для повышения архитектурной выразительности допускается установка декоративных раскладок (горбыльков) на наружные поверхности стеклопакетов на атмосферостойких клеях или применение стеклопакетов с внутренней рамкой (рисунок 4).
5.6.3 Стеклопакеты (стекла) устанавливают в фальц створки или коробки на подкладках, исключающих касание кромок стеклопакета (стекла) внутренних поверхностей фальцев ПВХ профилей.
В зависимости от функционального назначения подкладки подразделяют на базовые, опорные и дистанционные.

а - профили внутренней рамки стеклопакета; б - накладные декоративные раскладки; в - вариант комбинированного применения накладных раскладок и внутренней рамки стеклопакета; г - переплетные соединения раскладок
Рисунок 4 - Варианты установки декоративных раскладок
Для обеспечения оптимальных условий переноса веса стеклопакета на конструкцию изделия применяют опорные подкладки, а для обеспечения номинальных размеров зазора между кромкой стеклопакета и фальцем створки - дистанционные подкладки.
Базовые подкладки применяют для выравнивания скосов, фальца и устанавливают под опорными и дистанционными подкладками. Ширина базовых подкладок должна быть равна ширине фальца, а длина - не менее длины опорных и дистанционных подкладок.
Опорные и дистанционные подкладки могут совмещать функции базовых.
Длина опорных и дистанционных подкладок должна быть от 80 до 100 мм, ширина подкладок - не менее чем на 2 мм больше толщины стеклопакета.
5.6.4 Подкладки изготавливают из жестких атмосферостойких полимерных материалов. Рекомендуемое значение твердости опорных подкладок - 75 - 90 ед. по Шору А.
5.6.5 Способы установки и (или) конструкции подкладок должны исключать возможность их смещения во время транспортировки и эксплуатации изделий.
5.6.6 Конструкция подкладок не должна препятствовать циркуляции воздуха над внутренней поверхностью фальца остекления.
5.6.7 При совпадении места установки подкладки с головкой крепежного шурупа не допускается перекос подкладки.
5.6.8 На любой стороне стеклопакета рекомендуется устанавливать не более двух опорных подкладок.
5.6.9 Расстояние от подкладок до углов стеклопакетов должно быть, как правило, 50 - 80 мм. При ширине стеклопакета более 1,5 м рекомендуется увеличивать это расстояние до 150 мм.
5.6.10 Основные схемы расположения опорных и дистанционных подкладок при монтаже стеклопакетов в зависимости от вида открывания оконных блоков приведены на рисунке 5. В балконных дверных блоках и в изделиях с усиленными запирающими приборами рекомендуется установка дополнительных подкладок в местах запирания.
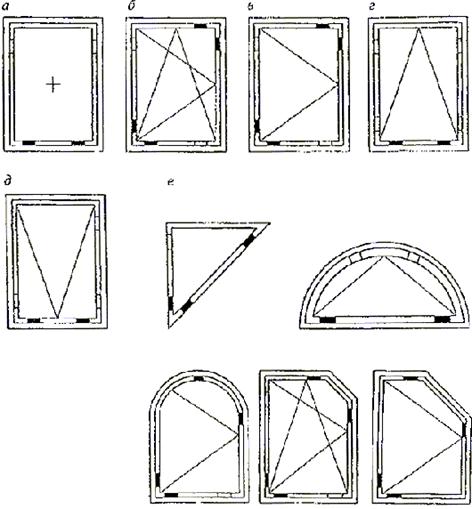
Виды открывания оконных блоков: а - неоткрывающиеся; б - поворотно-откидное; в - поворотное (распашное); г - откидное; д - подвесное; е - установка подкладок в фигурных оконных блоках
![]() - опорные подкладки
- опорные подкладки
![]() - дистанционные подкладки
- дистанционные подкладки
Рисунок 5 - Схемы расположения опорных и дистанционных подкладок при монтаже стеклопакетов в зависимости от вида открывания оконных блоков
5.6.11 Непрозрачные заполнения полотен балконных дверных блоков (филенки) рекомендуется изготавливать из трехслойных панелей, состоящих из пластиковых или алюминиевых облицовочных листов с заполнением утеплителем. В филенках изделий, предназначенных для эксплуатации в неотапливаемых помещениях, допускается использование листовых или облицовочных материалов без утеплителя.
5.6.12 Установку филенок в дверные полотна производят в соответствии с требованиями, предъявляемыми к установке стеклопакетов.
5.6.13 Конструктивные решения узлов крепления стеклопакетов, а также панелей заполнения непрозрачной части дверного полотна, должны исключать возможность их демонтажа с наружной стороны.
5.6.14 Установку стеклопакетов (стекол), а также уплотнение притворов створок производят при помощи эластичных полимерных уплотняющих прокладок. Допускается для крепления стеклопакетов с внутренней стороны применение штапиков с коэструдированным уплотнением.
5.6.15 Уплотняющие прокладки должны быть стойкими к климатическим и атмосферным воздействиям.
5.6.16 Прилегание уплотняющих прокладок должно быть плотным, препятствующим проникновению воды.
5.6.17 Уплотняющие прокладки должны устанавливаться непрерывно по всему периметру притвора створок и стеклопакета. При кольцевой установке стык прокладок должен находиться в верхней части изделия. При установке прокладок со стыками в углах под 45° стыки прокладок следует сваривать или склеивать (кроме прокладок, устанавливаемых в штапиках). Угловые перегибы и сварные стыки уплотняющих прокладок для стеклопакетов не должны иметь выступов (выпираний), вызывающих сосредоточенные нагрузки на стеклопакеты.
Допускается нарушение непрерывности установки прокладок в створчатом притворе в конструкциях, предусматривающих самовентиляцию изделий, а также в других случаях, предусмотренных конструктивными решениями и установленных в конструкторской документации.
5.7 Требования к усилительным вкладышам
5.7.1 Главные ПВХ профили изделий усиливают стальными вкладышами с антикоррозионным покрытием.
5.7.2 Форму, толщину стенок и моменты инерции усилительных вкладышей, а также максимально допустимые размеры створок при использовании конкретных типов вкладышей устанавливают в технической документации на изготовление изделий.
5.7.3 Усилительные вкладыши должны входить во внутренние камеры ПВХ профилей плотно, от руки, без помощи специальных приспособлений.
5.7.4 При использовании профилей белого цвета усилительные вкладыши допускается не устанавливать (кроме импостов) в детали изделий, длина которых менее 700 мм.
При использовании цветных профилей, а также в деталях оконных блоков морозостойкого исполнения и в специальных случаях, когда это требуется согласно документации фирм-изготовителей ПВХ профилей, установка усилительных вкладышей является обязательной во всех деталях изделий.
5.7.5 Толщина стенок усилительных вкладышей должна быть не менее 1,2 мм, для усиления цветных и морозостойких профилей рекомендуется использовать усилительные вкладыши с толщиной стенок не менее 1,5 мм.
5.7.6 Расстояние от вкладыша до угла (торца) усиливаемой детали профилей должно быть в пределах 10 – 30 мм. В конструкциях изделий с массой стеклопакетов более 60 кг, а также в усиленных изделиях рекомендуется применять вкладыши, приторцованные под углом 45°. Примеры установки усилительных вкладышей приведены на рисунке 6.

Рисунок 6 - Примеры установки усилительных вкладышей
Длина усилительных вкладышей импостов при их механическом креплении к вкладышам коробки определяется конструкцией соединения.
5.7.7 Не допускается стыковка или разрыв усилительных вкладышей по длине в пределах одного ПВХ профиля.
5.7.8 Каждый усилительный вкладыш крепится к нелицевой стороне ПВХ профиля не менее чем двумя самонарезающими винтами (шурупами) по нормативной документации (далее - НД). Расстояние от внутреннего угла (сварного шва) до ближайшего места установки самонарезающего винта не должно превышать 80 мм.
Шаг крепления должен быть не более: 400 мм - для профилей белого цвета, 300 мм - для профилей других видов, а также для профилей морозостойкого исполнения.
5.7.9 Стальные усилительные вкладыши должны быть защищены цинковым покрытием толщиной не менее 9 мкм по ГОСТ 9.303.
Пропуски и повреждения покрытия не допускаются.
5.8 Требования к оконным приборам
5.8.1 При изготовлении изделий применяют оконные приборы и крепежные детали, специально предназначенные для применения в оконных системах из ПВХ профилей.
5.8.2 Тип, число, расположение и способ крепления запирающих приборов и петель устанавливают в рабочей документации, исходя из размера и веса открывающихся элементов изделия, а также условий эксплуатации оконных блоков. При этом расстояние между петлями и точками запирания, как правило, не должно превышать 800 мм.
5.8.3 Крепление петель рекомендуется производить самонарезающими шурупами не менее чем через две стенки ПВХ профиля суммарной толщиной не менее 4,5 мм или через одну стенку профиля и усилительный вкладыш. При необходимости сверления отверстий под шурупы их диаметр должен быть равен диаметру центрального стержня шурупа.
При массе открывающихся элементов более 60 кг, а также в балконных дверных блоках и усиленных изделиях крепление петель рекомендуется производить в усилительные вкладыши.
5.8.4 В изделиях рекомендуется применять регулируемые петли, приборы для поворотно-откидного открывания, обеспечивающие щелевое проветривание, а также проветривание с регулируемым углом открывания, с использованием предохранителей от случайного открывания (в том числе при положении приборов в режиме проветривания).
Для обеспечения фиксированного зазора между нижними профилями створок и коробок рекомендуется применение направляющих (набежных) подкладок, роликов или специальной фурнитуры.
5.8.5 Запирающие приборы должны обеспечивать надежное запирание открывающихся элементов изделий. Открывание и закрывание должно происходить легко, плавно, без заеданий. Ручки и засовы приборов не должны самопроизвольно перемещаться из положения «открыто» или «закрыто».
5.8.6 Конструкции запирающих приборов и петель должны обеспечивать плотный и равномерный обжим прокладок по всему контуру уплотнения в притворах.
5.8.7 Оконные приборы и крепежные детали должны отвечать требованиям ГОСТ 538 и иметь защитно-декоративное (или защитное) покрытие по ГОСТ 9.303.
Оконные приборы должны выдерживать действие приложенных к ним нагрузок и усилий согласно ГОСТ 23166.
5.9 Требования к конструкции
5.9.1 Угловые соединения ПВХ профилей рамочных элементов должны быть сварены. Расчетную прочность сварных соединений приводят в конструкторской документации.
Для усиления сварных соединений в углах полотен балконных блоков шириной более 800 мм рекомендуется использование свариваемых поливинилхлоридных вкладышей, соединяемых винтами с усилительными вкладышами. Пример установки вкладышей приведен на рисунке 7.
5.9.2 Импостные детали крепятся к смежным ПВХ профилям коробки (створки) при помощи стальных или пластмассовых крепежных элементов, шурупов или винтов. Примеры крепления импостов приведены на рисунке 8.
Допускается применять сварные Т-образные и крестообразные соединения импостов. При этом прочность соединений должна быть не ниже прочности, установленной для угловых соединений.
5.9.3 Угловые и Т-образные соединения профилей должны быть герметичными. Допускается уплотнение механических соединений ПВХ профилей атмосферостойкими эластичными прокладками. Зазоры до 0,5 мм допускается заделывать специальными герметиками, не ухудшающими внешний вид изделий и обеспечивающими защиту соединений от проникновения влаги.
Рисунок 7 - Вкладыш для усиления угловых соединений
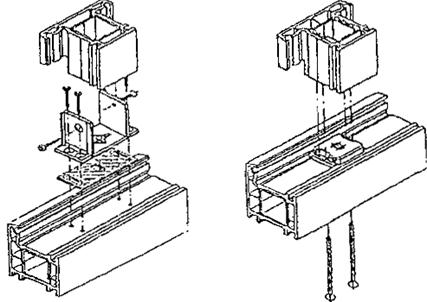
Рисунок 8 - Примеры крепления импостов
5.9.4 Конструкции изделий должны включать в себя систему отверстий: для осушения полости между кромками стеклопакета и фальцами профилей; отвода воды; компенсации ветрового давления; снижения нагрева цветных профилей.
5.9.5 Каждое поле остекления должно иметь отверстия для осушения полости между кромками стеклопакета и фальцами профилей. Отверстия должны находиться в наиболее глубоких частях фальцев и не иметь заусенцев, препятствующих отводу воды. При системах со средним уплотнением отверстия должны находиться перед средним уплотнением с наружной стороны.
В нижнем профиле створки должно быть предусмотрено не менее двух отверстий с максимальным расстоянием между ними 600 мм, в верхнем профиле при его длине до 1 м - два отверстия, более 1 м - три. Рекомендуемые размеры отверстий - диаметром не менее 8 мм или размером не менее 5´10 мм.
Расположение отверстий не должно совпадать с местами установки подкладок под стеклопакеты. В стенках профиля отверстия должны быть смещены относительно друг друга не менее чем на 50 мм.
5.9.6 Нижние профили коробок и горизонтальные импосты должны иметь не менее двух водосливных отверстий размером не менее (5´20) мм, расстояние между которыми должно быть не более 600 мм.
Водосливные отверстия должны быть смещены в стенках профиля не менее чем на 50 мм. Отверстия не должны иметь заусенцев, препятствующих отводу воды.
При системах со средним уплотнением прорези должны находиться перед средним уплотнением с наружной стороны.
На лицевой поверхности коробки отверстия должны быть защищены декоративными козырьками.
5.9.7 Для систем с наружным и внутренним уплотнениями и для систем с тремя контурами уплотнений при установке, изделий на высоте более 20 м в верхних горизонтальных профилях коробок рекомендуется выполнять отверстия для компенсации ветрового давления в полости между рамой и створкой.
Отверстия для компенсации ветрового давления должны иметь диаметр не менее 6 мм или размер не менее (5´10) мм в верхнем профиле коробки. При длине профиля коробки до 1 м сверлят два отверстия, более 1м - три.
Для компенсации ветрового давления допускается удаление наружного уплотнения на участках длиной 30 мм в верхнем профиле коробки.
5.9.8 Функциональные отверстия не должны проходить через стенки основных камер профилей.
5.9.9 В случае применения цветных профилей рекомендуется (для вентиляции наружных камер во избежание их перегрева при воздействии солнечных лучей) выполнять сквозные отверстия через стенки наружных камер профилей створок и коробок диаметром 5 - 6 мм.
5.9.10 Число и расположение всех видов отверстий устанавливают в рабочей документации. При этом следует учитывать влияние водосливных отверстий на смежные функции изделий (звуко-, теплоизоляция и др.).
5.9.11 Глубина защемления стеклопакета (стекла) в фальцах профилей, а также глубина защемления штапиками не должна быть менее 14 мм.
5.9.12 Пороги балконных дверей рекомендуется защищать алюминиевыми накладками, не перекрывающими отверстия для отвода воды.
5.10 Комплектность
5.10.1 Комплектация изделий при их поставке потребителю должна соответствовать требованиям, установленным в заказе.
5.10.2 Готовые изделия должны иметь установленные приборы, стеклопакеты, уплотнительные прокладки и защитную пленку на лицевых поверхностях. Комплект изделий может включать в себя доборные, соединительные и другие профили различного назначения по ГОСТ 30673. Комплектующие профили, выступающие за плоскость изделия части запирающих приборов, а также декоративные козырьки допускается поставлять несмонтированными в комплекте с изделиями.
По согласованию изготовителя с потребителем допускается отдельная транспортировка стеклопакетов, при этом потребителю должна быть предоставлена схема установки подкладок под стеклопакеты.
5.10.3 В комплект поставки должны входить документ о качестве (паспорт) и инструкция по эксплуатации изделий.
5.10.4 По требованию потребителя изготовитель предоставляет ему типовую инструкцию по монтажу оконных блоков, а также комплектует изделия материалами по уходу за изделиями согласно требованиям инструкции по эксплуатации.
5.11 Маркировка
5.11.1 Маркировка изделий - по ГОСТ 23166.
5.11.2 Входящие в состав изделия главные профили, оконные приборы и стеклопакеты должны быть маркированы в соответствии с НД на эту продукцию.
6 Правила приемки
6.1 Изделия должны быть приняты техническим контролем предприятия-изготовителя на соответствие требованиям настоящего стандарта, а также условиям, определенным в договоре на изготовление и поставку изделий.
Подтверждением приемки изделий техническим контролем предприятия-изготовителя является их маркировка, а также оформление документов о приемке и качестве изделий.
Изделия принимают партиями. При приемке изделий на предприятии-изготовителе за партию принимают число изделий, изготовленных в пределах одной смены и оформленных одним документом о качестве.
6.2 Требования к качеству продукции, установленные в настоящем стандарте, подтверждают:
входным контролем материалов и комплектующих деталей;
операционным производственным контролем;
приемочным контролем готовых изделий;
контрольными приемосдаточными испытаниями партии изделий, проводимыми службой качества предприятия-изготовителя;
периодическими испытаниями изделий в независимых испытательных центрах;
квалификационными и сертификационными испытаниями.
6.3 Порядок проведения входного контроля и операционного производственного контроля на рабочих местах устанавливают в технологической документации.
В случае, если предприятие-изготовитель комплектует оконные блоки комплектующими деталями собственного изготовления, они должны быть приняты и испытаны в соответствии с требованиями нормативной документации на эти изделия.
6.4 Приемочный контроль качества готовой продукции проводят поштучно, методом сплошного контроля. При этом проверяют:
внешний вид изделий;
отклонения размеров зазоров под наплавом;
провисание открывающихся элементов;
отклонение размера расстояния между наплавами створок;
наличие и места расположения отверстий;
работу оконных приборов и нетель;
наличие защитной пленки на лицевых поверхностях.
Готовые изделия, прошедшие приемочный контроль, маркируют. Изделия, не прошедшие приемочный контроль хотя бы по одному показателю, бракуют.
6.5 Изделия должны проходить контрольные приемосдаточные испытания, проводимые службой качества предприятия-изготовителя не реже одного раза в смену. При этом контролируют:
отклонения номинальных размеров и прямолинейности кромок;
прочность угловых соединений;
требования к установке подкладок под стеклопакеты;
требования к установке уплотняющих прокладок;
требования к установке усилительных вкладышей;
расположение и функционирование оконных приборов;
требования к качеству сварных швов;
требования к внешнему виду и наличию защитной пленки;
требования к размерам, числу и расположению функциональных отверстий;
требования к маркировке и упаковке.
Испытания проводят на трех образцах.
В случае отрицательного результата испытаний хотя бы по одному показателю проводят повторную проверку качества изделий на удвоенном числе образцов по показателю, имевшему отрицательный результат испытаний. При повторном обнаружении несоответствия показателя установленным требованиям, контролируемую и последующую партии изделий подвергают сплошному контролю (разбраковке). При положительном результате сплошного контроля возвращаются к установленному порядку приемосдаточных испытаний.
В случае отрицательного результата испытаний по показателю прочности угловых соединений проводят повторные испытания на удвоенном числе образцов. При неудовлетворительном результате повторных испытаний партию бракуют, а производство изделий останавливают до устранения причины брака.
6.6 Периодические испытания по эксплуатационным показателям, указанным в 5.3.1 - 5.3.3, проводят при внесении изменений в конструкцию изделий или технологию их изготовления, но не реже одного раза в пять лет, а также при сертификации изделий (в части показателей, предусмотренных методиками сертификации).
Квалификационные испытания изделий проводят при постановке продукции на производство. В обоснованных случаях допускается совмещать квалификационные и сертификационные испытания.
Испытания проводят в независимых испытательных центрах, аккредитованных на право их проведения.
6.7 Потребитель имеет право проводить контрольную проверку качества изделий, соблюдая при этом порядок отбора образцов и методы испытаний, указанные в настоящем стандарте.
При приемке изделий потребителем партией считают число изделий, отгружаемое по конкретному заказу, но не свыше 500 шт., оформленное одним документом о качестве.
6.8 При приемке изделий потребителем рекомендуется использовать план одноступенчатого контроля качества изделий, приведенный в таблице 3.
|
Объем партии, шт. |
Объем выборки, шт. |
Приемочное число |
|
|
малозначительные дефекты |
критические и значительные дефекты |
||
|
От 1 до 12 |
Сплошной контроль |
3 |
0 |
|
13 - 25 |
5 |
3 |
0 |
|
26 - 50 |
8 |
4 |
0 |
|
51 - 90 |
12 |
5 |
0 |
|
91 - 150 |
18 |
7 |
1 |
|
151 - 280 |
26 |
10 |
2 |
|
28 - 500 |
38 |
14 |
2 |
|
Примечание - К значительным и критическим дефектам относят дефекты, ведущие к потере эксплуатационных характеристик, неустранимые без замены части изделия (поломка профиля или оконных приборов, треснувший стеклопакет и др.), превышение предельных отклонений размеров более чем в 1,5 раза от установленных в НД, разукомплектованность изделий. К малозначительным дефектам относят устранимые дефекты: незначительные повреждения поверхности, неотрегулированные оконные приборы и петли, превышение предельных отклонений размеров менее чем в 1,5 раза от установленных в НД. |
|||
По договоренности сторон приемка изделий потребителем может производиться на складе изготовителя, на складе потребителя или в ином, оговоренном в договоре на поставку, месте.
6.9 Каждая партия изделий должна сопровождаться документом о качестве (паспортом) согласно ГОСТ 23166.
6.10 Приемка изделий потребителем не освобождает изготовителя от ответственности при обнаружении скрытых дефектов, приведших к нарушению эксплуатационных характеристик изделий в течение гарантийного срока службы.
7 Методы контроля
7.1 Методы входного и производственного операционного контроля качества устанавливают в технологической документации.
7.2 Методы контроля при приемочном контроле и приемосдаточных испытаниях
7.2.1 Геометрические размеры изделий, а также прямолинейность кромок определяют с использованием методов, установленных в ГОСТ 26433.0 и ГОСТ 26433.1.
Предельные отклонения от номинальных размеров элементов изделий, разность длин диагоналей и другие размеры определяют при помощи металлической измерительной рулетки по ГОСТ 7502, штангенциркуля по ГОСТ 166, щупов по НД.
Предельные отклонения от прямолинейности кромок определяют путем приложения поверочной линейки по ГОСТ 8026 или строительного уровня с допуском плоскостности не менее девятой степени точности по ГОСТ 9416 к испытываемой детали и замером наибольшего зазора при помощи щупов по НД.
Измерения линейных размеров следует производить при температуре воздуха изделий (20 ± 4) °С. В случае необходимости проведения измерений при других температурах следует учитывать температурное изменение линейных размеров профилей: 0,8 мм/м на каждые 10 °С отклонения от указанной температуры.
7.2.2 Предельные отклонения номинальных размеров зазоров под наплавом проверяют при помощи набора щупов. Зазоры в притворе определяют штангенциркулем путем измерения смежных размеров сечений.
7.2.3 Провес в сопряжении смежных деталей определяют щупом как расстояние от ребра металлической линейки по ГОСТ 427, приложенной к верхней сопрягаемой поверхности, до нижней поверхности.
7.2.4 Внешний вид и цвет изделий (в том числе в местах сварных швов) оценивают путем сравнения с образцами-эталонами, утвержденными в установленном порядке.
Разность цвета, глянца и дефекты поверхности, различимые невооруженным глазом с расстояния (0,6 - 0,8) м при естественном освещении не менее 300 лк, не допускаются.
7.2.5 Плотность прилегания и правильность установки уплотняющих прокладок, наличие и расположение подкладок, функциональных отверстий, оконных приборов, крепежных и других деталей, цвет и отсутствие трещин в сварных соединениях, наличие защитной пленки, маркировку и упаковку проверяют визуально. Для определения плотности прилегания уплотняющих прокладок сопоставляют размеры зазоров в притворах и степень сжатия прокладок, которая должна составлять не менее 1/5 высоты необжатой прокладки. Замеры производят штангенциркулем.
Плотность прилегания уплотняющих прокладок в закрытых створчатых притворах допускается определять по наличию непрерывного следа, оставленного красящим веществом (например, цветным мелом), предварительно нанесенным на поверхность прокладок и легко удаляемым после проведения контроля.
7.2.6 Определение прочности (несущей способности) угловых сварных соединений.
Для испытания прочности угловых сварных соединений применяют схемы приложения нагрузок, приведенные на рисунке 9.
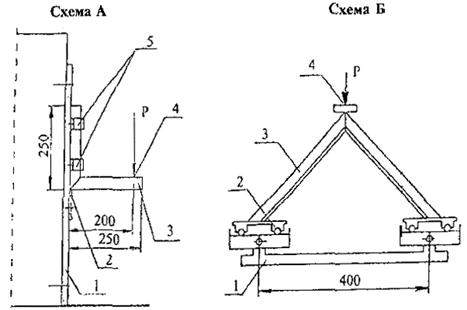
1 - опора; 2 - упор (для схемы Б - каретки); 3 - образец; 4 - точка приложения нагрузки; 5 - съемные хомуты крепления
Рисунок 9 - Схемы приложения нагрузок при определении прочности угловых сварных соединений
Порядок проведения испытаний - по ГОСТ 30673 со следующими дополнениями.
Сварные швы зачищают согласно принятой технологии изготовления оконных блоков.
Образцы испытывают со вставленными в них усилительными вкладышами.
Величину нагрузок принимают по 5.3.3, метод контроля - неразрушающий, выдержка под нагрузкой - не менее 3 мин.
Результат испытания признают удовлетворительным, если каждый образец выдержал нагрузку без разрушений и образования трещин.
7.2.7 Работу оконных приборов проверяют пятиразовым открыванием - закрыванием створчатых элементов изделия. В случае обнаружения отклонений в работе оконных приборов производят их наладку и повторную проверку.
7.3 Методы контроля при периодических испытаниях
7.3.1 Прочность (несущую способность) угловых сварных соединений определяют по 7.2.6.
При проведении испытаний допускается использование других схем нагрузок и испытательного оборудования. При этом методики испытаний, включая обработку результатов, должны быть коррелированны с методом испытаний по 7.2.6.
7.3.2 Приведенное сопротивление теплопередаче определяют по ГОСТ 26602.1.
7.3.3 Воздухопроницаемость определяют по ГОСТ 26602.2.
7.3.4 Звукоизоляцию определяют по ГОСТ 26602.3.
7.3.5 Общий коэффициент светопропускания определяют по ГОСТ 26602.4.
7.3.6 Сопротивление статическим нагрузкам определяют по ГОСТ 24033.
7.3.7 Показатели долговечности (включая сопротивление климатическим и атмосферным нагрузкам), безотказности оконных приборов, а также усилий, прилагаемых к оконным приборам, определяют по методикам, утвержденным в установленном порядке.
8 Упаковка, транспортирование и хранение
8.1 Упаковка изделий должна обеспечивать их сохранность при хранении, погрузочно-разгрузочных работах и транспортировании.
Рекомендуется упаковывать изделия в полиэтиленовую пленку по ГОСТ 10354.
8.2 Не установленные на изделия приборы или части приборов должны быть упакованы в полиэтиленовую пленку по ГОСТ 10354 или в другой упаковочный материал, обеспечивающий их сохранность, прочно перевязаны и поставлены комплектно с изделиями.
8.3 Открывающиеся створки изделий перед упаковкой и транспортированием должны быть закрыты на все запирающие приборы.
8.4 Изделия транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
8.5 При хранении и транспортировании изделий должно быть обеспечено их предохранение от механических повреждений, воздействия атмосферных осадков, значительных колебаний температуры и прямых солнечных лучей.
8.6 При хранении и транспортировании изделий не допускается ставить их друг на друга, между изделиями рекомендуется устанавливать прокладки из эластичных материалов.
8.7 Изделия хранят в вертикальном положении под углом 10 - 15° к вертикали на деревянных подкладках, поддонах или в специальных контейнерах в крытых помещениях без непосредственного контакта с нагревательными приборами.
8.8 В случае отдельной перевозки стеклопакетов требования к их упаковке и транспортирование устанавливают по ГОСТ 24866.
9 Гарантии изготовителя
9.1 Предприятие-изготовитель гарантирует соответствие изделий требованиям настоящего стандарта при условии соблюдения потребителем правил транспортирования, хранения, монтажа, эксплуатации, а также области применения, установленной в нормативной и проектной документации.
9.2 Гарантийный срок хранения изделий - 1 год со дня отгрузки изделия изготовителем.
9.3 Гарантийный срок службы изделий устанавливают в договоре на поставку, но не менее 3 лет со дня отгрузки изделий изготовителем.
ПРИЛОЖЕНИЕ А
(справочное)
В настоящем стандарте применяют следующие термины с соответствующими определениями.
Профильная система - набор (комплект) ПВХ профилей и комплектующих элементов, объединенных в законченную конструктивную систему, оформленную конструкторской документацией.
Профили - детали оконных блоков, изготовленные методом экструзии, с заданными формами и размерами сечения.
Ширина профиля - наибольший размер между лицевыми наружной и внутренней поверхностями профиля.
Высота профиля - наибольший размер поперечного сечения профиля в направлении, перпендикулярном ширине профиля.
Камера - замкнутая внутренняя полость (система полостей) ПВХ профиля, расположенная перпендикулярно направлению теплового потока. Камера может состоять из ряда подкамер, разделенных перегородками. Камеры и подкамеры могут выполнять различные заданные функции, например, для установки усилительных вкладышей или в качестве каналов самовентиляции.
Фальц - часть поверхности профиля, образованная выступом одной из его частей.
Фальцлюфт - расстояние между створкой и коробкой, устанавливаемое исходя из условий нормального функционирования запорных оконных приборов.
Притвор - место соединения створки с брусками коробки (основной притвор), с импостом (импостный притвор) или со створкой (безимпостный, штульповой притвор).
Наплав - выступ в узле притвора, образованный выступающей частью коробки (створки) и перекрывающий створку (коробку) на величину размера в притворе под наплавом.
Усилительный вкладыш - профильный стальной элемент, устанавливаемый во внутреннюю камеру главного профиля для восприятия эксплуатационных нагрузок.
Комбинация профилей - узел соединения сопрягаемых профилей (например, профиль коробки - профиль створки со штапиком; профиль импоста - профиль створки со штапиком; профиль створки со штульпом и штапиком - профиль створки со штапиком).
Главные профили - профили коробок, створок, импостов, штульпов, которые выполняют прочностную функцию в качестве составной части оконных и балконных дверных конструкций.
Доборные профили - профили, которые не выполняют прочностную функцию в качестве составной части оконных и балконных дверных конструкций.
Штапики (раскладки по стеклу) - доборные профили, предназначенные для крепления стеклопакета.
Штапики допускается изготавливать с коэкструдированной уплотняющей прокладкой.
Соединительные профили (соединители) - профили, предназначенные для блокировки оконных и балконных дверных коробок друг с другом в конструкциях, состоящих из двух и более изделий. Соединители могут соединять профили коробок под разными углами и подбираются с учетом прочностных требований.
Расширительные профили (расширители) - профили, предназначенные для увеличения высоты профиля оконной коробки.
Горбыльки - профили, предназначенные для членения полей остекления створок.
Декоративные накладки - накладные декоративные профили, наклеиваемые на стеклопакет с внутренней и наружной стороны и образующие фальш-переплет.
Отливы - профили, предназначенные для отвода воды от оконной конструкции.
Облицовочные профили - профили для отделки оконных откосов (уголки, наличники, нащельники и т.д.). Облицовочные профили могут образовывать различные системы.
Регулируемое проветривание - организация вентиляции помещений с различной кратностью воздухообмена за счет конструктивных решений изделий.
Самовентиляция - система ограниченного воздухообмена через каналы камер профилей или через встроенные в оконные блоки климатические клапаны с целью регулирования влажности воздуха в помещении и предотвращения выпадения конденсата на внутренних поверхностях окон.
Долговечность - характеристика изделий, определяющая их способность сохранять эксплуатационные качества в течение заданного срока, подтвержденная результатами лабораторных испытаний и выражаемая в условных годах эксплуатации (срока службы).
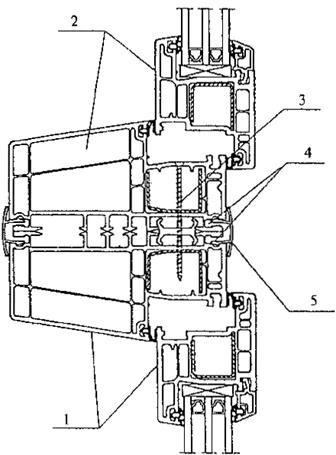
Определения основных деталей, размеров и функциональных зон комбинаций профилей приведены на рисунках A.1 и А.2.

1 - коробка; 2 - прокладка наружного уплотнения; 3 - базовая подкладка; 4 - опорная подкладка; 5 - наружная уплотняющая прокладка стеклопакета; 6 - внутренняя уплотняющая прокладка стеклопакета; 7 - стеклопакет; 8 - штапик; 9 - усилительный вкладыш створки; 10 - створка; 11 - прокладка внутреннего уплотнения; 12 - усилительный вкладыш коробки
Рисунок А.1 - Основные детали комбинации профилей

А - высота комбинации профилей; А1 - высота профиля створки; А2 - высота профиля коробки; Б - ширина комбинации профиля; Б1 - ширина профиля створки; Б2 - ширина профиля коробки; а1 - размер фальцлюфта (зазор в притворе); а2 - размер притвора под наплавом; а3 - высота фальца (четверти) остекления; а4 - высота защемления стеклопакета; б1 - размер зазора под наплавом; б2 - толщина стеклопакета
Рисунок А.2 - Основные размеры и функциональные зоны деталей комбинации профилей
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
Состав рабочей документации на оконные и балконные дверные блоки
Документация на изготовление оконных и балконных дверных блоков из ПВХ профилей должна содержать следующие данные:
Б.1 Оконные и дверные блоки
В описании конструкции должны быть приведены:
способы и схемы открывания окон;
методика расчета основных и функциональных размеров;
таблицы (диаграммы) максимально допустимых размеров (пропорции) створок;
типы и размеры применяемых усилительных вкладышей в зависимости от размеров створок, рам, импостов, ригелей;
чертежи расположения отверстий для отвода воды, осушения фальцев остекления, компенсации давления ветра с указанием их числа и размеров;
количество и расположение запирающих приборов;
дополнительные требования к окнам из цветных профилей.
Б.2 ПВХ профили:
сечения профилей с указанием их функций и делением на главные и доборные профили, артикулы профилей;
основные и функциональные размеры профилей;
сечения комбинаций профилей с основными размерами;
сведения о физико-механических характеристиках и долговечности ПВХ профилей.
Б.3 Усилительные вкладыши:
материал;
тип и толщина антикоррозийного покрытия;
сечения с основными размерами;
моменты инерции (E´J),
Б.4 Уплотняющие прокладки:
материал, размеры, формы сечения, рекомендуемые требования.
Б.5 Остекление:
таблица с возможными комбинациями конструкций стеклопакетов, уплотняющих прокладок и штапиков;
схема установки подкладок под остекление.
Б.6 Соединения профилей (угловые, импостные и др.):
для сварных соединений - расчетная прочность для всех главных профилей;
для механических соединений - описание соединительных деталей, усилителей, средств крепежа, уплотняющих прокладок и герметиков.
Б.7 Оконные приборы и петли:
варианты открывания;
обозначение различных типов оконных приборов;
места расположения приборов и петель;
ограничения по массе и размерам створок;
характеристика защитно-декоративного покрытия;
условия регулировки приборов запирания и петель.
Б.8 Технологическая документация на изготовление окон:
Технологическая документация на изготовление окон должна включать в себя карты технологического процесса, технологический регламент, включая регламент контроля качества, другие необходимые документы.
Б.9 Типовая инструкция по монтажу изделий
Б.10 Инструкция по эксплуатации изделий
Общие требования к монтажу изделий приведены в приложении Г.
ПРИЛОЖЕНИЕ В
(рекомендуемое)
Система функциональных отверстий и внутрипрофильной канальной самовентиляции
(рисунки В.1-В.3)

1 - водосливные отверстия; 2 - отверстия для осушения полости между кромками стеклопакета и фальцами профилей; 3 - отверстия для компенсации ветрового давления; 4 - отверстия для вентиляции наружных камер цветных профилей
Рисунок B.1 - Система функциональных отверстий
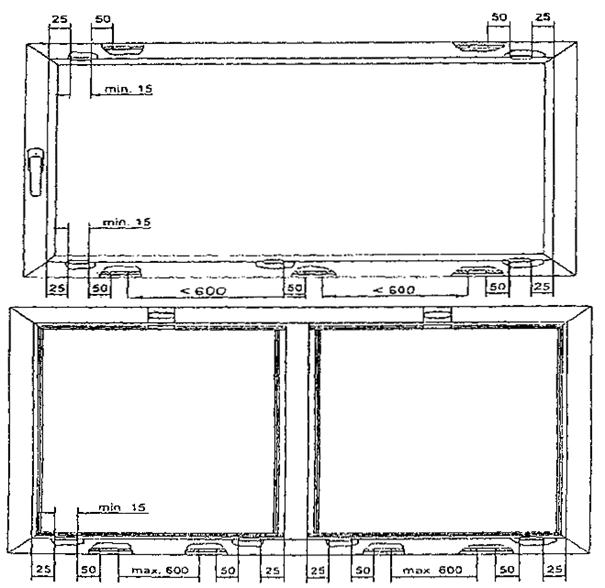
Рисунок В.2 - Расположение функциональных отверстий
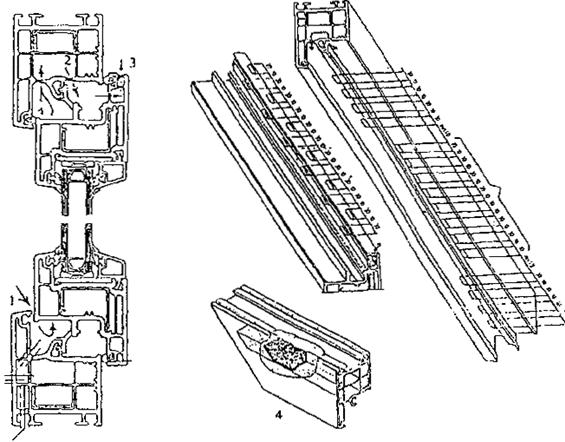
1 - зазор между коробкой и створкой, через который наружный воздух попадает в камеру перед средним уплотнением. Наружное уплотнение устанавливают только в верхнем бруске коробки; 2 - специальная вентиляционная камера в верхнем бруске коробки, через которую воздух проникает в полость между коробкой и створкой позади внутреннего уплотнения; 3 - система смещенных отверстий в створке, через которые воздух проникает внутрь помещения; 4 - звукопоглощающие подушки по торцам вентиляционной камеры в верхнем бруске коробки
Рисунок В.3 - Система внутрипрофильной канальной самовентиляции
ПРИЛОЖЕНИЕ Г
(рекомендуемое)
Общие требования к монтажу изделий
Г.1 Требования к монтажу изделий устанавливают в проектной документации на объекты строительства с учетом принятых в проекте вариантов исполнения узлов примыкания изделий к стенам, рассчитанных на заданные климатические и другие нагрузки.
Г.2 Монтаж изделий должен осуществляться специализированными строительными фирмами. Окончание монтажных работ должно подтверждаться актом сдачи-приемки, включающим в себя гарантийные обязательства производителя работ.
Г.3 По требованию потребителя (заказчика) изготовитель (поставщик) изделий должен предоставлять ему типовую инструкцию по монтажу оконных и балконных дверных блоков из ПВХ профилей, утвержденную руководителем предприятия-изготовителя и содержащую:
чертежи (схемы) типовых монтажных узлов примыкания;
перечень применяемых материалов (с учетом их совместимости и температурных режимов применения);
последовательность технологических операций по монтажу оконных блоков.
Г.4 При проектировании и исполнении узлов примыкания должны выполняться следующие условия:
заделка монтажных зазоров между изделиями и откосами проемов стеновых конструкций должна быть по всему периметру окна плотной, герметичной, рассчитанной на выдерживание климатических нагрузок снаружи и условий эксплуатации внутри помещений.
Вариант исполнения монтажного узла оконного блока приведен на рисунке Г.1;
конструкция узлов примыкания (включая расположение оконного блока по глубине проема) должна препятствовать образованию мостиков холода (тепловых мостиков), приводящих к образованию конденсата на внутренних поверхностях оконных проемов;
эксплуатационные характеристики конструкций узлов примыкания (сопротивление теплопередаче, звукоизоляция, воздухо- и водопроницаемость) должны отвечать требованиям, установленным в строительных нормах;
пароизоляция швов со стороны помещений должна быть более плотной, чем снаружи;
конструкция узлов примыкания должна обеспечивать надежный отвод дождевой воды и конденсата наружу. Не допускается проникновение влаги внутрь стеновых конструкций и помещений;
при выборе заполнения монтажных зазоров следует учитывать эксплуатационные температурные изменения габаритных размеров изделий.
С целью повышения надежности теплоизоляции монтажного узла рекомендуется применение оконных блоков с шириной коробки не менее 80 мм.
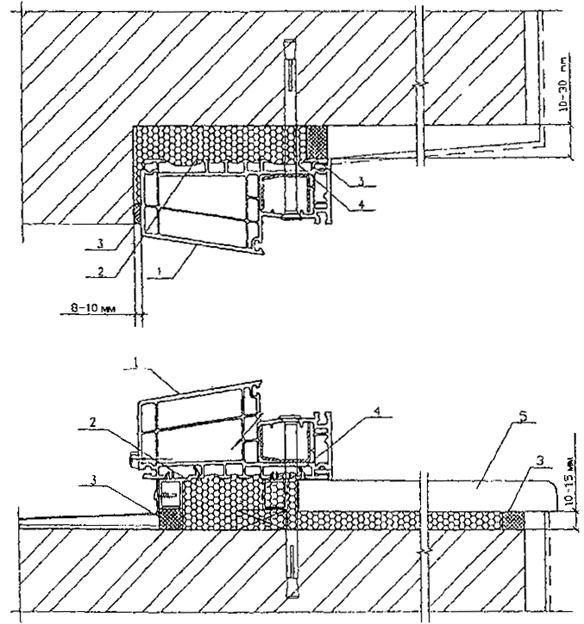
1 - оконная коробка; 2 - пеноутеплитель; 3 - уплотняющая прокладка; 4 - монтажный дюбель; 5 - подоконная доска
Рисунок Г.1 - Пример монтажного узла оконного блока
Г.5 В качестве крепежных элементов для монтажа изделий следует применять:
гибкие анкеры в комплекте с шурупами и дюбелями;
строительные дюбели;
монтажные шурупы;
специальные монтажные системы (например, с регулируемыми монтажными опорами).
Варианты узлов монтажных креплений представлены на рисунке Г.2 и выбираются в зависимости от конструкции стены.

а - узел крепления монтажным дюбелем; б - узел крепления строительным шурупом; в - узел крепления при помощи анкерной пластины
Рисунок Г.2 - Варианты узлов монтажных креплений
Не допускается использование для крепления изделий герметиков, клеев, пеноутеплителей, а также строительных гвоздей.
Г.6 Оконные блоки следует устанавливать по уровню. Отклонение от вертикали и горизонтали сторон коробок смонтированных изделий не должны превышать 1,5 мм на 1 м длины, но не более 3 мм на высоту изделия.
Г.7 Расстояние между крепежными элементами при монтаже изделий белого цвета с профилями, усиленными стальными вкладышами, не должно превышать 700 мм, в других случаях - не более 600 мм (рисунок Г.3).
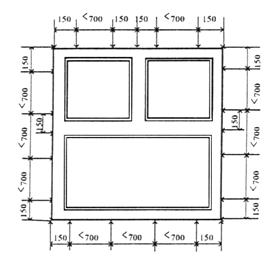
Рисунок Г.3 - Расположение крепежных деталей
Г.8 Для заполнения монтажных зазоров (швов) применяют силиконовые герметики, предварительно сжатые уплотнительные ленты ПСУЛ (компрессионные ленты), изолирующие пенополиуретановые шнуры, пеноутеплители, минеральную вату и другие материалы, имеющие гигиеническое заключение и обеспечивающие требуемые эксплуатационные показатели швов. Пеноутеплители не должны иметь битумосодержащих добавок и увеличивать свой объем после завершения монтажных работ.
Закраска швов не рекомендуется.
Г.9 Для передачи нагрузок в плоскости окна (веса) изделия на строительную конструкцию применяют несущие колодки из полимерных материалов с твердостью не менее 80 ед. по Шору А или из древесины твердых пород. Для фиксации положения оконного блока в стене применяют распорные колодки.
При многослойных конструкциях стен, когда оконный блок устанавливают в зону утеплителя, нагрузки должны передаваться на несущую часть стены.
Деревянные клинья, применяемые для временной фиксации изделий в процессе монтажа, необходимо удалить перед заделкой монтажных швов.
Г.10 В случае монтажной блокировки оконных блоков между собой или с балконными дверными блоками соединение изделий следует производить через специальные соединительные профили, которые могут иметь усилительные вкладыши для повышения прочностных характеристик изделий. Соединение должно быть плотным, исключающим продувание и проникновение влаги, компенсирующим температурное расширение изделий.
При исполнении стыков рекомендуется использование соединительных профилей, подбор которых подтверждают прочностными расчетами, а также предварительно сжатых уплотнительных лент.
Варианты исполнения узла блокировки оконного и балконного дверного блоков приведены на рисунке Г.4.
Г.11 Удаление защитной пленки с лицевых поверхностей профилей следует производить после монтажа изделий и отделки монтажного проема, учитывая при этом, что продолжительность воздействия солнечных лучей на защитную пленку не должно превышать десяти дней.
Г.12 Рекомендации настоящего приложения не учитывают условий монтажа сплошного, ленточного и эркерного остеклений зданий.
1 - оконный блок; 2 - дверной балконный блок; 3 - стяжной шуруп; 4 - силиконовый герметик; 5 - нащельник
Рисунок Г.4 - Пример узла блокировки оконного и балконного дверного блока
ПРИЛОЖЕНИЕ Д
(справочное)
Сведения о разработчиках стандарта
Настоящий стандарт разработан рабочей группой специалистов в составе:
Н.В. Шведов, Госстрой России, руководитель;
В.А. Тарасов, ЗАО «КВЕ-Оконные технологии»;
Х. Шайтлер, «КВЕ GmbH»;
Ю.П. Александров, ОАО «ЦНИИПромзданий»;
Т.В. Власова, ЦС оконной и дверной техники;
В.А. Лобанов, НИИСФ РААСН;
В.Г. Мильков, С.И. Тихомиров, НИУПЦ «Межрегиональный институт окна»;
B.C. Савич, ГП ЦНС.
Ключевые слова: оконные блоки, дверные балконные блоки, ПВХ профиль, профильная система, притвор, наплав, усилительный вкладыш, уплотняющие прокладки, самовентиляция